
【BC2(青銅)製のウェイト】
バランスウェイト、カウンターウェイト、金属錘の設計には、是非ロストワックス精密鋳造をご利用ください。例えばステンレス鋼と比較し高比重(約8.8)のBC2(青銅)を選択する事で、狭い空間で大きな重量を必要とされる場面でコンパクトな設計ができ高い効果を期待できます。また、耐圧性・耐摩耗性・耐食性が良く、機械的強度も高い点も有利です。
【安価な金型システムとあわせ技!】
試作で小ロット品であれば、クイックシステムが効果的!
手のひらサイズ(60x90x50)、小ロット(10個~)試作品に最適な安価な金型『クイックシステム』(ロストワックス金型4.9万円~)をご用意しています。このシステムとの併用でトータル的なコストカットが期待できます。
(Y.I)
【微細な形状までクッキリ!】
ロストワックスとメタルインジェクションで製作されたそれぞれの戦艦大和・・・
【COMET L3D】
当社所有の3Dスキャナーを利用する事でお客様が製作のマスターサンプルを精度よく鋳造品に複製いたします!スケッチ画、図面またはCADデータ、マスターサンプルがありましたら是非ご相談ください。小ロット(10個~)からでもお見積もり対応いたします!
【ロストワックスの性能評価には】
手のひらサイズ(60x90x50)、小ロット(10個~)試作品に最適な安価な簡易金型『クイックシステム』(ロストワックス金型4.9万円~)をご用意しています。
試作をされたい、また小ロット機械の生産・設計開発にはローコスト金型-小ロット製造の「Quick(クイック)システム」が大変便利です!
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
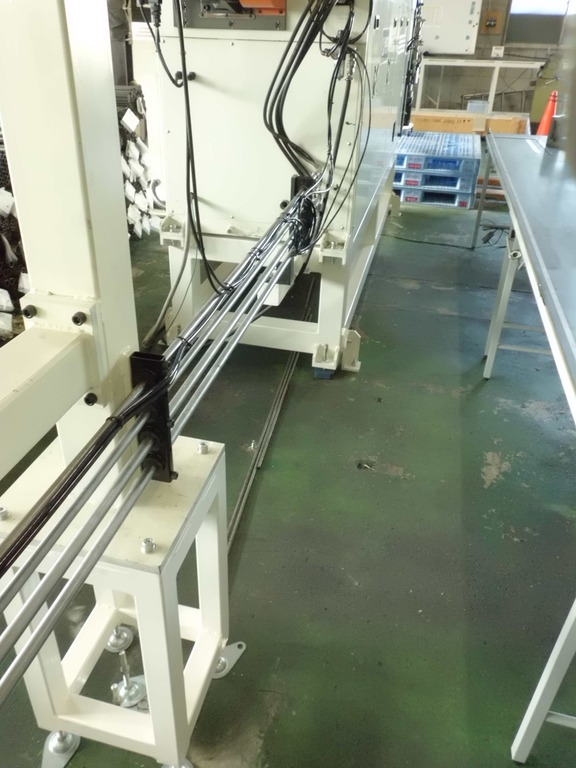
千代田30型のCNCベンダーで機械本体を床面から約50cm上げ、全長を6mの材料まで対応できるように改造しています。 外径30mmまでで板厚2mm程度のものまで対応可能です。

鉄道車両に使用されるパイプ加工製品です。 この度は銅パイプでの生産となりました。 長尺(6m)まで対応できるようにNCベンダーを改造して、さらに50cm程度かさ上げしての生産開始です。 銅パイプの径も6~28mmと数種類になっています。
製品の出荷には専用台車を用意して、製造現場から直にそのままトラックに乗せることができるように工夫しました。

コムコ製の15型タイプのNCベンダーです。 平成30年7月豪雨後最初に稼動を開始した新設NCベンダーになります。
φ4程度~φ12程度くらいまでのパイプの三次元曲げに威力を発揮してくれます。
このサイズのベンダーは、災害後修理復旧した設備とさわせて2台稼動できる状態になりました。
これより小さいパイプの三次元曲げには千代田製の10型ベンダーが控えています。
主力の30~40型サイズベンダーとあわせ12台程度のNCベンダーが稼動中です。

【銅パイプ アルミパイプ 長尺曲げ NCパイプベンダー】
【材質】
鉄道車両
自動車
油圧配管
【材寸】
外径6mm~28mm
板厚0.8mm~1.5mm
長さ 6000mmまで
【加工】
NCパイプベンダー
【特徴】
NCパイプベンダー(ベンディングマシン)とは、パイプの立体曲げを、
任意に設定された、プログラム及び、数値に基づいて順次自動的に
加工ができる設備となります。
鉄・ステンレス・銅などのパイプを変形なく美しく曲げることができます。
この従来型のNCパイプベンダーの後部を改造し、
従来より3500㎜長い展開長のパイプを曲げることが出来ます。
展開長5756㎜の銅パイプを曲げた実績がございます☆
曲げ加工をお考えの方がいらっしゃいましたら
松田鉄工にご相談ください!
ホームページにも他の加工技術をアップしておりますので
ぜひご覧くださいませ!
また、お見積もりの方も合わせてお願い致します。
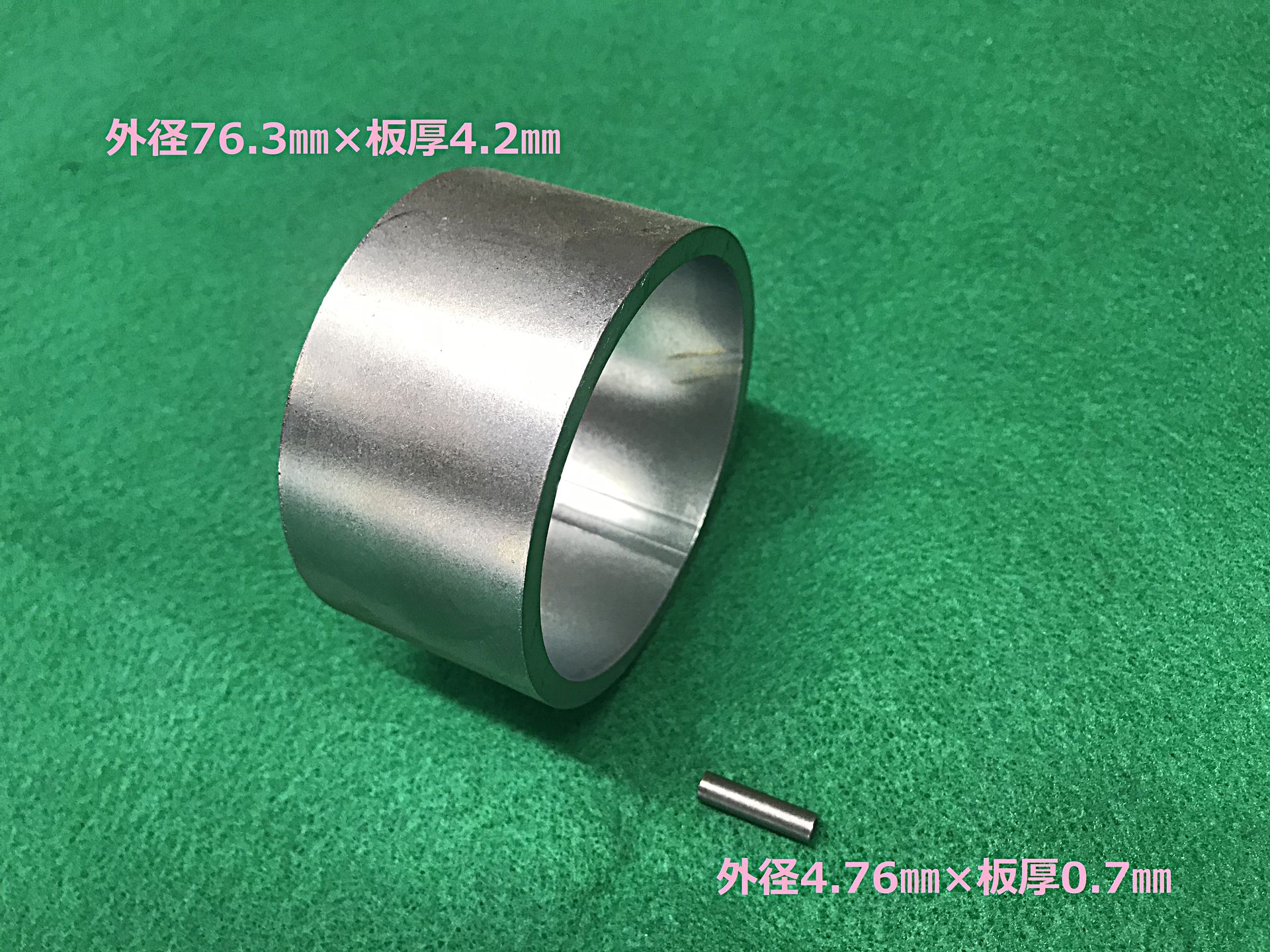
【丸鋸切断機 アルミパイプ 銅パイプ 棒鋼】
【材質】
自動車
建機
医療機器
その他
【材寸】
外径4.76mm~76.3mm
【加工】
丸鋸自動切断機
【特徴】
弊社では、丸鋸自動切断機で、小さな「パイプ、棒鋼」から
大きな「パイプ、棒鋼」まで、
また、鉄、非鉄等を、ご希望の長さに切断いたします。
サイズ、材質はご相談いただければ、ご提案いたします。
是非、松田鉄工まで、お気軽にお問い合わせください☆
ホームページにも他の加工技術をアップしておりますので
ご覧くださいませ!
また、お見積もりの方も合わせてお待ちしております。

【アルミパイプ 曲げ 大口径 NCベンダー】
【材寸】
外径 40.0mm
板厚 2.0mm
【材質】
A1050 TE
【加工】
NCパイプベンダー
【特徴】
NCパイプベンダー(ベンディングマシン)とは、パイプの立体曲げを、
任意に設定された、プログラム及び、数値に基づいて順次自動的に
加工ができる設備となります。
鉄・ステンレス・銅などのパイプを変形なく美しく曲げることができます。
今回はΦ40㎜×t2.0のアルミパイプを180°に曲げ加工したものです。
画像では若干内側にしわ模様がございますが、もっときれいに
曲げたい場合、ワイパー台を使用しますと、更にきれいに曲がります。
アルミ以外にも、鉄パイプ、銅パイプの実績もございまので
お気軽にお問い合わせください☆
ホームページにも他の加工技術をアップしておりますので
ぜひご覧くださいませ!
また、お見積もりの方も合わせてお待ちしております。

【銀ろう付け】真鍮と銅の異種金属高精度接合 ~熱変形が少なく、複雑形状でも均一に接合~
►課題認識:製造現場の接合技術の選択
製造現場では、異なる金属材料の接合において、接合強度と母材への影響のバランスが常に課題となっています。特に真鍮と銅の接合では、それぞれの材料特性を活かしながら、高品質な接合を実現することが求められます。
►技術解説:銀ろう付けのメカニズム
銀ろう付けは、溶接の一種でありながら、通常の溶接とは異なるアプローチで接合を実現します。母材より融点が低い銀ろうを使用し、毛細管現象を利用して接合部に浸透させる技術です。これにより、母材を傷めることなく、強固な接合が可能となります。
✔ 接合技術の特徴
・母材の機械的特性を維持
・熱影響が少なく、変形を最小限に抑制
・複雑な形状でも均一な接合が可能
・異種金属の接合に最適
►当社の強み:真鍮と銅の接合における実績
真鍮と銅(錫表面処理品)の銀ろう付け接合加工において、長い実績を持つ当社は、以下の技術的アドバンテージを提供します:
★独自の接合プロセス管理
・最適な加熱温度とタイミングの制御
・ろう材選定のノウハウ
・表面処理と接合品質の両立
☑ 品質保証体制
・ISO9001認証による品質管理
・三次元測定機による寸法検査
・破壊検査による強度確認
►導入効果:製品品質の向上とコスト削減
「これまでの溶接じゃ、どうしても歪みが出てしもうて困っとったんじゃけど、銀ろう付けに変えたら、ほんま見違えるように良うなったわ!」
-ある自動車部品メーカー様の声
会社概要:
松田鉄工株式会社
〒739-0264 広島県東広島市志和町七条椛坂1700
TEL:082-433-4544
FAX:082-433-2628
コーポレートサイト:https://mtd-co.jp/
技術相談・見積依頼:https://ja.nc-net.or.jp/company/81014/inquiry/
長尺パイプ曲げで三次元曲げ加工を革新!6m対応の技術力
►【長尺パイプ加工業界の深刻な課題】
製造現場では、長尺パイプの曲げ加工において多くの企業が頭を悩ませる問題を抱えています。特に建設機械や大型産業機械の配管部品では、従来の短尺パイプでは対応できない長尺(6m)までの加工ニーズが急激に増加しており、技術的な壁に直面している企業が少なくありません。
一般的なNCベンダーでは3m程度までが限界とされ、それ以上の長尺パイプ曲げとなると、分割して後から溶接で繋ぐか、特殊な外注に依存するしかありませんでした。しかし、溶接継手は強度面での不安があり、外注では納期とコストの問題が付きまといます。
✔ よくある長尺パイプ加工の悩み
・6m級の長尺パイプを一体で曲げ加工できない
・分割溶接による強度低下への不安
・三次元曲げの精度が安定しない
・設備投資の負担が重く、専用機導入に踏み切れない
・銅パイプなど非鉄金属の長尺加工に対応できない
これらの課題を解決するため、我々は既存のNCベンダーを改造し、長尺(6m)まで対応できるようにNCベンダーを改造して、さらに50cm程度かさ上げしての生産を開始しました。
─────────────────────────────────────
►【革新的な長尺パイプ曲げ技術の詳細解説】
長尺パイプ曲げ加工の技術革新は、単純に設備を大型化するだけでは解決できません。パイプの自重による撓み、曲げ加工時の材料送り精度、そして三次元曲げにおける座標管理など、複数の技術的課題を同時に克服する必要があります。
★《長尺パイプ曲げ加工の技術的特徴》
◎ NCベンダー改造による6m対応:従来機を50cm程度かさ上げし、長尺材料の安定送りを実現
◎ 多材質対応:銅パイプの径も6~28mmと数種類に対応し、鉄系からアルミニウムまで幅広く加工
◎ 一体加工による高強度:溶接継手なしの一体成形で、配管系統の信頼性を大幅向上
《技術的なブレークスルーポイント》
従来の短尺加工では問題にならなかった材料の自重による撓みを、長尺パイプを水平に保持しながら、精密な三次元曲げを実現する技術を確立しました。
特に銅パイプにおいては、材質特性を活かした曲げ半径の最適化により、従来では不可能とされていた複雑な三次元形状の一体成形を可能にしています。銅パイプの径も6~28mmと数種類になっており、お客様の多様な用途に対応できる体制を整えています。
─────────────────────────────────────
►【導入による劇的な効果と競争力向上】
長尺パイプ曲げ技術の導入により、お客様の製品開発と生産効率に革命的な変化をもたらしています。
●《具体的な改善効果》
・品質安定性:溶接技能依存 → NC制御による一定品質
《三次元曲げ加工の威力》
特に威力を発揮するのが、従来では製作困難とされていた立体的な配管ルートです。エンジンルーム内の限られたスペースを縫うように配置される冷却系統配管や、建設機械の可動部を避けながら配管される油圧系統など、三次元曲げ技術なくしては実現できない複雑形状を一体で製作できます。
─────────────────────────────────────
►【成功事例:大型産業機械での長尺配管革新】
70年以上の歴史を持つパイプ加工専門メーカーとして、長尺パイプ曲げ技術を活用した数多くの成功事例を生み出しています。その中でも特に注目されるのが、鉄道車両向けの長尺配管パイプの事例です。
★《技術的チャレンジと解決策》
◇ 長尺材料の精密送り:NCベンダーの改造により、6m材料の安定した送り機構を実現
◇ 材料変形の予測制御:有限要素解析による変形予測で、狙い形状への補正値を算出
─────────────────────────────────────
►【多材質対応による用途拡大の可能性】
長尺パイプ曲げ技術は、鉄系材料だけでなく、ステンレス、銅、アルミニウムなど多様な材質に対応できることで、用途の幅を大きく広げています。特に銅パイプにおいては、空調・冷凍設備業界から高い評価をいただいています。
●《材質別の技術的特徴》
➤ 鉄系材料(STKM、STK材等):高強度配管での長尺一体化
➤ ステンレス(SUS304等):食品・化学プラント向け衛生配管
➤ 銅パイプ:空調・冷凍設備の冷媒配管
➤ アルミニウム:軽量化が求められる移動体配管
《銅パイプ加工の技術革新》
銅パイプの径も6~28mmと数種類に対応しており、従来の短尺加工では実現できなかった大型空調機器の一体配管が可能になりました。銅の優れた熱伝導性と加工性を活かし、冷媒効率の向上と施工性の改善を同時に実現しています。
◇ 対応可能な銅パイプ仕様
・外径:φ6mm~φ28mm
・肉厚:0.8mm~2.0mm
・最大長:6000mm
・曲げ半径:外径の3倍~(材質・肉厚により調整)
─────────────────────────────────────
►【生産体制と品質保証システム】
長尺パイプ曲げ加工を安定して供給するため、マトリックス生産方式による柔軟な生産体制と、ISO9001に基づく品質保証システムを確立しています。月産数十個から数万個まで、お客様の生産計画に合わせた最適な供給体制を構築できます。
《品質保証の取り組み》
長尺パイプの特殊性を考慮し、従来の検査方法を見直し、専用の測定治具と検査手順を確立しました。
✔ 品質管理のポイント
・材料受入検査:寸法・材質・表面状態のチェック
・工程内検査:曲げ角度・座標位置のチェック
・最終検査:形状・寸法の測定
─────────────────────────────────────
►【技術相談から量産まで一貫サポート】
長尺パイプ曲げ加工の導入を検討されている企業様に対して、技術相談から試作、量産まで一貫したサポート体制を整えています。70年以上のパイプ加工経験と、機械加工・溶接加工・表面処理まで社内一貫対応できる総合力で、お客様の課題解決をトータルサポートいたします。
●《包括サポート内容》
➤ 技術相談・設計提案:現状課題の分析と最適解の提案
➤ 試作対応:小ロットでの形状確認・性能評価
➤ 量産移行:生産性・品質・コストの最適化
➤ 継続改善:製品改良・工程改善の継続的フォロー
《設計段階からの提案力》
単純な加工受注だけでなく、設計段階からお客様と一緒に最適な配管レイアウトを検討いたします。長尺パイプ曲げの特性を活かした設計提案により、お客様製品の性能向上とコスト削減を同時に実現できます。
─────────────────────────────────────
►【次世代へ向けた技術革新への挑戦】
長尺パイプ曲げ技術は、まだまだ進化の可能性を秘めています。 IoTによる生産管理システムの高度化、そして新材料への対応など、次世代の製造技術への挑戦を続けています。
「環境の変化をビジネスチャンスとして前向きに考え、行動していける」という当社の基本方針のもと、常に技術革新に挑戦し続けています。お客様のニーズの変化を敏感に察知し、それに対応する技術開発を積極的に進めることで、真のパートナーシップを築いてまいります。
会社案内資料は、設計部門や生産技術部門の方々だけでなく、経営層の方にも分かりやすい構成となっており、社内での技術導入検討資料としてもご活用いただけます。
特に、現在の配管加工で課題を感じていらっしゃる企業様、新製品開発で長尺配管が必要な企業様には、具体的な解決策と効果を数値で確認いただける内容となっております。
─────────────────────────────────────
【会社概要】
松田鉄工株式会社
〒739-0264 広島県東広島市志和町七条椛坂1700
TEL:082-433-4544
FAX:082-433-2628
コーポレートサイト:https://mtd-co.jp/
技術相談・見積依頼:https://ja.nc-net.or.jp/company/81014/inquiry/

ステンレス配管の品質課題をTig溶接で解決する製造技術
►【業界の課題】配管品質に関する深刻な問題とは?
工場やプラントの現場で、こんな悩みを抱えていませんか?「ステンレス配管の継ぎ目から漏れが発生して困っとる」「溶接品質にバラツキがあって、検査でひっかかることが多い」「表面の仕上がりが汚くて、お客様からクレームが来る」
実は、ステンレス配管における品質トラブルの多くは、溶接技術と後処理の不備が原因なんです。特に、ステンレスパイプを斜めカットしTig溶接で繋ぎ、両端にステンレスブロックをTig溶接で取り付けた配管用製品では、溶接の熱影響による変形、溶接部の酸化、内部の汚れなど、様々な問題が発生しやすいのが現実です。
《一般的な配管製造の問題点》
・溶接技術者のスキルにバラツキがあり、品質が安定しない
・溶接後の酸洗処理が不十分で、表面に酸化物が残る
・パイプとブロックの接合部で応力集中が発生
・気密性の確保が困難
・納期とコストの両立が難しい
これらの課題を放置すると、最終的には製品不良、リコール、信頼失墜といった深刻な事態に発展する可能性があります。
►【解決手法の詳細】70年の実績が生み出した独自技術
私たちが提案するのは、創業70年の経験で培った「一気通貫型ステンレス配管製造システム」です。この製造手法では、ステンレスパイプの切断から最終の酸洗い仕上げまで、すべての工程を社内で管理することで、従来の課題を根本的に解決します。
★【核心技術:精密Tig溶接システム】
当社のTig溶接技術は、ただ単に溶接するだけではありません。ステンレスパイプを斜めカットする際の精密な角度調整から始まり、母材への熱影響を最小限に抑える独自の溶接パラメータ設定、そして溶接後の変形を防ぐ専用治具の活用まで、すべてが計算し尽くされています。
《具体的な製造プロセス》
1. 材料選定:SUS304をはじめとする各種ステンレス鋼の特性を理解した適材選択
2. 精密切断:丸鋸切断機による高精度な斜めカット加工
3. 端末準備:溶接面の完全な清浄化と面取り加工
4. Tig溶接:ダイヘン製TIG溶接機による低熱影響溶接
5. ブロック取付:両端のステンレスブロック溶接における変形防止対策
6. 酸洗処理:溶接酸化物の完全除去と表面光沢回復
◎【技術の差別化ポイント】
・マトリックス生産方式による柔軟な対応(月産数十個〜数万個)
・ISO9001品質管理システムによる工程管理
・キーエンス製三次元測定機での検査
・70年の実績に基づく独自ノウハウの蓄積
►【競合他社との決定的な違い】なぜ選ばれ続けるのか
一般的な配管メーカーとの最大の違いは、「機械加工・塑性加工・溶接加工が一気通貫で対応できる技術力」にあります。ステンレスパイプの加工から、ステンレスブロックの精密加工、そして最終的なTig溶接による組立てまで、すべてを社内で完結できるからこそ実現できる品質があります。
《他社にはない独自の強み》
・NC旋盤23台、マシニングセンター12台による精密加工能力
・ダイヘン製TIG溶接機2台での高品質溶接
・酸洗工程まで含めた完全一貫生産
・マツダ株式会社品質優良認定の信頼性
・東京から久留米まで対応する全国ネットワーク
※特に酸洗処理については、単なる表面清浄化ではなく、ステンレス本来の耐食性を最大限に引き出す独自の処理条件を確立しています。
►【今すぐ行動すべき理由】機会損失を防ぐために
配管品質の問題は、一度発生すると取り返しのつかない損失に繋がります。製品リコール、顧客信頼の失墜、競合他社への切り替え…これらのリスクを考えれば、今すぐにでも信頼できる製造パートナーとの関係構築が必要です。
✔【緊急性のある課題】
・現在の外注先で品質問題が頻発している
・新製品開発でステンレス配管技術が必要
・コスト削減圧力が強まっている
・ISO品質管理体制の強化が求められている
ステンレスパイプを斜めカットしTig溶接で繋ぎ、両端にステンレスブロックをTig溶接で取り付けた配管用製品で、最後に酸洗いを行い仕上げる製造技術。これが、お客様の課題を解決する鍵となります。
今すぐ行動を起こし、品質向上とコスト削減を同時に実現しませんか?
─────────────────────────────────────
【会社概要】
松田鉄工株式会社
〒739-0264 広島県東広島市志和町七条椛坂1700
TEL:082-433-4544 FAX:082-433-2628
コーポレートサイト:https://mtd-co.jp/
技術相談・見積依頼フォーム:https://ja.nc-net.or.jp/company/81014/inquiry/

船舶用送風機部品、車両用ブレーキ部品、原動機部品、工作機械部品等のアルミニウム合金砂型鋳物の製造。
試作から量産まで多品種・小ロットに対応。
アルミ材質はAC4C,AC4CH,AC4A,AL750,AC7A ...etc
重量0.1kg ~500kg までの製品。
弊社の持つ強み
1. 多品種・小ロットに応じています
2. 羽根車については一部加工可能
製品分野
・抄紙機、印刷機、車両、新幹線用ブレーキ部品、原動機部品、起重機部品
・工作機械部品、艦艇部品、ポンプ部品
・船舶用送風機部品
等のアルミ鋳物部品
主要設備
1. ガス溶解炉 250kg 2台 200kg 1台
2. 重油溶解炉 200kg 1台
3. 砂処理及造型ライン 1式
4. フラン造型ライン 1式
5. 旋盤 300㎜×700㎜ 5台
6. モルールブラスト 1台
生産工程
溶解
↓
Arガス処理
↓
主型造形 (生型造形ライン、フラン造形ライン)
中子造形 (油中子、ガス型【炭酸ガス】、フラン型【自硬性鋳造】)
↓
注湯
↓
仕上 (ハンドショット、グラインダー仕上げ等をした後、
↓ ハンガーショット(研掃)を行います。 )
↓
製品検査 (内部巣等の欠陥検査を非破壊検査等で行います。)
↓
熱処理T5-T6 (有効寸法:1000W×800H×1500L
↓ 処理量:300~500kg)
↓
出荷前検査
(硬さ試験は、小物から大物まであらゆる位置で試験を行えます。)
↓ 下記のスケールに対応しています。
↓ Leeb(HL) リープ,Vickers(HV) ビッカース,Brinell(HB) ブリネル,
↓ Rockwell(HRA,HRB,HRC) ロックウェル,Shore(HS) ショアー
出荷
主要設備詳細 (生産工程 機械名 能 力 台数)
・溶解 ガス溶解炉 250kg 2台
・ガス溶解炉 200kg 1台
・重油溶解炉 200kg 1台
・アルゴンガス溶湯処理装置 1台
・造型 生型自動造型機 1式
・フラン自動造型機 1式
・砂処理装置 1式
・フラン鋳型砂用連続ミキサー 5t/Hr 2台
・乾燥炉 1台
・仕上 高速切断機 1台
・エアコンプレッサー 2台
・サンドブラスト 800Φ×850H 1台
・モノレールブラスト 1200Φ×1500H 1台
・熱処理 電熱式熱処理炉 300~500kg 1式
・検査試験 硬度計 エコーチップ(ブリネル他) 1台
・加工 旋盤 300mm×700mm 3台
・正面旋盤 300Φ×1250L 1台

