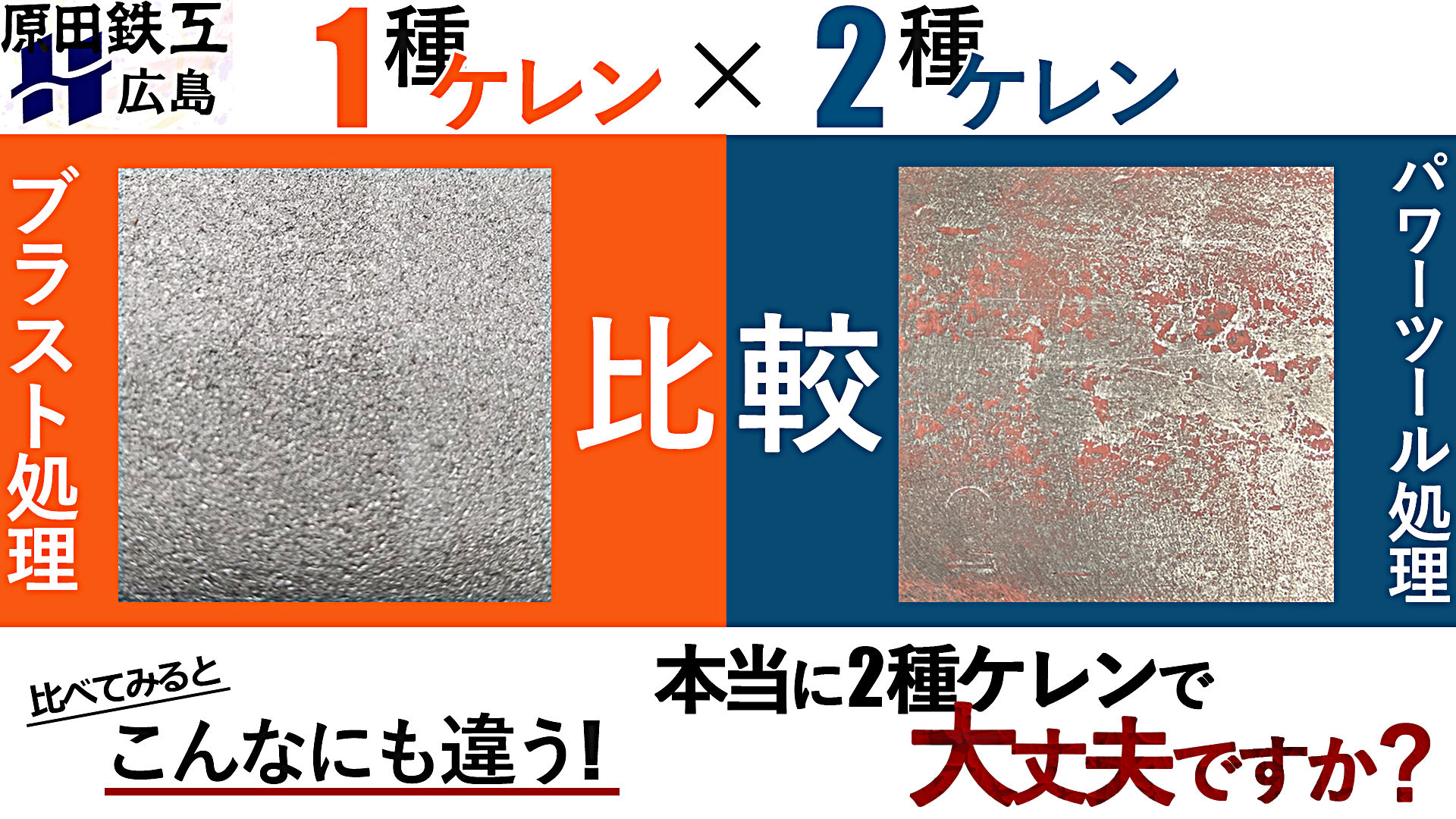
【素地調整の規格 見本】
塗装済みの製品を「1種ケレン」「2種ケレン」の規格にて素地調整を実施し、拡大比較した見本です。
SSPC規格だと「SP-5」と「SP-3」
ISO規格だと「Sa3」と「St3」
「ブラスト」と「電動工具」を使用した比較です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整とは?』
塗装を行う前に「対象物の表面に付着した異物を除去し、塗装に適した表面にする作業」です。
「ケレン作業」や「下地処理」とも呼ばれたりします。
素地調整にはいくつかの種類があり、その作業方法と精度によって規格されています。
塗料を塗る前に素地調整を行い「表面を塗装に適した状態」にする事は「塗装技術」・「塗料の優劣」より重要とされる大事な作業工程です!
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『素地調整の規格を比べてみる』
写真は1種ケレンと2種ケレンを比べたものです。
施工方法の違いは下記の様になります。
〈1種ケレン〉
ブラスト工法によって行われ、研削材と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
写真の様に同じ素地調整でも、規格によってこれだけ清浄度に違いがあります。
『まとめ』
素地調整とは「塗装前に表面を塗装へ適した表面にする」事。
この素地調整の作業で塗装の「仕上がり」と「耐久性」が決まるので、塗装工程で最も重要とされます。
綺麗に塗装したい、塗装を長持ちさせたいなどの場合はブラストで素地調整を行うべきです。
原田鉄工には素地調整の中で最も優れた大型ブラスト設備があります。
素地調整後は表面が活性化しているので直ちに塗装する必要がありますが、屋内塗装工場も併設していますので素地調整完了後すぐさま塗装する事が可能です。
ブラストによる素地調整と膜厚管理によってお客様の製品の耐用年数、ライフサイクルコストの削減に貢献します。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【汚れた塗装を除去】
塗装工場の換気の為に使用されていたファンです。
吸い込んだ塗料が付着し、ボコボコの表面になっており綺麗にしたいとのご依頼です。
1種ケレンのブラストで付着物が全くない綺麗な状態にできました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
本製品は腐食の進行が少なかったので、母材素地は綺麗なままでした。
このまま再度塗装を行えば、ほとんど新品です。
メンテナンスの間隔が長いと腐食が進行し、母材は厚さが減少したり穴が開いたりする場合があります。
ブラストなら旧塗膜と錆などもまとめて除去及び素地調整が可能です。
またブラストで素地調整を行う事で、塗膜の耐久性が向上します。
後のメンテナンス頻度を抑え、コストの負担を減らす事が可能となります。
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ダクトの製作~塗装】
原田鉄工で製作、塗装をしたダクトです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
建物の中に配管やダクトが血管の様に張り巡らせることで、私たちは常に新鮮な空気で過ごす事が出来ています。
「ダクト」は主に3種類あり、空調・換気・排煙用として設置されます。
《空気調和用ダクト》
空気調和機で調整した温風や冷風を運ぶためのダクト。
《換気用ダクト》
新鮮な空気を送るための『外気ダクト』と汚れた空気を排出するための『排気ダクト』があります。
《排煙用ダクト》
火災発生時に煙を屋外へ排出するためのダクト。
建築物のサイズや用途に合わせて設計されるので、建造物によってダクトは材料の厚みや大きさ、形状など大きく異なります。
また似たような形状ではありますが「ダクト」と「配管」の違いは
ダクトは気体を運ぶ事が目的ですが、配管は気体以外の液体など様々な流体を運ぶ事が目的とされている点です。
原田鉄工は70年以上に渡り、ダクトを作ってきました。
複雑な形状や1.2ミリ以下の薄物、大型ダクトなど多数の実績があります。
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
また原田鉄工では製作後、社内で素地調整(ブラスト)と塗装専用の工場があります!
広い屋内塗装場なので、大型品や多ロット品でも一度に施工する事が可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
原田鉄工なら製作~塗装の完成品まで一貫生産が可能です!
工程の管理、短縮が可能で外注加工費や外注への運搬費用が不要となります。
トータルコストを安く済ませませんか?
【サビに強い塗装】
https://www.nc-net.or.jp/company/98405/product/detail/189296/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
◎ダクト(エアダクト/風導管 英語:Duct)
気体を運ぶための管。主に換気や排煙の為に取付けられる。
新鮮な空気を運ぶ、汚れた空気を排出する、火災発生時には煙を排出するなど多くの役割がある。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
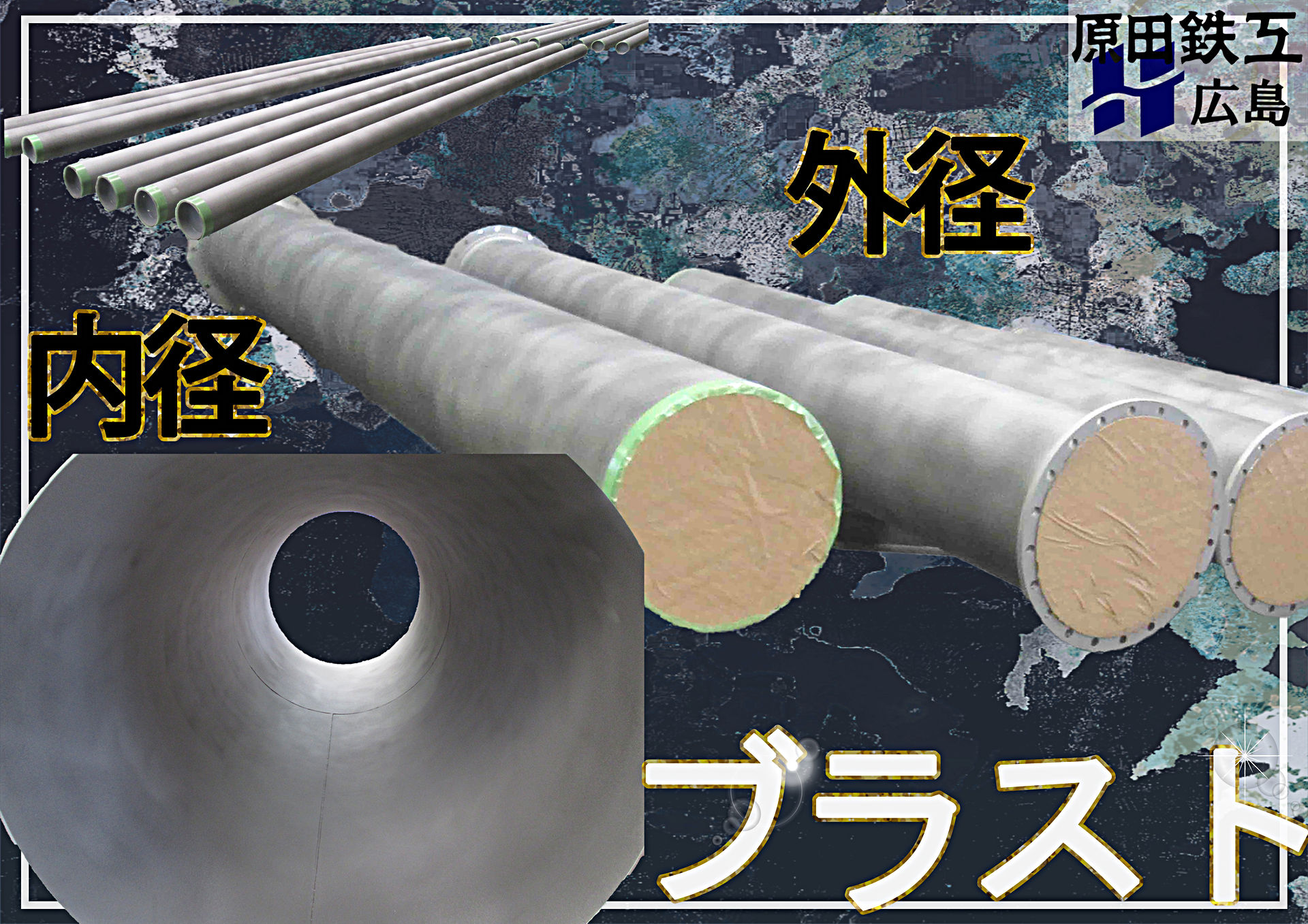
【配管 内面のケレン】
配管の1種ケレン(ブラスト)はお任せください。
外面はもちろん、内面(内径)も施工可能です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では羽根車(インペラー)をモーターで回転させ、その回転の遠心力を使って研削材を投射する『機械式ブラスト』ではなく、圧縮した空気の力を利用し研削材を投射する『エアー式ブラスト』を採用しており、作業員がノズルを持って施工をする『手動式』となるので外面は形状と大きさを問わず施工する事が出来ます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
大口径の配管は作業者が直接配管に入る事でブラスト施工を行いますが、
専用の装置を使う事で、作業者が入る事の出来ない小径配管の中も1種ケレンで素地調整します。
ブラスト施工をする事でライニング処理が一般的な配管内面も、多種多様な塗料を塗装することが可能となります。
普通は施工できないような小径配管でも、ブラスト施工出来ます。
口径や形状によって施工できない場合もありますので、お気軽にご相談ください。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【広島 鉄工所】
広島市で創業80年を迎えた鉄工所です。
多品種少量生産、社内一貫生産を得意としており、皆様の製缶・塗装のお手伝いをします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「社内で作ることができない」「こんなのを作ってみたい」などの依頼を頂き製品を作っています。
多くのお客様の協力工場として創業から多種多様な依頼に答えてきた、技術と知識が私たちの誇りです。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
《社内一貫生産システム》
【設計】
先ずはお客様のご希望を形にするための現地調査を行ったり、図面の作成していきます。
【製缶】
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
【機械加工】
汎用工作機械を多く揃えていますので少量生産が得意で短納期にも対応可能です。
【ブラスト】
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
【塗装】
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
【組立】
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
【検査】
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
これだけ多くの工程に対応できる鉄工所は多分原田鉄工だけ!
社内で行うから、お客様からも進捗状態の把握がしやすく管理・品質ともにブレなく生産できます。
【ケレンとは? 効果と必要性】
https://www.nc-net.or.jp/company/98405/product/detail/188907/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラストで金属を表面処理】
金属製品の表面処理にはブラスト施工が有効です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
表面処理は金属の表面に対して素材を変えることなく、表面の性質を向上させる処理加工です。
表面処理の方法は多岐に渡り
「メッキ」や「塗装」で表面を覆う事で美観を向上しながら保護する。
「熱処理」は熱を加える事で、耐摩耗性や強度を向上させる。
「研磨」「ショットピーニング」は表面を削る事で、素材の劣化を回復させる。
上記以外にも多くの方法がありますが、身の回りにある製品の多くが何かしらの表面処理が行われています。
ブラストで表面処理を行った場合
『洗浄』
表面についたゴミ、汚れ、塗装、サビ、酸化被膜などの不純物を全て除去する。
『向上』
表面を削る事で塗料や被膜の密着性向上(アンカー効果)、表面を高速度で叩く事で耐久性向上(ショットピーニング)させる。
『機能付与』
表面を梨地と呼ばれるデコボコの表面へ変えるのでツヤ消し、滑り止め、傷を目立たなくするなどの機能を付与する。
ブラストで表面の状態や性質を大きく変化・向上させる事ができます。
表面処理は数多くの方法がありますので、製品の性質や用途に合ったものを選ぶ必要があります。
効果・目的の詳細はこちらをチェック
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
ブラストの施工方法についてはこちらから!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
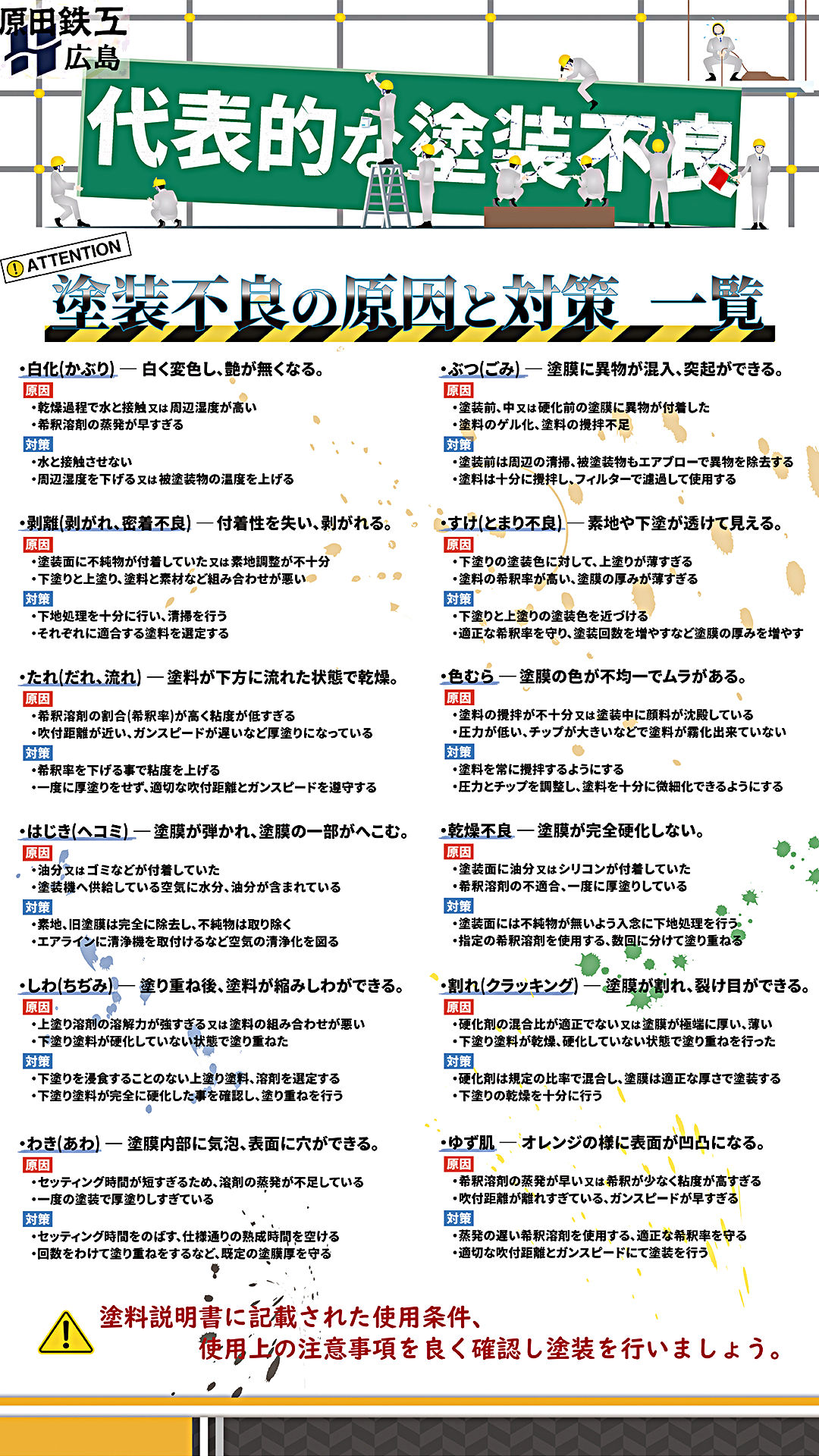
【塗装不良】 原因と対策
塗装不良は塗装工程のあらゆる場面で発生する可能性を含んでいます。
代表的な塗装不良の原因と対策をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「塗装不良がなぜ発生してしまうのか」
その原因と対策が分かる事で、塗装不良・トラブルは回避することができます。
塗装不良の原因は大きく分けて5つの要素に分かれます。
【塗装不良の原因】
その1 被塗装物の状態に起因するもの
その2 塗料もしくは希釈溶剤に起因するもの
その3 塗装機や塗装設備に起因するもの
その4 塗装方法や塗装条件に起因するもの
その5 気温や湿度など塗装環境に起因するもの
ほとんどは塗装開始前に簡単な対策を行うことで、未然に防ぐことが可能です。
塗装環境が原因となる塗装不良は改善のために多くの設備投資費用が必要な場合もありますが、気象状況に合わせた塗装工程と納期を設定する事で回避できます。
塗装不良は条件が揃えば簡単に発生するものではありますが、不良となった塗膜は本来の防食性能・美観などを発揮する事が出来ません。
そのため塗装不良となった塗膜を除去する修正が必要となります。
修正方法は塗膜を一度剥がす、塗膜を擦って削るなど大きな労力と時間が必要となります。
塗装不良の原因をしっかりと対策をしておくのが、塗装完了への近道となります。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【製缶 ~溶接・組立について~】
https://www.nc-net.or.jp/company/98405/product/detail/182581/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装は下地処理が最も重要です】
塗装を綺麗に仕上げる事、長持ちさせる事も全ては下地処理を十分に行っているかで決まります。
塗装において最も重要とされている「下地処理」について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装を綺麗で長持ちさせるためには
『優れた設備』や『高い技術』、『高性能な塗料』などではなく、しっかりと下地処理を行っている事が最も重要となります。
下地処理とは簡単に言うと「塗装前に表面をより塗装に適した状態へ変える事」です。
表面を掃除したり、不純物を削って取り除いたり、やすり等で目荒しや塗膜の平滑化の為に擦るなどの作業の総称となります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
塗装の寿命に与える影響はこのようになってます。
素地調整(1種ケレンと2種ケレンの差) ― 49.5%
塗装回数(1回塗りと2回塗りの差) ― 19.1%
塗料種類 ― 4.9%
塗装技術や気候、周辺環境 ― 26.5%
実は塗装の寿命のほぼ半分は素地調整(下地処理)が影響している事になります。
それも1種ケレンと2種ケレンの差だけでこれほどの違いが出てくるので、下地処理を行っていないものはほぼ「下地処理を行っていない事が原因」で塗膜の寿命を迎える事となります。
こちらの下記リンクにて詳しく説明しています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
下地処理には大きく3つのメリットがあります。
①表面の不純物を取り除く!
不純物の上から塗装を行った場合、塗装不良や剥離する可能性が高い。
→不純物を取り除き清浄化された表面に塗装する事で不良や剥離を防ぐ事ができます。
②表面積を増やすことで、付着性を上げる!
ツルツルの表面に塗装を行った場合、塗装が剥離する可能性があります。
→下地処理で目荒しを行った結果、表面に出来た凹凸に塗料が入りこみ密着します。
③仕上がりを綺麗にする!
表面がデコボコだったり、ゴミなどが付着した状態に塗装を行っても綺麗な仕上がりにはできません。
→表面を滑らかにする事で塗膜の平滑化が可能となります。
これらの理由から塗装工事で最も重要な工程は下地処理と言われるのです。
塗装工事は塗装不良があってはなりません、そのため常に入念な「下地処理」を行い清浄な下地へ塗装を行いましょう。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【代表的な塗装不良一覧 原因と対策】
塗装工程で起こる確率の高い、代表的な塗装不良の原因と対策を一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装不良とは?
・塗装不良の原因は?
・塗装不良を防ぐ方法
・まとめ
『塗装不良とは?』
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない状態の事です。
見た目の仕上がりが悪くなるのはもちろんですが、塗膜の保護機能が低下したり、早期剥離や腐食などの問題を引き起こす場合があります。
『塗装不良の原因は?』
塗装不良は各塗装工程で発生する可能性があります。
塗料単体が原因で起こる不良だけでも
塗料の状態、塗料の希釈率、硬化剤との混合比率、攪拌状態、下塗りと上塗りの塗り合わせなど・・・
塗料の問題のみならず、被塗装物、塗装設備、塗装方法、塗装環境など
これらのどれか一つでも間違えば、塗装不良が起こりえる状態となってします。
『塗装不良を防ぐ方法』
塗装不良を防ぐには
「塗料」「被塗装物」「塗装設備」「塗装方法」「塗装環境」
上記の5点を適正な状態にする必要があります。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
「塗装不良 一覧表」に記載していない塗装不良も数多くありますが、代表的なものをまとめていますので多くの不良は対策を行えば防げるはずです。
また塗装不良が発生した場合にも「なぜ不良が発生したのか?」原因を突き詰める事で再発防止が可能です。
また塗料にはメーカーが作成する塗料説明書というものがあります。
この説明書には適合する素地調整・下塗・上塗・シンナー、塗料の使用方法のみならず、塗装可能な気象条件や塗付量、エアレスの圧力やチップ、ガン移動速度まで事細かく記載してあります。
多くの塗装不良はこの説明書の仕様を逸脱した事で起こります。
『まとめ』
塗装不良を無くすためには
先ずはこの塗料説明書に記載してある仕様を順守する事!
