
ケーブルの接続・分岐に使用する差込型端子台は
ケーブルの接続が簡単で締付型端子台に比べ、
限られたスペースに多くの端子台の取付が可能です。
小電流の場合に使用することが多いです。
≪接続箱 ~締付型~ ≫
https://www.nc-net.or.jp/company/93391/product/detail/135068/
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

今回紹介しますのは分電盤に付属品として装備する
<アースモニター>について記載します。
アースモニターを装備する場合は、
奥行が必要なため動力用分電盤型になります。
(↓動力用分電盤についてはこちら↓)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
アースモニターを装備する際に付属品として
<アースランプ>や<切替スイッチ>などを一緒に取付ける場合があります。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
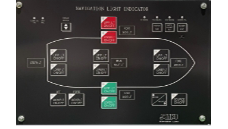
今回の記事では弊社オリジナル製品の航海灯表示板を紹介していきます。
見た目はブラック調でクールな仕上がりになっており、
質感も十分に満足頂けると思います😎
✨押しボタンスイッチを採用しておりますので凸がなく盤との一体感があります✨
・機能面の特徴
搭載されておりますLEDランプはディマーによって消灯を含めて9段階と、
状況によって切り替えることができます。
ワンタッチで航海灯/停泊灯の切り替えできます。
停泊灯から航海灯に切り替えた際、前の航海灯の点灯状態が記憶されております。
再度航海灯を点灯させる手間を省けますね👍
玉切れ警報や玉切れ時の自動切換えも備えております。
全て紹介すると長くなりますので💦
他にも気になりましたらリンクからHPをチェックしてみてください!
。。。
記事を見つけて頂きありがとうございました、他にも色々な製品を
紹介しておりますのでチェックしてみて下さい!
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

港での操船時など、船と岸壁の位置を
確認しながらに操船する際に
扱う製品になっております。
船橋の両端に取り付けられている為、
防水対策を施しています。
ECDISコンソールの詳細はこちらご覧ください。
https://www.nc-net.or.jp/company/93391/product/detail/148463/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

皆様、お仕事お疲れ様です!広島県呉市の三工電機、営業担当です。
皆さんは、防水型と防滴型の分電盤の違いをご存知でしょうか?
「うちは防滴型の盤を使っとるけぇ大丈夫」…本当にそうでしょうか?
実は、その「防滴」という言葉が、思わぬ落とし穴かもしれんのです。
──────────────────────────
【 「防滴」と「防水」は、ぶち違うんよ! 】
──────────────────────────
皆様、「防滴」と「防水」、似とるようで、その性能は全く違うということをご存知ですか?
・【防滴型】⇒ 主に「上から落ちてくる水滴」を防ぐもの。小雨程度なら大丈夫ですが、横殴りの雨や、下からの跳ね水には弱いんです。
・【防水型】⇒ あらゆる方向からの水の直接噴流に耐えられる、防滴型とは段違いの性能を指します。(※保護等級IP56などの基準があります)
わしらが今回ご紹介するのは、後者の、本物の《防水分電盤》です。
ゲリラ豪雨が直撃しようが、高圧洗浄機で水をかけられようが、ビクともせん。
そんな、皆様の設備を「安心・安全」に守り抜くための分電盤です。
なぜ、わしらがそんなタフな製品を作れるんか?
それは、わしらのメインの商品が「海の上」じゃけぇです。
=====他にもこのような分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~照明用分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/125804/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
──────────────────────────
【 海で鍛えた本物の防水技術、全国にお届けします! 】
───────────────────
わしら三工電機は、創業から60年以上、広島県呉市で《舶用分電盤》を作り続けてきました。
船の上というのは、ただ雨が降るだけじゃない。常に360度から波しぶきを浴び、腐食性の高い潮風にさらされる、地球上で最も過酷な環境の一つです。
そんな場所で培った《耐水 分電盤》づくりのノウハウが、私たちの作る製品に活かされとります。
★ お客様の環境に合わせた《カスタムオーダー》
⇒ わしらの真骨頂は、お客様の「困った」に合わせた《防水分電盤 カスタムオーダー》です。
・「とにかく錆びさせたくない」⇒ 筐体を《ステンレス製 防水ボックス》で製作します。
・「厳しい規格をクリアしたい」⇒ 《舶用 分電盤 IP56》など、ご指定の保護等級に準拠した設計をします。
・「コストも重要」⇒ 《樹脂製 防水分電盤》など、ご予算に応じた材質の提案も可能です。
どんな《防水 電気ボックス 特注》でも、まずは相談してみてください!
★ 設計から製造まで《一貫生産》
⇒ 設計、板金、塗装、組立の全てを自社工場で行っとります。じゃけぇ、筐体の溶接の仕方一つ、パッキンの選定一つにも、防水性能を最大限に高めるためのこだわりを詰め込めるんです。
★ 安心の《全国対応》
⇒ 広島の会社ですが、日本全国の造船所やメーカー様とお取引しとります。《船舶用 分電盤 全国対応》はお手の物。遠方のお客様でも、安心してご依頼ください。最高の《防水盤 メーカー》として、責任を持って《全国対応》いたします。
──────────────────────────
【 その実力を、あなたの目で確かめてください! 】
──────────────────────────
ここまで読んでいただき、ありがとうございます!
私たちの防水へのこだわり、少しは伝わりましたでしょうか?
「もっと具体的な事例が見てみたい!」
「うちの工場の環境に合うか、相談してみたい!」
そう思っていただけたら、ぜひ、私たちの技術と実績が詰まった資料をダウンロードしてみてください。
下記URLから、簡単な入力ですぐにご覧いただけます。
⇒ https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
☆ 資料でわかること ☆
この資料を、皆様の会社の設備保守担当や安全管理のキーマンの方に見せてもらえれば、「うちの《分電盤 交換 防水 仕様》を検討しよう」と、具体的な改善に繋がること間違いなしです!
皆様の大切な設備を、水害や塩害から守るお手伝いができる日を、心から楽しみにしております!
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0823-33-3501
コーポレートサイトURL: http://www.sankodenki.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93391/inquiry/input/

操舵装置の異常時に警報を出すための装置です。
操舵機2台分の警報盤を1SETにして、
表示灯はすべてLEDを使用しています。
フリッカー機能にクリスタルを採用して小型化しました。
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com

シールド型蓄電池の充電管理を行う装置です。
充電方法と充電時間をタッチパネルで選択すると
マイクロコンピューターによる完全充電を行います。
蓄電池の温度を計測し最適な充電電圧を自動的に出力します。
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

配電盤や給電盤から電力を受けて分岐し、
冷凍コンテナに電源を供給するためのものです。
ブレーカーだけを装備したものから、表示灯や計器・監視装置などを
組み込んだものなど要求に応じ柔軟に対応します。
****他の分電盤の詳細はこちらです****
・動力用分電盤(単列)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
・動力用分電盤(並列)
https://www.nc-net.or.jp/company/93391/product/detail/126417/
・防水型分電盤
https://www.nc-net.or.jp/company/93391/product/detail/137284/
・照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

今回紹介するのは信号灯操作盤です。
お伝えしたいことは航海灯表示盤と同じなので詳しくは
航海灯操作盤をチェックしてください😲
ですが、ここでもお伝えしたいことは
『見た目はブラック調でクールな仕上がりになっており、
質感も十分に満足頂けると思います😎』です!
本当にクールで盤との一体感があります。
。。。
記事を見つけて頂きありがとうございました、他にも色々な製品を
紹介しておりますのでチェックしてみて下さい!
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

分電盤の特徴①
コーミングが取外しが可能
これにより電線が多い場合でも
標準箱サイズでコーミングの変更のみで製作することが可能です。
また、急な変更で電線が増えたとしてもすぐに対応できます。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

箱サイズ
動力用分電盤
https://ja.nc-net.or.jp/company/93391/product/detail/126033/
特徴
扉にコンセントを装備しているため扉の開閉をせずコンセントを利用可能です。
コンセントに防滴プレートを取付けているためプレートを閉じていれば
IP22を保てます。
画像では扉面にコンセントを取り付けておりますが側面等にも取り付け可能です。
また、コンセントの種類や色も変更可能ですので
お気軽にご連絡お待ちしております。<(_ _)>
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

船舶の安全航行を支える主配電盤。
発電機盤・給電盤から構成され、発電機から受けた電力を船内の設備へ安全に分配するシステムです。
✔自動同期投入—発電機の切り替えをスムーズに実施
✔停電時の発電機切替—異常時も電力供給を維持
✔負荷分担制御—最適な電力管理を自動で実行
操舵室から完全自動運転を実施し、船舶の安定した運用を実現。
長年の運用実績に裏付けられた信頼性の高い制御システムで構築されています。
標準からハイスペック仕様まで、用途に応じた柔軟な設計が可能です。
船舶の電力システムに高い安定性と制御性を求めるなら、ぜひご相談ください!
・一貫生産
・オーダーメイド&短納期
・コスト削減
・アフターサービス
船舶用電気機器メーカー「三工電機株式会社」は、
自社一貫生産体制を活かし、
高品質・短納期・コスト競争力を兼ね備えた製品で
お客様のニーズにお応えします。
これからも、世界の海へ安全と信頼をお届けして参ります。
http://www.sankodenki.com/
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
SANKO ELECTRIC CO,LTD.
今回の記事では弊社オリジナル製品の航海灯表示板を紹介していきます。
見た目はブラック調でクールな仕上がりになっており、
質感も十分に満足頂けると思います😎
✨押しボタンスイッチを採用しておりますので凸がなく盤との一体感があります✨
・機能面の特徴
搭載されておりますLEDランプはディマーによって消灯を含めて9段階と、
状況によって切り替えることができます。
ワンタッチで航海灯/停泊灯の切り替えできます。
停泊灯から航海灯に切り替えた際、前の航海灯の点灯状態が記憶されております。
再度航海灯を点灯させる手間を省けますね👍
玉切れ警報や玉切れ時の自動切換えも備えております。
横型の航海灯表示盤もラインナップしております!
https://www.nc-net.or.jp/company/93391/product/detail/135429/
全て紹介すると長くなりますので💦
他にも気になりましたらリンクからHPをチェックしてみてください!
・・・その他製品記事
信号灯操作盤
https://www.nc-net.or.jp/company/93391/product/detail/138217/
操舵室集合盤
https://www.nc-net.or.jp/company/93391/product/detail/99060/
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

エンジン用電子制御装置に絶縁された直流電源を供給するものです。
船内の停電時には蓄電池から電源を供給し電子制御エンジンへの電源供給を行います。
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
船舶の運航に必要な海図を
電子化した電子海図表示システム
(ECDIS)を組み込んだ操作卓です。
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
・箱サイズ
照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・特徴
扉にスイッチを取り付けておりますので開閉をせずに
回路や電源の制御が可能です。
標準装備のスイッチは防滴スイッチを装備しておりますのでIP22を保てますが
取付けたいスイッチがありましたらお気軽にご連絡ください。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
・箱サイズ
照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・特徴
扉面に表示灯を取付けているため
電源供給が表示灯の点滅で簡単に確認できます。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

今回紹介するのは蓄電池充放電(手動充電付)です。
特徴
・浮動充電、均等充電、手動充電が可能
・充電方式の変更がワンタッチで分かりやすい🤔
・手動充電で任意の電圧に設定可能😲
本製品は任意で充電電圧を選択できますので、
ディマーで調整し、急速充電を可能としております。
蓄電池充放電盤とは
https://www.nc-net.or.jp/company/93391/product/detail/134762/
蓄電池充放電盤
https://www.nc-net.or.jp/company/93391/product/detail/126158/
シールド蓄電池充電用制御装置
https://www.nc-net.or.jp/company/93391/product/detail/137880/
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
今回紹介するのは、ルーバーです。
・ルーバーの役割
盤内で発生した熱を盤外に放出する。
盤の上下に取り付けることによって効率よく熱を放出することができます。
また、開口が下向きですので埃等の侵入を防ぐ形となっております。
他にも色々な製品を紹介しておりますので、チェックしてみてください!
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
・特徴
上下にコーミングが付いておりますので
電源側や負荷側に高低差がある場所の
配線がしやすいです。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
-----------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
箱サイズ
照明分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
動力用分電盤(単列)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
動力用分電盤(並列)
https://www.nc-net.or.jp/company/93391/product/detail/126417/
特徴
標準分電盤は左開きですが
右開きに変更出来ます。
右端に分電盤を設置した場合
左開きだと扉開閉が難しくなります。
そんな時に右開き分電盤を使用すれば
簡単に開閉ができます。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
各種製品の電線導入口を
ご希望に沿って製作致します。
電線が上部より挿入される場合は
上部にコーミングを配置致します。
。。.。・.。+その他コーミングは下記URLをご覧ください+。。.。・.。
≪上下コーミング≫
https://www.nc-net.or.jp/company/93391/product/detail/168723/
≪背面コーミング≫
https://www.nc-net.or.jp/company/93391/product/detail/173309/
+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+・+
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