アルミ鋳物の小物~中物ライン、生型砂造型ラインです。
多品種少量~中量生産に向いています。
素材最大サイズ 560×420×200

鉄道車両ブレーキシステム(空制装置)部品 ハンドブレーキテコ 鋳物材
人命にかかわる量産部品の為、お客様の要求も高く、それに準じた品質を提供しています。

部品名:ギアケース
業界・用途:鉄道
材質:ねずみ鋳鉄FC材
サイズ:750×600
中ロット量産
加工方法:NC横中ぐりフライス盤
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ギアケース 鉄道 ねずみ鋳鉄FC材 精度、中ロット量産 NC横中ぐりフライス盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

設計水深が5~20mの高水圧下でも確実に止水し、都心の地下鉄などの地下空間や防水ドアで対応できない大きな開口でも浸水災害から重要施設を守ります。片開き、両開き、横引き式など、設置条件に合わせて開閉方式も選択可能です。
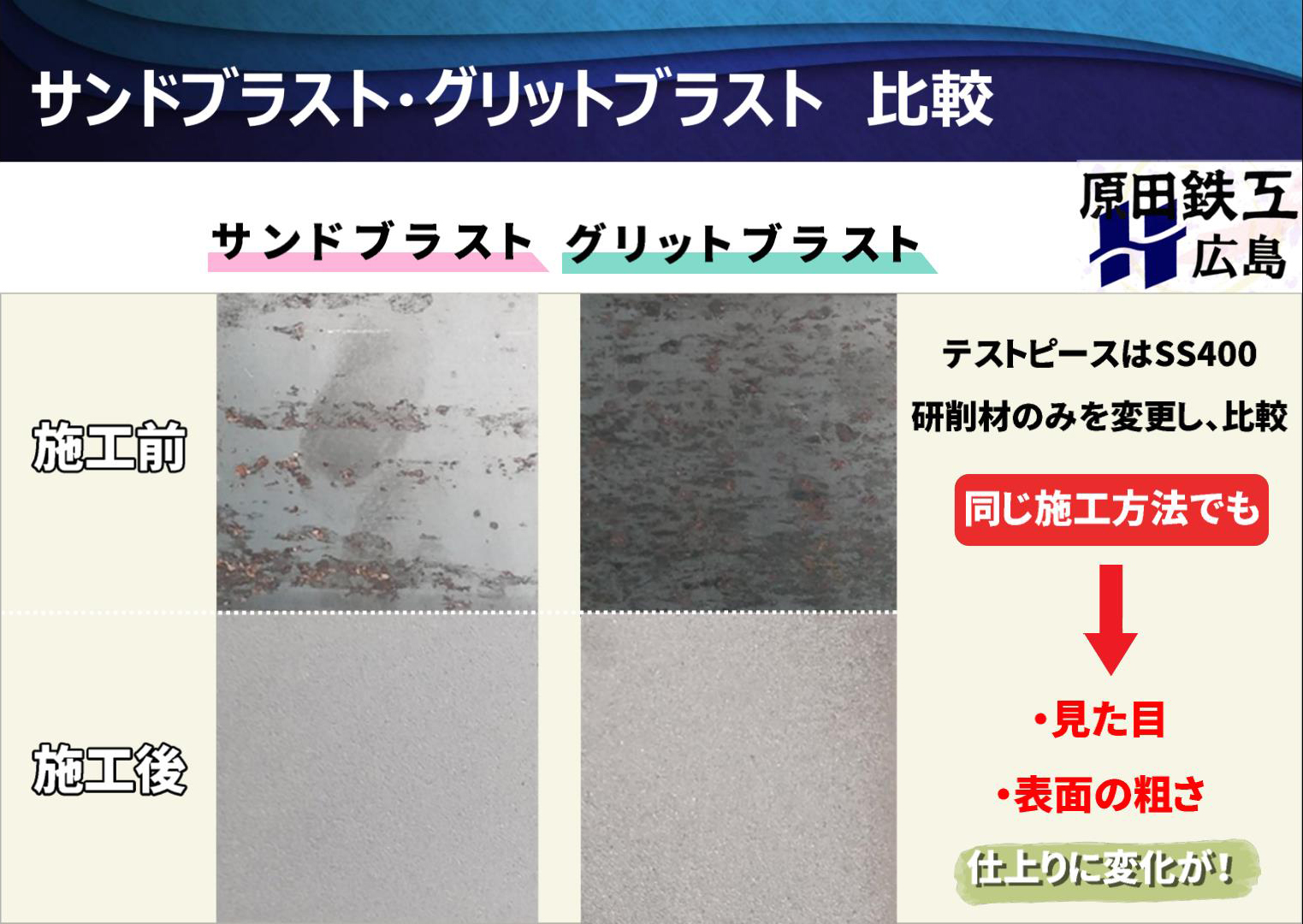
【グリットブラストとサンドブラストの違い】
弊社所有の大型ブラスト設備「グリットブラスト」「サンドブラスト」の違いを簡単にまとめました。
手動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に「射出する研削材の違いのみ」となります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性があり、現在はあまり使用されていません)
ブラストの仕組みについてはこちらで紹介しております!
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
サンドブラスト・グリットブラストと何を射出するかだけの違いではありますが
その射出する研削材によってそれぞれ異なる特徴があります。
【グリットブラスト 特徴】
・多角形状で金属製なので研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ対象物にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
【サンドブラスト 特徴】
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがあるので、現在は主に「フェロニッケルスラグ」を原料とした非金属性の研削材を使用されている。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
【まとめ】
サンドとグリットのように研削材を変えるだけで対象物の材質、処理効果が大きく変わります。
この2種類以外にも多くの研削材が流通、開発されているので目的に合った研削材でブラスト加工する事が重要です。
原田鉄工で使用している研削材についての詳細リンク
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
ブラストについての詳細ページはこちら
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
-------------------------------------------------------------------------------------------------
施工する研削材の希望やその他施工用途等ありましたら、お気軽にご相談ください。
【STPG / SGP 鋼管のブラスト塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/199865/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラストの研削材について ガラス、グリット、サンド】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
『そもそも研削材とは?』
金属を加工する方法は様々あります。
例えば溶接、切削、鍛造、曲げそして研削など多くの加工方法があります。
その研削加工の際に使用する材料の事です。
『研削加工について』
研削加工とは無数の研削材を対象の製品にぶつける事で、表面を削り取っていく加工法です。
ブラストは投射方法や適切な研削材を選定することにより、多くの材質に対して研削加工を行う事が可能です。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『研削材について』
研削材の材質は金属、セラミック、ガラス、樹脂、ドライアイスなどがあり、形状※₁も球状や多角形、粉状など様々です。
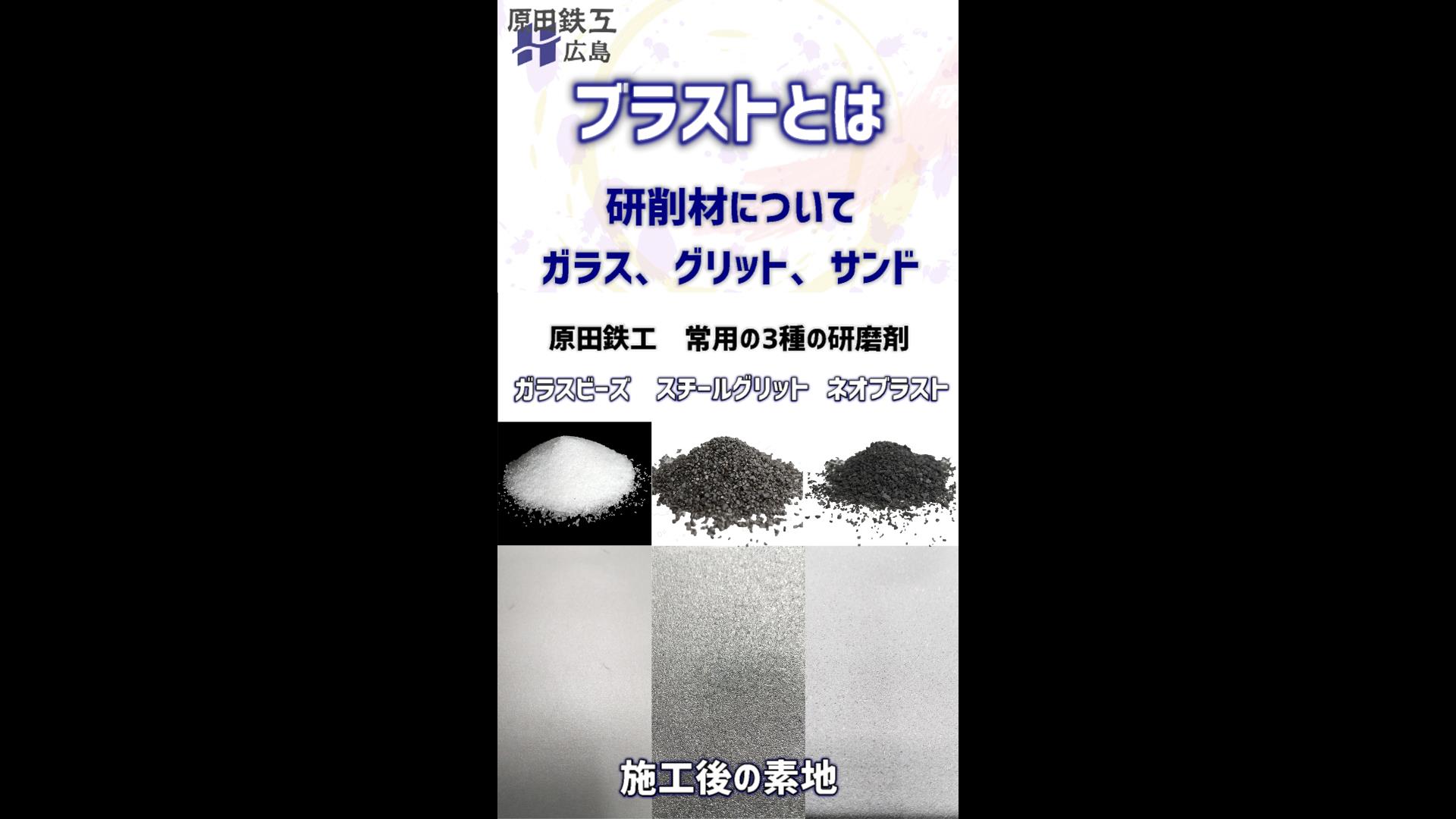
弊社で実際に使用している3種類の研削材を紹介します。
《ガラスビーズ グラスショット GS-350》
非常に細かい球状粒子で研掃力が少ないため、美しく滑らかな仕上がりです。
また対象の製品を傷つけにくいので、汚れやバリ取り、表面のクリーニングに使用される事が多くあります。
ガラス製なので対象の材質も気にせず施工する事ができます。
《グリットブラスト IKKスチールグリット TGE-100》
特殊鋼製の鋭角が多い多角形状粒子なので強力な研掃力があり、表面を深く削ります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
また高硬度にも関わらず粘りも強いため、粉砕されにくく粉塵や産廃の量が少ないです。
《サンドブラスト ネオブラスト G-1》
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレス等にも使用ができます。
『まとめ』
ブラストで使用される研削材は多くの種類があります。
材質・形状・粒度によって加工後の効果にも違いが生じます。
加工対象となる製品の材質や加工目的に合わせ、適切な研削材を選定しましょう。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
各種ブラスト工法についての紹介はこちらから!
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
https://www.nc-net.or.jp/company/98405/product/detail/188843/
補足
※₁形状は下記の様に呼ばれます
ショット:球状粒子
グリット:多角形粒子
カットワイヤー:線材を細かく切断したもの
ビーズ:穴のあいた球状粒子
パウダー:粉状
※₂フェロニッケルスラグ(英語:Ferronickel slag)
ステンレス鋼などの原料となっているフェロニッケルを精錬する時の副産物。
珪酸と酸化マグネシウムが主成分となり、コンクリートや波消ブロックなどにも使用される。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
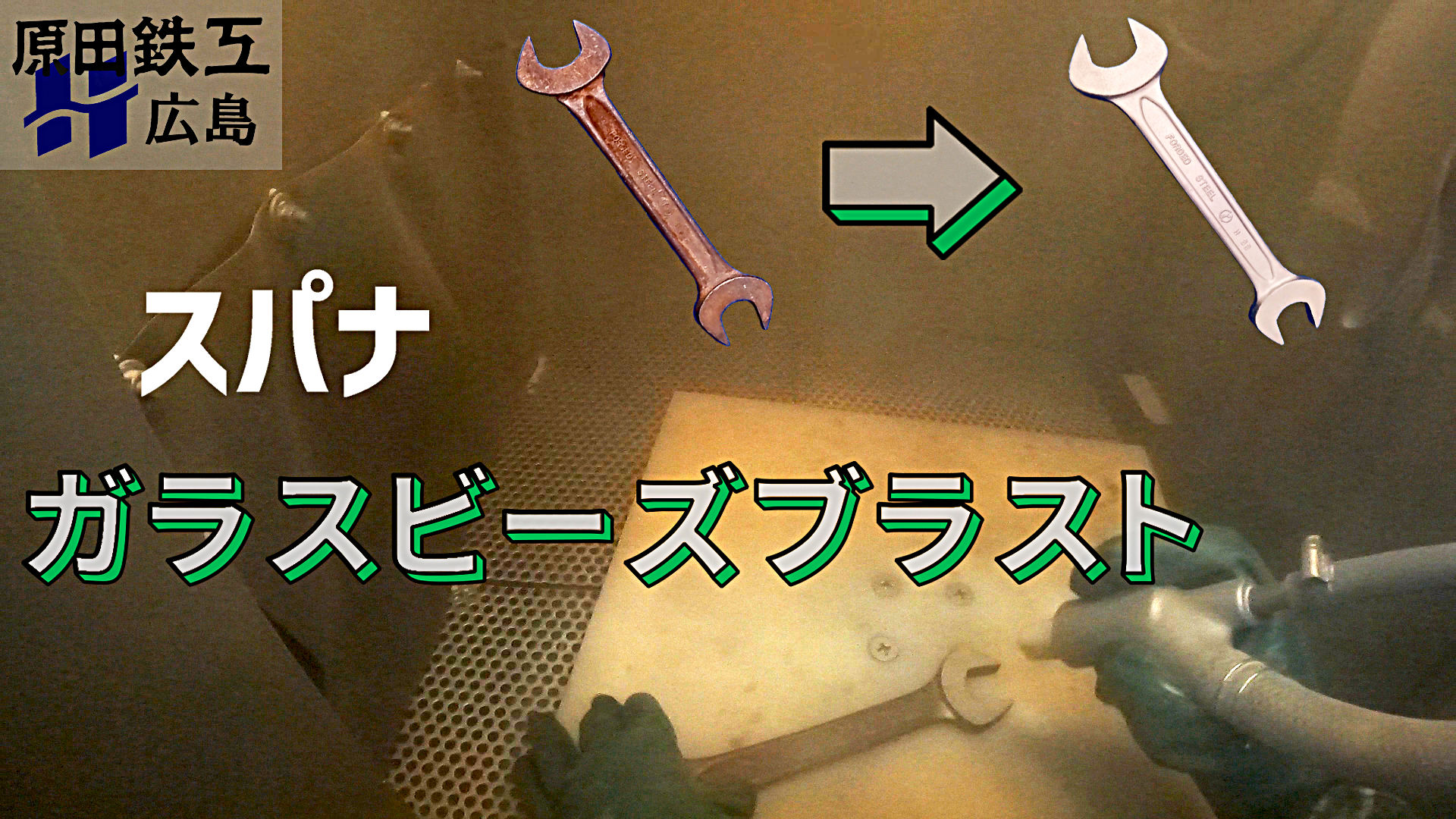
【鍛造スパナ ガラスビーズ施工】
古くなったスパナをガラスビーズブラストで綺麗にします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
錆びて茶色くなってしまった社内に転がっていたスパナをガラスビーズブラストしました。
ガラスビーズブラストはその名前の通りガラス製の球体を研削材として使用しますので、製品自体の摩耗は最小に留めながら表面を綺麗にする事が可能です。
5分でこのように綺麗な状態になりました。
鉄だけではなく、木材やガラス製品等の装飾でも使われています。
ブラストや研削材の詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎鍛鋼(英語:Forget steel)
まず鉄鉱石から取り出される銑鉄を精錬することで「鋼」となります。
鋼を成形する際に圧力を加えながら成形したものが鍛鋼となります。
圧縮することで金属内部の結晶が整う事で、非常に強度が高い。
◎スパナ(レンチ 英語:Spanner/Wrench)
スパナ/レンチはどちらもボルトやナットを回転させ締め付けを行う工具の事です。
Spannerはイギリス英語、Wrenchはアメリカ英語で日本に伝わってきたようです。
日本国内では一般的に先端が開放で固定幅のものをスパナ、それ以外をレンチと呼ぶことが多い。
◎ガラスビーズ(ブラスト/1種ケレン 英語:Glass beads blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「ガラスビーズ」という研削材を使用している為、ガラスビーズブラストを呼称される。
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【どぉやって加工するの? 加工方法について紹介します】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラストは研削材を対象物に衝突させる加工方法です。
大きく機械式ブラストとエアー式ブラストの2種類に分けられます。
《機械式ブラスト》
羽根車(インペラー)をモーターで回転させ、その回転の遠心力を使って研削材を投射する方法です。
例えると水車(羽根車)をモーターで回転させて、水(研削材)を対象物に叩きつけるイメージです。
一定の方向へ投射する、加工力の向上のため重量のある研削材を使用します。
この機械式ブラストは一般的にショットブラストと呼ばれ、研削材の形状は主に鋼球(ショット)を使用します。
『メリット』
・広範囲に投射できるので、短時間で大量処理が可能。
・均一に加工する事が可能。
・コンプレッサーが必要ないので設備導入費等のコストが比較的安く済む。
『デメリット』
・特定の部位や複雑な形状などは加工できない。
・使用できる研削材の種類が少ないので、加工対応範囲が限られる。
・投射力が弱く、表面粗さは浅い仕上がりになる。
《エアー式ブラスト》
圧縮した空気の力を利用し、研削材を投射する方法です。
エアー式の中でも更に細かく加圧式・ブロア式・吸引式など様々ありますが、一般的な加圧式を紹介します。
加圧式はコンプレッサーで圧縮した空気を研削材と混ぜ、ノズルから投射させる仕組みです。
圧力や投射距離、範囲が細かく調整でき、使用する研削材も制限がありません。
このエアー式ブラストは手動型(作業員がノズルを持って行う)と自動型があります。
『メリット』
・投射力や投射距離の変更ができるので精度の高い加工を行う事ができる。
・すべての研削材に対応できる。
・あらゆる形状でも加工可能で打ち分けもできる。
『デメリット』
・手動式の場合、作業員の「技術力」「経験」が必要になってくる。
・粉塵が多く舞うので、作業環境を整える必要がある。
・精度が高い代わりに機械式より作業効率が劣る。
〈ブラスト後の塗装について 詳細ページはこちらから〉
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
-------------------------------------------------------------------------------------------------
弊社はエアー式ブラスト(手動型)を設備しております。
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m 【2部屋】
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【スプレーガンの種類~エアレススプレー編】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装前に重要な素地調整! ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
塗装の現場にて必須とも言えるスプレーガンですが、大きくエアスプレーとエアレススプレーの2種類があります。
今回はその2種類のうちエアレススプレーについて紹介したいと思います。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
【エアスプレー編】はこちら!
https://www.nc-net.or.jp/company/98405/product/detail/177737/
塗料についての詳細ページはこちら!
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
液体に圧力を加えて小さな穴の開いたチップから噴射することで塗料を霧化させるのが、エアレススプレーです。
プランジャーポンプ(空気圧を使ったポンプ)で液体に超高圧力をかけるので、微粒子化した塗料のみが吐出する事が特徴です。
エアーを含んでいないので塗料の飛沫が少なく、多量の塗料を吐出する事が可能です。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
建築、一般金属、鉄鋼、橋梁、船舶、車両など様々な分野で使用されています。
厚い塗膜※₁を付着させることが可能なので、厳しい環境下にも対抗できる塗膜を形成する事ができます。
しかしながら吐出量が多いので塗装スピードも速くなければ、すぐにタレ※₂などの塗装不良が発生してしまうので技術が必要になってきます。
また塗装対象の大きさや塗料に合わせてチップ※₃の選定、圧力を調整する事も必要です。
塗装不良の発生原因と予防・対策について
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『メリット』
・対応可能な塗料の種類が豊富。
・塗料の吐出量が多いので作業効率が高い。
・高粘度の塗料が使用可能な為、厚塗りが可能。
・エアスプレーに比べて塗料の飛散が少ないので、塗料の節約になる。
『デメリット』
・エアスプレー塗装に比較し、基本的に塗料粒子が粗いので綺麗に仕上げる為には技術が必要。
・塗装対象が小型だと塗料のロスが多い。
・超高圧塗装の為、ケガのリスクがある。
塗着効率 約50%程
補足
※₁塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
※₂タレ(だれ/たるみ/ながれ 英語:Curtaining/Sagging)
文字通り塗料が下方にタレ(流れ)て塗膜が不均一になっている状態。
塗料の希釈率・吐出量過多、塗装スピード・距離、塗装環境など様々な原因があげられる。
※₃チップ
ノズルの先に取付け、塗料と吐出する為の部品。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
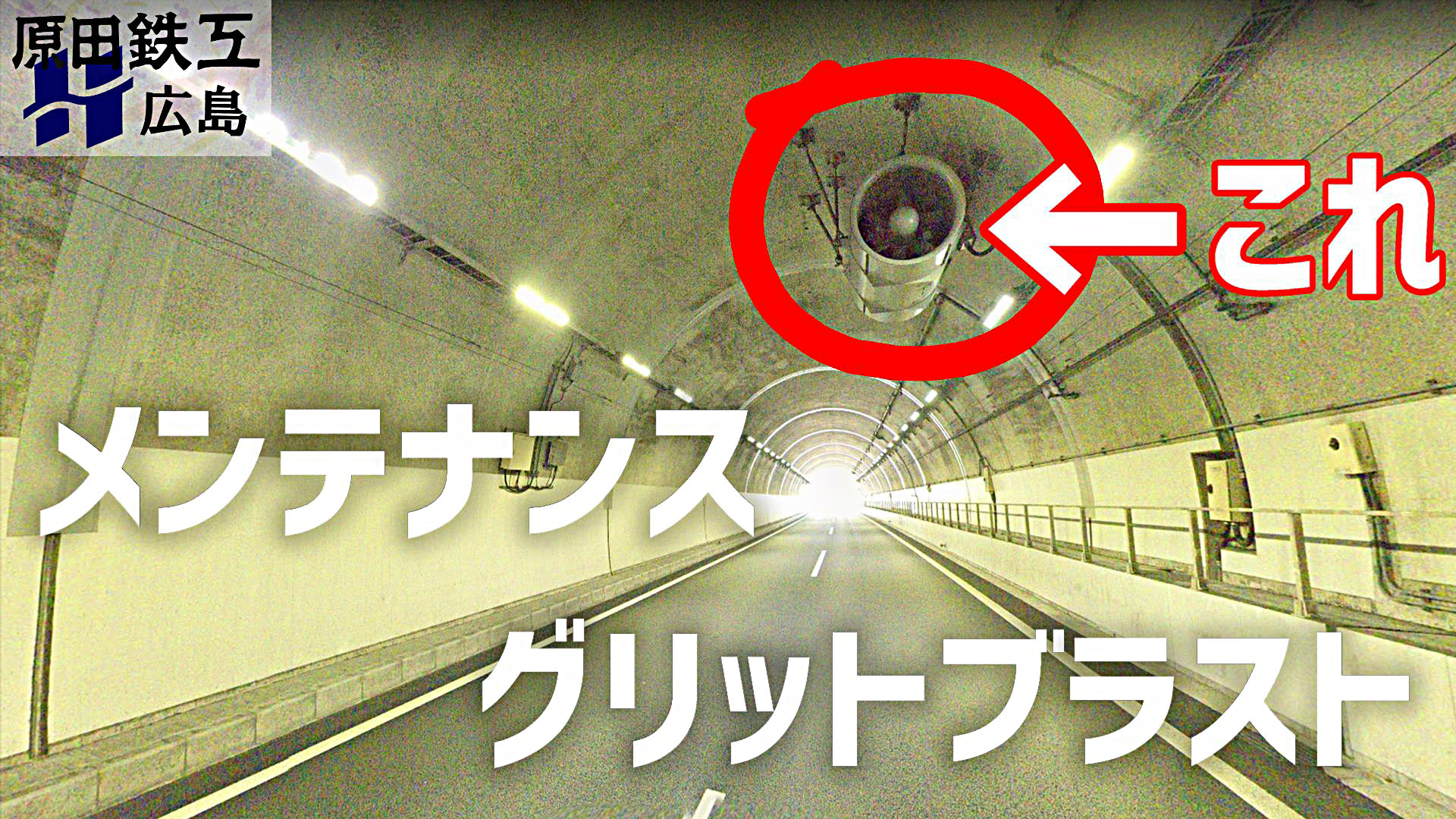
【ジェットファン トンネル換気用ファン ブラスト】
高速道路の換気用ファン(ジェットファン)をブラストで塗装・サビを剥がして綺麗にします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「ジェットファン」は高速道路トンネルの天井に取り付けてあるでっかいファンの事です。
一度は見た事がありますよね。
トンネルの換気目的で取り付けられているそうです。
今回はジェットファンを定期メンテナンスの為、ブラストで塗装とサビを落としてほしいとの要望です。
経年劣化で腐食が進んでしまうと破損や落下などの事故に繋がりかねませんので、定期的なメンテナンスが必要となります。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
ブラスト施工した後は腐食が進んでボロボロになっている部分があったりするのを見ると、定期的なメンテナンスがどれほど大切か思い知ります。
トンネルを走っていると、上から落下してこないかちょっと不安になりますもんね。
綺麗に塗装とサビを落とした後は、お客様の方で悪くなった鉄部の補強・塗装を行われるとの事でした。
やはり塗装剥離は通常の黒皮落としと比べて、時間と費用が掛かってしまいますが古くなってしまった製品を再製作する手間・費用と比べると圧倒的に安く・早くできますよ!
定期的にしっかりメンテナンスを行えば「長く」「安全」に製品を使えるので気を付けましょう。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
専門用語の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
◎ジェットファン(英語:Jet fan)
トンネル内の排気ガスを含んだ空気を排出させ、新鮮な空気を流入させる様に空気の流れを作る。
また火災時には排煙などにも役立つ。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ隠しや装飾
目的での梨地加工など用途は様々あります。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ】
機械塗装や金属塗装のご要望がありましたら、なんでもご相談ください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig?sub_confirmation=1
機械・金属の塗装を続けて80年!
確かな技術と経験で製品を美しく仕上げます。
多品目小ロットで多くの工事に携わってきたからこそ全ての塗料メーカー、様々な塗料を扱ってきた実績があります。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
「どんな塗料を使えばいいか分からない」など仕様にお困りの場合でも、ご相談いただければ適正な塗装仕様を選定することも可能です。
広い塗装スペース(650㎡)があり、クレーンも10tまで対応可能です。
また素地調整用の大型ブラスト設備も完備しておりますので、重防食塗装の事ならお任せください。
素地調整~塗装~検査と一貫して社内で施工を行う事ができますので、品質・管理にバラつきが無く確かな商品をお届けする事が出来ます。
お困りなことがありましたら、お気軽にご連絡ください。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
塗装についての詳細ページはこちら!
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
また原田鉄工にはブラスト・塗装部門「防錆部」のみならず製缶・組立部門「製造部」もあります!
こちらの製造部も小ロット多品種の製作を得意としており、その製缶精度には多くのお客様からお喜び頂いております。
製缶~ブラスト~塗装と1社で全ての工程を賄う事ができます。
運送、管理、検査などの問題を一括することで、楽に管理・手配してみませんか?
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗膜の寿命に及ぼす影響/原因】
塗膜=乾燥した塗料の膜
この塗膜寿命に対して様々な要因がどの程度影響をもたらすかまとめたグラフです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
金属塗装において塗装(塗膜)の寿命は10年から長くて30年程度と言われています。
塗装によって防食された金属の防食性能に影響を与える要因を大きく分けると
1-素地調整
2-塗装回数
3-塗料の種類
4-塗装技術や気候、周辺環境
上記の4項目に分けられます。
グラフの様に影響が一番大きいのは素地調整(1種ケレンと2種ケレンの差)となっています。
1種ケレンと2種ケレンはどちらも同じ素地調整であり、作業方法が違うだけではありますがこれだけ大きな影響を与えます。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
特にメンテナンスなど塗替え塗装の場合は
現状の劣化した塗膜+さびついた素地
両方をブラストで完全に除去し、健全な素地に塗装を行う事が重要となります。
メンテナンスで旧塗膜の除去を目的とした1種ケレン(ブラスト工法)と2種ケレン(電動工具を使用)を比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
動力工具等では完全にさびを除去するのが困難なため、さびが残存している表面に塗装する事になり
結果として塗膜の早期剥離・早期劣化につながります。
塗装の寿命や耐久性を伸ばすためには素地調整(ケレン)が必要不可欠です。
【ブラストで塗装を長寿命化】
https://www.nc-net.or.jp/company/98405/product/detail/195287/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【一種ケレン 古くて錆びてしまった製品を綺麗に!】
素地調整 一種ケレンのブラストで錆びたファンを綺麗にしていきます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
古くなって汚れているファンを綺麗にして再度利用したいとのご依頼です。
見ての通り劣化した塗料やら、錆びでクタクタになってます。
塗装はお客様で行われるとの事なので、今回は素地調整のみ行います。
これだけ錆びて真っ黒になった製品でも、ブラストなら表面に付着したものを全て剥離させる事ができます!
更に塗装を行えば、新品同様に蘇らせることができます!
耐用年数・美観の向上、メンテナンスコストの低減
https://www.nc-net.or.jp/company/98405/product/detail/179263/
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
ブラストや研削材の詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ファン(羽根車/インペラー/ランナー 英語:Impeller/Runner)
液体や気体が衝突することで回転する部品。
回転する事により流体を制御したり、エネルギーに変換させる事ができる。
◎素地調整(英語:Surface preparation)
下地処理の方法で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地のサビ・汚れ・劣化した塗膜など削るなどして除去、更に形成した凹凸によって塗料の付着性を大きく向上させます。
素地調整の各規格を分かりやすくまとめた表です👇
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
素地調整は加工方法によって一種ケレン、二種ケレン、三種ケレンと3種類に分かれます。
今回行った一種ケレンはブラスト工法となってます。
ちなみに二種ケレンは電動工具(グラインダー等)、三種ケレンは手動工具
(スクレーパー等)を使用した方法です。
一種ケレンのブラストが素地調整に最も適した加工方法であり、表面を余すことなく洗浄できます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島で半自動・TIG溶接が得意な鉄工所】
創業80年の原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「大量生産」ではなく「オンリーワン」の創造。
量産品はあまり取り扱っておらず、試作品、専用設備・治具などお客様にご希望に合わせた製品を製作します。
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【弊社の強み】
⒈創業80年で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製作、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。