コストの関係で環境設備を整える事ができない場合は、工程に余裕をもち塗装環境に問題ない日程で塗装を行うようにしましょう。
そうすれば技術的な不良以外はほぼ防げるはずです。
それぞれの塗料にあった適切な方法で塗装を行う事が重要です。
剥がれやすいとされるステンレスへの塗装方法はこちら👇
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型 ブラストルーム】
原田鉄工のブラスト専用ルームです。
幅6m×高さ3m×奥行10mの大型ブラスト設備を完備しております。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工ではサンドブラスト専用ルームとグリットブラスト専用ルームで写真のサイズのブラストルームが2つあります。
どちらも手動式で作業員がノズルを手に持ちブラスト施工をする形なのでタンクや配管の内部、複雑な形状の製缶品でも加工する事が出来ます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
またブラストルームは両開き(手前と奥)の扉となっているので、実際は10m以上の長尺ものでも施工できます。
このブラスト設備は全て自社製で、塗装前の素地調整として最良の状態になるよう設計されています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
基本的に使用している研削材(メディア)はスチールグリットとネオブラストになりますが、その他研削材での施工も承っておりますのでお気軽にご相談ください。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【グリットブラストとサンドブラストの違い】
弊社所有の大型ブラスト設備「グリットブラスト」「サンドブラスト」の違いを簡単にまとめました。
手動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
サンドブラスト 特徴
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがある
為、「フェロニッケルスラグ」を原料とした非金属性の研削材を使用している。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト前、ブラスト後の比較】
ブラスト途中の写真です。
ブラスト加工前とブラスト加工後でこんなに分かりやすく見た目が変化します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
この製品はブラスト加工前はミルスケール(黒皮)が表面に付着している為、真っ黒でした。
ブラストで素地調整する事で、表面のミルスケールを除去し素材そのものを露出させます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
鋼鉄はこのような白銀色へと変化します。
表面のミルスケールや錆などの不純物を除去し、塗装を行うことで塗料の密着性が格段に向上し塗膜は長寿命化します。
また表面の清浄度不足による塗装の不良、予後も確実に防ぐ事が出来るのです。
塗装にとって表面の不純物は大敵であり、塗装寿命のほとんどは素地調整が左右します。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
SDGs(持続可能な開発目標)が世界の目標となっている今。
少ない資源をより有効に活用する為に、ブラスト+塗装で製品の長寿命化を目指しています。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラストと塗装の関係】
塗装を行う上で最も重要なのは、素地調整(下地処理)となります。
そして数ある素地調整の工法で最も優れているのがブラスト処理となってます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整とは素地(生地、下地)を整えるという意味です。
鉄・鋼は製造するにあたり溶かし、冷やし、固められます。
高温になった金属は大気中の酸素と結合する事により、表面には黒皮と呼ばれる酸化被膜ができてしまうのです。
酸化被膜と言った不純物を除去せず塗装をしてしまうと・・・
塗料と素地の間に酸化被膜(不純物)がはさまれる事になってしまいます。
塗料の密着性は素地の状態に大きく左右され、硬化した塗料(塗膜)の機能も不純物のせいで本来の性能を発揮する事が出来ません。
設定されている耐久年数を待たず、早々に塗膜が剥がれ落ちるなどの塗装不良へとつながってしまいます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストで素地調整を行えば
表面の黒皮やサビ、その他付着物を確実に除去する事が可能となります。
またブラストに使用するメディア(研磨剤)をグリット形状(多角形状粒子でトゲトゲ)にすれば、素地は無数の細かい凹凸となるので塗料の付着面積が倍増し剥がれる事が無くなります。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
ブラストを行い素地を清浄な状態へ変え、塗装を行う事で塗膜の寿命は2倍、3倍と長持ちする事が出来るのです。
塗膜を長持ちさせるためには良い塗料や塗装回数を増やすことより、良い素地調整を行う事が一番の近道となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気をメディア(研磨剤)と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【塗装不良一覧表】発生しやすい塗装不良の原因と対策
塗装工程で発生する可能性が高い塗装不良の「原因」と「対策」を一覧表にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装不良とは
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない状態の事です。
見た目の仕上がりが悪くなるのはもちろんですが、塗膜の保護機能が低下したり、早期剥離や腐食などの問題を引き起こす場合があります。
塗料は『樹脂』、『顔料』、『溶剤』、『添加物』で複雑に構成された無機・有機化合物となります。
配合条件・塗装条件・気象条件などが設計された条件と違えば、当然本来の性能を発揮する事が出来ません。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
塗装不良が発生した場合
1.塗膜を完全に除去+下地処理行い、再度塗装する。
2.塗装不良の箇所を擦る、切るなどで部分的に除去し、再度塗装を行う。
上記の様な修正が必要となってしまいます。
どちらの修正方法を行うかは不良の原因を確認し、取り除いてから塗装を行わなければ再度同様の不良が発生する事になるので注意が必要となります。
塗装不良の原因の多くは素地調整(下地処理)によるものが多くあります。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
塗料には全て説明書があります。
この説明書に記載されている使用条件と注意事項を厳守する事が、塗装不良発生の可能性を下げる最初の一歩となります。
塗料ごとに条件は異なりますので、必ず確認してから正しい塗装を行いましょう。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
ブラスト・塗装の事ならお任せください。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト処理が塗装にもたらす効果】
ブラスト処理をすることにより、塗装の密着性が大きく向上し美しい外観を得る事ができます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラスト処理とは
圧縮した空気と研磨剤を同時に噴射する事で素材と研磨剤を高速で衝突させる「素地調整」の一種です。
高速で衝突した研磨剤は素材の表面を削り取り、素材を露出させます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
なにも処理されていない素材の表面には酸化被膜(ミルスケール)や錆、不純物が多く付着しています。
これらの不純物は除去しておかなければ、塗装はたちまち剥がれ落ちてしまいます。
入念な素地調整は塗装不良を未然に防ぐ事が出来るのです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストは薬品等は使用せず、研磨剤の種類も多くあるので対象の材質を問わず加工できる事も大きなメリットです。
また塗装のみならずメッキやライニング、コーティングなど前処理としても非常に有効です。
表面に研磨剤が衝突してできた無数の凹凸に接触面積は増大し、さらに隙間に侵入し硬化する『アンカー効果』を得る事ができるのです。
これらの効果で密着性が大幅に上昇し、塗装の仕上がりも美しくなります。
不純物は一切なく、強力に密着した塗装は通常の塗装と比較し、防錆効果が3~4倍も長持ちすると言われています。
塗り替え、補修、メンテナンスの頻度を減らし、間隔を延ばすことで資源とコストの削減が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装の種類と選び方】
金属・非鉄金属・木材・プラスチックなどの素材はそのままの状態では紫外線や雨風、摩擦など様々な要因によって日々損傷を受ける事となってしまいます。
原田鉄工で毎日行っている「金属塗装」の種類と選び方について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【塗装とは?】
塗装は材料の表面を「塗料の膜で覆う表面処理」の一種です。
【塗装の目的とは?】
材料の保護、見た目を美しくするなど多くの目的に用いられますが大きく分けて3つあります。
①保護
塗料を塗り乾燥させる事で表面は強固な塗膜(塗料の膜)に覆われます。
この塗膜が本来材料が受けるはずだった損傷から保護します。
金属の場合は特に顕著で、空気中の酸素と接触しているだけで常に酸化が進み錆となってしまう金属は塗装で保護してあげる事が必要となります。
②装飾
色や光沢、ツヤ、模様を与え見た目を美しくさせます。
同じ製品でも塗装の色や模様を変えることで、私たちの生活に彩りを与えています。
③機能の付与
塗料には様々な機能が付与された塗料もあります。
例えば耐熱性や放熱性、潤滑性を高める効果があるものや防虫、蛍光、蓄光などの機能も付与する事が可能な塗料も開発されています。
【金属塗装の種類】
①はけ塗り
塗装用の刷毛で塗料を塗り広げる方法で、道具も少なく最も手軽に塗装できます。
しかしながら綺麗に塗装するには技術が必要であり、塗装効率も悪いので広い範囲を塗装するには適していません。
②ローラー塗装
ローラーを転がしながら塗料を塗り広げる方法で、はけ塗りの次に少ない道具で塗装できます。
技術が無くでも簡単で綺麗に塗装可能で、はけ塗りより塗装効率も優れていますが複雑な形状では塗装できません。
③エアレススプレー塗装
塗料にエアー圧力をかけ微粒子化した塗料を吹き付け塗装する方法で、多量の塗料を吐出するので塗装効率に優れています。
複雑な形状でも塗装可能で綺麗で均一な塗膜を形成する事ができますが、塗装には技術が必要なのとそれなりの設備や防具が必要なのでコストがかかります。
④エアスプレー塗装
塗料をエアーと同時に噴射する事で霧化した塗料を吹き付けて塗装する方法で、複雑な形状でも綺麗に塗装できます。
エアレススプレーより設備費も比較的安価で済みますが、少量の塗料しか吐出できないので塗装効率が悪く、多くの塗料が飛散するので塗料損失が大きいです。
⑤電着塗装
塗料の中へ材料を入れ電気を流す事で塗料を付着させる塗装方法で、生産性に特化した大量生産向けです。
複雑な形状でも均一な塗膜を得る事ができますが、多くの設備費が必要で塗料の変更が柔軟に対応できないので小ロット生産には不向きです。
⑥粉体塗装
電気で粉末状の塗料を材料に付着させる塗装方法で、機械化が容易なため大量生産向けです。
厚塗りが可能で塗膜の強度が高い事が特徴ですが、色の微調整が難しく多くの設備費が必要となります。
③エアレススプレーでの塗装工程や塗装条件については下記リンクで紹介しています。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装の選び方】
金属塗装の方法はこのように多くあり、どの塗装方法にも「長所と短所」があります。
塗装素材の材質や大きさ、数量、コストなどによってある程度塗装方法を決める事ができるのではないでしょうか。
塗装する目的によって塗装方法も変わってくると思いますので、それぞれの特徴に合わせて選定する事が重要です。
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
また剥がれない金属塗装を行うためには、「素地調整を入念に行う事」と「金属の材質に合わせた下塗りを行う」この2点を怠らない事が重要です。
詳しいことは下記リンクで説明しています。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【下塗りをしないと剥がれます】
https://www.nc-net.or.jp/company/98405/product/detail/191667/
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラストの仕組み ~エアーブラスト装置について~】
圧縮空気の力を利用して加工を行うエアーブラスト。
そのブラスト装置の仕組みについて説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『エアーブラストとは?』
エアー式ブラストとも呼ばれコンプレッサーで圧縮した空気と一緒に研磨材を高速で噴射し、対象物の表面を加工する方法です。
作業者はタンクから伸びる太いホース先端に付けたノズルで加工箇所を狙い、少しづつ表面を加工していきます。
金属の表面を削るためにはかなりの高圧でエアーを噴射しなければならないので、エアーの噴射に耐えながら行う重労働となります。
研磨材は「グリット」「サンド」「ガラスビーズ」などが使用され、その研磨材によって「グリットブラスト」「サンドブラスト」「ガラスビーズブラスト」と呼称されます。
多くの研磨材の種類やサイズにも対応する事の出来るブラスト加工法です。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『エアーブラスト以外の加工法』
機械式ブラストと呼ばれモーターの力で高速回転させた羽根車(インペラ)から研磨材を投射し対象物の表面を加工する方法。
鋼や鋳鉄製の「球体」を研磨材に使用し、「ショットブラスト」と呼称されます。
一定方向からの投射となるので複雑な形状の加工は不向きですが、短時間で大量に加工する事が可能です。
『ブラスト加工後の表面』
ブラスト加工後は高速で衝突した研磨材が表面の異物、錆、油分を削り取った状態となります。
金属を製造する時にできる酸化被膜(「ミルスケール」や「黒皮」と呼ばれる)すらもブラストでは完全に除去する事が可能です。
また表面には梨地と呼ばれる細かい凹凸が形成されます。
【ブラスト前、ブラスト後の比較】
https://www.nc-net.or.jp/company/98405/product/detail/192417/
『ブラスト加工の効果』
ブラスト加工で表面の酸化被膜や錆を除去したり、表面に凸凹をつくる最大の理由は「塗装の性能を最大限に発揮させ、金属を長持ちさせる」事にあります。
塗装を行う前には必ず「素地調整(ケレン作業)」という前処理を行わなければなりません。
この素地調整を行う事で表面に付着した酸化被膜や錆と言った異物を除去し、清浄な表面に塗料を付着させる事が出来るのです。
異物が付着している汚れた表面に塗装しても塗料は密着する事が出来ず、簡単に剥がれてしまいます。
多くの規格に分かれている素地調整の中で「最も効果的な加工法がブラスト加工」です!
ブラスト加工は表面の異物を完全に除去できるほか、細かい凹凸を作る事で塗料が入り込み固着する「アンカー効果」が発揮されます。
これにより塗装の性能が最大限発揮する事ができ、更に長持ちする事が可能になるのです。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
また塗装を行わない場合だと
ブラスト加工によって作り出される「梨地」はマットな仕上がりで高級感を演出し、処理方法を工夫する事で模様や文字を入れる事も可能です。
意匠性やデザイン性向上のためにブラスト加工が必要とされる機会も増えています。
無数にできた表面の凹凸により放熱性や保油性を向上させるのも大きな効果と言えます。
『まとめ』
エアーブラスト加工はコンプレッサーで圧縮した空気に研磨材を混ぜて高速で噴射する加工法。
研削材の種類やサイズも多くあり、使用した研削材によって呼称が変わる。
デザイン性向上のためにブラスト加工後の梨地を活かす方法もあるが、多くは塗装前の素地調整として行われる。
最も優れた素地調整の方法で、加工後の表面に塗装する事で金属をより長持ちさせる事が可能となる。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【プラント配管の塗装工事】
プラント配管の塗装工事は原田鉄工へお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『プラントとは?』
「工場」と似たような意味をもつ「プラント」
なんとなく大規模な工場がプラント、それ以外は工場みたいな認識が一般的かと思います
工場とプラントは良く混用される事がありますが、厳密には違いがあります。
「工場」はそれほど複雑でない一連の設備やシステムをもった、製造・生産を目的とする施設。
「プラント」は複雑な設備やシステムを組み合わせた特定の素材・資源を生産する施設。
いまいちピンとこないと思いますので、具体的なプラントについて紹介します。
「電力プラント」化石燃料・原子力・水力・風力などを原料に電力を作り出すプラント
「化学プラント」原料を化学反応させ、ガス・石油・プラスチック・ゴム・水素などの原料を作り出すプラント
「産業プラント」複数の原料から金属・コンクリート・食品などを作り出すプラント
「処理プラント」水やゴミの処理を行いながら、電力・副産物の資源などを作り出すプラント
プラントは複数の設備を大小様々な配管で繋ぎ合わせます、その姿が植物に見えるのでプラントと呼ばれるようになったと言われます。
『プラント配管とは?』
先ほど紹介したようにプラントは複数の設備やシステムを組み合わせた施設です。
これらは全て「プラント配管」によって構成されています。
プラント配管は液体・ガスといった流体を効果的に制御し、設備間の材料やエネルギーを輸送します。
一般的な配管と異なる点は高度なシステムや特殊な設備が含まれるため、材料・サイズ・耐圧力・耐熱など多くの耐性と安全性を考慮した配管となっています。
またプラント配管の塗装は化学薬品や有害物質が含まれた流体を輸送する場合もあるので、特殊な仕様も多くあります。
『プラント配管の塗装について』
プラント配管は有害な薬品や可燃性の高い燃料などを取り扱う事も多く、少しの漏洩でも大きな事故へ繋がりかねません。
劣化や破損から確実に保護するために、適切な塗装管理が必要となります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『プラント配管の塗装目的』
プラント配管を塗装する目的は大きく3点あります。
「保護」
プラントは沿岸部に作られる事が多くその環境は金属にとって過酷と言えます、更に化学薬品等に晒される可能性もあります。
この環境下において表面を塗装する事で表面を酸化や腐食から防ぐ事で配管寿命を延ばし、メンテナンス頻度を減らす事ができます。
「識別」
プラント内には様々な設備があり、配管が運ぶ流体も多くの種類があります。
何を運ぶ配管か?など種類や役割を色・マーキングといった方法で識別を可能にします。
「コストの削減」
プラント配管は様々な流体を運び、高温・低温にさらされる事になります。
適切に塗装を行う事によって、流体の運搬効率・熱損失を減らしエネルギー効率を向上。運営コストを削減します。
『プラント配管 塗装工事の注意点』
プラント配管の塗装は高い専門性が必要ですが、適切な塗装を行う事で傷や錆といった劣化から始まる稼働率の低下・稼働停止など大きなトラブルを防ぐ事ができます。
またプラント施設は大型なので、定期的なメンテナンス塗装も必要となってきます。
メンテナンス塗装は設備や配管の素材の劣化状況、旧塗膜の状態などを考慮し仕様を選定する事が重要です。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『プラント配管 塗装工事の重要点』
プラント配管の新規、メンテナンス塗装を行う際は以下の事が重要になります。
「防食性」
配管を化学物質や周辺環境から守るため塗装には耐腐食性・耐候性・耐薬品性などが高い塗料で表面を保護する必要があります。
また塗料の性能を長期間発揮させるためには素地調整(下地処理)が最も重要となります。
新規塗装ももちろんですが、稼働し汚れや錆が出たメンテナンス塗装の場合は特に「どの程度素地調整を行ったか」で耐用年数は大きく変わります。
素地調整の方法で最も優れているブラスト加工なら塗装の耐用年数は大幅に向上し、メンテナンス頻度を低減させる事が可能になります。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
「適切な管理」
多くの種類と数量を必要とするプラント配管は管理が重要です。
配管に対し適切な素地調整・塗付量・塗膜厚・乾燥を管理しなくてはなりません。
全ての配管は繋がっているので、数多くある配管の内1本でも不適切なものがあれば大きなトラブルに繋がりかねません。
「耐熱性」
プラント配管が運ぶ流体は低温~高温まで様々あります。
通常の配管やダクトだと2~3種類の温度に対応できるような仕様ですが、多くの設備を組み合わせているプラントは更に細かく仕様を分けている場合が多いです。
塗料は耐熱温度を超えてしまうと溶けたり、剥離する、最悪の場合発火するなどの事態となります。
流体温度に合わせた適切な耐熱仕様を選定する事が重要となります。
『まとめ』
プラント配管は流体の危険性や周辺環境から通常の配管と異なり、多くの耐性と安全性が重要となる。
塗装工事は高い専門性が必要なるが適切な「素地調整」「塗装仕様」「塗装管理」で配管寿命を延ばしメンテナンス頻度を低減、稼働効率の向上や大きなトラブルのリスクを排除する事が出来る。
プラント配管のブラスト・塗装工事は原田鉄工へお任せください!
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【STPG / SGP 鋼管のブラスト塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/199865/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ステンレスを塗装する方法】
塗装してもすぐ剥がれてしまうと言われる事の多いステンレスですが、適切な塗装方法で行えば剥がれる心配はありません。
またアルミニウムなども同様の方法で塗装が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは』
鉄(Fe)とクロム(Cr)を主成分とした合金です。
クロムは酸素と結合し酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より耐食性が高く、錆びにくい性質が特徴です。
ステンレス鋼は主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの塗装が剥がれやすい理由』
・表面が滑らか
ステンレス鋼の表面は非常に滑らかなので、塗料が十分に密着できず剥がれてしまいます。
・酸化クロムの存在
ステンレス鋼に含まれているクロムは酸素と結合し、酸化クロムとなって表面を薄い膜で保護しています。
この被膜が塗料の密着を阻害し、剥がれやすくなります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『ステンレスの塗装方法』
①表面の洗浄
金属、非鉄金属に限らず全ての材質に対しても必要な工程です。
表面に付着した油分、ゴミ、汚れを確実に取り除きます。
有機溶剤や洗剤、脱脂剤などで拭きあげる事で表面を洗浄します。
②下地処理
この下地処理が2つの剥がれやすい理由を解決する重要な工程となります。
1つ目は表面を保護している酸化クロムを取り除くためにエッチングという処理が必要です。
エッチングには化学薬品を使用する事で表面を溶かす科学的な方法と研磨剤をぶつけるブラストで表面を削る物理的な方法があります。
2つ目は滑らかな表面へ微細なキズを付け密着性を向上させる研磨が必要となります。
ブラストでエッチングを行った場合は既に塗料が密着しやすい表面に変化しているので不要となりますが、化学薬品でエッチングを行った場合はワイヤーブラシや紙やすりで表面を研磨する。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
③塗料
ステンレスは塗料の付着性が低いので、通常の塗料ではすぐ剥がれてしまう可能性が高いです。
ステンレスに対応した塗料で下塗り(プライマー)を施す事で、しっかりと表面に密着し剥がれなくなります。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
『まとめ』
ステンレスが錆びにくい理由は含まれているクロムが酸化する事で表面に膜を作り保護しているから。
これらの表面に出来た膜と滑らかな表面によって、塗料の付着が阻害される。
塗装を行うためには「エッチング」「下地処理」「適切な塗料」が重要である。
ステンレスは錆びにくいですが、錆びない訳ではありません。
適切な塗装方法で塗装する事によって更に耐候性・耐食性を向上させ、デザイン・色も変化させる事が可能になります。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎エッチング(英語:Etching)
主に金属やガラスなどの表面を溶解浸食・食刻する事で目的形状を得る。
半導体製造などに良く用いられる表面加工。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【アルミの剥がれない塗装方法】
塗装が剥がれやすいと言われるアルミニウム
剥がれない塗装にするためには適切な下処理が必要不可欠です。
アルミの剥がれない塗装方法について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.専用の下塗塗料
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面を研磨する事で塗料が密着しやすい表面へ変化させる必要があります。
研磨する事で細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
また表面の酸化物を除去する効果もあるのでこの工程が非常に重要となり、塗装剥がれの結果を左右します。
3.専用の下塗り
アルミと密着性の良い専用の塗料で塗装しなければ、簡単に剥がれてしまう可能性があります。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【施工事例】ステンレス製クーラーボックスの塗装
https://www.nc-net.or.jp/company/98405/product/detail/227855/
『アルミを塗装するメリット』
1.防食性の向上
アルミは酸化被膜のおかげで錆びにくいですが、錆びない訳ではありません。
特に屋外で使用される場合などは塗装を行う事で「腐食」「錆」「酸化」から守り長寿命化させる事ができます。
2.耐摩耗性の向上
塗料で表面を覆う事で、アルミの表面を傷からまもれます。
アルミに錆が発生する大きな要因の1つである「もらい錆」を防ぐ効果もあります。
3.装飾効果
色や質感を追加する事で様々なデザインを実現する事が出来ます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミは錆びにくい素材ではありますが、剥がれない塗装を行う事で更に防食性を向上させ長持ちさせる事ができます!
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
【機能性と意匠性を両立する「ブラスト×着色アルマイト処理」】
https://ja.nc-net.or.jp/company/98405/product/detail/246724
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-7】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-7(スイープブラスト洗浄)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は除去しますが、強固に密着した付着物は残る場合があります。
一般的にISO Sa1と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-7とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
しっかりと密着している錆や酸化被膜、旧塗膜は除去しなくても良いとされる規格です。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『SSPC SP-7の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に弱く付着している異物を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-7の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-7で行うメリット』
SSPC SP-7はブラストの規格の中では最も簡易な処理です。
主な目的は簡単な洗浄と塗料の密着性を上げる事です。
ブラッシュオフブラストとも呼ばれ、簡単に表面を掃くように加工を行います。
その他ブラスト規格と比較すると簡易な処理ではありますが、無機ジンクやプライマーの密着性に効果があります。
またステンレスやアルミなどの塗料と密着しにくいとされる材質もSP-7でブラスト加工を行う事で密着性が確保できます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
SSPC SP-7は素地調整の規格であり、簡易なブラスト作業となるためコストの納期に優れます!