#制御盤の筐体をカスタム!電線導入口の課題を解決します
► 制御盤の設計・施工に携わる皆様へ ◄
いつもお仕事、本当にお疲れ様です!三工電機の営業担当です。
盤の設計や現場での設置作業、スムーズに進んどりますか?
もしかして、こんな「あちゃー…」な経験、ありませんか?
✔ 設計通りに盤を据え付けたのに、ケーブルの導入口の位置が合わん…
✔ 現場での穴あけ加工、手間も時間もかかるし、切り粉の処理がぶち面倒じゃ…
✔ 標準品の筐体じゃと、どうしても配線がごちゃごちゃして美しくない
✔ 設置スペースの都合で、盤の裏側から配線せにゃいけんのに、ええ筐体がない
これ、現場の技術者の方からよう聞くお悩みなんです。せっかく中身の設計は完璧なのに、最後の「箱」の部分で苦労するの、ほんまにもったいないですよね。
そのお悩み、原因はハッキリしとります。それは「筐体」を標準品で妥協しとるから。
もう大丈夫!私たち三工電機が、その「箱」の悩みを根本から解決しますけぇ!
──────────────────────────
【 「電線の入口」まで、ミリ単位で指定できます! 】
──────────────────────────
皆様、「コーミング」ってご存知ですか?
簡単に言うと、制御盤や配電盤にケーブルを引き込むための「電線導入口」のことですわ。
実は私たち、このコーミングの位置やサイズを、お客様の《ご希望通りに完全オーダーメイドで製作》しとるんです。
「盤の裏側、この位置に穴が欲しいんじゃけど…」
「通すケーブルが〇本あるけぇ、このサイズの開口部にしてくれんか?」
お任せください!
電線を背面から引き込みたいなら、ご指定の位置に最適なサイズのコーミングを配置します。もちろん、上面、下面、側面だって自由自在。
なんでそんな細かいことができるんか?
それは、わしらが《設計から板金加工、塗装、組立までを全部自社でやる一貫生産体制》を持っとるけぇ。図面一枚で、皆様の理想の筐体をゼロから作り上げることができるんよ。
「標準品に穴を開ければええじゃん」って?
いやいや、全然違います。最初から設計に組み込んで製作するけぇ、仕上がりの美しさはもちろん、強度や防水・防塵性(IP性能)も段違い。なにより、現場での面倒な追加工が一切不要になるけぇ、トータルで見たら時間もコストも削減できるんですわ。
──────────────────────────
【 筐体づくりは、わしらの得意技です 】
──────────────────────────
電線導入口のカスタム対応は、私たちの筐体製作におけるほんの一例に過ぎません。
✔ その他コーミングはこちらもご覧ください
≪上コーミング≫
https://www.nc-net.or.jp/company/93391/product/detail/173307/
≪上下コーミング≫
https://www.nc-net.or.jp/company/93391/product/detail/168723/
★《一貫生産体制》だからできる、究極のカスタム対応
私たちの最大の強みは、設計、板金、塗装、組立、検査のすべてを自社工場で完結できること。じゃけぇ、筐体に関するありとあらゆるご要望に、柔軟かつスピーディーに対応できるんです。
● 材質・板厚も自由自在
→ 鉄、ステンレス、アルミなど、設置環境や用途に合わせて最適な材質をご提案します。板厚の指定ももちろんOK。
● 塗装へのこだわりもプロ級
→ 色の指定はもちろん、対候塗装、耐塩塗装、焼付塗装、粉体塗装に対応。実は塗装部門は専門会社として分社化しとるけぇ、品質は折り紙付きです。
● 内部機器に合わせた最適設計
→ 中に収める機器のレイアウトに合わせて、筐体の寸法、補強、扉の仕様(片開き、両開き、窓付きなど)まで、すべてを最適化して設計します。
こうした細やかな対応を支えとるのが、NCターレットパンチプレスやプレスブレーキといった最新の板金加工設備と、60年以上かけて培ってきた職人たちの技術。皆様の「こんなんできんか?」を形にするのが、私たちの喜びなんじゃけぇ。
──────────────────────────
【 まずは、私たちの実力を見てみんさい! 】
──────────────────────────
ここまで読んでいただいて、誠にありがとうございます。
「ほんまに、そんなに自由に作れるんか?」
「うちの会社の課題も解決できるかもしれん…」
そう感じていただけたら、ぜひ一度、私たちの技術力が詰まった資料をご覧ください。
下記URLからすぐにダウンロードできます。
⇒ [https://ja.nc-net.or.jp/company/93391/dl/catalog/187618](https://ja.nc-net.or.jp/company/93391/dl/catalog/187618)
☆ 資料でわかること ☆
この資料には、私たちがこれまでに手掛けてきた様々なカスタム筐体の事例や、設計から製造までの流れが詳しく載っとります。
皆様の社内の設計担当者さんや、現場の施工管理者さんと一緒に見てもらえれば、「これなら、うちの課題も解決できる!」と、きっと納得していただけるはず。
情報共有も簡単じゃけぇ、ぜひチームの業務効率化に役立ててください!
筐体一つで、設計の自由度も、現場の作業効率も、製品の完成度も、劇的に変わります。
そのお手伝いを、ぜひ私たちにさせてください。ご連絡、心からお待ちしとります!
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0823-33-3501
コーポレートサイトURL: [http://www.sankodenki.com/]
資料ダウンロードフォームURL:[https://ja.nc-net.or.jp/company/93391/dl/catalog/187618]
技術相談・見積依頼フォームURL:[https://ja.nc-net.or.jp/company/93391/inquiry/input/]

屋外 #制御盤 の防水対策!ケーブル貫通部の浸水を防ぎます
► 屋外や工場で使う機器の設計・管理をされとる皆様へ ◄
いつもお仕事、お疲れ様です!三工電機の営業担当です。
突然ですが、雨が降るたびに、工場の床を水洗いするたびに、こんな心配が頭をよぎりませんか?
以下、広島弁もお楽しみください。
✔ 屋外に設置しとる制御盤、中に水が浸入しとらんじゃろうか…
✔ 粉塵や油が、盤の中に入って故障の原因にならんか…
✔ ケーブルの根本がグラついて、いつか断線せんか心配じゃ…
その心配、ぶちよく分かります。
制御盤や中継ボックスは、いわば設備の「心臓部」。万が一、そこに水やホコリが浸入してしもうたら、漏電やショート、最悪の場合は生産ラインが止まるような大事故に繋がりかねません。
「うちは防水仕様の箱を使っとるけぇ大丈夫」…本当にそうでしょうか?
実は、防水筐体の性能を台無しにしてしまう、意外な弱点があるんです。
その弱点こそ、わしらが今回お話ししたい《ケーブルの貫通部》、つまり配線の引き込み口なんですわ。
──────────────────────────
【 防水のキモは「穴」の処理にあり!グランドは指定できます 】
──────────────────────────
どんなに頑丈で密閉性の高い筐体でも、ケーブルを通すためには、必ず「穴」を開ける必要がありますよね。そして、この「穴」の防水処理が不十分じゃと、そこから水や油、粉塵がどんどん浸入してきてしまうんです。
そこで登場するのが《ケーブルグランド》という部品です。
そしてここがポイントなんじゃけど、わしらはただ標準品を取り付けるだけじゃありません。
★ 防水又は防滴仕様の製品に対しては、電線導入にお客様が使いたいグランドをご指定することも可能なんです!
もし、「どのグランドがええか分からん…」という場合でも、ご安心ください。
★ グランドのサイズや材質(金属製、樹脂製など)についても、お客様のご希望や使用環境に沿って、私たちが最適なものを選定致します。
この《ケーブルグランド》は、ただの穴隠しじゃなく、重要な役割が3つもある、縁の下の力持ちなんよ。
● 役割1:徹底した防水・防塵・防油
⇒ ケーブルと筐体の隙間を寸分の狂いなく塞ぎ、水・油・粉塵の侵入をシャットアウト!これが《制御盤 防水対策》の基本中の基本です。
● 役割2:ケーブルをがっちり固定!
⇒ ケーブルをしっかり掴んで、振動や引っ張りによる緩みや抜けを防ぎます。《ケーブル 抜け防止 固定》の役割も担っとるんです。
● 役割3:機器全体の保護性能を維持!
⇒ この小さな部品一つで、筐体全体の防水・防塵性能を維持し、内部のデリケートな電気配線を守り、機器の安定した動作を保証します。
私たちが、このケーブルグランドの選定と取り付けに徹底的にこだわる理由。それは、波しぶきと常に戦う「船の上」で、この部分の重要性を骨の髄まで叩き込まれてきたからです。
──────────────────────────
【 舶用技術で陸上のあらゆる環境に対応します 】
──────────────────────────
三工電機は、創業以来60年以上、舶用電気機器の専門メーカーとして技術を磨いてきました。
その経験があるけぇこそ、陸上の厳しい環境、例えば《屋外》や《水の影響を受ける工場内》で求められる防水・防塵対策にも、絶対の自信があるんです。
わしらが提供するのは、単なる製品ではありません。お客様の課題を解決する《総合的なソリューション》です。
● 事例1:屋外設置の通信用中継ボックス
⇒ 紫外線や温度変化にも強い材質のケーブルグランドを選定。風雨に長期間さらされても劣化しない、《配線 保護 屋外》仕様でご提案します。まさに《屋外 制御盤 ケーブル引き込み》のノウハウが活かされとります。
● 事例2:食品工場の制御盤
⇒ 高圧洗浄にも耐えられる、高い防水性能(IP等級)を持つグランドを使用。油や薬品への耐性も考慮し、衛生的な環境を守ります。これは《工場 配線 防水》の典型的な事例です。
● 事例3:粉塵の多い鋳造工場の盤
⇒ 微細な金属粉が侵入しないよう、防塵性能に特化したグランドを選定。内部機器を確実に保護し、安定稼働に貢献します。《工場 粉塵 対策 制御盤》ならお任せください。
こうした最適な部品選定と、それを活かす筐体設計・板金加工・組立技術。
すべてを自社で行う《一貫生産体制》があるからこそ、お客様のあらゆるご要望に、高いレベルでお応えできるんじゃと自負しとります。
──────────────────────────
【 百聞は一見に如かず。まずは資料をご覧ください! 】
──────────────────────────
ここまで読んでいただき、本当にありがとうございます!
私たちの防水・防塵対策へのこだわり、少しは伝わりましたでしょうか?
もし、「うちの設備の防水対策、一度見直してみたい」「もっと詳しい事例が知りたい」と感じていただけたら、ぜひ、私たちの技術力が詰まった資料をダウンロードしてみてください。
下記URLから、簡単な入力ですぐにご覧いただけます。
⇒ https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
☆ 資料でわかること ☆
この資料には、私たちが手掛けた様々な環境下での制御盤の事例や、防水・防塵設計のポイントが詳しく解説されとります。
この資料を、皆様の会社の設備管理者の方や、現場の安全担当者さんと共有すれば、「うちの工場のこの盤、大丈夫か?」と、具体的な改善の検討に繋がるはずです。
ぜひ、チーム全体の知識と意識を高めるためにご活用ください!
皆様の大切な設備を、水や粉塵から守るお手伝いができる日を、心から楽しみにしております!
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0823-33-3501
コーポレートサイトURL: http://www.sankodenki.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93391/inquiry/input/
今回紹介するのはA型仕切りです。
仕切りはブレーカー同士を区切り、
ブレーカーが焼損した際、別のブレーカーへの被害を抑える
役割があります。🔥
A型仕切りはB型仕切りと違い、完全に仕切りで区切られております。
非常用等完全に区切って被害を最大限抑えたい
そんな時はこちらを検討してください✨
B型仕切りは下記URLからチェックしてみてください!
https://www.nc-net.or.jp/company/93391/product/detail/173533/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

今回紹介するのはB型仕切りです。
仕切りはブレーカー同士を区切り、
ブレーカーが焼損した際、別のブレーカーへの被害を抑える
役割があります。🔥
B型仕切りはケーブルが配線できるように一部が切り取られております。
A型仕切りと違い完全には区切られておりません。😲
仕切りが欲しいけど分電盤を小さくしたい😭
そんな時はこちらを検討してください✨
A型仕切りは下記URLからチェックしてみてください!
https://www.nc-net.or.jp/company/93391/product/detail/173532/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

