
今回紹介しますのは分電盤に付属品として装備する
<アースモニター>について記載します。
アースモニターを装備する場合は、
奥行が必要なため動力用分電盤型になります。
(↓動力用分電盤についてはこちら↓)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
アースモニターを装備する際に付属品として
<アースランプ>や<切替スイッチ>などを一緒に取付ける場合があります。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

皆様、お仕事お疲れ様です!広島県呉市の三工電機、営業担当です。
皆さんは、防水型と防滴型の分電盤の違いをご存知でしょうか?
「うちは防滴型の盤を使っとるけぇ大丈夫」…本当にそうでしょうか?
実は、その「防滴」という言葉が、思わぬ落とし穴かもしれんのです。
──────────────────────────
【 「防滴」と「防水」は、ぶち違うんよ! 】
──────────────────────────
皆様、「防滴」と「防水」、似とるようで、その性能は全く違うということをご存知ですか?
・【防滴型】⇒ 主に「上から落ちてくる水滴」を防ぐもの。小雨程度なら大丈夫ですが、横殴りの雨や、下からの跳ね水には弱いんです。
・【防水型】⇒ あらゆる方向からの水の直接噴流に耐えられる、防滴型とは段違いの性能を指します。(※保護等級IP56などの基準があります)
わしらが今回ご紹介するのは、後者の、本物の《防水分電盤》です。
ゲリラ豪雨が直撃しようが、高圧洗浄機で水をかけられようが、ビクともせん。
そんな、皆様の設備を「安心・安全」に守り抜くための分電盤です。
なぜ、わしらがそんなタフな製品を作れるんか?
それは、わしらのメインの商品が「海の上」じゃけぇです。
=====他にもこのような分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~照明用分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/125804/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
──────────────────────────
【 海で鍛えた本物の防水技術、全国にお届けします! 】
───────────────────
わしら三工電機は、創業から60年以上、広島県呉市で《舶用分電盤》を作り続けてきました。
船の上というのは、ただ雨が降るだけじゃない。常に360度から波しぶきを浴び、腐食性の高い潮風にさらされる、地球上で最も過酷な環境の一つです。
そんな場所で培った《耐水 分電盤》づくりのノウハウが、私たちの作る製品に活かされとります。
★ お客様の環境に合わせた《カスタムオーダー》
⇒ わしらの真骨頂は、お客様の「困った」に合わせた《防水分電盤 カスタムオーダー》です。
・「とにかく錆びさせたくない」⇒ 筐体を《ステンレス製 防水ボックス》で製作します。
・「厳しい規格をクリアしたい」⇒ 《舶用 分電盤 IP56》など、ご指定の保護等級に準拠した設計をします。
・「コストも重要」⇒ 《樹脂製 防水分電盤》など、ご予算に応じた材質の提案も可能です。
どんな《防水 電気ボックス 特注》でも、まずは相談してみてください!
★ 設計から製造まで《一貫生産》
⇒ 設計、板金、塗装、組立の全てを自社工場で行っとります。じゃけぇ、筐体の溶接の仕方一つ、パッキンの選定一つにも、防水性能を最大限に高めるためのこだわりを詰め込めるんです。
★ 安心の《全国対応》
⇒ 広島の会社ですが、日本全国の造船所やメーカー様とお取引しとります。《船舶用 分電盤 全国対応》はお手の物。遠方のお客様でも、安心してご依頼ください。最高の《防水盤 メーカー》として、責任を持って《全国対応》いたします。
──────────────────────────
【 その実力を、あなたの目で確かめてください! 】
──────────────────────────
ここまで読んでいただき、ありがとうございます!
私たちの防水へのこだわり、少しは伝わりましたでしょうか?
「もっと具体的な事例が見てみたい!」
「うちの工場の環境に合うか、相談してみたい!」
そう思っていただけたら、ぜひ、私たちの技術と実績が詰まった資料をダウンロードしてみてください。
下記URLから、簡単な入力ですぐにご覧いただけます。
⇒ https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
☆ 資料でわかること ☆
この資料を、皆様の会社の設備保守担当や安全管理のキーマンの方に見せてもらえれば、「うちの《分電盤 交換 防水 仕様》を検討しよう」と、具体的な改善に繋がること間違いなしです!
皆様の大切な設備を、水害や塩害から守るお手伝いができる日を、心から楽しみにしております!
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0823-33-3501
コーポレートサイトURL: http://www.sankodenki.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93391/inquiry/input/

分電盤の特徴①
コーミングが取外しが可能
これにより電線が多い場合でも
標準箱サイズでコーミングの変更のみで製作することが可能です。
また、急な変更で電線が増えたとしてもすぐに対応できます。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

箱サイズ
動力用分電盤
https://ja.nc-net.or.jp/company/93391/product/detail/126033/
特徴
扉にコンセントを装備しているため扉の開閉をせずコンセントを利用可能です。
コンセントに防滴プレートを取付けているためプレートを閉じていれば
IP22を保てます。
画像では扉面にコンセントを取り付けておりますが側面等にも取り付け可能です。
また、コンセントの種類や色も変更可能ですので
お気軽にご連絡お待ちしております。<(_ _)>
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

・箱サイズ
照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・特徴
扉にスイッチを取り付けておりますので開閉をせずに
回路や電源の制御が可能です。
標準装備のスイッチは防滴スイッチを装備しておりますのでIP22を保てますが
取付けたいスイッチがありましたらお気軽にご連絡ください。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
・箱サイズ
照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・特徴
扉面に表示灯を取付けているため
電源供給が表示灯の点滅で簡単に確認できます。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
・特徴
上下にコーミングが付いておりますので
電源側や負荷側に高低差がある場所の
配線がしやすいです。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
箱サイズ
照明分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
動力用分電盤(単列)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
動力用分電盤(並列)
https://www.nc-net.or.jp/company/93391/product/detail/126417/
特徴
標準分電盤は左開きですが
右開きに変更出来ます。
右端に分電盤を設置した場合
左開きだと扉開閉が難しくなります。
そんな時に右開き分電盤を使用すれば
簡単に開閉ができます。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

アマダ社製タレットパンチプレス「EM2510NT」は、最先端のNC制御と多彩な金型バリエーションにより、成形・穴あけ加工の新たな可能性を切り拓く一台です。
この機種は、バーリングやタッピングなどの成形加工から、複雑なアール形状や微細なスリットの高精度穴あけまで、多様なニーズにワンストップで対応。エンドレスフォーミングやエンドレスビード金型を活用した高速連続成形加工により、従来の加工時間を大幅に短縮し、量産から多品種少量生産まで柔軟に対応します。
さらに、パワーバキューム方式によるカス上がりレス加工や、高速ミクロジョイント・バラシ機能、高速マーキング機能など、後工程の効率化と製品品質の向上を同時に実現。
鉄・ステンレス・アルミなど幅広い素材・板厚に対応し、試作から量産まで生産現場のあらゆる課題を解決します。
EM2510NTは、三工電機の板金加工の現場にスピーディーかつ高精度な成形・穴あけ加工を省力化・自動化で貢献しています。
IP仕様とは
JIS C 0920:2003又はIEC60529に基づいて規定されている
電気製品の防塵・防水性能を記号で表したものです。
弊社製品でのIP仕様については下記になります。
IP22
・照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・動力用分電盤(単列)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
・動力用分電盤(並列)
https://www.nc-net.or.jp/company/93391/product/detail/126417/
IP44
・防水型分電盤
https://www.nc-net.or.jp/company/93391/product/detail/137284/
IP66
現在登録準備中です。
弊社製品IP22~66まで対応できますので
お気軽にお問い合わせください。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

~航海のためのメディカルコンフォートシートの提案~
「安全のために。メイド・イン・ジャパンへのこだわり」
BRIDEは愛知県に本社を置く日本を代表するモータースポーツ向けシートメーカです。
自動車向けシートで培われたノウハウにより航海中のクルーに掛かる負担の軽減。
人間工学に基づいたバックレスト形状や座面は
ほど良いホールド感と適切なポジションを保持し
船舶の横揺れや荒波の衝撃からくる筋肉や、腰椎への負担を軽減しています。
また、シート素材には心地よい肌触りなのに
滑りにくいという特徴がある高級スウェード調生地と
ある程度の汚れや水分に対応したPVC(ポリ塩化ビニル)の2種類があり
スウェード調生地は7色、PVCはタフレザーブラックの1色
計8色のカラーバリエーションから選べるため
様々な船橋の内装デザインに合わせる事が可能です。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
裏面に接着剤の着いた印刷表示物
裏に着いた剝離紙を剝がせばそのまま貼り付けできます
取り扱い説明書、安全警告ように
バーコードシールや、QRコードシールを使って製造管理システム 品質保証等にお使い頂けます

鉄・ステンレス製品はもちろんの事、アルミ製品も製作しております。最新設備の導入を積極的に行い、半導体をはじめとする精密製品を高精度に製作致します。試作品から量産品、短納期対応、そして価格を抑えた製作方法のご提案などあらゆるご相談に対応致します。3Dデータでの受注も可能です。

偏芯、角度指定も可能で全て社内で展開作業を行っております。
板厚も1mm~から対応できます。

【台車 エアレス塗装 上塗】
台車の天板部分をエアレススプレー塗装にて塗装を行いました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
弊社では基本塗装をエアレススプレーにて塗装を行っております。
エアレス塗装の特徴は一度の塗装で厚い塗膜を付着する事が可能ですので、厳しい環境下にも耐えうる塗膜を形成する事が可能となります。
しかしながらその反面、塗膜が厚いため焼付塗装やエアースプレー塗装の様に美しい仕上がりにする事が難しいです。
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【スプレーガンの種類~エアスプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177737/
下塗、上塗の2回塗りで工期は3日程度です。
本製品は鏡の様に景色が反射するほど綺麗に仕上げる事が出来ました。
本製品は膜厚指定が無いものでしたが、膜厚の指定や写真撮影、検査表の提出等も対応できますのでお気軽にお問い合わせください。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

SS400製ベース ブラスト エポキシ・ウレタン塗装
ブラストにて素地調整を行った後にエポキシ樹脂塗料、ウレタン樹脂塗料を塗り重ねます。
HP
http://xs284308.xsrv.jp/index.html
YouTubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
お客様が製作された架台を塗装。
グリットブラストにて表面処理後にエポキシ、ウレタンの順で3層塗り重ねます。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎エポキシ樹脂塗料(英語:epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗塗料として使います。
-------------------------------------------------------------------------------------------------
[製品情報]
2500×1750
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
エポキシ樹脂塗装×2回
ウレタン樹脂塗装×1回
合計最低膜厚 65μm
-------------------------------------------------------------------------------------------------
塗りにくい箇所も多々ありましたが、ばっちり膜厚は確保できております。
外観もピカピカで綺麗です!
今回の工期は実働4日です。
この時期気温が低いので自然乾燥は時間がかかりますが、短納期にも対応いたします。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
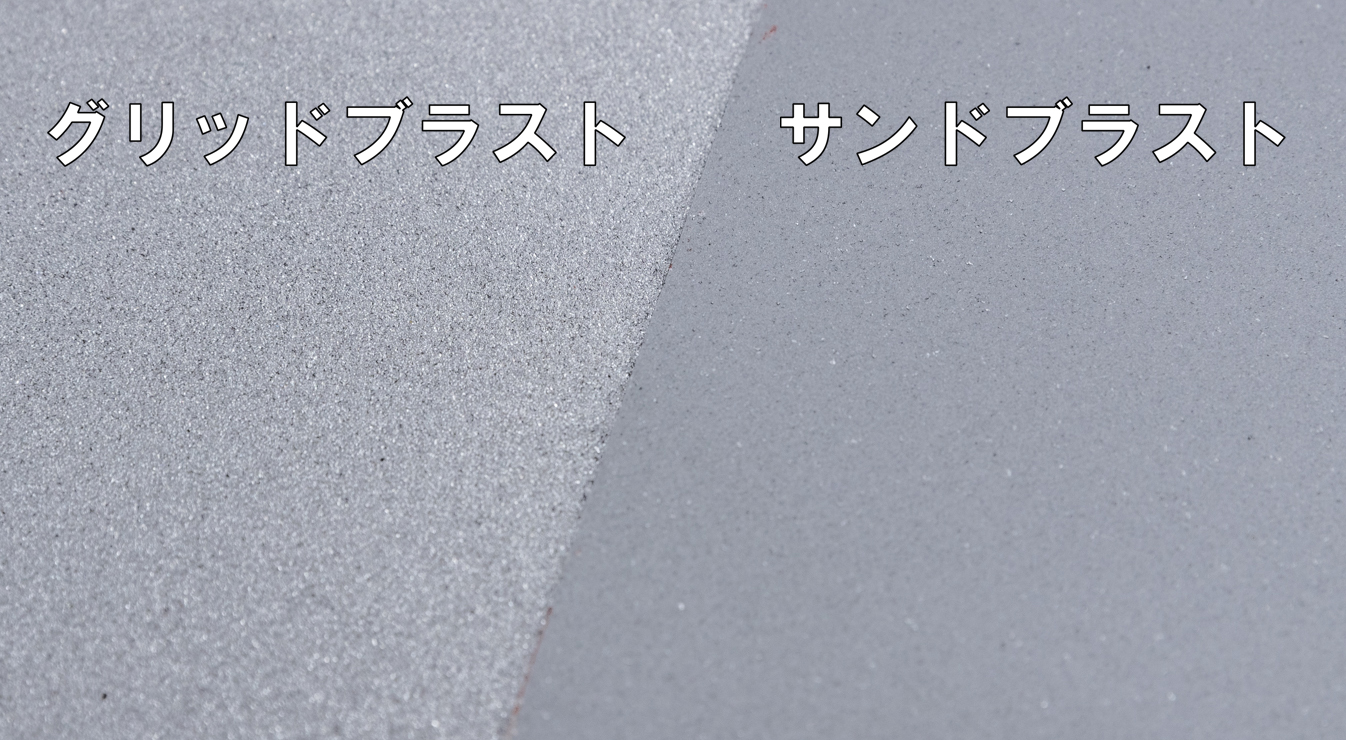
グリットブラストとサンドブラスト施工後の比較板です。
グリットは鉄、サンドは非金属系の研削材を使用してます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
グリットの方が研削材も堅いので表面粗さも大きくなり、施工時間も短縮できるため
大物製缶品や塗装剥離などが得意です。
逆にサンドは研削材がグリットより柔らかいので表面粗さは少なく薄物等の変形が少なく済みます。
また非金属系の研削材なので、製品が非金属の場合でも施工ができます。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
それぞれ利点があり製品によって使い分けています!
その他研削材等のご相談も承りますので、よろしくお願いいたします。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【 SUS ステンレスのキズぼかし 】
以前行ったSUS製のビルドH鋼のキズぼかしです。
サンドブラストにて梨地加工することで、キズをぼかして目立たなくする事が出来ました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
お客様より製作の際にできた傷が目立つためブラストでぼかせないかとのご相談でした。
ステンレスやアルミなど防食性の高いものは塗装する事が少なく素材のまま製品になることが多いので、このようなご相談を頂くことがあります。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
今回の製品は割としっかりと加工跡がありましたが、時間をかけてサンドブラストを行い全体的に傷を隠すことができました。
ブラストは多くの場合塗装前の下地調整として行われますが、製品の質感や色合いを変える『梨地』にする事が出来ます。
梨地は小さな凹凸で覆われた表面です。
研磨剤の種類や大きさを変えることで、様々な風合いの梨地へ加工する事が可能です。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
傷をぼかすのは通常の黒皮(ミルスケール)落としと比較しても時間がかかるのですが、その分施工ムラが出てきやすいです。
かえって美観が悪くなってはいけないので何度も確認しながら施工することで、施工ムラもなく一様な梨地に出来ました。
◎ビルドH鋼(英語:Build H)
鋼板を溶接してH鋼の形にしたもの。
オーダーメイドで製作するので製鉄所(ミルメーカー)が製作していないような厚み、幅の規格で製作する事が出来ます。
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
[製品情報]
BH200×200×1635L - 8本
BH125×125×1215L - 4本
納期は最短との事でしたので、入荷後翌日出荷で対応しています。
-------------------------------------------------------------------------------------------------
事前にご相談いただければ社内の工程を調整し、即日施工も可能な場合もありますのでご相談ください。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
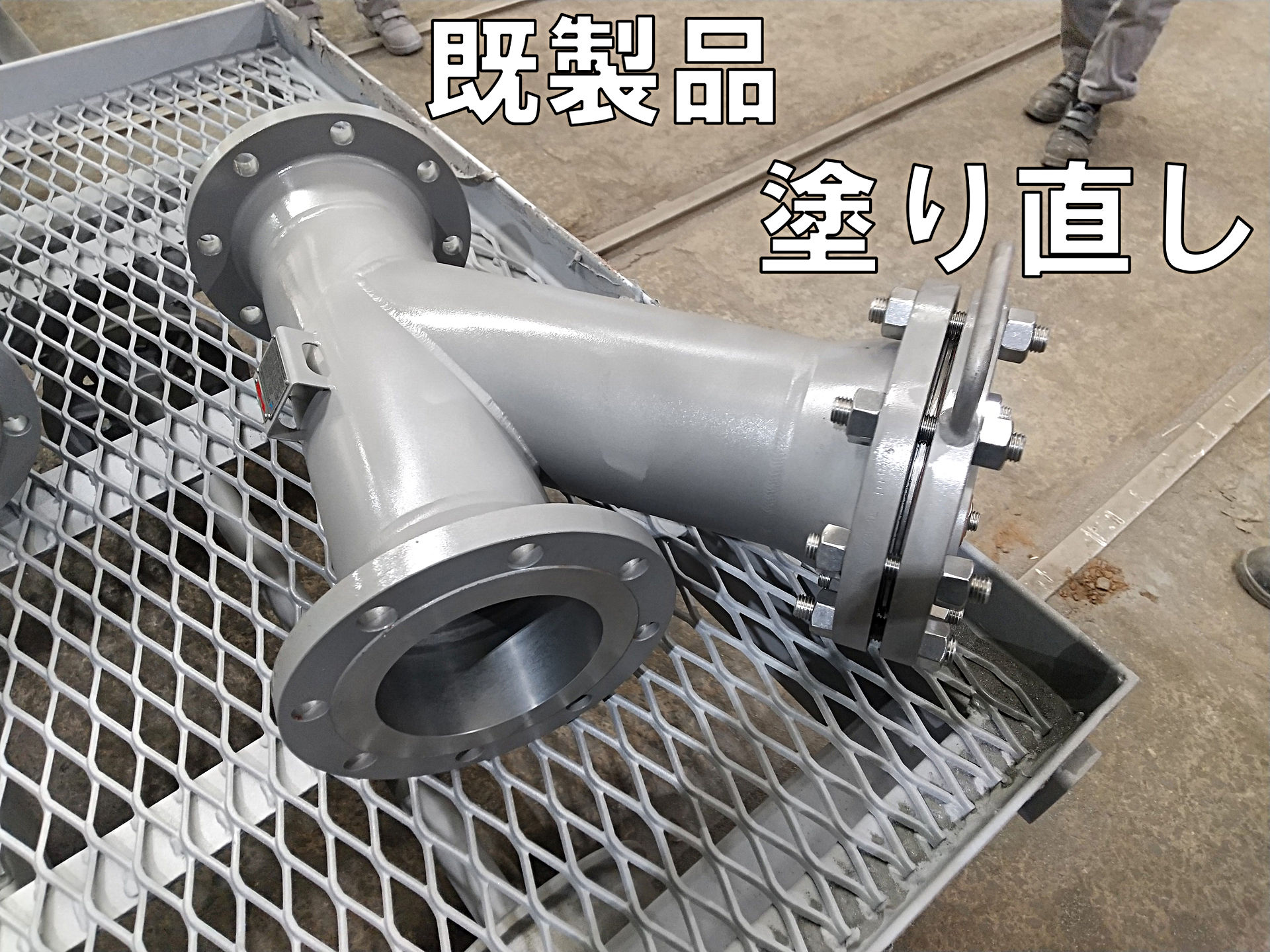
【既製品ストレーナー ブラスト塗装剥離 再塗装】
既製品のため塗装済みの状態で入荷となります。
フランジや銘板に養生を行い、グリットブラストにて塗装剥離及び素地調整後に再塗装を行いました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ストレーナーとは?
配管をつなぐ継手の一種です。
気体・液体が流れている配管に取付ける事で、固形の異物やゴミを取り除く役割を果たします。
このような継手はメーカーでないと製作できない・コストがかかりすぎる場合が多いので、既製品を購入し配管ラインに組み込む事がほとんどです。
しかし既製品なので塗装仕様や塗装色を選ぶことができず、塗装を剥離させ指定の塗装仕様で塗り直してほしいとのご依頼です。
-------------------------------------------------------------------------------------------------
[製品情報]
サイズ 6
長さ 600mm程度
[塗装仕様]
耐熱性 エポキシフェノール塗料×2回
合計膜厚 250μm
-------------------------------------------------------------------------------------------------
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ストレーナー内部は無施工のため、フランジ面を隠し外面のみ施工しております。
原田鉄工では1種ケレンのブラストが可能です。
このような複雑な形状でも、ブラストなら完全に旧塗膜を剥離させる事ができます!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
入荷当時の既製品と比べても遜色無い仕上がりにできたと思います。
その他既製品のバルブなどもお客様の希望の塗装仕様に変更する事も多くやっておりますので、ご相談ください。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎継手(英語:Joint)
配管の接合部に使う部品。
向きを変える、分岐させる、サイズを変えるなど多くの種類があり、その総称となります。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

弊社所有のリフトです。
年末に社内で塗装し直したので、ピカピカです。
-------------------------------------------------------------------------------------------------
[設備情報]
最大荷重 2tonタイプ
[塗装仕様]
SSPC SP-3
エポキシ樹脂塗装×1回
ポリウレタン樹脂塗装×1回
-------------------------------------------------------------------------------------------------
社内設備で仕事としてではないですが、こんな事もできますという紹介でした。
もちろん車の板金屋さんのようにはできませんが...
Youtubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos

簡単な会社案内動画です。
工場内を短めに一通り紹介します。
1分程度にまとめてありますので、是非見てください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【FB プレート スプレーガン塗装】
通常ではエアレススプレーを使用しますが、製品の数量が少ないので塗料の使用を抑えるためにスプレーガン塗装を行い動画にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
FB(フラットバー)脱脂施工後、2層塗りの仕様となります。
上塗り施工時の動画となっております。
スプレーガンならエアレススプレーと比較し作業効率は落ちますが、ロスを最小限に塗装できるので少量の塗料でも塗装が可能になります。
また使用する塗料は限られますが、通常のエアレス塗装より噴出する塗料粒子が細かいので綺麗な仕上がりになります。
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【スプレーガンの種類~エアスプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177737/
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎エアスプレー(英語:Air spray)
エアー(空気)と霧化させた塗料を同時に噴射させる事で塗装を行います。
霧化した塗料は粒子が細かいので綺麗にムラなく塗装できることが可能です。
しかし、飛沫が多いので塗着率が低い事が特徴です。
-------------------------------------------------------------------------------------------------
[製品情報]
FB12×100 L=1520mm
[塗装仕様]
変性エポキシ樹脂塗装×1回
ポリウレタン樹脂上塗塗装×1回
-------------------------------------------------------------------------------------------------
綺麗にツヤツヤになりました。
工期は実働3日となります。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ファン(羽根車) 錆落とし ブラスト】
長年使用され錆が酷いファンをグリットブラストで錆を落として綺麗にします。
職人が目視しながら施工を行うため、ファンのような複雑な形状でも完璧に素地調整を行う事ができます。
元の状態からは想像もつかない位綺麗になりました!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
◎ファン(羽根車/インペラー/ランナー 英語:Impeller/Runner)
液体や気体が衝突することで回転する部品。
回転する事により流体を制御したり、エネルギーに変換させる事ができる。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
-------------------------------------------------------------------------------------------------
[製品情報]
φ700×150
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の工期は実働1日です。
受注量によりますが、事前にご相談いただければ即日対応も可能です。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【施工中】カバー グリットブラスト(素地調整)
カバー表面の金ニス(防錆材)と黒皮を落とすため、ブラストで素地調整します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
金ニスは防錆材で錆を防いでくれますが、あくまで一時的な防錆なので結局塗装時には剥がしたりします。
ただ剥がすのも中々大変なので、ブラストで黒皮もろとも落とします。
危険なので撮影しにくい施工中の動画を何とか撮影しました。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎金ニス(防錆油/一時防錆材 英語:Gold varnish)
金属の腐食を防ぐために表面に施す防錆処理の一種。
しかし長期的な防錆効果は薄いため、一時的な防錆材として使用される油。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
-------------------------------------------------------------------------------------------------
[製品情報]
φ800×200
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286

【大型ダクト エアレス塗装 前編】
大型のダクトをエアレススプレーを使って下塗、上塗をしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
動画の尺と容量の関係で前編、後編に分かれております!
前編は内面・外面ともに下塗完了までの動画となっております。
続きは下記URLから
【大型ダクト エアレス塗装 後編】
https://www.nc-net.or.jp/company/98405/product/detail/176854
『ダクトとは』
気体を運ぶための管です。
配管を使った丸形状のもの、プレートを組み合わせた角形状のものなど様々な形状があります。
主に「換気」や「排煙」の為に取付けられます。
社内で製作したダクトを脱脂施工後に塗装しました。
かなり大型のダクトで人の体より大きいサイズとなります。
原田鉄工では大小様々なサイズ、形状のダクトを製作・塗装してきました。
薄物や厚物にも対応可能ですのでお気軽にお問合せ下さい。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎鉛・クロムフリー錆止め塗料
かつて使用されていた鉛保有の錆止め塗料が環境対応で廃止となり、代替えとして開発された錆止め塗料。
鉛、クロム等の有害な重金属が配合されていない塗料です。
◎長油性フタル酸樹脂塗料
フタル酸樹脂はアルキド樹脂の1種で、油成分が多いため作業性に優れてます。
油の保有量で短油性、中油性、長油性と3種類に分類されています。
ウレタン樹脂塗料上塗と比較すると耐候性等では若干劣るが、同程度の光沢・ツヤを持ち合わせています。
-------------------------------------------------------------------------------------------------
[素地調整]
脱脂処理、サンドペーパー
[塗装仕様]
下塗:鉛・クロムフリーさび止めペイント
上塗:長油性フタル酸樹脂上塗り塗料
標準膜厚 60µm
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装剥離】モーター 1種ケレン(グリットブラスト)
錆だらけになったモーターをブラストで錆と塗装を落とし、綺麗にします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
経年劣化で錆が進行し、塗装も浮いてきたモーターをグリットブラストで素地調整を行います。
研削力の強いグリットブラストでも形状が複雑なので、結構時間がかかりました。
素地調整後はお客様の方で再度塗装されるとの事です。
古くてボロボロになった製品でも綺麗に素地調整を行い、再度塗装をしてあげる事で新品同様に生まれ変わることができます。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
◎モーター(原動機 英語:Motor)
モーターは動力を意味し電気を動力へ変換する電動機等の総称。
電動機は電気を流す事によって磁界と電流による力を回転運動へと出力するものが多くある。
日本で発電されている電力の60%以上はモーターで使用されているそうです。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
-------------------------------------------------------------------------------------------------
[製品情報]
φ600×800
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
手動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【STPG プレハブ配管・サポート 一種ケレン~上塗】
プレハブ配管とサポートをブラスト、上塗りまで4層塗ります。
原田鉄工
HP:https://harada-tekkou.co.jp/
EMIDAS:https://www.nc-net.or.jp/company/98405/
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
配管は15A(1/2B)~150A(6B)まで様々なサイズがあります。
サポートと配管で合計200点以上、総重量は5tを超えます。
プレハブ配管なので複雑な形状も多くありましたが、膜厚・外観とも完璧に仕上げられました。
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
◎STPG(圧力配管用炭素鋼鋼管 英語:Steel tube pipe general)
STPG管と呼ばれ鋼管の1種です。
一般的にガス管(SGP)と呼ばれる配管用炭素鋼鋼管と比較し、名前の通り高圧にも耐えられるように作られています。
◎プレハブ配管(プレファブ配管 英語:Prefabricated piping)
工場で事前に一部またはすべてを加工しておく配管
各配管部材を現地で加工し繋げていくのではなく、工場で加工を行うので安全性や作業性の向上が可能。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面を削ります。
表面の黒皮、ゴミ、汚れだけでなく塗装やメッキまで除去可能です。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を表面に塗装する事で塗膜を形成させる。
様々な種類の塗料があり、使用条件や環境によって選定を行う。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SS400 架台 下地処理 下塗~上塗まで】
錆びたベースを下地処理で綺麗にした後、下塗・上塗塗装を行います。
HP:https://harada-tekkou.co.jp/
EMIDAS:https://www.nc-net.or.jp/company/98405/
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
新品の製品ではあるようですが、保管状況が悪かったのかサビてしまっています。
元々の仕様では2種ケレン(SSPC SP-3)となっていますが、錆が発生し製品の形状も電動工具ではとても下地処理ができそうにないのでブラストしています。
ブラスト施工後はエポキシ樹脂下塗×1、ウレタン樹脂上塗×2 合計3層塗装します。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
ブラスト・研削材や塗装の詳細についてはこちらのページで紹介してます!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【スプレーガンの種類 エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎架台(ガダイ/ベース 英語:mount)
設備機器などを支えるための構造物。
上部に組み立てられる機器に合わせて設計・製作され、サイズや形状は様々なものがある。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性がある半面、耐水性能が高く水中では変色や劣化には強いです。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:Polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗用塗料として広く流通しています。
◎タッチアップ(刷毛塗り 英語:Touch-up painting)
仕上の塗装前後で補修や修正の為に刷毛で塗装を行う事。
組立で付いてしまった傷を隠す、不足している膜厚を補う、吹付塗装などでは塗装できない複雑な箇所を塗装する為に行います。
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
-------------------------------------------------------------------------------------------------
[製品情報]
2,500mm × 1,800mm
[素地調整]
SSPC SP-10
⇩⇩ブラストの規格表です⇩⇩
https://www.nc-net.or.jp/company/98405/product/detail/175671/
[塗装仕様]
エポキシ樹脂下塗塗料 25µm
ウレタン樹脂上塗塗料 20µm
ウレタン樹脂上塗塗料 20µm
合計最低膜厚 65µm
-------------------------------------------------------------------------------------------------
今回の工期は実働6日となっております。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【出荷直前 緊急修正 目荒し~修正塗装】
土曜の朝、出荷予定の製品を確認していたら問題発覚です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
がっつり傷がついていたので、何とか修正します。
まず傷がついた箇所をサンドペーパーで目荒しを行い、傷と周辺をぼかします。
サンドペーパーの番手を細かくしながら仕上げていき、最後塗装して馴染ませます。
本製品は下塗りで出荷し、お客様で組立後に仕上塗装を行います。
仕上塗装の工程が残っていたので、簡単な手直しで済みましたが…
仕上塗装まで行った製品だと分からない様に修正する事はものすごく難しくなってしまうので、再発防止に努めます。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎サンドペーパー(紙やすり 英語:Sandpaper)
紙や布の表面に研磨剤をつけたものです。
目の粗さは「番手」で表され数字が小さいと粗く、数字が大きいほど細かくなります。
もちろん番手と研磨した後の表面は相互関係にあります。
塗装についての詳細ページはこちらから!
【スプレーガンの種類 エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【スプレーガンの種類 エアスプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177737/
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【工場見学 原田鉄工 製造部】
原田鉄工の製缶を専門とする製造部を1周見学コースです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「製缶」
製缶とはもちろん「缶」「缶詰」「アルミ缶」「一斗缶」などまさしく缶を作るイメージが強いと思いますが、
製造業界では「タンク」「カバー」「架台」「機械装置」だったり鋼板や形鋼を加工して立体的な製品を作ることも意味します!
原田鉄工の製缶部は鉄やステンレス製の鋼板や形鋼を使って様々な製品を作り上げる事を得意としています。
広島県観音にて創業80年。長い経験の中で磨き上げた技能とノウハウにより、更なる製品の「高付加価値」を提供する為に全力で取り組んでおります。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
ブラスト・塗装の担当部署「防錆部」はこちら!
https://www.nc-net.or.jp/company/98405/product/detail/177785
【弊社の強み】
⒈創業から80年間で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる、広い製缶スペースと確かな技術があります。
熟練の職人が多いので、何でもお任せください!
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
製造部では『設計』『製缶』『機械加工』『組立』『検査』を担当しています。
図面支給や材料支給で製作する事も多いですが、お客様の頭の中にあるイメージを図面化しオリジナルの製品を作り上げる事もできます!
機械加工前の状態で寸法精度±1mm以内に収める製缶技術があります!
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【自社製作品 自動ショットブラストマシン】
https://www.nc-net.or.jp/company/98405/product/detail/176956/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型製缶・溶接の事なら原田鉄工 H 広島へ!】
大型製缶品や生産設備・搬送架台など多・少ロットに関わらず、なんでも承ります。
広島観音で溶接を続け80年!
様々なオーダーメイド品を作り続けたからこそ、無限の経験があります。
製缶・ブラスト・塗装の事なら原田鉄工へお任せください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
全長が15mにもなる煙突を出荷した時の写真です。
敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、製作~塗装そして出荷も難なくこなす事ができます。
これだけ大きな製品を運んで素地調整・塗装を外注する為には、多額のコストと納期が必要となりますが
原田鉄工は中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)を所有しており、屋内塗装工場があるので全て社内で対応いたします。
移動・外注のコストと納期をカット。
一貫体制なので品質にムラも無く、確かな製品を作り上げる事ができます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を製作する事。
◎素地調整(英語:Surface preparation)
下地処理方法の1つ「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し綺麗にします。
活性化した表面は塗料の付着性を大きく向上させ長期間製品を保護することが可能になります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去する事で塗装に最適な下地へ加工できます。
製缶・ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【広島で半自動・TIG溶接が得意な鉄工所】
創業80年の原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「大量生産」ではなく「オンリーワン」の創造。
量産品はあまり取り扱っておらず、試作品、専用設備・治具などお客様にご希望に合わせた製品を製作します。
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【弊社の強み】
⒈創業80年で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製作、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。