施工方法はブラストで表面に弱く付着した異物のみを除去する事です。
しっかりと密着した錆や酸化被膜、旧塗膜はそのままとなってしまします。
使用する材料の状態や周辺の環境によっては塗料の剥離や錆の発生などが早期に起こる可能性もありますので、ご注意ください。
原田鉄工ではSSPC SP-7はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
最上位の規格 表面の清浄度99%となるSSPC SP-5についての説明はこちら
https://www.nc-net.or.jp/company/98405/product/detail/207747/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-16】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-16(スイープブラスト洗浄)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は除去しますが、強固に密着した付着物は残る場合があります。
一般的にISO Sa1と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-16とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
しっかりと密着している錆や酸化被膜、旧塗膜は除去しなくても良いとされる規格です。
「SSPC SP-7」と同様の規格となります。
SP-7とSP-16の違いは施工対象の材質でSP-16は「非鉄」「メッキ」「ステンレス」となる事です。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-16の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を67%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-16の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-16で行うメリット』
SSPC SP-16はブラストの規格の中では最も簡易な処理です。
ブラッシュオフブラストとも呼ばれ、簡単に表面を掃くように加工を行います。
非鉄やメッキ、ステンレスなどへ塗装を施す場合に塗料の密着性を向上させる目的でSP-16は施工されます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
SSPC SP-16は素地調整の規格であり、簡易なブラスト作業となるためコストの納期に優れます!
施工方法はブラストで表面に弱く付着した異物のみを除去する事です。
非鉄やステンレスといった塗装が剥がれやすい問題を解決し、塗装を行う事で更に耐候性や耐食性を向上させる事が可能になります。
メッキ加工された製品もメッキを残しつつ、強固な塗装を行う事ができるのでより「錆びにくく」「長持ち」させるためにはSSPC SP-16が必要となる場合があります。
原田鉄工ではSSPC SP-16はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
最上位の規格 表面の清浄度99%となるSSPC SP-5についての説明はこちら
https://www.nc-net.or.jp/company/98405/product/detail/207747/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa2.5】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2.5(ニアホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を95%以上除去する必要があります。
一般的にSSPC SP-10と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
『ISO Sa2.5とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)は除去し、汚れの痕跡は斑点又はすじ状のわずかなシミのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2.5の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2.5の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2.5で行うメリット』
ISO Sa2.5は素地調整の中で2番目に洗浄度の高い規格となります。
最上位の規格ISO Sa3ではほぼ100%表面の付着物を除去する必要があり、コストと時間がかかるという問題がありました。
ISO Sa2.5では軽度の汚れに限りますが5%まで許容する事でコストが削減され、十分な洗浄度は確保できているとされるため広く使用されている規格となります。
Sa2.5で素地調整された表面は塗料の性能を最大限引き出す事が可能となり、塗膜の早期剥離を防ぎ製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
『まとめ』
ISO Sa2.5は素地調整の規格であり、表面の付着物を95%以上除去する必要があります。
許容される5%はわずかなシミのみとなりますので、ご注意ください。
十分な洗浄度は確保されているので、厳しい環境下で使用される製品の素地調子として使用されます。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
また合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題もあります。
ISO Sa2.5 ニアホワイトメタルブラスト洗浄された表面は付着物がほとんど除去された状態で研磨材により微細な凹凸が形成されるため、塗料とより強く密着し長期間に渡り塗膜の剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではISO Sa2.5はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa2】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2(コマーシャルブラスト洗浄)は肉眼で見える表面の固着していない汚れ(油、錆、酸化物など)をほとんど除去する必要があります。
一般的にSSPC SP-6と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)はほとんど除去し、固着した汚れのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2で行うメリット』
ISO Sa2は素地調整の中で3番目に洗浄度の高い規格となります。
上位の規格ISO Sa3やISO Sa2.5はほとんどの表面の付着物を除去する必要がありますが、Sa2では許容される範囲が広いためコストと時間を削減する事が可能となります。
許容される固着した汚れとは刃の付いていないパテナイフでは、剥離させない程度の付着となります。
ブラスト後にも残存する汚れが残る仕様とはなりますが、それでも2種ケレンと呼ばれるISO St3と比較すると清浄度が優れており塗料と高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa2は素地調整の規格であり、表面の固着していない付着物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離させる事のできない程度の付着とされますので、ご注意ください。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
また除去するべき汚れと許容される汚れの判断基準が明確では無いため、適切に作業を行うためには専門的な技術と知識が必要となります。
ISO Sa2 コマーシャルブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料の密着性向上を目的として加工される事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa2はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa1】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa1(スイープブラスト洗浄)は肉眼で見える表面の弱く密着した酸化物、錆、塗膜、異物などを除去する必要があります。
一般的にSSPC SP-7又はSSPC SP-16と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa1とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は顕微鏡なしで弱く付着したミルスケール、錆、塗膜、異物、目に見える油やグリース及び泥土が無い状態とされます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa1の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa1の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa1で行うメリット』
ISO Sa1はブラストで行う素地調整の中では1番低い洗浄度の規格となります。
1つ上の洗浄度である規格Sa2では表面には「ほとんどの」ミルスケール、錆、塗膜、異物、目に見える油やグリース及び泥土が無い状態とされますが、Sa1は「弱く付着した」と更に簡易的な処理となります。
許容される弱く付着したとは刃の付いていないパテナイフで剥離させることのできる程度の付着となります。
ブラスト後にも残存する汚れが残る仕様とはなりますが
それでも2種ケレンと呼ばれるISO St3と比較すると作業時間・コストの短縮ができ塗料と表面の高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa1は素地調整の規格であり、表面の弱く付着した異物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離できる程度の付着とされますので、表面を簡単に加工する程度となります。
ほうきで掃くように加工を行う事からブラッシュオフブラストとも呼ばれます。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
またISO Sa1 スイープブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料やジンク材の密着性向上を目的として加工される事が多くあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa1はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【アルミへの塗装方法!剥がれない秘訣は?】
アルミはステンレスと同様に「塗装出来ない」「塗装が剥がれる」と言われる事が多い素材です。
以前はアルミに使える塗料が開発されていなかった為そのように言われる事があったようですが、現在は専用の塗料を使用し適切に前処理を行う事で塗装は可能です。
アルミだけでなくステンレスにも活用できる塗装方法を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.下塗り塗料の密着性
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミへの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面は塗料の付着を妨げてしまうので、研磨を行い塗料が密着しやすい表面へ変化させる必要があります。
研磨を行い表面に細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
3.専用の下塗り
アルミへの塗装は専用塗料を使用する事が必須となります。
通常の塗料では密着性が低く、早期剥離の可能性が高いからです。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『剥がれない秘訣』
①塗装の前処理を怠らない事!
アルミはステンレス同様に塗料が密着しにくい様々な要素をもつ素材です。
前処理である「洗浄」と「研磨」をしっかりと行う事で塗料が密着しやすい状況をつくる必要があります。
この工程はアルミ以外のどの素材に対しても重要となり、金属塗装が剥がれてしまう原因のほとんどはこの前処理にあると言われています。
②専用の下塗り塗料を使う!
同じような塗料でも木材用、鉄部用、ステンレス用、アルミ用など多くの種類が存在します。
全ての塗料はその素材にあった設計で作られていますので、必ず適切な塗料で塗装する必要があります。
塗料メーカーが作成している塗料説明書では適合する素材、使用方法など詳しく記載してありますので確認し遵守しましょう!
「①前処理をするだけ」「②専用塗料で塗るだけ」では簡単に剥がれてしまう可能性が高いです。
どちらも適切に行う事がアルミ塗装が剥がれない秘訣となります。
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミへ塗装を行う事で防食性を向上させ長持ちさせる事が可能になったり、色や質感を与え鮮やかにする事もできます。
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装不良が発生する原因と対策】
塗装不良、塗装の不具合は各塗装工程で発生する可能性があります。
乾燥前や乾燥後の塗膜に不具合が生じる事で、耐久性は大きく下がってしまいます。
見た目の仕上がりが悪い事もありますが…
塗膜の早期剥離や腐食などは重大な事故へ繋がりかねません。
塗装不良は発生する原因を理解し、対策を行う事で未然に防ぐ事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装とは』
「塗料の膜で表面を覆うこと」を塗装と呼び、表面の性質を向上・改善する表面処理工法の1つとなります。
塗装は見た目を美しくする「装飾」
表面を強化な塗膜で覆う「保護」
耐熱、防腐、耐薬品といった「機能の付与」
上記の3つの効果を得るために塗装は行われます。
『塗装不良とは?』
塗装不良とは塗装を施した時に表面に生じる欠陥や不具合の事です。
この欠陥により塗料は本来持つべき性能を発揮する事ができません。
『塗装不良の原因』
塗装不良が発生する原因は大きく分けて5つの要素に分類されます。
① 被塗装物の状態に起因する塗装不良
「原因」
素地調整が不十分 / 表面に不純物が付着している
② 塗料や硬化剤、希釈溶剤に起因する塗装不良
「原因」
塗料の劣化 / 攪拌不足や適正な混合比でない
③ 塗装機や塗装設備に起因する塗装不良
「原因」
圧力不足やチップが適正でない / 塗装する周辺が汚い
④ 塗装方法や塗装技術に起因する塗装不良
「原因」
塗料に適した塗装方法でない / 吹付距離の問題、塗膜が厚すぎる
⑤ 気温や湿度など塗装環境に起因するもの
「原因」
湿度が85%を超えている、気温が低すぎる
『塗装不良の対策』
実は塗装不良の多くは塗装開始前に簡単な対策を行う事で未然に防ぐことが可能です。
① 被塗装物の状態に起因する塗装不良
「対策」
素地調整を十分に行う / 表面の不純物はエアブロー等で確実に除去する
② 塗料や硬化剤、希釈溶剤に起因する塗装不良
「対策」
塗装の使用期限、状態を確認する / 正確に混合比を計測し、十分に攪拌する
③ 塗装機や塗装設備に起因する塗装不良
「対策」
圧力やチップを調整する / 周辺の清掃を行う
④ 塗装方法や塗装技術に起因する塗装不良
「対策」
塗料に適した塗装方法を選定する / 適切な吹付距離、ガンスピードを守り厚塗りしない
⑤ 気温や湿度など塗装環境に起因する塗装不良
「対策」
塗装前には気象条件を確認し、適切な気温や湿度でない場合は塗装しない
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
『まとめ』
塗装不良には多くの種類がありますが、対策を行う事でどれも未然に防ぐことが可能です。
塗装不良一覧表には発生しやすい塗装不良の原因と対策をまとめています。
また各塗料にはメーカーが作成する塗料説明書というものがあります。
塗料説明書には塗料を使用する上での適切な素地調整・適合する塗料・気象条件・圧力やチップまで細かく記載してあります。
塗料ごとでこれらの条件は異なりますので、使用前にはよく確認し遵守する必要があります。
上記の一般的な「塗装不良の対策」と「塗料説明書」をきちんと守れば、ほとんどの塗装不良は防ぐことができます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
原田鉄工では塗装不良の原因となりやすい素地調整に特化しております。
素地調整専用の大型ブラスト設備にて表面に付着した異物を完全に除去する事により、塗料は表面と強く密着し剥離する事を防ぎます。
またブラスト・塗装の一体工場のため、ブラスト完了後の清浄な素地に対し直ちに塗装を行うことが可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
適切な管理が必要となる塗膜厚についても厳しく検査・管理をおこないますので、ムラのない均一な塗膜を形成させることができます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【もらい錆!?ステンレスの錆を落とす方法】
本来錆びにくいはずのステンレスが錆びる原因の多くはもらい錆と言われています。
もらい錆とはステンレスに接触している金属が錆びることで、ステンレスも錆びてしまう現象です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスについて』
ステンレスは鉄(Fe)とクロム(Cr)を主成分とした合金です。
Stainless=錆びにくい・錆びないと言った意味です。
ステンレスが錆びにくい理由はクロムが空気中の酸素と結びつくことで「酸化クロム」となり、表面を覆い保護しているためです。
一般的な金属の酸化物は錆と呼ばれ、深く広く浸食する事で様々な不具合を引き起こします。
しかしこの酸化クロムは内部へ浸食する事はなく表面を覆い、内部の酸化を防ぐ性質があるのです。
この酸化クロムは「不動態被膜」とも呼ばれます。
『もらい錆とは?』
不動態被膜である酸化クロムのおかげで錆びにくいステンレスですが、もらい錆によって簡単に錆びてしまうことがあります。
もらい錆とはステンレスに鉄などの金属が接触し、表面に付着した鉄分が錆びる事から起こります。
時間経過と共に鉄分の錆はステンレスへ移り浸食を始めます。
不動態被膜は錆が付着してしまうと、その働きが阻害されてしまうので防ぐことができません。
『ステンレスの錆を除去する方法』
1.軽度の錆
お酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.軽~中度の錆
ステンレス専用の錆除去剤を使用します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.中度の錆
ペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり深い傷がついてしまうと、錆びの原因となってしまうので注意が必要です。
また研磨する素材はステンレス用で行う必要があります。
4.軽~重度の錆
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
表面に凹凸を形成する事で、塗装の密着性を向上させる効果もあります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『ステンレスの錆を防ぐ方法』
もらい錆はステンレスに鉄などが接触するだけで発生してしまうので、ステンレスが錆びる多くの要因となっています。
しかし、もらい錆は塗装する事で簡単に防ぐことが可能です!
塗装は塗料で表面を覆い硬化させるので、鉄が接触した場合でもステンレスに到達するほどの深い傷じゃない限り問題ありません。
更に塗装する事で耐食性の高いステンレスの能力を更に向上させ、より耐食性・耐候性の高い製品になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
ステンレスは鉄とクロムが主成分とされ、クロムが酸素と結合し酸化クロムという薄い膜を表面に形成する。
この酸化クロムに覆われているので、ステンレスは錆びにくい。
鉄などが接触する事で表面に鉄分が付着し、錆がステンレスに移る「もらい錆」はステンレスが錆びる多くの原因となっている。
錆の進行や範囲によって適切な錆を落とす方法は変わってくるので、錆の状態をしっかりと確認してから作業を行いましょう。
また塗装を行う事で耐久性や耐候性を向上しつつ、もらい錆などと言った不具合からも保護することが可能となるのでオススメです。
原田鉄工では大型のブラスト設備を完備しております。
ステンレスにも使用可能な研磨材も常備しておりますので、錆が広範囲に渡り深く浸食した場合でも除去する事が可能です。
ブラスト加工後の表面はツヤが無い落ち着いた光沢になるので、反射防止や指紋・キズなど目立ちにくい仕上がりとなります。
ステンレスのブラスト加工、塗装どちらも多くの実績がありますのでお気軽にご相談ください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【なぜ?鉄が錆びるメカニズムと対策】
鉄が錆びるのは「酸素」と「水分」が原因となります。
空気中にある酸素と水分が鉄に付着することで錆(酸化鉄)が発生するので、水分が多い箇所だと錆びやすくなります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鉄や鋼とは?」
鉄は金属元素であり原子番号26、元素記号はFeです。
地球の地殻では4番目に多く存在する元素とされ、加工や入手のしやすさから幅広い分野で使用されています。
鉄や鋼は鉄鉱石という酸化鉄から酸素を取り除く事で作られています。
総称して鉄と呼ばれることがありますが、炭素の含有量が1.7%以下は鋼、1.7以上は銑鉄と区別されます。
炭素を多く含んだものは脆い性質があるため、身の回りで使用している鉄の多くは炭素を一定量取り除いた鋼となります。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
『錆とは?』
金属が空気中の酸素や水分と化学反応を起こし酸化する事で作られます。
この酸化還元反応を腐食と呼び、腐食が進行する事で生成される酸化物が錆です。
錆には多くの種類があり、金属の種類や環境によって発生する錆は異なります。
鉄や鋼に発生する多くは「赤錆」であり、赤錆は放置する事で金属強度や機械的性質を大きく損なう可能性があります。
腐食の進行を止めるには対策が必要となります。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『鉄が錆びるメカニズム』
Fe(鉄)が空気中のO₂(酸素)とH₂O(水)に接触する事で酸化は始まります。
まずFeに付着しているH₂OがO₂と結びつき酸化しますが、酸化は分子間を繋ぎ止める「電子」が必要となるのでFeから電子を奪ってしまいます。
水分は電子の多いOH⁻ 、電子の少ない鉄はFe⁺ と電子量が変化したものが多くできます。
①3OH⁻ + Fe³⁺ → Fe(OH)₃
Fe(OH)₃という水酸化鉄(Ⅲ)が生成されます。
②Fe(OH)₃ → FeOOH + H₂O
水とFeOOHというオキシ水酸化鉄が生成されます
③2FeOOH → Fe₂O₃ + H₂O
水と一緒にできたFe₂O₃が「赤錆」となります。
鉄が水分と酸素に接触している限り①~③が繰り返される事で腐食が進んでいきます。
『鉄の錆びやすさ』
まず鉄が錆びる場合に起こるのが電子の移動となります。
原子から電子が移動し増減させる現象を「イオン化」と言います。
イオン化によって酸化が始まる=錆びてしまう結果となりますが、このイオン化は金属によって起こりやすさが異なります。
イオン化の起こりやすさをイオン化傾向と呼び、イオン化傾向が大きい金属ほど錆びやすいです。
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
金、銀、プラチナはイオン化傾向が小さいので酸化が起こりにくく、恒久的に劣化しないのも価値が高い理由です。
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
『錆を防ぐ方法』
鉄は水分と酸素が接触する事で腐食が始まり、錆となります。
錆を防ぐためには表面をコーティングして水分と酸素の接触を遮断する必要があります。
広く行われている防錆方法は「メッキ」と「塗装」の2種類です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『まとめ』
鉄が錆びるのは付着した水分が酸化する時に鉄から電子が奪われるイオン化に起因する。
鉄と水分と酸素が結合を繰り返す腐食(酸化還元反応)が進むに従い、錆となる。
金属によってイオン化傾向が異なるので、錆びやすい金属と錆びにくい金属がある。
錆を防ぐためには水分と酸素を遮断する必要があるので、表面をメッキや塗装で覆う必要があります。
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【意外と知らない!?錆の7種類について】
錆は7種類もあるのはご存じでしょうか?
金属の種類や環境によっても発生する錆は異なります。
錆には多くの種類があり、発生過程や特性も異なりますので全て紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
金属表面が浸食される現象を「腐食」と呼び、腐食が進行する事で錆が出来ます。。
錆は金属のみに発生する現象で、酸素と結合する事で発生する腐食生成物です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあります。
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの場合は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの場合は表面を保護している酸化被膜を破壊し、腐食が進行する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
青錆(緑青)は表面に安定した保護膜を形成し、内部への腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
発生するのは非常にまれです。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【サビにも種類がある!?赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆について】
サビとは金属が酸素と結合する事で発生する腐食生成物です。
このサビが「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあるのをご存じですか?
サビ7種の特徴と発生原因を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆とは?』
金属が空気中の酸素や水分と化学反応を起こし酸化する事で作られます。
この酸化還元反応を腐食と呼び、腐食が進行する事で生成される酸化物が錆です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあり、金属の種類や環境によって発生する錆は異なります。
【金属材料の種類について】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
銅に発生する赤錆は水・海水などからある程度の腐食を防ぐ能力があるので、船底塗料の原料としても使用される事もあります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
銀に発生する黒錆(Ag₂S)も内部への浸食するものではありません。
しかし拭き取るだけで被膜を除去できるほど脆いため、防食効果は低く、電気抵抗の増加や美観の低下などの事からデメリットの方が多いとされています。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの白錆(2ZnCO₃、3Zn(OH)₂)は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの白錆(Al₂O₃)は表面を保護している酸化被膜を破壊し、内部へ浸食する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や自由の女神などの銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
内部への浸食はないので、青錆で覆う事によって腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
元々ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
ほぼ緑錆を見かける事はないと思います。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
亜鉛メッキ加工の前処理であるリン酸亜鉛処理の工程で発生する事が多くある。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【厚塗り塗装でも大丈夫!塗装剥離は原田鉄工にお任せください!】
「塗装を失敗したので剥がしたい」
「塗装仕様が変更になったので剥がしたい」
「古くなって汚れてきたから一度剥がして綺麗に塗りなおしたい」
サンドペーパーはもちろん電動工具でも落とす事が難しいぶ厚い塗装、複雑な形状でも大丈夫!
塗装剥離の事は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストとは?』
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
ブラストとはコンプレッサーで圧縮した空気と一緒に研磨材を高速で噴射し、対象物の表面を加工する方法です。
その威力は鉄の表面についた酸化被膜、塗料、樹脂、ゴムなど付着したものは全て削り取ってしまいます。
そうして不純物の付着していない素地を露出させることで、塗装を長持ちさせる加工法です。
作業者はタンクから伸びる太いホース先端に付けたノズルで加工箇所を狙い、少しづつ表面を加工していきます。
そのためショットブラストでは対応できないような複雑な形状でも加工する事が出来ます!
『対応する素材』
鋼や鋳鉄といった鉄はもちろん、ステンレス・アルミ・マグネシウムなどの非金属系の素材も加工可能です。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の設備』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
「サンドブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレスやアルミ、真鍮といった素材にも加工できます。
「重防食塗装」
屋内塗装工場:650㎡
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『ブラスト加工の効果』
ブラスト加工で表面の酸化被膜や錆を除去したり、表面に凸凹をつくる最大の理由は「塗装の性能を最大限に発揮させ、金属を長持ちさせる」事にあります。
塗装を行う前には必ず「素地調整(ケレン作業)」という前処理を行わなければなりません。
この素地調整を行う事で表面に付着した酸化被膜や錆と言った異物を除去し、清浄な表面に塗料を付着させる事が出来るのです。
異物が付着している汚れた表面に塗装しても塗料は密着する事が出来ず、簡単に剥がれてしまいます。
多くの規格に分かれている素地調整の中で「最も効果的な加工法がブラスト加工」です!
ブラスト加工は表面の異物を完全に除去できるほか、細かい凹凸を作る事で塗料が入り込み固着する「アンカー効果」が発揮されます。
これにより塗装の性能が最大限発揮する事ができ、更に長持ちする事が可能になるのです。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【頑固な錆!しつこい錆!錆落としは原田鉄工】
頑固な錆やしつこい錆を落とすのは原田鉄工にお任せください!
どんな錆でも完璧に落とし、綺麗な金属素地の状態に仕上げます。
錆を落とす方法や錆を防ぐ方法についても紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
私たちの身の回りで多く使われている鉄(鋼)は空気中の「酸素」「水分」と接触する事で腐食が進み錆びていきます。
「赤錆」とも呼ばれるこの錆は「酸素」「水分」と接触している限り、内部へと浸食していきます。
その結果鉄は金属強度や機械的性質を大きく損なう事になってしまいます。
・「酸素」「水分」を遮断する事で錆を予防する事。
・発生した錆は内部へ浸食が進む前に「除去」する事。
鉄を長く安全に取り扱う為には、しっかりと予防・除去(メンテナンス)する必要があります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『錆を防ぐ方法』
大気中には21%も酸素が含まれており、高温多湿の日本では湿度も高いので鉄は常に酸化し錆び続けます。
錆を防ぐためには鉄の表面をコーティングし、酸素と水分を遮断する必要があります。
広く使われているのは「メッキ」や「塗装」といった方法です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ、塗った後拭き取るだけなので簡単です。
ただし広範囲な錆や重度の錆はあまり向いていません。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
手間と時間はかかりますが、最も安価に錆を落とす事が出来ます。
広範囲の錆や重度の錆を落とすのはかなりの重労働となるので、オススメできません。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどと比較すると早く簡単に錆を落とす事が出来ます。
しかし広範囲の錆や重度の錆を落とすにはかなりの手間と時間が必要となります。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単に錆を落とす事が出来ます。
最も確実な錆を落とす方法ですが、設備が必要となります。
どんな錆でも落とす事が出来ますが、威力が高いので強度のない製品などには注意が必要です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『原田鉄工の錆落とし』
原田鉄工では大型のブラスト設備を完備しているので、対象製品の形状・サイズに関わらず錆を落とす事が出来ます。
ブラスト加工は最も優れた錆を落とす方法であり、広範囲にわたる「頑固な錆」「しつこい錆」も問題ありません。
ブラスト加工に使用する研磨剤の種類を変更すれば、対象製品の素材は問いません。
またブラスト加工後は完全に錆を取り除き、金属表面を清浄化させると同時に表面に微細な凹凸を形成します。
この表面に形成された凹凸は塗装を行う際に塗料の密着力を格段に向上させる効果があり、製品を長期間錆から守る事が可能になります。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『まとめ』
鉄に発生する赤錆は酸素と水分が原因となり発生する。
赤錆は一度発生したら内部へ浸食を進め、鉄の金属強度や機械的性質を大きく損なう。
早めに錆を取り除き、塗装・メッキなどの方法で酸素と水分を遮断する事が重要。
錆を落とす方法には錆除去剤を使った科学的な方法と、研磨する物理的な方法があり錆の進行具合や対象面積を考慮して選定する必要がある。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は錆、塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くてボロボロになった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属の錆びやすさ(イオン化傾向)について】
「錆びやすい金属」と「錆びにくい金属」があることは何となくご存じかと思います。
ただなぜ錆びやすい金属と錆びにくい金属があるのでしょうか?