グリットとサンドの比較 設備の紹介【後編】
グリットブラストとサンドブラストの仕上がりなどを比較するついでに、ブラスト設備の仕組みを紹介します!
前後半に分かれており、前編にてブラスト設備の仕組み紹介をしております是非ご覧ください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラスト加工について】
ブラストとは粒状の金属などを対象物にぶつける事で加工する、表面処理方法のひとつです。
ぶつけられた対象物は表面の汚れや錆びが綺麗に落とされ、凸凹になります。
綺麗になり更に凸凹で表面積が増加したところに塗装を行う事で、通常より長持ちさせることが可能になります。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → 鉄の研削材
サンドブラスト → 非金属性の研削材(弊社ではフェロニッケルスラグ原料のもの)
ちなみにグリットはトゲトゲした鉄、サンドは珪砂(人体に影響を及ぼす可能性があり現在はあまり使用されていない。)という風に研削材が何かで呼称が決まっている感じです。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【グリットとサンドの比較】
本編では長くなってしまうので、こちらで簡単に説明させてもらいます。
※研削材の種類、サイズ、エアー圧などで異なりますので、弊社で使用している研削材の場合とします。
グリットは鉄の玉なのでサンドと比べると研削力があります(削る力が強い)。
よって作業効率も良いので、大きな製品や塗装やゴムなど表面に協力に付着したものでも剥離させる事が可能です。
でも当然マスキングが多い製品や柔らかい金属の加工に対しては強力すぎるため、サンドが推奨されます。
表面粗さも弊社場合グリットとサンドで異なります。
(サンドよりグリットの方が表面が粗い)
塗料によって推奨される表面粗さは異なりますので、塗装仕様によって施工方法を決める事もあります。
ただ粗い方が良いという訳でもありません。
またサンドは非金属性の研削材ですので、ステンレスやアルミなどの施工が出来るのも大きなメリットです。
グリットだと加工時、表面に微細な鉄粉が付着するのでステンレスが錆びるようになるので厳禁です。(もらい錆と言います)
加工対象物の大きさや材質、塗料など防錆処理の推奨表面粗さ、マスキングの量、製品用途などを考慮し使い分けております。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【重量物】SS400 PL 錆落とし
SS400 PL100t 2600×2300 5tもあるプレートの錆をブラストで落としていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
※動画容量の都合上、[前編][後編]と分かれております。
後編は5tのプレート残り工程と、少し小さいサイズの2.5tのプレートについてです。
何に使われる鉄板かは分かりません。
サビが進行し腐食が激しい箇所はあばた状になっていましたが、サビを完全に落とし防食を行う事で腐食から母材を守ることが可能になります。
ちなみに本製品はブラストまでの施工範囲となっています。
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
一種ケレン 古くて錆びてしまった製品を綺麗に!
https://www.nc-net.or.jp/company/98405/product/detail/179587/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
[製品情報]
5tプレート
2,600 × 2,400
2.5tプレート
2,600 × 1,200
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の納期は入荷後、2日となっております。
ご要望があれば、ブラスト後の塗装なども対応させていただきます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト ケレン 素地調整】
素地調整のケレン、ブラスト作業は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整には1種ケレン~3種ケレンまであり、それぞれ除錆率によって規格が定められています。
除錆率とは簡単に言うと「表面をどの程度まで綺麗にしたか?」の割合です。
1種~3種まで数字が増えるほど、表面の除錆率は低くなっていきます。
1種ケレンの処理方法はブラスト処理のみとなります。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的ですが・・・
腐食の範囲が広かったり深ければ、擦って落とすのは大変な労力と時間が必要で場合によっては、完全に落としきれない事も多々あります。
しかし1種ケレンのブラストなら完全に錆を除去する事が可能です。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【ケレンとは? 効果と必要性】
https://www.nc-net.or.jp/company/98405/product/detail/188907/
ケレンと塗装についてお困りのことがあれば、是非ご連絡ください。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に関係する原因のうち、約50%をも占めるのが素地調整となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装 剥がれ 原因】
金属塗装後に塗料(塗膜)が剥がれてしまう原因は、塗装前の下処理不足によるものが大半です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装前の下地処理(素地調整)をきちんと行っていなければ、金属と塗料がきちんと付着できず剥がれてしまう可能性が高いです。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
剥がれず長期間綺麗な塗膜を維持する為には下記の4点が重要です。
①脱脂処理
金属材料は切断や加工される度に切削油などを浴びる事が大半です。
したがって加工されたほとんどの材料の表面には油分が付着している事になります。
表面に油分がある状態では塗装をしても塗料が弾かれてしまい、密着不良を起こしてしまします。
シンナー等の有機溶剤を用いて、油分をしっかり拭取って乾燥させておくことが重要です。
②下地処理(素地調整)
下地を塗装に適した状態にしてあげます。
ケレン作業とも呼び、表面を削って傷を付けることで塗料の密着性を上げる作業です。
既に錆が発生しているものは錆の上から塗装を行っても、塗料の内側で錆が進行してしまうので錆を落とします。
劣化した塗膜の上に塗装を行う場合も密着不良の原因となりますので、塗膜を剥がしておきます。
ブラスト処理、ディスクサンダーで削る、ワイヤーブラシやサンドペーパーで擦るなどの方法があります。
処理後は削りカスなどが発生するので、しっかりと掃除を忘れずに!
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
③下塗り
塗料には下塗り用塗料・中塗り用塗料・上塗り用塗料とあります。
下塗り用塗料は金属(下地)としっかり密着でき、錆を防ぐように設計されています。
下塗り塗料を飛ばして上塗り塗料で上塗りのみ行う事も可能で、簡単に見た目を綺麗にする事はできます。
しかし上塗り塗料はそもそも塗料と密着するように作られているため、金属(下地)に塗っても密着性が不十分で剥がれ落ちる可能性が高いです。
したがってきちんと下塗り塗料を塗装する事が大事です。
【下塗りって必要?塗らないとどうなるの?】
https://www.nc-net.or.jp/company/98405/product/detail/203017/
④金属にあった塗料
一口に金属といっても鋼、アルミ、ステンレス、銅、真鍮など色んな金属があります。
塗料は基本的にどの金属でも塗装可能と言うわけではなく、その金属にあった塗料として設計し作られています。
なので、塗料がちゃんと塗装する金属に適合しているかを確認する事が必要です。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
この4点をしっかり守って塗装を行えば、直接的な外的要因や経年劣化以外で塗料が剥がれる原因はほぼ防げると言ってもいいと思います。
細かく言えば、あと気を付けるのは塗装時の気象条件や金属の温度ぐらい・・・
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
塗装不良はなぜ発生するのか、対策はどうすれば良いか一覧にしました!
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
※説明の便宜上脱脂と下地処理の項目分けてましたが、通常下地処理の中に脱脂は含まれます。
画像のグラフで表されているように、塗装においてはこの下地処理(素地調整)が最も重要な工程となります。
塗膜(硬化した塗料の膜)の寿命は1種ケレンか2種ケレンの違いだけで約50%も変わってきます!
塗回数、塗料の種類、塗装技術と比較しても何より優先すべきは素地調整という事です。
きちんと素地調整を行うだけで塗膜の寿命は格段に延び、金属塗装が剥がれる自体を防ぐ事ができます。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工では最高レベルの素地調整
表面の異物を99%以上除去する[SSPC SP-5]や95%以上除去する[SSPC SP-10]など厳しい管理下で多くの規格に対応させていただきます。
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
【SSPC SP-10】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207828/
1種ケレン(ブラスト処理)後に直ちに社内塗装工場にて塗装を行っております。
もちろんブラスト処理のみ、塗装施工のみなども可能ですのでお客様のニーズに合わせてご依頼ください。
◎下地処理(英語:Surface treatment/Surface preparation)
表面処理前に行う処理のことです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
ブラスト・塗装の事ならお任せください。
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【下地処理(素地調整)の重要性】
下地処理(素地調整)は塗装を行う上で最も重要な要素です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「下地処理」と「素地調整」の違い
似ているような言葉でどちらも塗装現場では良く使われますが、本来は意味合いが異なるので簡単に説明します。
下地処理
『下地 = 塗装などの防錆処理を行われた面』に対して行う処理です。
塗装を塗り重ねする前、下地をより塗装に適した状態にする事になります。
素地調整
『素地 = 何も加えられていない元々の性質、土台の面』に対して行う処理です。
一切塗装や防錆処理が行われていない面を塗装に適した状態にする事です。
2つを比べると、どの状態になっている面に対して行う処理か?という違いです。
そしてこの「下地処理」や「素地調整」が塗装を行う上で、最も重要な役割を担っているのです。
【鉄 錆落とし ケレン〈ISO Sa2.5〉】
https://www.nc-net.or.jp/company/98405/product/detail/183929/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
「下地処理」と「素地調整」の重要な役割
①表面の不純物を取り除く!
素地や下地には様々な不純物が付着しています。
ゴミや汚れはもちろん、油分、酸化被膜(黒皮)、錆などは表面に塗料が付着するのを妨げてしまいます。
更に錆の場合は塗料の付着を妨げるだけではなく、上に塗装を行っても腐食を完全に止める事はできません。
塗料の下で腐食が進み、短期間で塗料が剥がれる事になってしまいます。
せっかく塗装しても剥がれてしまっては意味がありませんので、表面の不純物除去は必須となります!
②表面積を増やすことで、付着性を上げる!
下地処理、素地調整は「ケレン作業」で表面の洗浄を行います。
ケレン作業には様々な施工方法があるのですが、基本的には表面を擦る又は削る作業になります。
ブラスト処理・電動工具で擦る・サンドペーパーで擦るなどを行った後の表面は、細かい傷がつけられ凹凸になります。
この表面の微細な凹凸ができることによって表面積が増え、塗料がしっかりと付着します。(アンカー効果)
③仕上がりを綺麗にする!
塗装面は劣化している場合はもちろんですが、塗装後でも表面はデコボコしているものです。
目の細かいサンドペーパーやパテなどで表面を平らに均すことで、仕上がりを綺麗にさせる事が出来ます。
以上の3点から塗装を行う上では下地処理(素地調整)は最も重要と言われています。
塗膜の寿命の半分はこの素地調整によって決まってしまいます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
きちんと下地処理と素地調整を行う事で、美しい仕上がりと耐久性を保持する事が出来ます。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【1種ケレンと2種ケレン 剥離の違い】
1種ケレンと2種ケレンでそれぞれ塗装剥離を行いました。
加工後の表面を拡大すると、これだけ違いがでます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
そもそもケレンってなに?って方は下記リンクで紹介しております。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『ケレン作業について』
ケレンは英語の「Clean(クリーン)」が語源とされ、塗装前の表面を綺麗にする作業。
塗装において最も重要なのは、素地(下地)を整える素地調整の工程と言われています。
素地調整は「ケレン」とも呼ばれ、作業内容と処理方法によって1種ケレン~4種ケレンの4種類に分けられます。
全て表面をより『塗装に適した状態へ変化させる方法』ですが、1種ケレンと2種ケレンでは処理後は写真の様に仕上がりに大きな違いがあります。
【「素地調整」・「下地処理」の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『1種ケレンと2種ケレンの処理方法と清浄度について』
———1種ケレン———
研磨材を高速で衝突させる事で表面を研削するブラスト処理にて行われます。
表面の錆や酸化被膜、塗膜(活膜※₁)などの表面に付着している異物の95~99%以上を除去する必要があります。
1種ケレンは「ISO」「SSPC」では以下の規格に当てはまります。
ISO規格 ISO-Sa3 / ISO-Sa2.5
SSPC規格 SSPC-SP5 / SSPC-SP10
完全に金属表面を露出する事が出来るので、最も効果の優れた処理方法となります。
塗装不良が発覚した製品もブラストなら完璧に塗装剥離が可能なので、再度塗装を行う事で新品と遜色ない状態にする事が可能です。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
———2種ケレン———
グラインダーやワイヤーホイールなどの電動工具を使用して行われます。
表面に付着した死膜※₂や錆のみを除去する方法です。
主にブラスト処理が難しい状況下で手作業によって処理を行います。
2種ケレンは「ISO」「SSPC」では以下の規格に当てはまります。
ISO規格 ISO-St3
SSPC規格 SSPC-SP3
完全に錆や塗膜を除去する事は難しい為、可能な範囲で金属表面を露出させます。
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【ISO St3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/227861/
『1種ケレンと2種ケレンの違いは?』
1種ケレンと2種ケレンの違いは「施工方法」と「付着物の除去率」この2点が異なります。
①施工方法
1種ケレンはブラスト処理、2種ケレンは電動工具処理にて行うように指定されています。
ケレン作業を行う処理方法が異なります。
②付着物の除去率
1種ケレンは95%以上、2種ケレンは死膜及び錆を除去と言われています。
ケレン作業で表面の付着物をどこまで除去するかが異なります。
またケレンは一般呼称であり規格ではないので、工事仕様書によって除去率が異なる場合がありますので注意が必要です。
工業規格であるISO規格、SSPC規格の活用が推奨です。
金属塗装において塗装の寿命は10年から長くて50年程度と言われています。
この塗装寿命を左右するのは塗料の種類・質や塗装技術ではなく、塗装前の工程が重要とされています!
\ 塗装寿命に影響する原因は素地調整の方法です /
1種ケレンか2種ケレンが原因の50%を占める程、塗装寿命に大きく差が出ます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
塗装寿命を延ばす為には、完全に金属表面を露出する事が可能な1種ケレン(ブラスト処理)が必須となります。
2種ケレンではなく、1種ケレンなら製品・塗膜寿命を長持ちさせる事ができます。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
※₁活膜
メンテナンス等で塗替えの際、使われる言葉。
塗装の美観が損なわれていても素地に付着し、現状製品を保護する機能を持っている塗膜。
活きている塗膜。
※₂死膜
メンテナンス等で塗替えの際、使われる言葉。
活膜の逆で素地に対し付着性が低く、製品を保護する機能を失った塗膜。
死んでいる塗膜。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【FC/FCD 鋳鉄の表面処理】
鋳物の表面処理は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
鋳物とは金属材料を熱で溶かし、型に入れて作る製品の事です。
鋳鉄、アルミ、銅など多くの種類の金属材料で作られています。
鋳鉄とは鉄を主成分とし、2.1~6.7%の炭素を含んでいる合金の事です。
炭素量が多いと融点(溶ける温度)が下がるので、通常の炭素鋼や合金より融点が低く比較的容易に成形が可能になります。
鋳物を成形した直後はバリや鋳型の材料が付着しています。
そのため成形後は表面処理が必要となります。
ブラスト処理は研削材(メディア)を対象物に叩きつける事で、表面を削り取りとるので表面に細かい凹凸が形成され、塗装の密着性が大きく向上されます。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎鋳鉄(鋳鉄 英語:Cast iron)
鉄(Fe)を主成分とし、2.1~6.7%の炭素(C)を含んでいる鉄の合金の総称。
鋳物用に使われ保有炭素量が多く融点が低いため、鋳造がしやすい。
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎鋳型(いがた 英語:Mold)
鋳物を作る時に流し込む容器。
大きく分けると砂型、金型の2種留に分類される。
金型はコストが高いが耐摩耗性に優れており、大量生産する事に向いている。
砂型はコストは安く複雑で大きな形状などにも対応できるので、幅広く用いられる。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【SS400 S45C ケレン】
ケレン処理する前と後では、これほど変わります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
写真は無塗装の製品に腐食が発生していたので、1種ケレン(ブラスト工法)にて素地調整を行ったものです。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的かと思われます。
上記の方法を2種ケレンや3種ケレンと呼びます。
素地調整の規格や除錆率は下記リンクにて説明しております。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
しかし、腐食が著しく進行している、範囲が広い、工具が入らないなどの理由で2種ケレンや3種ケレンでは十分に清浄できていない事が多いです。
1種ケレンのブラストなら工具の入らないような狭い隙間や腐食が激しい状態でも完全に錆を除去する事が可能です。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
また一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト後すぐにプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備しております。
大型の製缶品や多ロット品でも対応可能です。
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎S45C
機械構造用炭素鋼と呼ばれるJIS規格の鋼材です。
「S」はSteelの略「45」は炭素の保有量「C」はCarbon(炭素)を表しています。
熱処理や機械加工に向いている半面、溶接に向いていないといった面もあります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装の厚み ~塗装道具による膜厚の違い~】
塗装の厚みは塗料の種類と塗装に使う道具によって大きく異なります。
使う塗装道具を変えた場合、どの程度乾燥した塗料の厚み(膜厚)が違うのか説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『乾燥膜厚とは?』
塗装を行い塗料が完全に硬化した後の厚さの事を「乾燥膜厚」と言います。
乾燥膜厚はμ/µm(ミクロン/マイクロメートル)の単位で表されます。
1μm=0.001mmとなっており、自動車の塗装でも100μm~200μm程度と言われています。
『膜厚の測定方法は?』
塗装の厚みは膜厚計という検査器を使用し、計測を行います。
電磁式という磁石を使って計測するタイプと過電流式という電気を使って計測するタイプがあります。
【膜厚計についての詳細はこちらから】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
『塗装道具によっての乾燥膜厚の違い』
塗装を行う際に使用する道具は刷毛、ローラー、エアースプレー、エアレススプレー、コテ、ゴムベラなどが一般的に使用されます。
塗装方法別での1回塗り、膜厚は以下のようなイメージとなります。
《刷毛、ローラー》
15μm~100μm
《エアレススプレー、エアスプレー》
15μm~300μm
《コテ、ゴムベラ》
200μm~600μm
あくまでイメージですが
コテ、ゴムベラは作業効率が悪く仕上りも汚くはなってしまいますが、ものすごく粘度の高い特殊な塗料を塗る事ができます。
次はエアレススプレー、エアスプレーでの塗料の種類
下塗り、中塗り、上塗りに分けた1回塗り、膜厚イメージです。
《下塗り》
15μm~300μm
《中塗り》
30μm~100μm
《上塗り》
30μm~50μm
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
一度で多くの膜厚がつけれる塗料は粘度が高い為、仕上がりが凸凹した印象で悪くなってしまいます。
仕上りも重要視される上塗り塗料は特殊な厚膜タイプを除き、他の塗装工程より薄い膜厚となります。
『まとめ』
乾燥膜厚は100μmの差でも、その後の耐久性は大きく変わります。
塗装物が晒される環境、想定される耐用年数によって必要となる塗料の種類・塗装回数・乾燥膜厚なども変化しますので、適切な塗料・膜厚を選別する事が重要となります。
また塗料の説明書を良く確認し、記載された既定の膜厚内で塗り重ねる事も重要です。
膜厚が厚い方が単純な耐候性などは高いですが、規定膜厚を超える厚さになるとひび割れや剥がれなどの不良が発生する可能性があるので注意しましょう。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
原田鉄工では膜厚の管理が厳しい工事を多く手掛けてきました。
膜厚の下限はもちろん、上限が設定されているものまで各層の膜厚を管理します。
厳しい塗装管理でお困りな場合は原田鉄工へご相談ください。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎膜厚計(英語:Film thickness meter)
膜厚を計測する為の機械。
磁性体(鉄、鋼等)は磁石の引っ張る強さから膜厚を測定する電磁式、
非磁性体(アルミ、ステンレス)は電流を流しその大きさから膜厚を測定する過電流式が多く使われています。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装 下地処理の方法】
塗装前に行うべき下地処理について
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
下地処理とは表面を塗装に適した面へ整える事です。
あまり大した作業ではなさそうな、この下地処理こそが塗装において最も重要な工程となります。
基本的に下地処理は
・表面を擦り粗面を作る
・表面の油分、汚れを取り除く
この2つの工程を行います。
下地処理を行っていない塗装は塗料の付着不良で『早期剥離』、塗料の下に表面の汚れなどが残り『仕上がり不良』など様々な問題や不安を抱える事となってしまします。
仕上がり・性能とも優れた塗装にする為には、下地処理は必須です。
〈粗面を作る〉
塗装前に表面を紙やすりで擦るのはDIYが普及している最近は広く認知されているかと思います。
紙やすりで擦ることによって『表面の錆や付着物を落とす』と『表面に微小なキズをつけ粗面を形成する』の2つを同時に行う事ができます。
表面につけたキズに塗料が入り込み密着することで、剥がれない塗装となります。
どの程度塗料をかけるかにもよりますが、粗い番手のやすりだとキズが深すぎて塗装後もキズが透ける事がありますのでご注意を。
〈油分、汚れを取り除く〉
表面に油分や汚れが残ったまま塗装を行うと塗装が弾かれてしまったり、仕上がりが悪くなってしまいます。
紙やすりで研磨を行った後、削りカスや錆が残らない様にしっかりと乾いたウエス(ぞうきん)などで拭取ります。
油分が残っている場合もありますので、ラッカーシンナーなどの溶剤をウエスに染み込ませて拭きあげます。
溶剤を使用する際は耐溶剤用手袋など直接溶剤を触らない様に注意が必要です。
下地処理を行っている塗装は綺麗な仕上がりで圧倒的に長持ちします。
せっかく綺麗に塗装をしてもすぐに剥げてしまったら、意味がないですもんね。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
金属はもちろんの事ですが、樹脂や木材でも同様に下地処理が必要となります。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
原田鉄工株式会社では最高グレードの下地処理
ブラスト施工専用の大型設備を備えております。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ケレンとは? 効果と必要性】
ケレンとは『塗装前に対象物の表面に付着した不純物を除去する作業』です。
素地調整や下地処理とも言われますが、塗料を塗る前にケレンを行い『表面を塗装に適した状態』にする事が非常に重要です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「ケレン」は英語の「Clean(クリーン)」からきた言葉と言われており、作業内容と処理方法によって1種ケレン~4種ケレンの4種類に分けられます。
清浄度
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
全て表面をより『塗装に適した状態へ変化させる方法』ですが、1種ケレンと2種ケレンでも処理後は写真の様に仕上がりに大きな違いがあります。
3種ケレン、4種ケレンはもっと多くの塗料(活膜※₁や死膜※₂)が残った状態となります。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
ケレンを全くしていない状態だと塗料が全く密着せず、すぐ剥がれ落ちてしまう可能性が高いです。
またすぐに剥がれ落ちないとしても塗膜※₃が本来の性能を発揮できず、想定された耐用年数よりかなり早い段階で塗膜または塗装物自体が劣化を始めることになるでしょう。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
塗膜の寿命への影響は
1-1種ケレンと2種ケレンの差
2-塗装回数(1回塗りと2回塗り)
3-塗料の種類
4-塗装技術や気候、周辺環境等
上記の4項目に分けた場合、1種ケレンと2種ケレンの差が約50%となります。
⇊⇊詳細はこちら⇊⇊
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
ケレンを行っていてもグレードの差でこれだけ塗膜へ影響があるので、ケレンをしてない状態だといくら塗装しても無駄と言えるかもしれません。
またほぼ全ての塗料はケレンされた状態で塗装される設計となっています。
ケレンは塗装にとって必須であり、その効果は塗装をも上回ります。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
※₁活膜
メンテナンス等で塗替えの際、使われる言葉。
塗装の美観が損なわれていても素地に付着し、現状製品を保護する機能を持っている塗膜。
活きている塗膜。
※₂死膜
メンテナンス等で塗替えの際、使われる言葉。
活膜の逆で素地に対し付着性が低く、製品を保護する機能を失った塗膜。
死んでいる塗膜。
※₃塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗替え】係船柱(ボラード) 色剥がして塗る!
係船柱(ボラードとも呼ばれる)のエポキシ塗装を剥がし、無機ジンク塗装へ変えます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
今回依頼をもらった製品は係船柱(ボラードともいう)の塗替えです。
別に古くなったとかではなく、メーカーが製作した既製品で新品です。
メーカー仕様でエポキシ樹脂塗料を使っているそうですが、より長持ちするように更に耐候性の強いジンクリッチプライマー塗料へ塗替えます
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
鋳物なので表面に凹凸があり、へこみに入り込んでいる塗料を剥がすのが意外に大変でした。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
港に使われる製品で直接海水が掛かったり、潮風に晒される金属にとって過酷な環境下なので長持ちするよう丁寧に施工しました。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
弊社では下塗りだけを行いましたが、本製品を設置した後に中塗りと上塗りを行うみたいです。
色んな種類や形状があるみたいなので、港に行った際には探してみてください!
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【素地調整の規格 見本】
塗装済みの製品を「1種ケレン」「2種ケレン」の規格にて素地調整を実施し、拡大比較した見本です。
SSPC規格だと「SP-5」と「SP-3」
ISO規格だと「Sa3」と「St3」
「ブラスト」と「電動工具」を使用した比較です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整とは?』
塗装を行う前に「対象物の表面に付着した異物を除去し、塗装に適した表面にする作業」です。
「ケレン作業」や「下地処理」とも呼ばれたりします。
素地調整にはいくつかの種類があり、その作業方法と精度によって規格されています。
塗料を塗る前に素地調整を行い「表面を塗装に適した状態」にする事は「塗装技術」・「塗料の優劣」より重要とされる大事な作業工程です!
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『素地調整の規格を比べてみる』
写真は1種ケレンと2種ケレンを比べたものです。
施工方法の違いは下記の様になります。
〈1種ケレン〉
ブラスト工法によって行われ、研削材と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
写真の様に同じ素地調整でも、規格によってこれだけ清浄度に違いがあります。
『まとめ』
素地調整とは「塗装前に表面を塗装へ適した表面にする」事。
この素地調整の作業で塗装の「仕上がり」と「耐久性」が決まるので、塗装工程で最も重要とされます。
綺麗に塗装したい、塗装を長持ちさせたいなどの場合はブラストで素地調整を行うべきです。
原田鉄工には素地調整の中で最も優れた大型ブラスト設備があります。
素地調整後は表面が活性化しているので直ちに塗装する必要がありますが、屋内塗装工場も併設していますので素地調整完了後すぐさま塗装する事が可能です。
ブラストによる素地調整と膜厚管理によってお客様の製品の耐用年数、ライフサイクルコストの削減に貢献します。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装は下地処理が最も重要です】
塗装を綺麗に仕上げる事、長持ちさせる事も全ては下地処理を十分に行っているかで決まります。
塗装において最も重要とされている「下地処理」について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装を綺麗で長持ちさせるためには
『優れた設備』や『高い技術』、『高性能な塗料』などではなく、しっかりと下地処理を行っている事が最も重要となります。
下地処理とは簡単に言うと「塗装前に表面をより塗装に適した状態へ変える事」です。
表面を掃除したり、不純物を削って取り除いたり、やすり等で目荒しや塗膜の平滑化の為に擦るなどの作業の総称となります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
塗装の寿命に与える影響はこのようになってます。
素地調整(1種ケレンと2種ケレンの差) ― 49.5%
塗装回数(1回塗りと2回塗りの差) ― 19.1%
塗料種類 ― 4.9%
塗装技術や気候、周辺環境 ― 26.5%
実は塗装の寿命のほぼ半分は素地調整(下地処理)が影響している事になります。
それも1種ケレンと2種ケレンの差だけでこれほどの違いが出てくるので、下地処理を行っていないものはほぼ「下地処理を行っていない事が原因」で塗膜の寿命を迎える事となります。
こちらの下記リンクにて詳しく説明しています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
下地処理には大きく3つのメリットがあります。
①表面の不純物を取り除く!
不純物の上から塗装を行った場合、塗装不良や剥離する可能性が高い。
→不純物を取り除き清浄化された表面に塗装する事で不良や剥離を防ぐ事ができます。
②表面積を増やすことで、付着性を上げる!
ツルツルの表面に塗装を行った場合、塗装が剥離する可能性があります。
→下地処理で目荒しを行った結果、表面に出来た凹凸に塗料が入りこみ密着します。
③仕上がりを綺麗にする!
表面がデコボコだったり、ゴミなどが付着した状態に塗装を行っても綺麗な仕上がりにはできません。
→表面を滑らかにする事で塗膜の平滑化が可能となります。
これらの理由から塗装工事で最も重要な工程は下地処理と言われるのです。
塗装工事は塗装不良があってはなりません、そのため常に入念な「下地処理」を行い清浄な下地へ塗装を行いましょう。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型 ブラストルーム】
原田鉄工のブラスト専用ルームです。
幅6m×高さ3m×奥行10mの大型ブラスト設備を完備しております。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工ではサンドブラスト専用ルームとグリットブラスト専用ルームで写真のサイズのブラストルームが2つあります。
どちらも手動式で作業員がノズルを手に持ちブラスト施工をする形なのでタンクや配管の内部、複雑な形状の製缶品でも加工する事が出来ます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
またブラストルームは両開き(手前と奥)の扉となっているので、実際は10m以上の長尺ものでも施工できます。
このブラスト設備は全て自社製で、塗装前の素地調整として最良の状態になるよう設計されています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
基本的に使用している研削材(メディア)はスチールグリットとネオブラストになりますが、その他研削材での施工も承っておりますのでお気軽にご相談ください。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【グリットブラストとサンドブラストの違い】
弊社所有の大型ブラスト設備「グリットブラスト」「サンドブラスト」の違いを簡単にまとめました。
手動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
サンドブラスト 特徴
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがある
為、「フェロニッケルスラグ」を原料とした非金属性の研削材を使用している。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト加工とは?使われる場面と技術のポイント】
分かりにくいブラスト加工について詳しく説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工とは』
ブラスト加工は圧縮された空気と一緒に研磨剤(砂、グリット、ショット、ビーズなど)を高速で噴射する事で対象物の表面を削り洗浄する加工方法の事です。
高速で衝突した研磨剤により表面は均一で複雑形状の凹凸を無数に作り出します。
使用している研磨剤によって「砂=サンドブラスト」「グリット=グリットブラスト」「ショット=ショットブラスト」といったように呼び方が変わります。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
『使われる場面』
ブラスト加工は塗装などの防錆処理前の素地調整として使用される事が一般的です。
素地調整とは「素地=生地、下地」をより塗装などの防錆処理に適した状態にする事。
素地調整前の表面には錆や油分、汚れなどが必ず付着しているので、これらの不純物を取り除くためにブラスト加工が必要となります。
また塗装やコーティングの除去、ブラストで形成された凹凸を利用した滑り止めや反射防止、美観の向上などでもブラスト加工が用いられます。
【ブラスト加工のメリット】
https://www.nc-net.or.jp/company/98405/product/detail/189245/
『技術のポイント』
・研磨剤の選定
ブラスト加工には研磨剤の種類が数多く存在します。
加工目的や素材の材質に合わせて、適切な研磨剤を選択する事が重要です。
・加工圧力の調整
ブラスト加工は圧縮した空気と研磨剤を同時に噴射する事で加工を行います。
研磨剤や加工目的に合わせて適切な圧力調整を行う事で加工効率と加工精度を向上させる事ができます。
・対象物との加工距離と加工時間の調整
目的に合わせた加工距離と加工時間を調整する事でより精度と効率を向上させる事ができます。
・作業者への安全
ブラスト加工は高速で研磨剤を噴射するので、適切な保護装置や作業員の保護具着用が安全確保のため必要となります。
・加工後の清掃及び防錆処理
ブラスト加工後は表面に研磨剤等の加工残留物が付着しているので、適切に清掃する事。
またブラストにより素地が露出した表面は活性化され錆びやすい状態なので、可能な限り早く塗装(最低でも4時間以内)する事が必要です。
『まとめ』
ブラスト加工は圧縮された空気と研磨剤を同時に噴射し対象物の表面を削り洗浄する加工方法。
表面を削り清浄化する事により不純物の除去が可能。
またブラスト加工で表面に作り出された複雑形状の凹凸は表面積を増大させると同時に塗料が凹凸を埋めるように入り込むことで塗料の密着性が向上する「アンカー効果」を得る事ができます。
ブラスト加工により密着性を向上させた塗装は未加工のものと比較し、長期間に渡って腐食を防ぎ美しい塗膜を維持する事が可能になります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
耐用年数・美観の向上、メンテナンスコストの低減
https://www.nc-net.or.jp/company/98405/product/detail/179263/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「ブラスト処理」の種類と特徴
ブラストにはいくつかの加工方法があります。
その加工方法とそれぞれの特徴について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストとは?
1種ケレンとも呼ばれ「加工対象へ無数の研磨材を衝突」させる事で表面の不純物除去や粗面・清浄化を目的とした表面加工の方法です。
ブラスト処理の種類
ブラスト処理はまず「機械式」と「エアー式」この2つに分けられます。
【機械式】
インペラをモーターの力で回転させ、そこに研磨材を投入することで投射し加工を行う方法。
インペラが水車としたら研磨材が水で高速回転させる事で水を叩きつけるイメージです。
この加工方法は一般的に『ショットブラスト』と呼ばれます。
【エアー式】
圧縮した空気の力を利用し、研磨材を投射する事で加工を行う方法。
このエアー式ブラストは仕組みと研磨材により多くの種類に分けられます。
『エアーブラスト』
エアー式の中で最もシンプルな構造で圧縮した空気と研磨材を同時に噴射する事で加工を行います。
また使用した研磨材によって呼び方が変わります。
砂= 「サンドブラスト」、多角形状の鋼= 「グリットブラスト」、球体のガラス= 「ビーズブラスト」、ドライアイス= 「ドライアイスブラスト」など多くの種類があります。
『バキューム(吸引式)ブラスト』
エアーブラストと基本的な原理は一緒ですが、研磨材を噴射するノズルが特殊でノズルを密着させて加工する事で噴射と吸引を同時に行う加工方法です。
『ウェット(湿式)ブラスト』
研磨材と液体を混ぜ合わしたものを特殊なノズルから圧縮した空気の力で噴射し加工を行う方法です。
各ブラスト処理の特徴
詳細は下記リンクに掲載しています。
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『ショットブラスト』
研磨材は鋼や鋳鉄製の球体を使用している事が多く、その加工方法から大量生産向けとなります。
インペラは一定方向への投射しかできないので加工物の形状が限られますが、短時間で多くの面積を均一に仕上げる事が可能です。
『エアーブラスト』
最も多くの研磨材を使用する事が可能で、多くの材質や仕上がりに幅広く対応する事が出来ます。
研磨材によっては加工時に粉塵が発生するので設備と防具が必要ですが、作業者がノズルを持って作業するので加工物の形状を問わず加工する事が可能です。
『バキューム(吸引式)ブラスト』
ノズル内で加工と吸引を行うので粉塵の発生が少なく、研磨材の回収が容易です。
加工時はノズルを密着させなければならないので、平面しか対応できず加工範囲も狭いので作業効率が悪いというデメリットがあります。
『ウェット(湿式)ブラスト』
液体と研磨材混ぜているので粉塵の発生が少なく、研削量が少ないので加工物の形状をほとんど変形させる事なく加工する事が出来ます。
自動化も可能であまり強度がない製品にも対応できますが、コストがかかる事と製品が濡れてしまうので後処理が必要となってしまいます。
まとめ
ブラスト処理には多くの種類が存在し、それぞれにメリットもデメリットがあります。
加工物の材質、形状、予算、目的などで向き・不向きな加工方法があると思います。
「ブラスト処理の種類と特徴」を理解する事で、適した加工方法を選定する事が重要です。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
原田鉄工ではエアー式にて「グリットブラスト」、「サンドブラスト」を常用しておりますが、その他研磨剤にも対応可能です。
ご要望がありましたら、お気軽にご相談ください。
またブラスト後は防錆処理が必須となります。
プライマー塗装から上塗塗装まで社内で一貫対応可能です。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【プラント配管の塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/200499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ステンレスへの塗装は可能?不可能?その方法について】
ステンレスに塗装はできるのか?その疑問にお答えします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは?』
普通の炭素鋼より耐蝕性を高める目的で作られた特殊鋼。
基本的に鉄とクロムを混ぜた合金で含有される金属の割合によって、細かく種類分けされる。
多くはCr12%以上のクロム鋼にNi(ニッケル)、Mo(モリブデン)、Ti(チタン)を添加しています。
主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの特徴』
ステンレスは通常の鋼と違いクロムを含ませている事が最大の特徴です。
クロムは酸素と結合し酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より錆びにくい状態になってます。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
『ステンレスへの塗装は可能?不可能?』
ステンレスへの塗装は可能です!
ステンレスの特性によって塗料が付着しにくいため「すぐに塗料が剥がれてしまう」と思われがちですが、きちんと手順を踏むことで剥がれない塗装が可能になります。
『ステンレスを塗装するメリット』
ステンレスは耐蝕性が高いですが「錆びない」「劣化しない」という訳ではありません。
水分、塩分、キズ、汚れや他種金属がぶつかる事で起きるもらい錆などが原因で錆びてしまう可能性があります。
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
『ステンレスの塗装方法』
1.表面の清掃
ステンレスの表面には油分や汚れが付着してます。
これらの付着物を除去しなければ塗料は密着できないので、溶剤や洗剤を使用して表面を脱脂・洗浄しなければなりません。
2.表面の研磨
研磨し細かい傷を付け、表面の酸化物を除去する事で塗料の密着性を上げます。
サンドペーパーや電動工具の処理では不十分な場合がありますので、ブラスト処理が最も確実で効果的です。
3.塗料の選定
ステンレスは塗料の密着性が低いので、対応する塗料を選定する必要があります。
ステンレス用の下塗り塗料で塗装すれば、表面と塗料がしっかりと密着し剥がれる事を防いでくれます。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
『まとめ』
ステンレスは無塗装でも耐蝕性に優れ、見た目にも優れた素材です。
しかし錆びない訳ではありません。
ステンレスは塗装する事によって更に性能を向上する事が出来るのです。
「耐蝕性の向上」
腐食、サビ、酸化から守る能力を向上させます。
「耐候性の向上」
屋外の環境から守る能力を向上させます。
「耐摩耗性の向上」
ステンレスの表面を傷から守ります。
「装飾効果」
色と質感を追加する事で様々なデザインを実現します。
ステンレスへ塗装をする場合ただ塗料を塗るだけでは不十分です!
その特性をしっかり把握して、剥がれない対策を行ってから塗装を行いましょう。
原田鉄工では厳しい環境に晒されるので耐候性を上げたい、デザイン性を高める目的などで多くのステンレス製品へ塗装を行ってきました。
脱脂・ブラスト処理を確実に行い、専用の下塗塗料を使用する事で長期間剥がれる事の無い塗装を実現しています。
【施工事例①】SUS304への塗装
https://www.nc-net.or.jp/company/98405/product/detail/215809/
【施工事例②】ステンレス製クーラーボックスの塗装
https://www.nc-net.or.jp/company/98405/product/detail/227855/
またステンレス同様に塗装が剥がれやすいとされる「アルミ」ですが…
パートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」にも対応しております。
自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
ステンレス・アルミニウムの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラストの仕組み ~エアーブラスト装置について~】
圧縮空気の力を利用して加工を行うエアーブラスト。
そのブラスト装置の仕組みについて説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『エアーブラストとは?』
エアー式ブラストとも呼ばれコンプレッサーで圧縮した空気と一緒に研磨材を高速で噴射し、対象物の表面を加工する方法です。
作業者はタンクから伸びる太いホース先端に付けたノズルで加工箇所を狙い、少しづつ表面を加工していきます。
金属の表面を削るためにはかなりの高圧でエアーを噴射しなければならないので、エアーの噴射に耐えながら行う重労働となります。
研磨材は「グリット」「サンド」「ガラスビーズ」などが使用され、その研磨材によって「グリットブラスト」「サンドブラスト」「ガラスビーズブラスト」と呼称されます。
多くの研磨材の種類やサイズにも対応する事の出来るブラスト加工法です。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『エアーブラスト以外の加工法』
機械式ブラストと呼ばれモーターの力で高速回転させた羽根車(インペラ)から研磨材を投射し対象物の表面を加工する方法。
鋼や鋳鉄製の「球体」を研磨材に使用し、「ショットブラスト」と呼称されます。
一定方向からの投射となるので複雑な形状の加工は不向きですが、短時間で大量に加工する事が可能です。
『ブラスト加工後の表面』
ブラスト加工後は高速で衝突した研磨材が表面の異物、錆、油分を削り取った状態となります。
金属を製造する時にできる酸化被膜(「ミルスケール」や「黒皮」と呼ばれる)すらもブラストでは完全に除去する事が可能です。
また表面には梨地と呼ばれる細かい凹凸が形成されます。
【ブラスト前、ブラスト後の比較】
https://www.nc-net.or.jp/company/98405/product/detail/192417/
『ブラスト加工の効果』
ブラスト加工で表面の酸化被膜や錆を除去したり、表面に凸凹をつくる最大の理由は「塗装の性能を最大限に発揮させ、金属を長持ちさせる」事にあります。
塗装を行う前には必ず「素地調整(ケレン作業)」という前処理を行わなければなりません。
この素地調整を行う事で表面に付着した酸化被膜や錆と言った異物を除去し、清浄な表面に塗料を付着させる事が出来るのです。
異物が付着している汚れた表面に塗装しても塗料は密着する事が出来ず、簡単に剥がれてしまいます。
多くの規格に分かれている素地調整の中で「最も効果的な加工法がブラスト加工」です!
ブラスト加工は表面の異物を完全に除去できるほか、細かい凹凸を作る事で塗料が入り込み固着する「アンカー効果」が発揮されます。
これにより塗装の性能が最大限発揮する事ができ、更に長持ちする事が可能になるのです。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
また塗装を行わない場合だと
ブラスト加工によって作り出される「梨地」はマットな仕上がりで高級感を演出し、処理方法を工夫する事で模様や文字を入れる事も可能です。
意匠性やデザイン性向上のためにブラスト加工が必要とされる機会も増えています。
無数にできた表面の凹凸により放熱性や保油性を向上させるのも大きな効果と言えます。
『まとめ』
エアーブラスト加工はコンプレッサーで圧縮した空気に研磨材を混ぜて高速で噴射する加工法。
研削材の種類やサイズも多くあり、使用した研削材によって呼称が変わる。
デザイン性向上のためにブラスト加工後の梨地を活かす方法もあるが、多くは塗装前の素地調整として行われる。
最も優れた素地調整の方法で、加工後の表面に塗装する事で金属をより長持ちさせる事が可能となる。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ステンレスを塗装する方法】
塗装してもすぐ剥がれてしまうと言われる事の多いステンレスですが、適切な塗装方法で行えば剥がれる心配はありません。
またアルミニウムなども同様の方法で塗装が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは』
鉄(Fe)とクロム(Cr)を主成分とした合金です。
クロムは酸素と結合し酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より耐食性が高く、錆びにくい性質が特徴です。
ステンレス鋼は主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの塗装が剥がれやすい理由』
・表面が滑らか
ステンレス鋼の表面は非常に滑らかなので、塗料が十分に密着できず剥がれてしまいます。
・酸化クロムの存在
ステンレス鋼に含まれているクロムは酸素と結合し、酸化クロムとなって表面を薄い膜で保護しています。
この被膜が塗料の密着を阻害し、剥がれやすくなります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『ステンレスの塗装方法』
①表面の洗浄
金属、非鉄金属に限らず全ての材質に対しても必要な工程です。
表面に付着した油分、ゴミ、汚れを確実に取り除きます。
有機溶剤や洗剤、脱脂剤などで拭きあげる事で表面を洗浄します。
②下地処理
この下地処理が2つの剥がれやすい理由を解決する重要な工程となります。
1つ目は表面を保護している酸化クロムを取り除くためにエッチングという処理が必要です。
エッチングには化学薬品を使用する事で表面を溶かす科学的な方法と研磨剤をぶつけるブラストで表面を削る物理的な方法があります。
2つ目は滑らかな表面へ微細なキズを付け密着性を向上させる研磨が必要となります。
ブラストでエッチングを行った場合は既に塗料が密着しやすい表面に変化しているので不要となりますが、化学薬品でエッチングを行った場合はワイヤーブラシや紙やすりで表面を研磨する。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
③塗料
ステンレスは塗料の付着性が低いので、通常の塗料ではすぐ剥がれてしまう可能性が高いです。
ステンレスに対応した塗料で下塗り(プライマー)を施す事で、しっかりと表面に密着し剥がれなくなります。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
『まとめ』
ステンレスが錆びにくい理由は含まれているクロムが酸化する事で表面に膜を作り保護しているから。
これらの表面に出来た膜と滑らかな表面によって、塗料の付着が阻害される。
塗装を行うためには「エッチング」「下地処理」「適切な塗料」が重要である。
ステンレスは錆びにくいですが、錆びない訳ではありません。
適切な塗装方法で塗装する事によって更に耐候性・耐食性を向上させ、デザイン・色も変化させる事が可能になります。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎エッチング(英語:Etching)
主に金属やガラスなどの表面を溶解浸食・食刻する事で目的形状を得る。
半導体製造などに良く用いられる表面加工。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装について|塗装の効果と方法】
塗装とは塗料の膜で表面を覆う事です。
表面に付着した塗料は硬化することで「色」、「艶」、「光沢」などで見た目をキレイにしてくれます。
しかし見た目以外にも塗装は様々な効果を与えてくれます。
塗装の効果とその方法について説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装ってなに?
・塗装の3大効果について
・意外と知らない塗料の種類について
・塗装の方法について
・塗装を失敗しない為には
・まとめ
『塗装ってなに?』
最初に説明したように塗装とは「塗料の膜で表面を覆う事」です。
素材表面の性質を向上・改善する「表面処理」という工法の1つになります。
塗装を行い塗料が完全硬化したものを「塗膜」と呼びます。
一般的に塗料は硬化しなければ性能を発揮する事が出来ません。
塗装工程について下記リンクで詳しく紹介しております。
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『塗装の3大効果について』
塗装の効果は大きく3つに分けられます!
①装飾
色や艶、光沢、質感などを表面に与える事で見た目を美しく装飾します。
また色を変える事でデザイン性を生み出す事も可能です。
②保護
塗装を行う事で表面は強固な塗膜により保護されます。
雨風、紫外線、湿気、衝撃などから守る事で劣化を遅らせ、寿命を延ばしてくれます。
③機能の付与
塗料には耐熱や断熱、蛍光、防腐、防虫など様々な効果を付与するものもあります。
『意外と知らない塗料の種類について』
塗料は無溶剤系塗料、粉体塗料の一部を除き「顔料」、「樹脂」、「溶剤」、「添加剤」の4つで構成されています。
この中の樹脂が塗料の主体となる成分であり、樹脂の種類が変わる事で性能や耐久性は大きく異なります。
主成分の樹脂で塗料の呼び名が決まり、エポキシ樹脂が主成分のものはエポキシ樹脂塗料と呼ばれる種類の塗料となります。
詳しくは下記リンクにて説明しています。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
また塗装で使用される塗料には「下塗り用塗料」、「中塗り用塗料」、「上塗り用塗料」といった種類もあります。
下塗り用は錆を防ぎ、下地との密着に優れる。
上塗り用は耐候性に優れ、光沢保持能力が高いので美しい色や艶を与える。
などと言ったようにそれぞれ役割が異なり、使い分けされています。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
『塗装の方法について』
塗装の方法は大きく3種類に分けられます。
①はけ塗り
塗装用の刷毛で塗料を塗り広げる方法で、最も手軽で道具も少なくできます。
②ローラー塗装
ローラーを転がして塗料を塗り広げる方法で、少ない道具で簡単で綺麗に塗装できます。
③吹き付け塗装
スプレーガンを使用し塗料を霧状にして吹き付ける塗装方法で、設備が必要となりますが広範囲を早く・綺麗に塗装できます。
どの方法で塗装を行うかは設備、対象物の形状や大きさ、必要とされる仕上りによって判断する必要があります。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
『塗装を失敗しない為には』
せっかく道具や塗料を購入し、時間をかけて塗装したのに「すぐ剥がれてしまう」みたいな失敗はしたくないですよね。
綺麗で長持ちする塗装をする為には以下の3点が重要となります!
①素地調整(下地処理)は入念に
塗装を行う前には対象物の表面を塗装に適した状態へしなければなりません。
表面に錆、油分などの異物を落とすため錆は紙やすり・金ブラシで擦って落とす、油分は溶剤・洗剤で拭取る事で表面を綺麗にしてあげます(ケレン作業)
異物の除去が完了したら紙やすりや電動工具で表面に細かい傷を付けます。
その後塗装する事で、塗料は傷の凹凸へ入り込む事で密着し剥がれません。
塗り重ねを行う場合も表面に傷を付けてあげる事で、より剥がれる心配がなくなります。
②塗膜の厚さ(膜厚)は均等に
塗装は塗料が硬化し膜となり覆う事で保護しています。
塗膜の厚さの事を膜厚と呼び、簡単に言えば厚ければ厚いほど保護する性能は高くなります。
しかし塗料には適正な膜厚が決められており、その数値を大幅に超えてしまうと「ひび割れ」や「剥がれ」などの結果に繋がります。
塗料の説明書を良く確認し、適正な膜厚を守る事が大切です。
③定められた分量・間隔は守る
塗料は上記で説明した通り顔料、樹脂、溶剤、添加剤の4つで構成されています。
使用前にはしっかりと混ぜ合わせておかないと、性能を発揮する事が出来ません。
硬化剤がある2液タイプのものは分量を必ず正確に守りましょう。
また塗り重ねを行う場合には、塗装する間隔を確認しましょう。
これらの情報は塗料の説明書に記載してあります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『まとめ』
塗装とは表面の性質を向上・改善させる表面処理の一種であり、表面を塗膜で覆う事で「保護」、「装飾」、「機能の付与」が可能。
塗装を行う場合にはコストや対象物の大きさ、求める仕上りに適した塗装方法を選定する事。
塗装が剥がれない為には「素地調整を入念に行い」、「膜厚を均等に管理」、「定められた分量と間隔を守る」ことで長く綺麗な状態で保護してくれる塗膜を作り出す事ができます。
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
膜厚や環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【金属の塗装を剥がす方法】
古くてボロボロになった塗装(塗膜)を剥がしたいと思ったことありませんか!?
改修・メンテナンスで塗り直しを行う場合は古い旧塗膜を「どれだけ除去し下地処理を行ったか」でその後の耐久年数が大きく変化します。
今回は塗装を剥がす方法について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装を剥がすメリットについて
・塗装剥離について
・塗装を剥がす方法
・剥離方法の長所と短所
・まとめ
『塗装を剥がすメリットについて』
塗装は「紫外線」「水分」「衝撃」といった要因により日々劣化しています。
改修・メンテナンスの際に劣化した塗装の上へ新しい塗料を塗り重ねる事は基本的にNGです。
必ず近いうちに「劣化した塗装ごと剥がれる」「密着出来ず新しい塗料が剥がれる」といった塗装不良へ直結するからです。
また劣化した塗装の上に塗り重ねた場合、仕上りもとても悪いです。
したがって塗装を塗り直す場合は原因となる古く劣化した塗装を剥がす必要があるのです。
塗装をキチンと剥がし再度塗装を行う事で「見た目・耐久性」ともに新品状態へと戻せる大きなメリットがあります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
『塗装剥離について』
塗装を剥がす方法は大きく分けて2つあります。
特殊な溶剤を使用し塗装を剥がす「化学的な方法」
工具や研磨剤をぶつけ塗装を剥がす「物理的な方法」
どちらの方法もメリットとデメリットがあり、塗装物の材質・塗料の種類・使用する環境によって使い分ける必要があります。
『塗装を剥がす方法』
「化学的な方法」
①塗装を剥がすために作られた「剥離剤」を使用します。
塗装に剥離剤を塗って置いておく、容器に剥離剤を溜めておき漬け置きするなどの方法があります。
「物理的な方法」
②「紙やすり」や「スクレーパー」といった工具を使用する。
工具で塗装を擦る・削る事で塗装を剥がす方法で、多くの専用工具も販売されています。
③「ディスクサンダー」や「エアーハンマー」などの電動工具を使用する。
電動で回転やピストンする工具を押し付ける事で塗装を剥がす方法です。
④「ブラスト処理」
研磨剤を高速で衝突させる事で表面の塗装を剥がす方法です。
基本的に塗装を剥がす場合は①+②や①+③といった方法を併用します。
完全に剥離させる事が難しいため剥離剤を使用しある程度剥がした後、工具を使用して残った塗装を除去するといった方法です。
④ブラスト処理では塗料の種類に関係なく早く・確実に塗装を除去する事が可能です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『剥離方法の長所と短所』
①剥離剤
長所
・塗る・漬けておくだけで塗料が剥がせる。
・塗装物が小型などの場合はまとめて剥がせる。
短所
・剥がせない塗料の種類もある。
・剥離剤を処分する場合は中和作業や専門業者への委託が必要な場合がある。
②工具
長所
・どんな塗装でも剥がせる。
・細かい箇所まで剥がす事が出来る。
短所
・とにかく時間と労力がかかり、広範囲は現実的でない。
③電動工具
長所
・どんな塗装でも剥がせる。
・少ない力で剥がす事ができる。
短所
・広範囲の剥離には多くの時間と労力が必要となる。
・怪我などのリスクがある。
④ブラスト
長所
・どんな塗装や樹脂、ゴムなどでも剥がせる。
・広範囲でも確実に剥がせる。
短所
・設備が必要となる。
・粉塵が発生する為、周囲の環境設備が必要となる。
『まとめ』
改修・メンテナンスなどで塗り直しを行う場合は古い塗装を剥がす必要がある。
そのまま塗り重ねた場合は早期剥離などの重大な塗装不良へ繋がる。
塗装剥離の方法は様々あるが、塗装物の材質、塗装されている塗料の種類や周囲の環境などを考慮して最適な剥離方法を選択する必要がある。
原田鉄工では「1種ケレン」とも呼ばれる大型ブラスト設備を完備しております。
これまで多くの塗装物の塗り直しを行ってきました。
古くなった塗装物を「新品」に戻してみせんか?
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
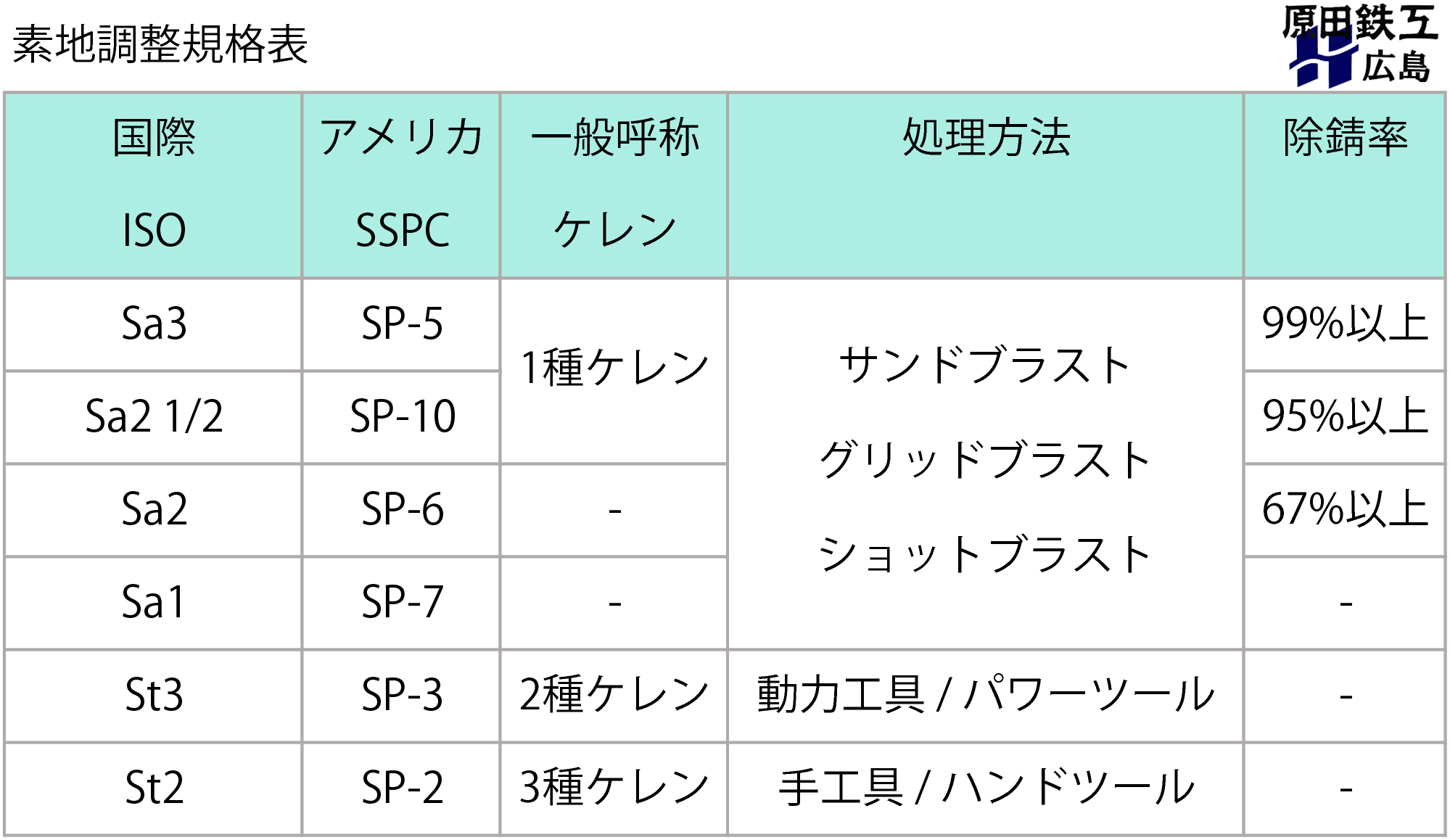
【SSPC SP-6】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-6(コマーシャルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を67%以上除去する必要があります。
一般的にISO Sa2と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-6とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した錆は確実に除去する必要があり、ミルスケールや酸化被膜の軽度な変色や影が表面積の33%まで許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-6の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を67%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-6の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-6で行うメリット』
SSPC SP-6は素地調整の中で3番目に高いレベルの規格となります。
最上位の規格SSPC SP-5はほぼ100%の除去が必要とされ、次点のSSPC SP-10は95%以上の除去が必要とされます。
SSPC SP-6は軽度の汚れに限りますが33%まで許容されるため、上位2つの規格と比較するとコストが削減されます。
それでも2種ケレンとされるSSPC SP-3と比較すると清浄度に優れており、より高い塗料との密着性が期待できます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
『まとめ』
SSPC SP-6は素地調整の規格であり、許容範囲が広い事から上位の規格と比較すると安価となります!
施工方法はブラストで表面に付着した異物を67%以上除去する必要があります。
許容される33%は酸化被膜などによる軽度の影や変色のみとなりますので、ご注意下さい。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
SSPC SP-6はステンレスやアルミといった塗装が密着しにくいとされる材質の密着性向上のため行われる事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではSSPC SP-6はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa3】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa3(ホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を全て除去し、均一な金属色に仕上げる必要があります。
一般的にSSPC SP-5と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa3とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)をほぼ完璧に除去し、均一な金属色へ仕上げる必要があります。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa3の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa3の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa3で行うメリット』
ISO Sa3は素地調整の中で最も高いレベルの規格となります。
ほぼ100%表面の異物を除去する事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa3は素地調整の規格であり、表面に付着した付着物をほぼ完璧に除去する必要があります。
厳しい環境下で使われる製品などに適した素地調整の仕様となります。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
また合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題もあります。
ISO Sa3 ホワイトメタルブラスト洗浄された表面は一切の付着物が無い状態で研磨材により微細な凹凸が形成されるため、塗料とより強く密着し長期間に渡り塗膜の剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではISO Sa3はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa2.5】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2.5(ニアホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を95%以上除去する必要があります。
一般的にSSPC SP-10と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
『ISO Sa2.5とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)は除去し、汚れの痕跡は斑点又はすじ状のわずかなシミのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2.5の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2.5の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2.5で行うメリット』
ISO Sa2.5は素地調整の中で2番目に洗浄度の高い規格となります。
最上位の規格ISO Sa3ではほぼ100%表面の付着物を除去する必要があり、コストと時間がかかるという問題がありました。
ISO Sa2.5では軽度の汚れに限りますが5%まで許容する事でコストが削減され、十分な洗浄度は確保できているとされるため広く使用されている規格となります。
Sa2.5で素地調整された表面は塗料の性能を最大限引き出す事が可能となり、塗膜の早期剥離を防ぎ製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
『まとめ』
ISO Sa2.5は素地調整の規格であり、表面の付着物を95%以上除去する必要があります。
許容される5%はわずかなシミのみとなりますので、ご注意ください。
十分な洗浄度は確保されているので、厳しい環境下で使用される製品の素地調子として使用されます。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
また合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題もあります。
ISO Sa2.5 ニアホワイトメタルブラスト洗浄された表面は付着物がほとんど除去された状態で研磨材により微細な凹凸が形成されるため、塗料とより強く密着し長期間に渡り塗膜の剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではISO Sa2.5はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa1】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa1(スイープブラスト洗浄)は肉眼で見える表面の弱く密着した酸化物、錆、塗膜、異物などを除去する必要があります。
一般的にSSPC SP-7又はSSPC SP-16と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa1とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は顕微鏡なしで弱く付着したミルスケール、錆、塗膜、異物、目に見える油やグリース及び泥土が無い状態とされます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa1の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa1の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa1で行うメリット』
ISO Sa1はブラストで行う素地調整の中では1番低い洗浄度の規格となります。
1つ上の洗浄度である規格Sa2では表面には「ほとんどの」ミルスケール、錆、塗膜、異物、目に見える油やグリース及び泥土が無い状態とされますが、Sa1は「弱く付着した」と更に簡易的な処理となります。
許容される弱く付着したとは刃の付いていないパテナイフで剥離させることのできる程度の付着となります。
ブラスト後にも残存する汚れが残る仕様とはなりますが
それでも2種ケレンと呼ばれるISO St3と比較すると作業時間・コストの短縮ができ塗料と表面の高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa1は素地調整の規格であり、表面の弱く付着した異物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離できる程度の付着とされますので、表面を簡単に加工する程度となります。
ほうきで掃くように加工を行う事からブラッシュオフブラストとも呼ばれます。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
またISO Sa1 スイープブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料やジンク材の密着性向上を目的として加工される事が多くあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa1はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ISO規格 表面処理の作業方法と注意点について】
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
そこで作成された素地調整についての規格について作業方法と注意点をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ISOとは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
表面の洗浄度(除錆度)と施工方法によって規格が分類されています。
『ISO 素地調整についての規格』
ISOの素地調整に関する規格は6種類に分けられています。
その中でも広く使われているものについて「作業方法」と「注意点」などを下記リンクにまとめました。
【ISO Sa3】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210083/
【ISO Sa2.5】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210118/
【ISO Sa2】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210145/
【ISO Sa1】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210398/
【ISO St3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/227861/
【ISO St2】手動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/228939/
【素地調整で良く耳にするもう一つの規格 SSPCについて】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
原田鉄工では上記の規格はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は素地調整に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
素地調整でよく使われる規格
「SSPC」と「ISO」 2種類について説明しています。
【ブラストの規格】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【徹底比較】1種ケレンと2種ケレンの違いは?
1種ケレンと2種ケレンはどちらも素地調整の規格ですが、方法と清浄度が違います。
1種ケレン:ブラスト処理
2種ケレン:パワーツール処理
それぞれの方法で塗装剥離を行い比較します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整とは?』
表面を塗装に適した表面へ変化させる作業の事です。
「ケレン作業」や「下地処理」とも呼ばれたりします。
素地調整にはいくつかの種類があり、その作業方法と精度によって規格されています。
【ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155
『1種ケレンとは?』
研削材と呼ばれる粒を高速で衝突させることにより素材の表面を研削するブラスト処理にて行われます。
表面に付着した不純物を完全にする事が可能です。
金属の表面を完全に露出させることができるので、最も効果の優れた処理方法となります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『2種ケレンとは?』
ディスクサンダー、エアーハンマーなどのパワーツールを使用して作業を行います。
表面に付着している錆と死膜と呼ばれる保護機能を失った塗膜のみ除去します。
完全に錆や塗膜を除去することは難しいため、金属表面を可能な限り露出させます。
『1種ケレンと2種ケレンの比較』
施工後の表面を拡大すると
1種ケレンは金属表面を露出させ付着物を完全に除去している事が分かります。
2種ケレンは塗膜はもちろんの事、金属が露出した部分も錆や黒皮が残りくすんでいます。
また1種ケレンと2種ケレンの違いは表面の洗浄度のみではありません。
この比較検証は作業性の良い平滑なプレートにで行われたものです。
実際の製品・施工では平滑面だけではなく、複雑な形状や工具が入らない狭い箇所もあります。
そのような箇所でも1種ケレンでは自在に施工ができますが、2種ケレンでは施工が不十分な箇所が出てきてしまいます。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『まとめ』
1種ケレンと2種ケレンは表面に付着した不純物の除去率が大きく違います。
また複雑な形状をした製品などではその除去率の違いはさらに顕著となります。
金属塗装において塗装の寿命は10年から長くて30年程度と言われています。
この塗装寿命を左右するのは塗料の種類・質や塗装技術ではなく、塗装前の工程が重要とされています!
結果として1種ケレンと2種ケレンでは塗装寿命に大きな違いが生まれてしまいます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工は素地調整専用の大型ブラスト設備を備えた重防食専用の鉄工所です。
ブラスト処理にて完全に金属表面を露出させ、徹底した膜厚管理により製品の塗装寿命を大きく伸ばします。
ブラスト・塗装でお困りなことがありましたら、なんでもご相談ください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎死膜
メンテナンス等で塗替えの際、使われる言葉。
活膜の逆で素地に対し付着性が低く、製品を保護する機能を失った塗膜。
死んでいる塗膜。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト処理 規格や施工方法について】
ブラスト処理とは研削材・研磨剤・メディアなどと呼ばれる粒子を高速で噴射、対象となる表面に衝突させることで表面の加工を行う処理です。
ブラスト処理には表面を研削・研掃・研磨・粗面化・応力除去などの効果があり、塗装前の素地調整、古くなった製品の錆落とし・塗装剥離や表面の質感を変化させるためなど幅広い分野で使われています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト処理について』
ブラスト処理の一番の特徴は無数の研削材を表面に衝突させることで「粗面化」させる事にあります。
研削材が衝突することで表面は叩き、削られ無数の凹凸が形成されます。
この凹凸は0.01mm前後の微細なものですが、塗装時には塗料が凹凸に入り込み硬化する事で強固に密着し剥がれなくする作用があります。
これらの理由から耐久性が求められる製品にはブラスト処理が行われています。
【ブラスト処理が塗装にもたらす効果】
https://www.nc-net.or.jp/company/98405/product/detail/193095/
『ブラスト処理の規格について』
ブラスト処理で広く使われている規格は「ISO規格」と「SSPC規格」の2種類があります。
素地調整に関するものはISOでは6種類、SSPCでは16種類もの規格に分けられています。
どちらの規格も作業方法や検査方法など細かく決められていますので、、施工時には規格を十分に確認して処理を行う必要があります。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ブラスト処理の種類について』
ブラスト処理は大きく分けて「機械式」と「エアー式」の2種類になります。
機械式・・・・・回転するインペラ(羽根車)に研削材を投入する事で加工を行う。
エアー式・・・圧縮した空気と研削材を混ぜ合わせ噴射する事で加工を行う。
エアー式は研削材の種類や加工方法などで更に細かく分類され、多くの種類があります。
詳細は以下リンクにて紹介しております。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『まとめ』
ブラスト処理とは対象物へ研磨剤を衝突させることで表面の加工を行う方法。
加工を行うことで表面の研削・研掃・研磨・粗面化・応力除去などの効果があります。
製品の塗装前にブラスト処理を行う事で耐久性を向上させる、メンテナンス時にブラスト処理する事で錆や劣化した塗装など全て剥離させる、表面を加工硬化させる事で耐摩耗性や疲労強度を向上させるなど様々な目的で使用されています。
また研削材の材質や形状も多くの種類が存在するため、加工対象となる製品も幅広く対応する事ができます。
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-2】手工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-2(ハンドツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にISO St2と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
【ISO St2】手動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/228939/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-2とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
手工具であるやすり・ワイヤーブラシ・スクレーパーなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-2の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.手工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-2の注意点』
汚染状態の確認
・使用する工具は水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真・文章で要求基準を明確にしておく事が重要です。
『SSPC SP-2で行うメリット』
SSPC SP-2は手工具で素地調整を行う場合の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また一部損傷した塗装を修正する場合などにもSP-2にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
『まとめ』
SSPC SP-2は素地調整の規格であり、ブラストではなく手工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-2での素地調整も対応しておりますが、
SP-2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SSPC 素地調整規格一覧表】
SSPC(Society for Protection Coatings)は世界的に広く受け入れられている素地調整・表面処理規格です。
素地調整・表面処理・下地処理といったコーティング専門の規格となります。
作業方法や作業内容によって規格が定められており、多くの種類があるので一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
『SSPCとは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ブラストについて』
ブラストは1種ケレンとも呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC規格の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材や使用する器具は乾燥し、油分が含まれておらず清潔である確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
原田鉄工ではSSPC規格はもちろんの事、その他ISO規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は素地調整に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
ヨーロッパで広く使用されている規格ISO(International Organization for Standardization)について
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【鉄を錆から守る方法】
鉄は金属元素の1つで原子番号26、記号はFeとされます。
地球の内部は約30%、地殻でも約5%と多く存在するため、入手しやすく古くから利用されています。
総称して「鉄」と呼ばれることがありますが、炭素の含有量が1.7%以下は「鋼」、1.7以上は「銑鉄」と区別されます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鉄や鋼とは?」
鉄は金属元素であり原子番号26、元素記号はFeです。
地球の地殻では4番目に多く存在する元素とされ、加工や入手のしやすさから幅広い分野で使用されています。
鉄鉱石が原料となっており、鉄鉱石やコークスなどを一緒に高温で燃やすことで銑鉄が作られます。
銑鉄は炭素(C)を4~5%含んでいるため、硬いけど脆い性質があります。
そこで粘りのある強い鋼にするため、炭素を一定量取り除きます。
銑鉄に鉄スクラップ・フェロマンガンなどの副原料を混ぜたものへ、酸素を吹き込み酸化させる事で炭素を除去した鋼が完成します。
身の回りにある様々な鉄はこの「鋼」によって作られていることがほとんどです。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
『鉄が錆びる仕組み』
金属表面が浸食される現象を「腐食」と呼び、その後酸素や水分と結びつくことで「錆」となります。
鉄が錆びる仕組みは空気中の酸素や水分に反応し酸化することが原因です。
まず鉄の表面に付着した水分(H₂O)は空気中の酸素(1/2O₂)と結びつくことで酸化しようとします。
しかし酸化するためには分子を結びつける「電子」が必要となるため、鉄(Fe)から電子を奪ってしまいます。
化学式で表すと水分は2OH-となり、鉄はFe2+という状態になります。
これらが結合する事でFe(OH)₂が出来上がり、2Fe(OH)₂が水(H₂O)と酸素(1/2O₂)と結びつくことでFe₂(O)₃+3H₂Oとなります。
この最後に水分が蒸発し残ったFe₂(O)₃が「錆」です!
簡単に言うと鉄と水分と酸素が結合し、酸化を繰り返すことで腐食し錆びる事になります。
この金属を構成している原子から電子がとられる事を「イオン化現象」と呼び、金属はイオン化しやすい金属ほど錆びやすい傾向があります。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『鉄を錆から守る方法』
自然界では大気中に約21%もある酸素のおかげで、鉄などの金属は通常酸化し錆びた状態となります。
なので金属製品が錆びる事は当然ではありますが、錆が進行するとボロボロで耐久性がなくなってしまうため錆を防ぐ必要があります。
鉄は水分と酸素が接触する事で腐食が進行するので、表面にコーティングを行い接触を防ぐ事が不可欠です。
メッキ処理や錆止め塗装を行うことで錆を防ぐことは可能ですが、塩分や酸は腐食を進行させる作用があり環境によってはすぐに錆びてしまう事もあります。
長期間鉄を錆から守る方法は最良の素地調整法であるブラスト加工を行い、亜鉛を含んだ塗料で下塗を行い紫外線・雨・塩分などを防ぐ耐候性の高いフッ素塗料を塗り重ねていく事です。
ブラスト加工は金属表面の付着物を全て除去し、凸凹になった金属素地を露出させる事で塗料との密着性を格段に向上させます。
また耐候性の高いフッ素塗料を塗り重ねる事だけでも十分な効果を発揮しますが、亜鉛を含んだ下塗は鉄よりイオン化傾向が大きいため塗料が鉄より先に錆びる事で腐食から守ってくれます。
上記の重防食塗装と呼ばれる塗装方法なら腐食の進行しやすい沿岸部ですら、50年、60年と長期間に渡って鉄を錆から守る事が出来るのです。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
『まとめ』
鉄が錆びてしまうのは酸化によるもの。
鉄は「水分」、「酸素」と結合し酸化を繰り返すため腐食が進行して、錆びてしまう。
鉄を錆から守るためには水分や酸素と接触させない必要がある。
その方法は塗装、メッキ処理が一般的。
長期間錆を防ぐためにはブラスト処理後、亜鉛入りの下塗塗料~フッ素樹脂上塗塗料となる重防食塗装仕様が推奨される。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くなった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
◎鉄(英語:Iron/Steel)
金属元素であり原子番号26、元素記号はFe、比重は7.86となる。
太陽や他の天体にも存在しており、地球の地殻の約5%は鉄とされている。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【なぜ?鉄が錆びるメカニズムと対策】
鉄が錆びるのは「酸素」と「水分」が原因となります。
空気中にある酸素と水分が鉄に付着することで錆(酸化鉄)が発生するので、水分が多い箇所だと錆びやすくなります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鉄や鋼とは?」
鉄は金属元素であり原子番号26、元素記号はFeです。
地球の地殻では4番目に多く存在する元素とされ、加工や入手のしやすさから幅広い分野で使用されています。
鉄や鋼は鉄鉱石という酸化鉄から酸素を取り除く事で作られています。
総称して鉄と呼ばれることがありますが、炭素の含有量が1.7%以下は鋼、1.7以上は銑鉄と区別されます。
炭素を多く含んだものは脆い性質があるため、身の回りで使用している鉄の多くは炭素を一定量取り除いた鋼となります。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
『錆とは?』
金属が空気中の酸素や水分と化学反応を起こし酸化する事で作られます。
この酸化還元反応を腐食と呼び、腐食が進行する事で生成される酸化物が錆です。
錆には多くの種類があり、金属の種類や環境によって発生する錆は異なります。
鉄や鋼に発生する多くは「赤錆」であり、赤錆は放置する事で金属強度や機械的性質を大きく損なう可能性があります。
腐食の進行を止めるには対策が必要となります。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『鉄が錆びるメカニズム』
Fe(鉄)が空気中のO₂(酸素)とH₂O(水)に接触する事で酸化は始まります。
まずFeに付着しているH₂OがO₂と結びつき酸化しますが、酸化は分子間を繋ぎ止める「電子」が必要となるのでFeから電子を奪ってしまいます。
水分は電子の多いOH⁻ 、電子の少ない鉄はFe⁺ と電子量が変化したものが多くできます。
①3OH⁻ + Fe³⁺ → Fe(OH)₃
Fe(OH)₃という水酸化鉄(Ⅲ)が生成されます。
②Fe(OH)₃ → FeOOH + H₂O
水とFeOOHというオキシ水酸化鉄が生成されます
③2FeOOH → Fe₂O₃ + H₂O
水と一緒にできたFe₂O₃が「赤錆」となります。
鉄が水分と酸素に接触している限り①~③が繰り返される事で腐食が進んでいきます。
『鉄の錆びやすさ』
まず鉄が錆びる場合に起こるのが電子の移動となります。
原子から電子が移動し増減させる現象を「イオン化」と言います。
イオン化によって酸化が始まる=錆びてしまう結果となりますが、このイオン化は金属によって起こりやすさが異なります。
イオン化の起こりやすさをイオン化傾向と呼び、イオン化傾向が大きい金属ほど錆びやすいです。
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
金、銀、プラチナはイオン化傾向が小さいので酸化が起こりにくく、恒久的に劣化しないのも価値が高い理由です。
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
『錆を防ぐ方法』
鉄は水分と酸素が接触する事で腐食が始まり、錆となります。
錆を防ぐためには表面をコーティングして水分と酸素の接触を遮断する必要があります。
広く行われている防錆方法は「メッキ」と「塗装」の2種類です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『まとめ』
鉄が錆びるのは付着した水分が酸化する時に鉄から電子が奪われるイオン化に起因する。
鉄と水分と酸素が結合を繰り返す腐食(酸化還元反応)が進むに従い、錆となる。
金属によってイオン化傾向が異なるので、錆びやすい金属と錆びにくい金属がある。
錆を防ぐためには水分と酸素を遮断する必要があるので、表面をメッキや塗装で覆う必要があります。
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【意外と知らない!?錆の7種類について】
錆は7種類もあるのはご存じでしょうか?
金属の種類や環境によっても発生する錆は異なります。
錆には多くの種類があり、発生過程や特性も異なりますので全て紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
金属表面が浸食される現象を「腐食」と呼び、腐食が進行する事で錆が出来ます。。
錆は金属のみに発生する現象で、酸素と結合する事で発生する腐食生成物です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあります。
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの場合は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの場合は表面を保護している酸化被膜を破壊し、腐食が進行する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
青錆(緑青)は表面に安定した保護膜を形成し、内部への腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
発生するのは非常にまれです。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装の革新:下地処理から始まる耐久性向上の秘訣 - 原田鉄工の先進技術】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
金属製品の耐久性と美観を長期的に維持することは、多くの企業にとって重要な課題です。
しかし適切な下地処理と高品質な塗装技術がなければ、その実現は困難です。
原田鉄工は80年以上の経験と最新技術を融合させ、この課題に革新的なソリューションを提供しています。
『下地処理の重要性』
下地処理は、塗装の耐久性を決定づける最も重要な工程です。
適切な下地処理を行うことで、以下のような効果が期待できます。
・塗膜の密着性向上
・腐食の防止
・塗装の美観維持
・製品寿命の延長
当社の調査によると適切な下地処理を行った場合、塗装の寿命が最大3倍延びるというデータがあります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『効果的な下地処理の方法』
金属塗装における主な下地処理方法とそのメリット・デメリットを紹介します:
a) ブラスト処理
メリット:高い下地処理能力、均一な表面粗さの形成
デメリット:設備投資が必要、騒音・粉塵の発生
b) 化学的処理
メリット:複雑な形状にも対応可能、低コスト
デメリット:廃液処理が必要、下地処理能力が低い
c) 機械的処理
メリット:簡易的な処理が可能、設備が不要
デメリット:大面積処理に時間とコストがかかる、均一性に欠ける
各方法の詳細と規格については以下リンクで解説しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト処理と電動工具処理 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『下地処理が塗装性能に与える影響』
適切な下地処理は塗装性能を大きく向上させます
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
塗膜の密着性向上:剥離リスクの低減
耐久性の向上:錆びの発生を抑制
美観の長期維持:仕上がりの向上や塗装剥離を防止
メンテナンス頻度の低減:総合的なコスト(LCC)の削減
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『長持ちする金属塗装のポイント』
業界別の推奨方法を含む、金属塗装を長持ちさせるポイントをご紹介します
a) 適切な下地処理の選択
b) 塗装環境の管理
c) 高品質な塗料の使用
d) 定期的なメンテナンス
例:橋梁業界では厳しい腐食環境に対応するため、ISO Sa2.5以上のブラスト処理と重防食塗装システムの採用が推奨されています。
『原田鉄工の革新的ブラスト・塗装サービス』
原田鉄工では80年以上の豊富な経験と最新の技術を融合させ、金属塗装業界をリードする革新的なサービスを提供しています。
私たちが選ばれる理由は以下の通りです。
a) ワンストップソリューション
ブラスト処理から塗装、検査まで一貫して自社で行うことができるため、品質管理が徹底され高品質な製品を提供可能。
また製品の移動に関わる時間・コストも必要ありませんので、短納期・低コストを実現。
これにより、お客様の手間と時間を大幅に削減できます。
b) 最新の設備と技術
大型ブラスト室や最新の塗装設備を完備し、あらゆる規模と形状の金属製品に対応可能です。
また環境に配慮した無溶剤型塗料の使用など、先進的な技術を積極的に導入しています。
c) カスタマイズされたソリューション
お客様の業種や製品特性、使用環境に応じて最適な下地処理方法と塗装仕様を提案します。
単なる作業の請負ではなく「お客様の課題解決パートナー」として、コンサルティングから実施までトータルにサポートします。
d) 品質保証とアフターフォロー
社内一貫生産となる厳格な品質管理システムにより、高品質な仕上がりを保証します。
さらに塗装後の定期点検やメンテナンスのアドバイスなど、製品の長寿命化をサポートする充実したアフターフォローを提供しています。
e) 幅広い対応力
機械設備、橋梁、プラント設備、船舶、建築資材など多岐にわたる分野での施工実績があります。
小ロットから大型構造物まで、あらゆるニーズに柔軟に対応いたします。
f) 環境への配慮
低VOC塗料の使用やブラスト粉塵の適切な処理など、環境負荷の低減に積極的に取り組んでいます。
お客様の環境方針にも柔軟に対応いたします。
g) 技術力の証明
ISO規格やSSPC規格などに準拠した高度な技術力を保有しています。
品質と信頼性において、業界トップクラスの評価をいただいております。
h) 緊急対応力
突発的な工事や塗り替え需要にも迅速に対応し、お客様の事業継続性をしっかりとサポートします。
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
高品質な仕上がりはもちろん、厳しい検査基準、納期の厳守、コスト削減、環境配慮などお客様のさまざまなニーズにお応えいたします。
金属製品の耐久性向上や美観維持でお悩みの方、ぜひ原田鉄工にご相談ください。
私たちの専門家チームが、お客様の課題に最適なソリューションをご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
お客様の製品に新たな価値を吹き込む、原田鉄工の技術力をぜひ体験してください。
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
事例:沿岸部に設置するタンク・配管類
課題:塩害による深刻な腐食
解決策:SSPC SP-5 最高品質ブラスト処理と最新の重防食塗装システムの採用
結果:想定耐用年数が40年以上、ライフサイクルコストの大幅削減
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
よくある質問(FAQ)
Q: 下地処理にどのくらいの時間がかかりますか?
A: 製品の大きさや状態により異なりますが、最短で即日施工可能です。
Q: 塗装について知識がないので、相談に乗ってもらいたい。
A: 使用される環境や予算などを教えて頂ければ、最適な塗装システムを提案します。
Q:施工可能なサイズは?
A:トレーラーサイズまでなら施工可能です。10tを超える重量の場合はご相談ください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
金属塗装の課題解決に向けて、専門家が丁寧にご相談に応じます。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月2日