【重量物】SS400 PL 錆落とし
SS400 PL100t 2600×2300 5tもあるプレートの錆をブラストで落としていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
※動画容量の都合上、[前編][後編]と分かれております。
後編は5tのプレート残り工程と、少し小さいサイズの2.5tのプレートについてです。
何に使われる鉄板かは分かりません。
サビが進行し腐食が激しい箇所はあばた状になっていましたが、サビを完全に落とし防食を行う事で腐食から母材を守ることが可能になります。
ちなみに本製品はブラストまでの施工範囲となっています。
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
一種ケレン 古くて錆びてしまった製品を綺麗に!
https://www.nc-net.or.jp/company/98405/product/detail/179587/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
[製品情報]
5tプレート
2,600 × 2,400
2.5tプレート
2,600 × 1,200
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の納期は入荷後、2日となっております。
ご要望があれば、ブラスト後の塗装なども対応させていただきます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【厚膜型耐熱】SGP配管 塗装(後編) ~耐熱塗装・膜厚検査~
大量にあるガス管のガスケット座を養生・ブラスト後、厚膜型耐熱塗装していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
養生作業からブラストは『前編』にて紹介しております。
【厚膜型耐熱】SGPパイプ 塗装(前編) ~ガスケット座面養生・ブラスト~
https://www.nc-net.or.jp/company/98405/product/detail/181774/
ブラスト施工が完了したら次は塗装に取り掛かります。
今回は厚膜型の耐熱塗料で塗装を行いました。
1回の吹付で100~200μmもの膜厚をつける事が可能な塗料で、耐熱温度は上限600℃です!
その厚い塗膜で耐候性、耐熱性に優れた優秀な塗料ですが塗料詰まりを起こしやすいので今回弊社では下記チップを使用しました。
https://www.seiwa.com/static_html/paint/komono/38xxxxw.html
(精和産業株式会社 ターンダブルチップの商品ページ)
塗料詰まりを低減する為に希釈率を上げる、チップ口径を大きくするなどの方法もありますが、下記の理由よりこのチップにて対応しています。
・希釈率を上げると塗料が流れやすく、1層の膜厚が薄くなってしまう。
・チップ口径を大きくすると、このサイズの配管に対しては塗料ロスが大きくなってしまう。
※もちろん希釈率・使用チップの口径は塗料メーカー推奨値にしています。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【耐塩害塗装】 エアレススプレー5層塗り
https://www.nc-net.or.jp/company/98405/product/detail/179171/
◎耐熱塗料
その名前の通り高温にも耐えられる塗料です。
他の通常塗料とは成分的に樹脂が違い、シリコーン樹脂というのが多く使われています。
一般的な塗料の耐熱温度は100℃程度なのに対して、耐熱塗料は600℃程度となります。
-------------------------------------------------------------------------------------------------
[製品情報]
20A~200A程度のプレハブ配管
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
厚膜型耐熱塗料 200μm
-------------------------------------------------------------------------------------------------
今回の工期は実働5日です。
どうしてもこの本数を養生するのに2~3日かかり、ブラスト・塗装で2日となります。
養生込みの依頼は養生作業日数が受注量に左右されるため、ご相談ください。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SUS304/SUS316 ステンレス溶接】
ステンレスの溶接は原田鉄工へお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
図面の作成~組立、据付けはもちろん、図面や材料の持ち込みも歓迎!
これまで溶接してきた様々な材質や形状の経験を活かし、丁寧に溶接させていただきます。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【大型製缶品|ブラスト加工~吹き付け塗装できます】
https://www.nc-net.or.jp/company/98405/product/detail/195489/
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる、広い製缶スペースと確かな技術があります。
この対応力は「オーダーメイド」で数々の製品を手掛けてきた原田鉄工だからこそ!
熟練の職人が多いので、何でもお任せください!
また敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、製作~塗装そして出荷も難なくこなす事ができます。
ブラスト・塗装設備も取り揃えておりますので、ステンレス材への塗装なども対応可能です!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
鉄、鋼、ステンレス、アルミなど
製缶や塗装に関する事なら原田鉄工へお任せください。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎SUS304
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
加工が比較的容易で腐食に強いこともあり、ステンレス鋼の中では最も広く使われています。
一般的に『さすさんまるよん』と呼ばれています。
◎SUS316
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
SUS304にモリブデン[Mo]を添加することで耐食性と耐孔食性を向上させたステンレス鋼です。
より錆びにくくなっている分高価な金属なので、使いどころが選ばれます。
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【製缶 ~溶接・組立について~】
原田鉄工の製造部 溶接・組立など製缶に関する紹介ページ 一覧です。
随時更新していきますので是非ご覧ください。
―――工場紹介についてはこちらからのページをご覧ください―――
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【ドローン 原田鉄工 会社所在地】
https://www.nc-net.or.jp/company/98405/product/detail/179843/
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
―――製缶の詳細についてはこちらのページをご覧ください―――
【製缶とは ~製缶ってなに?~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
―――製品の詳細についてはこちらのページをご覧ください―――
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【自社製作品 自動ショットブラストマシン】
https://www.nc-net.or.jp/company/98405/product/detail/176956/
【SUS304/SUS316 ステンレス溶接】
https://www.nc-net.or.jp/company/98405/product/detail/182168/
【広島で半自動・TIG溶接が得意な鉄工所】
https://www.nc-net.or.jp/company/98405/product/detail/180151/
【大型製缶・溶接の事なら原田鉄工 H 広島へ!】
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【省力化装置・搬送装置 一貫生産】
https://www.nc-net.or.jp/company/98405/product/detail/183806/
―――防錆部の詳細についてはこちらのページをご覧ください―――
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
★HP★
https://xs284308.xsrv.jp/index.html
➤随時更新していきますので、是非ご覧下さい。
★You Tube★
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
➤様々な施工過程や自社製品を紹介しています。よろしければチャンネル登録お願いします!
★Face book★
https://fb.com/haradatekkou.hiroshima
➤製品説明や加工紹介しています。よろしければフォローお願いします!
★インスタ★
https://www.instagram.com/haradatekkou_hiroshima/
➤ショート動画で施工状況を紹介しています。よろしければフォローお願いします!
「大量生産」ではなく「オンリーワン」の創造。
そのお望みを叶えるのが、原田鉄工です。
創業から80年間ひたすら大量受注・大量生産では無く、お客様の望む製品を”オーダーメイド”することに拘り、チャレンジを続けてきました。
確かな技能と様々な製品を造り上げてきたノウハウにより、これからも皆様に満足いただける製品を造り続けていきます!
製缶、ブラスト、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【上塗 仕上塗装 艶 光沢】
カバーや手摺など仕上塗装3色 しっかり艶と光沢を出しながら塗装します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
今回塗装したのは3色
黄色:2.5Y8/16
橙色:2.5YR6/13
薄緑色:2.5G6/3
※右側の数字とアルファベットはマンセル記号です。
部品ごとに仕上色が違うので、同じ色の部品をまとめてから塗装を行います。
鮮やかな色は十分に塗膜をつけなければ、きちんと発色してくれないので1点1点確かめながら塗装しています。
なかなか発色しにくい、ツヤが出にくい色や塗料は塗り重ねる事もあります。
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎マンセル値
日本塗料工業会が発行している標準カラーチャートです。
数字とアルファベットで色相・明度・彩度を表しています。
例)2.5Y8/16 →2.5Y [色相] 8[明度] 16[彩度]
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【広島 大型工場】
広島西区観音にて創業80年の原田鉄工
工場は広いですが、小型製品や小ロット品の加工も多く手掛けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
長い経験の中で磨き上げた技能とノウハウを駆使し、試作品、専用設備・治具などお客様にご希望に合わせた製品を製作します。
量産品はあまり取り扱っておらず、一品物や小ロット品を多く製作しています。
『図面が無いもの』『どこに頼めば作れるか分からないもの』『イメージ段階の構想』などお気軽にご相談ください。
一緒に作り上げましょう。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【省力化装置・搬送装置 一貫生産】
https://www.nc-net.or.jp/company/98405/product/detail/183806/
敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ゴムロール 1種ケレンでゴムを剥がす!】
【チャンネル登録】https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig?sub_confirmation=1
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ゴムロール φ220×5,500
数量18本をブラストでゴムを剥がして綺麗にしていきます。
古くなりゴムが摩耗してしまったので、使えなくなってしまったロールたちです。
ゴムのみではなく錆などが発生している為、このままゴムをつけるわけにもいかないので一度ブラストで綺麗に剥がしてから再びゴムを巻くとの事です。
使えなくなった製品が再び綺麗に生まれ変わるのは気持ちが良いです!
ちなみにゴムを貼る作業は弊社では対応できませんので、ご注意を。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
ゴムを剥がす作業に時間がかかってしまうので、入荷後まずゴムロールのゴムをグリットブラストで剥がします。
その後出荷直前にサンドブラストで復活してきた錆を全て落として、出荷となります。
ゴムや錆を落とし、再度ゴムを貼ることで新品同様の製品へ。
更にブラストで表面が凸凹になることで表面積が増え、ゴムの密着性向上にも繋がり長持ちする製品となります。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
サンドブラスト 特徴
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがある
為、「フェロニッケルスラグ」を原料とした非金属性の研削材を使用している。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【塗装剥がし 簡単な方法】
塗料が大量に付着したものでも、簡単に塗装を剥がす事が出来ます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装用の社内治具として使用していたものですが、何度も繰り返し塗装に使うので原型が分からない程塗料が付着してしまったようです。
ここまでくると治具としても、活用できないとの事でした。
一度ブラストで完全に塗料を剥がし、再度塗装を行う事で新品同様になりました。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
中々ここまで塗料が付着してしまうと、とても通常の方法では塗装を剥がす事が困難です。
多くの時間と労力をつぎ込めば可能ではあると思いますが…
1種ケレンのブラスト処理ならば1時間かからずに、全ての塗料を剥がす事が可能です。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
塗装剥がしでお困りのことがあれば、お気軽にお尋ねください。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗装は下地処理が最も重要です】
塗装を綺麗に仕上げる事、長持ちさせる事も全ては下地処理を十分に行っているかで決まります。
塗装において最も重要とされている「下地処理」について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装を綺麗で長持ちさせるためには
『優れた設備』や『高い技術』、『高性能な塗料』などではなく、しっかりと下地処理を行っている事が最も重要となります。
下地処理とは簡単に言うと「塗装前に表面をより塗装に適した状態へ変える事」です。
表面を掃除したり、不純物を削って取り除いたり、やすり等で目荒しや塗膜の平滑化の為に擦るなどの作業の総称となります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
塗装の寿命に与える影響はこのようになってます。
素地調整(1種ケレンと2種ケレンの差) ― 49.5%
塗装回数(1回塗りと2回塗りの差) ― 19.1%
塗料種類 ― 4.9%
塗装技術や気候、周辺環境 ― 26.5%
実は塗装の寿命のほぼ半分は素地調整(下地処理)が影響している事になります。
それも1種ケレンと2種ケレンの差だけでこれほどの違いが出てくるので、下地処理を行っていないものはほぼ「下地処理を行っていない事が原因」で塗膜の寿命を迎える事となります。
こちらの下記リンクにて詳しく説明しています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
下地処理には大きく3つのメリットがあります。
①表面の不純物を取り除く!
不純物の上から塗装を行った場合、塗装不良や剥離する可能性が高い。
→不純物を取り除き清浄化された表面に塗装する事で不良や剥離を防ぐ事ができます。
②表面積を増やすことで、付着性を上げる!
ツルツルの表面に塗装を行った場合、塗装が剥離する可能性があります。
→下地処理で目荒しを行った結果、表面に出来た凹凸に塗料が入りこみ密着します。
③仕上がりを綺麗にする!
表面がデコボコだったり、ゴミなどが付着した状態に塗装を行っても綺麗な仕上がりにはできません。
→表面を滑らかにする事で塗膜の平滑化が可能となります。
これらの理由から塗装工事で最も重要な工程は下地処理と言われるのです。
塗装工事は塗装不良があってはなりません、そのため常に入念な「下地処理」を行い清浄な下地へ塗装を行いましょう。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【長寿命化のためのLCC 低減】
構造物や建造物など大型インフラ等の長寿命化にあたり、LCC(ライフサイクルコスト)は大きな課題となります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
LCCとは『Life Cycle cost』の頭文字をとった言葉で、『生涯費用』とも呼ばれます。
構造物・建造物の建設費~処分費まで全てのかかる費用の事となります。
多くの構造物や建造物は建設費にかかる割合はLCCの中の20~25%と言われております。
実は作るより改修・保全・運用の費用の方が4~5倍もかかっている事になります。
製作費は金額が試算しやすく、一度に費用が必要となるので「すこしでも安く」と考えられるかもしれませんが、生涯費用であるLCCの事を考慮すれば「初期費用が高い」方が「結果として安くなる」場合もあるのです。
グラフは下記①と②のLCCと使用年数を比較したものです。
①一般塗装系(その名の通り一般的な塗装仕様)
②重防食塗装(厳しい環境に対応する塗装仕様)
一般塗装系では簡単な塗装仕様ですので、初期の製作費がかなり安くなってます。
しかしながら塗膜の耐用年数が短いため、頻繁に塗替え工事などのメンテナンスが必要となるのです。
逆に重防食塗装では何度も塗装を重ね、厚い塗膜を形成させるため初期の製作費用が高いです。
しかし塗膜の耐用年数が長く、塗替え工事等のメンテナンスが長期間不要となり結果としてLCC(ライフサイクルコスト)が安くなるのです。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
建造物や構造物は資源、環境、費用の観点からより長寿命化が求められています。
つまり長寿命となることでより一層、製作費等のイニシャルコストよりランニングコストの方がLCCにおける割合が増えてきます。
長期間、安価で、安全にするためには、環境に耐えうる重防食塗装が必須となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【機械など金属への吹き付け塗装】
金属への吹き付け塗装の事はお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では長年「重防食塗装」について研鑽を重ね、製品の長寿命化を目指しています。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
吹き付け塗装とは?
塗料をスプレー等の専用の機器にて塗装を行う方法です。
刷毛塗りやローラー塗りと比較し、塗装効率が良く美しく仕上げる事が可能です。
原田鉄工ではエアレススプレーを使用し、吹き付け塗装を行っています。
金属塗装の寿命を決めるのは『素地調整』と『塗装膜厚』となります。
素地調整とは被塗装面を塗装に適した状態にする事です。
素地調整を怠った塗装物は錆や油分などの上に塗装を行う事となり、短期間のうちに塗装が剥がれてしまいます。
塗装膜厚とは塗膜(塗料が乾燥したもの)の厚みの事です。
塗装は被塗装物を保護する為に行われます。
この塗膜が均一で適切な厚さでなければ、被塗装物を長期間守る事が出来ないのです。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
原田鉄工では「ブラスト処理」にて素地調整を行っていますので、錆や油分など塗装の妨げになるものを一切排除します。
素地調整が完了後、そのまま塗装工程へと移る事が可能な一体型工場ですので清浄な状態で塗装を開始します。
塗装膜厚を常に検査、修正を行いながら塗装工程を進めますので均一で適切な塗装膜厚に仕上げる事が出来るのです。
大型の機械や製品は環境条件や作業条件などの理由から、メンテナンス・修繕を頻繁に行う事ができません。
原田鉄工の塗装ならメンテナンス・修繕の頻度を減らし、間隔を延ばす事が可能です。
金属への吹き付け塗装の事ならお任せください!
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラストで塗装を長寿命化】
ブラスト処理を行ったか、行っていないかでは製品寿命に大きな差が表れます。
ブラストには製品を長寿命化させる効果があるのです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストとは?
「素地調整」や「ケレン作業」といった塗装前に行う表面の不純物を取り除く方法の一つです。
この表面の不純物を取り除く方法は様々ありますが、「ブラスト」が最も確実で効果があるとされています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
なぜブラストを行うかと言うと
金属の表面(下地)には様々な不純物が付着しているからです。
この不純物を除去しないまま塗装を行ってしまうと、金属と塗膜の間に不純物が挟まれている事になり塗膜の早期剥離など重大な塗装不良となってしまうのです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラスト処理を行えば表面に付着している不純物を完全に除去する事が可能です。
不純物の一切無い素材表面に塗装を行う事で、塗料本来の性能を十分に発揮する事が出来ます。
また研磨剤が衝突し出来た表面の凸凹へ塗料が入り込むことでより強く密着する「アンカー効果」が期待できるのです。
ブラスト処理で美しい外観で製品を長持ちさせてみませんか?
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【金属塗装の種類と選び方】
金属・非鉄金属・木材・プラスチックなどの素材はそのままの状態では紫外線や雨風、摩擦など様々な要因によって日々損傷を受ける事となってしまいます。
原田鉄工で毎日行っている「金属塗装」の種類と選び方について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【塗装とは?】
塗装は材料の表面を「塗料の膜で覆う表面処理」の一種です。
【塗装の目的とは?】
材料の保護、見た目を美しくするなど多くの目的に用いられますが大きく分けて3つあります。
①保護
塗料を塗り乾燥させる事で表面は強固な塗膜(塗料の膜)に覆われます。
この塗膜が本来材料が受けるはずだった損傷から保護します。
金属の場合は特に顕著で、空気中の酸素と接触しているだけで常に酸化が進み錆となってしまう金属は塗装で保護してあげる事が必要となります。
②装飾
色や光沢、ツヤ、模様を与え見た目を美しくさせます。
同じ製品でも塗装の色や模様を変えることで、私たちの生活に彩りを与えています。
③機能の付与
塗料には様々な機能が付与された塗料もあります。
例えば耐熱性や放熱性、潤滑性を高める効果があるものや防虫、蛍光、蓄光などの機能も付与する事が可能な塗料も開発されています。
【金属塗装の種類】
①はけ塗り
塗装用の刷毛で塗料を塗り広げる方法で、道具も少なく最も手軽に塗装できます。
しかしながら綺麗に塗装するには技術が必要であり、塗装効率も悪いので広い範囲を塗装するには適していません。
②ローラー塗装
ローラーを転がしながら塗料を塗り広げる方法で、はけ塗りの次に少ない道具で塗装できます。
技術が無くでも簡単で綺麗に塗装可能で、はけ塗りより塗装効率も優れていますが複雑な形状では塗装できません。
③エアレススプレー塗装
塗料にエアー圧力をかけ微粒子化した塗料を吹き付け塗装する方法で、多量の塗料を吐出するので塗装効率に優れています。
複雑な形状でも塗装可能で綺麗で均一な塗膜を形成する事ができますが、塗装には技術が必要なのとそれなりの設備や防具が必要なのでコストがかかります。
④エアスプレー塗装
塗料をエアーと同時に噴射する事で霧化した塗料を吹き付けて塗装する方法で、複雑な形状でも綺麗に塗装できます。
エアレススプレーより設備費も比較的安価で済みますが、少量の塗料しか吐出できないので塗装効率が悪く、多くの塗料が飛散するので塗料損失が大きいです。
⑤電着塗装
塗料の中へ材料を入れ電気を流す事で塗料を付着させる塗装方法で、生産性に特化した大量生産向けです。
複雑な形状でも均一な塗膜を得る事ができますが、多くの設備費が必要で塗料の変更が柔軟に対応できないので小ロット生産には不向きです。
⑥粉体塗装
電気で粉末状の塗料を材料に付着させる塗装方法で、機械化が容易なため大量生産向けです。
厚塗りが可能で塗膜の強度が高い事が特徴ですが、色の微調整が難しく多くの設備費が必要となります。
③エアレススプレーでの塗装工程や塗装条件については下記リンクで紹介しています。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装の選び方】
金属塗装の方法はこのように多くあり、どの塗装方法にも「長所と短所」があります。
塗装素材の材質や大きさ、数量、コストなどによってある程度塗装方法を決める事ができるのではないでしょうか。
塗装する目的によって塗装方法も変わってくると思いますので、それぞれの特徴に合わせて選定する事が重要です。
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
また剥がれない金属塗装を行うためには、「素地調整を入念に行う事」と「金属の材質に合わせた下塗りを行う」この2点を怠らない事が重要です。
詳しいことは下記リンクで説明しています。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【下塗りをしないと剥がれます】
https://www.nc-net.or.jp/company/98405/product/detail/191667/
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト加工の構造と効果】
ブラスト加工はどんな仕組み?どのような効果があるの?
そんな疑問にお答えします!
ブラスト加工を行うための装置の「構造」、ブラスト加工を行った「効果」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラスト加工とは?】
ブラストは表面処理における加工方法の1つです。
「ブラスト加工」や「ブラスト処理」の他に「1種ケレン」とも呼ばれたりします。
研磨材と呼ばれる粒子を高速で投射し対象物の表面にぶつける事によって、表面の状態や性質を変化・向上させる加工です。
『素地調整 ブラスト以外の方法について』
https://www.nc-net.or.jp/company/98405/product/detail/197750/
【ブラスト加工の構造】
ブラストの加工方法は大きく分けて「エアー式」と「機械式」の2つに分けられます。
・エアー式は圧縮した空気の力を利用し、研磨材を投射する方法。
・機械式は回転させた羽根車に研磨材を入れ、遠心力を利用し投射する方法。
原田鉄工の設備であるエアー式ブラストは画像(1.ブラストの基本構造)のようになってます。
『その他の「ブラスト加工」の種類と特徴について』
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラスト加工の効果】
ブラスト加工後は研磨材が衝突したことにより表面は研削されます。
👆画像(2.ブラスト加工後の表面)を参照
表面に付着していた汚れ・錆・油分などの不純物は除去されると同時に細かい凹凸を無数に形成します。
その後塗装などの防錆処理を施すことで、「不純物が一切無い表面」へ塗装する事が可能になるのです。
更に表面に出来た無数の凹凸は塗料が入り込み硬化する事で、密着性を向上させる重要な役割があります。
また表面を研削し均一化する事で塗装の仕上がりも良くなる効果もあるのです。
『ブラスト・塗装のメリットとデメリットについて』
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【まとめ】
金属の表面には必ず錆や油分、汚れが付着しています。
これらの不純物を残したまま塗装を施しても塗料が弾かれる、剥がれる、硬化不良などの塗装不良が起こります。
塗装などの防錆処理の大きな目的は「金属を腐食させない」「見た目を整える」の2点です。
ブラスト加工はこの2点を大幅に向上させる効果があるのです。
構造はシンプルですがその効果は絶大で、塗装を行う上では欠かせないのがブラスト加工です!
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎研削(英語:Grinding)
研ぎ減らす事。
高硬度の粒子、粉末、砥石などで表面を擦る。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【プラントの塗装工事の事なら】
信頼と実績のある原田鉄工へお任せください。
創業から80年間多くの工事に携わり、技術と知識を磨き続けてきました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『プラントってなに?』
プラントとは複雑な設備や高度なシステムを組み合わせる事で特定の資源・素材を生産する大型施設の事です。
工場と同じ意味合いで使われる事もありますが、プラントは目的の資源や原料などを作るため様々な役割を持った工場や設備などが集まった施設となります。
『プラントの種類について』
プラントには食品プラント・電力プラント・水処理プラントなど多くの種類がありますが、大きくは3種類に分類されます。
「産業系プラント」
食品や飲料品、化学薬品、金属、電気やガスなどのエネルギーといった私たちの生活に欠かせない製品を作っているプラントです。
「石油化学系プラント」
原油からガソリン、灯油、LPガスを精製する他プラスチックやナイロンといった石油化学製品を作るプラントです。
「環境系プラント」
汚水、食品やプラスチックなど廃棄物を処理・再資源化させるプラントになります。
『プラントの塗装工事』
どの種類のプラントも様々な設備を大小様々な配管で繋ぎ合わせる事で稼働しています。
プラントでは人体にとって有害物質や化学薬品を取り扱う事も多く、僅かな漏洩でも大惨事となってしまいます。
そのためプラントは安全性を確保する為、定期的にメンテナンスと補修を行っているのです。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
プラントの塗装工事は通常の塗装工事と比較し、より高い専門性が必要となります。
設備・流体の種類が多いので、耐薬品性・耐熱性・耐候性・耐食性など多くの耐性が求められるからです。
またメンテナンス塗装では旧塗膜の状態を見極め、適切な下地処理を行い再塗装を行わなければなりません。
原田鉄工では多くのプラント設備を製作・塗装・メンテナンスを行ってきました。
溶接・ブラスト・塗装まで全て一貫施工が可能!
1種ケレンのブラストで旧塗膜を完全剥離する事で、塗膜はより長期間に渡って製品を保護する事が可能になります。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
メンテナンス時のコストでは
1種ケレン+塗装 < 2種ケレン+塗装
このようになりますが、メンテナンス頻度が1種ケレンの方が少なくなるのでトータルコストは
1種ケレン+塗装 > 2種ケレン+塗装
1種ケレン施工時の方が圧倒的に少なく、更に安全性などのリスクも低く済みます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装について|塗装の効果と方法】
塗装とは塗料の膜で表面を覆う事です。
表面に付着した塗料は硬化することで「色」、「艶」、「光沢」などで見た目をキレイにしてくれます。
しかし見た目以外にも塗装は様々な効果を与えてくれます。
塗装の効果とその方法について説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装ってなに?
・塗装の3大効果について
・意外と知らない塗料の種類について
・塗装の方法について
・塗装を失敗しない為には
・まとめ
『塗装ってなに?』
最初に説明したように塗装とは「塗料の膜で表面を覆う事」です。
素材表面の性質を向上・改善する「表面処理」という工法の1つになります。
塗装を行い塗料が完全硬化したものを「塗膜」と呼びます。
一般的に塗料は硬化しなければ性能を発揮する事が出来ません。
塗装工程について下記リンクで詳しく紹介しております。
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『塗装の3大効果について』
塗装の効果は大きく3つに分けられます!
①装飾
色や艶、光沢、質感などを表面に与える事で見た目を美しく装飾します。
また色を変える事でデザイン性を生み出す事も可能です。
②保護
塗装を行う事で表面は強固な塗膜により保護されます。
雨風、紫外線、湿気、衝撃などから守る事で劣化を遅らせ、寿命を延ばしてくれます。
③機能の付与
塗料には耐熱や断熱、蛍光、防腐、防虫など様々な効果を付与するものもあります。
『意外と知らない塗料の種類について』
塗料は無溶剤系塗料、粉体塗料の一部を除き「顔料」、「樹脂」、「溶剤」、「添加剤」の4つで構成されています。
この中の樹脂が塗料の主体となる成分であり、樹脂の種類が変わる事で性能や耐久性は大きく異なります。
主成分の樹脂で塗料の呼び名が決まり、エポキシ樹脂が主成分のものはエポキシ樹脂塗料と呼ばれる種類の塗料となります。
詳しくは下記リンクにて説明しています。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
また塗装で使用される塗料には「下塗り用塗料」、「中塗り用塗料」、「上塗り用塗料」といった種類もあります。
下塗り用は錆を防ぎ、下地との密着に優れる。
上塗り用は耐候性に優れ、光沢保持能力が高いので美しい色や艶を与える。
などと言ったようにそれぞれ役割が異なり、使い分けされています。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
『塗装の方法について』
塗装の方法は大きく3種類に分けられます。
①はけ塗り
塗装用の刷毛で塗料を塗り広げる方法で、最も手軽で道具も少なくできます。
②ローラー塗装
ローラーを転がして塗料を塗り広げる方法で、少ない道具で簡単で綺麗に塗装できます。
③吹き付け塗装
スプレーガンを使用し塗料を霧状にして吹き付ける塗装方法で、設備が必要となりますが広範囲を早く・綺麗に塗装できます。
どの方法で塗装を行うかは設備、対象物の形状や大きさ、必要とされる仕上りによって判断する必要があります。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
『塗装を失敗しない為には』
せっかく道具や塗料を購入し、時間をかけて塗装したのに「すぐ剥がれてしまう」みたいな失敗はしたくないですよね。
綺麗で長持ちする塗装をする為には以下の3点が重要となります!
①素地調整(下地処理)は入念に
塗装を行う前には対象物の表面を塗装に適した状態へしなければなりません。
表面に錆、油分などの異物を落とすため錆は紙やすり・金ブラシで擦って落とす、油分は溶剤・洗剤で拭取る事で表面を綺麗にしてあげます(ケレン作業)
異物の除去が完了したら紙やすりや電動工具で表面に細かい傷を付けます。
その後塗装する事で、塗料は傷の凹凸へ入り込む事で密着し剥がれません。
塗り重ねを行う場合も表面に傷を付けてあげる事で、より剥がれる心配がなくなります。
②塗膜の厚さ(膜厚)は均等に
塗装は塗料が硬化し膜となり覆う事で保護しています。
塗膜の厚さの事を膜厚と呼び、簡単に言えば厚ければ厚いほど保護する性能は高くなります。
しかし塗料には適正な膜厚が決められており、その数値を大幅に超えてしまうと「ひび割れ」や「剥がれ」などの結果に繋がります。
塗料の説明書を良く確認し、適正な膜厚を守る事が大切です。
③定められた分量・間隔は守る
塗料は上記で説明した通り顔料、樹脂、溶剤、添加剤の4つで構成されています。
使用前にはしっかりと混ぜ合わせておかないと、性能を発揮する事が出来ません。
硬化剤がある2液タイプのものは分量を必ず正確に守りましょう。
また塗り重ねを行う場合には、塗装する間隔を確認しましょう。
これらの情報は塗料の説明書に記載してあります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『まとめ』
塗装とは表面の性質を向上・改善させる表面処理の一種であり、表面を塗膜で覆う事で「保護」、「装飾」、「機能の付与」が可能。
塗装を行う場合にはコストや対象物の大きさ、求める仕上りに適した塗装方法を選定する事。
塗装が剥がれない為には「素地調整を入念に行い」、「膜厚を均等に管理」、「定められた分量と間隔を守る」ことで長く綺麗な状態で保護してくれる塗膜を作り出す事ができます。
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
膜厚や環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【古い塗装を剥がす方法】
塗装は表面を塗料の膜で覆う事で保護しています。
そんな塗装も時間の経過と共に雨風、紫外線などで少しずつ劣化してしまいます。
劣化すると塗装は変色したり、剥がれてきたりします。
塗り直しを行う時はこれらの古くなった塗装を剥がしておく事が「綺麗に仕上り」「長持ち」するコツです!
今回は塗り直しの際に重要となる古い塗装を剥がす方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・なぜ古い塗装を剥がすの?
・古い塗装を剥がす方法と注意点
・塗装が剥がしきれない場合は?
・まとめ
『なぜ古い塗装を剥がすの?』
塗装し完全硬化した塗料の事を「塗膜」と呼びます。
劣化した塗膜は付着力が低くなり、製品を保護する機能を失ってしまいます。
この状態の塗膜の事を「死膜」と呼びます。
死膜を剥がさないまま新しい塗料を塗り重ねても、死膜と一緒に新しい塗膜も剥がれる・ひび割れるなどの不具合が発生します。
逆に古い塗装を全て剥がし、清浄な表面へ再度塗装を行う事で仕上がりは美しく長持ちします。
『古い塗装を剥がす方法と注意点』
塗装を剥がす方法をいくつか紹介します。
1.剥離剤(剥がし剤)を使用する
剥離剤は塗装を剥がすために使用する薬品です。
塗膜に剥離剤を塗り浸透させる事で塗膜が軟化、溶かす事ができます。
使用する前には周辺に付着する事の無いようしっかりと養生を行います。
その後スクレーパーで大まかに塗膜を除去して後、サンドペーパー等で残った細かい部分を仕上げます。
まだ剥がせない塗膜が残る場合は再度、剥離剤を浸透させ同様の手順を繰り返します。
塗膜にキズを付けると浸透が早くなるのでお勧めです。
〈注意点〉
剥離剤にはいくつかの種類があり使用できない材質、剥がせない塗料の相性などを確認して使用しましょう。
プラスチック・ゴム・樹脂の製品は溶けてしまう可能性があります。
剥離剤は化学薬品で人体や環境にとって良いものではないので、使用する際は「換気」「保護具」「廃棄」に気を付けましょう。
2.工具を使用する
身近なものなら「サンドペーパー」「金ブラシ」といったものや「ディスクグラインダー」「エアハンマー」などの電動工具があります。
効率が悪く、大変ですが材質や塗料の種類を問わず剥離できるのが利点です。
大まかに電動工具で塗膜を削り取ったあと、サンドペーパーや金ブラシで仕上げを行います。
これらの工具は多くの種類、形状がありますので剥がしやすいものを選びましょう。
〈注意点〉
電動工具は怪我の恐れがありますので適切な保護具などを着用し、使用しましょう。
剥離させる周囲に傷を付けたくない箇所がある場合は養生を行いましょう。
3.ブラスト加工する
ブラストは研磨剤と呼ばれる細かい粒子をぶつける事で表面を削る加工方法です。
設備が必要となりますが、どんな塗膜や素材でも簡単に剥離する事が可能です。
まず加工が必要ない箇所は養生を行います。
塗膜が完全に剥離できるまで研磨剤を照射し、全ての塗膜を剥がします。
研磨剤には多くの種類がありますので、塗料の種類や材質にあったものを選びましょう。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈注意点〉
粉塵が発生するため防塵マスク等の保護具をきちんと着用しましょう。
材質や厚みによっては変形等の恐れもあるので、圧力や研磨剤の調整が必要となります。
『塗装が剥がしきれない場合は?』
剥がしきれない塗膜はしっかりと付着しており、製品を保護する機能を持っている「活膜」と呼ばれます。
もちろん全て塗膜は剥がして塗り直した方が良いのですが
「活膜」は「死膜」と比較し塗り直し後、直ちに影響がある事はないと考えられているので剥がしきれない場合は諦めるのも一つの手です。
この場合は活膜の上から塗り重ねる事となります。
塗料には塗り合わせの問題があり、適正でない塗料を塗り重ねた場合には「剥離」や「ちぢみ」と言った塗装不良が発生するので注意が必要です。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
まずは残っている活膜と同じか活膜と相性のいい適正な塗料を選定しましょう。
サンドペーパー等で目荒しをしっかりと行った後、削りカス等のゴミを清掃します。
そして刷毛、ローラー、スプレー等で塗装を行います。
塗装後は活膜が残っていた部分が浮き出て表面が凸凹に見える場合はサンドペーパーで表面を滑らかにしたのち、中塗りや上塗りを行えば目立ちにくいです。
仕上りが気に入らない場合は再度同様の作業を繰り返す事で滑らかな塗膜に近づきます。
『まとめ』
古い劣化した塗装は剥がしてから塗装しなければ大して時間が経たないうちに同じような状態になってしまいます。
古い塗装を剥がしてから塗り直すと仕上りが綺麗で長持ちします。
塗装を剥がす方法は「剥離剤」「工具」「ブラスト」の3種類が一般的です。
剥がす塗料の種類、剥がす製品の材質、費やす時間と費用を考慮しどの方法が適しているか選択する必要があります。
【工具を使用した場合とブラスト加工で剥離を比較しています】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工では大型ブラスト設備を完備しており、塗装物の塗り直しを得意としております。
古くなった塗装物を「新品」に戻してみせんか?
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-6】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-6(コマーシャルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を67%以上除去する必要があります。
一般的にISO Sa2と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-6とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した錆は確実に除去する必要があり、ミルスケールや酸化被膜の軽度な変色や影が表面積の33%まで許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-6の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を67%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-6の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-6で行うメリット』
SSPC SP-6は素地調整の中で3番目に高いレベルの規格となります。
最上位の規格SSPC SP-5はほぼ100%の除去が必要とされ、次点のSSPC SP-10は95%以上の除去が必要とされます。
SSPC SP-6は軽度の汚れに限りますが33%まで許容されるため、上位2つの規格と比較するとコストが削減されます。
それでも2種ケレンとされるSSPC SP-3と比較すると清浄度に優れており、より高い塗料との密着性が期待できます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
『まとめ』
SSPC SP-6は素地調整の規格であり、許容範囲が広い事から上位の規格と比較すると安価となります!
施工方法はブラストで表面に付着した異物を67%以上除去する必要があります。
許容される33%は酸化被膜などによる軽度の影や変色のみとなりますので、ご注意下さい。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
SSPC SP-6はステンレスやアルミといった塗装が密着しにくいとされる材質の密着性向上のため行われる事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではSSPC SP-6はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-3】電動工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-3(パワーツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にISO St3と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-3とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-3の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.電動工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-3の注意点』
汚染状態の確認
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真・文章で要求基準を明確にしておく事が重要です。
『SSPC SP-3で行うメリット』
SSPC SP-3は電動工具で素地調整を行う場合の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また一部損傷した塗装を修正する場合などにもSP-3にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
『まとめ』
SSPC SP-3は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-3での素地調整も対応しておりますが、
SP-2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整 ISO規格とSSPC規格一覧表】
塗装の仕様書などに記載されている「素地調整」や「下地処理」といった工程
ISO規格やSSPC規格のほかに1種ケレンなど様々な規格で記載されてあることが多いと思います。
素地調整で用いられるISO規格、SSPC規格と一般呼称であるケレンについて一覧表にまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整や下地処理について』
表面を塗装に適した状態へ変化させる工程となります。
方法や精度を「ISO規格」「SSPC規格」などの規格で定められます。
『ISO規格について』
ISOはスイスに本部がある非政府機関です。
あらゆる分野で国際的に共通する規格を制定する事を目的としております。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SSPC規格について』
SSPCはアメリカに本部がある非営利組織です。
塗装や素地調整といった分野に特化しており、素地調整の規格などを制定しています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ケレンについて』
ケレンは英語の「Clean(クリーン)」が語源とされる一般呼称です。
1種ケレン~4種ケレンに分類されていますが、規格ではないので明確な定義がされておりません。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
『素地調整の規格表』
「ISO規格」「SSPC規格」と「一般呼称のケレン」の3種類
国内の仕様書は上記3種のどれもが記載されている可能性があります。
紛らわしいのでそれぞれの規格を除錆率別で一覧にしました。
『まとめ』
塗装において最も重要とされる工程が「素地調整」です。
素地調整は製品の仕上がり、耐久性の大きな影響を与えるためです。
仕様書で定められた規格で確実に施工する必要があります。
規格によって検査方法や手順など定められている事が違いますので施工前によく確認しましょう。
【ISO Sa3】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210083/
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
表面をどれだけ洗浄しているかが、その後の製品状態を大きく左右させます。
詳細はこちら↓
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
「SSPC」と「ISO」 2種類について説明しています。
【ブラストの規格】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島での素地調整ブラスト処理|精密な素地調整で最高の仕上がり】
広島での素地調整ブラスト処理なら原田鉄工にお任せください。
創業80年で培った豊富な技術と経験で、最高品質の仕上がりを提供します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整のブラスト処理について』
素地調整は塗装の前処理として行うべき重要な工程です。
塗装対象物の表面を「塗装に適した状態へ変化させる作業」が素地調整となります。
素地調整は様々な方法が存在しますが、その中で最も優れているとされるのが「ブラスト処理」となります。
ブラスト処理は加工対象へ無数の研磨剤を衝突させる事で付着した不純物を除去し、表面を粗面・清浄化する処理となります。
詳しくは下記リンクを参照ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『原田鉄工のブラスト設備』
広島にある原田鉄工では大型のエアー式ブラスト装置を2種類設備する事で、多くの材質や仕上がりに対応する事が可能です。
「サンドブラスト」
「グリットブラスト」
幅7m×奥行10m×高さ3.5m×2基
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
また研磨剤を変更する事で「ガラスビーズブラスト」や「ショットブラスト」も行えます。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『原田鉄工のブラスト品質』
原田鉄工では国内・国外向けの多くの製品に対し、ブラスト処理を行ってきました。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
どちらの規格でも柔軟に対応可能です。
SSPCの場合は16種類、ISOの場合は6種類にも分類される規格です。
規格の選定から行う事もできますので、お気軽にご相談ください。
【ブラストの規格 SSPCとISO】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
ブラスト設備は作業員が直接ノズルを持って処理する手動式なので、複雑な製缶品やタンク内部でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
屋内塗装設備も完備しておりますので、ブラスト処理後は早急にプライマー処理を行います。
プライマー・下塗塗装まで/上塗塗装までなど必要な部分までお手伝いさせていただきます。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装は下地で性能が決まる!?】
塗装の性能は何によって決まるのでしょうか?
塗料の質?塗装の回数?それとも塗装技術?
どれも重要な要素ではありますが、最も塗装の性能を左右するのは下地です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装の目的』
塗装を行う目的は主に3つに分けられます。
①保護
塗装は塗料で表面を覆う事で保護する役割があります。
元は液体や粉体だった塗料も完全に硬化した塗膜となる事で接触などによる衝撃、紫外線、雨風といったものから守ってくれます。
②美観
塗料は調整する事で様々な色や質感を与える役割があります。
優れた美観に変化させる事で商品に付加価値を付与します。
③機能性の付与
塗料によっては防錆、防腐、防虫や耐熱、断熱、蛍光などの機能・効果を付与する役割があります。
色によって危険性を示す事も可能です。
『塗装の工程』
まずは一般的な塗装の工程(手順)を紹介します。
①塗装の仕様を決める
まずは必要となる性能を元に「下地処理の方法」「塗装回数」「規定膜厚」「塗料の種類」などといった塗装仕様を決定する必要があります。
②下地処理(素地調整)
塗装前に表面に付着した油分・錆・ゴミ・酸化被膜などの不純物は除去する必要があります。
③塗装
使用する塗料を説明書通りの方法・分量にて混合・希釈を行います。
塗料を準備したら規定量を適切にムラなく塗装します。
④検査
塗料が完全硬化すると塗膜厚の計測を行います。
規程となる膜厚に対し過不足がある場合には調整を行います。
⑤再塗装+検査
③~④の工程を繰り返しながら塗装を塗り重ね、完成させます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『塗装は下地で性能が決まる!?』
塗装の目的は3つありますが、最も重要とされるのは「保護」の役割です。
塗装寿命は仕様に大きく左右されますが5年~50年ほどと言われます。
この塗装寿命に影響を与える要素は大きく分けると以下の4項目となります。
49.5%❘下地処理(1種ケレンと2種ケレンの比較)
19.1%❘塗装回数
4.9%❘塗料の種類
26.5%❘塗装技術や周辺環境、気候
下地処理が塗装寿命に与える影響は約50%あり、ほかの項目と比較しても圧倒的です。
1種ケレンはブラスト加工による下地処理
2種ケレンは電動工具を使用した下地処理
方法が異なるだけでここまで塗装寿命に影響を与える下地処理は塗装工程の中で最も重要とされ、下地処理によって塗装性能は決まると言っても過言ではありません。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『そもそも下地処理とは?』
下地処理は下処理や素地調整などとも言われ「塗装に適した表面に変化させる処理」です。
多くの方法があり「表面の状態」や「必要な耐久性」を考慮して、いくつかの処理を組み合わせ作業します。
一般的な下地処理は以下の3工程となります。
〈脱脂作業〉
表面に付着している油分や汚れは塗料を弾いてしまいます。
有機溶剤や洗剤を使用し、ふき取る事で除去します。
〈ケレン作業〉
表面に付着している酸化被膜や錆、劣化した塗装などは塗料の付着を妨げ早期剥離の原因となります。
サンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去しましょう。
ケレン作業は使用する「工具」と「清浄度」によって4つのグレードに分類されます。
表面の状態や必要な耐久性を考慮し、グレードを選定する必要があります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈パテ、プライマー塗付〉
塗装対象物の材質や表面の状態によってはパテ付けが必要だったり、専用のプライマーを塗る必要があります。
パテは劣化している箇所を補修したり、凹んでいる箇所を均一にするなどで仕上がりを美しくします。
特殊な金属や木材、コンクリートに対してはそのまま塗装しても塗料が密着しない、吸い込んでしまう、滲んでしまうなどの不具合を防ぐ専用プライマーを使用する必要もあります。
『まとめ』
塗装性能を決めるのは下地処理です!
なぜここまで下地処理が重要かと言うとしっかり下地処理を行う事で「密着性」「仕上がり」が大きく向上するためです。
下地処理を行わず塗装を行うと表面に付着した油分・錆・酸化被膜といった不純物によって塗装が弾かれたり、簡単に剥がれ落ちてしまいます。
塗装は紫外線や雨風などの影響によって年々減少はしますが、多くの塗装は経年劣化による塗装寿命を迎える前に密着力不足によって剥がれ落ちてしまいます。
またケレン作業とパテ、プライマー塗布によって表面に付着した不純物を除去し、平滑な表面に変える事で塗装後の仕上がりも大幅に向上します。
塗装の性能は下地処理でほとんど決まってしまいますので、必ず行うようにしましょう!
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の革新:下地処理から始まる耐久性向上の秘訣 - 原田鉄工の先進技術】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
金属製品の耐久性と美観を長期的に維持することは、多くの企業にとって重要な課題です。
しかし適切な下地処理と高品質な塗装技術がなければ、その実現は困難です。
原田鉄工は80年以上の経験と最新技術を融合させ、この課題に革新的なソリューションを提供しています。
『下地処理の重要性』
下地処理は、塗装の耐久性を決定づける最も重要な工程です。
適切な下地処理を行うことで、以下のような効果が期待できます。
・塗膜の密着性向上
・腐食の防止
・塗装の美観維持
・製品寿命の延長
当社の調査によると適切な下地処理を行った場合、塗装の寿命が最大3倍延びるというデータがあります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『効果的な下地処理の方法』
金属塗装における主な下地処理方法とそのメリット・デメリットを紹介します:
a) ブラスト処理
メリット:高い下地処理能力、均一な表面粗さの形成
デメリット:設備投資が必要、騒音・粉塵の発生
b) 化学的処理
メリット:複雑な形状にも対応可能、低コスト
デメリット:廃液処理が必要、下地処理能力が低い
c) 機械的処理
メリット:簡易的な処理が可能、設備が不要
デメリット:大面積処理に時間とコストがかかる、均一性に欠ける
各方法の詳細と規格については以下リンクで解説しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト処理と電動工具処理 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『下地処理が塗装性能に与える影響』
適切な下地処理は塗装性能を大きく向上させます
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
塗膜の密着性向上:剥離リスクの低減
耐久性の向上:錆びの発生を抑制
美観の長期維持:仕上がりの向上や塗装剥離を防止
メンテナンス頻度の低減:総合的なコスト(LCC)の削減
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『長持ちする金属塗装のポイント』
業界別の推奨方法を含む、金属塗装を長持ちさせるポイントをご紹介します
a) 適切な下地処理の選択
b) 塗装環境の管理
c) 高品質な塗料の使用
d) 定期的なメンテナンス
例:橋梁業界では厳しい腐食環境に対応するため、ISO Sa2.5以上のブラスト処理と重防食塗装システムの採用が推奨されています。
『原田鉄工の革新的ブラスト・塗装サービス』
原田鉄工では80年以上の豊富な経験と最新の技術を融合させ、金属塗装業界をリードする革新的なサービスを提供しています。
私たちが選ばれる理由は以下の通りです。
a) ワンストップソリューション
ブラスト処理から塗装、検査まで一貫して自社で行うことができるため、品質管理が徹底され高品質な製品を提供可能。
また製品の移動に関わる時間・コストも必要ありませんので、短納期・低コストを実現。
これにより、お客様の手間と時間を大幅に削減できます。
b) 最新の設備と技術
大型ブラスト室や最新の塗装設備を完備し、あらゆる規模と形状の金属製品に対応可能です。
また環境に配慮した無溶剤型塗料の使用など、先進的な技術を積極的に導入しています。
c) カスタマイズされたソリューション
お客様の業種や製品特性、使用環境に応じて最適な下地処理方法と塗装仕様を提案します。
単なる作業の請負ではなく「お客様の課題解決パートナー」として、コンサルティングから実施までトータルにサポートします。
d) 品質保証とアフターフォロー
社内一貫生産となる厳格な品質管理システムにより、高品質な仕上がりを保証します。
さらに塗装後の定期点検やメンテナンスのアドバイスなど、製品の長寿命化をサポートする充実したアフターフォローを提供しています。
e) 幅広い対応力
機械設備、橋梁、プラント設備、船舶、建築資材など多岐にわたる分野での施工実績があります。
小ロットから大型構造物まで、あらゆるニーズに柔軟に対応いたします。
f) 環境への配慮
低VOC塗料の使用やブラスト粉塵の適切な処理など、環境負荷の低減に積極的に取り組んでいます。
お客様の環境方針にも柔軟に対応いたします。
g) 技術力の証明
ISO規格やSSPC規格などに準拠した高度な技術力を保有しています。
品質と信頼性において、業界トップクラスの評価をいただいております。
h) 緊急対応力
突発的な工事や塗り替え需要にも迅速に対応し、お客様の事業継続性をしっかりとサポートします。
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
高品質な仕上がりはもちろん、厳しい検査基準、納期の厳守、コスト削減、環境配慮などお客様のさまざまなニーズにお応えいたします。
金属製品の耐久性向上や美観維持でお悩みの方、ぜひ原田鉄工にご相談ください。
私たちの専門家チームが、お客様の課題に最適なソリューションをご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
お客様の製品に新たな価値を吹き込む、原田鉄工の技術力をぜひ体験してください。
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
事例:沿岸部に設置するタンク・配管類
課題:塩害による深刻な腐食
解決策:SSPC SP-5 最高品質ブラスト処理と最新の重防食塗装システムの採用
結果:想定耐用年数が40年以上、ライフサイクルコストの大幅削減
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
よくある質問(FAQ)
Q: 下地処理にどのくらいの時間がかかりますか?
A: 製品の大きさや状態により異なりますが、最短で即日施工可能です。
Q: 塗装について知識がないので、相談に乗ってもらいたい。
A: 使用される環境や予算などを教えて頂ければ、最適な塗装システムを提案します。
Q:施工可能なサイズは?
A:トレーラーサイズまでなら施工可能です。10tを超える重量の場合はご相談ください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
金属塗装の課題解決に向けて、専門家が丁寧にご相談に応じます。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月2日