アマダ社製タレットパンチプレス「EM2510NT」は、最先端のNC制御と多彩な金型バリエーションにより、成形・穴あけ加工の新たな可能性を切り拓く一台です。
この機種は、バーリングやタッピングなどの成形加工から、複雑なアール形状や微細なスリットの高精度穴あけまで、多様なニーズにワンストップで対応。エンドレスフォーミングやエンドレスビード金型を活用した高速連続成形加工により、従来の加工時間を大幅に短縮し、量産から多品種少量生産まで柔軟に対応します。
さらに、パワーバキューム方式によるカス上がりレス加工や、高速ミクロジョイント・バラシ機能、高速マーキング機能など、後工程の効率化と製品品質の向上を同時に実現。
鉄・ステンレス・アルミなど幅広い素材・板厚に対応し、試作から量産まで生産現場のあらゆる課題を解決します。
EM2510NTは、三工電機の板金加工の現場にスピーディーかつ高精度な成形・穴あけ加工を省力化・自動化で貢献しています。

今回はエミダス上で紹介しております
分電盤を一つにまとめました。
・動力用分電盤(単列)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
・動力用分電盤(並列)
https://www.nc-net.or.jp/company/93391/product/detail/126417/
・照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・REFCON分電盤
https://www.nc-net.or.jp/company/93391/product/detail/138003/
・防水分電盤
https://www.nc-net.or.jp/company/93391/product/detail/137284/
・コンセント付き分電盤
https://www.nc-net.or.jp/company/93391/product/detail/143987/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
IP仕様とは
JIS C 0920:2003又はIEC60529に基づいて規定されている
電気製品の防塵・防水性能を記号で表したものです。
弊社製品でのIP仕様については下記になります。
IP22
・照明用分電盤
https://www.nc-net.or.jp/company/93391/product/detail/125804/
・動力用分電盤(単列)
https://www.nc-net.or.jp/company/93391/product/detail/126033/
・動力用分電盤(並列)
https://www.nc-net.or.jp/company/93391/product/detail/126417/
IP44
・防水型分電盤
https://www.nc-net.or.jp/company/93391/product/detail/137284/
IP66
現在登録準備中です。
弊社製品IP22~66まで対応できますので
お気軽にお問い合わせください。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

弊社の工場見学を開催!!🏭🏭
大切な地元の船主の方々が来社されました(`・ω・´)ゞ
流れ↓
・会社紹介
・製品、実績紹介
・工場見学
実際に製品に触れ、沢山の質問を頂き🤔🤔
製品に対して大変関心を寄せて頂けて、結果は大成功!!👏👏👏
工場見学のご依頼は下記よりご連絡ください!!🤙🤙🤙
いつでもお待ちしております!!
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
船舶用電気機器メーカー「三工電機株式会社」は、
これからも、世界の海へ安全と信頼をお届けして参ります。
http://www.sankodenki.com/
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
SANKO ELECTRIC CO,LTD.

~航海のためのメディカルコンフォートシートの提案~
「安全のために。メイド・イン・ジャパンへのこだわり」
BRIDEは愛知県に本社を置く日本を代表するモータースポーツ向けシートメーカです。
自動車向けシートで培われたノウハウにより航海中のクルーに掛かる負担の軽減。
人間工学に基づいたバックレスト形状や座面は
ほど良いホールド感と適切なポジションを保持し
船舶の横揺れや荒波の衝撃からくる筋肉や、腰椎への負担を軽減しています。
また、シート素材には心地よい肌触りなのに
滑りにくいという特徴がある高級スウェード調生地と
ある程度の汚れや水分に対応したPVC(ポリ塩化ビニル)の2種類があり
スウェード調生地は7色、PVCはタフレザーブラックの1色
計8色のカラーバリエーションから選べるため
様々な船橋の内装デザインに合わせる事が可能です。
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

冷凍コンテナ給電盤は、冷凍コンテナ内の機器や照明などへ安定した電力を供給するために不可欠な電気装置です。
特に、電源が不安定な現場や船舶内、港湾、発電機接続による運用など多様な環境での使用を想定し、電源安定化機能や過電流遮断器による回路保護を備えています。
用途や設置場所に応じて、表示灯・計器・監視装置を組み込んだ高機能型まで、さまざまな形状・仕様の給電盤を柔軟にご提案可能です。
国際規格や国内の電圧仕様にも対応し、昇圧器を組み合わせることで220Vから440Vへの変圧や、複数台コンテナへの効率的な給電も実現します。
さらに、三工電機の冷凍コンテナ給電盤は、設計から板金・塗装・組立・検査・納品・メンテナンスまで一貫生産体制を確立。
短納期、高品質、コスト削減を追求し、オーダーメイド対応や充実したアフターサービスもご提供しています。
冷凍コンテナの安定稼働と高い信頼性を支える給電盤の導入は、食品・医薬品など温度管理が求められる物流現場の効率化と品質維持に大きく貢献します。
多様なニーズに応える最適なソリューションを、ぜひご相談ください。
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも、カスタムビルドも対応しております。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

主配電盤とは、電力の供給を行うための電気制御装置です。
送配電盤や変電設備から受け取った高圧電力を低圧電力に
変換して配電する役割を担っております。
ブレーカ、電力系、保護装置、電源スイッチなどを設備しており
電気的な制御を総合的に管理し適切な電力供給を行うことで
安定した電気システムの運用を実現しています。
主配電盤の詳細についてはこちらになります。
https://ja.nc-net.or.jp/company/93391/product/detail/146123/
▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽▼▽
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
三工電機は60年以上の歴史があり、実績と信頼があります♪
弊社では一貫生産しており、短納期での対応もできます!
お客様のニーズに合わせてオーダーメイドでの製作もしております。
アフターサービスも充実しておりますので、
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35
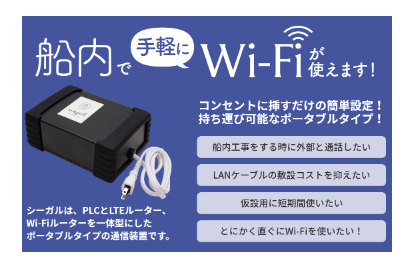
「コンセントに挿すだけ、船内Wi-Fiを即実現。」
既存電力線を使って船内Wi-Fiを構築!
お客様の乗船満足度アップ、乗船スタッフの環境整備に!
内航船を中心に導入が進んでいます!
船舶のデジタルトランスフォーメーション(DX)が進む中、船内のネットワーク環境の整備は重要な課題でした。これまで、電波法の規制により船内でのHD-PLC技術の利用が制限されていましたが、2021年6月の法改正により、鋼船内での活用が可能となりました。
◆ 導入のメリット ◆
✔工事不要!既存の電力線を利用するため、大規模な船内工事は不要。最短1日で主要箇所のネットワークを構築可能。
✔手軽な設置出荷時に全ての設定が完了しているため、現場ではコンセントに挿すだけで利用開始。
✔使い放題のデータ通信NTTドコモの4G回線を活用し、通信容量の制限なし。
✔Wi-Fiアクセスポイントの自由設置HD-PLC技術とWi-Fiを組み合わせることで、船内の必要な場所にWi-Fi環境を構築可能。
✔コスト削減LANケーブル敷設に比べて短納期で設置でき、工事費用を大幅削減。
当社は日本船舶通信株式会社と提携し
船内Wi-Fi『シーガル』の販売・リースを行なっています。
「シーガル」は、親機アダプタ(4G/LTEルータ)と子機アダプタ(Wi-Fiルータ)を組み合わせた通信キットです。同系統のAC100V/200V電力線のコンセントに挿すだけで、船内の電波が届かない場所でもWi-Fiが利用できるため、船橋から機関室まで、必要なエリアに手軽にネットワークを構築可能です。
船舶のデジタル化を加速し、より快適な船内環境を整える「シーガル」。
DX化が進む中、ネットワーク環境の向上は安全性と業務効率の向上につながります。
簡単導入で通信環境を最適化する「シーガル」を、ぜひご検討ください。
SANKO ELECTRIC CO,LTD.
・一貫生産 ・オーダーメイド&短納期 ・コスト削減 ・アフターサービス
http://www.sankodenki.com/
船舶の主配電盤は全国対応!課題解決と安定稼働を実現
► そのお悩み、わしらが解決できるかもしれん! ◄
(以下、広島弁もお楽しみください)
設計・生産技術のエンジニアの皆さん、毎日お疲れ様です!
船舶の心臓部ともいえる《主配電盤》の設計や製造パートナー探しで、こんなお悩み、抱えとられませんか?
✔ 特殊な仕様に対応してくれるメーカーが見つからん…
✔ 設計から製造、配線まで一社で完結させたいんじゃけど…
✔ コストも品質も納期も、どれも妥協できんのよ!
✔ 既存の設備が古うなって、改造やメンテナンスで困っとる
✔ 海外の規格(EMC指令とか)にも対応できる、信頼できる製品が欲しい
一つでも当てはまったら、ぜひこのまま読み進めてつかぁさい!
その課題、広島県呉市で60年以上、船の電気と向き合ってきたわしら、三工電機がまるっと解決しますけぇ!
─…─…─…─…─…─…─…─…─…─…─
➤ なぜ、わしらの主配電盤が選ばれるんか?
わしらの強みは、なんと言っても《設計から完成までの一貫生産体制》にあります。
設計、板金、塗装、組立、配線、検査まで、全部自社の工場でやりよるんです。じゃけぇ、部署間の連携がスムーズで、お客様の「こうしたいんよ!」っていう急な仕様変更にも、柔軟に、そして迅速に対応できるんが自慢です。
この一貫生産体制があるけぇこそ、高品質な製品を、コストを抑えながら、短納期で実現できる。これ、ホンマに簡単なことじゃないんですよ。
創業から60年以上、舶用分電盤では《国内シェア70%》という実績をいただいとります。これは、全国の造船所や船社の皆様から「三工電機に任せときゃあ安心じゃ」という信頼を積み重ねてきた証じゃ思うとります。
─…─…─…─…─…─…─…─…─…─…─
● 船舶の心臓部《主配電盤》の安定稼働を支える技術力
そもそも《主配電盤》とは、船のエンジンと直結した発電機からの電力を、船内のあらゆる設備へ安全かつ安定的に分配するための、まさに「心臓部」です。航海の安全は、この主配電盤の信頼性にかかっていると言っても過言ではありません。
わしらが作る主配電盤には、長年の経験で培ったノウハウがぎっしり詰まっとります。
✔ 自動同期投入システム
→ 複数の発電機を切り替える時、電力の供給を止めることなく、ものすごくスムーズに切り替えを実行します。これにより、船内設備の安定稼働を維持できるんです。
✔ 停電時の発電機自動切替
→ 万が一、稼働中の発電機にトラブルが発生して停電しても、瞬時に予備の発電機へ切り替え、電力供給を維持します。航海中のトラブル時にも、被害を最小限に食い止める重要な機能です。
✔ 最適な負荷分担制御
→ 船内の電力使用状況を常に監視し、複数の発電機に掛かる負荷が均等になるよう自動で制御します。これにより、燃料効率の向上と発電機の長寿命化に貢献します。
これらの高度な制御システムを組み込むことで、操舵室からの完全自動運転を可能にし、船員の負担を軽減しながら、船舶全体の安定した運用を実現しとるんです。
標準的な仕様はもちろん、お客様の船の用途や規模に合わせた《完全カスタム設計》も得意中の得意です。全国どこからのご依頼でも、お客様の課題を解決するために、最適な主配電盤をご提案します。
─…─…─…─…─…─…─…─…─…─…─
☆ まずは詳しい資料を見てみんさい!
「うちの船に合う主配電盤、具体的にどんなものが作れるんか知りたい」
「もっと技術的な詳細を知りたい」
そう思われた方は、ぜひ下のURLから詳しい資料をダウンロードしてみてください。
この資料、かなり分かりやすくまとめとるけぇ、そのまま社内の設計会議や購買担当の方への説明にも使えるはずです。
【資料で分かること】
・主配電盤の基本構成と機能詳細
・カスタム設計事例と対応範囲
・弊社の品質管理体制と生産設備
⇨ 資料ダウンロードはこちらから
https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
この資料を、ぜひ御社のキーマン(設計部長や購買責任者の方など)にも共有しちゃってください!
「こんな会社があったぞ」と、きっと興味を持っていただけるはずです。
─…─…─…─…─…─…─…─…─…─…─
● 作って終わりじゃない、わしらの心意気
わしらは、製品を納めたら終わり、じゃありません。
納品後の仕様変更や、万が一のトラブル改善はもちろん、就航中の船へのサービス、さらには《他社が作った製品の改造工事》まで、とことんお付き合いさせていただきます。
お客様の船が安全に航行し続けられるように、末永くサポートするのがわしらの使命じゃ思うとります。
「こんなこと頼めんじゃろうか…」
「とりあえず技術的な相談だけしたいんじゃけど…」
どんな些細なことでも構いません。
まずは、お気軽にご連絡ください。経験豊富な技術スタッフが、お客様の課題解決に向けて、全力でご提案させていただきますけぇ!
──────────────────────────
【会社概要】
社名:三工電機株式会社
住所:〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0823-33-3501
コーポレートサイトURL:http://www.sankodenki.com/
【お問い合わせフォーム】
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93391/inquiry/input/
──────────────────────────