【金属塗装の剥離と防錆】
金属製品の寿命と美観を左右する重要な要素、それが塗装です。
しかし、時間の経過とともに避けられないのが塗装の劣化と剥離。
この問題に直面したとき、専門家の助けが必要不可欠です。
原田鉄工株式会社は広島を拠点に金属塗装のエキスパートとして、最先端の技術と豊富な経験でお客様の大切な資産を守り続けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装剥離の原因と影響』
塗装の剥離は、単なる見た目の問題ではありません。
金属の腐食や劣化を引き起こし、製品の寿命を大幅に縮める可能性があります。
主な原因には以下のようなものがあります:
・経年劣化
・環境要因(紫外線、湿気、温度変化)
・化学物質への暴露
・不適切な下地処理や塗装技術
これらの要因が重なると塗装の密着力が低下し、剥離が始まります。
一度剥離が始まるとその部分から腐食が進行するため、金属本体にまで影響を及ぼす可能性があります。
『原田鉄工の革新的アプローチ』
原田鉄工では塗装剥離の問題に対して、包括的かつ革新的なアプローチを採用しています。
1. 高度な下地処理技術
塗装の寿命を決定づける最も重要な工程が下地処理です。
原田鉄工では最新のブラスト技術を駆使し、金属表面を完璧に清浄化・平滑化します。
これにより塗料の密着性が飛躍的に向上し、長期間にわたって剥離を防ぐことができます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
2. 最先端の塗装技術
下地処理の後は高品質な塗料と先進の塗装技術により、耐久性と美観を両立させた塗装を施します。
環境に配慮した水性塗料の使用や静電塗装法の採用など、常に最新の技術を取り入れています。
【究極の金属保護:原田鉄工が誇る革新的下地処理と長寿命塗装技術】
https://www.nc-net.or.jp/company/98405/product/detail/231024/
3. 効果的な剥離処理
厚みのある塗装や樹脂なども、原田鉄工のブラスト加工なら完璧に除去する事が可能です。
研削材を使い分ける事によってステンレスやアルミといった材質に対しても加工する事が出来ます。
【金属の塗装を剥がす方法】
https://www.nc-net.or.jp/company/98405/product/detail/204459/
4. 防錆処理の徹底
塗装剥離の根本的な問題である金属の腐食を防ぐため、原田鉄工では高度な防錆処理を行っています。
亜鉛含有の塗料やフッ素樹脂塗料を組み合わせ、過酷な環境でも長期間耐用できる重防食塗装を得意としております。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『原田鉄工の強み』
1. 一貫した工程管理
ブラストから塗装まですべての工程を自社で管理することで、高品質な仕上がりを保証します。
2. 豊富な経験
長年にわたる実績と多様な業種での施工経験を活かし、お客様のニーズに最適なソリューションを提供します。
3. 最新技術の導入
常に業界の最先端を行く技術を取り入れ、効率的かつ高品質な施工を実現しています。
4. 環境への配慮
低VOC塗料の使用や環境に優しい剥離方法の採用など、環境負荷の低減に努めています。
5. アフターフォロー
施工後のメンテナンスサポートも充実しており、長期的な視点でお客様の資産を守ります。
『お客様の声』
(製造業 A社様)
長年使用してきた工場設備の塗装が劣化し、困っていました。
原田鉄工さんに相談したところ丁寧な説明と提案をいただき、安心して依頼することができました。
施工後は見違えるほど美しく、耐久性も向上したと実感しています。
(建設業 B社様)
橋梁の塗装剥離で頭を悩ませていましたが、原田鉄工さんの防錆処理と塗装技術のおかげで長期的な保護が可能になりました。
コスト・納期の面でも納得のいく提案をしていただき、大変感謝しています。
『まとめ』
金属製品の塗装剥離と防錆は、製品の寿命と機能性に直結する重要な課題です。
原田鉄工株式会社は最先端の技術と豊富な経験を活かし、お客様の大切な資産を守るための最適なソリューションを提供しています。
塗装の剥離や防錆でお悩みの方は、ぜひ一度ご相談ください。
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
塗装剥離や防錆処理でお悩みの方は、お気軽にご相談ください。
経験豊富な専門スタッフが、最適なソリューションをご提案いたします。
ブラスト・塗装のご相談・お見積りはこちら
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ショットとグリット|研磨材の形状について】
ブラスト処理に使用される研磨材(研削材)には様々な形状があり、その形状によって加工効果と仕上がりは大きく変化します。
研磨材で一般的に広く流通している形状は大きく分けて3種類です。
球状・ラウンドカット
円柱状・ワイヤーカット
多角形状・鋭角状
研削材の3つの形状とその加工効果について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストの研磨材について』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798
『ブラスト研磨材の形状について』
冒頭でも紹介しましたが、研磨剤の形状は大きく分けて3種類となります。
①球状・ラウンドカット
球状またはラウンドカットと呼ばれる円柱状・多角形状のエッジを削り球状に近づけた形状です。
「ショット」、「ビーズ」、「ラウンドカット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールショット、ステンレスビーズ
②円柱状・ワイヤーカット
線材(ワイヤー)を細かく切断する事で円柱の形状をしています。
「ワイヤーカット」、「カットワイヤー」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールカットワイヤー、ステンレスカットワイヤー
③多角形状・鋭角状
鋭角の多い多角形で尖っている角が多くある形状です。
「グリット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールグリット、ステンレスグリット
意外と勘違いされる事が多い
ショットとグリットの違いは材質・加工方法ではなく、形状の違いとなります。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
『ショット、グリット、ワイヤーカット|形状による加工効果の違い』
球状・ラウンドカット / 円柱状・ワイヤーカット / 多角形状・鋭角状
研磨材の形状が異なる事で加工後の仕上がり、加工効果、損傷度は大きく異なります。
①球状・ラウンドカット
球状であるため、被加工物への損傷を抑えた加工が可能です。
表面を叩くように加工する事で丸い打痕を形成します。
微細な凹凸を形成する事での梨地加工、バリ取り、残留応力の除去が可能なショットピーニングといった加工効果を目的として使用されることが多くあります。
②円柱状・ワイヤーカット
円柱状で円形部と切断面のエッジ部があるので、被加工物は球状と多角形状の中間の損傷程度となります。
切断面のエッジを活かし鋭角ではありませんが、表面を粗面化させることが可能です。
切削力が高い訳ではなので、バリ取りを目的として使用されることが多いです。
③多角形状・鋭角状
不規則で鋭角の多い形状なので、強力な研削力があり被加工物の表面へランダムな凹凸を形成するため損傷程度は大きいです。
塗装や接着剤などの密着を大きく向上させる最適なアンカーパターンを形成します。
塗装前の素地調整(下地処理)、古くなった塗膜や樹脂の除去、錆落としなどを目的として使用されることが多くあります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
『まとめ』
ブラストの研磨材は金属製・非金属製・樹脂製・ガラス製・植物の種など数えきれない程の多くの素材が利用されています。
その研磨材の形状は大きく分けて3種類
①球状・ラウンドカット
②円柱状・ワイヤーカット
③多角形状・鋭角状
形状が異なるだけで加工後の仕上がり、加工効果、損傷度は大きく異なります。
被加工物・加工目的に合わせた研磨材の形状を選定する事が重要です。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト加工とは何か?基本原理と4つの代表的手法をわかりやすく解説】
ブラスト加工とは研磨材(メディア)と呼ばれる粒子を圧縮空気や回転体の力で勢いよく対象物に衝突させ、表面処理を施す加工法です。
洗浄、粗面化、バリ取り、意匠性の付与、疲労強度向上など、幅広い用途に対応できるのが特徴です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
使用される研磨材は鋼・ステンレス・アルミなどの金属から、セラミック、樹脂、果実の種子まで多岐にわたり、加工目的や素材に応じて選定されます。
詳細はこちらをご覧ください。
👉【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『ブラスト加工の効果とは?』
ブラスト加工は主に次の3つの目的で用いられます。
①削る
粗面化により塗装や接着剤の密着性を向上。意匠性・滑り止め・放熱性・防汚効果なども得られます。
②除去
錆、塗膜、黒皮、樹脂、酸化スケールなどを除去し、清浄な表面状態を実現します。
③改善
ショットピーニングに代表されるように表面を叩くことで金属の残留応力を低減し、疲労強度や耐摩耗性を向上させます。
『ブラスト加工の分類と4つの代表的手法』
加工方法は以下のように分類されます。
・乾式 or 湿式(研磨材の状態)
・エアー式 or 機械式(加速方式)
ここから代表的な加工方法として、以下の4種が存在します。
①エアーブラスト(乾式ブラスト)
圧縮空気で研磨材を噴射する方式で、「サンドブラスト」や「グリットブラスト」なども含まれます。
柔らかい素材から硬い金属まで幅広く対応可能です。
メリット
・複雑な形状や内部の加工に対応
・使用メディアが豊富
・手動・自動いずれも可能
デメリット
・粉塵が飛散しやすい
・作業環境の整備が必要(集塵装置、コンプレッサなど)
②ショットブラスト(機械式ブラスト)
モーターで羽根車(インペラ)を高速回転させ、遠心力でメディアを投射。
球状のショット材を用い、主に自動処理装置で使用されます。
メリット
・大面積・多ロットの処理に適する
・粉塵が少なく清掃性が高い
・自動化による作業効率の向上
デメリット
・複雑な形状には不向き
・加工力の調整が困難
・使用メディアが限定される
③ウェットブラスト(湿式ブラスト)
水と研磨材を混合し、圧縮空気で噴射する方式。
微細な研磨材を使った精密な表面処理が可能です。
メリット
・粉塵が出ない
・電子部品・薄物への低ダメージ加工が可能
・微細な研磨が可能
デメリット
・水に弱い素材は不可
・設備費用が高くなる(水循環・排水処理設備が必要)
・研削力は低め
④バキュームブラスト(吸引式ブラスト)
ノズルから研磨材を噴射しつつ、その場で吸引回収する方式。
研磨材の飛散を防ぐため、屋外や養生不要な現場で活躍します。
メリット
・粉塵・飛散が発生しない
・機材がコンパクトで持ち運びやすい
・屋外でも安全に作業可能
デメリット
・研削力が低く、大面積処理に不向き
・密着加工が必要なため、凹凸面には対応不可
『ブラスト加工を成功させるポイント』
ブラスト加工を最適に行うためには、以下の要素を総合的に判断する必要があります。
・対象素材の種類と形状
・加工目的(洗浄・粗面化・意匠性など)
・処理後の工程(例:塗装との相性)
・加工環境(屋内・屋外)
原田鉄工では大型エアーブラスト設備を2基所有しております。
加工対象物の素材、加工目的などに合わせた最適な研磨材、塗装仕様を提案させていただきます。
👉【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『原田鉄工のブラスト設備と対応力』
原田鉄工では幅7m×奥行10m×高さ3.5mの大型ブラスト設備を2基所有。
自社製のサンドブラストおよびグリットブラスト機にて、国内外向けの製品に多数の実績があります。
研磨材はグリット及びサンドを常用で使用し、その他の材質にも対応可能です。
さらにブラストと塗装が同工場内で一貫して行えるため、ブラスト直後の塗装も可能。
塗膜厚の厳格な管理も行っており、均一かつ高耐久な塗装仕上がりを実現しています。
👉公式HPはこちら
https://harada-tekkou.co.jp/
👉設備や加工の様子を動画で紹介
https://www.youtube.com/@hara-tetu
『ブラスト加工をご検討の方へ』
ブラスト加工は「目的」「素材」「環境」などの要素によって最適な方法が異なります。
研磨材の選定ひとつで仕上がりは大きく変わります。
表面処理・塗装の品質は、下地処理で決まるといっても過言ではありません。
特に高グレードの素地調整を行うことで、塗膜の寿命が大きく延び、メンテナンスコストを削減できます。
ブラストから塗装まですべてお任せください。確かな技術と設備で、お客様の製品品質向上に貢献します。
📞 ブラスト・塗装に関するご相談はお気軽に
原田鉄工株式会社(広島)
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
✉️ メール:bousei@harada-tekkou.co.jp
【ブラスト処理業者選びの決定版】種類・規格から信頼できる業者の見極め方まで解説
「ブラスト処理を依頼したいが、どの業者を選べばいいかわからない」「処理方法や規格が複雑で判断できない」とお悩みではありませんか?
ブラスト処理は、塗装の寿命を左右する「素地調整(下地処理)」において最も重要な工程です。
適切な処理を行わないと、どんなに高級な塗料を塗っても数年で剥がれてしまうリスクがあります。
本記事では、ブラスト処理の基礎知識から、プロが教える「信頼できる業者の選び方」まで詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
1. ブラスト処理とは?なぜ業者選びが重要なのか
ブラスト処理とは、金属などの表面に「研磨材(メディア)」と呼ばれる微細な粒子を高速で衝突させ、表面の錆や古い塗膜を除去し、細かな凹凸(アンカー)を作る技術です。
ブラスト処理の3大効果
①徹底除去:錆や酸化被膜(黒皮)、汚れを完全に取り除き、金属素地を露出させます。
②アンカー効果:表面に微細な凹凸を作ることで、塗料の密着性を飛躍的に高めます。
③表面改善:金属を叩くことで疲労強度や耐摩耗性を高める効果(ショットピーニング等)があります。
塗装寿命の約50%は、この「素地調整」の品質で決まると言われています。
そのため確かな技術と設備を持つブラスト業者の選定が、製品の長寿命化に直結するのです。
2. ブラスト処理の種類と工法(業者への依頼時に役立つ知識)
ブラスト処理には、用途に合わせていくつかの加工方式があります。
業者がどのような設備を持っているか確認しましょう。
・エアーブラスト(乾式):圧縮空気で噴射する方式。複雑な形状や大型製缶品に適しており、汎用性が高い。
・ショットブラスト(機械式):羽根車の遠心力で投射。大面積や大量生産に向くが、複雑な形状には不向き。
・ウェットブラスト(湿式):水と研磨材を混合。粉塵が少なく、精密な微細加工に適している。
・バキュームブラスト(吸引式):噴射と同時に回収。屋外や現場施工で粉塵を抑えたい場合に有効。
3. 「ケレン」と「ブラスト規格」の違いを正しく理解する
業者と仕様を打ち合わせる際、「1種ケレン」や「ISO/SSPC規格」といった用語が頻出します。
ケレン区分(国内の通称)
・1種ケレン:ブラスト処理による最高グレードの素地調整。除去率95%〜99%以上。
・2種・3種ケレン:電動工具や手工具による処理。ブラストに比べると耐久性は落ちます。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
国際的なブラスト規格
プロの現場では、以下の規格が使われます。
・ISO規格(Sa3, Sa2.5など):世界的に広く使われる品質基準。
・SSPC規格(SP5, SP10など):アメリカ発祥の重防食塗装に特化した規格。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
「Sa2.5(除錆度95%以上)」といった具体的な規格を指定できる業者は、品質管理が徹底している証拠です。
4. 失敗しないブラスト処理業者の選び方
「ブラスト処理 業者」と検索して出てくる多くの会社から、どこを選ぶべきか。
以下の3つのチェックポイントを参考にしてください。
① 大型設備と対応サイズ
大型のタンクや複雑な形状の構造物を処理できる「大型ブラスト」を完備しているか。
また、エアーブラストなどの汎用性の高い設備があるかを確認しましょう。
② ブラストから塗装までの一括施工
ブラスト処理後の金属は非常に活性化しており、短時間内での防錆処理が必須となります。
「ブラスト後、4時間以内にプライマー塗装が可能」な、一括施工体制を持つ業者が理想的です。
③ 品質証明と実績
重防食(橋梁や船舶など、過酷な環境に耐える塗装)の実績があるか。
目視だけでなく、膜厚管理や検査体制が整っているかを確認しましょう。
5. 広島でブラスト処理・重防食塗装なら「原田鉄工」へ
原田鉄工株式会社は、創業80年の歴史を持つブラスト・塗装の専門業者です。
・国内最大級の大型ブラスト設備:2基の大型設備を所有し、大型製缶品や複雑な形状にも対応。
・一括管理のスピード施工:ブラストから塗装、検査までを同一工場内で行うため、最高品質な仕上げを実現。
・重防食のプロフェッショナル:海上・海中といった過酷な環境で使用される製品の防錆において、圧倒的な実績があります。
「ブラスト処理の費用が知りたい」「この部材に最適な規格は?」といったご相談も無料で承っております。
まとめ:ブラスト処理は「信頼の技術」が価値を決める
ブラスト処理は、塗装してしまえば中が見えなくなる工程です。
だからこそ、誠実に規格を守り、確かな設備で施工する業者選びが重要です。
製品の長寿命化とトータルコスト削減のために、ぜひ一度プロのブラスト業者にご相談ください。
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【大型ブラスト処理・重防食塗装の専門業者なら原田鉄工|1種ケレン・ISO/SSPC規格・一括施工対応】
■ブラスト処理の業者選びで失敗しないための重要ポイント
金属製品、特に大型の構造物や屋外・海上などの過酷な環境で使用される製品において、塗装の寿命を決定づけるのは塗料の種類だけではありません。塗装寿命の約50パーセントは、塗装前に行われるブラスト処理(素地調整)の品質で決まります。
せっかく高価な塗料を使用しても、下地となる金属表面に目に見えない錆や酸化被膜(黒皮)、油分が残っていれば、数年で剥離や錆の再発を招きます。信頼できるブラスト処理業者を選ぶことは、製品の長寿命化とトータルメンテナンスコストの削減に直結します。
■原田鉄工が提供する最高グレードのブラスト処理
広島県広島市に拠点を置く原田鉄工株式会社は、創業80年にわたり金属表面処理の専門業者として、橋梁、船舶、大型プラント設備などの重防食塗装を手掛けてきました。
大型エアーブラスト設備2基完備 弊社は、国内でも数少ない大型エアーブラスト室を2基所有しています。大型製缶品、タンク内部、複雑な形状の組立品まで、室内に収まるあらゆる製品の加工が可能です。熟練の職人が手作業で均一に研磨材を噴射するため、機械式では届かない細部まで確実に清浄な金属素地を露出させます。
1種ケレンへの完全対応 国内で最高グレードとされる1種ケレンから、2種、3種、4種ケレンまですべてのグレードに対応可能です。特にブラスト加工による1種ケレンは、除錆率95パーセントから99パーセント以上を誇り、超重防食が求められる環境に最適です。
■国際規格(ISO・SSPC)に基づいた徹底的な品質管理
ブラスト処理の仕上がりは感覚的なものではなく、国際的な数値基準で管理されるべきです。原田鉄工では、以下の規格に基づいた施工と検査を徹底しています。
・ISO 8501-1(Sa3 / Sa2.5 / Sa2):世界標準の除錆度評価 ・SSPC規格(SP5 / SP10 / SP6):産業・海上構造物で頻出するコーティング規格
Sa2.5(斑点状のわずかなシミのみ許容)やSa3(完全に均一な金属色)といった厳格な指定に対しても、確実な品質証明と共に納品いたします。
■原田鉄工が選ばれる理由:ブラスト・塗装の一括施工体制
錆戻りを防ぐスピード施工 ブラスト処理直後の金属表面は極めて活性化しており、瞬時に錆戻りが始まります。理想はブラスト後4時間以内の塗装です。弊社は同一工場内にブラスト設備と塗装設備を併設しているため、ブラスト完了から最適なタイミングでプライマー処理を行うことが可能です。このスピード感が、数十年経っても剥がれない強靭な塗膜を作り上げます。
工程管理の簡略化 設計、製缶、ブラスト、塗装、検査までを一括でお引き受けできるため、お客様の輸送コスト削減、納期管理の簡略化、責任所在の明確化に大きく貢献いたします。
■あらゆるニーズに応える研磨材の選定
加工対象の材質や目的に応じて最適な研磨材を選定します。グリットブラストによる強力なアンカー効果の形成から、サンドブラストによる梨地加工、さらにステンレス製品等の「もらい錆」を防ぐ専用メディアによる施工まで幅広く対応可能です。
■ブラスト処理の主な用途と実績
・大型構造物:橋梁部材、水門、プラント配管、架台 ・タンク内部:防錆塗装、既存塗膜の剥離 ・メンテナンス:既存塗装の除去、新品同様への再生
■お問い合わせをお待ちしております
製品の耐久性に不安をお持ちの方、大型品のブラスト業者が見つからずお困りの方は、創業80年の知見を持つ原田鉄工へご相談ください。長期間「綺麗」で「錆びない」塗装を提供し、製品価値を最大化いたします。
原田鉄工株式会社 広島県広島市西区観音新町3丁目10番11号 電話:082-232-2445 (検索用:ブラスト処理 業者 1種ケレン 重防食塗装 大型ブラスト 素地調整 ISO規格 SSPC規格)