【究極の塗装剥離対策】
塗装剥離の原因は下地にあります!
下地処理(素地調整)を適切に行う事で塗装剥離は防ぐことが可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『下地処理・素地調整について』
塗装を行う前処理として「下地処理・素地調整」の工程があります。
下地処理・素地調整とは塗装前に表面を塗装に適した状態へ変化させる加工となります。
───塗装に適した状態───
・表面に異物が付着していない
酸化被膜、錆、塗料、汚れ、油分といった異物は塗料と表面の密着性を阻害します。
・表面に微細な傷をつける
表面を研磨し、微細な傷を作ることで塗料と表面の密着性が向上します。
───加工方法───
・ブラスト加工
大型の設備が必要となる加工で、塗装に適した完璧な状態に仕上げる事が可能です。
・電動工具処理
回転式の電動工具などを使用し、表面の異物をある程度除去する事が可能です。
・手動工具処理
やすりやブラシなどを使用し、表面に弱く付着した異物を除去する事が可能です。
下地処理は表面に微細な傷を作りながら、付着した異物を除去する事で塗料をしっかりと密着させ塗装剥離を防ぐための工程となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『塗装剥離の原因』
塗装剥離とは塗膜の密着力が弱くなり、素地や下層塗膜から剥がれてしまう現象です。
原因としては大きく分けて4つあります。
・不適切な下地処理(素地調整)
下地処理が不十分だった場合は表面に油分、酸化被膜、錆、塗料などが残り、密着不良のため剥離する。
・対象物と塗料の相性
塗装対象物の素材に合わせた塗料を使用しなければ、密着する事が出来ず剥離する。
・塗料の混合と塗装間隔
塗料は適切な混合比と塗装環境にて使用し、塗装間隔を守って塗装を行わなければ密着不足により剥離する。
・経年劣化
塗料は紫外線や雨風などの影響を受け年々劣化します。まず艶が無くなり、割れが生じ密着力が無くなり最終的に剥離します。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」については塗装を行う上で初歩的な部分なので、これらが原因となり塗装剥離する事例はあまりないかと思います。
塗装剥離のもっとも多い原因は「不適切な下地処理(素地調整)」となります。
電動工具処理や手動工具処理では表面に付着した全ての異物を除去する事が出来ません。
そのため、どこまで除去する必要があるのか?現在の製品状態と耐久年数を考慮し見極める必要があります。
この判断は容易ではなく処理自体も難しいため、塗装剥離は不適切な下地処理が原因となっている事が多くあります。
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『究極の塗装剝離対策』
塗装剥離への対策はすごくシンプルです。
・下地処理はブラスト加工にて行い、表面に付着した異物は全て除去する。
・素材と密着性の優れた塗料を適切に使用する。
・長期間剥離しないために防食性・耐候性の高い塗装仕様を選定する。
・塗膜は適切な膜厚を保つよう管理しながら塗装を行う。
上記4点を守る事で30年以上剥がれる事のない塗装が完成します!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
またブラスト加工で下地処理を行う事で、ステンレスやアルミといった金属にも塗装が可能になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『まとめ』
下地処理(素地調整)は表面と塗料の密着性を向上させるための処理。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」「経年劣化」などが原因で塗装が剥離する場合もあるが、多くの原因は「不適切な下地処理」のため。
塗装剥離を防ぐ対策は下地処理をブラスト加工にて行う事。
ブラスト加工で表面に付着した異物は全て除去、微細な凹凸を形成する事で塗料はしっかりと密着するので剥がれる事が無くなります。
また塗装時には素材と密着性、防食性・耐候性の高い塗料を選定。
膜厚を管理しながら塗装することで、長期間剥がれる事が無い塗膜が完成する。
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【鉄の錆対策と防食技術】
鉄鋼構造物の所有者や管理者にとって、錆(腐食)は常に頭を悩ます問題です。
本記事では鉄の錆のメカニズム、その影響、そして最新の防食技術について詳しく解説します。
原田鉄工が誇るブラスト技術と高度な塗装システムによって錆は長期的に防止する事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄の錆とは ~化学的プロセスの解明~
2. 錆がもたらす構造的・経済的影響
3. 原田鉄工のブラスト技術 「錆対策の革新」
4. 高性能塗装システム 「長期的な保護の実現」
5. メンテナンスと予防 「継続的な防食戦略」
1. 鉄の錆とは ~化学的プロセスの解明~
鉄の錆、すなわち腐食は鉄または鋼が酸素や水分と反応して酸化鉄を形成するプロセスです。
この化学反応は以下の式で表されます:
4Fe + 3O₂ + 2H2O → 4Fe(OH)₃
環境因子(温度、湿度、塩分濃度など)がこのプロセスの速度に大きく影響し、酸化と還元反応が同時に進行します。
錆の形成は単に美観を損なうだけでなく、構造物の強度や耐久性に深刻な影響を及ぼします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
2. 錆がもたらす構造的・経済的影響
錆の進行は、鉄鋼構造物に次のような重大な影響をもたらします。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、資源の無駄遣いや環境負荷の増大につながります。
これらの問題に対処するため、効果的な防食技術の採用が不可欠です。
長期的に錆を防ぐことで、これらの問題は大幅に減少します。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
3. 原田鉄工のブラスト技術 「錆対策の革新」
原田鉄工では最先端のブラスト技術を駆使して、錆対策における画期的なソリューションを提供しています。
当社のブラスト処理は単なる表面クリーニングにとどまらず、防食システム全体の基盤となる重要なプロセスとなります。
『原田鉄工のブラスト技術の特徴』
①高精度な表面処理
熟練の作業者によって複雑な形状の製品でも、均一で再現性の高い表面処理を実現します。
表面粗さの精密なコントロールにより、後続の塗装工程での密着性を最大化します。
②環境配慮型プロセス
密閉型ブラストシステムにより粉塵の飛散を最小限に抑え、作業環境と周辺環境を保護します。
リサイクル可能な研磨材の使用により廃棄物の削減、製品の長寿命化により改修に必要な資源削減へ貢献します。
③多様な素材への対応
鉄鋼はもちろんアルミニウムやステンレス鋼など、様々な金属材料に適した処理が可能です。
大型構造物から手のひらサイズの小型部品まで、幅広いサイズと形状に対応できる柔軟性を備えています。
④高効率処理
自社開発のブラストシステムにより、処理時間の大幅な短縮を実現しています。
自動化システムの導入により、大規模プロジェクトでも高い処理能力により納期短縮を実現します。
⑤品質管理システム
品質管理を徹底するため選任の検査官が全ての製品を検査します。
ブラスト処理は加工前の表面状態を見極め、適切な処理を行う必要があるので検査官の知識・経験が必要となります。
原田鉄工のブラスト技術は、表面処理における最新技術として業界でも高い評価を頂き創業より80年間続けてきました。
この技術により後続の塗装工程の効果を最大化し、長期的な防食性能を確保しています。
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
https://www.nc-net.or.jp/company/98405/product/detail/227136/
4. 高性能塗装システム 「長期的な保護の実現」
「原田鉄工の高性能塗装システム」
ブラスト処理された表面に最適化された多層構造を採用し、長期的な防食性能を提供します。
この塗装システムは、臨海部・海上・海中など厳しい環境条件下でも優れた保護機能を発揮します。
『原田鉄工の塗装システムの特徴』
①多層構造設計
プライマー層:金属表面との密着性を高め、防食の基礎を形成します。
中間層:塗膜の厚みと強度を増し、バリア性能を向上させます。
トップコート:耐候性と化学的耐性を提供し、美観を維持します。
②先進的な塗料技術
ガラスフレーク入り塗料や超厚膜型塗料といった特殊な塗料も取り扱いしております。
低VOC(揮発性有機化合物)塗料の使用により、環境負荷を低減しています。
③最適化された塗装設計
使用環境や要求性能に応じて、最適な塗装仕様を提案します。
海洋環境、化学プラント、食品工場など、特殊環境にも対応可能です。
④高度な塗装技術と設備
熟練の塗装技術と最新の計測器を駆使し、均一で高品質な塗膜を形成します。
広大な屋内塗装工場ですので、大型構造物や大規模プロジェクトにも余裕をもって対応できます。
⑤品質保証システム
非破壊検査技術を用いた塗膜厚測定や密着性試験により、品質を厳密に管理しています。
最適な素地調整と塗装システムにより、製品寿命は30~50年とされています。
高性能塗装システムにより鉄鋼構造物の寿命を大幅に延長し、メンテナンスコストや資源削減を実現します。
5. メンテナンスと予防 「継続的な防食戦略」
効果的な防食は初期処理だけでなく、継続的なメンテナンスと予防策の実施が効果的です。
原田鉄工では包括的な防食戦略の一環として、以下のようなメンテナンスサービスを提供しています。
『原田鉄工の防食メンテナンス戦略』
①定期な点検
必要であれば現地へ目視・非破壊検査を行い、潜在的な問題を事前に特定。
工場へ持ち帰り補修の対応を致します。
②補修技術
局所的な損傷に対してスポット補修技術を適用し、効率的な修復を行います。
最新の補修材料と技術を用いて、既存の防食システムとの互換性を確保します。
また原田鉄工には製造部もあり、損傷が激しい箇所は取替えや補強を行う事が可能です。
③環境管理
腐食を促進する環境因子(湿度、温度、塩分など)の対策方法についてアドバイスを提供します。
必要に応じて、耐薬品・耐塩害システムの導入を提案します。
④総合的なコンサルティング
専門家によるコンサルティングサービスにより、お客様が抱えている課題や起こりうる問題について最適なソリューションを提供します。
初期処理のみではなく、継続的なメンテナンスを行うことによって金属製品の耐久年数を更に伸ばす事が可能になります。
結果として生涯コスト(LCC)を大幅に削減するとともに、修繕・改修に必要となる資材も削減し所有者・環境どちらに対しても大きなメリットを生み出す事が出来るのです。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
製品の耐久性と美観を大きく左右する塗装工程。
その成否を決める重要な前処理が「素地調整」(下地処理)です。
今回は高品質な素地調整に不可欠な各種規格について、40年以上の実績を持つ原田鉄工がわかりやすく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ素地調整が重要なのか?』
塗装の仕上がりと耐久性を決定づけるのが「素地調整」です。
適切な素地調整を行うことで様々な効果があります。
・塗膜の密着性が大幅に向上
・製品の耐久性が向上
・メンテナンス頻度の低減
・トータルコストの削減
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◆主要な素地調整規格の詳細解説
『SSPC規格(米国構造物塗装協会)』
SSPC規格は、産業構造物の防食塗装分野で最も権威のある規格の一つです。
以下の点で重要な基準を提供しています。
[SSPC規格の主要な等級]
・SSPC-SP 5:最も厳格な基準で、目視可能な錆、塗装、異物を100%除去
・SSPC-SP 10:表面の95%以上の清浄度を要求、SP 5に次ぐ高清浄度基準
・SSPC-SP 6:表面の67%以上の清浄度を要求
・SSPC-SP 7:緩やかな基準で、浮き錆などの除去が主目的
[SSPC規格の特徴]
・表面処理の方法と清浄度を明確に規定
・検査方法や合否判定基準が具体的
・各種産業での豊富な採用実績
・国際的な信頼性の高さ
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【SSPC 素地調整規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/219360/
『ISO規格(国際標準化機構)』
ISO規格は世界共通の品質基準として広く認知されています。
素地調整に関する規定も非常に体系的です。
[ISO 8501シリーズの主要規格]
・ISO 8501-1:目視による表面清浄度の評価基準
・ISO 8501-2:既存塗膜の除去後の清浄度評価
・ISO 8501-3:溶接部や鋭角部の処理基準
・ISO 8501-4:高圧水による処理後の評価基準
[ISO規格の重要ポイント]
・写真による標準サンプルの提供
・詳細な表面状態の分類(A~D)
・処理グレードの明確な定義(Sa1~Sa3)
・国際取引での標準的な採用
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格(スウェーデン工業規格)』
SIS規格は特に欧州での防食塗装分野で重要な位置を占めています。
[SIS規格の特徴]
・ISO規格との高い互換性
・北欧発の厳格な品質基準
・防食性能に関する詳細な要求事項
・環境配慮型の処理方法の規定
[SIS規格の等級区分]
・Sa 3:表面の清浄度99%以上 SP5相当
・Sa 2.5:表面の清浄度95%以上 SP10相当
・Sa 2:表面の清浄度67%以上 SP6相当
・Sa 1:浮き錆などの除去が主目的となる簡単な洗浄
『各規格の比較と選択のポイント』
素地調整は使用環境や想定する耐久年数などを考慮し、選定する必要があります。
[使用環境による選択基準]
・海洋環境:SSPC-SP 10またはSa 2.5以上を推奨
・工業地帯:SSPC-SP 6またはSa 2以上を推奨
・一般環境:SSPC-SP 7またはSa 1以上を推奨
[コスト面での考慮事項]
・高グレード(SP 5、Sa 3):初期コスト大、長期的メリット大
・中グレード(SP 10、Sa 2.5):バランスの取れた選択
・軽度処理(SP 7、Sa 1):初期コスト小、長期的デメリット有
『原田鉄工の素地調整サービスの特長』
原田鉄工は素地調整の重要性に気付き、素地調整専用の大型ブラスト設備を導入。
確実な素地調整と完璧な塗装管理による製品の長寿命化を掲げ、50年以上の期間研鑽を積んできました。
原田鉄工の特徴を紹介します。
[充実した設備]
・大型ブラスト室(幅7m×奥行10m×高さ3.5m)
・グリットブラスト・サンドブラスト2種類に常時対応
・一貫した品質管理体制で素地調整後は早急に塗装
[豊富な施工実績]
・50年以上の経験と実績
・国内外の様々な業界での施工実績
・各種規格に完全対応
[ワンストップソリューション]
・ブラスト・塗装一体型工場
・即日塗装対応が可能
・厳密な品質管理による均一な塗膜形成
『長期的なコストメリット』
適切な素地調整は初期投資は大きくなりますが、以下のメリットにより長期的なコスト削減につながります。
1. 塗膜の耐久性向上
2. メンテナンス頻度の低減
3. 製品寿命の延長
4. 補修・再塗装コストの削減
5. 管理・運用コストの削減
6. 長期的な安全性の向上
高品質な塗装を行う事でトータルコストとなるLCC(ライフサイクルコスト)を大きく削減する事が可能となります!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
脱脂処理は油分や汚れなどの付着物を除去する表面処理の方法です。
塗装や接着を行う場合、表面に油分や汚れが残っている状態だと表面に密着する事ができないため簡単に剥がれ落ちてしまう不良が発生します。
そのため『脱脂処理は塗装や接着前には欠かせない重要な工程』となります!
今回は塗装を続けて80年以上の歴史を持つ原田鉄工が脱脂処理の「方法」と「効果」を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『脱脂処理について』
脱脂処理とは表面に付着した油分や汚れなとを取り除く処理となります。
表面処理の方法であり、塗装や接着する工程の前作業として必要とされる処理です。
この脱脂処理を怠ると、接着不良や塗装不良の原因に直結しますので重要な工程となります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装不良が発生する原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/217006/
『脱脂処理の方法』
脱脂処理は大型槽に浸漬させる方法などもありますが最も広く行われているのは
有機溶剤となる「シンナー」「ガソリン」「アセトン」や「中性洗剤」「専用のクリーナー」などを使用し、油分・汚れ残りが無いように清潔な布などで拭き上げつ方法となります。
有機溶剤であるシンナー等は洗浄力が高く、揮発性しやすいで作業性が高いのが特徴となります。
中性洗剤は洗浄力と揮発性は低いですが、簡単に入手でき危険性が無いことが特徴です。
『脱脂処理の注意点』
脱脂処理を行う場合にはいくつかの注意点があります。
《有機溶剤の場合》
・取扱に注意が必要で、ゴーグル・マスク・手袋など着用してから使用しましょう。
・可燃性のため火気厳禁となり、冬場などは静電気にも注意が必要です。
・対象の素材によっては溶解する可能性があります。
《中性洗剤・クリーナーの場合》
・付着している油の種類によっては洗浄力が不足している場合があるので注意しましょう。
・揮発性が低いため脱脂処理後は乾拭きを行い、十分乾燥させる必要があります。
・中性洗剤の場合は洗剤残りが無いように、注意する必要があります。
『脱脂処理の効果』
脱脂処理を含む表面処理は塗装工程の中で最も重要とされています。
脱脂処理を行う事で以下の効果があります。
①不良を防ぐ
油分による弾き、密着不良を防止する事が可能です。
②仕上がりの向上
汚れや油分が塗料と混ざり仕上がりが悪くなることを防ぎ、美しくします。
③耐久性の向上
密着不良による塗装の剥離、塗膜の不均一を防ぎ塗装の耐久性を最大限引き出します。
『脱脂処理の規格』
脱脂処理にはSSPC-SP1という規格が広く使用されています。
米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
【SSPC-SP1】溶剤洗浄で行う表面処理について
https://ja.nc-net.or.jp/company/98405/product/detail/210619
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『まとめ』
脱脂処理とは「油分や汚れを除去する処理」
塗装工程で最も重要とされる表面処理の一つとなります。
脱脂処理に使用する溶剤や洗剤は数多くありますが、長所と短所がありますので素材や付着している油分・汚れを考慮して選ぶ必要があります。
脱脂処理を行う事で表面の密着性・仕上がりだけではなく耐久性までを向上させることができます。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装の耐久性を左右する下地処理と塗料選定のポイント】
金属製品の寿命を大きく左右する要素のひとつが「塗装の下地処理」です。
どんなに高性能な塗料を使用しても、下地処理が不十分であれば、数年で塗膜が剥がれたり、錆が再発することがあります。
本ページでは、金属塗装の耐久性を長く維持するために欠かせない「下地処理の重要性」と「塗料選定のポイント」について、原田鉄工の技術をもとに解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ下地処理が重要なのか』
塗膜は、金属を空気や水分、塩分などの腐食因子から守る“防食バリア”の役割を果たします。
しかし、金属表面に油分・酸化皮膜・汚れ・サビなどが残っていると、塗料が密着せず、わずかな隙間から腐食が進行します。
そのため、塗装工程の中でも「下地処理」は最も重要な工程であり、仕上がりの耐久性の約7割を左右するといわれています。
原田鉄工では素材や使用環境に応じて、最適な処理方法を選定しています。
主な下地処理方法には以下のようなものがあります。
・ブラスト処理:金属表面に研削材を吹き付け、サビ・スケール・旧塗膜を除去し、微細な凹凸を形成。塗料の密着力を高める。
・ケレン作業:ワイヤーブラシや電動工具を使用し、部分的なサビや汚れを除去。現場補修などにも有効。
・脱脂処理:洗浄剤や溶剤を用いて油分を取り除き、塗膜の密着不良を防止。
・リン酸塩皮膜処理:防錆力と塗料密着性を向上させる化学処理。鉄系材料に多く採用。
これらの処理を正しく行うことで、塗膜と金属の密着性が飛躍的に高まり、長期的な防食性能を発揮します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『塗料の選定が耐久性に与える影響』
金属塗装に使用される塗料は、用途や環境条件によって最適な種類が異なります。
以下に代表的な塗料と特徴を挙げます。
・エポキシ樹脂塗料:防錆性と密着性が高く、下塗り(プライマー)として多用される。
・ウレタン樹脂塗料:耐候性・耐摩耗性に優れ、屋外構造物や設備に最適。
・フッ素樹脂塗料:紫外線や酸性雨に強く、長期的な光沢保持が可能。
・ジンクリッチペイント(亜鉛リッチ塗料):犠牲防食作用により鉄の腐食を防止。重防食仕様に採用。
これらを「下地処理+塗料の組み合わせ」で最適化することが、長期防食の鍵です。
たとえば、ブラスト処理後にジンクリッチペイントを下塗りし、その上にウレタンまたはフッ素塗料を中・上塗りとして重ねることで、海浜地域や屋外構造物でも20年以上の耐久性を確保できます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『重防食塗装仕様の一例』
一般的な重防食塗装では、以下のような5層構造が採用されます。
防食下地:エポキシジンクリッチペイント(膜厚75μm)
下塗り:エポキシ樹脂塗料(膜厚75μm×2回)
中塗り:ポリウレタン樹脂塗料(膜厚30μm)
上塗り:ポリウレタン樹脂塗料(膜厚30μm)
合計膜厚約300μm近い仕様で、厳しい屋外環境にも対応します。
このような塗膜構成により、金属表面の防食・美観保持・メンテナンスコスト低減を実現しています。
『塗装劣化の主な原因と対策』
長年使用する中で発生する塗膜劣化には、いくつかのパターンがあります。
・チョーキング(白亜化):紫外線による樹脂分解 → 耐候性の高い上塗り塗料で対策
・剥離:下地処理不良・水分侵入 → ブラスト処理と乾燥管理を徹底
・錆の再発:塗膜欠損部からの腐食 → 局所補修と定期点検が重要
・変色・ツヤ引け:環境汚染物質や熱影響 → 上塗りの材質選定で対応
塗装仕様を決定する際には、**使用環境(屋外/屋内、湿度、塩害、薬品など)**を十分に考慮することが重要です。
【変色?時間経過による塗膜の劣化について】
https://zc1.campaign-view.jp/ua/viewinbrowser?od=3za5d769fea8002e9c31b83c814d556f2898f0a35241558fe32586041800b52b1a&rd=113dc134c6e2687&sd=113dc134c6e2677&n=11699e4be84f0f9&lkd=113dc134c6e23e4&mrd=113dc134c6e2661&vm=y
『原田鉄工の取り組み』
原田鉄工では、鉄・アルミ・ステンレスなど各種金属に対し、最適な下地処理と塗装仕様を提案しています。
ブラスト、脱脂、重防食塗装など、工程ごとに専門スタッフが品質を管理。
塗装前後の環境条件の確認、膜厚・外観検査を実施し、安定した品質を維持しています。
また、塗料メーカーと連携した試験データの共有により、最新の防錆技術にも対応しています。
「長期耐久性」「美観性」「コストバランス」を兼ね備えた塗装仕様のご提案が可能です。
『まとめ』
金属塗装の寿命を決めるのは、塗料そのものよりも“下地処理”の品質です。
確実な脱脂・ブラスト・プライマー処理を行い、適切な塗料を組み合わせることで、長期的な耐食性を確保できます。
塗装トラブルを防ぎ、設備の寿命を延ばすためにも、施工段階からの技術的サポートが欠かせません。
原田鉄工では、用途・環境・コストに応じた塗装仕様のご相談を随時承っております。
塗装に関する技術的なご質問やお見積りのご依頼は、ぜひお気軽にお問い合わせください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【大型ブラスト処理・重防食塗装の専門業者なら原田鉄工|1種ケレン・ISO/SSPC規格・一括施工対応】
■ブラスト処理の業者選びで失敗しないための重要ポイント
金属製品、特に大型の構造物や屋外・海上などの過酷な環境で使用される製品において、塗装の寿命を決定づけるのは塗料の種類だけではありません。塗装寿命の約50パーセントは、塗装前に行われるブラスト処理(素地調整)の品質で決まります。
せっかく高価な塗料を使用しても、下地となる金属表面に目に見えない錆や酸化被膜(黒皮)、油分が残っていれば、数年で剥離や錆の再発を招きます。信頼できるブラスト処理業者を選ぶことは、製品の長寿命化とトータルメンテナンスコストの削減に直結します。
■原田鉄工が提供する最高グレードのブラスト処理
広島県広島市に拠点を置く原田鉄工株式会社は、創業80年にわたり金属表面処理の専門業者として、橋梁、船舶、大型プラント設備などの重防食塗装を手掛けてきました。
大型エアーブラスト設備2基完備 弊社は、国内でも数少ない大型エアーブラスト室を2基所有しています。大型製缶品、タンク内部、複雑な形状の組立品まで、室内に収まるあらゆる製品の加工が可能です。熟練の職人が手作業で均一に研磨材を噴射するため、機械式では届かない細部まで確実に清浄な金属素地を露出させます。
1種ケレンへの完全対応 国内で最高グレードとされる1種ケレンから、2種、3種、4種ケレンまですべてのグレードに対応可能です。特にブラスト加工による1種ケレンは、除錆率95パーセントから99パーセント以上を誇り、超重防食が求められる環境に最適です。
■国際規格(ISO・SSPC)に基づいた徹底的な品質管理
ブラスト処理の仕上がりは感覚的なものではなく、国際的な数値基準で管理されるべきです。原田鉄工では、以下の規格に基づいた施工と検査を徹底しています。
・ISO 8501-1(Sa3 / Sa2.5 / Sa2):世界標準の除錆度評価 ・SSPC規格(SP5 / SP10 / SP6):産業・海上構造物で頻出するコーティング規格
Sa2.5(斑点状のわずかなシミのみ許容)やSa3(完全に均一な金属色)といった厳格な指定に対しても、確実な品質証明と共に納品いたします。
■原田鉄工が選ばれる理由:ブラスト・塗装の一括施工体制
錆戻りを防ぐスピード施工 ブラスト処理直後の金属表面は極めて活性化しており、瞬時に錆戻りが始まります。理想はブラスト後4時間以内の塗装です。弊社は同一工場内にブラスト設備と塗装設備を併設しているため、ブラスト完了から最適なタイミングでプライマー処理を行うことが可能です。このスピード感が、数十年経っても剥がれない強靭な塗膜を作り上げます。
工程管理の簡略化 設計、製缶、ブラスト、塗装、検査までを一括でお引き受けできるため、お客様の輸送コスト削減、納期管理の簡略化、責任所在の明確化に大きく貢献いたします。
■あらゆるニーズに応える研磨材の選定
加工対象の材質や目的に応じて最適な研磨材を選定します。グリットブラストによる強力なアンカー効果の形成から、サンドブラストによる梨地加工、さらにステンレス製品等の「もらい錆」を防ぐ専用メディアによる施工まで幅広く対応可能です。
■ブラスト処理の主な用途と実績
・大型構造物:橋梁部材、水門、プラント配管、架台 ・タンク内部:防錆塗装、既存塗膜の剥離 ・メンテナンス:既存塗装の除去、新品同様への再生
■お問い合わせをお待ちしております
製品の耐久性に不安をお持ちの方、大型品のブラスト業者が見つからずお困りの方は、創業80年の知見を持つ原田鉄工へご相談ください。長期間「綺麗」で「錆びない」塗装を提供し、製品価値を最大化いたします。
原田鉄工株式会社 広島県広島市西区観音新町3丁目10番11号 電話:082-232-2445 (検索用:ブラスト処理 業者 1種ケレン 重防食塗装 大型ブラスト 素地調整 ISO規格 SSPC規格)