制御盤 の設計から一貫生産!技術者が抱える課題解決
► 設計・生産技術エンジニアの皆様へ ◄
毎日の業務、本当にお疲れ様です!三工電機の営業担当です。
「あーでもない、こーでもない」と頭を悩ませながら、最高の製品を生み出そうと奮闘されとる皆様に、ぜひ知っていただきたいことがあるんよ。
(以下、広島弁もお楽しみください)
「特殊な仕様の制御盤、どこに頼んだらええんじゃろ…」
「設計から塗装、組立まで、まるっと面倒見てくれるとこ、ないかのぉ…」
「コストも品質も納期も、ええ塩梅のパートナーがおったら最高じゃ…」
そんなお悩み、よう聞きます。じゃけど、もう安心してください。
その課題、私たち三工電機が、ぶちええ感じに解決しますけぇ!
創業60余年、舶用分電盤で国内シェア70%を誇る私たちが、その技術力と経験を活かして、皆様のモノづくりを全力でサポートさせてください!
──────────────────────────
【 私たちの会社の雰囲気、ちょっと覗いてみんさい! 】
──────────────────────────
先日、地元のロータリークラブの皆様が工場見学に来られました。
その時、ベトナム、オーストラリア、インドネシア出身の社員が、会社の魅力についてスピーチしてくれたんです。
彼らが口を揃えて言うてくれたんは、「設計の仕事が面白い」「社内の雰囲気が温かい」そして「国籍とか関係なく、お互いの文化を尊重しあっとる」っちゅうことでした。
普段から日本語や英語が飛び交う環境で、みんなでワイワイやりながらも、締めるところはビシッと締める。そんな仲間たちと一緒に、地域社会、そして世界に貢献できる製品を作っとることに、わしらぁ、誇りを持っとるんよ。
スピーチの後の工場見学では、設計から板金、塗装、組立、検査まで、すべてを自社で完結できる《一貫生産体制》を実際に見ていただきました。
参加された方からは「一つ一つの工程が丁寧で、モノづくりへの誇りが伝わってくるね」と、嬉しい言葉もいただきました。
こういう仲間たちと、こういう設備で、皆様の大切な製品を作っとる。
まずは、私たちの会社のそんな雰囲気を感じてもらえたら嬉しいです。
──────────────────────────
【 なぜ、三工電機が皆様の課題を解決できるんか? 】
──────────────────────────
皆様が抱える「制御盤の設計」に関する課題。それを解決できるのには、ちゃんとした理由があります。
★ 理由1:設計から完成まで《完全社内一貫生産体制》
これがうちの最大の強みじゃね。設計、板金、塗装、組立、検査まで、全部自社工場でやっとります。じゃけぇ、部署間の連携がスムーズで、急な仕様変更にも「ええよ、任しとき!」とすぐに対応できるんですわ。この《トータルコーディネート力》があるけぇこそ、高品質・コスト削減・短納期が実現できるんよ。
★ 理由2:とにかく応用力が違う《豊富な製品実績》
海の上の厳しい環境で培った技術をベースに、陸上の産業用制御盤まで幅広く対応します。特に、PLCやタッチパネルを使ったシーケンス制御は得意中の得意分野。お客様の「こんなことできんか?」というご要望に、最適なシステムを設計・構築します。
★ 理由3:ええモンつくるための《充実した設備》
最新のNCターレットパンチプレスから、製品の信頼性を保証する各種試験設備まで、ええモンをつくるための設備はきっちり揃えとります。特に、筐体の品質を左右する板金加工と塗装設備には自信がありますけぇ。
★ 理由4:歴史が証明する《確かな技術力》
1957年の創業以来、ひたすら電気機器と向き合ってきました。製品の実績も豊富です。歴史は、信頼の証じゃと思っとります。
★ 理由5:作って終わりじゃない《万全のアフターサービス》
納品したら終わり、じゃないんよ。納品後の改造やトラブル改善、果ては《他社製品の改造工事》まで、末永く皆様のパートナーとして伴走させてください。困ったことがあったら、真っ先に顔が浮かぶ。そんな存在でありたいんじゃね。
──────────────────────────
【 具体的に、どんな制御盤の設計ができるん? 】
──────────────────────────
わしらが最も得意とするのが、お客様の要望に合わせた《特注制御盤の設計・製作》です。
例えば、陸上向けの制御盤じゃと…
・ポンプやモーター、ヒーターを動かすための制御システムを、ゼロから構築します。
・操作性や視認性を高めるため、PLCやタッチパネルを組み込んだ、直感的に使えるシステムの設計を得意としとります。
・ノイズ対策が重要な現場のために、EMC指令に準拠した設計も可能です。
もちろん、筐体の設計から板金、塗装、組立配線まで一貫して行うため、内部の機器構成に最適な、まさにオーダーメイドの箱を作ることができます。
2D-CAD(ECAD dio)や3D-CAD(IRONCAD)を駆使して、お客様の頭の中にあるイメージを、きっちり形にしますけぇ。
その他にも、舶用で培った様々な技術を応用した製品づくりが可能です。
どんなことでも、「こんなものは作れんか?」と、まずは気軽に相談してみてください。
──────────────────────────
【 さあ、次のステップへ進みましょう! 】
──────────────────────────
ここまで読んでいただいて、本当にありがとうございます。
もし、少しでも「お、ええかもしれん」と思っていただけたら、まずは詳しい資料を見てみんさい!
わしらの技術力や設備の詳細、そして何より、皆様の課題をどう解決できるかのヒントが、ぎっしり詰まっとります。
下記URLからすぐにダウンロードできますけぇ、ぜひ手に入れてください。
⇒ [https://ja.nc-net.or.jp/company/93391/dl/catalog/187618](https://ja.nc-net.or.jp/company/93391/dl/catalog/187618)
☆ 資料のええとこ ☆
この資料、そのまま皆様の社内キーマン(上司の方や、関係部署の方々)への説明にも使えるように作っとります。
「こんな会社見つけました!」と、この資料を添えて提案すれば、話がスムーズに進むはずじゃ。ぜひ、社内での情報共有に活用してくださいね!
皆様からのご連絡、心からお待ちしとります!
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0823-33-3501
コーポレートサイトURL: [http://www.sankodenki.com/](http://www.sankodenki.com/)
資料ダウンロードフォームURL:[https://ja.nc-net.or.jp/company/93391/dl/catalog/187618](https://ja.nc-net.or.jp/company/93391/dl/catalog/187618)
技術相談・見積依頼フォームURL:[https://ja.nc-net.or.jp/company/93391/inquiry/input/](https://ja.nc-net.or.jp/company/93391/inquiry/input/)

ボートダビットを始めとする船舶救命設備機器の設計及び製造を行っており、国内ではトップクラスのシェアを持っています。
船舶向けの救命装置は、国土交通省や各国の船級協会の承認及び一品毎の立会い試験が必要とされ、高い品質水準が求められます。
長年のノウハウ、高い技術力を活かし、全天候型の工場内で安定した製造と徹底した品質管理を実施しています。

1922年創業の100年企業。大型機械加工を手掛ける。
天井クレーンは単独最大50t。
隣接する40tクレーンとの共吊りで陸送輸送が可能であれば80tまで対応可能。
五面加工機3台。最大門幅3600、最大門高3130、最長テーブル12000。
横中ぐり機7台。最大ストロークはX12000、Y4000、ZW1800、テーブル前後1500。
大型旋盤3台(内2台は汎用機)。最大振り1500、芯間12500。
縦型旋盤1台。最大振り4000、高さ1650.