【大型サンドブラスト処理の技術と品質基準|ISO・SSPC規格に準拠した重防食下地処理】
広島で大型構造物のサンドブラスト・重防食塗装を一貫施工する原田鉄工です。
「塗装の寿命は、すなわち製品の寿命である」を掲げ、創業80年以上の経験に基づいた高品質な素地調整(下地処理)を提供します。
本記事では、塗装の密着性を飛躍的に高める「アンカーパターン」の形成技術や、国際規格(ISO 8501-1 / SSPC)に基づいた厳格な除錆度管理について詳しく解説します。全天候型の大型屋内ブラストルーム(高さ4m×幅6m×奥行10m)を完備し、雨天時でも戻り錆を徹底防止。大型プラント部材や鋼構造物の長期防食を実現します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
1. 塗装寿命を左右する「素地調整」の重要性
塗装工程において最も重要なのは、実は「塗料の種類」ではなく、塗装前の「素地調整(下地処理)」です。
どれほど高機能な重防食塗料を使用しても、表面にサビや酸化被膜(ミルスケール)が残っていては、塗膜は早期に剥離します。
サンドブラストはこれらの不純物を物理的に除去し、表面に微細な凹凸(アンカーパターン)を形成することで塗料の「投錨効果」を引き出し、密着力を最大化させる最高グレードの工法です。
2. 原田鉄工の大型サンドブラスト設備と特長
当社では、広島県内でも有数の「全天候型・大型ブラストルーム」を完備しています。
『対応サイズ』
高さ4m × 幅6m × 奥行10m(最大対応重量 10t)
『直圧式(加圧式)ブラスト』
DIY用とは異なる圧倒的な研削力を誇り、厚い黒皮や旧塗膜も根こそぎ除去します。
『屋内施工』
湿度・温度を管理された屋内環境で施工するため、大気中の湿気による「戻り錆」を発生させず、常にクリーンな素地を提供します。
3. 国際基準(ISO・SSPC)に基づいた品質管理
世界基準の重防食仕様に対応するため、JIS規格のみならず国際規格に基づいた施工・管理を行っています。
・ISO 8501-1:Sa 2.5(準白金属ブラスト洗浄)に対応
・SSPC-SP10: Near-White Blast Cleaningに対応
施工後の清浄度確認はもちろん、粗さ測定計によるアンカーパターン深さの計測など、エビデンス(施工記録)に基づいた品質保証を徹底しています。
4. アルミ・ステンレス等、非金属への施工にも対応
当社では主に従用研削材として、非金属系研削材「ネオブラスト(フェロニッケルスラグ)」を採用しています。
鉄粉を含まないため、アルミやステンレス製品への施工においても「もらいサビ」の心配が一切ありません。
異種金属との接触を嫌うプラント部材などの下地処理にも最適です。
5. よくあるご質問(Q&A)
Q:研削材の指定は可能ですか?
A:はい、可能です。ただし特注材の調達や入れ替え工数により、常用材(ネオブラスト)よりコストは増加いたしますが、柔軟に対応いたします。
Q:サンプル施工はお願いできますか?
A:もちろんです。大型製品の歪み確認や仕上がりの比較検討など、お気軽にご相談ください(一部実費負担あり)。
Q:最短納期は?
A:製品形状によりますが、入荷後「最短翌日〜2週間」を目安としています。図面をいただければ即時お見積りいたします。
6. まとめ
広島を拠点に、大型ブラストから重防食塗装まで。
80年以上の歴史で培った「確かな品質」で、お客様の製品寿命を最大化させます。
大型構造物の下地処理・塗装にお悩みの方は、ぜひ原田鉄工へお問い合わせください。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎アンカー効果(投錨効果/ファスナー効果)
接着剤や塗料などの流動性が高い物質が表面にある微細な凹凸に入り込み、硬化する事で釘や楔のように引っかかり密着性が向上する原理。
素地調整で行う研磨・目粗し作業は表面積の増加とこのアンカー効果を期待して行われています。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【技術解説】なぜブラストが「最強の防錆」なのか?4つの加工方式と密着のメカニズム
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「塗る」前の工程が、製品寿命を10年変える
鋼構造物のメンテナンスにおいて、最もコストパフォーマンスに影響を与えるのは「塗料のグレード」ではなく、実は「ブラスト加工の質」です。
ブラスト加工は単に表面のサビを落とすだけの工程ではありません。
鋼材の表面を物理的に作り変え、塗料が持つ本来の防食性能を200%引き出すための「科学的な下地作り」なのです。
2. 塗料を「食いつかせる」投錨(とうびょう)効果とは
ブラスト加工の最大のメリットは、表面に微細な凹凸を作る「アンカーパターン(表面粗さ)」の形成にあります。
この凹凸に塗料が入り込むことで、まるで船の「錨(いかり)」を下ろしたかのように塗膜が鋼材と一体化します。
これが「投錨効果」です。
この状態を作ることで過酷な塩害地域や湿潤環境でも、剥がれや膨れを寄せ付けない強固な保護層が完成します。
3. 現場に合わせた「4つのブラスト方式」の使い分け
ブラスト加工には対象物の形状や材質、施工環境に応じて主に4つの方式があります。
エアーブラスト: 複雑な形状や大型構造物に最適。熟練工による精密なコントロールが可能。
ショットブラスト: 大量の鋼板や型鋼を効率よく処理。自動化による安定した品質が特徴。
ウェットブラスト: 粉塵を抑えたい環境や、精密な表面仕上げが求められる場合に有効。
バキュームブラスト: 投射と回収を同時に行う。現場での部分補修などに適したクリーンな工法。
それぞれの方式にはメリットとデメリットがあり、これらを正しく選定することがコスト削減と品質向上の両立(VE提案)に繋がります。
4. 「一貫体制」が生む、ブラスト後の黄金時間
ブラスト加工で露出した純粋な金属面は、非常に酸化しやすく、放置すれば数時間で「戻り錆」が発生します。
原田鉄工では大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」を構築しています。
加工直後の最も清浄な状態を維持したまま、最適なタイミングで塗装工程へ移行。
このスピード感こそが、屋外施工や外注分離では決して真似できない「圧倒的な長寿命化」の根拠です。
💡 ブラスト加工の詳細な仕組み・工法比較はこちら
各ブラスト方式のより詳しいメカニズムや、被加工物ごとの最適な工法選定ガイドについては、弊社公式サイトの技術解説ページにて図解入りで詳しく公開しております。
設計段階での仕様検討や、品質基準の策定にぜひお役立てください。
▼ ブラスト加工の仕組みと種類(詳細解説ページ)
https://harada-tekkou.co.jp/pages/61/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎アンカーパターン
ブラスト処理などで金属やコンクリート表面へ形成される、細やかな凹凸(粗面)のこと。
塗料の密着性を大幅に高め、剥がれにくくする「アンカー効果」をもたらします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