【半導体製造装置・精密機械部品への無電解ニッケルめっき】
1,500mm×1,600mm×深さ1,700mm無電解ニッケルめっき槽で長尺・角物部品の一体加工を実現
ワールド工業株式会社の確かな技術力
─────────────────────────────────────────
★ 経済誌でも注目!半導体製造装置向け無電解ニッケルめっき技術 ★
福山市に拠点を構えるワールド工業株式会社が、業界の常識を覆す革新技術で注目を集めています。経済専門誌「経済リポートWEB版8月1日号」(https://keizai.info/special-feature/150903)にて、「硬質クロム3mm厚付けを実現 独自の筆めっきで出張修理請負う」として大きく取り上げられた当社は、1,500mm×1,600mm×深さ1,700mm処理槽による無電解ニッケルめっきでも、まさにものづくりの世界での技術革新を続けています。
【創業から積み重ねた32年の実績と信頼】
► 1992年創業以来のクロムめっき専業メーカーとしての確かな歩み
1992年、クロムめっき加工専業メーカーとして創業。主に大手製鉄会社や造船会社などからの受注に応えるべく研鑽を積み、日本の基幹産業を支える企業様からの厳しい要求にお応えしてきた実績こそが、当社の技術力の証明です。お客様の「困った」に全力で応える。それが私たちの使命だと考えています。
【◎ 当社だけの『オンリーワン技術』】
★☆ 硬質クロム3mm厚付け技術 ☆★
➤ 従来の限界を突破した驚異の厚付け技術
一般的な硬質クロムめっきは通常0.02mm-0.03mm程度が業界標準でした。しかし、当社は独自の薬液改良により、なんと3mmという驚異的な厚付けを実現。これは文字通り業界初の快挙です。
・ 従来の100倍以上の厚付けを実現
・ 腐食や摩耗が進んだ部品も完全リカバー
・ 加工前の下処理で削りすぎた場合でも対応可能
梅本社長の言葉を借りれば、「弊社の薬液は、短時間で加工できる上、その後の耐久性も既存品と変わらない耐久力を誇る」のです。
【◎ 革命的『筆めっき技術』で現地出張対応】
★☆ 筆めっき30年のベテラン職人による匠の技 ☆★
筆めっき歴30年のベテラン職人による現地での出張クロムめっきは、まさに革命的なサービスです。
〈従来の常識〉
・ 部品を工場に持ち込む必要がある
・ 大型機械は分解が必要
・ 長期間の機械停止は避けられない
・ 運搬費用も大きな負担に
〈ワールド工業の筆めっき〉
・ 現地でその場で修理対応
・ 機械を分解する必要なし
・ 短期間での復旧が可能
・ 運搬費用ゼロで大幅コスト削減
従来であれば溶接による肉盛りで応急処置をするか、部品を差し替えなければならないケースでも、当社の技術はほとんどその場での修理でリカバーさせることができます。
【◎ 完全一貫ライン『無電解ニッケルめっき』の技術力】
★☆ 1,500mm×1,600mm×深さ1,700mm 専用処理槽による一貫加工体制 ☆★
► 脱脂から仕上げまで完全一貫ラインで品質保証
当社の無電解ニッケルめっき加工ラインは、各工程に最適化された専用設備を配置した完全一貫体制を構築しています。
〈無電解ニッケルめっき加工ライン設備〉
●脱脂槽 SUS×1槽 1,000㎜×1,600㎜×1,800H
●塩素槽 PVC×1槽 600㎜×1,500㎜×1,800H
●空水洗槽(貯水洗)PP×1槽 600㎜×1,500×1,800H
●無電解ニッケル槽 SUS×1槽 1,500㎜×1,600×1,700H
●その他ラインに必要な設備一式
➤ 正方形に近い処理槽形状による安定加工
当社が導入している無電解ニッケルめっきのめっき槽は正方形に近い形をしているため、主に小型製品の加工を得意としています。小ロットから大型製品、長尺物まで、お客様の多様なニーズにお応えできます。
・ 1,500mm×1,600mmの安定した処理面積
・ 深さ1,700mmによる立体的な部品対応
・ 正方形槽による均一な液流と安定品質
・ 小ロットから量産まで柔軟な対応力
【◎ 無電解ニッケルめっきの圧倒的メリット】
► 従来の電気めっきを超える革新技術
従来の電気を用いる方法とは違い、薬液に浸漬して起きる化学反応で皮膜を形成するめっき加工技術です。無電解ニッケルめっきは一般的に「ニッケルーりん」の薬液を使うことで耐食性、耐摩耗性、耐薬品性、均一電着性などが高い水準で施されます。
〈当社の無電解ニッケルめっきによる5つのメリット〉
●精密性:化学反応でめっき加工するため、めっき膜厚が被めっき体の形状に関係なく、細部まで均一になる。
●膜厚性:めっき皮膜と素地との密着性がクロムめっきよりも強い。
●耐久性:めっき膜がNi-P合金であるため耐食性、耐摩耗性、導電性、耐薬品性などが高い。
●対応力:クロムめっきでは適用不可の樹脂やセラミック等の不導体へのめっきが可能である。
●硬度性:焼き入れの後工程を入れることで硬度が高くなり、硬質クロムめっき並の硬度で扱うこともできる。
➤ 高度な技術が要求される薬液管理
この薬液のりん含有率により性質が変化するため、無電解ニッケルめっきは非常に高い技術が求められる加工処理でもあります。当社では32年間培った技術力で、お客様の要求に応じた最適な薬液管理を実現しています。
➤ 幅広い分野への対応力
特に工業分野でのニーズは強く自動車や飛行機などの精密機器での需要や、導電性の高さを生かして電子部品へのめっき加工にも用いられ、亜鉛やアルマイトなどのめっき処理も含め、お客様のあらゆるニーズにワンストップで対応いたします。
【◎ お客様からの圧倒的な支持】
大手企業様からの継続受注は、当社技術への信頼の証です。特に現地での筆めっき修理については、
「機械を止める時間が最小限で済んで、ほんまに助かった!」
「こんな技術があるなんて知らんかった。もっと早く出会いたかった」
「コストも時間も大幅削減。これはすごい技術じゃ」
といった喜びの声をいただいています。
【★ なぜワールド工業が選ばれるのか ★】
◎ 理由1:《業界唯一》の3mm厚付け技術
部品交換や溶接修理が不要になり、大幅なコスト削減を実現
◎ 理由2:《完全一貫》1,500mm×1,600mm×深さ1,700mm無電解ニッケル処理ライン
脱脂から仕上げまで専用設備による一貫加工で安定品質を保証
◎ 理由3:《革新的》筆めっき出張サービス
現地でその場修理、機械停止時間を最小限に短縮
◎ 理由4:《30年超》の豊富な実績と信頼
大手製鉄・造船会社との長期取引による確かな技術力
◎ 理由5:《独自開発》薬液による高速・高品質加工
短時間で既存品同等の耐久性を実現
◎ 理由6:《ワンストップ》多様なめっき処理対応
無電解ニッケルから硬質クロム、亜鉛、アルマイトまで幅広く対応
【◎ 経営陣からのメッセージ】
梅本恭宏社長(56歳)は、筆めっき加工の周知を図るとともに、今後はさらに多くのめっき加工に手を広げていきたいと意欲をにじませています。
「私たちの使命は、お客様の『困った』を『よかった』に変えることです。これまで不可能だった修理も、当社の技術なら必ず解決策を見つけます。それが32年間積み重ねてきた私たちの自信です」
【◎ こんな精密機械・半導体製造装置部品のお悩みありませんか?】
✔ 複雑形状の精密部品に均一なめっき仕上げが必要
✔ 樹脂やセラミックス等の不導体にもめっき加工したい
✔ 1,200mm以上の部品の精密めっき加工を探している
✔ 電解めっきでは膜厚のバラつきが生じてしまう
✔ クロムめっきよりも密着性の強いめっきが欲しい
✔ 小ロットでも対応してくれる業者を探している
✔ 半導体製造装置部品の摩耗が激しくて困っている
✔ 部品交換のコストが高すぎて悩んでいる
✔ 機械の長期停止による生産ロスが深刻
✔ 従来のめっき技術では対応できない精密案件がある
✔ 現地での修理対応ができる業者を探している
✔ 高品質なめっき加工を短期間で依頼したい
⇨ そのお悩み、ワールド工業が解決します!
【★ まずはお気軽にご相談ください ★】
〈お問い合わせ先〉
ワールド工業株式会社
〒721-0966 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465
WEB: https://world0527.co.jp/
► 無料相談・お見積もり承ります
► 現地調査も喜んで対応いたします
► 技術的なご質問もお気軽にどうぞ
─────────────────────────────────────────
※ 当社の技術は特許出願済みです
※ 品質保証・アフターサービスも万全です
※ 機密保持契約にも対応いたします
《まとめ》
ワールド工業は、完全一貫ライン(1,500mm×1,600mm×深さ1,700mm処理槽)による無電解ニッケルめっき専門技術と、業界初の3mm厚付け技術、革新的な筆めっき出張サービスで、半導体製造装置をはじめとする精密機械部品の「不可能」を「可能」に変える技術集団です。32年間の実績と信頼、そして絶え間ない技術革新への挑戦で、複雑形状から不導体材料まで、あらゆる精密部品加工のニーズにお応えし、ものづくりの未来を支え続けます。
あなたの会社の課題も、きっと解決できます。まずはお気軽にご相談ください!
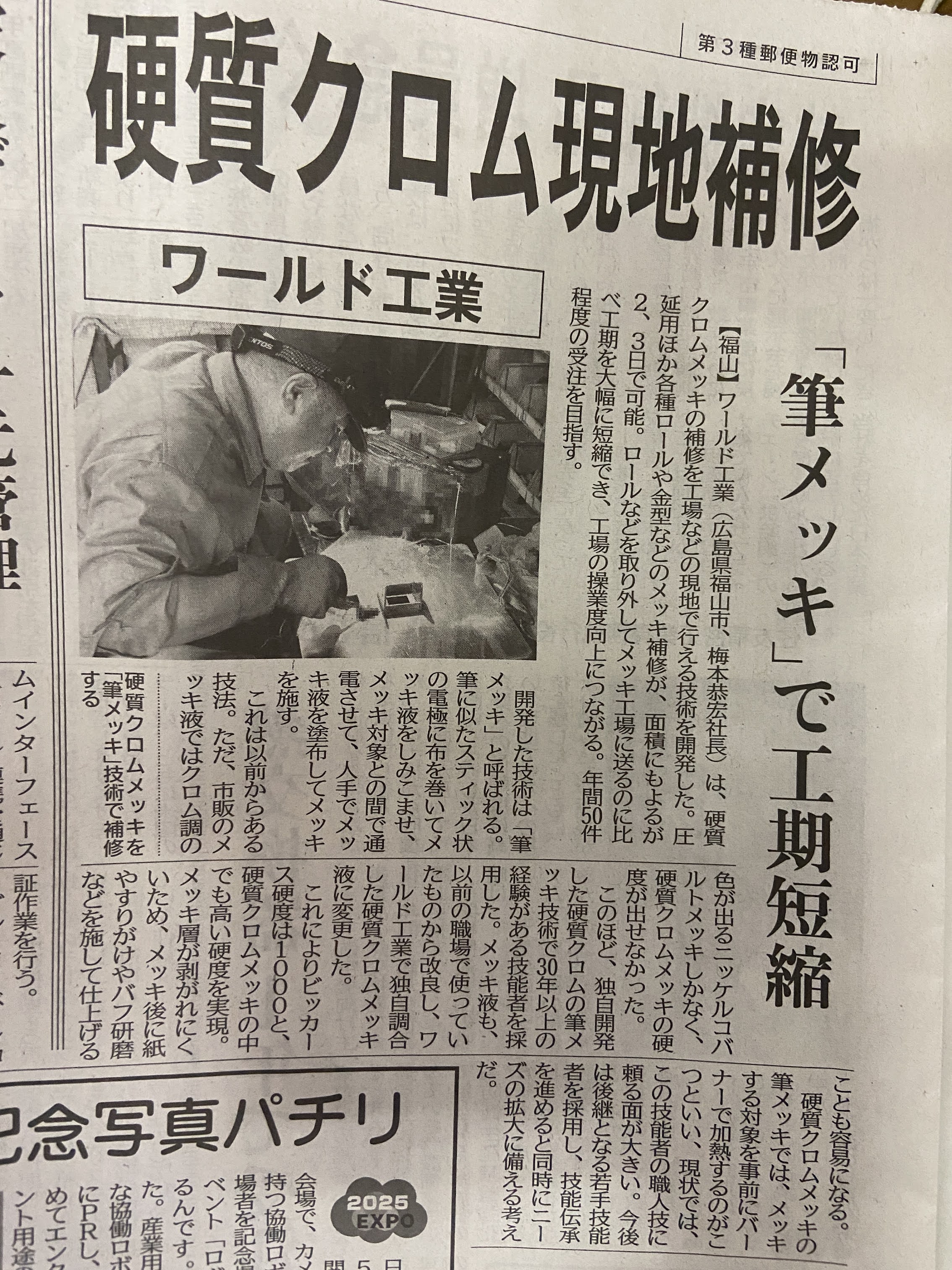
【日刊工業新聞掲載記念】
~全国紙で注目された革新的「筆メッキ」技術のご紹介~
この度、ワールド工業の独自技術が日刊工業新聞(全国版・2025年9月2日)で大きく取り上げられました!「硬質クロム現地補修『筆メッキ』で工期短縮」というタイトルで、業界に革新をもたらす当社技術が全国に紹介されています。
↓WEB版掲載記事はこちらから↓
https://www.nikkan.co.jp/articles/view/00759203
【全国紙が注目した技術革新】
★画期的な「筆メッキ」技術
記事では「従来は設備を分解して工場に運搬し、メッキ作業を行っていたが、筆メッキでは現地で直接メッキ液を塗布して修復できる」技術として紹介され、工期短縮と人件費削減を同時実現する革新性が評価されました。
★電気を使わない独自工法
「筆のような工具でメッキ液を塗布してメッキを施す。従来のメッキ技法と異なり、電気を使わず、人手でメッキ液を塗ってメッキ層を形成する」画期的な手法として全国に報道されています。
★30年の職人技術力
「メッキ技能士30年の実績がある職人が現場に出向き、技術力を提供する」として、当社の技術力の高さが強調されました。
【なぜ全国紙で注目されたのか?】
従来の常識を覆す現地補修技術が、製造業界の大きな課題を解決しているからです!
►従来の問題点
記事では「硬質クロムメッキが剥がれると、設備を分解して工場に持ち込み、メッキをやり直していた」コストと時間の課題が指摘されています。
►当社技術による解決
「筆メッキでは現地で補修できるため、設備の分解や運搬が不要。工期短縮につながる」として、抜本的な解決策として評価されました。
【製造現場のエンジニアの皆さまへ】
こんなお困りごとはありませんか?
✔硬質クロムメッキの剥がれで設備停止が頻発
✔分解・運搬・再組立で工期とコストが膨大
✔0.1mm程度の薄いメッキ層補修に悩んでいる
✔現地で迅速にメンテナンスしたい
✔製造ライン停止時間を最小限にしたい
【記事で紹介された対応分野】
◎造船業 → 塩害による硬質クロム劣化の現地修復
◎製紙業 → 大型設備のメンテナンス効率化
◎半導体製造装置 → 精密部品の迅速補修
※記事では「造船や製紙、半導体製造装置などの現地補修に乗り出す」として、幅広い業界での活用が報告されています。
【技術の信頼性】
日刊工業新聞という製造業界で最も権威ある全国紙に掲載されたということは、当社技術が業界標準となる可能性を示しています。
・30年の職人技術による確実な施工
・電気設備不要の現地対応力
・分解不要による大幅工期短縮
・運搬費用ゼロの経済性
【導入効果の実例】
従来:設備分解 → 工場運搬 → メッキ作業 → 運搬 → 再組立
↓(工期:数週間、コスト:運搬費+分解組立費+メッキ費)
筆メッキ:現地でその場補修完了
↓(工期:数時間~数日、コスト:施工費のみ)
メディアで注目された技術力を、あなたの現場でも体感してみませんか?
設備停止時間の短縮とコスト削減を同時に実現する「筆メッキ」技術で、現場の困りごとを解決いたします!
─────────────────────────────────────
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466