現物から採寸、図面を制作して同じ物を再現します。
同様にひずみ具合も再現して制作しますので現在リコール率0です。
鉄、ステンレス、アルミと対応してます。

大型トラックに乗るサイズであれば対応可能です。
仮組を行い不具合を確認して本溶接を行います。
また溶接歪を考慮しながら溶接を行います。
溶融亜鉛メッキも対応可能です。
グリットブラストとサンドブラスト施工後の比較板です。
グリットは鉄、サンドは非金属系の研削材を使用してます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
グリットの方が研削材も堅いので表面粗さも大きくなり、施工時間も短縮できるため
大物製缶品や塗装剥離などが得意です。
逆にサンドは研削材がグリットより柔らかいので表面粗さは少なく薄物等の変形が少なく済みます。
また非金属系の研削材なので、製品が非金属の場合でも施工ができます。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
それぞれ利点があり製品によって使い分けています!
その他研削材等のご相談も承りますので、よろしくお願いいたします。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【【焼鈍加工品】ミルスケール(酸化被膜)除去+錆止め塗装】
溶接の歪みを除去する為に焼鈍加工された製品です。
焼鈍加工によって表面に形成されたミルスケールを除去し、その後錆止め塗装を行っています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
金属製品は溶接加工によって作られる事が多いですが、溶接により金属の内部には残留応力が蓄積されるようです。
残留応力とは外から力が加わっていないのに物体に残る応力です。
むりやり固定したものが留まっているけど、固定を外すとバラバラになる的な力?理解できていないかもなので、詳しくはお調べください。
この残留応力の除去目的で金属製品は焼鈍と呼ばれる加工が良く行われます。
焼鈍は窯に入れて熱を加えていく処理なのですが、熱が加わる事で金属表面が酸素と結合してしまいミルスケール(酸化被膜)を形成します。
このミルスケールを残したまま塗装を行ってしまうと・・・
・ミルスケールごと塗装が剥がれてしまう
・ミルスケールと金属の間に錆が発生し、塗装が膨れる・割れる・剥がれる
などなど
確実に想定した塗料の耐久年数を待たずして、塗装が剥がれてしまう結果となります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
なのでミルスケールはブラスト処理で基本的に除去されます。
ブラスト処理じゃなく電動工具等で剥がす方法もありますが、精度や作業時間を考えるとブラスト処理がおすすめです。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラストで綺麗に洗浄された金属表面に錆止め塗装を行って完成となります。
これで長期間でも錆びる事も無く、塗装が剥がれる心配も不要です!
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
ミルスケールは除去して塗装する事が鉄則です!
◎焼鈍処理(焼鈍/焼きなまし 英語:annealing)
製品に熱を加えることで鍛造、圧延、鋳造、溶接等で発生した金属に発生した内部応力を除去します。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎錆止め(プライマー/錆止/防錆 英語:anticorrosive paint)
腐食を防ぐために物体の表面に錆止め塗料を塗布します。
-------------------------------------------------------------------------------------------------
[製品情報]
φ500×200
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ファン(羽根車) 錆落とし ブラスト】
長年使用され錆が酷いファンをグリットブラストで錆を落として綺麗にします。
職人が目視しながら施工を行うため、ファンのような複雑な形状でも完璧に素地調整を行う事ができます。
元の状態からは想像もつかない位綺麗になりました!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
◎ファン(羽根車/インペラー/ランナー 英語:Impeller/Runner)
液体や気体が衝突することで回転する部品。
回転する事により流体を制御したり、エネルギーに変換させる事ができる。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
-------------------------------------------------------------------------------------------------
[製品情報]
φ700×150
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の工期は実働1日です。
受注量によりますが、事前にご相談いただければ即日対応も可能です。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型】約3,500kg 架台 エアレス塗装
約3,500kgの大型架台をエアレス塗装していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
脱脂・サンドペーパーにて表面処理後に鉛・クロムフリー錆止め塗料を塗装していきます。
お客様の仕様によってはブラストを行わず、塗装することもあります。
大型架台なので施工に時間がかかりましたが、綺麗に塗装する事ができました。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎架台(ガダイ/ベース 英語:mount)
設備機器などを支えるための構造物。
上部に組み立てられる機器に合わせて設計・製作され、サイズや形状は様々なものがある。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎鉛・クロムフリー錆止め塗料
かつて使用されていた鉛保有の錆止め塗料が環境対応で廃止となり、代替えとして開発された錆止め塗料。
鉛、クロム等の有害な重金属が配合されていないと塗料です。
-------------------------------------------------------------------------------------------------
[製品情報]
5200×1300×1400
約3,500kg
[素地調整]
脱脂処理、サンドペーパー
[塗装仕様]
鉛・クロムフリーさび止め塗装×1回
-------------------------------------------------------------------------------------------------
工期は実働2日です。
膜厚指定はありませんので、標準膜厚の35µmで対応しています。
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト施工とは何? ブラストについて紹介します!】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
専門用語の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
《ブラストとは?》
ブラストとは対象とする素材表面に大小様々な凹凸を形成させる表面処理※₁の1種です。
光沢を抑えマットな仕上がりになるので、意外と身近な製品に施されたりしています。
また滑り止め目的だったり、塗装・メッキ・ゴムなどの下地処理※₂として重要な役割を担っています。
塗膜寿命の影響を次の4項目「素地調整・塗り回数・塗料・その他」に分けた場合、約50%は素地調整※₃に起因すると言われるほど大切な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
《処理方法》
様々な種類の粒子(研削材)を高速で素材に衝突させる事で、表面の状態や性質を変化・向上させます。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
研削材の詳細はこちらで紹介しています!
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
加工方法についてはこちら!
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
《加工対象》
対象となる素材は金属はもちろんの事、プラスチックやガラスなども適した研削材を使用することで幅広く対応できます。
対象の形状や重量に関しても制限が少なく、複雑な形状や狭い隙間などでも加工ができます。
また物理的な処理で化学薬品などを使用していないので、対象物を汚染する心配もありません。
《ブラストの用途》
1 塗装前処理
素材表面のサビや汚れなどの不純物除去し、凹凸を形成する事により表面積が増え密着性が向上。
それにより防錆効果が長持ちするので外観綺麗な状態を維持し、メンテナンス頻度の減少・コストや資源の削減に繋がります!
2 塗装、付着物の除去
サビのみではなく、劣化した塗膜や酸化被膜、張り付けたゴムやコーティングなども除去する事が可能です。
古くなった製品のメンテナンス時にブラストを行い塗装する事で、再び新品によみがえらせる事ができます。
3 美観の向上
ブラスト施工後の素材表面は「梨地」と呼ばれる無数の凹凸を形成します。
マットな仕上がりで高級感が出ますし、キズが目立ちにくくなるので製品の美観向上につながります。
4 機能付与
ブラストで形成した凹凸は滑り止めや反射防止にも役立ちます。
5 性質の向上
無数を凹凸で増えた表面積によって放熱性、保油性が向上。
また表面に高硬度の研削材をぶつけることにより表面が加工硬化し、耐摩耗性や疲労強度も向上します。
補足
※₁表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
※₂下地処理(英語:Surface treatment/Surface preparation)
表面処理前に行う処理のことです。
※₃素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
ブラスト後には必須となる塗装についての詳細ページはこちら!
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【塗装前の最適な処理方法とは?】
https://www.nc-net.or.jp/company/98405/product/detail/196866/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
幅7m×奥行10m×高さ3.5m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【スプレーガンの種類~エアスプレー編】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装前に重要な素地調整 ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
塗装の現場にて必須とも言えるスプレーガンですが大きくエアレススプレー、エアスプレーと2種類があります。
今回はその2種類のうちエアスプレーについて紹介したいと思います。
【エアレススプレー編】はこちら!
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
その名の通り、コンプレッサーから送られるエアー(空気)と霧化させた塗料を同時に噴出させるのがエアスプレーです。
霧化した塗料は粒子が細かいのできれいに塗りムラなく塗装する事が可能ですが、飛沫が多いので塗着率が低い事が特徴です。
約100年前にアメリカから導入されましたが、未だに自動車をはじめとし多くの塗装現場で使用され続けています。
設備費も比較的安価で済み、滑らかな美しい塗膜※₁を形成する事ができます。
ただし適正な霧状にする為、塗料粘度を低くする必要があり他の塗装方法より一回当たりの塗膜は薄くなります。
また霧状の塗料が多く飛散してしまうので塗料損失が大きく、人体や環境への影響も問題視されています。
『メリット』
・塗料粒子が細かいので、比較的簡単に美しい仕上がりに出来る。
・他の塗装方法と比較し、設備費も安価なので気軽に利用が可能。
『デメリット』
・エアレススプレーと比較し、吐出量が少ないので作業効率が悪い。
・塗料が飛散しやすく、多量のVOC(揮発性有機化合物)※₂を排出してしまう。
・吐出量が少ないので、エアレススプレーと比較し塗膜が薄い。
塗着効率 約30~40%程
補足
※₁塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
※₂VOC(揮発性有機化合物 英語:Volatile organic compounds)
揮発しやすく、常温常圧で気体となる有機化合物の総称。
トルエン、キシレン、ホルムアルデヒドなど200種類以上の様々な種類があり、人体や環境への悪影響が問題となっている。
全世界で多量のVOCが排出されているので自主的なVOCを減らす取り組みが必要。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【工場見学 原田鉄工 ブラスト・塗装部門 防錆部】
原田鉄工のブラスト・塗装を専門とする防錆部をぐるっと1周見学コースです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「ブラスト」
研磨剤という細かい粒子を圧縮した空気と一緒に吐出し、高速で対象物へ衝突させる事で表面の酸化被膜や汚れをまとめて削り取る素地調整法です。
塗装工程で一番重要と言われている素地調整(下地処理)の方法の中で最も確実で優れた工法がブラストになります。
製品と塗装の寿命を延ばすためには「ブラスト」と「塗装」が必須となります。
原田鉄工の防錆部は長い経験の中で磨き上げた技能とノウハウにより、更なる製品の「高付加価値」を提供する為に全力で取り組んでおります。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
溶接・組立 製造部の紹介はこちら!
【工場見学】原田鉄工 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
ブラストや塗装の詳細についてはこちらのページをご覧ください。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
量産品はあまり取り扱っておらず、試作品、専用設備・治具などお客様にご希望に合わせた塗装を提供します。
【弊社の強み】
⒈創業80年で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
防錆部は「ブラスト」「塗装」「検査」を担当しています。
機械製品への塗装を多く手掛け、一般の機械塗装からブラストで素地調整を行い何層も塗装を塗り重ねていく「重防食塗装」といった特殊な塗装を得意としております。
一般的な塗装では短期間で剥がれる、劣化するような過酷な使用環境下でも長期間に渡り製品を保護し続ける塗装を提供しています!
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
【プラント配管の塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/200499/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【防錆 ~ブラスト・塗装について~】
原田鉄工のブラスト・塗装に関する紹介ページ 一覧です。
随時更新していきますので是非ご覧ください。
―――原田鉄工についてまとめています―――
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【原田鉄工|生産治具からプラント設備まで幅広く対応】
https://www.nc-net.or.jp/company/98405/product/detail/195736/
―――素地調整(ケレン作業)についてはこちらをご覧ください―――
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
【ケレンとは? 効果と必要性】
https://www.nc-net.or.jp/company/98405/product/detail/188907/
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
―――最も優れた素地調整法であるブラストについて―――
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です!
https://www.youtube.com/watch?v=OE5lBRyJSOo
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
https://www.nc-net.or.jp/company/98405/product/detail/188843/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