実は金属の錆びやすさは「イオン化のしやすさ=イオン化傾向」で決まっています!
・金属の錆びやすさに関わる「イオン化傾向」
・錆の落とし方と防止方法
2点を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆の正体』
金属が空気中の「酸素」や「水分」と酸化還元反応を起こし生成される酸化物が錆です。
酸化還元反応とは「電子の移動を伴う化学反応」です。
金属中から電子を失う(酸化する)、水が電子を得る(還元する)事で化学反応を起こし結果として錆が発生します。
この酸化還元反応を腐食と呼び、腐食は金属が酸素や水分と接触している限り浸食を続けます。
一度錆が生成されると表面に凹凸ができ反応面積が増大するため、一旦生じた錆は加速度的に進行してしまいます。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『電子とイオンについて』
錆は酸化還元反応によって作られます。
酸化還元反応つまり電子の移動が重要です!
通常物質を構成している原子には+の電気を帯びた陽子、-の電気を帯びた電子が同じ数存在し安定した中性な状態となっています。
この状態より電子が移動し電子が足りない場合は原子は+の電気を帯び、電子が多い場合には-の電気を帯びる事となります。
この原子が電気を帯びた状態の事を「イオン」と呼び、電子を放出し「陽イオン」となる事で腐食が始まります。
『金属の錆びやすさ=イオン化傾向』
電子を放出する事を酸化すると言います。
金属は電子を放出し陽イオンへ変化する事で最終的に錆びてしまいます。
つまり電子を「放出しやすい金属は錆びやすく」、「放出しにくい金属は錆びにくい」という事です。
この電子の放出しやすさ=「イオン化傾向」と呼びます。
『イオン化傾向』
金属原子ごとにイオン化傾向(電子の放出しやすさ)は異なります。
イオン化傾向の大きなものは錆びやすく、小さなものは錆びにくい金属となります!
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
Cu(銅)、Ag(銀)、Pt(プラチナ)、Au(金)などは高価・貴重とされますが、錆びにくく劣化しにくい事も大きな理由となっています。
自然界ではCu(銅)、Hg(水銀)、Ag(銀)は単体又は酸化物や硫化物として、Pt(プラチナ)、Au(金)は単体で存在しています。
その他金属は自然界では全て酸化物などの化合物や水溶液中の陽イオンとして存在しております。
『錆を防ぐ方法』
錆を防ぐためには表面を覆い水分と酸素の接触を遮断する必要があります。
広く行われている防錆方法は「メッキ」と「塗装」の2種類です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ簡単ですが、広範囲な錆や重度の錆はあまり向いていません。
化学薬品なので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
最も安価に錆を落とす事が出来ますが、広範囲の錆や重度の錆を落とすのはかなりの重労働となります。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどより早く簡単に錆を落とせますが、広範囲の錆や重度の錆を落とすのは重労働です。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単にどんな錆でも落とす事できます。
設備は必要となり、威力が高いので強度のない製品などには注意が必要です。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『まとめ』
金属は原子中の電子を放出する事で、陽イオンとなり酸化する。
その後、酸素・水分と化学反応を起こす事で錆が生成される。
電子の放出しやすさを「イオン化傾向」と言い、イオン化傾向の大きい金属は錆びやすい事になる。
錆を防ぐためには金属の表面を覆うことで、酸素と水分から保護するのが有効。
一度発生した錆は表面を凹凸にし反応面積が増大してしまい、進行が加速するため早めに処置するのが好ましい。
錆を落とすには多くの方法があるが方法によって作業時間や労力が大きく異なるので、錆の進行状況と面積を考慮して行うようにしましょう。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
原田鉄工では大型のブラスト設備と塗装設備を完備しているので、対象製品の形状・サイズに関わらず錆を落とし塗装を行う事が出来ます。
ブラスト加工後は完全に錆を取り除き、金属表面を清浄化させると同時に表面に微細な凹凸を形成します。
この表面に形成された凹凸は塗装を行う際に塗料の密着力を格段に向上させる効果があり、製品を長期間錆から守る事が可能になります。
様々な塗料・塗装仕様の経験がありますので仕様などが分からない、決まっていない場合には塗料の選定からお任せください。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装のやり方!失敗する原因とは?】
金属に塗装を行い、完成後ちょっと触るだけで簡単に塗装が剥がれてしまった経験はありませんか?
簡単に剥がれてしまう塗装は「やり方」が間違っている事がほとんどです。
正しい塗装のやり方と失敗してしまう原因について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装で使う道具
・塗装する時に必要なもの
・塗装のやり方
・塗装を失敗する原因
・まとめ
『塗装で使う道具』
塗装は工業・建築用でもDIY用でも大型の塗装機を除いて、基本的に使う道具は同じです。
・刷毛
木やプラスチック製の持ち手の先に毛を取り付けた道具。
先端の毛は馬や豚といった動物の体毛や化学繊維で作られたものなど、多くの種類がある。
小さいものなら刷毛のみで塗装できますが、基本的には隙間や角など塗装しにくい箇所を事前に塗装し塗り残しを防ぐといった補助的な使い方をします。
また技術が無いと刷毛目と呼ばれる毛の筋が塗装後にできやすいので、注意が必要です。
・ローラー
持ち手の先に回転する筒状のローラーが付いた道具。
ローラーは化学繊維の毛で覆われたものやスポンジで作られたものがあり、模様を作る事も出来る。
塗料を付けてローラーを回転させだけで効率よく簡単に塗装する事ができる。
隙間や角といった平面以外は塗装が難しいので、他の道具も併用しながら塗装する。
・スプレー缶
スプレー缶に塗料が入っており吹き付け塗装ができる道具。
塗料の種類や色には限りがあるが、簡単に塗装する事ができる。
上手に塗装するには一定の距離を保ちながら、端から端まで一定の速度で吹き付ける事がコツ。
吹き付け量が多いと塗料が流れたり、溜まったりするので薄く均等に塗り重ねる事が重要。
・スプレーガン
コンプレッサーから圧縮した空気を送る事で、塗料を微細化し吹き付ける道具。
塗装するのには技術と設備が必要ですが、仕上がりが美しく広範囲を塗装できます。
スプレー缶と同様で綺麗に塗装するには一定の距離と速度を保ち吹き付ける必要があります。
DIY向けに吹き付け量の少ない小型なスプレーガンもあります。
『塗装する時に必要なもの』
・養生用マスキングテープ
まず塗装を始める前に周辺の環境を整える必要があります。
塗料は一度付着したら中々落ちないので、塗料で汚れないように養生します。
マスカーと呼ばれるマスキングテープにビニールが一体化した便利な道具もあります。
・手袋
塗料は手に付着すると落ちにくく、肌荒れや痛みを伴う可能性があります。
・ゴーグルやメガネ
多くの塗料は有機溶剤が含まれており、目に入った場合は強烈な痛みが襲います。
最悪の場合、失明の可能性もありますので必ず保護用のゴーグルなどを装着しましょう。
・防毒マスク
多くの塗料には有機溶剤が含まれており、揮発性のガスは人体にとって有害です。
・塗装ブース
吹き付け塗装を屋内で行う場合は特に必要となります。
周辺に塗料が飛び散ったり、有機溶剤の臭いが残る事を防いでくれます。
『塗装のやり方』
塗装を行う場合は大きく分けて4つの工程に分けられます。
①塗装準備
まずは塗装を行う金属素材に対して相性の良い塗料を選定します。
一括りに金属と言っても多くの種類がありますので、適切な塗料を選ぶ必要があります。
塗装を行う前に塗料が飛散しても問題ないよう周辺の養生を行う。
製品に塗装したくない箇所がある場合は、マスキングテープなどで養生を行い準備完了です。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
②下地処理(素地調整)
塗装の性能を大きく左右するのがこの「下地処理」となります。
下地処理とは表面に付着した油、錆、汚れといった不純物を取り除くことで「塗装に適した表面へ変化させる処理」となります。
有機溶剤や洗剤などを使用し、油分を綺麗に拭き取り乾燥させる。
サンドペーパーやディスクサンダー、ブラストなどで表面を研磨する事で錆や汚れ、酸化被膜などの不純物を除去する。
また研磨で表面に微細な傷をつける事で塗料の密着性が向上する効果もあります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
③塗装作業
市販されている多くの塗料はそのまま使用できる1液型、主剤と硬化剤を混ぜる事で使用できる2液型に分けられます。
塗料の説明書に記載されている混合比率や攪拌方法、塗装要領を確認し従いましょう。
塗装対象物の形状にもよりますがまずは刷毛でローラー・スプレーでは塗装できない箇所を事前に塗っておき、ローラー・スプレーで塗装を行い仕上げるのが一般的です。
塗装は均一に行わなければ垂れてしまう、ムラになるなどの不良が発生してしまいます。
吹付け塗装は常に一定の距離とスピードで行う事を心掛け、ムラなく塗装を行う事がコツです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
④塗装検査
塗装が完了したら、塗り残しが無いか?塗装が薄いところはないか?などチェックをします。
問題なければ乾燥させ、塗料を完全に硬化させます。
乾燥後には出来れば「膜厚計」で塗料の厚みを計測し、分厚い部分は研磨・薄い部分は追加塗装を行い塗料の厚みを均等にする事が望ましいです。
厚すぎる塗装はひび割れや剥離する可能性があり、薄すぎる塗装は基本的な性能を発揮できません。
調整が完了し均一な塗膜厚となった上へ、更に中塗り・上塗りを行いながら塗装検査をする事で完成となります!
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『塗装を失敗する原因』
せっかく頑張った塗装が「仕上がりが悪い」「簡単に剥がれてしまう」など失敗してしまう多くの原因は「下地処理」にあります。
下地処理が不十分だったために表面に不純物が付着しているまま塗装を行い表面がブツブツで仕上がりが悪い、油分が残っているや表面がツルツルしているため密着性が悪くすぐに塗装が剥がれるといった失敗に繋がっています。
もしすぐに不良が無い場合でも耐久性がかなり劣り、長持ちできないので下地処理(素地調整)は塗装工程において最も重要とされます。
しっかりと脱脂作業を行い油分を除去し、研磨で表面に凹凸を形成しつつ付着している酸化被膜・錆・汚れを全て除去!
丁寧に下地処理を行う事で剥がれず、美しい仕上がりの塗装が完成します。
『まとめ』
塗装で使用する道具には様々な種類がありますが、基本的な塗装のやり方は全て同じです。
塗装はまず「下地処理」を十分と行わなければ、失敗する可能性が格段に上がります。
また塗装完了後は綺麗な仕上がりだったとしても、1か月後/1年後など早期の段階で劣化してしまいます。
塗装を綺麗に長持ちさせるためには下地処理を十分に行い、塗装は一度に厚く塗るのではなく均一な塗装を塗り重ねる事が重要です。
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の課題を解決!長持ちする塗装を実現する、徹底した下地処理】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属製品の塗装は、製品の耐久性や美観を保つ上で非常に重要な工程です。
しかし下地処理が不十分なまま塗装を行ってしまうと早期の剥がれや錆が発生し、せっかくの塗装が台無しになってしまうことがあります。
原田鉄工株式会社では金属塗装における下地処理の重要性を深く認識し、お客様の金属製品を長寿命化させるための最適な塗装をご提案いたします。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『なぜ下地処理が重要なのか?』
塗装の寿命を左右する最大の要因は、実は「下地処理」です。
下地処理とは塗装前の金属表面を適切に処理し、塗料との密着性を高めるための工程です。
「錆の発生を防ぐ」
錆は金属の劣化を加速させ、塗装の剥がれにつながります。
下地処理により錆の原因となる酸化物を除去し、防錆効果を高めます。
「塗料の密着性を高める」
下地処理によって金属表面に微細な凹凸を形成させる事で、塗料との密着性を高めます。
これにより塗料の剥がれやひび割れを防止することができます。
「塗装の耐久性を向上させる」
下地処理が適切に行われることで塗装の耐久性は大幅に向上し、長期間にわたって美しい外観を維持することができます。
『原田鉄工株式会社の下地処理』
原田鉄工株式会社ではお客様の金属製品の材質や形状、使用環境に合わせて、最適な下地処理方法をご提案いたします。
主な下地処理方法と特徴
「ブラスト処理」
メリット
・高圧で研磨材を吹き付けることで金属表面の汚れや錆を完全に除去し、金属素地を露出させます。
・処理後の表面は一様に微細な凹凸となり、塗料が隙間に入り込み硬化する事で密着性を高めることができます。
デメリット
・高圧で処理を行うため適切な圧力や研削材を選定しなければ、製品が変形や破損する場合があります。
・作業環境によっては粉塵が発生し、周辺への影響が懸念される場合があります。
「2種ケレン(電動工具処理)」
メリット
・大掛かりな設備を必要としないので、手軽に処理する事が可能です。
・多少の騒音・粉塵はありますが、ブラスト処理よりは影響が少ないです。
デメリット
・錆や汚れを完全に除去し、金属素地を露出させる事が難しいのでブラスト処理より効果が劣ります。
・作業時間と労力がかかるため、大面積の製品には不向きです。
「3種ケレン(手動工具処理)」
メリット
・比較的簡単な作業で、小規模な製品の処理に適しています。
・電動工具では処理できないような、細かい箇所も処理する事が可能です。
デメリット
・手作業で行うため作業時間がかかり、均一な処理が難しい場合があります。
また表面が滑らかになりすぎると、塗料との密着性が低下するので注意が必要です。
・効果としては2種ケレンより大きく劣ります。
それぞれの方法のメリット・デメリットを比較し、お客様の製品に最適な方法を選択いたします。
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社の強み』
金属塗装に関するお悩みは、ぜひ当社にご相談ください
原田鉄工株式会社は、お客様の金属塗装に関するあらゆるお悩みを解決いたします。
「一貫生産体制」
ブラストから塗装までの一貫生産体制により、コストを削減するとともに高品質な製品を短納期で提供します。
「豊富な経験と実績」
長年の経験と実績に基づいた、お客様にとっての最適な下地処理と塗装をご提案いたします。
「最新の設備」
最新の計測機器や設備を導入しておりますので、高品質な塗装を実現します。
「品質管理の徹底」
ISOやSSPCなどの国際規格に準拠した厳格な品質管理体制にて施工を行っております。。
「お客様との密な連携」
ご要望をしっかりとヒアリングし、要求品質にあった最適な塗装プランをご提案いたします。
・塗装が剥がれてしまう
・錆が発生してしまう
・耐久性の高い塗装を求めている
・短納期で納品してほしい
・どの下地処理方法が最適か分からない
どんなことでもお気軽にご相談ください。
『まとめ』
金属塗装の寿命を左右するのは、下地処理の質です。
原田鉄工株式会社では、お客様の金属製品を長寿命化させるための最適な塗装をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
金属塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【究極の金属保護:原田鉄工が誇る革新的下地処理と長寿命塗装技術】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
[目次]
はじめに
下地処理の重要性
効果的な下地処理の方法
下地処理が塗装性能に与える影響
長持ちする金属塗装のポイント
原田鉄工の革新的ブラスト・塗装サービス
お客様の声と事例紹介
よくある質問(FAQ)
お問い合わせ
『はじめに』
金属製品の耐久性と美観を長期的に維持することは、多くの企業にとって重要な課題です。
しかし適切な下地処理と高品質な塗装技術がなければ、その実現は困難です。
原田鉄工は80年以上の経験と最新技術を融合させ、この課題に革新的なソリューションを提供しています。
『下地処理の重要性』
下地処理は、塗装の耐久性を決定づける最も重要な工程です。
適切な下地処理を行うことで、以下のような効果が期待できます。
・塗膜の密着性向上
・腐食の防止
・塗装の美観維持
・製品寿命の延長
当社の調査によると適切な下地処理を行った場合、塗装の寿命が最大3倍延びるというデータがあります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『効果的な下地処理の方法』
金属塗装における主な下地処理方法とそのメリット・デメリットを紹介します:
a) ブラスト処理
メリット:高い下地処理能力、均一な表面粗さの形成
デメリット:設備投資が必要、騒音・粉塵の発生
b) 化学的処理
メリット:複雑な形状にも対応可能、低コスト
デメリット:廃液処理が必要、下地処理能力が低い
c) 機械的処理
メリット:簡易的な処理が可能、設備が不要
デメリット:大面積処理に時間とコストがかかる、均一性に欠ける
各方法の詳細と規格については以下リンクにて解説しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト処理と電動工具処理 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『下地処理が塗装性能に与える影響』
適切な下地処理は塗装性能を大きく向上させます。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
塗膜の密着性向上:剥離リスクの低減
耐久性の向上:錆びの発生を抑制
美観の長期維持:仕上がりの向上や塗装剥離を防止
メンテナンス頻度の低減:総合的なコスト(LCC)の削減
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『長持ちする金属塗装のポイント』
業界別の推奨方法を含む、金属塗装を長持ちさせるポイントをご紹介します。
a) 適切な下地処理の選択
b) 塗装環境の管理
c) 高品質な塗料の使用
d) 定期的なメンテナンス
例:橋梁業界では、厳しい腐食環境に対応するため、SSPC SP-10以上のブラスト処理とジンクリッチプライマーを併用した重防食塗装システムの採用が推奨されています。
『原田鉄工の革新的ブラスト・塗装サービス』
原田鉄工では80年以上の豊富な経験と最新の技術を融合させ、金属塗装業界をリードする革新的なサービスを提供しています。
私たちが選ばれる理由は以下の通りです。
a) ワンストップソリューション
b) 最新の設備と技術
c) カスタマイズされたソリューション
d) 品質保証とアフターフォロー
e) 幅広い対応力
f) 環境への配慮
g) 技術力の証明
h) 緊急対応力
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
事例:沿岸部に設置するタンク・配管類
課題:塩害による深刻な腐食
解決策:SSPC SP-5 最高品質ブラスト処理と最新の重防食塗装システムの採用
結果:想定耐用年数が40年以上、ライフサイクルコストの大幅削減
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『よくある質問(FAQ)』
Q1: 下地処理にどのくらいの時間がかかりますか?
A1: 製品の大きさや状態により異なりますが、最短で即日施工可能です。
Q2: 塗装について知識がないので、相談に乗ってもらいたい。
A2: 使用される環境や予算などを教えて頂ければ、最適な塗装システムを提案します。
Q3: 施工可能なサイズは?
A3: トレーラーサイズまでなら施工可能です。10tを超える重量の場合はご相談ください。
Q4: ブラストとは何ですか?
A4: 高速で研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去する加工です。研削材には鋼、アルミ、ガラスなど多くの種類があります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
『お問い合わせ』
金属塗装の課題解決に向けて、専門家が丁寧にご相談に応じます。
お客様の製品に新たな価値を吹き込む、原田鉄工の技術力をぜひ体験してください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月2日

【塗装が剥がれる原因と対策|剥離トラブル解決策】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装の剥がれは製品の寿命を縮め、再塗装のコスト負担を増やすなど、多くの問題を引き起こします。
それは製品の品質低下や納期遅延につながる可能性もあり、深刻な事態と言えるでしょう。
この記事では塗装が剥がれる原因を詳しく解説し、長寿命な塗装を実現するための具体的な対策を提案します。
また原田鉄工の強みである、長年の経験と高度な技術力、そして中国地方屈指の大型ブラスト設備を用いた高品質な施工についてご紹介します。
【原田鉄工株式会社】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
『なぜ塗装が剥がれてしまうのか?その原因を徹底解剖』
塗装が剥がれてしまう原因は様々ですが、主なものとして以下のものが挙げられます。
①下地処理
「下地処理の不足」
酸化被膜やサビ、古い塗料といった不純物は完全に除去しなければ、新しい塗料との密着性が低下し早期に剥がれてしまいます。
「油脂や汚れの残留」
表面に油脂や汚れが残っていると、塗料との密着が妨げられ剥がれの原因となります。
「素地調整の不適切」
金属の種類や状態に合わせた適切な素地調整を行わないと、塗料との密着性が低下し、剥がれやすくなります。
②環境条件の影響
「塩害」
海沿いや工場地帯など塩分を多く含む環境では、塗膜が塩害を受け劣化が早まります。
「紫外線」
紫外線は塗料の劣化を促進するためチョーキング、割れ、最終的に剥離を引き起こします。
「温度変化」
温度変化による塗膜や母材の伸縮が、ひび割れや剥がれの原因となります。
③塗料の選定ミス
「耐候性」
屋外用と屋内用、耐熱性など使用環境に合わせた塗料を選ばないと、短期間で剥がれる可能性があります。
「塗料の相性」
異なる種類の塗料を重ね塗りする場合、互いの相性を考慮しないと剥がれの原因となります。
「素材との相性」
木材・鉄・ステンレスなど素材に適合する塗料を使用しなければ、密着できず剥がれてしまいます。
④施工不良
「乾燥不足」
塗料が完全に乾燥する前に次の工程に移ると、塗膜が弱くなり剥がれやすくなります。
「塗布量の過不足」
規定の塗布量から過不足があった場合、塗膜の耐久性は大きく損なわれます。
「重ね塗り間隔」
重ね塗りのタイミングが早すぎたり遅すぎたりすると、密着不良の原因となります。
『塗装剥離を防ぐための具体的な対策』
塗装剥離を防ぐためには、以下の対策が有効です。
①徹底した下地処理
塗装工程の中でも重要とされるのが下地処理となります。
最も効果的な下地処理の方法はブラスト加工です。
ブラスト加工は表面に付着した不純物を全て取り除き、微細な凹凸を形成する事によって、塗料の密着性は大幅に向上し剥がれなくなります。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
②適切な塗料の選定
塗装対象物の素材と密着性の良い塗料を選定する事が必要です。
また使用される環境と想定される耐用年数を考慮して、最適な塗装システムを検討・選定を行いましょう。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
③適切な塗装工事
適切な塗布量を遵守せず塗膜が厚すぎると割れ・早期剥離、薄すぎると性能不足といった不良に繋がります。
硬化時間・塗装間隔を守り、塗膜の厚さは均一となるよう丁寧に塗装する必要があります。
④定期的な点検
塗料は紫外線などの影響により、日々劣化していきます。
塗装面の定期的な点検により早期に劣化を発見し、適切な処置を行うことができます。
【究極の塗装剥離対策】
https://ja.nc-net.or.jp/company/98405/product/detail/231837/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の塗装サービス』
原田鉄工は創業80年以上の歴史と豊富な経験を持つ塗装のプロフェッショナルです。
お客様のニーズに合わせた最適な塗装ソリューションを提供いたします。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
「中国地方屈指の大型ブラスト設備」
原田鉄工のブラスト設備は中国地方最大級の大型設備です。
ISO規格 / SSPC規格に準拠した高度な技術力を保有しており、迅速かつ高品質な素地調整で塗料の密着性を高めます。
「一貫施工体制」
ブラストから塗装まで全て自社で管理する事で、品質管理が徹底され高品質な製品を提供します。
また製品の移動に関わる時間・コストを削減する事で、短納期・低コストを実現。
「経験豊富な職人」
長年の経験を持つ職人が、最高品質の塗装を行います。
複雑な形状、大型組立品でもブラスト・塗装ともに均一で美しい仕上がりを保証します。
「柔軟な対応力」
機械設備、橋梁、プラント設備、船舶、建築資材など多岐にわたる分野での施工実績があります。
小ロットから大型構造物まで、あらゆるニーズに柔軟に対応いたします。
『まとめ』
塗装の剥がれは製品の価値を下げ、コストを増やす原因となります。
しかし、適切な対策を行うことで長寿命な塗装を実現し、製品の価値を高めることができます。
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
高品質な仕上がりはもちろん、厳しい検査基準、納期の厳守、コスト削減、環境配慮などお客様のさまざまなニーズにお応えいたします。
金属製品の耐久性向上や美観維持でお悩みの方、ぜひ原田鉄工にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
『よくあるご質問(FAQ)』
・塗装の寿命はどれくらいですか?
塗装の寿命は使用する塗料の種類、環境条件、施工方法などによって異なりますが、一般的に10年程度と言われています。
原田鉄工の重防食塗装は約50年の寿命を期待する事が出来ます。
・塗装の費用はどのくらいかかりますか?
塗装費用は、塗装面積、使用する塗料の種類、下地処理の状況などによって異なります。無料でお見積もりいたしますので、お気軽にご相談ください。
・塗装後の養生期間はどのくらいですか?