『LINESYS-sak』は、作業予定の進捗や達成状況を表示機能付RFIDタグ
を活用して管理・分析し、作業の見える化を実現することで問題の解決を図る
作業実績管理システムです。
LINESYS-sak×表示機能付RFIDタグにより、成果を可視化することで、問題を把握・管理することができるため、生産計画や生産コストを抑える仕組みを考察するための情報を提供することがきます。
【特長】
■作業の見える化
■生産を標準化
■報告書の作成時間削減
プラント向けラバーコルクガスケット
使用機器: カッティングプロッター
⇨ 詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
私たちは、お客様一人ひとりのニーズに寄り添い、最適な提案をさせていただきます。ゴム加工のことなら、ぜひ児玉ゴム商会にお任せください。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174

プラント向けCR製漏斗
カッティングプロッターで材料切り出し後、接着加工。
⇨ 詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
私たちは、お客様一人ひとりのニーズに寄り添い、最適な提案をさせていただきます。ゴム加工のことなら、ぜひ児玉ゴム商会にお任せください。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
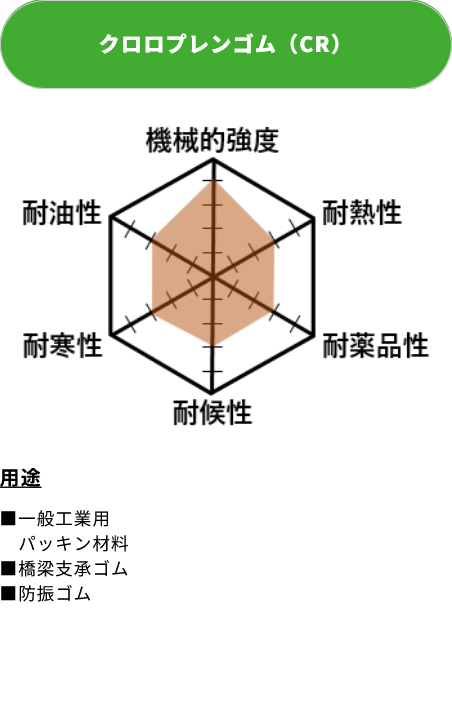
クロロプレンゴム(ネオプレン)(CR)とは?素材特徴と違い比較|バランスの取れた性質から見る製品用途とメリット
【クロロプレンゴムの歴史と開発背景】
クロロプレンゴム(CR)は、1931年にアメリカのデュポン社によって開発された世界初の合成ゴムです。商品名「ネオプレン」として知られ、天然ゴムの代替材料として開発されました。耐候性、耐油性、難燃性など、バランスの取れた特性を持つことから、幅広い産業分野で使用されています。
【化学構造と特性】
CRは、クロロプレン(2-クロロ-1,3-ブタジエン)の重合体です。分子中の塩素原子の存在により、耐候性、耐オゾン性、難燃性などの特性が付与されます。結晶化しやすい規則的な構造を持ち、これが優れた機械的特性の源となっています。
【製造方法】
主な製造工程:
1. 乳化重合によるポリマー合成
2. 重合停止・凝固
3. 洗浄・脱水
4. 乾燥
5. 品質検査・出荷
【グレードと規格】
硫黄変性による分類:
- G タイプ:汎用グレード
- W タイプ:耐候性向上グレード
- T タイプ:加工性改良グレード
- M タイプ:結晶化制御グレード
【クロロプレンゴム(ネオプレン) (CR)の物性】
▶主な特徴:
耐候性、耐オゾン性、耐熱性、耐薬品性など平均した性質をもつ。
機械的強度:4
耐熱性:3
耐薬品性:3
耐候性:3
耐寒性:3
耐油性:3
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.15-1.25
▶機械特性
可能なJIS硬さ範囲 : 10-90
引張強さ : 50-250 kg/cm²
伸び : 100-1000%
反発弾性 : ◎
引裂き強さ : ○
圧縮永久歪 : ◎
耐摩耗性 : ◎~○
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 130℃
耐寒性(ぜい化温度): -35~-55℃
耐老化性 : ◎
耐オゾン性: ○
耐光(候)性: ◎
耐炎性 : ○
ガス透過性: 3cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^10~10^12Ω/cm、25℃
破壊電圧 : 500-1100V/mil,短時間
誘電率 : 7.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ○
ベンゼン・トルエン: ×
トリクレン: ×
アルコール: ◎
エーテル: ×~△
ケトン(MEK): △~○
酢酸エチル: ×
水: ◎
有機酸: ×~△
高濃度無機酸: ○
低濃度無機酸: ◎
高濃度アルカリ: ◎
低濃度アルカリ: ◎
▶主な用途
電線被覆、自動車部品、航空機部品、コンベアベルト、橋梁支承ゴム、防振ゴム、窓枠ゴム、接着剤、ゴム引き布、一般工業用パッキン材料、塗料など
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:高温による分子構造の変化
- 光劣化:紫外線による劣化
- 機械的劣化:繰り返し応力による疲労
- 化学的劣化:強酸・強アルカリとの接触
防止策
1. 適切な配合設計(老化防止剤の選定)
2. 使用環境に応じたグレード選択
3. 適切な保管条件の管理(温度15-25℃、湿度50-65%)
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化に伴い、難燃性や環境負荷の低さが評価され、電線被覆材や建築用シール材としての需要が増加傾向にあります。特に、自動車産業や建設業界での需要が堅調です。
【応用技術とイノベーション】
- 新グレード開発:低温特性改良品
- 複合材料:他素材とのブレンドによる特性向上
- 加工技術:押出し、射出成形等の最適化
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
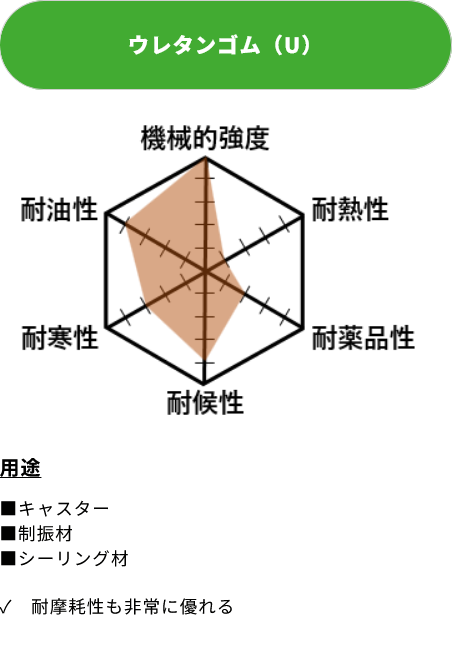
ウレタンゴム(PUR、U)とは?素材特徴と違い比較|強度・耐摩耗性から見る製品用途とメリット
【ウレタンゴムの歴史と開発背景】
ウレタンゴム(PUR)は、1940年代にドイツのバイエル社によって開発された合成ゴムです。高い機械的強度と優れた耐摩耗性を持つ材料として、工業用部品や機械部品向けに開発されました。当初は軍需用途で使用され、その後、民生用途へと展開されていきました。
【化学構造と特性】
ウレタンゴムは、ジイソシアネートとポリオールの重付加反応により生成される高分子化合物です。分子中のウレタン結合(-NH-COO-)が特徴的で、この構造により高い機械的強度が実現されています。原料の選択により、硬度や物性を広範囲に調整することが可能です。
【製造方法】
主な製造工程:
1. プレポリマー合成
- ジイソシアネートとポリオールの反応
2. 架橋剤との反応
3. 成形加工
4. 後処理(必要に応じて)
5. 品質検査
【グレードと規格】
硬度による分類:
- 軟質タイプ(Shore A 30-70)
- 中硬度タイプ(Shore A 70-95)
- 硬質タイプ(Shore D 40-75)
原料系による分類:
- エーテル系
- エステル系
- カーボネート系
【ウレタンゴム (PUR、U)の物性】
▶主な特徴:
力学的強度・耐摩耗性が特にすぐれている。
機械的強度:5
耐熱性:1
耐薬品性:2
耐候性:4
耐寒性:3
耐油性:4
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.00-1.30
▶機械特性
可能なJIS硬さ範囲 : 10-100
引張強さ : 200-450 kg/cm²
伸び : 300-800%
反発弾性 : ◎
引裂き強さ : ◎
圧縮永久歪 : ◎
耐摩耗性 : ◎
耐屈曲亀裂性: ◎
▶物理的特性
耐熱性(最高使用温度): 80℃
耐寒性(ぜい化温度): -30~-60℃
耐老化性 : ○
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : △~×
ガス透過性: 2cc・cm/cm²・sec・atm
耐放射線性: ○
▶電気特性
体積抵抗 : 10^9~10^12Ω/cm、25℃
破壊電圧 : -V/mil,短時間
誘電率 : - 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ◎
ベンゼン・トルエン: △~×
トリクレン: ×
アルコール: △
エーテル: ×
ケトン(MEK): ×
酢酸エチル: △
水: △
有機酸: ×
高濃度無機酸: ×
低濃度無機酸: △
高濃度アルカリ: ×
低濃度アルカリ: ×
▶主な用途
キャスター、制振材、シーリング材、工業用ロール、ソリッドタイヤ、ベルト、高圧パッキン、カップリング、タイパットなどの強力な力のかかるもの
【劣化の原因と防止策】
主な劣化要因
- 加水分解:水分との接触による分解
- 熱劣化:高温環境での使用
- 光劣化:紫外線による劣化
- 機械的劣化:過度な応力による疲労
防止策
1. 適切な原料系の選択
2. 防水処理・表面処理
3. 使用環境に応じた配合設計
4. 定期的な点検と交換
【特殊グレードと開発動向】
1. 耐熱性向上グレード
2. 耐加水分解性グレード
3. 導電性グレード
4. 難燃性グレード
【応用技術とイノベーション】
- マイクロセルラー化技術
- 複合化技術
- 表面改質技術
- 成形加工技術の革新
【用途別要求特性】
1. 工業用ロール
- 高い耐摩耗性
- 優れた機械的強度
- 寸法安定性
2. 高圧パッキン
- シール性
- 耐圧性
- 耐久性
3. キャスター
- 耐摩耗性
- 低反発性
- 静音性
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
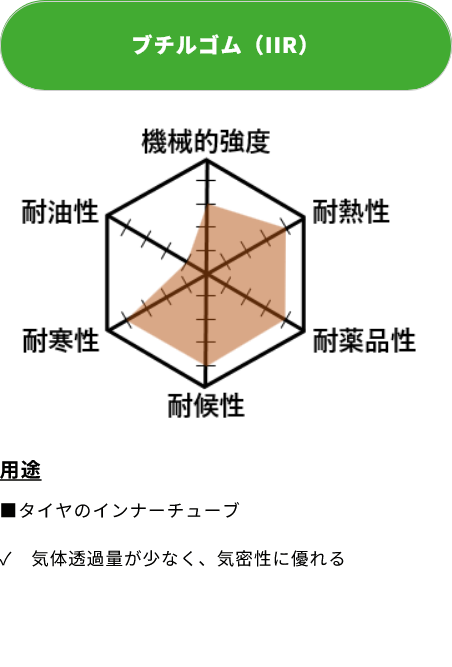
ブチルゴム(IIR)とは?素材特徴と違い比較|気密性と耐候性から見る製品用途とメリット
【IIRの歴史と開発背景】
ブチルゴム(IIR)は、1937年にエクソンモービル社(当時のスタンダード石油)によって開発された合成ゴムです。第二次世界大戦中の天然ゴム不足を補うため、特に気密性を要する用途向けに開発されました。イソブチレンとイソプレンの共重合体で、優れたガスバリア性が特徴です。
【化学構造と特性】
IIRは、イソブチレン(約98%)とイソプレン(約2%)の共重合体です。高度に飽和した分子構造により、以下の特徴的な性質を示します
- 極めて低いガス透過性
- 優れた耐候性・耐オゾン性
- 良好な耐薬品性
- 広い使用温度範囲
- 高い電気絶縁性
【製造方法】
主な製造工程
1. 低温カチオン重合
2. 重合停止
3. 脱溶剤
4. 乾燥
5. 梱包
【グレードと規格】
不飽和度による分類
- 標準グレード(不飽和度:1.5-2.5 mol%)
- 高不飽和度グレード(2.5 mol%以上)
- 特殊グレード(ハロゲン化ブチルなど)
【ブチルゴム (IIR)の物性】
▶主な特徴:
耐候性、耐オゾン性、耐ガス透過性がよく(気体透過量が少なく、気密性に優れる)、極性溶剤に耐える。
機械的強度:3
耐熱性:4
耐薬品性:4
耐候性:4
耐寒性:4
耐油性:1
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 0.91-0.93
▶機械特性
可能なJIS硬さ範囲 : 20-90
引張強さ : 50-150 kg/cm²
伸び : 100-800%
反発弾性 : △
引裂き強さ : ○
圧縮永久歪 : △
耐摩耗性 : ○
耐屈曲亀裂性: ◎
▶物理的特性
耐熱性(最高使用温度): 150℃
耐寒性(ぜい化温度): -30~-55℃
耐老化性 : ◎
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : ×
ガス透過性: 0.9-1.0cc・cm/cm²・sec・atm
耐放射線性: ×
▶電気特性
体積抵抗 : 10^16~10^18Ω/cm、25℃
破壊電圧 : 24000V/mil,短時間
誘電率 : 2.1 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ×
ベンゼン・トルエン: △
トリクレン: ×
アルコール: ◎
エーテル: △~○
ケトン(MEK): ◎
酢酸エチル: ◎
水: ◎
有機酸: △~○
高濃度無機酸: ◎
低濃度無機酸: ◎
高濃度アルカリ: ◎
低濃度アルカリ: ◎
▶主な用途
自動車タイヤのインナーチューブ、電線被覆、窓枠ゴム、スチームホース、耐熱コンベアベルトなど
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:高温での長期使用
- 機械的劣化:繰り返し応力
- 油による膨潤:油類との接触
- 放射線劣化:放射線暴露
防止策
1. 適切な配合設計
2. 使用環境に応じたグレード選択
3. 適切な加工条件の設定
4. 定期的な点検と交換
【用途別の特徴と要求性能】
1. タイヤ用途
- 低空気透過性
- 耐屈曲性
- 接着性
2. シール材用途
- 気密性
- 耐候性
- 圧縮永久歪特性
3. 電気絶縁用途
- 高絶縁性
- 耐候性
- 耐オゾン性
【市場動向と将来展望】
環境規制の強化に伴い、省エネルギー性能に寄与する低空気透過性材料としての需要が増加しています。特に、自動車タイヤのインナーライナーとしての使用が拡大傾向にあります。
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174