メッキ3mm厚付け・筆メッキ・大型無電解ニッケルめっきが紹介されました!
~経済リポート 2025 年(令和7 年)9 月10 日 1890 号~
https://keizai.info/cover-bingo/152220
~業界注目のめっき技術がメディアで紹介されました~
この度、ワールド工業の独自技術が経済レポート(2025年9月10日号)で大きく取り上げられました!「3mmの厚付けや筆めっきなど独自技術で短納期低コスト実現」というタイトルで、当社の画期的な技術が業界で注目を集めていることが紹介されています。
【記事で紹介された技術内容】
★世界唯一の3mm厚付け技術
記事では「通常0.02~0.03mmで行うのを、弊社では最大3mmまで厚くできます。業界初でオンリーワン技術です」と梅本社長のコメントが掲載。従来の常識を覆す技術力が評価されています。
★革新的な筆めっき技術
「筆めっき歴30年のベテラン職人が現地へ出張して施工」「世界でも類を見ない特殊技術」として紹介され、ニッケルや銅での筆めっきも可能な点が強調されました。
★無電解ニッケルめっきの大型化
縦1500×横1600×深さ1700mmに設備を大型化し、「大型部品の加工も請け負えるようになった」ことが報告されています。
【メディア注目の背景にある現場ニーズ】
なぜこの技術が経済レポートで取り上げられたのか?
それは、製造現場の深刻な課題を解決しているからです。
►造船業の塩害対策
記事では「船の金属部分は塩による腐食でもろくなりやすく、従来は金属を溶接で盛ってからめっき処理を施すため時間も費用もかかる」問題を、当社技術で「めっきでカバーするので、はがれにくく丈夫になり、かえって長持ちする」と解決策が紹介されています。
►現地施工による大幅コストダウン
「わざわざ機械を分解して輸送したりする手間や時間が節約でき、人件費も安く済む」技術として、全国で注目を集めていることが報道されました。
【こんなお悩みをお持ちのエンジニアの方へ】
記事で紹介された技術は、まさに現場の困りごと解決のために開発されたものです。
✔設備のめっき剥がれで頻繁にメンテナンス停止
✔大型部品のめっき加工先が見つからない
✔現地修復で工期とコストに悩んでいる
✔精密機械部品の均一めっき処理が必要
✔導電性のない素材へのめっき加工
【対応業界】
・造船業 → 塩害対策の現地修復
・機械メーカー → 精密部品の高品質加工
・半導体関連 → 複雑形状への均一めっき
・製紙会社 → 大型設備のメンテナンス
・建設・工作機械 → 耐久性向上の厚付けめっき
記事の中で梅本社長は「造船所からのニーズに応えようと研究を重ね、めっき液の素材の配合も独自の研究成果」と語っています。現場第一で培った技術力が、今回の経済レポート掲載につながったんです。
【実績が証明する信頼性】
・創業30年以上の豊富な経験
・大手造船所・機械メーカーとの継続取引
・業界初の技術開発による特許取得
・全国からの技術相談・施工依頼
経済レポートで紹介された技術力を、ぜひあなたの現場でも体感してみませんか?
設計から保全まで、めっきのことなら何でもご相談ください。きっと期待以上の解決策を提案できるはずです!
─────────────────────────────────────
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466