塗装後の養生期間は、使用する塗料の種類や気象条件によって異なります。
一般的には、3日程度の養生期間が必要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
原田鉄工株式会社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください!
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月16日

【金属サビ落とし専門家が解説】効果的なブラスト加工技術 - 原田鉄工の高品質サービス
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
金属製品のサビ落としは、製品寿命の延長と性能維持に不可欠な工程です。
特に大型金属構造物や複雑な形状の金属部品では、効率的で徹底的なサビ除去が求められます。
本記事では金属サビ落としの重要性と、最も効果的な方法であるブラスト加工について詳しく解説します。
『金属サビ落としの重要性』
金属表面に発生するサビ(錆)は、単なる美観の問題ではありません。
サビは金属を腐食させ、強度低下や機能不全を引き起こす原因となります。
以下のような状況では、迅速かつ効果的な金属サビ落としが極めて重要です。
1. 海洋環境に曝される構造物
臨海部などの塩害は腐食を加速させるので、サビを迅速かつ確実に取り除く必要があります。
2. 化学プラントの設備
毒物や危険物などの化学物質を取り扱っており、わずかな漏洩でも大惨事となるので破損の元となるサビは天敵です。
3. 屋外に設置される大型機械
屋内設置と比較して腐食しやすい環境であり、機械の破損や事故の可能性があります。
4. 長期保管後の再利用製品
長期保管中に腐食が進行し耐久性などが不足している可能性があり、使用する際に破損や事故の恐れがあります。。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『金属サビ落としにおけるブラスト加工の優位性』
ブラスト加工は、金属サビ落としに最も効果的な方法の一つです。
高圧の空気など利用して研磨材を高速で発射、金属表面に衝突させる事でサビや塗装を除去する方法です。
塗装前の下地処理(素地調整)として行われる事が多く、簡単に言うと金属のクリーニング作業です。
金属サビ落としにおけるブラスト加工の利点は以下の通りです。
1. 均一な表面処理が可能
2. 複雑な形状でも加工可能
3. 塗装の耐久性を大きく向上させる
4. 短時間で広範囲の処理が可能
5. 環境に優しい(化学薬品を使用しない)
6. 表面の粗さを調整可能
7. 塗装・サビ以外の付着物でも除去可能
表面の付着物を除去すると共に塗装の密着性を上げる凸凹の表面を形成します。
塗装の耐久性を大きく向上させる事が出来ますので、腐食性の高い環境で使用される製品にブラスト加工は多く行われています。
またサビのみでなく塗装や樹脂、ゴムなどの付着物までも除去可能なので、メンテナンス時にも多く行われます。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『金属サビ落としに使用するブラスト加工の種類』
金属サビ落としに用いるブラスト加工には主に2種類あり、それぞれ特徴が異なります。
a) グリットブラスト
研磨材:スチールグリット(鋼製金属粒子)
特徴:硬質で角ばった形状により、強力な研磨効果
用途:頑固なサビや厚い塗膜の除去
b) サンドブラスト
研磨材:砂、アルミナ、フェロニッケルスラグなど
特徴:比較的柔らかい研磨材による繊細な表面処理
用途:繊細な表面洗浄、ステンレスやアルミといった非鉄系金属の表面洗浄
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『効果的な金属サビ落としのポイント』
ブラスト加工による金属サビ落としでは、以下のポイントが重要となります。
1. 金属の種類と腐食度に応じた適切な研磨材の選択
加工対象となる素材や強度によって研磨剤を選定する必要があります。
また現在の腐食度を考慮し、素地調整の規格・洗浄度を選定します。
2. 金属表面へのダメージを防ぐための正確な圧力と角度の調整
噴出する圧力や角度を調整する事で素材にダメージが少なく、均一な表面処理と仕上がります。
3. 金属サビ落とし後の表面状態の詳細な確認
素地調整の規格・洗浄度を満たしているのか検査を行う必要があります。
4. 金属サビ落とし後の二次サビ防止措置
ブラスト加工後は金属素地が露出し非常に錆びやすい状態となるので、早急な防錆処理が必要となります。
原田鉄工は創業80年以上となる経験と技術によって、これらのポイントを踏まえた最適なブラスト加工を提供します。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『金属サビ落とし後の塗装処理』
サビ落とし後の防錆対策として、早急な塗装処理が不可欠です。
一般的にはブラスト加工後には4時間以内の防錆処理が必須となっています。
防錆処理が遅れた場合には再度ブラスト加工を行う事が推奨されますのでご注意ください。
素材との密着性、ブラスト加工後の表面粗さ、耐久年数を考慮して最適な塗装システムを構築、塗装を行う必要があります。
原田鉄工はブラスト・塗装一体型の屋内工場ですので、天候を気にする事なくブラスト加工後は即座に塗装を行っております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工では空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『原田鉄工の金属サビ落としサービスの優位性』
・80年以上の実績と豊富な経験
数々の業種、製品を加工していますのでどんな製品・仕様でも対応可能です。
・最新の大型ブラスト設備
小型な設備は数多くありますが、ここまで大型・高出力のブラスト設備は希少です。
・グリットブラストとサンドブラストの両方に対応
鋼、アルミ、真鍮、ステンレスなどに対応できるように2つのブラスト設備を有します。
その他、研磨剤の指定・希望があった場合には対応可能です。
・一貫した施工・品質管理システム
ブラスト・塗装一体型工場だからこそ、工程ごとの製品の移動が不要。
最短で施工する事でコストと納期を削減、一貫管理で高品質を保証致します。
・設計、製作、修理にも対応可能
原田鉄工には設計、製作、修理を得意とする「製造部」があります。
設計~製作~ブラスト~塗装の工程を一括施工する事で大幅に納期・コストを短縮します。
またメンテナンス時には修理~ブラスト~塗装で欠損が無い状態にして出荷する事も可能です。
『まとめ』
金属製品の長寿命化と品質維持には、適切なサビ落としと再塗装が不可欠です。
一度腐食が始まりサビが発生したら、表面積が増えるので加速度的に腐食は進行してしまいます。
早急な対応と定期的保全を行う事によって、品質維持と長寿命化を達成する事が可能となります。
また製品製作時の素地調整をブラスト加工で行い、耐久性の優れた塗装を行えば一般的な塗装と比較し3倍以上の耐久性を確保する事が出来ます。
修繕・点検や塗替え周期が大幅に伸びる事によって、LCC(生涯費用)を大幅に抑える事も可能です!
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属のサビを徹底除去!効果的なサビ落とし方法とは?】
金属製品のサビでお困りですか?
原田鉄工はブラスト加工のサビ落とし技術で、金属製品を新品同様に再生します。
防錆処理も併用し、製品の長寿命化を実現します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『サビ落とし:金属製品の寿命を延ばすために』
金属製品は長年の使用や環境の影響でサビが発生し、その機能や美観が損なわれてしまいます。
サビ落としはこれらの問題を解決し、金属製品の寿命を延ばすための重要な工程です。
『サビの原因と種類』
サビは鉄が空気中の水分や酸素と反応し、酸化物となる現象です。
塩分や酸性雨は、サビを加速させる要因となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『サビ落としの重要性』
サビを放置すると、以下の問題が発生する可能性があります。
安全性の低下: 構造物の強度が低下し、倒壊などの危険性が高まります。
機能の低下: 機械の動きが鈍くなったり、故障の原因となったりします。
美観の損傷: 製品が錆びてしまい、見た目が悪くなります。
『サビ落としの方法』
サビ落としには、様々な方法があります。
ブラスト加工: 高圧の空気で研磨材を吹き付け、サビを強力に除去します。
ケミカルピーリング: 化学薬品を用いて、サビを溶かして除去します。
機械研磨: 研磨剤を用いた機械で、サビを削り落とします。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『サビ落とし後の処理』
サビを落とした後は即座に防錆処理を行うことで、再発を防ぐ必要があります。
メッキ: 金属表面に別の金属を薄く被覆する。
塗装: 金属表面に塗料を塗布する。
酸化皮膜形成: 金属表面に酸化皮膜を形成する。
『原田鉄工のサビ落とし』
原田鉄工は長年の経験と高度な技術を駆使し、お客様の金属製品に最適なサビ落とし方法をご提案いたします。
無料診断: 専門スタッフがお客様の製品の状態を診断し、最適な処理方法をご提案します。
多様な処理方法: グリットブラスト、サンドブラスト、ケミカルピーリングなど様々な処理方法に対応可能です。
高品質な仕上がり: 最新の設備と熟練の技術者が、高品質な仕上がりを実現します。
迅速な対応: お客様の納期に合わせた対応が可能です。
『まとめ』
金属製品のサビは、放置すると様々な問題を引き起こします。
早急・適切な対応を行う事で製品は
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【錆から鉄を守る方法!錆びる原因も解説】
私たちの身の回りでは多くの製品が金属によって作られています。
中でも最も広く使用されているのが鉄であり、専門的には鋼(SS400)と言う素材を使われることが多いです。
鉄は生産性が高く、流通量が多いので安価で使いやすい素材ですが「空気」「水分」と接触する事で「錆」が発生する問題があります。
錆は時間経過と共に内部へ浸食し、鉄の強度を著しく低下させてしまいます。
今回は鉄の天敵となる「錆」から鉄を守る方法と錆びてしまう原因について解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄や鋼とは?
2. 鉄が錆びる原因とは?
3. 錆がもたらす影響について
4. 鉄を錆から守る方法とは!?
5. もし鉄が錆びた場合の対処法について
6. まとめ
『鉄や鋼とは?』
鉄は金属元素であり元素番号26、元素記号はFeで表されます。
原料は鉄鉱石でコークスなどと一緒に高温で熱する事でまず銑鉄が作られます。
その銑鉄へ鉄スクラップやフェロマンガンなどの副原料を混ぜ、炭素量を調整したものが「鋼」となります。
身の回りにある鉄の多くはこの鋼が使用されていることが多いです。
鋼は強度と柔軟性を兼ね備えているので耐久性があり、加工しやすいのが特徴です。
この鋼にも成分を変化させることで多くの種類がありますが、最も多く流通している規格が「SS400」となります。
本記事では分かりやすいように鋼の事をまとめて鉄と呼称します。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『鉄が錆びる原因とは?』
金属表面が浸食される現象を「腐食」と呼び、その後酸素や水分と結びつくことで「錆」となります。
鉄自体は腐食を防ぐ能力が低いため、自然の環境下では時間経過と共に錆びてしまいます。
鉄が錆びる原因は空気中の酸素や水分にあります。
まず鉄の表面に付着した水分は鉄から電子(エネルギー)を奪う事で、酸素と結合し「水酸化物イオン」が作られます。
そうして作られた水酸化物イオンは鉄と結合する事で「オキシ水酸化鉄」と「水」の2つに分かれます。
いくつも作られたオキシ水酸化鉄同士が結合し、最後は赤錆が作られます。
電子の増減(イオン化現象)が発端で、鉄は空気中にある「酸素」「水分」と結合し最終的に錆が発生しています。
また錆の進行速度は温度・湿度・塩分濃度などによって変化しますが、基本的に一度腐食が始まると表面積が増大していくため加速度的に進行していきます。
鉄が錆びるメカニズムについてより詳しい解説
【錆が発生する過程】
https://x.gd/E4z9z
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『錆がもたらす影響について』
錆は見た目的な美観を損なう影響もありますが、安全性や経済性にも大きな影響を与えます。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、保守の際に多くの資材が必要となりますので環境負担の増大につながります。
【鉄の錆対策と防食技術】
https://ja.nc-net.or.jp/company/98405/product/detail/233667
『鉄を錆から守る方法とは!?』
鉄を錆びさせないためには鉄をとにかく酸素・水分と「接触させない」事が重要です。
基本的には鉄の表面をコーティングし接触を防ぐ方法になりますが、大きく分けて3種類あります。
①防錆油
表面を油でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・特殊な装置などが必要なく手軽に処理が可能 / 修正・補修が簡単
デメリット・・防錆期間が1カ月~12カ月と比較的短期間 / 防錆能力が低い
②メッキ
表面を金属の薄膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・傷がつきにくく耐久性が高い / 膜厚が均一でムラになりにくい
デメリット・・沿岸部など不得手な環境や対応できない素材がある / 修正・補修が困難
③塗装
表面を塗料の膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・様々な色彩や機能性を付与できる / 安価で修正・補修が容易
デメリット・・適切な素地調整(下地処理)を行わなければ剥がれやすい / ムラが生じやすい
一時的な防錆は「防錆油」、長期的な防錆は「メッキ」「塗装」という風に使い分けされています。
メッキと塗装はそれぞれにメリット・デメリットがあり周辺環境や使用用途、コストなどを
考慮して選定する必要があります。
また塗装はブラスト処理にて素地調整(下地処理)を行う事によって、剥がれやすいデメリットを解決し、高い耐久性を確保する事が出来ます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『もし鉄が錆びた場合の対処法について』
錆は鉄の天敵で、安全性・経済性にも大きな損失を与えます。
もし鉄か錆びた場合にはどのように対処すればいいのでしょうか?
対処法は錆の進行程度によっても大きく異なりますので、状態を確認し対処する必要があります。
「軽度の錆」
比較的軽度の錆はサンドペーパーで研磨又は錆取り剤などで溶解、軽減する事が可能です。
広範囲の処理や重度の錆を落とすのには向いていません。
「中程度の錆」
中程度の錆は金ブラシや電動工具などを使用して軽減する事が可能です。
完全に錆を除去する事は難しいので、あくまで軽減となります。
時間がかかり重労働となりますが、安価に軽減する事が可能です。
「重度の錆」
重度の錆はブラスト処理にて落とす事が可能です。
金属素地を露出させるため、完全に錆を落とす事が出来ます。
設備が必要となりますが、塗装の密着性を大きく向上させる効果もあります。
錆の程度を見極める事で、上記の方法によって錆を除去・軽減する事が可能です。
錆を除去した後は再び錆が発生しないように、なるべく早く防錆処理を行いましょう。
またあまりにも錆が進行した部分は母材に穴が空いたり、薄くなっていたりしている場合には錆を落とすだけではなく追加で補修・補強を行う必要があります。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
『まとめ』
鉄(鋼)は鉄鉱石を原料としており、存在している鉄鉱石は錆びているのが自然の状態ではあるので再び錆びた自然の状態に戻ろうとします。
「酸素」「水分」と鉄が接触、電子の増減(イオン化現象)が起こり錆が発生する。
錆は表面に凹凸を形成しながら表面積を増やし、反応面積が増大するので加速度的に進行する。
一度錆が発生した場合、早急に対処する事で最低限の損害で済ませる事ができます。
鉄の表面をコーティングし、酸素と水分を遮断する事で錆を防ぐことが可能です。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重防食塗装について|耐用年数を超える長寿命化】
重防食塗装とは臨海部や海上で使用される製品を長寿命化させる塗装仕様です。
海を渡る橋脚、沿岸部で稼働するプラント、港湾のクレーン設備などは一般的な塗装では耐用年数があまりに短いため、頻繁に塗り替え工事や点検が必要となってしまいます。
そんな問題を解決したのが、塗料の開発と塗装技術の発展により考案された「重防食塗装」です。
重防食塗装の耐久性は一般的な塗装の3倍以上となる30年~50年。
重防食塗装と適切にメンテナンスによって安全性を確保する事で、耐用年数を超え長寿命化させる事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『重防食塗装について』
重防食塗装とは海岸や海上などの腐食性の高い環境に建設・設置される鋼構造物に対し、塗り替え周期を長くする目的で防食性・耐久性に特化した防食塗装の事です。
重防食塗装が考案される以前は一般仕様で塗装を行っていましたが、腐食性の高い環境下では頻繁に塗り替え工事や点検が必要となるため問題となっていました。
1970年以降より高い耐久性を持つ塗装仕様「重防食塗装」が考案されました。
従来の一般的な塗装と比較し、耐久性は3倍以上となっており塗り替え周期を大幅に延長する事が出来ました。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『重防食塗装の定義』
重防食塗装は「海岸や海上のような腐食性の厳しい環境に建設される鋼構造物の塗り替え周期を長くするため防食性、耐久性を有する防食塗装の事です。
更に条件としてこれらを満たす塗装とされています。
[重防食塗装の条件]
・ブラストにて素地調整を行う
・無機/有機ジンクリッチペイントにて防食下地を行う
・腐食因子の遮断性に優れた塗料を下塗塗料として使用する。
・耐候性に優れた上塗塗料を使用する。
・合計膜厚は250μm以上
・新設塗装に期待する耐久性は30年以上
当然ですが通常の塗装時と同様に管理と実施が必要となっています。
・ブラスト処理後4時間以内の塗装
・各工程での適切な乾燥時間と環境管理
・品質管理の為の膜厚管理及び測定
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
『重防食塗装の耐久性』
重防食塗装の期待耐久年数は新設塗装では50年、塗り替え工事では40年と言われます。
塗膜厚も厚いため経年劣化による膜厚減少の影響を受けにくく、定期的なメンテナンスを行う事によって更に長寿命化します。
また上塗塗料はウレタン樹脂塗料やフッ素樹脂塗料を使用されますが、フッ素樹脂塗料の方が耐候性に優れているのでより耐久性を確保できます。
[ウレタン樹脂塗料]
2年目以降塗膜劣化 2.0μm/年
[フッ素樹脂塗料]
7年目以降塗膜劣化 0.5μm/年
【膜厚(塗装の厚み)の重要性】
https://x.gd/hPHFF
『重防食塗装の仕様』
重防食塗装仕様の一例です。
素地調整:ブラスト処理[SSPC SP-10 / ISO Sa2.5]
防食下地:無機ジンクリッチペイント 75μm
ミストコート:エポキシ樹脂塗装下塗り -μm
下塗り:エポキシ樹脂塗装下塗り 120μm
中塗り:ふっ素樹脂塗装中塗り 30μm
上塗り:ふっ素樹脂塗装上塗り 25μm
最も簡素な仕様で上記の様になり、想定される環境や耐用年数を考慮しここから塗装工程を追加・変更していく形となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『重防食塗装のメリット』
重防食塗装は塗り替え周期を長期化する目的で考案された仕様ですが、様々なメリットがあります。
・ライフサイクルコスト(LCC)を削減
塗り替え工事や点検・保守に必要なコストを大幅に低減する事でLCCを削減します。
・耐用年数を超えた長寿命化
一般的に耐用年数を終えた構造物は安全性などの理由により処分となる場合がありますが、高い耐久性で構造物への腐食を防ぎ長寿命化させる事が出来ます。
・生産性の確保
腐食による流量減少や摩擦拡大などを防ぎ、生産性を一定に保つことができます。
また塗り替え工事や保守工事に伴う設備停止の頻度を減少させます。
・環境負担の軽減
腐食を防ぎ、塗り替え・保守を減らす事により本来必要となっていた大量の資材を削減し環境負担を減らします。
・作業負担の軽減
過酷な現場での塗り替え・点検作業を減少させ負担を軽減、腐食を防ぐことで安全性を向上させます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『まとめ』
重防食塗装は産業構造物の防食技術において中心的な役割を果たしています。
その高い防食性能とライフサイクルコストの最適化効果により、多くの産業分野で採用が進んでいます。
技術の進歩とともに、さらなる性能向上と環境負荷低減が期待される重防食塗装。
これからも重防食塗装の需要は増加していくと見込まれ、産業インフラの安全性と経済性を確保する大きな役割を担っていく。
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工ではお客様のニーズに合わせたカスタマイズされた重防食塗装ソリューションを提案いたします。
構造物の長寿命化とライフサイクルコストの最適化にお悩みの方は、ぜひ当社にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎耐用年数(英語:Useful life)
固定資産を通常の用途用法に沿って使用した場合、本来期待する役割を果たすとみなされる期間。
耐用年数は減価償却資産の使用可能な期間を指します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性と高い耐久性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗料について』
塗料を構成している要素として「顔料」「樹脂」「溶剤」「添加剤」の4つがありますが、主成分であり最も重要な役割を持つものが樹脂となります。
簡単にそれぞれの役割を説明すると
顔料:塗料に色を付けるための成分。
樹脂:特性や耐久性など塗料の主体となる成分。
溶剤:樹脂を溶かして塗装しやすくする成分。
添加剤:塗料の性能を引き出すための成分。
塗料は○○樹脂塗料と言うように最も特徴が変化する樹脂によって種類分けされています。
【塗料の種類と樹脂の特徴について】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『エポキシ樹脂ってなに?』
エポキシ樹脂とは簡単に言うと「プラスチック素材」です。
身近なところだと洋服に使われている「ポリエステル」、ポリ袋に使われている「ポリエチレン」も同じくプラスチック素材なのでエポキシ樹脂の仲間となります。
エポキシ樹脂は分子量を調整する事で液体・個体と様々な形態に変化するため使い勝手が良く、用途に合わせて幅広い分野で使用されています。
『エポキシ樹脂塗料の特徴』
エポキシ樹脂塗料はエポキシ樹脂を用いている事で、エポキシ樹脂の持つ多くの優れた特性を受け継いでいます。
[エポキシ樹脂塗料のメリット]
①耐腐食性
酸素と水分を通さないため、腐食に対して強い耐性があります。
②耐水性・耐薬品性
耐溶剤性とも呼ばれ、溶剤に浸かっている状態でも変化しにくいです。
強力な薬品でもある硫酸や塩酸などにも強い耐性があります。
③耐熱性
耐熱性能も高く、高温にも耐性があります。
④接着性
接着性が高く金属、ガラス、木材など様々な素材と接着が可能です。
⑤電気絶縁性
電気絶縁性が高く電気を通さない性質があります。
[エポキシ樹脂塗料のデメリット]
①紫外線耐性
紫外線に弱いので、直接太陽光などを照射されていると短期間で劣化します。
②硬化性
低温化では硬化が遅く、使用できない場合があります。
『エポキシ樹脂塗料の使い方』
エポキシ樹脂塗料はその高い耐久性、密着性、耐水性などから多くの製品で使用されています。
エポキシ樹脂塗料を使った一例を紹介します。
[屋外]
エポキシ樹脂塗料はその高い密着性と耐腐食性、耐水性により屋外の下塗塗装として使用されます。
屋外では雨・風・湿気などに常に晒されるため、金属にとっては腐食しやすい環境ですが…
エポキシ樹脂塗装を行う事で屋外でも長期間腐食を防ぐ事が可能になります。
また高い密着性によりキズ・衝撃による塗装剥がれを軽減します。
エポキシ樹脂塗料は紫外線に弱いという欠点があるため、上塗は耐候性の高いウレタン樹脂塗料やフッ素樹脂塗料などを使用します。
[水中]
エポキシ樹脂塗料は耐腐食性、耐水性が高いので水中部の下塗~上塗塗料として使用されます。
水中部は紫外線の透過率が少ないので、上塗にもエポキシ樹脂塗料が使用されることが多くあります。
またエポキシ樹脂を石油・石炭系樹脂によって変性させた「変性エポキシ樹脂塗料」は更に強い耐水性、耐腐食性を有しています。
[タンク内]
エポキシ樹脂塗料は耐薬品性が高いので、薬品を保管するタンク内の塗料として使用されます。
塩酸・硫酸はもちろん濃硫酸といった危険性の高い薬品にも耐える事が出来ます。
身近なところでは飲料水の缶の内面もエポキシ樹脂塗料で塗装されています。
『まとめ』
エポキシ樹脂とはプラスチック素材であり、様々な優れた特性を持っている。
エポキシ樹脂塗料はそのエポキシ樹脂の特性を持つ優れた塗料。
密着性が良いので様々な素材に付着する事が可能で、塗装を行えば耐腐食性・耐水性・耐薬品性・耐熱性などの効果を付与する事が出来る。
その高い性能ゆえ通常の塗料と比較して塗料費・塗装費が高価な場合がありますが、費用対効果は高いです。
エポキシ樹脂塗料を使用し塗装を行う事で、大幅に耐久年数を延長しLCC(ライフサイクルコスト)を削減する事が可能になります。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://ja.nc-net.or.jp/company/98405/product/detail/232278