―――塗装の詳細についてはこちらのページをご覧ください―――
【塗装について|塗装の効果と方法】
https://www.nc-net.or.jp/company/98405/product/detail/201759/
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530//
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
―――塗料の詳細についてはこちらのページをご覧ください―――
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【塗料とは? ~膜厚計の紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
―――製造部の詳細についてはこちらのページをご覧ください―――
【製缶 ~溶接・組立について~】まとめページです
https://www.nc-net.or.jp/company/98405/product/detail/182581/
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
★HP★
https://harada-tekkou.co.jp/
➤リニューアルしました!是非ご覧下さい。
★You Tube★
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
➤様々な施工過程や自社製品を紹介しています。よろしければチャンネル登録お願いします!
★Face book★
https://fb.com/haradatekkou.hiroshima
➤製品説明や加工紹介しています。よろしければフォローお願いします!
★インスタ★
https://www.instagram.com/haradatekkou_hiroshima/
➤ショート動画で施工状況を紹介しています。よろしければフォローお願いします!
「大量生産」ではなく「オンリーワン」の創造。
そのお望みを叶えるのが、原田鉄工です。
創業から80年間ひたすら大量受注・大量生産では無く、お客様の望む製品を”オーダーメイド”することに拘り、チャレンジを続けてきました。
確かな技能と様々な製品を造り上げてきたノウハウにより、これからも皆様に満足いただける製品を造り続けていきます!
ブラスト、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【耐用年数・美観の向上、メンテナンスコストの低減】
金属製品における耐久性や美観の向上、メンテナンス頻度を減らしコスト削減する為に必要なケレン(素地調整)について紹介です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
動画にて説明させていただきましたが、金属塗装を行う上でもっとも重要な工程は素地調整となります。
素地調整といっても1種ケレン、2種ケレン、3種ケレンと様々な規格がありますが、このグレードによっても耐用年数に大きな差が生まれてしまいます。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
1種ケレンと2種ケレンの比較ですら5年後、10年後には塗膜にふくれや剥がれ、発錆などといった形ではっきりと表れます。
もちろんケレンを行っていない場合は、更に早い年数で劣化が進行してしまいます。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
塗装回数や塗料の種類にこだわるより、まずは1種ケレンを行う事で長期間綺麗な塗膜を維持することが可能!
結果として耐用年数が延び、メンテナンス頻度は低減されてトータルコストを削減する事ができます!
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【上塗 仕上塗装 艶 光沢】
カバーや手摺など仕上塗装3色 しっかり艶と光沢を出しながら塗装します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
今回塗装したのは3色
黄色:2.5Y8/16
橙色:2.5YR6/13
薄緑色:2.5G6/3
※右側の数字とアルファベットはマンセル記号です。
部品ごとに仕上色が違うので、同じ色の部品をまとめてから塗装を行います。
鮮やかな色は十分に塗膜をつけなければ、きちんと発色してくれないので1点1点確かめながら塗装しています。
なかなか発色しにくい、ツヤが出にくい色や塗料は塗り重ねる事もあります。
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎マンセル値
日本塗料工業会が発行している標準カラーチャートです。
数字とアルファベットで色相・明度・彩度を表しています。
例)2.5Y8/16 →2.5Y [色相] 8[明度] 16[彩度]
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【長尺】10mフレーム 表面処理~無機ジンク
長尺のフレームを表面処理(ブラスト)~無機ジンク塗装まで行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
長さ10m × 幅2mのフレームをブラスト、無機ジンクを塗装していきます。
無機ジンクの正式名称は「無機ジンクリッチペイント」とか「無機ジンクリッチプライマー」と言います。
どちらもよく耳にしますが「ペイント」と「プライマー」2つの違いは厚膜タイプか薄膜タイプだそうです。
ややこしいですよね。
今回使用したのは厚膜タイプの無機ジンクリッチペイントです。
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
-------------------------------------------------------------------------------------------------
[製品情報]
2000×10000
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
無機ジンクリッチペイント 75μm
-------------------------------------------------------------------------------------------------
今回の工期は1週間となっております。
大型製缶品、長尺品などでも短納期で対応させていただきます。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
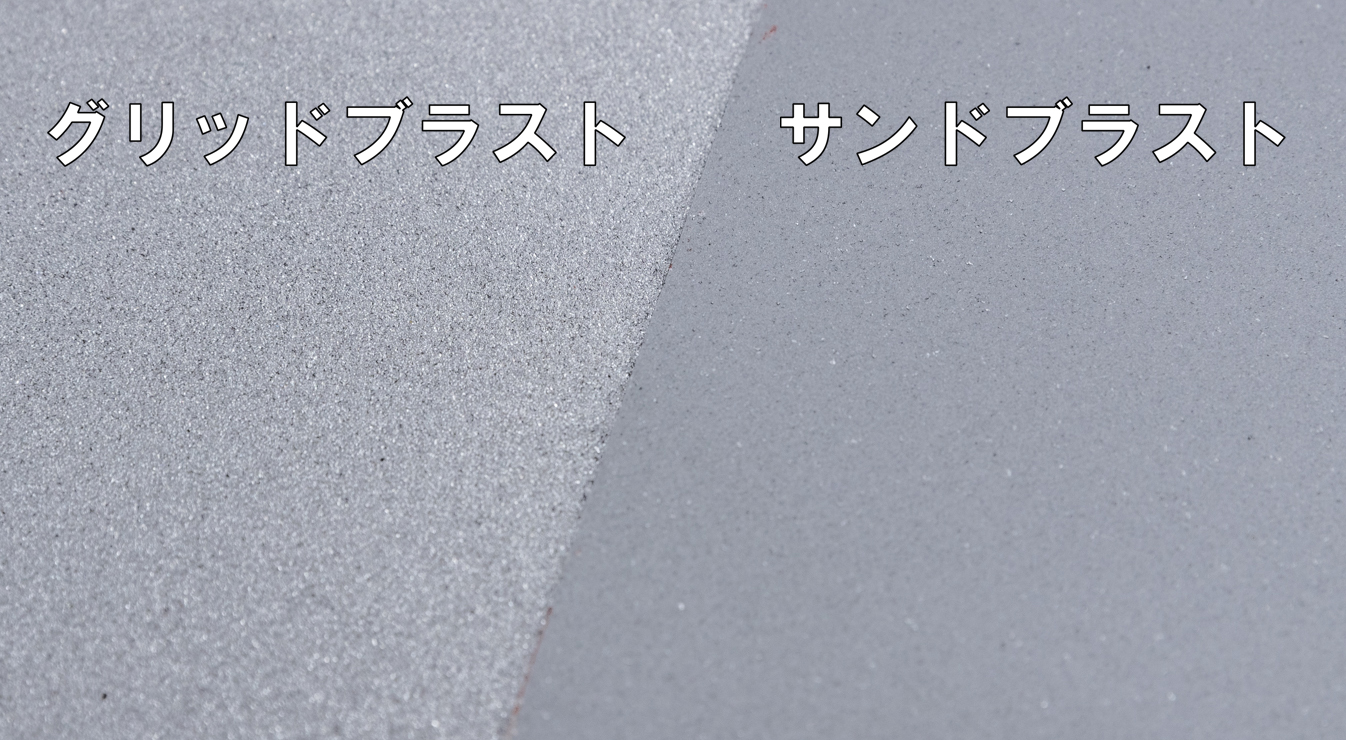
【サンドブラストとグリットブラストの比較画像】
テストピースで「サンドブラスト」「グリットブラスト」の施工前と施工後を比べてみました。
同じブラスト加工でも研削材(研磨材)の違いでこれだけ見た目が変わります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
テストピースはSS400製
ブラストはエアー式
同様の設備・エアー圧で研削材のみを変更し、検証しました。
「ブラスト」の種類と特徴をまとめています。
https://www.nc-net.or.jp/company/98405/product/detail/196425/
使用した研削材
グリットブラスト → IKKスチールグリット TGE-100
サンドブラスト → ネオブラスト G-1
詳細情報はこちら
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
グリットブラストは特殊鋼製、サンドブラストはフェロニッケルスラグ製となります。
結果当然ですが、どちらも黒皮・錆などの不純物は完全に除去できます。
ただ表面の粗さと見た目ははっきりと違いが現れます。
原田鉄工の場合では
表面の粗さはグリットの方が10µm前後粗くなります。
見た目はグリットの方がより明るい白銀色となっています。
原田鉄工では加工対象物の大きさや材質、塗装面の推奨表面粗さ、マスキングの有無などを考慮しサンドブラストとグリットブラストを使い分けています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
ブラスト設備(幅6m×奥行10m×高さ3m)は手動式となっており、複雑な製缶品でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ・汚れ・塗装などを除去する、表面処理(ケレン)方法のひとつ。
ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎フェロニッケルスラグ(英語:Ferronickel slag)
ステンレス鋼などの原料となっているフェロニッケルを精錬する時の副産物。
珪酸と酸化マグネシウムが主成分となり、コンクリートや波消ブロックなどにも使用される。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鉄 錆落とし ケレン〈ISO Sa2.5〉】
錆が進行し一般の工具では落とせない状態になっても、1種ケレンのブラスト処理ならここまで綺麗な状態にできます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
かなり腐食が進行し、錆だらけのプレートをブラスト処理で全ての錆を落とします。
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的かと思われます。
しかし腐食の範囲が広い、深いなどの理由により、どうしても落とせない・落としきれないものでも1種ケレンのブラストなら完全に錆を除去する事が可能です。
塗装剥離を1種ケレンと2種ケレンで行い、比較しています!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
錆の進行が進んだ母材はブラスト処理で素地調整したあと、直ちに防錆処理を行う事が必要です。
1~2時間の短い時間でも防錆処理を行わなければ、再び錆が進行し表面は黒ずんでいってしまいますのでご注意を。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
金属製品における「塗装の寿命」つまり「製品の寿命」は素地調整次第です!
どんなに良質な塗料を使用し、高い技術で塗り重ねたとしても
結局は塗装前の素地をどこまで洗浄しているかによる影響の方が大きいです。
詳細は以下リンクで説明してありますので、是非ご確認下さい。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
「腐食が酷くて捨てるしかない」「腐食が激しく安全性・耐久性に不安がある」などいった場合でも、ブラストで錆を全て取り除くことで母材の状態を確認する事が出来ます。
母材にそれほど劣化が見られない場合は塗装し直せばほぼ新品の状態に!
あまりに母材の劣化が酷い場合にはその部分を補修する事で、材料から購入し製作するコストや時間と比較し遙かに少なく済ませる事ができます!
ご相談だけでも構いませんので、お気軽にお尋ねください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鋳物 後処理 砂とバリの除去】
ブラスト処理にて鋳物の砂とバリを綺麗に除去します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
鋳物は型(鋳型)に溶かした金属を流し込むことで作られます。
しかし鋳型から取り出された鋳物はバリや鋳型の材料が付着しています。
付着物の砂やバリを除去する為には、ブラスト処理が適しています。
ブラストは研削材(メディア)を対象物に叩きつける事で、表面を削り取ります
そのため表面に細かい凹凸が形成され、塗装の密着性が大きく向上されます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎鋳型(いがた 英語:Mold)
鋳物を作る時に流し込む容器。
大きく分けると砂型、金型の2種留に分類される。
金型はコストが高いが耐摩耗性に優れており、大量生産する事に向いている。
砂型はコストは安く複雑で大きな形状などにも対応できるので、幅広く用いられる。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗料を剥がす方法】
原田鉄工㈱は大型のブラスト設備を保有。
錆も塗料も簡単に剥がす事ができます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
圧縮した空気の力を利用して研削材を投射、対象物に衝突させる事で加工します。
コンプレッサーで圧縮した空気を研削材と混ぜ、ノズルから投射させる仕組みです。
圧力や投射距離、範囲が細かく調整でき、使用する研削材も制限がありません。
強力な研掃力で黒皮や錆、塗料なども簡単に剥離させます。
創業80年になる原田鉄工では幾度も『修繕工事』 『メンテナンス』 『塗料の塗り間違え』 『塗装での失敗』などの製品を多数塗装剥離及び塗り直しを行った実績があります。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
電動工具などでは落としきれない、工具が入らないような場合でも
手動型(職人がノズルを持って作業)なので複雑な形状でも対応が可能です。
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
相談だけでも構いませんので、お気軽にご連絡下さい。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【サビに強い塗装】
サビとは腐食が進行し発生するものです。
腐食を抑制すること事でサビの発生を遅らせる事が可能となります。
長期間錆びさせない為の塗装について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
一般的な塗装は合計塗膜厚が200μm以下で行われており、予想耐用年数は15年未満となります。
素地調整は2種~3種ケレンで行われ、下塗りとなるプライマーは変性エポキシ樹脂塗料などが使用されることが多いです。
それに対し鉄塔や橋、高速道路、プラントなどの大型構造物は合計塗膜厚200μm以上の「重防食塗装」が施されます。
素地調整は1種ケレンで行い、有機または無機ジンクリッチペイントをプライマーで使用します。
重防食塗装は予想耐用年数が30年以上と長期の耐久性を期待される仕様となります。
大型構造物は雨・風・雪・塩害や寒暖差など厳しい環境に晒されながら、その使用状況や立地等の問題から頻繁にメンテナンスを行う事が難しいため長期間に渡り保護をする事が重要となります。
重防食塗装によりメンテナンス頻度を抑え、美観の長期維持が可能になります。
結果として『コストと環境』どちらの負担も減らす事が出来るのです。
重防食塗装は素地調整を1種ケレン(ブラスト処理)で行います。
塗替えの場合は旧塗膜を完全に除去し、素地調整完了後4時間以内にプライマー処理を行います。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
重防食塗装の1例 (C-5塗装系)
素地調整 ISO Sa2.5
プライマー 無機ジンクリッチプライマー 15μm
2次素地調整 ISO Sa2.5
防食下地 無機ジンクリッチペイント 75μm
ミストコート エポキシ樹脂塗料下塗 -µm
下塗 エポキシ樹脂塗料下塗 120µm
中塗 ふっ素樹脂塗料用中塗 30µm
上塗 ふっ素樹脂塗料用上塗 25μm
サビを長期間防ぐためにはブラスト処理、素早い防食下地塗装、200μm以上の塗膜厚が絶対条件となります。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【配管の内面塗装できます!】
大口径はもちろんの事、小口径のものでも対応可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では多くの配管内面塗装を手掛けてきました。
1800Aを超える大きなものから、50Aなど小さなものまで塗装可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【STPG / SGP 鋼管のブラスト塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/199865/
大型のブラスト設備(サンドブラスト・グリットブラスト)を完備しておりますので、重防食塗装・耐塩害塗装など通常の塗装仕様よりハイグレードな塗装を提供致します。
エアレス塗装やコテなどで塗装を行いますので、多くの種類の塗料に対応可能です。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
また内面をブラスト施工する事も可能です。
ただ配管の形状や口径によっては施工不可能な場合もありますので、ご相談ください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎コテ(こて/鏝)
手で持って使用する道具の総称。
塗材を塗りつけるために使用する工具や調理、調髪用のコテもある。
粘度の高い塗料を塗装する時に使用し、プラスチックやゴム、金属など様々な種類がある。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト処理の目的】