【鉄道用難燃ゴム】車材燃試対応の素材開発で安全性を確保
► はじめに:鉄道車両における難燃性の重要性
鉄道車両の安全性において、火災対策は最重要課題の一つです。特に、車両内装材や機器類に使用されるゴム部品には、厳格な難燃性能が求められています。当社は長年の経験と技術力を活かし、鉄道用難燃ゴムの開発・製造に取り組んでいます。
★ 難燃ゴムの技術解説
難燃ゴムとは、通常のゴムに特殊な難燃剤を配合することで、燃えにくい特性を持たせた素材です。
主な特徴:
・自己消火性
・発煙量の低減
・有害ガスの抑制
・高い機械的強度の維持
► 素材開発における重要ポイント
1. ベース素材の選定
(例)
・EPDM(エチレン・プロピレン・ジエンゴム)
- 耐候性、耐熱性に優れる
- 難燃剤との相性が良好
・CR(クロロプレンゴム)
- 自己消火性を持つ
- バランスの取れた物性
2. 難燃剤の配合技術
・無機系難燃剤
- 水酸化アルミニウム
- 水酸化マグネシウム
※ 燃焼時に結晶水を放出し、冷却効果と窒息効果を発揮
・有機系難燃剤
- リン系化合物
- 窒素系化合物
※ 熱分解時にラジカル捕捉効果を発揮
3. 配合バランスの最適化
✓ 難燃性と物性のトレードオフ解消
・難燃剤の添加量増加による物性低下の防止
・分散性向上によるムラの防止
・加工性の確保
4. 相乗効果を考慮した配合設計
・複数の難燃剤の組み合わせ
・相乗効果による難燃性向上
・必要添加量の低減
► 当社の素材開発アプローチ
1. 事前評価・分析
・使用環境の詳細把握
・要求物性の明確化
・既存材料の分析
2. 試作・評価
・小スケールでの配合試作
・基礎物性評価
・難燃性試験
3. 実用化検討
・スケールアップ試験
・実機での加工性確認
・長期信頼性評価
► 具体的な適用事例
✓ 車両間の連結部用シール材
✓ 防振・緩衝材
✓ 配管用パッキン
✓ 電線被覆材
✓ 床材・壁材
► 当社の技術的強み
1. 圧倒的な経験と知識
- 60年以上の実績による豊富なノウハウ
- 材料メーカーとの強力な連携体制
- お客様のニーズに合わせたカスタマイズ能力
2. 製造・加工技術
- 多様な加工方法に対応
- 試作から量産まで一貫対応
- 短納期対応が可能
► お客様へのご提案
まずは、貴社の課題やご要望をお聞かせください。当社の技術力を活かし、最適な解決策をご提案いたします。
⇨ 詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
技術相談・見積依頼はこちら:
https://ja.nc-net.or.jp/company/104618/inquiry/input/
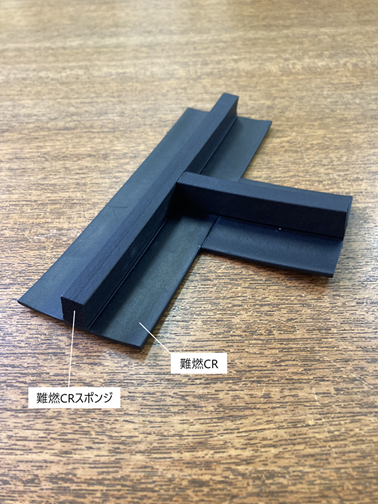
鉄道車両用 難燃CR-CRスポンジ部品のご紹介
難燃CR製品は、高い難燃性と優れた反発弾性・機械的強度を兼ね備えており、鉄道車両向けに最適です。厳格な鉄道車両用の難燃性基準に適合する性能を有しています。
今回は難燃CRスポンジと難燃CRの多重押出成形品を弊社にて手加工でT字成形致しました。
接着部分は難燃CRスポンジから難燃CRを削り取る必要があり、手加工ならではの一品です。
【主な特長】
優れた難燃性:鉄道車両の安全基準に適合
適度な弾性:振動吸収性と復元性を実現
耐久性:長期使用における信頼性を確保
【用途例】
車両間の気密シール材
ドア周りのシール材
各種緩衝材
防振・防音材
当社では、お客様のご要望に応じて、寸法・形状のカスタマイズが可能です。また、少量生産から大量生産まで柔軟に対応いたします。鉄道車両の安全性向上に貢献する本製品について、詳しい仕様や用途についてはお気軽にご相談ください。
⇨ 詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
私たちは、お客様一人ひとりのニーズに寄り添い、最適な提案をさせていただきます。ゴム加工のことなら、ぜひ児玉ゴム商会にお任せください。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
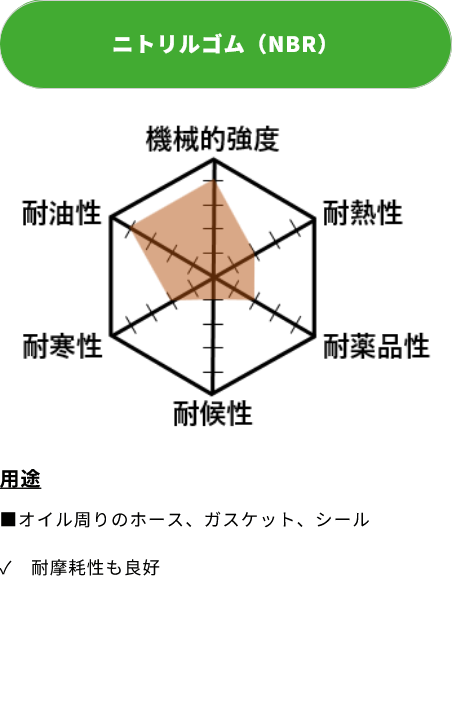
ニトリルゴム(NBR)とは?素材特徴と違い比較|耐油・耐摩耗・耐老化等の性質から見る製品用途とメリット
【ニトリルゴムの歴史と開発背景】
ニトリルゴム(NBR)は、1930年代にドイツのI.G.ファルベン社によって開発された合成ゴムです。耐油性に優れたゴム材料の需要に応えるため、ブタジエンとアクリロニトリルの共重合によって生み出されました。第二次世界大戦中は、特に軍需用途で重要な役割を果たしました。
【化学構造と特性】
ニトリルゴムは、ブタジエンとアクリロニトリルの共重合体です。アクリロニトリル含有量(通常18~50%)によって性質が変化し、含有量が増えるほど耐油性、耐薬品性が向上する一方で、低温特性は低下します。分子構造中の極性基(CN基)が耐油性の源となっています。
【製造方法】
主な製造工程:
1. 乳化重合によるポリマー合成
2. 凝固工程
3. 洗浄・脱水
4. 乾燥工程
5. 梱包・出荷
【グレードと規格】
アクリロニトリル含有量による分類:
- 低ニトリル(18-24%):低温特性重視
- 中ニトリル(28-34%):汎用グレード
- 高ニトリル(38-50%):耐油性重視
【ニトリルゴム (NBR)の物性】
▶主な特徴:
耐油性、耐摩耗性、耐老化性がよい。
機械的強度:4
耐熱性:2
耐薬品性:2
耐候性:1
耐寒性:2
耐油性:4
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.00-1.20
▶機械特性
可能なJIS硬さ範囲 : 15-100
引張強さ : 50-250 kg/cm²
伸び : 100-800%
反発弾性 : ○
引裂き強さ : ○
圧縮永久歪 : ◎
耐摩耗性 : ◎
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 130℃
耐寒性(ぜい化温度): -10~-20℃
耐老化性 : ○
耐オゾン性: ×
耐光(候)性: ○
耐炎性 : △~×
ガス透過性: 0.3~3.5cc・cm/cm²・sec・atm
耐放射線性: ○~×
▶電気特性
体積抵抗 : 10^9~10^10Ω/cm、25℃
破壊電圧 : 500V/mil,短時間
誘電率 : 15-20 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ◎
ベンゼン・トルエン: △~×
トリクレン: ×
アルコール: ◎
エーテル: ×~△
ケトン(MEK): ×
酢酸エチル: ×~△
水: ◎
有機酸: ×~△
高濃度無機酸: ○
低濃度無機酸: ○
高濃度アルカリ: ○
低濃度アルカリ: ○
▶主な用途
オイルシール、ガスケット、パッキン、耐油ホース、耐油向け工業用品
【劣化の原因と防止策】
主な劣化要因:
- 熱劣化:高温による分子鎖の切断
- 油による膨潤:過度の油との接触
- 疲労劣化:繰り返し応力による劣化
- 紫外線劣化:屋外使用時の劣化
防止策:
1. 適切な配合設計
2. 使用環境に応じた品種選定
3. 定期的なメンテナンス
4. 適切な保管条件の管理
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
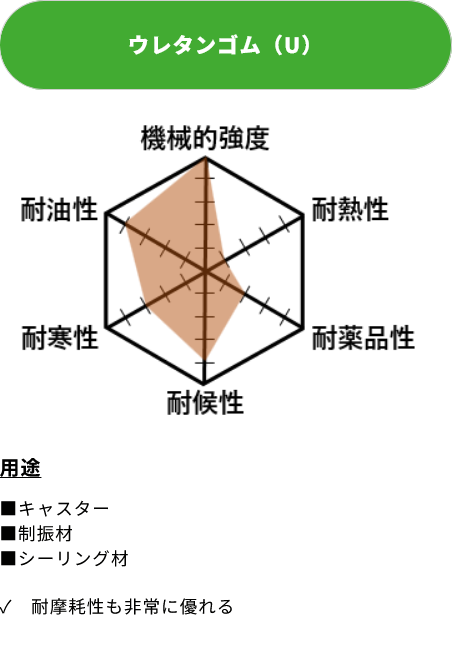
ウレタンゴム(PUR、U)とは?素材特徴と違い比較|強度・耐摩耗性から見る製品用途とメリット
【ウレタンゴムの歴史と開発背景】
ウレタンゴム(PUR)は、1940年代にドイツのバイエル社によって開発された合成ゴムです。高い機械的強度と優れた耐摩耗性を持つ材料として、工業用部品や機械部品向けに開発されました。当初は軍需用途で使用され、その後、民生用途へと展開されていきました。
【化学構造と特性】
ウレタンゴムは、ジイソシアネートとポリオールの重付加反応により生成される高分子化合物です。分子中のウレタン結合(-NH-COO-)が特徴的で、この構造により高い機械的強度が実現されています。原料の選択により、硬度や物性を広範囲に調整することが可能です。
【製造方法】
主な製造工程:
1. プレポリマー合成
- ジイソシアネートとポリオールの反応
2. 架橋剤との反応
3. 成形加工
4. 後処理(必要に応じて)
5. 品質検査
【グレードと規格】
硬度による分類:
- 軟質タイプ(Shore A 30-70)
- 中硬度タイプ(Shore A 70-95)
- 硬質タイプ(Shore D 40-75)
原料系による分類:
- エーテル系
- エステル系
- カーボネート系
【ウレタンゴム (PUR、U)の物性】
▶主な特徴:
力学的強度・耐摩耗性が特にすぐれている。
機械的強度:5
耐熱性:1
耐薬品性:2
耐候性:4
耐寒性:3
耐油性:4
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.00-1.30
▶機械特性
可能なJIS硬さ範囲 : 10-100
引張強さ : 200-450 kg/cm²
伸び : 300-800%
反発弾性 : ◎
引裂き強さ : ◎
圧縮永久歪 : ◎
耐摩耗性 : ◎
耐屈曲亀裂性: ◎
▶物理的特性
耐熱性(最高使用温度): 80℃
耐寒性(ぜい化温度): -30~-60℃
耐老化性 : ○
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : △~×
ガス透過性: 2cc・cm/cm²・sec・atm
耐放射線性: ○
▶電気特性
体積抵抗 : 10^9~10^12Ω/cm、25℃
破壊電圧 : -V/mil,短時間
誘電率 : - 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ◎
ベンゼン・トルエン: △~×
トリクレン: ×
アルコール: △
エーテル: ×
ケトン(MEK): ×
酢酸エチル: △
水: △
有機酸: ×
高濃度無機酸: ×
低濃度無機酸: △
高濃度アルカリ: ×
低濃度アルカリ: ×
▶主な用途
キャスター、制振材、シーリング材、工業用ロール、ソリッドタイヤ、ベルト、高圧パッキン、カップリング、タイパットなどの強力な力のかかるもの
【劣化の原因と防止策】
主な劣化要因
- 加水分解:水分との接触による分解
- 熱劣化:高温環境での使用
- 光劣化:紫外線による劣化
- 機械的劣化:過度な応力による疲労
防止策
1. 適切な原料系の選択
2. 防水処理・表面処理
3. 使用環境に応じた配合設計
4. 定期的な点検と交換
【特殊グレードと開発動向】
1. 耐熱性向上グレード
2. 耐加水分解性グレード
3. 導電性グレード
4. 難燃性グレード
【応用技術とイノベーション】
- マイクロセルラー化技術
- 複合化技術
- 表面改質技術
- 成形加工技術の革新
【用途別要求特性】
1. 工業用ロール
- 高い耐摩耗性
- 優れた機械的強度
- 寸法安定性
2. 高圧パッキン
- シール性
- 耐圧性
- 耐久性
3. キャスター
- 耐摩耗性
- 低反発性
- 静音性
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174