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【エポキシ樹脂塗料の完全ガイド】耐久性と密着性に優れた工業用塗料の特徴と使い方
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性、高い耐久性と密着性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
[目次]
1. エポキシ樹脂塗料とは
2. 塗料の基礎知識
3. エポキシ樹脂塗料の特性
4. メリット・デメリット分析
5. 用途別活用方法
6. 塗装トラブル対策
7. 品質管理とメンテナンス
1. エポキシ樹脂塗料とは
エポキシ樹脂塗料は、高い耐久性と優れた密着性を持つ工業用塗料です。
一般的な塗装から重防食塗装まで、幅広い用途で使用される高機能塗料として知られています。
特に金属製品の防食対策として、産業界で広く採用されています。
『主な用途』
・建築用鋼材の防食
・海洋構造物の保護
・化学プラントの設備保護
・飲料用タンクの内面コーティング
2. 塗料の基礎知識
塗料は顔料、樹脂、溶剤、添加剤の4つで構成されており、組み合わせや配合比率を変化させることで様々な特性を持った塗料が作られています。
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
『塗料の4大構成要素』
顔料:色彩や防錆性を付与
樹脂:塗膜の主要な性能を決定
溶剤:塗料の流動性を調整
添加剤:特殊機能を付加
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
塗料を構成で最も重要となるのが、「樹脂」の部分です。
使用する樹脂を変える事で塗料の性能・特性は大きく変化します。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
3. エポキシ樹脂塗料の特性
エポキシ樹脂は高機能プラスチック素材の一種で、以下の特性を持ちます。
『エポキシ樹脂の優れた特性』
・優れた化学的安定性
・高い機械的強度
・素材を選ばない高い接着性
・優れた電気絶縁性
エポキシ樹脂は接着力が高く様々な素材に対し、強く付着するため接着剤や塗料として多く用いられます。
高い電気絶縁性、硬度、耐水性・耐薬品性・防食性にも優れています。
4. メリット・デメリット分析
多くの特性を持ち耐久性が高いエポキシ樹脂塗料ですが、デメリットも存在します。
『メリット』
①優れた耐腐食性
・酸素や水分を遮断
・金属の腐食を効果的に防止
②高い耐薬品性
・酸・アルカリに対する優れた抵抗力
・各種溶剤への高い耐性
③優れた密着性
・金属、コンクリート、木材など多様な素材に対応
・剥離リスクの低減
④優れた耐熱性
・高温環境下での安定性
・熱による変形が少ない
『デメリット』
①紫外線への弱さ
・屋外使用時は上塗り塗装が必要
・経年による黄変の可能性
②温度依存性
・低温時の硬化遅延
・作業環境の温度管理が重要
5. 用途別活用方法
エポキシ樹脂塗料の活用方法の一例です。
『屋外用途』
・下塗り塗装として使用
上塗りにウレタンまたはフッ素樹脂塗料を採用する事で耐候性と防食性の両立が可能です。
『水中部用途』
・下塗りから上塗りまでエポキシ系を使用可能
優れた耐水性、耐腐食性は水中でも効果を発揮します。
またジンクリッチプライマーや、変性エポキシ樹脂塗料の活用することでより高い耐久性を得る事も可能です。
『タンク内部用途』
・下塗りから上塗りまでエポキシ系を使用可能
高い耐薬品性によって化学薬品タンクの内面保護、飲料水タンクの衛生管理が可能です。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
6. 塗装トラブル対策
優れたエポキシ樹脂塗料ですが、その他塗料と同様に塗装トラブルが発生する可能性はあります。
塗装トラブルを回避するための対策をご紹介します。
『剥離防止のポイント』
・適切な素地調整
密着性に優れているエポキシ樹脂塗料ですが、適切な素地調整を行わない場合では剥離する可能性が高いです。
最低でも有機溶剤を用いた脱脂洗浄を行うようにしましょう。
ブラスト処理で適切な表面粗度と洗浄度を確保すれば更に高い耐久性を確保する事が可能で、維持費・管理費を低減しトータルコストを削減できます。
・環境管理
エポキシ樹脂塗料は低温化では硬化しにくい特性があるので、使用時には温度を適切に管理する必要があります。
またその他塗料と同様ではありますが、塗装環境の湿度管理・清浄度維持も必要です。
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
7. 品質管理とメンテナンス
エポキシ樹脂塗料はその高い耐久性と耐水性・耐薬品性によって橋梁、化学プラント、船舶など大型の構造物に使用されることが多くあります。
大型構造物の長寿命化、安全性の確保、メンテナンス周期の延長、トータルコストの削減などが目的となります。
『長期耐久性の確保』
・定期的な点検
・早期補修の実施
・適切な維持管理計画の策定
『LCC(ライフサイクルコスト)の最適化』
・初期投資と維持費用の検討
・長期的な経済性の確保
・適切な更新計画の立案
『まとめ』
エポキシ樹脂塗料は、その優れた特性により産業界で広く使用されている高機能塗料です。適切な使用方法と管理により、50年以上の耐久性を実現することが可能です。
初期コストは比較的高価にはなりますが、長期的な視点では極めて経済的な選択となるので需要が拡大しています。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
-------------------------------------------------------------------------------------------------
【お問い合わせ】
施工のご相談、お見積りについては、以下までご連絡ください。
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL: 082-232-2445
FAX: 082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
Email: bousei@harada-tekkou.co.jp
※本記事は2024年4月時点での情報に基づいています。
【ブラスト研磨材(メディア)の種類】
ブラストは研磨材又はメディアや研削材と呼ばれる粒子を高速でぶつける事で表面を洗浄する加工方法です。
研磨材には数えきれないほど種類があり、素材・形状・サイズなどそれぞれ異なります。
今回はそんなブラストの研磨材について、代表的な11種類の素材とその選び方、使い方を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『研磨材・研削材・メディアとは?』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『研磨材の種類について』
噴射・投射が可能なら研磨材となるので、研磨剤には本当に多くの種類がありますが…
基本的に多く流通、使用されている11種類について紹介します。
「植物」
クルミの種など
特徴:高度が低く素材の損傷を抑えながら加工可能。樹脂製品などの軽いバリ取りに使用。
「樹脂」
ナイロンビーズなど
特徴:柔らかく素材にダメージレスな加工可能。冷凍、軟質金属の軽いバリ取りに使用。
「アルミ」
アルミワイヤーなど
特徴:植物や樹脂に次いで硬度が低いので素材への損傷が少ない。アルミダイカスト製品のバリ取りや洗浄に使用。
「亜鉛」
ジンクショットなど
特徴:アルミと同程度の硬度なので損傷を抑えた加工。アルミダイカスト製品のバリ取りや塗装剥離に使用。
「銅」
銅スラグなど
特徴:硬度が低く素材への損傷は低いが、高比重なので塗装剥離などに使用。
「ガラス」
ガラスビーズなど
特徴:硬度はあるが軽量なので素材への損傷が低い。アルミダイカスト製品や樹脂製品の仕上げやバリ取りに使用。
「砂」
珪砂など
特徴:研削力が高いので表面を粗面化。塗装の下地処理や塗装剥離に多く使用。
「ステンレス」
ステンレスビーズなど
特徴:研削力が高く表面を粗面化。アルミやステンレス製品のバリ取りや清掃に使用。
「鉄(鋼)」
スチールグリットなど
特徴:研削力が非常に高く最も流通が多いのでサイズ・形状が豊富。サイズ・形状を変える事で仕上がりを調整できるので塗装の下地処理、金属製品のバリ取りなど幅広く使用。
「アルミナ」
褐色アルミナなど
特徴:研削力が非常に高く表面を粗面化。塗装の下地処理、塗装剥離などに使用。幅広い素材に対し使用可能。
「セラミック」
炭化ケイ素など
特徴:研磨材の中で最も硬度が高く、硬くて脆い高脆材の加工が可能。サイズが豊富なので塗装の下地処理や損傷を抑えた微細な加工も可能。
≪詳細は下記リンクより「ブラストの研磨材」をダウンロードください≫
https://ja.nc-net.or.jp/company/98405/dl/catalog/207124
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【素地調整/下地処理 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『研磨材の選び方』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です!
項目が多いですが、どれも研磨材を選ぶ上では重要となります。
「素材」
もらい錆などを防ぐため、加工対象に合わせた素材を選定する必要があります。
「形状」
多角形は塗装に適した粗面化、球体はバリ取りやピーニングを目的とします。
「サイズ」
大きければより粗面化が可能で、細かければ微細な加工が可能となります。
「硬度」
硬ければ研削力が高く、柔らかいと損傷を抑えた加工ができます。
「比重」
比重(重量)は加工力に影響し、重ければ加工力が大きく軽ければ小さいです。
「粉砕性」
粉砕性は施工コストに影響し、大きければすぐ粉砕し小さければ長持ちします。
このように研磨材は加工対象となる素材、目的、形状などに合わせて選定する必要があります。
多くの種類が存在しますので、最適な研磨材を見つけましょう!
『原田鉄工で使用している研磨材』
原田鉄工で普段使用している研磨材を紹介します!
①スチールグリット
グリットブラストの研磨材はこのスチールグリットを使用しています。
鋼が原料で研削力が高く、形状は多角形です。
塗装の下地処理に最適なアンカーパターン(表面の凹凸)を形成する事が出来ます。
黒皮はもちろん、分厚い塗装も完璧に除去する事が可能です。
加工効率が良く粉塵の発生が少ないので、多くの鋼製品に使用しています。
②ネオブラスト
サンドブラストの研磨材はこのネオブラストです。
フェロニッケルスラグというステンレスの副産物が原料となります。
珪砂より高硬度で鉱石が原料のアルミナやガーネットと近しい性能となります。
多角形なので塗装の下地処理に適したアンカーパターンを形成する事が可能です。
鋼製のスチールグリットと比較すると粉砕性が高く粉塵が発生しやすいので加工効率は悪いですが、ステンレスやアルミなど幅広い素材に対して加工できます。
③ガラスビーズ
ガラスビーズブラストの研磨材はこのガラスビーズです。
ガラスが原料で軽い、砕けやすい、球状なので素材への損料を抑えて加工できます。
多角形でなく球状の為、塗装の下地処理としてはあまり向いていません。
素材を選ばず加工可能でバリ取り・研掃・仕上げ加工に使用しています。
原田鉄工では上記の3種類を加工対象物の素材、大きさ、形状、加工目的によって使い分けています。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『まとめ』
ブラストの研磨材は噴射か投射が出来れば、何でも構いません。
素材、形状、サイズなど種類の異なる研磨材が多く流通しています。
研磨材で重要とされるのは「素材」「形状」「サイズ」「硬度」「比重」「粉砕性」の6つの項目。
研磨材を使い分ける事で加工可能な素材・仕上がり・効果が大きく変わってくるため、加工対象物に最適な研磨材を選定する事が重要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
塗装寿命に影響する原因は下地処理によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ショットとグリット|研磨材の形状について】
ブラスト処理に使用される研磨材(研削材)には様々な形状があり、その形状によって加工効果と仕上がりは大きく変化します。
研磨材で一般的に広く流通している形状は大きく分けて3種類です。
球状・ラウンドカット
円柱状・ワイヤーカット
多角形状・鋭角状
研削材の3つの形状とその加工効果について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストの研磨材について』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798
『ブラスト研磨材の形状について』
冒頭でも紹介しましたが、研磨剤の形状は大きく分けて3種類となります。
①球状・ラウンドカット
球状またはラウンドカットと呼ばれる円柱状・多角形状のエッジを削り球状に近づけた形状です。
「ショット」、「ビーズ」、「ラウンドカット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールショット、ステンレスビーズ
②円柱状・ワイヤーカット
線材(ワイヤー)を細かく切断する事で円柱の形状をしています。
「ワイヤーカット」、「カットワイヤー」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールカットワイヤー、ステンレスカットワイヤー
③多角形状・鋭角状
鋭角の多い多角形で尖っている角が多くある形状です。
「グリット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールグリット、ステンレスグリット
意外と勘違いされる事が多い
ショットとグリットの違いは材質・加工方法ではなく、形状の違いとなります。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
『ショット、グリット、ワイヤーカット|形状による加工効果の違い』
球状・ラウンドカット / 円柱状・ワイヤーカット / 多角形状・鋭角状
研磨材の形状が異なる事で加工後の仕上がり、加工効果、損傷度は大きく異なります。
①球状・ラウンドカット
球状であるため、被加工物への損傷を抑えた加工が可能です。
表面を叩くように加工する事で丸い打痕を形成します。
微細な凹凸を形成する事での梨地加工、バリ取り、残留応力の除去が可能なショットピーニングといった加工効果を目的として使用されることが多くあります。
②円柱状・ワイヤーカット
円柱状で円形部と切断面のエッジ部があるので、被加工物は球状と多角形状の中間の損傷程度となります。
切断面のエッジを活かし鋭角ではありませんが、表面を粗面化させることが可能です。
切削力が高い訳ではなので、バリ取りを目的として使用されることが多いです。
③多角形状・鋭角状
不規則で鋭角の多い形状なので、強力な研削力があり被加工物の表面へランダムな凹凸を形成するため損傷程度は大きいです。
塗装や接着剤などの密着を大きく向上させる最適なアンカーパターンを形成します。
塗装前の素地調整(下地処理)、古くなった塗膜や樹脂の除去、錆落としなどを目的として使用されることが多くあります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
『まとめ』
ブラストの研磨材は金属製・非金属製・樹脂製・ガラス製・植物の種など数えきれない程の多くの素材が利用されています。
その研磨材の形状は大きく分けて3種類
①球状・ラウンドカット
②円柱状・ワイヤーカット
③多角形状・鋭角状
形状が異なるだけで加工後の仕上がり、加工効果、損傷度は大きく異なります。
被加工物・加工目的に合わせた研磨材の形状を選定する事が重要です。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
製造業において重要な表面処理技術である「ブラスト加工」
この加工方法の成否を決める重要な要素が「研磨材(メディア)」の選択です。
本記事ではブラスト加工の専門企業として50年以上の実績を持つ原田鉄工が、研磨材の種類や特徴・選定方法について詳しく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工における研磨材とは』
ブラスト加工とは、様々な粒子(研磨材)を高速で対象物に噴射・投射することで表面を加工する表面処理技術です。
この加工に使用される粒子のことを「研磨材」「研削材」「メディア」などと呼びます。
研磨材の選択は加工品質を左右する重要な要素であり、対象物の材質や目的に応じて最適な研磨材を選定する必要があります。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『代表的な研磨材の11種類と特徴』
1. 鉄鋼系研磨材(スチールグリット等)
特徴
・最も一般的で研削力が高い
用途
・鋼材の塗装前処理
・厚い塗膜の除去
・大型構造物の表面処理
メリット
・耐久性が高く、コストパフォーマンスに優れる
・サイズ・形状が豊富で仕上がりの調整が容易
・粉塵の発生が少なく作業効率が良い
2. セラミック系研磨材(炭化ケイ素等)
特徴
・最高レベルの硬度を持つ
用途
・高精度な表面処理
・精密部品の加工
・硬質材料の加工
メリット
・サイズが豊富で繊細な加工が可能
・高脆材の加工に適する
・微細な表面処理が実現可能
3. アルミナ系研磨材(褐色アルミナ等)
特徴
・高い研削力と安定した品質
用途
・多様な素材の表面処理
・塗装剥離
・表面の粗面化
メリット
・幅広い素材に対応可能
・安定した加工品質が得られる
・耐久性が高い
4. ガラス系研磨材(ガラスビーズ等)
特徴
・軽量で素材への損傷が少ない
用途
・アルミ製品の仕上げ
・精密部品のバリ取り
・樹脂製品の表面処理
メリット
・クリーンな作業環境を維持できる
・均一な表面仕上げが可能
・幅広い素材に使用可能
5. 砂系研磨材(珪砂等)
特徴
・高い研削力と経済性
用途
・塗装の下地処理
・塗装剥離
・表面の粗面化
メリット
・コストパフォーマンスが良い
・安定した供給が可能
・取り扱いが容易
6. ステンレス系研磨材(ステンレスビーズ等)
特徴
・高い研削力と耐食性
用途
・アルミ製品の加工
・ステンレス製品のバリ取り
・金属製品の洗浄
メリット
・もらい錆の心配が少ない
・表面粗さの調整が容易
・リサイクル使用が可能
7. アルミ系研磨材(アルミワイヤー等)
特徴
・低硬度で素材損傷を抑制
用途
・アルミダイカスト製品の加工
・軽金属製品のバリ取り
・表面洗浄
メリット
・素材への負担が少ない
・クリーンな仕上がり
・アルミ製品に最適
8. 亜鉛系研磨材(ジンクショット等)
特徴
・アルミに近い硬度特性
用途
・アルミダイカスト製品の加工
・塗装剥離
・軽金属の表面処理
メリット
・損傷を抑えた加工が可能
・均一な表面処理
・リサイクル性が高い
9. 銅系研磨材(銅スラグ等)
特徴
・低硬度だが高比重
用途
・塗装剥離
・表面洗浄
・軽度な研削加工
メリット
・素材への損傷が少ない
・効率的な塗装剥離が可能
・安定した加工品質
10. 樹脂系研磨材(ナイロンビーズ等)
特徴
・最も柔らかい研磨材の一つ
用途
・樹脂製品のバリ取り
・軟質金属の表面処理
・デリケートな部品の加工
メリット
・素材へのダメージが極めて少ない
・クリーンな作業環境
・精密部品に適する
11. 植物系研磨材(クルミの殻等)
特徴
・自然由来の低硬度材
用途
・軽度なバリ取り
・樹脂製品の表面処理
・環境配慮が必要な加工
メリット
・環境負荷が少ない
・素材への損傷を最小限に抑制
・廃棄が容易
『研磨材選定の重要ポイント』
1. 素材との適合性
加工対象物の材質に応じた研磨材の選定が不可欠です。
例)
・鋼材→スチールグリット
・アルミニウム→ガラスビーズ
・ステンレス→セラミック系
加工対象物の材質と適合していない研磨材で施工をした場合には「もらい錆」などの不良が発生する可能性があります。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
2. 加工目的との整合性
目的に応じた最適な研磨材を選択することで、理想的な仕上がりを実現できます。
・塗装下地処理→多角形状の研磨材
・表面仕上げ→球状の研磨材
・バリ取り→硬度の低い研磨材
加工目的にそぐわない研磨材を使用した場合、必要以上に表面を研削する可能性や研削力が低すぎるため長時間の加工が必要となる可能性があります。
【ショットとグリット|研磨材の形状について】
https://ja.nc-net.or.jp/company/98405/product/detail/241118
3. コストパフォーマンス
研磨材の寿命や作業効率を考慮した総合的な判断が重要です。
・初期コスト
・耐久性
・作業効率
・メンテナンス頻度
『原田鉄工のブラスト加工設備』
当社では最新鋭の大型ブラスト設備(幅7m×奥行10m×高さ3.5m)を完備し、以下の研磨材を使用した高品質な加工を提供しています。
1. スチールグリット
・塗装下地処理に最適なアンカーパターンを形成
・大型製品にも対応可能な優れた作業効率
・塗膜や錆を残さず除去する強力な研削性能
・優れた粉塵抑制効果
2. ネオブラスト(フェロニッケルスラグ)
・塗装下地処理に最適なアンカーパターンを形成
・ステンレスやアルミなどほぼ全ての素材に対応可能
・安定した加工品質
・環境負荷の低減
3. ガラスビーズ
・ステンレスやアルミなどほぼ全ての素材に対応可能
・素材へのダメージを最小限に抑制できるので精密な加工が可能
・梨地と呼ばれる光沢を抑えた高級感のある仕上がり
・クリーンな作業環境
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
『お問い合わせ・ご相談』
ブラスト加工でお困りの方は、ぜひ原田鉄工にご相談ください。50年以上の実績を持つ専門家が、最適な加工方法をご提案いたします。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製品サンプル、テスト加工も承っております
まずは小ロットからのご相談も可能です。お気軽にお問い合わせください。
【金属の錆だけ除去】
金属の錆や汚れは製品寿命を縮めるだけではなく、品質・安全性・生産効率などに大きな影響を与えます。
原田鉄工では「錆」「油分」「汚れ」といった付着物をブラスト加工による物理的な除去のみではなく、特殊薬品を使用した科学的な除去も可能です。
特殊薬品を使用した場合では金属表面を傷つける事なく、錆や油分、汚れを除去します。
機械精度が必要な製品、強度の低い製品、小型量産品などは特殊薬品を使用した除去方法が効果的です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『金属の錆が引き起こす問題』
金属表面に発生する錆(サビ)は美観が損なわれるだけの問題ではありません。
錆は金属内部まで腐食させ、強度低下や機能不全を引き起こす原因となります。
その結果「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性があります。
錆が発生した早期段階で「錆の除去」と「錆を防ぐ処理」を適切に行う事で、製品寿命の延長・安全性の確保・トータルコストの削減が可能となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『金属の油分・汚れが引き起こす問題』
金属に付着した油分や汚れはコーテイングを行う際、大きな妨げとなります。
金属の加工を行う際に付着する油分や汚れは確実に除去しておかなければ、塗装やメッキ・樹脂などがキチンと密着する事が出来ず早期剥離の原因となります。
塗装やメッキといった防錆処理が剥離してしまうと、その部分は空気・雨風や紫外線に直接晒される事となるため簡単に錆が発生してしまいます。
そのため油分・汚れを除去する「素地調整(下地処理)」は塗装工程で最も重要とされています。
『金属の錆・油分・汚れを除去する方法』
金属に付着した錆を落とすには大きく2つの方法があります。
①物理的な加工による錆除去
サンドペーパーや研磨材などを使用し、表面を研磨・切削する事で錆を除去する方法です。
②科学的な加工による錆除去
特殊薬品を使用し錆と化学反応を起こす事で表面を傷つけることなく除去する方法です。
原田鉄工ではブラスト加工による物理的な方法と特殊薬品による科学的な方法
どちらの方法でも錆除去する事が可能です。
『ブラスト加工による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐頑固な錆や分厚い塗装・樹脂などの付着物も除去可能
‐重量物・大型品などでも加工可能
‐金属表面を粗面化させる事で塗装・メッキといったコーテイングの密着性向上、剥離防止
デメリット
‐表面を研削するため、傷付く
‐強度の低い製品は変形・破損の可能性
‐小型量産品はコスト的に割高となる
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『特殊薬品による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐表面を傷つける事がない
‐強度の低い製品でも対応可能
‐小型量産品を低コストで対応可能
デメリット
‐除去しきれない可能性がある
‐大型品は形状によって対応できない場合がある
‐除去するために時間を要する
『まとめ』
金属に発生、付着した錆・油分・汚れなどは強度低下や機能不全を引き起こす原因。
「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性がある。
早期段階で適切に除去及び防錆処理を行う事でトータルコストを大きく削減できる。
金属表面の錆・油分・汚れを除去する方法は2種類
・ブラスト加工など表面を研磨する物理的な除去方法
・特殊薬品を使用し表面を傷つけない科学的な除去方法
どちらの方法もメリットとデメリットがありますので、製品・目的に適した除去方法を選定する必要があります。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属の錆だけを除去する特殊薬品処理|原田鉄工の表面処理技術】
金属製品の錆や汚れに関する問題でお困りではありませんか?