ブラスト処理を行う目的とは、対象物の表面に付着した異物を除去する事です。
一切の付着物が無い「清浄な素地」へ塗装する事で「塗膜の耐久性を大幅に向上」する事が出来ます。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストってなに?』
ブラストは素地調整の方法の一つとなります。
素地調整とは塗装を行う前の表面(素地)を清掃する事で塗装に適した状態にする処理で、『ケレン』とも呼ばれます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ブラストの加工方法』
ブラスト処理で素地調整を行う事により表面に付着している異物(ミルスケール、さび、塗膜)などを完全に除去します。
ブラスト処理は金属片などの研磨剤を高圧で打ち付けて加工するので、表面は無数の細かい凸凹が形成されます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ブラストの効果は?』
塗装前は「表面の異物が完全に除去されている事」が絶対条件です。
異物の上に塗装しても時間が経つにつれ、塗料が異物ごと剥がれ落ちたり、密着不良で塗料だけが剥がれる可能性が高いです。
また表面に付けた細かい凹凸へ塗料が入り込む「アンカー効果」によって、密着性が向上します。
・表面の異物を除去し、平滑に整える事で「美しい滑らかな塗膜」
・表面に出来た凹凸により密着性を上げ「剥がれず長持ちする塗膜」
ブラストで素地調整を行う事でこの2つの効果が生まれます。
塗膜寿命の影響を次の4項目「素地調整・塗り回数・塗料・その他」に分けた場合、約50%は素地調整に起因すると言われるほど大切な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『素地調整について』
素地調整のグレードは様々あり、作業内容と処理方法によって1種ケレン~4種ケレンの4種類に分けられています。
清浄度
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
1種ケレンとなるブラスト処理が素地調整において最も優れた処理方法となってます。
除錆率、グレードの規格表はこちら
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『まとめ』
ブラストの最も優れている点は表面に付着したどんな異物でも完全に除去し、平滑で細かい凸凹をもった表面へ変化させる事が可能。
滑らかで美しい塗膜を長持ちさせる加工方法です。
製品を保護している塗膜を長持ちさせる事は製品が長持ちする事へ直結します。
製品の「長寿命化」は少なくなる資源、環境の観点から見てもこれからの時代どんどん進歩しなければならない問題です。
原田鉄工では古くから「製品の長寿命化」に着目し、塗膜寿命を延ばすブラスト加工を続けて参りました。
頻繁に修正できない「発電所」「プラント」向け、金属にとって過酷な「沿岸部」「水中部」に使用するといった製品の塗装を多く手掛けてきました。
完璧な素地調整と徹底した膜厚管理により、製品寿命の延長に貢献します。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
弊社はエアー式ブラスト(手動型)を設備しております。
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m 【2部屋】
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラストと塗装の関係】
塗装を行う上で最も重要なのは、素地調整(下地処理)となります。
そして数ある素地調整の工法で最も優れているのがブラスト処理となってます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整とは素地(生地、下地)を整えるという意味です。
鉄・鋼は製造するにあたり溶かし、冷やし、固められます。
高温になった金属は大気中の酸素と結合する事により、表面には黒皮と呼ばれる酸化被膜ができてしまうのです。
酸化被膜と言った不純物を除去せず塗装をしてしまうと・・・
塗料と素地の間に酸化被膜(不純物)がはさまれる事になってしまいます。
塗料の密着性は素地の状態に大きく左右され、硬化した塗料(塗膜)の機能も不純物のせいで本来の性能を発揮する事が出来ません。
設定されている耐久年数を待たず、早々に塗膜が剥がれ落ちるなどの塗装不良へとつながってしまいます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストで素地調整を行えば
表面の黒皮やサビ、その他付着物を確実に除去する事が可能となります。
またブラストに使用するメディア(研磨剤)をグリット形状(多角形状粒子でトゲトゲ)にすれば、素地は無数の細かい凹凸となるので塗料の付着面積が倍増し剥がれる事が無くなります。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
ブラストを行い素地を清浄な状態へ変え、塗装を行う事で塗膜の寿命は2倍、3倍と長持ちする事が出来るのです。
塗膜を長持ちさせるためには良い塗料や塗装回数を増やすことより、良い素地調整を行う事が一番の近道となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気をメディア(研磨剤)と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装不良一覧表】発生しやすい塗装不良の原因と対策
塗装工程で発生する可能性が高い塗装不良の「原因」と「対策」を一覧表にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装不良とは
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない状態の事です。
見た目の仕上がりが悪くなるのはもちろんですが、塗膜の保護機能が低下したり、早期剥離や腐食などの問題を引き起こす場合があります。
塗料は『樹脂』、『顔料』、『溶剤』、『添加物』で複雑に構成された無機・有機化合物となります。
配合条件・塗装条件・気象条件などが設計された条件と違えば、当然本来の性能を発揮する事が出来ません。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
塗装不良が発生した場合
1.塗膜を完全に除去+下地処理行い、再度塗装する。
2.塗装不良の箇所を擦る、切るなどで部分的に除去し、再度塗装を行う。
上記の様な修正が必要となってしまいます。
どちらの修正方法を行うかは不良の原因を確認し、取り除いてから塗装を行わなければ再度同様の不良が発生する事になるので注意が必要となります。
塗装不良の原因の多くは素地調整(下地処理)によるものが多くあります。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
塗料には全て説明書があります。
この説明書に記載されている使用条件と注意事項を厳守する事が、塗装不良発生の可能性を下げる最初の一歩となります。
塗料ごとに条件は異なりますので、必ず確認してから正しい塗装を行いましょう。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
ブラスト・塗装の事ならお任せください。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鋳物 鋳造品の耐熱塗装】
大型の鋳造品をブラストにて素地調整を行い、厚膜型の耐熱塗料にて塗装をしています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
鋳物は溶かした金属を型に流して固めた製品の事を言い、その製法を鋳造と言います。
複雑な形状でも大量生産が可能なので安価で、高い耐久性を誇ります。
しかし塗装をしなければ非常に錆びやすい性質を持っています。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
鋳物の塗装には『脱脂』と『ブラスト』が必要不可欠です。
表面には多くの油分や酸化被膜、ゴミが付着しているので普通にそのまま塗装するだけでは塗装がすぐ剥がれてしまいます。
また鋳物の表面は凸凹でサンドペーパーや電動工具で擦る通常の素地調整では凸の部分しか素地調整ができません。
したがって脱脂で油分を除去し、凸凹の表面でも素地調整ができるブラスト加工を行う事で鋳物を塗装する事が可能になるのです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【ブラスト前、ブラスト後の比較】
https://www.nc-net.or.jp/company/98405/product/detail/192417/
原田鉄工のブラスト設備は手動式で作業員がノズルを手に持ちブラスト加工を行いますので、複雑な形状の鋳物でも隅々まで素地調整ができます。
良い塗装は良い素地調整から!
[重量]
約3t
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
厚膜型アルミニウム含有2液性エポキシ防食塗料
[膜厚]
100μm~200μm
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎鋳鉄(鋳鉄 英語:Cast iron)
鉄(Fe)を主成分とし、2.1~6.7%の炭素(C)を含んでいる鉄の合金の総称。
鋳物用に使われ保有炭素量が多く融点が低いため、鋳造がしやすい。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト処理が塗装にもたらす効果】
ブラスト処理をすることにより、塗装の密着性が大きく向上し美しい外観を得る事ができます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラスト処理とは
圧縮した空気と研磨剤を同時に噴射する事で素材と研磨剤を高速で衝突させる「素地調整」の一種です。
高速で衝突した研磨剤は素材の表面を削り取り、素材を露出させます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
なにも処理されていない素材の表面には酸化被膜(ミルスケール)や錆、不純物が多く付着しています。
これらの不純物は除去しておかなければ、塗装はたちまち剥がれ落ちてしまいます。
入念な素地調整は塗装不良を未然に防ぐ事が出来るのです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストは薬品等は使用せず、研磨剤の種類も多くあるので対象の材質を問わず加工できる事も大きなメリットです。
また塗装のみならずメッキやライニング、コーティングなど前処理としても非常に有効です。
表面に研磨剤が衝突してできた無数の凹凸に接触面積は増大し、さらに隙間に侵入し硬化する『アンカー効果』を得る事ができるのです。
これらの効果で密着性が大幅に上昇し、塗装の仕上がりも美しくなります。
不純物は一切なく、強力に密着した塗装は通常の塗装と比較し、防錆効果が3~4倍も長持ちすると言われています。
塗り替え、補修、メンテナンスの頻度を減らし、間隔を延ばすことで資源とコストの削減が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラストで塗装を長寿命化】
ブラスト処理を行ったか、行っていないかでは製品寿命に大きな差が表れます。
ブラストには製品を長寿命化させる効果があるのです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストとは?
「素地調整」や「ケレン作業」といった塗装前に行う表面の不純物を取り除く方法の一つです。
この表面の不純物を取り除く方法は様々ありますが、「ブラスト」が最も確実で効果があるとされています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
なぜブラストを行うかと言うと
金属の表面(下地)には様々な不純物が付着しているからです。
この不純物を除去しないまま塗装を行ってしまうと、金属と塗膜の間に不純物が挟まれている事になり塗膜の早期剥離など重大な塗装不良となってしまうのです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラスト処理を行えば表面に付着している不純物を完全に除去する事が可能です。
不純物の一切無い素材表面に塗装を行う事で、塗料本来の性能を十分に発揮する事が出来ます。
また研磨剤が衝突し出来た表面の凸凹へ塗料が入り込むことでより強く密着する「アンカー効果」が期待できるのです。
ブラスト処理で美しい外観で製品を長持ちさせてみませんか?
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【原田鉄工|生産治具からプラント設備まで幅広く対応】
原田鉄工は製造からブラスト・塗装まで一貫して行う鉄工所です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
広島市内に位置し創業80年。
創業より製造、ブラスト、塗装の各分野で様々な地元企業様の工事をお手伝いしてきました。
決まった製品を作り続けるメーカーとは違い、その時々でご依頼を頂き製品の製作~塗装を行ってきました。
今では多くの企業様よりお声がけを頂くようになり、対応品種は多岐に渡ります。
生産効率を上げるための生産治具からトレーラーで運ぶような大型のプラント設備まで鉄・ステンレスで製作可能なものなら全て対応します。
様々な製品をオーダーメイドで作ってきたからこそ、無限の経験があります。
原田鉄工の強みはこの何でも拒まず製作し培ってきた経験と知識があるので、『何でも作れる』ことです。
また社内設備に大型のブラスト設備、屋内塗装工場を完備しておりますので材料入手から製缶、ブラスト加工、仕上塗装までワンストップで対応。
「社内の工場が手狭で製作ができない」「製作のみできるけどブラスト、塗装ができない」「塗装はできるけど、ブラスト設備がない」などお困りな事がありましたら、お気軽にご相談ください。
管理・検査も全て社内で対応するので、品質にバラつきが生じず安定して良品をお届けします。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
製缶・ブラスト・塗装の事ならお任せください。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「ブラスト・塗装」メリットとデメリットは?
金属の防錆処理としてセットで加工される事が多い、ブラスト・塗装のメリットとデメリットについて説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラストとは】
ブラストは表面処理における加工方法の1つです。
研磨剤粒子を高速で投射し衝突させる事で、表面の状態や性質を変化・向上させます。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラストの目的】
《研掃》
表面の不純物を研磨剤粒子によって除去する事が可能なため、「錆」「バリ」「塗装」「ミルスケール」などを除去する目的で行われます。
《機能付与と性質の向上》
ブラスト加工後の素材表面は「梨地」と呼ばれる無数の凸凹を形成します。
この凹凸は塗装の密着性を上げるだけではなく、放熱性や保油性も向上させる事ができます。
その他にも滑り止め、反射防止、艶消しなど様々な機能を付与させます。
《塗膜の密着性が向上》
異物を除去し、凸凹に変化した表面は塗膜との密着性が大きく向上させることができます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【ブラスト・塗装のメリット】
《塗膜の密着性》
「研掃」で表面の異物を除去し、表面が「梨地」に変化した金属表面は最高に塗装に適した状態です。
密着性が向上した塗装は剥がれにくく、金属の大敵である錆を長期間防ぐ事で金属の寿命を延ばす事が出来るのです。
《塗膜の均一性の向上》
ブラストは研磨剤によって表面を均一に研磨します。
そのため表面の微妙な凹凸を補正し、塗膜に均一性を向上させる事ができます。
【ブラスト・塗装のデメリット】
《健康への影響》
ブラスト・塗装は研磨剤や塗料の微粒子が飛散します。
防塵・防毒マスクなど適切な保護具を正しく装着しなければ、作業員の呼吸器系へ悪影響を及ぼす可能性があります。
《騒音と振動》
ブラスト・塗装は大型のコンプレッサーが必要となり、ブラスト作業中は大きな騒音と振動が発生します。
《設備とコスト》
ブラスト・塗装は特別な設備と作業スペースを揃えなくてはなりません。
設備の規模や加工対象にもよりますが、コストが必要となります。
以上がブラスト・塗装のメリットとデメリットです。
【まとめ】
メリットとデメリットがあるブラスト・塗装。
しかしデメリットの多くは設備・環境・保護具等を用意すれば解消は可能です。
金属を長持ちさせるためには、どうしてもブラストと塗装は欠かせません。
また研磨剤粒子の種類が多く存在するため、どんな素材でも施工する事が可能な点も大きなメリットと言えます。
錆を防ぐのみではなく、方向の無い微細な凹凸は美しく装飾品などにも用いられる工法です。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鋼管 ブラスト~塗装~出荷梱包】
鋼管の塗装工事は原田鉄工へお任せください!
ブラスト・塗装・出荷梱包の結束まで行い、傷や汚れが無い状態で納品する事が可能です。