「公共交通向け自動運転制御装置ケース | 手書き図面の3DCAD化からアルミ製缶製造まで」
お客様の手書き図面をお預かりし、自動運転制御装置ケースの3DCAD化から製造までをワンストップで承ります。高品質なアルミ製缶品を、ご要望に沿って確実に形にいたします。
40年の製造実績を持つ当社では、お客様の手書き図面をソリッドワークスで3DCADデータ化。これにより製品の視覚化と詳細な検討が可能となり、製造段階での精度向上とコスト最適化を実現します。
自動車T1メーカーへの納入実績があり、品質管理体制も万全。製缶、マシニング、表面処理など、広島県内外の信頼できる協力工場とのネットワークを活かし、必要な部品調達から製造まで一貫して対応いたします。
中国・四国地方を中心に、関西圏までスピーディーな対応が可能です。手書き図面からの製品化でお困りの際は、豊富な実績を持つ当社にぜひご相談ください。
↓ご相談・お見積もり依頼は以下から。お気軽にご連絡ください。↓
https://ja.nc-net.or.jp/company/105369/inquiry/
T.Kクリエーション 児玉鉄矢
〒739-0323 広島県 広島市安芸区中野東6-10-5-13
TEL:082-909-2337(※外出が多い為、ケータイへもご連絡ください。090-4101-8632)
FAX:082-553-0058
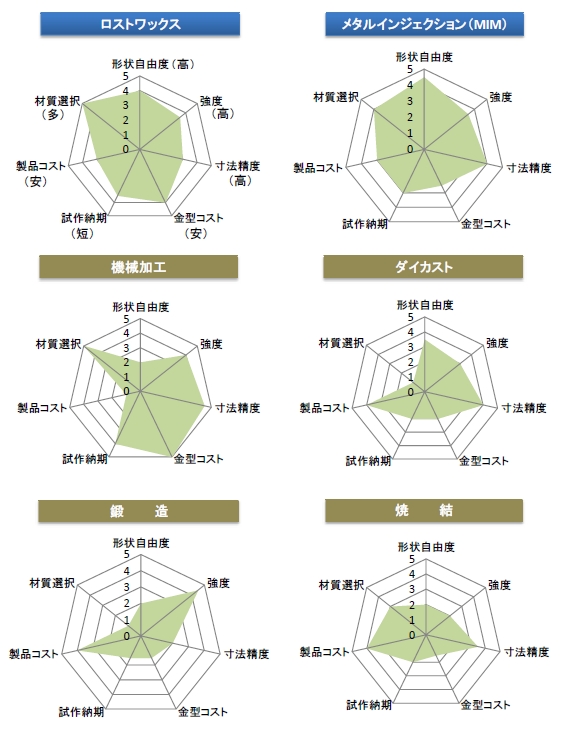
こちらのグラフは緑色の面積が大きい程優れているというグラフです。
機械加工
メリット:鋼材から削り出すことから強度が望めて精度があり、金型が不要なので納期が早い。
デメリット:刃物が通る形状に制限され、複雑形状は単価が高くなる。
ダイカスト
メリット:形状の自由度が比較的あり、金型に直接圧力をかけて鋳込むことから精度と強度が期待できる、製品コストが安価。
デメリット:金型が摩耗したら造り替える必要があり、金型費が高価。パーティングラインにバリがでる。材質の選択肢が主に亜鉛とアルミになる。
鍛 造
メリット:プレスで部品形状を打出すので強度があり製品コストも安価。
デメリット:金型の摩耗があるため定期的に造り替える必要があり、複数の金型が必要なので金型費が高価になる。複雑形状に向いていない。
焼 結
メリット:寸法精度があり製品コストが安価。
デメリット:金型が高価で形状に制限がある。密度が低いため強度部品に向いていない。
ロストワックス、メタルインジェクション(Mim)は他製法と比較し形状の自由度や材質選択肢が一番高いことが特徴で、トータル的にバランス良くメリットを出している製法と言えます。
極小部品、複雑に入り組んだ形状部品、超硬材等は機械加工で生産しにくいところがありますが、弊社のロスト・Mim製法では殆どの形状と材質を網羅していますので、もしお困りの際にはご検討下さい。(FF)

【高精度な羽根を量産できます】
ロストワックスはファン形状も得意!特殊なワックスを用いて形状を精度良く保持し、機械加工レスで高精度な羽根を形づくります。
【機能の一体化】
ボス形状など、組立て、溶接無しで機能としてパーツに組み込むことが可能となります。
【肌も自慢】
鋳肌はとても滑らかで材質によりRa算術平均粗さでおよそ3.2a~25aを狙うことが可能です。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。
金型を使用しますので溶接品などはロストワックスでまとめて一体化でき、さまざまなご提案が可能となります!!
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

製品重量:100g~4,000㎏にわたる多種多様な鋳物部品の製造販売。湯流れ及び凝固シュミレーションを用いた不具合発生予測にもとづいた安定品質の実現。様々な顧客要求に対応可能な商品開発力。
ミーハナイト・メタルとは、ミーハナイト法によって製造される種々の鋳鉄をいう。
ミーハナイト法は、鋳鉄中の黒鉛分布および基地組織をコントロールするための、いくつかのノウハウに基づいている。まず第一に、材質に応じた化学成分に基づくチル値と黒鉛核の量で決まる過冷度をもつ元湯を作り、これに接種を行うことにある。
このためには、極めて慎重な原材料の選択、細心の注意を払った操作、そ れに鋳鉄の鋳造上の特性を見極める十分な知識が必要である。
ミーハナイト法は、溶解・材質管理に止まらず、鋳造方案に関する技法をはじめ、 鋳物製造全般に対し総合的に体系化された技術を駆使するものである。
従来のいわゆる「勘」に頼るやり方を排することによって、信頼性の高い製品を得ることを目的としている。
耐熱用タイプ-Hタイプ
一般工業用タイプも耐熱性はかなり優れているが、耐熱タイプのミーハナイト・メタルは広範囲の高温使用条件に特に適合するように作られたものである。
このシリーズは、用途によって次のように区分しているが、それぞれの組織に応じた特性をもっている。
UCは共晶黒鉛をもつタイプであり、熱影響による内部酸化に対して良好な耐久性を持っている。また、機械加工面の緻密度に富んでいる。
CV黒鉛タイプのFC275,PC400は、片状黒鉛鋳鉄と球状黒鉛鋳鉄の中間的な性質を示す。適度な強さ、靭性、熱伝導率、および耐熱衝撃性の組み合わせが得られ、表面ひび割れが起こりにくい。基地組織により2種に区分している。

材料調達から各種溶接・機械加工・組立までの一貫生産を行っております。
特に製缶物の機械加工を得意としています。
機械加工は、旋盤・フライス・研磨(サイズ限定)・キー加工等幅広く行っております。
協力工場も多く大物加工にも対応出来ます。

CAC703(旧JIS:ALBC3)とは
ものづくりコンシェルジュの平岡工業(https://hiraoka-sales.com/)が
材質特性について、成分や用途も詳しく紹介させていただきます。
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
・CAC703(旧JIS:ALBC3)の主な特性
銅合金鋳物の中のアルミニウム青銅鋳物3種
(Aluminum Bronze Castings)です。
アルミが8.5~10.5%添加されています。
耐摩耗性が良く強度に優れます。
耐食性(海水などの腐食環境でも使用)に富み、伸びのある材料です。
大型鋳物に適し、引張強さが特に大きいです。
・CAC703(旧JIS:ALBC3)の主な用途
大型推進機器の船舶用プロペラ、羽根車、ポンプ部品、バルブ、歯車類、
ステンレス鋼用軸受、高面圧の軸受、圧延機部品、ナット、
化学工業用機械部品、食品加工用機械部品など。
・CAC703(旧JIS:ALBC3)の材質特性
硬 度:HBW 150 (10/3000)以上
引張強さ:590 N/mm2以上
耐 力:245 N/mm2以上
伸 び:15 %以上
・CAC703(旧JIS:ALBC3)Cu−Al−Fe−Ni−Mn系の化学成分(%)
主要成分
銅 Cu :78.0~85.0
アルミニウム Al :8.5~10.5
鉄 Fe :3.0~6.0
ニッケル Ni :3.0~6.0
マンガン Mn :0.1~1.5
残余成分
Sn:0.1
Pb:0.1
Zn:0.5
・CAC703(ALBC3)以外の、アルミニウム青銅の種類
C6161(ABB-1)、C6191(ABB-2)、C6241(ABB-3)、C6300(AMS4640)
CAC701(ALBC1)、CAC702(ALBC2)、CAC704(ALBC4)
・アルミニウム青銅について
銅にアルミニウムを加えたCu-Al合金で、真鍮に似た薄いグリーンゴールド
の色合いを持ちます。高い強度と靭性を持ち、曲げにも強く、特に耐海水性
が高いため、船舶用プロペラに最適です。その優れた耐食性から、
耐化学部品や歯車、一般機械部品など、幅広い用途でも使用されています。
ものづくりコンシェルジュの平岡工業(https://hiraoka-sales.com/)では、
銅合金(銅鋳物、青銅鋳物、黄銅鋳物[真鍮]、リン青銅鋳物、鉛青銅鋳物、アルミニウム青銅鋳物、高力黄銅黄銅鋳物4種、シルジン青銅鋳物)等の材質に様々な加工方法で対応致します。
↓対応加工製品事例(一部抜粋)↓
■品名:工作機械・生産設備用の特殊形状のナット ■材質:CAC703(真鍮)
https://www.nc-net.or.jp/company/91713/product/detail/216712/
■品名:クランプピン ■材質:CAC703 ■加工法:マシニングセンタ / 旋盤
https://www.nc-net.or.jp/company/91713/product/detail/226472/
後部ガイド / CAC703 / アルミニウム青銅鋳物
https://www.nc-net.or.jp/company/91713/product/detail/183605/
CAC703 ジョイント 産業機械業界 高精度
https://www.nc-net.or.jp/company/91713/product/detail/80709/
CAC703 クランプピストン 穴公差 旋盤加工
https://www.nc-net.or.jp/company/91713/product/detail/85780/
CAC703 ストッパブロック マシニング加工 公差あり
https://www.nc-net.or.jp/company/91713/product/detail/81509/
CAC703 回転摺動用ニップル Ra12.5 M4タップ
https://www.nc-net.or.jp/company/91713/product/detail/81433/
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
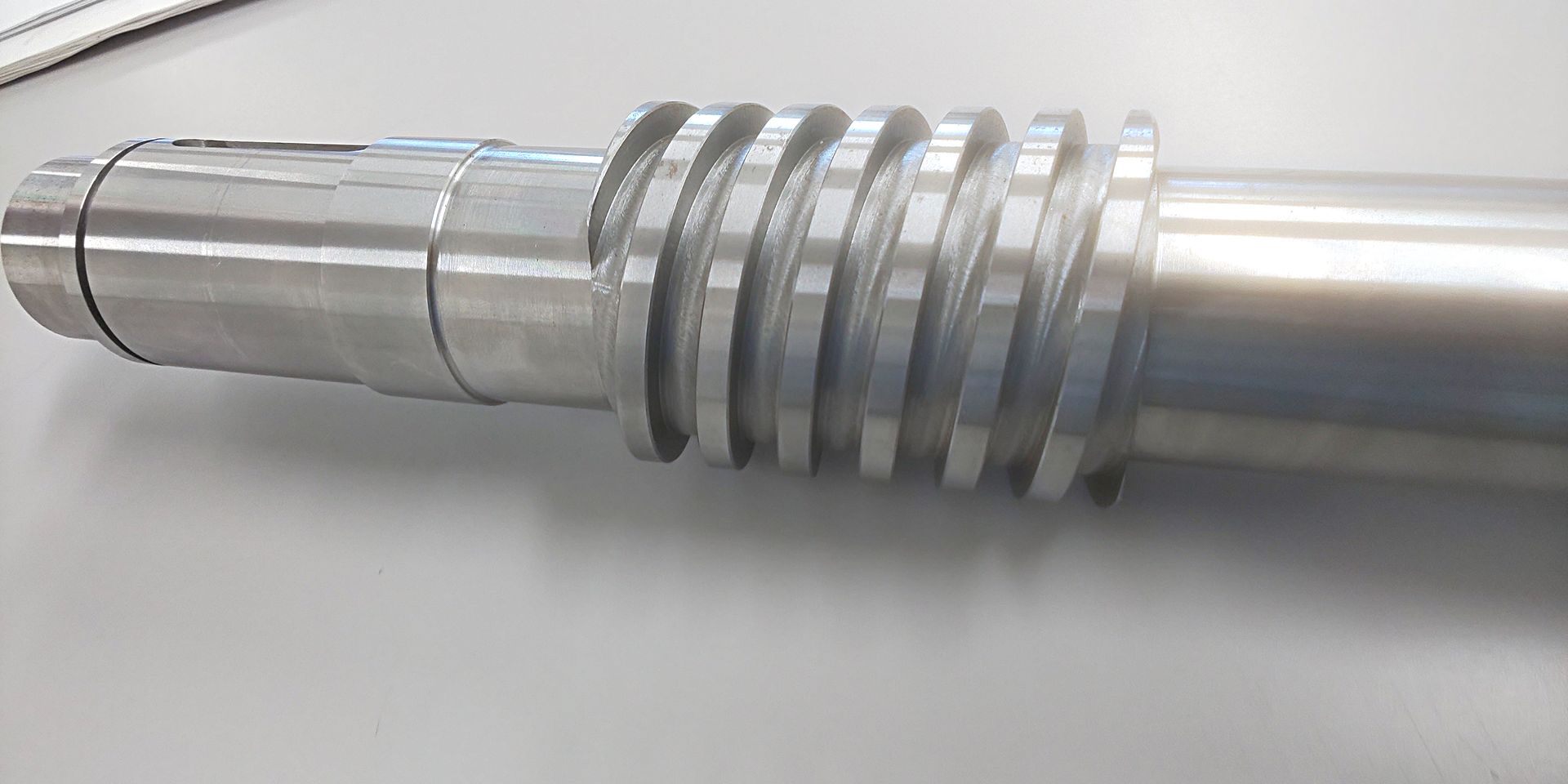
船舶部品のシャフトです。
複合旋盤のミーリング加工により外径キー溝と、螺旋形状を加工しております。
外径は円筒研磨で仕上げております。

船舶用品の部品です。
真鍮パイプを複合旋盤で加工し、側面に開口部を設けています。

大型船舶 プロペラシャフトライナー部品
素材形状 特殊鋼の反割加工品
サイズ Φ800
マシニング、縦型旋盤を使用し鍛造品の反割縫い合わせ仕上げ
業界:大型船舶業界 プロペラシャフト軸受関係
材質:クロム鋼
サイズ:Φ800
(対応可能サイズ:L)
精度 mm~/mm
加工方法:旋盤、横型マシニングセンタ
個数:〜10個
大型船舶用ディーゼルエンジン部品のシリンダライナの半割れ加工です。
シリンダライナとは、船舶のエンジンブロックにはめ込まれる円筒であり、
エンジンの内部を構成する重要機能部品の一つです。
日本ではシリンダライナ(Cylinder Liner)と呼ばれる場合が多いですが、
シリンダスリーブ(Cylinder Sleeve)と呼ぶ国(会社)もあります。
船舶用シリンダライナはエンジンに関わる重要な部品であり、
「船の心臓」とも言える部品です。
高い強度と耐摩耗性能が求められる材質を利用する為、
加工方法も高度な技術が求められます。
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
スプリットライナー 船舶 ディーゼルエンジン部品 半割れ加工 クロム鋼
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

バッテリー組込型
ニーズに応じて各サイズ柔軟に対応できます。
標準化によるコストパフォーマンスにも自信があります。
各船級に対応致します。

船舶の顔となるブリッジに設置されるからこそ、
使用機器やニーズに応じて
色からデザイン、省スペースなど
使用する部品一つ一つから拘ってお客様の要求にお答え致します。
今回の記事では操舵室集合盤を紹介していきます。
✨灯具のスイッチ等、まとめて操舵室で管理したいと思いましたら
こちらの製品がおすすめです✨
この製品では航海表示盤や照明の入切制御、火災報知器等
多様な機器を装備し、この一台で様々な管理を行うことができます👀
ちなみに写真では確認できませんが、分電もこの中に組み込んじゃってます😲
・・・その他製品記事
LED航海灯表示盤(横型)
https://www.nc-net.or.jp/company/93391/product/detail/135429/
LED航海灯表示盤(縦型)
https://www.nc-net.or.jp/company/93391/product/detail/146674/
信号灯操作盤
https://www.nc-net.or.jp/company/93391/product/detail/138217/
-----------------------------------------------------------------------------------------
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます🏃💨
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
E-mail:
HP:http://www.sankodenki.com/

使用用途に応じ自由に設計致します。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

・寸法
高さ:400~1500mmまで各100mmごとに製作可能
幅:420mm
奥行:145mm
・特徴
表面型
高さ:400~1500mmまで各100mmごとで製作可能ですので
ニーズに合わせ分電盤を製作できます。
船舶用に振動対策を施し製作しております。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

・寸法
高さ:500~1500mmまで各100mmごとに製作可能
幅:420mm
奥行:210mm
・特徴
表面型
奥行が大きいため照明分電盤では装備できない
付属品や大きなブレーカーを装備できます。
高さ:500~1500mmまで各100mmごとで製作可能ですので
ニーズに合わせた分電盤を製作できます。
船舶用で製作しておりますので振動対策しております。
=====他にも下記分電盤があります==============
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~照明用分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/125804/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

蓄電池の内圧を上げる事無く、常に安全な状態で
使用可能となっております。
タッチ方式の操作パネルの為、より安全で正確に蓄電池を
管理する事が出来ます。
なお、弊社では浮動充電、均等充電、手動充電等、柔軟に対応します。
蓄電池充放電盤について詳しくは下記URLにて記載しております。
https://www.nc-net.or.jp/company/93391/product/detail/134762/
****他の蓄電池充放電盤の詳細はこちらです****
・シールド蓄電池充電用制御装置
https://www.nc-net.or.jp/company/93391/product/detail/137880/
・蓄電池充放電盤(手動充電付)
https://www.nc-net.or.jp/company/93391/product/detail/149142/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
モーターを回す為に電源の入り切りする為の機器を
小さく一つにまとめております。
操作の為のスイッチや状態表示のランプ、
ブレーカーと電磁接触器が付いております。
なお、弊社では直入れ方式、スターデルタ始動、
インバータ始動方式等の始動器を製作しております。
始動機について詳しくは下記URLにて記載しております。
https://www.nc-net.or.jp/company/93391/product/detail/131912/
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
標準品はコンパクト設計で端子は
『差込型』・『締付型』の2種類があります。
ご要望に応じてオーダーメイドも製作致します。
。。.。・.。+各製品の詳細は下記URLをご覧ください+。。.。・.。
≪接続箱 ~差込型~≫
https://www.nc-net.or.jp/company/93391/product/detail/135070/
≪接続箱 ~締付型~≫
https://www.nc-net.or.jp/company/93391/product/detail/135068/
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

船が停泊中に陸上電源を受電するために、
遮断器・険相装置などを備えています。
ご要望に応じて設計製作致します。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

・寸法
高さ:700~1500mmまで各100mmごとに製作可能
幅:620mm
奥行:210mm
・特徴
表面型
動力用分電盤(単列)より幅が大きいためブレーカーを二列で配置でき
多くのブレーカーを装備できます。
高さ:700~1500mmまで各100mmごとで製作可能ですので
ニーズに合わせた分電盤を製作できます。
船舶用で製作しておりますので振動対策しております。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~照明用分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/125804/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

標準では、分電盤の化粧板(ブレーカー保護板)は取り外し式となっておりますが、取り付けをヒンジにすることで取り外すことなくメンテナンスすることができます。
また、ローレット留めとすることで工具を使用せず開閉が可能となります。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

押し釦箱の製作もしております。
お客様のご要望に応じて、オーダーメイドで
設計·製作をしております。
三工電機は60年以上の歴史があり、実績と信頼があります♪
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

船内各所にあるポンプやファン等を運転する為に
多数始動器が配置されています。
モーターを回す際、大きな始動電流が流れる為
始動電流を抑制して運転する方式が幾つかあります。
・直入れ方式・・・電源をそのまま入れる方式
・スターデルタ始動・・・始動電流を1/3に 抑える方式
・インバーター始動方式・・・インバーターと呼ばれる装置を使用する方式
****始動機の詳細はこちらをご覧下さい****
https://www.nc-net.or.jp/company/93391/product/detail/126324/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

交流電源を直流に変換し蓄電池を充電すると同時に
通信機器や警報装置等に直流電源を供給します。
充電方式は浮動充電、均等充電、手動充電等があります。
・浮動充電・・・整流器に対して負荷と蓄電池を並列に接続し、
一定電圧を連続的に印加して負荷を運転させつつ、
蓄電池を充電する方式
・均等充電・・・長時間使用に伴う単電池の電流のばらつきを補正し、
均一化する方式
・手動充電・・・その都度つまみで充電電圧を手動で調整する方式
各製品の詳細は下記URLからご覧下さい。
蓄電池充放電盤
https://www.nc-net.or.jp/company/93391/product/detail/126158/
シールド蓄電池充電用制御装置
https://www.nc-net.or.jp/company/93391/product/detail/137880/
蓄電池充放電盤(手動充電付)
https://www.nc-net.or.jp/company/93391/product/detail/149142/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

振動対策 ~高耐久な #分電盤 の振動対策!舶用技術で課題を解決~
(以下、広島弁もお楽しみください)
私たちの身の回りには、実は「振動」があふれとります。
✔ 振動で盤内部のネジが緩んで、接触不良を…
✔ 扉がガタガタ鳴って、お客様からクレームが入った…
✔ 微細な振動が積み重なって、精密機器が誤作動を…
「たかが振動」、放置しとくと製品の寿命を縮め、大きな事故に繋がりかねんのです。
じゃけど、ご安心ください。そのお悩み、わしら「振動のプロ」が、ええ感じに解決しますけぇ!
──────────────────────────
【 私たちが「振動」に強い、たった一つの理由 】
──────────────────────────
なぜ、わしらが振動対策に自信があるんか?
それは、わしらが創業から60年以上、ずっと「海の上」という、地球上で最も過酷な振動環境の一つで戦ってきた舶用電気機器メーカーじゃけぇです。
船というのは、24時間365日、エンジンの振動と波の揺れにさらされとります。
そんな場所で「ネジが緩みました」「扉がガタつきます」なんて話は、まったく通用せんのです。
そんな厳しい世界で培ったノウハウが、私たちの作るすべての製品に、標準で組み込まれとるんよ。
例えば、今回のテーマでもある、こんな細やかな対策。
☆ 扉のガタつきを防ぐ《クッションゴム》
盤の扉が本体と接触して「カタカタ」鳴ったり、塗装が剥げたりするの、気になりますよね。
私たちは、筐体の設計に合わせて最適な硬度と形状のクッションゴムを選定・配置することで、こうした微細な振動や衝撃を吸収し、不快な異音や傷の発生を未然に防ぎます。
「そんなん、当たり前じゃん」と思われるかもしれません。
じゃけど、この「当たり前」を、どんな環境でも確実に機能させるための知見が、私たちの財産なんですわ。
──────────────────────────
【 クッションゴムだけじゃない!三工電機流、総合振動対策 】
───────────────────
クッションゴムは、数ある対策のほんの入口に過ぎません。
私たちは、盤全体を一つのシステムとして捉え、総合的な振動対策を施します。
● 対策1:そもそも揺れに強い《筐体の構造設計》
⇒ まず、箱自体が頑丈じゃなきゃ話にならんのです。私たちは、NCターレットパンプレスやプレスブレーキといった自社設備を駆使し、フレーム構造や補強リブの追加など、設置環境に応じた最適な剛性設計を行います。設計から板金加工まで一貫してやるけぇ、ミリ単位でこだわった、びくともせん箱が作れるんよ。
● 対策2:緩ませない・断線させない《部品の選定と固定》
⇒ 筐体の中も、もちろん徹底的に対策します。耐振性の高い機器を選定するのはもちろん、ネジには緩み止めを施し、配線一本一本も結束バンドや配線ダクトで確実に固定。輸送中や使用中の振動で、部品が外れたり線が切れたりするような、情けない仕事は絶対にしとうないんです。
これらの対策は、すべて《設計から製造までの一貫生産体制》があるからこそ実現できる、私たちの強みです。
──────────────────────────
【 その実力を、あなたの目で確かめてください! 】
──────────────────────────
ここまで読んでいただき、ありがとうございます!
「うちの製品も、もっと耐久性を上げたい…」
「三工電機のことを、もっと知りたい!」
そう思っていただけたら、ぜひ、私たちのノウハウが詰まった資料をダウンロードしてみてください。
下記URLから、簡単な入力ですぐにご覧いただけます。
⇒ https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
皆様の製品が、どんな環境でも安心して長く使われるために。
わしらの技術、ぜひ使ってみんさい!ご連絡、心からお待ちしております。
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0-823-33-3501
コーポレートサイトURL: http://www.sankodenki.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93391/inquiry/input/
ケーブルの接続・分岐に使用する締付型端子台は
ネジ導体を直接締付、比較的大きな電流が流れる場合に使用します。
≪接続箱 ~差込型~≫
https://www.nc-net.or.jp/company/93391/product/detail/135070/
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/