原田鉄工では金属表面を傷つけることなく錆や汚れを除去する事も可能です。
『目次』
1. 金属の錆除去における革新的アプローチ
2. 金属の錆が引き起こす重大な問題
3. 錆・油分・汚れの除去方法
4. 特殊薬品による処理の優位性
5. 原田鉄工の技術力と設備
6. まとめ
1. 金属の錆除去における革新的アプローチ
金属製品の錆や汚れは、見た目の問題だけではありません。
製品の寿命を大きく縮め、品質や安全性に重大な影響を及ぼす深刻な問題です。
特に工場設備や建築資材において、この問題は事業継続に関わる重要な課題となっています。
原田鉄工では従来のブラスト加工による物理的除去に加え、特殊薬品を用いた革新的な化学的除去技術を提供しています。
この特殊薬品処理は以下のような優れた効果を発揮します。
『錆の完全除去』
特殊薬品が錆と選択的に反応し、健全な金属部分を傷つけることなく錆のみを除去します。
『油分の分解除去』
特殊な界面活性剤の働きにより、頑固な油分も効果的に分解・除去します。
『付着汚れの洗浄』
環境に配慮した洗浄剤により、様々な汚れを安全に除去します。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【金属塗装のやり方!失敗する原因とは?】
https://www.nc-net.or.jp/company/98405/product/detail/230399/
2. 金属の錆が引き起こす重大な問題
『構造的な影響』
金属の錆は表面から内部へと徐々に浸食していきます。
この過程で金属の結晶構造が変化し、強度が著しく低下します。
特に応力が集中する部分で錆が発生すると、突然の破断や機能不全を引き起こす可能性があります。
例えば建築用鉄骨では、錆による断面欠損が進行すると建物の安全性に重大な影響を及ぼします。
また機械部品では、わずかな錆でも精密な動作に支障をきたす可能性があります。
一般的に錆による強度低下は以下のような段階で進行します。
①表面錆の発生(強度低下:5-10%)
②錆の内部浸食(強度低下:20-30%)
③断面欠損の進行(強度低下:40%以上)
『経営面での影響』
錆の進行は、予期せぬコスト増大を招きます。
定期的なメンテナンス頻度が増加し最悪の場合、設備の全面的な交換が必要となることもあります。
適切な防錆処理を行わなかった場合、製品の寿命が最大60%も短縮されるケースが確認されています。
これは企業の資産管理において非常に重要な問題となります。
メンテナンスコストの増加要因
・定期点検・修繕の頻度増加
・部品交換の早期化
・予期せぬ緊急修理
・生産ライン停止による機会損失
『生産への影響』
製造ラインにおける設備の錆は、連鎖的な問題を引き起こします。
①生産ラインの突然の停止
・機械の突発的故障
・緊急修理による計画外の停止
・生産スケジュールの乱れ
②製品精度の低下
・加工精度の悪化
・寸法誤差の増大
・表面品質の劣化
③品質管理コストの増加
・検査工程の強化必要性
・不良品発生率の上昇
・再加工による工数増加
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
3. 錆・油分・汚れの除去方法
『ブラスト加工による物理的除去』
ブラスト加工は、高速で噴射される研磨材により物理的に表面を処理する方法です。
この方法は分厚い錆や頑固な付着物の除去に効果的です。
当社の大型ブラスト設備では最大幅7m×奥行10m×高さ3.5mまでの製品を処理可能です。
処理時の粉塵を完全に管理する環境対策設備も備えており、作業環境と製品品質の両方を確保しています。
「効果と適用」
特に以下のような場合に高い効果を発揮します。
・高い耐久性が必要とされる製品
・厚い塗装や錆の除去が必要な製品
・新規塗装前や劣化した製品の下地処理
精密部品や薄板製品では変形や損傷のリスクがあるため、別の方法を検討する必要があります。
『特殊薬品による化学的除去』
特殊薬品による処理は、金属表面を損傷することなく選択的に錆を除去します。
そのため、これまで処理が困難だった精密機器や薄板製品の錆除去が可能となりました。
「効果と適用」
特に以下のような場合に高い効果を発揮します。
・高い精度を有する製品
・強度の低い製品
・小型量産品は低コスト
大型製品や分厚い塗装や錆の除去などは対応できない場合があります。
また表面を粗面化する訳ではないので、塗装などのコーティング前処理としてはブラスト加工の方が優れています。
4. 特殊薬品による処理の優位性
『表面品質の維持』
特殊薬品処理の最大の特徴は、金属本来の表面性状を完全に保持できる点です。
以下のような利点が得られます。
①寸法精度の維持
・公差範囲内での処理が可能
・精密部品への適用可能
②表面粗さの制御
・既存の表面仕上げを維持
・均一な処理面の実現
③微細加工面の保護
・ミクロン単位の加工面保護
・機能性表面の保持
『幅広い適用範囲』
特殊薬品処理は、様々な産業分野で活用されています。
①精密機械部品
・ベアリング類
・歯車
・軸受け部品
②医療機器関連
・手術器具
・インプラント部品
・検査装置部品
③電子部品
・端子類
・コネクタ
・基板実装部品
④航空宇宙部品
・機体部品
・エンジン部品
・制御機器
5. 原田鉄工の技術力と設備
『最新の処理設備』
①大型ブラスト設備
・対応寸法:幅7m×奥行10m×高さ3.5m
・対応重量:10t
・環境対策設備完備
上記以外の寸法・重量でも対応可能な場合がありますので、ご相談ください。
②特殊薬品処理設備
・各種処理槽
・濃度管理
・排水処理設備
③大型塗装設備
・完全屋内塗装工場:延床面積660㎡
・エアーレス塗装機4台
・鉄・非鉄対応膜厚計
『品質管理体制』
①管理システム
・社内一貫施工による品質の安定
・各工程での品質検査実施
・各種検査表・工程写真による管理
②技術者教育
・定期的な技術研修
・資格取得支援
・選任の検査員による品質安定化
【広島で塗装の事なら「原田鉄工」にお任せください】
https://www.nc-net.or.jp/company/98405/product/detail/202624/
6. まとめ
『錆処理の重要性』
金属製品における錆や汚れの問題は、単なる美観の問題ではありません。
適切な処理を怠ると以下のような深刻な問題を引き起こします。
・製品寿命の大幅な短縮
・安全性への重大な影響
・予期せぬコスト増大
・生産効率の低下
『原田鉄工の解決策』
当社では80年の実績に基づき、お客様のニーズに応じた最適な処理方法を提供しています。
①特殊薬品による処理
・表面を傷つけない安全な処理
・精密部品にも対応可能
・低コストでの処理
②大型ブラスト設備による処理
・大型構造物に対応
・強力な錆除去能力
・粗面化させる事でコーティングの剥離防止
『導入のメリット』
当社の表面処理技術を導入することで、以下のような効果が期待できます。
①コスト面
・トータルコストの大幅な削減
・製品寿命の1.5〜2倍延長
・設備投資の最適化
②品質面
・製品の信頼性向上
・精密な加工精度の維持
・安定した品質の確保
③生産性
・不良品発生率の低減
・生産計画の安定化
・安定的な製品供給の実現
『今後の展望』
金属製品の長寿命化と維持管理の効率化は、持続可能な社会の実現に向けた重要な課題です。
原田鉄工は最新の技術開発と環境配慮を両立させながら、お客様の課題解決に貢献してまいります。
金属製品の錆や汚れでお困りの方は、まずは気軽にご相談ください。
経験豊富な技術者がお客様の状況を詳しくお伺いし、最適な解決策をご提案いたします。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト後の表面粗さ「Ra」「Rz」「RzJIS」について】
ブラスト加工は研削材を高速でぶつける事により表面を研削し、不純物を除去しながら表面を粗面化する加工方法です。
「ブラスト加工後の表面の粗さについて」「表面粗さとは?」「表面粗さの測定方法」「代表的な表面粗さのパラメーターであるRa/Rz/RzJIS」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『そもそも表面粗さって何?』
表面粗さとは物体表面の細かい凹凸の程度を評価する指標です。
表面粗さの大きい表面はザラザラしており、逆に小さい表面はツルツルしています。
見た目や肌触りなどで何となく表面粗さは分かりますが、この表面粗さは見た目や質感だけでなく、機能や特性にも作用する重要な要素です。
そのため検査を行い、数値化する事で品質が一定水準に保たれるようにした製品が多くあります。
表面粗さの数値によって変化する機能や特性は以下のようなものがあります。
[接触部や接合部など]
・表面粗さが大きい場合は摩擦抵抗が大きくなる。
・表面粗さが小さい場合は気密性、密着性などが高くなる。
[塗装]
・塗料のぬれ性や厚み、密着性などに影響を与えます。
上記の理由より年々表面粗さはその重要性を高めており、表面の凹凸を数値管理する必要性が求められています。
またこの表面粗さは面粗度と呼ばれることもあり、JISやISOにて規格化されています。
『表面粗さの測定方法』
表面粗さの測定方法は大きく「接触式」と「非接触式」の2種類になります。
[接触式]
現在最も主流となっている方法です。
ダイヤモンド製の尖った触針で表面をなぞる事で凹凸数値を読み取る仕組みです。
なぞった狭い範囲しか測定できないので、測定範囲によって結果にバラつきが多くあるデメリットがあります。
[非接触式]
レーザーなどの光を用いて表面の凹凸数値を細かく読み取る仕組みです。
凄い機械だと3次元で正確に広い範囲を測定する事ができるそうです。
内径や影になる部分が測定できない事と設備が非常に高価というデメリットがあります。
『代表的な表面粗さのパラメーター』
表面粗さを表すパラメーターには算出方法が異なる多くの種類が存在します。
代表的に広く使用されている3つのパラメーターについて紹介します。
①算術平均粗さ[Ra]
機械加工などの表面粗さを評価する際に多く使用されるパラメーターです。
中心線より上にある凸部分の面積と、下にある凹部分の面積を足して測定した長さで割った数値となります。
簡単に言えば、表面の凹凸の平均値となります。
平均化されているため部分的にできた大きなキズなどの影響を受けにくく、表面粗さを評価する上で安定した結果を得やすいパラメーターです。
②最大高さ粗さ[Rz]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで最も高い凸[Rq]の数値と、最も低い凹[Rv]の数値の合計となります。
こちらは比較的分かりやすいと思いますが、単純に最高点と最低点の距離です。
部分的にできた大きなキズの影響を大きく受けてしまうので、Raと合わせて評価する場合があります。
旧規格の場合では[Ry]や[Rmax]といった表記になっています。
③10点平均粗さ[RzJIS]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで1番高い凸から5番目までの平均値、1番低い凹から5番目までの平均値これらの合計値となります。
[Rz]より1~5番目までを平均化しているので、安定した結果を得やすいパラメーターです。
しかしISO(国際標準化機構)より除外されてしまいましたが、国内では広く普及していたためJIS(日本産業規格)のみで定義されています。
JIS'94の古い規格では[Rz]と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『ブラスト後の表面粗さについて』
表面粗さの測定は一般的にコンマ数µm~数十µmの表面の微細な凹凸を測定します。
1μm(マイクロメートル)=0.001mmです。
非接触式については測定の実績が無いので詳しくは不明ですが接触式の場合、物凄く細かくデータを取るため基本的に測定する範囲はかなり狭く20mm程度です。
なので測定する位置を数cm変えるだけで結果の数値も大きく変わってしまいます。
原田鉄工で実際ブラスト加工した場合の表面粗さの目安を紹介します。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
原田鉄工の場合はグリットブラストもサンドブラストでも同じような表面粗さとなります。
またブラスト加工後の表面粗さは「加工対象物の素材・硬度」「研削材の素材・形状」「エアー圧力」「加工時間」によっても大きく変化します。
試作と測定が必要とはなりますが、おおよそなら調整が可能ですので特定の表面粗さが必要な場合でもお気軽にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【鋼構造物の長寿命化を実現する「ブラスト×重防食塗装」の専門メーカー|原田鉄工株式会社】
「過酷な環境下でも錆びない塗装を依頼したい」
「大型製缶品の素地調整から塗装まで一括で任せられる業者を探している」
「ライフサイクルコストを低減したい」。
このような課題を抱える設計・開発・製造担当者様にとって、塗装の品質は製品の信頼性を左右する生命線です。
広島県広島市に拠点を置く原田鉄工株式会社は、中国地方最大級のブラスト設備と広大な塗装工場を完備し、設計から加工、表面処理、組立までの一貫体制を誇る「金属防錆のスペシャリスト」です。
本記事では、原田鉄工が提供する最高品質のブラスト・塗装サービスの全貌と、他社には真似できない独自の強みを詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
■ 塗装の寿命を決定づける「素地調整(ブラスト)」の重要性
塗装の寿命を決定づける要因は、塗料の性能だけではありません。
実は「塗装前の下地処理(素地調整)」が品質の8割を決定すると言われています。
どれほど高級な塗料を塗布しても、下地に錆やミルスケール(黒皮)、汚れが残っていれば数年で剥離や発錆が発生してしまいます。
原田鉄工ではこの素地調整において国内最高レベルの「ブラスト加工」を採用しています。
ブラスト加工とは、研磨材を高速で金属表面に衝突させる技術です。
これにより、目に見えない微細な凹凸(粗面)を形成します。
この凹凸に塗料が食い込むことで「アンカー効果」が生まれ、塗膜の密着性が飛躍的に向上します。
原田鉄工では用途や材質に合わせて最適なブラスト手法を選択可能です。
・グリットブラスト
特殊鋼製の鋭角な粒子を使用。
強力な研掃力で頑固な錆や旧塗膜、メッキ層までも完全に除去し、強固な下地を作ります。
・サンドブラスト
非金属系の研磨材(フェロニッケルスラグ等)を使用。
ステンレスやアルミなど、鉄分を嫌う素材の加工に最適です。
■ 過酷な環境に耐える「重防食塗装」の技術力
原田鉄工の強みはブラストによって「完璧な下地」を作った直後に、専用の屋内塗装工場で防錆処理を行える点にあります。
金属はブラスト直後から酸化が始まるため、このスピード感が品質を左右します。
重防食塗装とは海岸付近や海上、化学プラントなど、腐食リスクが極めて高い環境で使用される鋼構造物のための特殊な塗装仕様です。
重防食塗装によって長期間のメンテナンスフリー、メンテナンス周期の延長、製品の長寿命化、トータルコスト削減など様々なメリットが見込まれ、世界中で広く使用されています。
原田鉄工は長年にわたり、橋梁、船舶部品、大型プラント設備などの重防食塗装を手掛けてきた豊富な実績があります。
塗装の品質は施工時の湿度や温度に大きく左右されますが、原田鉄工では650平方メートルを超える広大な屋内塗装スペースを複数確保しており、天候に左右されず安定した施工が可能です。
最新の電子膜厚計や環境測定器を用い、指定された膜厚が均一に確保されているかを厳密に検査。
工程ごとに詳細な写真管理を行い、信頼性の高いエビデンスを提供します。
■ 国内最大級の設備が実現する「大型製缶・一貫生産」
多くの塗装業者が抱える課題が「サイズ制限」です。
しかし、原田鉄工は違います。
当社は中国地方最大級のブラスト室を保有しており、10メートルを超える大型クレーンガーダーや搬送装置、複雑な形状の大型タンクなども、分解することなくそのままブラスト・塗装が可能です。
また、原田鉄工は単なる塗装業者ではありません。
「製造部」と「防錆部」を併せ持つ「メーカー」としての顔を持っています。
これにより、以下の「ワンストップサービス」を実現しています。
設計・図面作成:3D CADを駆使した最適な設計提案。
材料調達・製缶加工:高度な溶接技術による大型構造物の製作。
ブラスト・塗装:社内設備による最高水準の表面処理及び塗装。
組立・試運転:塗装後の部品を組み上げ、最終動作確認まで実施。
この一貫体制により、業者間を往復する運搬コストの削減、中間マージンのカット、そして納期短縮が可能となります。
また、全工程を一社で完結させることで責任の所在が明確になり、お客様の管理工数を大幅に削減します。
■ ライフサイクルコスト(LCC)を低減する原田鉄工の付加価値
初期費用(イニシャルコスト)の安さだけで業者を選んでいませんか?
粗悪な下地処理による塗装は、数年後の修繕費用(メンテナンスコスト)を増大させます。
「ブラスト×重防食塗装」を施した製品の耐久年数は、環境によっては40年以上と言われています。
塗り替え周期を長く保つことは単なるコスト削減だけでなく、資源の節約や廃棄物の低減など、SDGs(持続可能な開発目標)の観点からも極めて重要です。
またブラスト技術は防錆目的だけでなく、意匠性を高める手段としても活用されます。
金属本来の質感を引き出す「梨地仕上げ」は、建築金物やモニュメントにおいて、高級感のある外観と指紋が目立ちにくい機能性を同時に実現します。
■ あらゆる業界のニーズに応える対応範囲
原田鉄工の技術は、多種多様な分野で活用されています。
「産業機械・搬送設備」
工場内の大型ラインやクレーン、産業機械部品、架台。
「プラント・インフラ」
薬品タンク、配管、橋梁部材。
「建築・建材」
鋼製階段、手すり、外装パネル(ステンレス・アルミ対応)。
「リサイクル・修繕」
錆びた旧製品の塗装剥離と再塗装による新品同様に再生。
■ よくあるご質問
Q.1点ものや小ロットでも対応可能ですか?
A.はい、もちろんです。試作品や個人様からのご依頼、または多量生産品のスポット対応まで柔軟に承ります。
Q.ステンレスやアルミの塗装剥離はできますか?
A.可能です。サンドブラストを使用することでもらい錆などの心配なく旧塗膜のみを除去し、再塗装の下地を作ることができます。
Q.遠方からの依頼でも大丈夫ですか?
A.広島県内はもちろん、全国のお客様からご相談をいただいております。大型車両の出入りが容易な立地ですので、物流面でのご相談もお気軽にどうぞ。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
■ まとめ
塗装・ブラストの業者選びで迷ったら、原田鉄工へ
原田鉄工株式会社は、創業以来培ってきた製缶・溶接のノウハウと、最高水準の表面処理設備を融合させ、お客様の「形にしたい」という想いに応えてきました。
「塗装が剥がれて困っている」「大型品の処理ができる業者が見つからない」「一括発注で管理の手間を減らしたい」とお考えの担当者様。
ぜひ一度、原田鉄工の技術力をお確かめください。
専門の技術スタッフが、最適な仕様提案と見積もりを迅速に回答いたします。
【会社情報】
原田鉄工株式会社
所在地:広島県広島市西区観音新町3丁目10-11
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
対応業務:ブラスト加工(グリット・サンド)、重防食塗装、製缶加工、機械設計・組立
【ブラスト処理業者選びの決定版】種類・規格から信頼できる業者の見極め方まで解説
「ブラスト処理を依頼したいが、どの業者を選べばいいかわからない」「処理方法や規格が複雑で判断できない」とお悩みではありませんか?
ブラスト処理は、塗装の寿命を左右する「素地調整(下地処理)」において最も重要な工程です。
適切な処理を行わないと、どんなに高級な塗料を塗っても数年で剥がれてしまうリスクがあります。
本記事では、ブラスト処理の基礎知識から、プロが教える「信頼できる業者の選び方」まで詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
1. ブラスト処理とは?なぜ業者選びが重要なのか
ブラスト処理とは、金属などの表面に「研磨材(メディア)」と呼ばれる微細な粒子を高速で衝突させ、表面の錆や古い塗膜を除去し、細かな凹凸(アンカー)を作る技術です。
ブラスト処理の3大効果
①徹底除去:錆や酸化被膜(黒皮)、汚れを完全に取り除き、金属素地を露出させます。
②アンカー効果:表面に微細な凹凸を作ることで、塗料の密着性を飛躍的に高めます。
③表面改善:金属を叩くことで疲労強度や耐摩耗性を高める効果(ショットピーニング等)があります。
塗装寿命の約50%は、この「素地調整」の品質で決まると言われています。
そのため確かな技術と設備を持つブラスト業者の選定が、製品の長寿命化に直結するのです。
2. ブラスト処理の種類と工法(業者への依頼時に役立つ知識)
ブラスト処理には、用途に合わせていくつかの加工方式があります。
業者がどのような設備を持っているか確認しましょう。
・エアーブラスト(乾式):圧縮空気で噴射する方式。複雑な形状や大型製缶品に適しており、汎用性が高い。
・ショットブラスト(機械式):羽根車の遠心力で投射。大面積や大量生産に向くが、複雑な形状には不向き。
・ウェットブラスト(湿式):水と研磨材を混合。粉塵が少なく、精密な微細加工に適している。
・バキュームブラスト(吸引式):噴射と同時に回収。屋外や現場施工で粉塵を抑えたい場合に有効。
3. 「ケレン」と「ブラスト規格」の違いを正しく理解する
業者と仕様を打ち合わせる際、「1種ケレン」や「ISO/SSPC規格」といった用語が頻出します。
ケレン区分(国内の通称)
・1種ケレン:ブラスト処理による最高グレードの素地調整。除去率95%〜99%以上。
・2種・3種ケレン:電動工具や手工具による処理。ブラストに比べると耐久性は落ちます。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
国際的なブラスト規格
プロの現場では、以下の規格が使われます。
・ISO規格(Sa3, Sa2.5など):世界的に広く使われる品質基準。
・SSPC規格(SP5, SP10など):アメリカ発祥の重防食塗装に特化した規格。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
「Sa2.5(除錆度95%以上)」といった具体的な規格を指定できる業者は、品質管理が徹底している証拠です。
4. 失敗しないブラスト処理業者の選び方
「ブラスト処理 業者」と検索して出てくる多くの会社から、どこを選ぶべきか。
以下の3つのチェックポイントを参考にしてください。
① 大型設備と対応サイズ
大型のタンクや複雑な形状の構造物を処理できる「大型ブラスト」を完備しているか。
また、エアーブラストなどの汎用性の高い設備があるかを確認しましょう。
② ブラストから塗装までの一括施工
ブラスト処理後の金属は非常に活性化しており、短時間内での防錆処理が必須となります。
「ブラスト後、4時間以内にプライマー塗装が可能」な、一括施工体制を持つ業者が理想的です。
③ 品質証明と実績
重防食(橋梁や船舶など、過酷な環境に耐える塗装)の実績があるか。
目視だけでなく、膜厚管理や検査体制が整っているかを確認しましょう。
5. 広島でブラスト処理・重防食塗装なら「原田鉄工」へ
原田鉄工株式会社は、創業80年の歴史を持つブラスト・塗装の専門業者です。
・国内最大級の大型ブラスト設備:2基の大型設備を所有し、大型製缶品や複雑な形状にも対応。
・一括管理のスピード施工:ブラストから塗装、検査までを同一工場内で行うため、最高品質な仕上げを実現。
・重防食のプロフェッショナル:海上・海中といった過酷な環境で使用される製品の防錆において、圧倒的な実績があります。
「ブラスト処理の費用が知りたい」「この部材に最適な規格は?」といったご相談も無料で承っております。
まとめ:ブラスト処理は「信頼の技術」が価値を決める
ブラスト処理は、塗装してしまえば中が見えなくなる工程です。
だからこそ、誠実に規格を守り、確かな設備で施工する業者選びが重要です。
製品の長寿命化とトータルコスト削減のために、ぜひ一度プロのブラスト業者にご相談ください。
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

アルミ A5052 半導体製造装置部品 切削加工
【主要製品】
半導体・液晶製造装置部品、介護・福祉機器部品、産業機械部品、船舶関連等々。
【対応材質】
アルミ・SUS・鉄類・鋳物、一部の難削材に対応出来ます。
2023年 ワーク着脱ロボット導入
夜間無人の24時間生産
2024年 3次元測定機導入予定
製品事例・設備一覧・企業情報は↓こちら↓から自由にダウンロードできます。
https://www.nc-net.or.jp/company/104339/dl/catalog/190348
インスタ↓↓↓
http://www.instagram.com/minwa_tec/
MINWA TEC株式会社
https://minwatec.jp/
〒721-0961 広島県福山市明神町2丁目16-2
tel:084-931-0003
担当林内までお気軽にお電話ください。

【半導体製造装置・精密機械部品への無電解ニッケルめっき】
1,500mm×1,600mm×深さ1,700mm無電解ニッケルめっき槽で長尺・角物部品の一体加工を実現
ワールド工業株式会社の確かな技術力
─────────────────────────────────────────
★ 経済誌でも注目!半導体製造装置向け無電解ニッケルめっき技術 ★
福山市に拠点を構えるワールド工業株式会社が、業界の常識を覆す革新技術で注目を集めています。経済専門誌「経済リポートWEB版8月1日号」(https://keizai.info/special-feature/150903)にて、「硬質クロム3mm厚付けを実現 独自の筆めっきで出張修理請負う」として大きく取り上げられた当社は、1,500mm×1,600mm×深さ1,700mm処理槽による無電解ニッケルめっきでも、まさにものづくりの世界での技術革新を続けています。
【創業から積み重ねた32年の実績と信頼】
► 1992年創業以来のクロムめっき専業メーカーとしての確かな歩み
1992年、クロムめっき加工専業メーカーとして創業。主に大手製鉄会社や造船会社などからの受注に応えるべく研鑽を積み、日本の基幹産業を支える企業様からの厳しい要求にお応えしてきた実績こそが、当社の技術力の証明です。お客様の「困った」に全力で応える。それが私たちの使命だと考えています。
【◎ 当社だけの『オンリーワン技術』】
★☆ 硬質クロム3mm厚付け技術 ☆★
➤ 従来の限界を突破した驚異の厚付け技術
一般的な硬質クロムめっきは通常0.02mm-0.03mm程度が業界標準でした。しかし、当社は独自の薬液改良により、なんと3mmという驚異的な厚付けを実現。これは文字通り業界初の快挙です。
・ 従来の100倍以上の厚付けを実現
・ 腐食や摩耗が進んだ部品も完全リカバー
・ 加工前の下処理で削りすぎた場合でも対応可能
梅本社長の言葉を借りれば、「弊社の薬液は、短時間で加工できる上、その後の耐久性も既存品と変わらない耐久力を誇る」のです。
【◎ 革命的『筆めっき技術』で現地出張対応】
★☆ 筆めっき30年のベテラン職人による匠の技 ☆★
筆めっき歴30年のベテラン職人による現地での出張クロムめっきは、まさに革命的なサービスです。
〈従来の常識〉
・ 部品を工場に持ち込む必要がある
・ 大型機械は分解が必要
・ 長期間の機械停止は避けられない
・ 運搬費用も大きな負担に
〈ワールド工業の筆めっき〉
・ 現地でその場で修理対応
・ 機械を分解する必要なし
・ 短期間での復旧が可能
・ 運搬費用ゼロで大幅コスト削減
従来であれば溶接による肉盛りで応急処置をするか、部品を差し替えなければならないケースでも、当社の技術はほとんどその場での修理でリカバーさせることができます。
【◎ 完全一貫ライン『無電解ニッケルめっき』の技術力】
★☆ 1,500mm×1,600mm×深さ1,700mm 専用処理槽による一貫加工体制 ☆★
► 脱脂から仕上げまで完全一貫ラインで品質保証
当社の無電解ニッケルめっき加工ラインは、各工程に最適化された専用設備を配置した完全一貫体制を構築しています。
〈無電解ニッケルめっき加工ライン設備〉
●脱脂槽 SUS×1槽 1,000㎜×1,600㎜×1,800H
●塩素槽 PVC×1槽 600㎜×1,500㎜×1,800H
●空水洗槽(貯水洗)PP×1槽 600㎜×1,500×1,800H
●無電解ニッケル槽 SUS×1槽 1,500㎜×1,600×1,700H
●その他ラインに必要な設備一式
➤ 正方形に近い処理槽形状による安定加工
当社が導入している無電解ニッケルめっきのめっき槽は正方形に近い形をしているため、主に小型製品の加工を得意としています。小ロットから大型製品、長尺物まで、お客様の多様なニーズにお応えできます。
・ 1,500mm×1,600mmの安定した処理面積
・ 深さ1,700mmによる立体的な部品対応
・ 正方形槽による均一な液流と安定品質
・ 小ロットから量産まで柔軟な対応力
【◎ 無電解ニッケルめっきの圧倒的メリット】
► 従来の電気めっきを超える革新技術
従来の電気を用いる方法とは違い、薬液に浸漬して起きる化学反応で皮膜を形成するめっき加工技術です。無電解ニッケルめっきは一般的に「ニッケルーりん」の薬液を使うことで耐食性、耐摩耗性、耐薬品性、均一電着性などが高い水準で施されます。
〈当社の無電解ニッケルめっきによる5つのメリット〉
●精密性:化学反応でめっき加工するため、めっき膜厚が被めっき体の形状に関係なく、細部まで均一になる。
●膜厚性:めっき皮膜と素地との密着性がクロムめっきよりも強い。
●耐久性:めっき膜がNi-P合金であるため耐食性、耐摩耗性、導電性、耐薬品性などが高い。
●対応力:クロムめっきでは適用不可の樹脂やセラミック等の不導体へのめっきが可能である。
●硬度性:焼き入れの後工程を入れることで硬度が高くなり、硬質クロムめっき並の硬度で扱うこともできる。
➤ 高度な技術が要求される薬液管理
この薬液のりん含有率により性質が変化するため、無電解ニッケルめっきは非常に高い技術が求められる加工処理でもあります。当社では32年間培った技術力で、お客様の要求に応じた最適な薬液管理を実現しています。
➤ 幅広い分野への対応力
特に工業分野でのニーズは強く自動車や飛行機などの精密機器での需要や、導電性の高さを生かして電子部品へのめっき加工にも用いられ、亜鉛やアルマイトなどのめっき処理も含め、お客様のあらゆるニーズにワンストップで対応いたします。
【◎ お客様からの圧倒的な支持】
大手企業様からの継続受注は、当社技術への信頼の証です。特に現地での筆めっき修理については、
「機械を止める時間が最小限で済んで、ほんまに助かった!」
「こんな技術があるなんて知らんかった。もっと早く出会いたかった」
「コストも時間も大幅削減。これはすごい技術じゃ」
といった喜びの声をいただいています。
【★ なぜワールド工業が選ばれるのか ★】
◎ 理由1:《業界唯一》の3mm厚付け技術
部品交換や溶接修理が不要になり、大幅なコスト削減を実現
◎ 理由2:《完全一貫》1,500mm×1,600mm×深さ1,700mm無電解ニッケル処理ライン
脱脂から仕上げまで専用設備による一貫加工で安定品質を保証
◎ 理由3:《革新的》筆めっき出張サービス
現地でその場修理、機械停止時間を最小限に短縮
◎ 理由4:《30年超》の豊富な実績と信頼
大手製鉄・造船会社との長期取引による確かな技術力
◎ 理由5:《独自開発》薬液による高速・高品質加工
短時間で既存品同等の耐久性を実現
◎ 理由6:《ワンストップ》多様なめっき処理対応
無電解ニッケルから硬質クロム、亜鉛、アルマイトまで幅広く対応
【◎ 経営陣からのメッセージ】
梅本恭宏社長(56歳)は、筆めっき加工の周知を図るとともに、今後はさらに多くのめっき加工に手を広げていきたいと意欲をにじませています。
「私たちの使命は、お客様の『困った』を『よかった』に変えることです。これまで不可能だった修理も、当社の技術なら必ず解決策を見つけます。それが32年間積み重ねてきた私たちの自信です」
【◎ こんな精密機械・半導体製造装置部品のお悩みありませんか?】
✔ 複雑形状の精密部品に均一なめっき仕上げが必要
✔ 樹脂やセラミックス等の不導体にもめっき加工したい
✔ 1,200mm以上の部品の精密めっき加工を探している
✔ 電解めっきでは膜厚のバラつきが生じてしまう
✔ クロムめっきよりも密着性の強いめっきが欲しい
✔ 小ロットでも対応してくれる業者を探している
✔ 半導体製造装置部品の摩耗が激しくて困っている
✔ 部品交換のコストが高すぎて悩んでいる
✔ 機械の長期停止による生産ロスが深刻
✔ 従来のめっき技術では対応できない精密案件がある
✔ 現地での修理対応ができる業者を探している
✔ 高品質なめっき加工を短期間で依頼したい
⇨ そのお悩み、ワールド工業が解決します!