一般的に溶接で作成することの多い搬送スクリューですが、ロストワックス(精密鋳造)製法であれば溶接不要で一体鋳造が可能です。
製品サイズは、手のひらに乗るようなものから、全長400mm程度ののものまで対応可能で、工業用をはじめ、食品業界や医薬品業界など、様々な分野で採用頂いております。
スクリューコンベアの設計には、ぜひロストワックス製法をご検討下さい。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【小ロットの曲げパイプをロストワックスでご提案】
内部の内カドを滑らかにする事で流体の抵抗を緩和することが可能です。
また、段付きや内径の変化にも対応可能です。
【ニアネットシェイプのご提案】
たとえばパイプやカラー、スリーブなどの単純形状部品であっても曲がっていては完成品にするには五軸加工やプレス、溶接など時間とコストがかかりがち、そこでロストワックス精密鋳造法にて完成品に限りなく形状を近づけておくことで必要最小限の追加工で、または精度が合えばロストワックス素材のままご使用いただけますので、大幅なリードタイム短縮、コスト削減が期待できます。
【 お問い合わせはこちら 】
広島支店
tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所
tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所
tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店
tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店
tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

用途がボルトを通す為の穴でしたら、機械加工をするのは勿体無いです。φ5くらいの穴でしたら写真のように横から穴を開けてやればロスト素材でできます。

CTとはComputed Tomography
コンピューター断層撮影法の略であり、
CT検査はX線を使って対象物の断面を
撮影する検査をいいます。
X線CT装置は、対象物の内部を非破壊で
観察する事が可能です。一般的なX線透過
装置と異なり、サンプル内部の状態およ
び構造、欠陥について高分解能、高コント
ラストに観察が可能となります。また、CT
により3Dデータの構築が可能であるため、
あらゆる方向からの断面画像を非破壊で得
ることができます。
キャステムLiQビルでは
Nikon MCT225を利用した
CTスキャンサービスを行なっております。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
京都LiQビルではさらに、スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
2018/11/14 harada
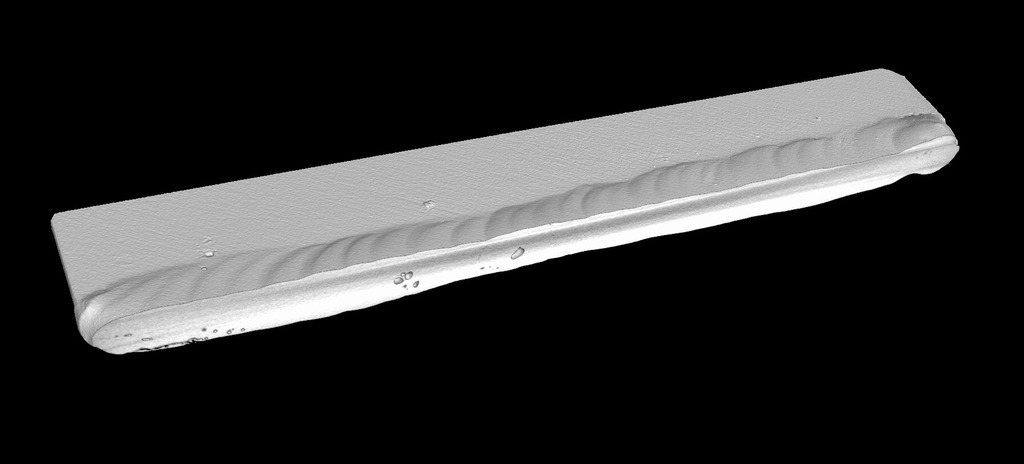
【CTスキャン受託サービス】
キャステムLiQビルでは
Nikon MCT225を利用した
X線CTスキャンサービスを行なっております。
プラスチック、樹脂、CFRPなどの製品のボイドをCTスキャンで検査いたします。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
大切な試料でしたら、梱包のまま
スキャンすることも可能です。
京都LiQビルではさらに、スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
見学自由ですので、是非お気軽に遊びに来てください。
お困りの件等ございましたら
お気軽にお電話ください!
【お問合せはこちら】
キャステム京都(LiQ) :
tel: 075-325-1811/ fax: 075-325-1911
kyoto@castem.co.jp

一貫生産にて成形と金型の両面から思う存分PEEK成形を楽しんでおります。
成形機 30t~350tクラスまで33台対応可能
ガラスファイバー(GF)、カーボンファイバー(CF)グレード対応。
半導体分野製品量産中。
工業分野製品量産中。
一般グレード常備在庫。
着色成形対応可能。
厚肉成形対応可能。
1個から成形可能。
試作成形のみ対応可能。
<運営サイト>
https://www.fuchu-pla.com/ 【コーポレートサイト】
https://injection-fuchu.com/ 【ソリューションサイト】
府中プラ株式会社
726-0002 広島県府中市鵜飼町800-132
TEL 0847-41-3659 FAX 0847-41-3661

製品重量:100g~4,000㎏にわたる多種多様な鋳物部品の製造販売。湯流れ及び凝固シュミレーションを用いた不具合発生予測にもとづいた安定品質の実現。様々な顧客要求に対応可能な商品開発力。
ミーハナイト・メタルとは、ミーハナイト法によって製造される種々の鋳鉄をいう。
ミーハナイト法は、鋳鉄中の黒鉛分布および基地組織をコントロールするための、いくつかのノウハウに基づいている。まず第一に、材質に応じた化学成分に基づくチル値と黒鉛核の量で決まる過冷度をもつ元湯を作り、これに接種を行うことにある。
このためには、極めて慎重な原材料の選択、細心の注意を払った操作、そ れに鋳鉄の鋳造上の特性を見極める十分な知識が必要である。
ミーハナイト法は、溶解・材質管理に止まらず、鋳造方案に関する技法をはじめ、 鋳物製造全般に対し総合的に体系化された技術を駆使するものである。
従来のいわゆる「勘」に頼るやり方を排することによって、信頼性の高い製品を得ることを目的としている。
耐熱用タイプ-Hタイプ
一般工業用タイプも耐熱性はかなり優れているが、耐熱タイプのミーハナイト・メタルは広範囲の高温使用条件に特に適合するように作られたものである。
このシリーズは、用途によって次のように区分しているが、それぞれの組織に応じた特性をもっている。
UCは共晶黒鉛をもつタイプであり、熱影響による内部酸化に対して良好な耐久性を持っている。また、機械加工面の緻密度に富んでいる。
CV黒鉛タイプのFC275,PC400は、片状黒鉛鋳鉄と球状黒鉛鋳鉄の中間的な性質を示す。適度な強さ、靭性、熱伝導率、および耐熱衝撃性の組み合わせが得られ、表面ひび割れが起こりにくい。基地組織により2種に区分している。

【PL サンドブラスト施工 施工動画】
サンプル用のPLをサンドブラスト施工した動画です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装の寿命を決めるのは素地調整です。
その素地調整の中でもブラストは最も優れた施工方法とされています。
どんなに優れた塗料を使用しても素地調整を怠れば、5年10年後に必ず大きな差がでます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となっています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
弊社は1点ものを多く取り扱っておりますので、小ロットや試作品などお気軽にお声がけください。
ブラストのみ、塗装のみ、塗料の支給など様々なご要望にもお応えします。
施工不要部は弊社にてマスキングを行いますので、ご安心を。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
-------------------------------------------------------------------------------------------------
[自社製 自動回収型ブラスト装置]
グリットブラスト・サンドブラスト
幅6m×奥行10m×高さ3m
最大重量10tまで対応可能です。
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

工場1部の写真です。
広島市内の観音でアクセスもしやすく、敷地面積は3,700㎡もあるのでかなり広いです。
広さを活かして大型の製品でも組立まで対応可能です。
2階もあり塗装スペースになっています。