【★ まずはお気軽にご相談ください ★】
〈お問い合わせ先〉
ワールド工業株式会社
〒721-0966 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465
WEB: https://world0527.co.jp/
► 無料相談・お見積もり承ります
► 現地調査も喜んで対応いたします
► 技術的なご質問もお気軽にどうぞ
─────────────────────────────────────────
※ 当社の技術は特許出願済みです
※ 品質保証・アフターサービスも万全です
※ 機密保持契約にも対応いたします
《まとめ》
ワールド工業は、完全一貫ライン(1,500mm×1,600mm×深さ1,700mm処理槽)による無電解ニッケルめっき専門技術と、業界初の3mm厚付け技術、革新的な筆めっき出張サービスで、半導体製造装置をはじめとする精密機械部品の「不可能」を「可能」に変える技術集団です。32年間の実績と信頼、そして絶え間ない技術革新への挑戦で、複雑形状から不導体材料まで、あらゆる精密部品加工のニーズにお応えし、ものづくりの未来を支え続けます。
あなたの会社の課題も、きっと解決できます。まずはお気軽にご相談ください!

メッキ3mm厚付け・筆メッキ・大型無電解ニッケルめっきが紹介されました!
~経済リポート 2025 年(令和7 年)9 月10 日 1890 号~
https://keizai.info/cover-bingo/152220
~業界注目のめっき技術がメディアで紹介されました~
この度、ワールド工業の独自技術が経済レポート(2025年9月10日号)で大きく取り上げられました!「3mmの厚付けや筆めっきなど独自技術で短納期低コスト実現」というタイトルで、当社の画期的な技術が業界で注目を集めていることが紹介されています。
【記事で紹介された技術内容】
★世界唯一の3mm厚付け技術
記事では「通常0.02~0.03mmで行うのを、弊社では最大3mmまで厚くできます。業界初でオンリーワン技術です」と梅本社長のコメントが掲載。従来の常識を覆す技術力が評価されています。
★革新的な筆めっき技術
「筆めっき歴30年のベテラン職人が現地へ出張して施工」「世界でも類を見ない特殊技術」として紹介され、ニッケルや銅での筆めっきも可能な点が強調されました。
★無電解ニッケルめっきの大型化
縦1500×横1600×深さ1700mmに設備を大型化し、「大型部品の加工も請け負えるようになった」ことが報告されています。
【メディア注目の背景にある現場ニーズ】
なぜこの技術が経済レポートで取り上げられたのか?
それは、製造現場の深刻な課題を解決しているからです。
►造船業の塩害対策
記事では「船の金属部分は塩による腐食でもろくなりやすく、従来は金属を溶接で盛ってからめっき処理を施すため時間も費用もかかる」問題を、当社技術で「めっきでカバーするので、はがれにくく丈夫になり、かえって長持ちする」と解決策が紹介されています。
►現地施工による大幅コストダウン
「わざわざ機械を分解して輸送したりする手間や時間が節約でき、人件費も安く済む」技術として、全国で注目を集めていることが報道されました。
【こんなお悩みをお持ちのエンジニアの方へ】
記事で紹介された技術は、まさに現場の困りごと解決のために開発されたものです。
✔設備のめっき剥がれで頻繁にメンテナンス停止
✔大型部品のめっき加工先が見つからない
✔現地修復で工期とコストに悩んでいる
✔精密機械部品の均一めっき処理が必要
✔導電性のない素材へのめっき加工
【対応業界】
・造船業 → 塩害対策の現地修復
・機械メーカー → 精密部品の高品質加工
・半導体関連 → 複雑形状への均一めっき
・製紙会社 → 大型設備のメンテナンス
・建設・工作機械 → 耐久性向上の厚付けめっき
記事の中で梅本社長は「造船所からのニーズに応えようと研究を重ね、めっき液の素材の配合も独自の研究成果」と語っています。現場第一で培った技術力が、今回の経済レポート掲載につながったんです。
【実績が証明する信頼性】
・創業30年以上の豊富な経験
・大手造船所・機械メーカーとの継続取引
・業界初の技術開発による特許取得
・全国からの技術相談・施工依頼
経済レポートで紹介された技術力を、ぜひあなたの現場でも体感してみませんか?
設計から保全まで、めっきのことなら何でもご相談ください。きっと期待以上の解決策を提案できるはずです!
─────────────────────────────────────
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466
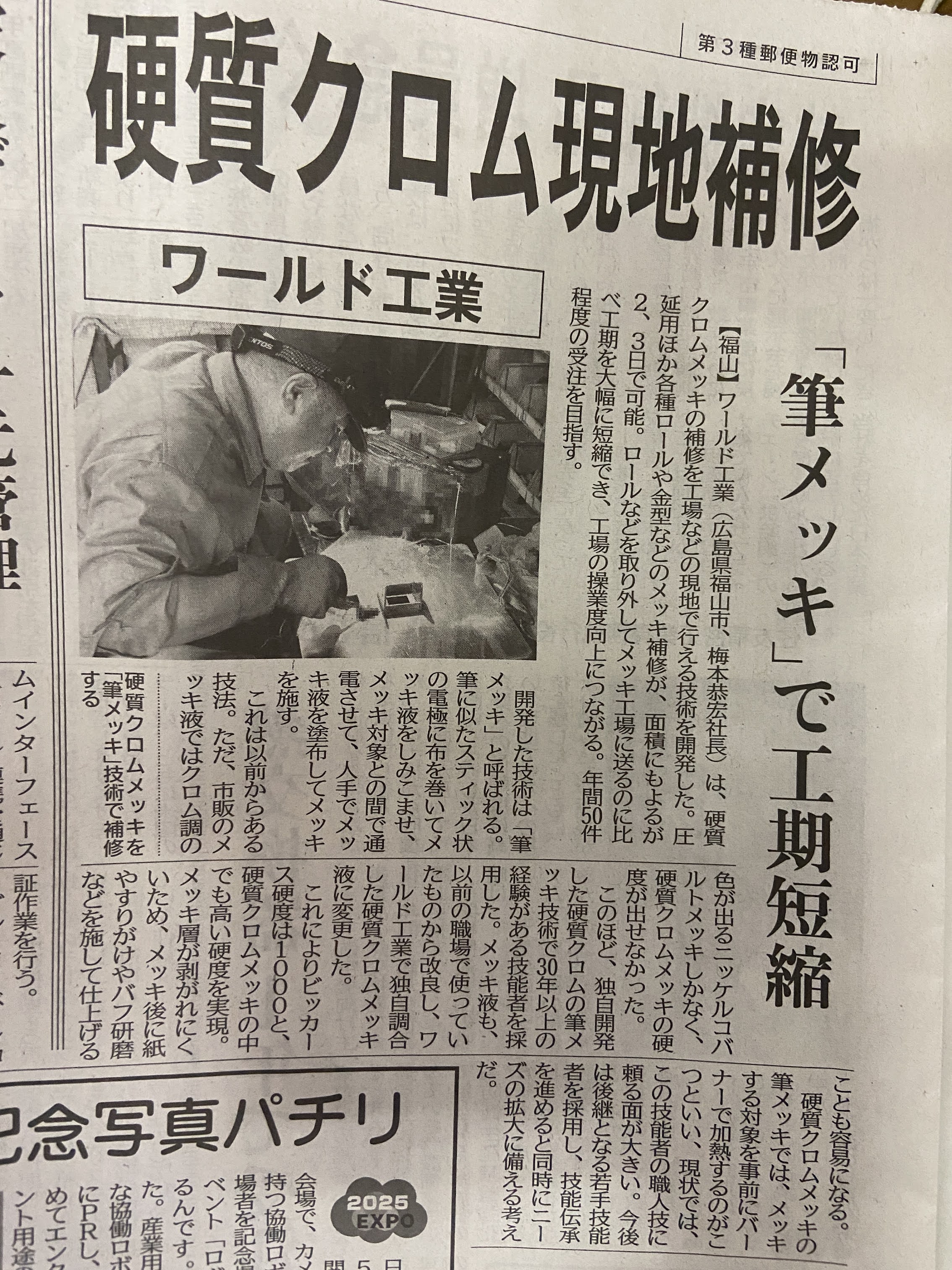
【日刊工業新聞掲載記念】
~全国紙で注目された革新的「筆メッキ」技術のご紹介~
この度、ワールド工業の独自技術が日刊工業新聞(全国版・2025年9月2日)で大きく取り上げられました!「硬質クロム現地補修『筆メッキ』で工期短縮」というタイトルで、業界に革新をもたらす当社技術が全国に紹介されています。
↓WEB版掲載記事はこちらから↓
https://www.nikkan.co.jp/articles/view/00759203
【全国紙が注目した技術革新】
★画期的な「筆メッキ」技術
記事では「従来は設備を分解して工場に運搬し、メッキ作業を行っていたが、筆メッキでは現地で直接メッキ液を塗布して修復できる」技術として紹介され、工期短縮と人件費削減を同時実現する革新性が評価されました。
★電気を使わない独自工法
「筆のような工具でメッキ液を塗布してメッキを施す。従来のメッキ技法と異なり、電気を使わず、人手でメッキ液を塗ってメッキ層を形成する」画期的な手法として全国に報道されています。
★30年の職人技術力
「メッキ技能士30年の実績がある職人が現場に出向き、技術力を提供する」として、当社の技術力の高さが強調されました。
【なぜ全国紙で注目されたのか?】
従来の常識を覆す現地補修技術が、製造業界の大きな課題を解決しているからです!
►従来の問題点
記事では「硬質クロムメッキが剥がれると、設備を分解して工場に持ち込み、メッキをやり直していた」コストと時間の課題が指摘されています。
►当社技術による解決
「筆メッキでは現地で補修できるため、設備の分解や運搬が不要。工期短縮につながる」として、抜本的な解決策として評価されました。
【製造現場のエンジニアの皆さまへ】
こんなお困りごとはありませんか?
✔硬質クロムメッキの剥がれで設備停止が頻発
✔分解・運搬・再組立で工期とコストが膨大
✔0.1mm程度の薄いメッキ層補修に悩んでいる
✔現地で迅速にメンテナンスしたい
✔製造ライン停止時間を最小限にしたい
【記事で紹介された対応分野】
◎造船業 → 塩害による硬質クロム劣化の現地修復
◎製紙業 → 大型設備のメンテナンス効率化
◎半導体製造装置 → 精密部品の迅速補修
※記事では「造船や製紙、半導体製造装置などの現地補修に乗り出す」として、幅広い業界での活用が報告されています。
【技術の信頼性】
日刊工業新聞という製造業界で最も権威ある全国紙に掲載されたということは、当社技術が業界標準となる可能性を示しています。
・30年の職人技術による確実な施工
・電気設備不要の現地対応力
・分解不要による大幅工期短縮
・運搬費用ゼロの経済性
【導入効果の実例】
従来:設備分解 → 工場運搬 → メッキ作業 → 運搬 → 再組立
↓(工期:数週間、コスト:運搬費+分解組立費+メッキ費)
筆メッキ:現地でその場補修完了
↓(工期:数時間~数日、コスト:施工費のみ)
メディアで注目された技術力を、あなたの現場でも体感してみませんか?
設備停止時間の短縮とコスト削減を同時に実現する「筆メッキ」技術で、現場の困りごとを解決いたします!
─────────────────────────────────────
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466
クロロプレンゴム(ネオプレン)(CR)とは?素材特徴と違い比較|バランスの取れた性質から見る製品用途とメリット
【クロロプレンゴムの歴史と開発背景】
クロロプレンゴム(CR)は、1931年にアメリカのデュポン社によって開発された世界初の合成ゴムです。商品名「ネオプレン」として知られ、天然ゴムの代替材料として開発されました。耐候性、耐油性、難燃性など、バランスの取れた特性を持つことから、幅広い産業分野で使用されています。
【化学構造と特性】
CRは、クロロプレン(2-クロロ-1,3-ブタジエン)の重合体です。分子中の塩素原子の存在により、耐候性、耐オゾン性、難燃性などの特性が付与されます。結晶化しやすい規則的な構造を持ち、これが優れた機械的特性の源となっています。
【製造方法】
主な製造工程:
1. 乳化重合によるポリマー合成
2. 重合停止・凝固
3. 洗浄・脱水
4. 乾燥
5. 品質検査・出荷
【グレードと規格】
硫黄変性による分類:
- G タイプ:汎用グレード
- W タイプ:耐候性向上グレード
- T タイプ:加工性改良グレード
- M タイプ:結晶化制御グレード
【クロロプレンゴム(ネオプレン) (CR)の物性】
▶主な特徴:
耐候性、耐オゾン性、耐熱性、耐薬品性など平均した性質をもつ。
機械的強度:4
耐熱性:3
耐薬品性:3
耐候性:3
耐寒性:3
耐油性:3
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.15-1.25
▶機械特性
可能なJIS硬さ範囲 : 10-90
引張強さ : 50-250 kg/cm²
伸び : 100-1000%
反発弾性 : ◎
引裂き強さ : ○
圧縮永久歪 : ◎
耐摩耗性 : ◎~○
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 130℃
耐寒性(ぜい化温度): -35~-55℃
耐老化性 : ◎
耐オゾン性: ○
耐光(候)性: ◎
耐炎性 : ○
ガス透過性: 3cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^10~10^12Ω/cm、25℃
破壊電圧 : 500-1100V/mil,短時間
誘電率 : 7.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ○
ベンゼン・トルエン: ×
トリクレン: ×
アルコール: ◎
エーテル: ×~△
ケトン(MEK): △~○
酢酸エチル: ×
水: ◎
有機酸: ×~△
高濃度無機酸: ○
低濃度無機酸: ◎
高濃度アルカリ: ◎
低濃度アルカリ: ◎
▶主な用途
電線被覆、自動車部品、航空機部品、コンベアベルト、橋梁支承ゴム、防振ゴム、窓枠ゴム、接着剤、ゴム引き布、一般工業用パッキン材料、塗料など
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:高温による分子構造の変化
- 光劣化:紫外線による劣化
- 機械的劣化:繰り返し応力による疲労
- 化学的劣化:強酸・強アルカリとの接触
防止策
1. 適切な配合設計(老化防止剤の選定)
2. 使用環境に応じたグレード選択
3. 適切な保管条件の管理(温度15-25℃、湿度50-65%)
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化に伴い、難燃性や環境負荷の低さが評価され、電線被覆材や建築用シール材としての需要が増加傾向にあります。特に、自動車産業や建設業界での需要が堅調です。
【応用技術とイノベーション】
- 新グレード開発:低温特性改良品
- 複合材料:他素材とのブレンドによる特性向上
- 加工技術:押出し、射出成形等の最適化
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
フッ素ゴム(バイトン)(FKM、FPM)とは?素材特徴と違い比較|耐熱性と耐薬品性から見る製品用途とメリット
【フッ素ゴムの歴史と開発背景】
フッ素ゴムは、1957年にデュポン社によって「バイトン」の商標名で開発された高性能合成ゴムです。航空宇宙産業や化学工業での過酷な使用環境に対応するため、特に高い耐熱性と耐薬品性を持つ材料として開発されました。現在では、自動車、化学プラント、半導体製造装置など、幅広い産業分野で使用されています。
【化学構造と特性】
フッ素ゴムは、フッ化ビニリデンとヘキサフルオロプロピレンなどのフッ素化合物の共重合体です。分子中の炭素-フッ素結合が特徴的で、この強固な化学結合により以下の特性が実現されています
- 優れた耐熱性
- 卓越した耐薬品性
- 高い耐油性
- 優れた耐候性
- 難燃性
【製造方法】
主な製造工程
1. 乳化重合または懸濁重合
2. 重合停止・回収
3. 脱水・乾燥
4. 配合加工
5. 成形・加硫
【グレードと規格】
フッ素含有量による分類
- 65%タイプ:標準グレード
- 66%タイプ:高耐熱グレード
- 70%タイプ:特殊グレード
共重合体の種類による分類
- 二元系(VDF-HFP)
- 三元系(VDF-HFP-TFE)
- 四元系(VDF-HFP-TFE-PMVE)
【フッ素ゴム(バイトン)(FKM、FPM)の物性】
▶主な特徴:
最高の耐熱性(難燃性)と耐薬品性をもっている。
機械的強度:4
耐熱性:5
耐薬品性:5
耐候性:5
耐寒性:2
耐油性:5
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.80-1.82
▶機械特性
可能なJIS硬さ範囲 : 50-90
引張強さ : 70-200 kg/cm²
伸び : 100-500%
反発弾性 : △
引裂き強さ : ○
圧縮永久歪 : ○
耐摩耗性 : ◎
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 300℃
耐寒性(ぜい化温度): -10~-50℃
耐老化性 : ◎
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : ◎
ガス透過性: 1cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^15~10^18Ω/cm、25℃
破壊電圧 : 450-600V/mil,短時間
誘電率 : 2.0-2.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ◎
ベンゼン・トルエン: ◎
トリクレン: ○
アルコール: ◎
エーテル: ×~△
ケトン(MEK): ×
酢酸エチル: ×
水: ◎
有機酸: ×
高濃度無機酸: ◎
低濃度無機酸: ◎
高濃度アルカリ: ×
低濃度アルカリ: △
▶主な用途
耐熱、耐油、耐化学薬品性を必要とするミサイル、ロケットなどのパッキン、ガスケット、ダイアフラム、タンクライニング、ホース、ポンプ部品など、食品用パッキン、バルブ用シール材
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:極限温度での使用
- 化学的劣化:特定の化学物質との接触
- 機械的劣化:過度な応力や摩耗
- 低温脆化:使用温度限界以下での使用
防止策
1. 適切なグレード選択
2. 使用環境に合わせた配合設計
3. 適切な加工条件の設定
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化や産業の高度化に伴い、高耐熱性・高耐薬品性材料としての需要が増加傾向にあります。特に、自動車の電動化や半導体製造装置向けの需要が伸びています。
【用途別の要求特性】
1. 自動車部品
- 耐熱性
- 耐油性
- 耐久性
2. 化学プラント
- 耐薬品性
- シール性
- 安全性
3. 半導体製造装置
- 高純度
- 耐プラズマ性
- 低アウトガス性
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174