グリットブラストの施工動画です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
弊社は大型ブラスト設備がサンドブラストとグリットブラストのどちらもあります!
部屋のサイズはどちらも同じになります。
-------------------------------------------------------------------------------------------------
[自社製 自動回収型ブラスト装置]
幅6m×奥行10m×高さ3m
最大重量10tまで対応可能です。
-------------------------------------------------------------------------------------------------
塗膜を長持ちさせる最も重要な工程である『素地調整』
製品を守る塗膜を長持ちさせる事は、製品寿命の長期化に直結します。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
素地調整の加工方法で最高グレードとなるブラスト加工
その効果は塗装回数、塗料の種類より大きいとされています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【サビに強い塗装】
https://www.nc-net.or.jp/company/98405/product/detail/189296/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
その他研削材でも施工は可能ですので、お気軽にご相談下さい。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【【焼鈍加工品】ミルスケール(酸化被膜)除去+錆止め塗装】
溶接の歪みを除去する為に焼鈍加工された製品です。
焼鈍加工によって表面に形成されたミルスケールを除去し、その後錆止め塗装を行っています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
金属製品は溶接加工によって作られる事が多いですが、溶接により金属の内部には残留応力が蓄積されるようです。
残留応力とは外から力が加わっていないのに物体に残る応力です。
むりやり固定したものが留まっているけど、固定を外すとバラバラになる的な力?理解できていないかもなので、詳しくはお調べください。
この残留応力の除去目的で金属製品は焼鈍と呼ばれる加工が良く行われます。
焼鈍は窯に入れて熱を加えていく処理なのですが、熱が加わる事で金属表面が酸素と結合してしまいミルスケール(酸化被膜)を形成します。
このミルスケールを残したまま塗装を行ってしまうと・・・
・ミルスケールごと塗装が剥がれてしまう
・ミルスケールと金属の間に錆が発生し、塗装が膨れる・割れる・剥がれる
などなど
確実に想定した塗料の耐久年数を待たずして、塗装が剥がれてしまう結果となります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
なのでミルスケールはブラスト処理で基本的に除去されます。
ブラスト処理じゃなく電動工具等で剥がす方法もありますが、精度や作業時間を考えるとブラスト処理がおすすめです。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラストで綺麗に洗浄された金属表面に錆止め塗装を行って完成となります。
これで長期間でも錆びる事も無く、塗装が剥がれる心配も不要です!
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
ミルスケールは除去して塗装する事が鉄則です!
◎焼鈍処理(焼鈍/焼きなまし 英語:annealing)
製品に熱を加えることで鍛造、圧延、鋳造、溶接等で発生した金属に発生した内部応力を除去します。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎錆止め(プライマー/錆止/防錆 英語:anticorrosive paint)
腐食を防ぐために物体の表面に錆止め塗料を塗布します。
-------------------------------------------------------------------------------------------------
[製品情報]
φ500×200
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
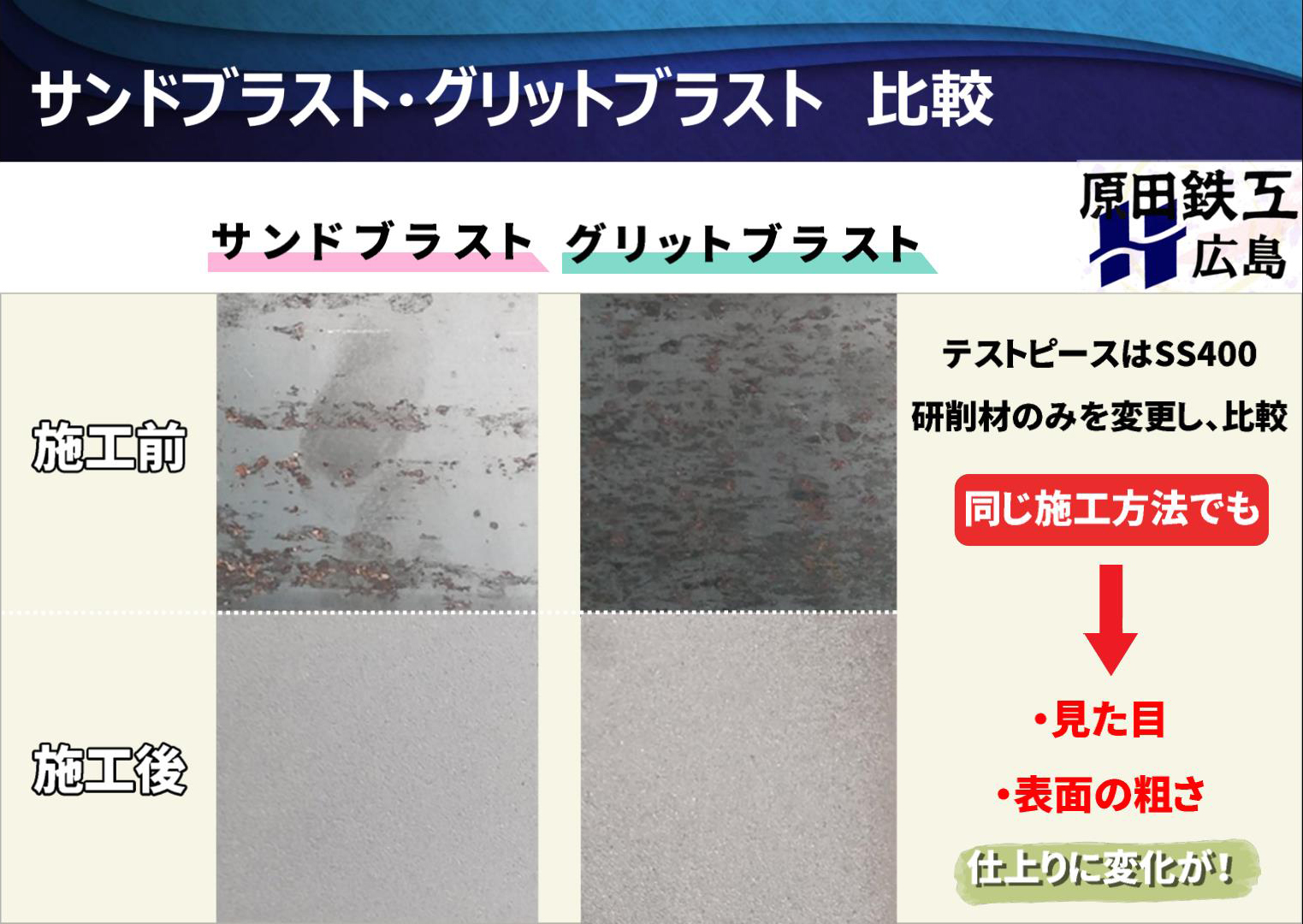
【グリットブラストとサンドブラストの違い】
弊社所有の大型ブラスト設備「グリットブラスト」「サンドブラスト」の違いを簡単にまとめました。
手動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に「射出する研削材の違いのみ」となります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性があり、現在はあまり使用されていません)
ブラストの仕組みについてはこちらで紹介しております!
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
サンドブラスト・グリットブラストと何を射出するかだけの違いではありますが
その射出する研削材によってそれぞれ異なる特徴があります。
【グリットブラスト 特徴】
・多角形状で金属製なので研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ対象物にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
【サンドブラスト 特徴】
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがあるので、現在は主に「フェロニッケルスラグ」を原料とした非金属性の研削材を使用されている。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
【まとめ】
サンドとグリットのように研削材を変えるだけで対象物の材質、処理効果が大きく変わります。
この2種類以外にも多くの研削材が流通、開発されているので目的に合った研削材でブラスト加工する事が重要です。
原田鉄工で使用している研削材についての詳細リンク
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
ブラストについての詳細ページはこちら
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
-------------------------------------------------------------------------------------------------
施工する研削材の希望やその他施工用途等ありましたら、お気軽にご相談ください。
【STPG / SGP 鋼管のブラスト塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/199865/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【大型ダクト エアレス塗装 後編】
前回の続きです。
大型のダクトをエアレススプレーを使って下塗、上塗をしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
〈動画の尺と容量の関係で前編、後編に分かれております〉
マスキングから上塗までの動画になっております。
外面と内面で塗装仕様が違うため、マスキングをしながらの作業になりました。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎鉛・クロムフリー錆止め塗料
かつて使用されていた鉛保有の錆止め塗料が環境対応で廃止となり、代替えとして開発された錆止め塗料。
鉛、クロム等の有害な重金属が配合されていない塗料です。
◎長油性フタル酸樹脂塗料
フタル酸樹脂はアルキド樹脂の1種で、油成分が多いため作業性に優れてます。
油の保有量で短油性、中油性、長油性と3種類に分類されています。
ウレタン樹脂塗料上塗と比較すると耐候性等では若干劣るが、同程度の光沢・ツヤを持ち合わせています。
-------------------------------------------------------------------------------------------------
[素地調整]
脱脂処理、サンドペーパー
[塗装仕様]
下塗:鉛・クロムフリーさび止めペイント
上塗:長油性フタル酸樹脂上塗り塗料
標準膜厚 60µm
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト施工とは何? ブラストについて紹介します!】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
専門用語の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
《ブラストとは?》
ブラストとは対象とする素材表面に大小様々な凹凸を形成させる表面処理※₁の1種です。
光沢を抑えマットな仕上がりになるので、意外と身近な製品に施されたりしています。
また滑り止め目的だったり、塗装・メッキ・ゴムなどの下地処理※₂として重要な役割を担っています。
塗膜寿命の影響を次の4項目「素地調整・塗り回数・塗料・その他」に分けた場合、約50%は素地調整※₃に起因すると言われるほど大切な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
《処理方法》
様々な種類の粒子(研削材)を高速で素材に衝突させる事で、表面の状態や性質を変化・向上させます。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
研削材の詳細はこちらで紹介しています!
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
加工方法についてはこちら!
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
《加工対象》
対象となる素材は金属はもちろんの事、プラスチックやガラスなども適した研削材を使用することで幅広く対応できます。
対象の形状や重量に関しても制限が少なく、複雑な形状や狭い隙間などでも加工ができます。
また物理的な処理で化学薬品などを使用していないので、対象物を汚染する心配もありません。
《ブラストの用途》
1 塗装前処理
素材表面のサビや汚れなどの不純物除去し、凹凸を形成する事により表面積が増え密着性が向上。
それにより防錆効果が長持ちするので外観綺麗な状態を維持し、メンテナンス頻度の減少・コストや資源の削減に繋がります!
2 塗装、付着物の除去
サビのみではなく、劣化した塗膜や酸化被膜、張り付けたゴムやコーティングなども除去する事が可能です。
古くなった製品のメンテナンス時にブラストを行い塗装する事で、再び新品によみがえらせる事ができます。
3 美観の向上
ブラスト施工後の素材表面は「梨地」と呼ばれる無数の凹凸を形成します。
マットな仕上がりで高級感が出ますし、キズが目立ちにくくなるので製品の美観向上につながります。
4 機能付与
ブラストで形成した凹凸は滑り止めや反射防止にも役立ちます。
5 性質の向上
無数を凹凸で増えた表面積によって放熱性、保油性が向上。
また表面に高硬度の研削材をぶつけることにより表面が加工硬化し、耐摩耗性や疲労強度も向上します。
補足
※₁表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
※₂下地処理(英語:Surface treatment/Surface preparation)
表面処理前に行う処理のことです。
※₃素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
ブラスト後には必須となる塗装についての詳細ページはこちら!
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【塗装前の最適な処理方法とは?】
https://www.nc-net.or.jp/company/98405/product/detail/196866/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
幅7m×奥行10m×高さ3.5m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SS400プレート 養生 表面処理】
SS400製のプレートをブラストにて表面処理していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
表面にゴムを張り付けるプレートの密着性向上のため、グリットブラストで表面処理を行います。
タップ穴が傷つかないように、全て養生してあります。
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎タップ(英語:Tap)
めねじを切る工具の事。ねじが入る方がめねじ、入れる方をおねじと言います。
刃物がついており穴に回転させながら入れていくことで、めねじを刻みます。
まためねじが切ってある穴を「タップ穴」と呼びます。
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
研削材の詳細はこちらで紹介しています!
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
-------------------------------------------------------------------------------------------------
[製品情報]
PL30t 1200×1200
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【スプレーガンの種類~エアスプレー編】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装前に重要な素地調整 ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
塗装の現場にて必須とも言えるスプレーガンですが大きくエアレススプレー、エアスプレーと2種類があります。
今回はその2種類のうちエアスプレーについて紹介したいと思います。
【エアレススプレー編】はこちら!
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
その名の通り、コンプレッサーから送られるエアー(空気)と霧化させた塗料を同時に噴出させるのがエアスプレーです。
霧化した塗料は粒子が細かいのできれいに塗りムラなく塗装する事が可能ですが、飛沫が多いので塗着率が低い事が特徴です。
約100年前にアメリカから導入されましたが、未だに自動車をはじめとし多くの塗装現場で使用され続けています。
設備費も比較的安価で済み、滑らかな美しい塗膜※₁を形成する事ができます。
ただし適正な霧状にする為、塗料粘度を低くする必要があり他の塗装方法より一回当たりの塗膜は薄くなります。
また霧状の塗料が多く飛散してしまうので塗料損失が大きく、人体や環境への影響も問題視されています。
『メリット』
・塗料粒子が細かいので、比較的簡単に美しい仕上がりに出来る。
・他の塗装方法と比較し、設備費も安価なので気軽に利用が可能。
『デメリット』
・エアレススプレーと比較し、吐出量が少ないので作業効率が悪い。
・塗料が飛散しやすく、多量のVOC(揮発性有機化合物)※₂を排出してしまう。
・吐出量が少ないので、エアレススプレーと比較し塗膜が薄い。
塗着効率 約30~40%程
補足
※₁塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
※₂VOC(揮発性有機化合物 英語:Volatile organic compounds)
揮発しやすく、常温常圧で気体となる有機化合物の総称。
トルエン、キシレン、ホルムアルデヒドなど200種類以上の様々な種類があり、人体や環境への悪影響が問題となっている。
全世界で多量のVOCが排出されているので自主的なVOCを減らす取り組みが必要。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【工場見学 原田鉄工 ブラスト・塗装部門 防錆部】
原田鉄工のブラスト・塗装を専門とする防錆部をぐるっと1周見学コースです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「ブラスト」
研磨剤という細かい粒子を圧縮した空気と一緒に吐出し、高速で対象物へ衝突させる事で表面の酸化被膜や汚れをまとめて削り取る素地調整法です。
塗装工程で一番重要と言われている素地調整(下地処理)の方法の中で最も確実で優れた工法がブラストになります。
製品と塗装の寿命を延ばすためには「ブラスト」と「塗装」が必須となります。
原田鉄工の防錆部は長い経験の中で磨き上げた技能とノウハウにより、更なる製品の「高付加価値」を提供する為に全力で取り組んでおります。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
溶接・組立 製造部の紹介はこちら!
【工場見学】原田鉄工 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
ブラストや塗装の詳細についてはこちらのページをご覧ください。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
量産品はあまり取り扱っておらず、試作品、専用設備・治具などお客様にご希望に合わせた塗装を提供します。
【弊社の強み】
⒈創業80年で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
防錆部は「ブラスト」「塗装」「検査」を担当しています。
機械製品への塗装を多く手掛け、一般の機械塗装からブラストで素地調整を行い何層も塗装を塗り重ねていく「重防食塗装」といった特殊な塗装を得意としております。
一般的な塗装では短期間で剥がれる、劣化するような過酷な使用環境下でも長期間に渡り製品を保護し続ける塗装を提供しています!
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
【プラント配管の塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/200499/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【防錆 ~ブラスト・塗装について~】
原田鉄工のブラスト・塗装に関する紹介ページ 一覧です。
随時更新していきますので是非ご覧ください。
―――原田鉄工についてまとめています―――
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【原田鉄工|生産治具からプラント設備まで幅広く対応】
https://www.nc-net.or.jp/company/98405/product/detail/195736/
―――素地調整(ケレン作業)についてはこちらをご覧ください―――
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
【ケレンとは? 効果と必要性】
https://www.nc-net.or.jp/company/98405/product/detail/188907/
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
―――最も優れた素地調整法であるブラストについて―――
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です!
https://www.youtube.com/watch?v=OE5lBRyJSOo
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
https://www.nc-net.or.jp/company/98405/product/detail/188843/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
―――塗装の詳細についてはこちらのページをご覧ください―――
【塗装について|塗装の効果と方法】
https://www.nc-net.or.jp/company/98405/product/detail/201759/
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530//
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
―――塗料の詳細についてはこちらのページをご覧ください―――
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【塗料とは? ~膜厚計の紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
―――製造部の詳細についてはこちらのページをご覧ください―――
【製缶 ~溶接・組立について~】まとめページです
https://www.nc-net.or.jp/company/98405/product/detail/182581/
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
★HP★
https://harada-tekkou.co.jp/
➤リニューアルしました!是非ご覧下さい。
★You Tube★
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
➤様々な施工過程や自社製品を紹介しています。よろしければチャンネル登録お願いします!
★Face book★
https://fb.com/haradatekkou.hiroshima
➤製品説明や加工紹介しています。よろしければフォローお願いします!
★インスタ★
https://www.instagram.com/haradatekkou_hiroshima/
➤ショート動画で施工状況を紹介しています。よろしければフォローお願いします!
「大量生産」ではなく「オンリーワン」の創造。
そのお望みを叶えるのが、原田鉄工です。
創業から80年間ひたすら大量受注・大量生産では無く、お客様の望む製品を”オーダーメイド”することに拘り、チャレンジを続けてきました。
確かな技能と様々な製品を造り上げてきたノウハウにより、これからも皆様に満足いただける製品を造り続けていきます!
ブラスト、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【原田鉄工 生産設備一覧】
原田鉄工が所有している生産設備の一覧表です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
材料切断、機械加工、溶接、ブラスト、塗装、組み立てとある程度社内で加工できるように一通りそろっています。
大型の仕上定盤、大型ブラスト設備は他社でも中々ないサイズだと思います。
鉄に関する事なら何でもご相談ください!
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラストの事なら原田鉄工㈱へ!】 『広島 観音』
広島でサンドブラスト・グリットブラストのご要望があれば、お気軽にご相談ください。
創業80年続く、確かな技術で対応させていただきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工にはブラスト専用の大型設備を2部屋用意しています。
サンドブラストとグリットブラストを常用とし2部屋で、用途により使い分けております。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
ブラストとは様々な種類の粒子(研削材)を素材に衝突させ、表面を削り取ることにより無数の凹凸を形成させる表面処理加工の1種です。
~~~ブラストの効果~~~
・表面を削り取るので、酸化被膜やサビ、汚れを落とし綺麗な表面に変化します。
・形成された無数の凹凸で表面積が増えることで、「アンカー効果」により塗料との密着性が格段に向上します。
『表面を綺麗に洗浄する』 + 『密着性を向上させる』
この2点を塗装前に行う事で塗膜は美しい状態を長く保持する事が可能になります。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
塗装の耐久性には塗装回数や塗料の種類など様々な要因が考えられますが、表面処理のグレードによる影響はなんと50%です!
塗装で最も重要なのは素地調整という事です。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
ブラスト工法で行う1種ケレンと電動工具を使用した2種ケレンでは塗膜の耐久性が大きく変わってきます。
ブラスト完全に異物を除去する事でメンテナンス・補修頻度を低減させ、最終的なLCC(ライフサイクルコスト)を大きく減らす事が出来るのです。
工場施工などで1種ケレンと2種ケレンどちらでも施工可能な場合は、多少コストがかかりますが必ず1種ケレンのブラスト施工で対応する事を強くお勧めします!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
ブラストについての詳細情報はこちら!
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
原田鉄工は広島で創業80年!
中国地方最大級のブラスト設備を保有しております。
ブラスト後の塗装についてもお気軽にご相談下さい。
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【高温に負けない!耐熱塗装について】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『耐熱塗料とは』
耐熱塗料は主にシリコーン樹脂をベースにして作られています。
シリコーン樹脂とは砂や岩石の主成分であるシリカ(SiO2・酸化ケイ素)と有機物(炭素を主体とする化合物)とを結合させる事で有機ケイ素化合物とし、これを高分子にしたもので天然には存在しない物質です。
このシリコーン樹脂へ顔料・溶剤・添加剤を混ぜ合わせる事で耐熱性の高い塗料を構成しています。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『耐熱塗料の耐熱性』
一般的な塗料の耐熱温度は80℃~130℃程度のものがほとんどとなります。
耐熱温度以上で使用した場合には変色、塗膜剥離、発火などの可能性があるため、高温となる箇所ではこれらの塗料を使用する事はできません。
耐熱塗料の耐熱温度は200℃~600℃まで幅広くあり、最大で1000℃近くの耐熱性を持つ塗料もあります。
『耐熱塗料のメリット』
耐熱塗料を使う事で様々なメリットがあります。
・耐熱性
高温から守る事で塗装箇所の高温による劣化を防ぐことができます。
・耐腐食性
通常では塗装できない高温となる箇所にも塗装する事で保護します。
・耐候性
塗装を行う事で雨や紫外線といった環境から保護します。
・耐寒性
高温にも強い特性がありますが、実は-50℃までの耐寒性もあります。
・美観
色彩を付与する事で塗装対象物の美観を美しくします。
【塗装について|塗装の効果と方法】
https://www.nc-net.or.jp/company/98405/product/detail/201759/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗装の方法』
①塗装物の最高温度を確認する
まずは耐熱温度を確認する必要があります。
平均温度ではなく最高温度+100℃にて耐熱塗料を選定しましょう。
無駄に耐熱温度を高く設定してしまうと、耐熱塗料の価格が大きくなりますので注意が必要です。
②適切な素地調整(下地処理)を行う
通常の一般塗装でも言える事ですが、適切な素地調整を行う必要があります。
「ブラスト処理」にて素地調整を行う事が推奨されます。
ブラスト処理が難しい場合には油分、古い塗膜、錆などは最低限取り除く必要があります。
適切に下地処理を行っていない場合には塗膜の早期剥離が発生しますので注意が必要です。
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
③塗膜厚を管理しながら塗装を行う。
耐熱塗料では一般的に厚塗りは推奨されていません。
これは厚塗りをした場合、加熱・硬化する際に残留溶剤や反応ガスの影響でフクレが発生するからです。
規定された膜厚を遵守しながら塗装を行う必要があります。
『耐熱塗装の注意点』
①素地調整(下地処理)の精度
素地調整が適切に行われていない場合では塗膜の早期剥離が発生します。
また高温になるため金属と塗膜は熱により膨張します。
加熱・冷却を繰り返す事で疲労し剥離する可能性が高まりますが、ブラスト処理で表面の粗面化・表面積の増大させておくことで軽減する事が出来ます。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
②塗膜厚と塗装間隔
耐熱塗料は常温では完全に硬化する事はありません。
高温になる事で塗膜は完全に硬化していきますが膜厚が厚すぎる、塗装間隔が短すぎる場合には塗膜中に残っていた残留溶剤や反応ガスによって「フクレ」が生じてしまいます。
このフクレが発生すると耐腐食性の低下などの問題が生じてしまいます。
耐熱塗料は一般的に溶剤が蒸発しやすいように薄く塗装を行い、塗装間隔を十分にとる必要があります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
③初期加熱
急激に高温にした場合、フクレが発生する可能性があります。
塗装後の最初の運転時には段階的な昇温が推奨されます。
200℃/1時間
④塗装色
高温域に対応しているものは色彩を決める顔料も制限されるため、対応できる色彩に限りがある場合が多くあります。
『まとめ』
耐熱塗料は一般的な塗料と比較した場合、数倍以上の高温化にも対応できる塗料。
塗装を行う事で塗装物を熱による劣化、腐食、雨風から守る事が出来る。
通常の塗料と異なり厚く塗れば耐久性が向上する訳ではないので注意が必要。
耐熱塗料の耐久性を向上させるためにはブラスト処理による「適切な素地調整」と塗膜厚を「規定値内に管理する」事が重要となります。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ショットとグリット|研磨材の形状について】
ブラスト処理に使用される研磨材(研削材)には様々な形状があり、その形状によって加工効果と仕上がりは大きく変化します。
研磨材で一般的に広く流通している形状は大きく分けて3種類です。
球状・ラウンドカット
円柱状・ワイヤーカット
多角形状・鋭角状
研削材の3つの形状とその加工効果について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストの研磨材について』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798
『ブラスト研磨材の形状について』
冒頭でも紹介しましたが、研磨剤の形状は大きく分けて3種類となります。
①球状・ラウンドカット
球状またはラウンドカットと呼ばれる円柱状・多角形状のエッジを削り球状に近づけた形状です。
「ショット」、「ビーズ」、「ラウンドカット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールショット、ステンレスビーズ
②円柱状・ワイヤーカット
線材(ワイヤー)を細かく切断する事で円柱の形状をしています。
「ワイヤーカット」、「カットワイヤー」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールカットワイヤー、ステンレスカットワイヤー
③多角形状・鋭角状
鋭角の多い多角形で尖っている角が多くある形状です。
「グリット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールグリット、ステンレスグリット
意外と勘違いされる事が多い
ショットとグリットの違いは材質・加工方法ではなく、形状の違いとなります。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
『ショット、グリット、ワイヤーカット|形状による加工効果の違い』
球状・ラウンドカット / 円柱状・ワイヤーカット / 多角形状・鋭角状
研磨材の形状が異なる事で加工後の仕上がり、加工効果、損傷度は大きく異なります。
①球状・ラウンドカット
球状であるため、被加工物への損傷を抑えた加工が可能です。
表面を叩くように加工する事で丸い打痕を形成します。
微細な凹凸を形成する事での梨地加工、バリ取り、残留応力の除去が可能なショットピーニングといった加工効果を目的として使用されることが多くあります。
②円柱状・ワイヤーカット
円柱状で円形部と切断面のエッジ部があるので、被加工物は球状と多角形状の中間の損傷程度となります。
切断面のエッジを活かし鋭角ではありませんが、表面を粗面化させることが可能です。
切削力が高い訳ではなので、バリ取りを目的として使用されることが多いです。
③多角形状・鋭角状
不規則で鋭角の多い形状なので、強力な研削力があり被加工物の表面へランダムな凹凸を形成するため損傷程度は大きいです。
塗装や接着剤などの密着を大きく向上させる最適なアンカーパターンを形成します。
塗装前の素地調整(下地処理)、古くなった塗膜や樹脂の除去、錆落としなどを目的として使用されることが多くあります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
『まとめ』
ブラストの研磨材は金属製・非金属製・樹脂製・ガラス製・植物の種など数えきれない程の多くの素材が利用されています。
その研磨材の形状は大きく分けて3種類
①球状・ラウンドカット
②円柱状・ワイヤーカット
③多角形状・鋭角状
形状が異なるだけで加工後の仕上がり、加工効果、損傷度は大きく異なります。
被加工物・加工目的に合わせた研磨材の形状を選定する事が重要です。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
この製品は建設機械の触媒(消音器)の検査治具です。
製品データからの設計製作となっております。
触媒の各部品をASSY後、全体の大きさや取り付け穴の位置など
重要管理寸法を検査します。
検査治具の各部品が可動するのでセットしやすく、
取り出しやすい仕様となっています。
一部はエア駆動で動きます。
検査治具ASSY後、三次元測定機で検査し精度を出しています。
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆

【BC2(青銅)製のウェイト】
バランスウェイト、カウンターウェイト、金属錘の設計には、是非ロストワックス精密鋳造をご利用ください。例えばステンレス鋼と比較し高比重(約8.8)のBC2(青銅)を選択する事で、狭い空間で大きな重量を必要とされる場面でコンパクトな設計ができ高い効果を期待できます。また、耐圧性・耐摩耗性・耐食性が良く、機械的強度も高い点も有利です。
【安価な金型システムとあわせ技!】
試作で小ロット品であれば、クイックシステムが効果的!
手のひらサイズ(60x90x50)、小ロット(10個~)試作品に最適な安価な金型『クイックシステム』(ロストワックス金型4.9万円~)をご用意しています。このシステムとの併用でトータル的なコストカットが期待できます。
(Y.I)
二段ギヤの機械加工は時間が掛かり過ぎます・・・それならMimでしょっ!(FF)

【地盤調査】
スウェーデン式サウンディング試験に使用するスクリューポイント
【オール切削加工からの工法転換】
例えば機械加工のスクリューポイントをお使いであればロストワックスに工法転換することで安定した量産性で大幅なコストダウンが見込めます。営業と技術スタッフがお客様に最適なご提案をいたします。
試作・小ロット機械の生産・設計開発にはローコスト金型-小ロット製造の「Quick(クイック)システム」が大変便利です!
【 お問い合わせはこちら 】
広島支店(広島県福山市)
tel:084-955-7888 fax:084-955-7666
E-Mail: info@castem.co.jp
東京支店 南関東営業所(神奈川県横浜市)
tel:045-323-6202 fax:045-323-6203
E-Mail: Tokyo@castem.co.jp
東京支店 北関東営業所(千葉県流山市)
tel:04-7178-6120 fax:04-7178-6121
E-Mail: kita-kantou@castem.co.jp
大阪支店(大阪市淀川区)
tel:06-6396-1517 fax:06-6396-1518
E-Mail: Osaka@castem.co.jp
名古屋支店(名古屋市千種区)
tel:052-745-2880 fax:052-745-2881
(Y.I)
CTスキャンを使って
工業製品の内部欠陥を試験することができます。
写真は溶接部の断面です。
キャステムLiQビルでは
Nikon MCT225を利用した
CTスキャンサービスを行なっております。
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
2018/11/15 harada

・部品の内部が見たい
・非破壊での内部評価がしたい
・立体物をスキャンしてCADデータ化したい
・欠陥や寸法の誤差があるか確認したい
CTスキャンでは、対象物を非破壊で検査することが
できます。また、X線透過率の違いを利用し
梱包状態のままでのスキャンも可能です。
生体や歴史的に価値のあるものの観察も
キャステム京都では行っています。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
また、見学自由となっておりますので
ぜひLiQに遊びに来てください!
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

CTスキャンの連続撮影により、一つの種子の発芽までを内部から経過観察可能です。
【このようなお悩みはありませんか?】
・製品の断面図が見たい
・製品内部の欠陥、鋳巣の有無を確認したい
・設計図のない製品の3DCADデータが欲しい
・製品を組み合わせた際のストレス値を検証したい
X線CTスキャンを工業活用することで、上記の問題が解決します。
また、従来の分解・破壊して検査する場合と比較してより高度な製品内部の検証ができ、かかる時間も大幅にショートカットできます。工業用CTスキャンを活用して、よりよい製品作りのお手伝いを弊社では行っております。
ますはお気軽にご相談くださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひぜひ遊びに来てください。
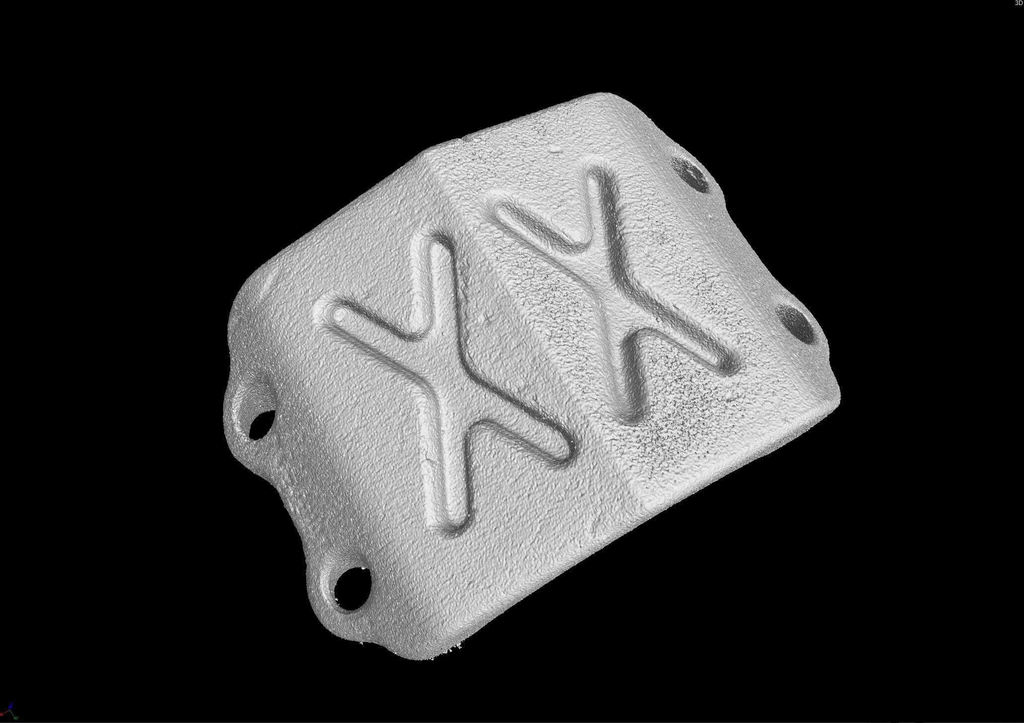
CTスキャナは鉄や鉛といった密度の高い金属で作られた製品を除いて、
材質を問わず様々な対象物の形状をスキャンすることが可能です。
ですので、植物や昆虫、生体などを代表する自由曲面を持つ
3Dデータ・3Dモデルの制作に活用することが出来ます。
また、一度のスキャンで細かな突起や対象物全体の形を
捕らえることが可能となっております。
さらに、スキャンしたデータを
3Dプリンターで出力できます。
鋳造で金属製品にすることも可能です。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
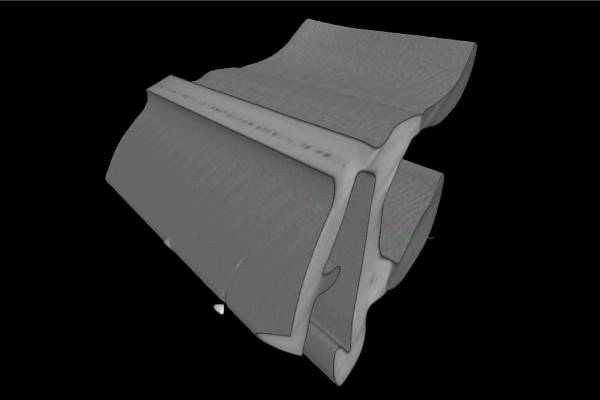
有機的な形状をCTスキャナで読み取りデジタルデータ化することで拡大、縮小、変形の自由度が増します。CTスキャンデータと3Dプリンタとの組み合わせによりモデラー、造形師の作業効率が格段にアップします。
その他
【CTスキャンを利用してできること】
・対象物を非破壊にて検査できる
・物体の内部情報を検証できる
・重要な文化財データの保存
・微細な形状、寸法を検証できる
・断面図が任意の位置で見れる
【このような素材がスキャン可能です】
プラスチック、樹脂、アルミ、溶接、組立品、石材、木材、
生物、歴史的文化財、など…
当社ではお客様から対象物をお預かりしてスキャン、
またはスタッフが付き添ってお客様がスキャンしていただくことも可能です。
X線の透過率の違いを利用し梱包のまま対象物をスキャンすることも可能です。
さらに、スキャンしたデータを3Dプリンターで抽出、
さらには、ロストワックス製法による鋳造で金属製品にすることも可能です。
難削材といわれるSKD、SKH、ステライトの鋳造品も可能となっております。
ご興味、ご質問等ございましたらぜひ一度キャステム京都にお問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881