また社内に製造部もありますので、切断・溶接加工などもあわせてご相談下さい。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『鋼管とは?』
鉄と炭素の合金である炭素鋼が主な原料となります。
鉄鋼製品の1つで鋼を圧延することで円筒形に成形し、作られます。
溶接の継ぎ目が無いものを「シームレス」、溶接の継ぎ目を残しているものを「ウェルド」と呼びます。
『鋼管の種類について』
主に使用される事が多い種類
SYK(一般構造用炭素鋼管)
-土木、建築、鉄塔、足場、支柱、地滑り用杭などの構造物に使用される。
STKM(機械構造用炭素鋼管)
-機械、自動車、自転車、家具、器具などの機械部品に使用される。
SGP(配管用炭素鋼管)
-ガス管とも呼ばれ使用圧力の低い蒸気、水(上水道を除く)、油、、ガス、空気など流体の輸送に使用される。
STPG(圧力配管用炭素鋼鋼管)
-高圧力(10MPa以下)かつ350℃程度以下で蒸気、水、油、空気など流体の輸送に使用される。
『原田鉄工の鋼管塗装工事について』
原田鉄工では鋼管の仕入れはもちろん、切断や溶接の加工も得意としております。
購入・加工した鋼管はブラスト設備にて素地調整を行い、直ちに塗装へと取り掛かります。
仕上塗装が完了し塗膜の硬化すれば、専用の鉄帯バンドなどで強固に結束します。
輸送時の振動でお客様の手元に届いた際にキズが付いている事が無いよう万全な状態にて出荷を行います。
『原田鉄工で塗装を行うメリット』
長尺になる事が多い鋼管は輸送・取り回しが大きな負担となりますが、原田鉄工では社内で全ての工程を加工する事が出来るので無駄なコストをカットし工期も短縮する事が可能です。
また一貫施工なので検査や工程写真の基準を確実に統一でき、より高品質な製品を作りだす事ができます。
創業から80年の歴史の中で多くのお客様から塗装工事のご依頼を頂いておりますので、どんな塗装仕様や検査・管理項目にも対応ができるノウハウがあります。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
製缶・ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【1種ケレンってなに?ケレンの方法と種類について】
塗装工程に含まれている「ケレン」
1種ケレンや2種ケレンなど表記されてあって何をするの?と疑問に思った人もいるはず。
そのケレンの方法と種類について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・ケレンってなに?
・ケレンの種類について
・ケレンの方法は?
・ケレンの効果と必要性
・まとめ
『ケレンってなに?』
「ケレンは塗装対象物の表面に付着した異物を除去する作業」の事です。
塗装前に表面を綺麗にしてあげる作業となります。
英語のClean(クリーン)が語源となっているとか。
塗装前には必ず「素地調整」や「下地処理」と言った工程があり、その作業方法の1つがケレン作業となります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『ケレンの種類について』
ケレンには種類があり、その作業方法と表面に付着した異物の除去率によって1種ケレン~4種ケレンに分類されています。
異物とは黒皮と呼ばれる酸化被膜、サビ、油分、汚れと言ったものや塗装(塗膜)の事です。
塗装前の工程では、表面に付着しているものは全て異物となります。
1種ケレン・・・表面に付着した異物を完全に除去
2種ケレン・・・サビと塗膜を可能な限り除去
3種ケレン・・・サビと劣化した塗膜を可能な限り除去
4種ケレン・・・表面の汚れを簡単に除去
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『ケレンの方法は?』
1種ケレン~4種ケレンはそれぞれ作業方法も異なります。
1種ケレン・・・ブラスト工法
2種ケレン・・・電動工具(ディスクサンダー / エアーハンマー / ワイヤーホイール)
3種ケレン・・・電動工具(ディスクサンダー) / 手工具(ワイヤーブラシ / スクレーパー)
4種ケレン・・・手工具(サンドペーパー)
もちろん1番表面を綺麗にできる1種ケレンが最も優れた方法ではありますが、大型の設備が必要となりますので状況に合わせて作業方法を決定しましょう。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ケレンの効果と必要性』
ケレン作業の目的は表面の「清掃」と「目荒し」です。
「清掃」によって表面の異物を取り除き、「目荒し」によって表面に微細なキズを付ける事で塗料の密着性が格段に上がります。
ケレンを行う事で塗膜の「寿命を延ばす効果」が得られるのです。
逆にケレンを行っていなければ、異物のあるツルツルの表面へ塗装する事になります。
その結果「表面と密着せず簡単に塗膜が剥がれる」「塗膜の下でサビが浸食する」など大きな欠陥を招く事となるのです。
実はケレン作業などの素地調整は塗装工程の中で「最も重要な工程」なのです。
『まとめ』
ケレン作業は塗料の密着性を向上させるための作業。
1種ケレン~4種ケレンとその作業方法と異物の除去率によって4種類に分類される。
塗装工程の中で「最も重要な工程」であり、そのケレン作業によって塗膜の寿命が大きく変化する。
必要となる設備、道具がそれぞれ異なるので、作業範囲や状況に合わせた作業方法を選びましょう。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
原田鉄工では1種ケレン専用の大型ブラスト設備があります。
製品を長持ちさせたい、メンテナンス頻度を減らしたいといったあなたの希望を叶えます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【SSPC SP-5 】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-5(ホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を全て除去する必要があります。
一般的にISO Sa3と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『SSPC SP-5とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した異物をほぼ100%除去する必要があり、目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-5 の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-5 の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-5 で行うメリット』
SSPC SP-5は素地調整の中で最も高いレベルの規格となります。
ほぼ100%表面の異物を除去する事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
『まとめ』
SSPC SP-5は素地調整の規格であり、最も高い除去率!
施工方法はブラストで表面に付着した異物を完璧に除去する必要があります。
厳しい環境下で使われる製品などに適した仕様となります。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
求められるのは完璧な表面洗浄となるので決まり事も多く妥協は許されませんが、SSPC SP-5 ホワイトメタルブラスト洗浄された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC SP-5はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-1】溶剤洗浄で行う表面処理について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『SSPC SP-1とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
溶剤を表面へ直接塗付したり、布やブラシに含ませて拭き取るなどの方法で表面に付着した油、汚れ、グリースなどの汚染物質を除去します。
SSPC規格ではSP-5、SP-10のブラスト処理前だけでなく、SP-3のパワーツールクリーニング処理前でも必ずこのSSPC SP-1を行う必要があります。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-1の作業方法』
1.表面に付着している埃をワイヤーブラシ等で取り除く。
2.表面を溶剤で吹き付ける、拭きあげる、浸すなどの方法で汚染物質を除去する。
3.清潔な乾燥空気などを使用し、表面の残留物を全て除去する。
『SSPC SP-1で使用される溶剤』
使用する溶剤は多くの種類があるため、表面の材質と除去すべき汚染物質を見極めて選定する必要があります。
一般的に広く使用されるのは下記の溶剤です。
・アセトン
・キシレン
・トルエン
・家庭用洗剤
『SSPC SP-1の注意点』
溶剤の危険性
・一部の溶剤は危険性が高いものが含まれますので、作業環境や防具などの対策が必要となります。
汚染状態の確認
・作業で使用する溶剤はもちろんの事ブラシやウエス、エアーなどは清潔でなければいけません。
『SSPC SP-1を行うメリット』
SSPC規格で素地調整を行う場合にはSP-1を最初に行う必要があります。
ブラスト処理は油やグリースなどを除去するには効果的ではないとされるからです。
SP-1にて表面を洗浄した後、ブラスト処理を行う事によって塗装などのコーティングに最適な表面へできるのです。
一切の汚染物質が無い表面へ塗装を行う事で長期間製品を保護する塗膜が形成され、耐久性・コスト・安全性など様々な部分の向上が期待できます。
『まとめ』
SSPC SP-1は表面処理の規格であり、溶剤を使用して表面を洗浄する方法です!
油、汚れ、グリースといった汚染物質を溶剤を吹き付ける、拭きあげる、浸すなどの方法で全て除去します。
表面の状態を確認し、除去すべき汚染物質に効果的な溶剤を選ぶ必要があります。
溶剤は危険性が高いものもありますので、使用環境には注意してください。
また油やグリースなどが残留した場合、塗料などのコーティングは弾かれてしまい密着不良となりますので洗浄後の状態をしっかりと確認する必要があります。
SSPC SP-1にて溶剤洗浄後、SSPC SP-5などのブラスト処理された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
塗装剥離の原因はほとんどが素地調整とされています。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC規格以外のISO規格などにも対応できますので、お気軽にご相談ください。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【よく耳にするもう一つの規格ISOについては下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装不良が発生する原因と対策】
塗装不良、塗装の不具合は各塗装工程で発生する可能性があります。
乾燥前や乾燥後の塗膜に不具合が生じる事で、耐久性は大きく下がってしまいます。
見た目の仕上がりが悪い事もありますが…
塗膜の早期剥離や腐食などは重大な事故へ繋がりかねません。
塗装不良は発生する原因を理解し、対策を行う事で未然に防ぐ事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装とは』
「塗料の膜で表面を覆うこと」を塗装と呼び、表面の性質を向上・改善する表面処理工法の1つとなります。
塗装は見た目を美しくする「装飾」
表面を強化な塗膜で覆う「保護」
耐熱、防腐、耐薬品といった「機能の付与」
上記の3つの効果を得るために塗装は行われます。
『塗装不良とは?』
塗装不良とは塗装を施した時に表面に生じる欠陥や不具合の事です。
この欠陥により塗料は本来持つべき性能を発揮する事ができません。
『塗装不良の原因』
塗装不良が発生する原因は大きく分けて5つの要素に分類されます。
① 被塗装物の状態に起因する塗装不良
「原因」
素地調整が不十分 / 表面に不純物が付着している
② 塗料や硬化剤、希釈溶剤に起因する塗装不良
「原因」
塗料の劣化 / 攪拌不足や適正な混合比でない
③ 塗装機や塗装設備に起因する塗装不良
「原因」
圧力不足やチップが適正でない / 塗装する周辺が汚い
④ 塗装方法や塗装技術に起因する塗装不良
「原因」
塗料に適した塗装方法でない / 吹付距離の問題、塗膜が厚すぎる
⑤ 気温や湿度など塗装環境に起因するもの
「原因」
湿度が85%を超えている、気温が低すぎる
『塗装不良の対策』
実は塗装不良の多くは塗装開始前に簡単な対策を行う事で未然に防ぐことが可能です。
① 被塗装物の状態に起因する塗装不良
「対策」
素地調整を十分に行う / 表面の不純物はエアブロー等で確実に除去する
② 塗料や硬化剤、希釈溶剤に起因する塗装不良
「対策」
塗装の使用期限、状態を確認する / 正確に混合比を計測し、十分に攪拌する
③ 塗装機や塗装設備に起因する塗装不良
「対策」
圧力やチップを調整する / 周辺の清掃を行う
④ 塗装方法や塗装技術に起因する塗装不良
「対策」
塗料に適した塗装方法を選定する / 適切な吹付距離、ガンスピードを守り厚塗りしない
⑤ 気温や湿度など塗装環境に起因する塗装不良
「対策」
塗装前には気象条件を確認し、適切な気温や湿度でない場合は塗装しない
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
『まとめ』
塗装不良には多くの種類がありますが、対策を行う事でどれも未然に防ぐことが可能です。
塗装不良一覧表には発生しやすい塗装不良の原因と対策をまとめています。
また各塗料にはメーカーが作成する塗料説明書というものがあります。
塗料説明書には塗料を使用する上での適切な素地調整・適合する塗料・気象条件・圧力やチップまで細かく記載してあります。
塗料ごとでこれらの条件は異なりますので、使用前にはよく確認し遵守する必要があります。
上記の一般的な「塗装不良の対策」と「塗料説明書」をきちんと守れば、ほとんどの塗装不良は防ぐことができます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
原田鉄工では塗装不良の原因となりやすい素地調整に特化しております。
素地調整専用の大型ブラスト設備にて表面に付着した異物を完全に除去する事により、塗料は表面と強く密着し剥離する事を防ぎます。
またブラスト・塗装の一体工場のため、ブラスト完了後の清浄な素地に対し直ちに塗装を行うことが可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
適切な管理が必要となる塗膜厚についても厳しく検査・管理をおこないますので、ムラのない均一な塗膜を形成させることができます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整 ISO規格とSSPC規格一覧表】
塗装の仕様書などに記載されている「素地調整」や「下地処理」といった工程
ISO規格やSSPC規格のほかに1種ケレンなど様々な規格で記載されてあることが多いと思います。
素地調整で用いられるISO規格、SSPC規格と一般呼称であるケレンについて一覧表にまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整や下地処理について』
表面を塗装に適した状態へ変化させる工程となります。
方法や精度を「ISO規格」「SSPC規格」などの規格で定められます。
『ISO規格について』
ISOはスイスに本部がある非政府機関です。
あらゆる分野で国際的に共通する規格を制定する事を目的としております。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SSPC規格について』
SSPCはアメリカに本部がある非営利組織です。
塗装や素地調整といった分野に特化しており、素地調整の規格などを制定しています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ケレンについて』
ケレンは英語の「Clean(クリーン)」が語源とされる一般呼称です。
1種ケレン~4種ケレンに分類されていますが、規格ではないので明確な定義がされておりません。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
『素地調整の規格表』
「ISO規格」「SSPC規格」と「一般呼称のケレン」の3種類
国内の仕様書は上記3種のどれもが記載されている可能性があります。
紛らわしいのでそれぞれの規格を除錆率別で一覧にしました。
『まとめ』
塗装において最も重要とされる工程が「素地調整」です。
素地調整は製品の仕上がり、耐久性の大きな影響を与えるためです。
仕様書で定められた規格で確実に施工する必要があります。
規格によって検査方法や手順など定められている事が違いますので施工前によく確認しましょう。
【ISO Sa3】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210083/
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
表面をどれだけ洗浄しているかが、その後の製品状態を大きく左右させます。
詳細はこちら↓
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
「SSPC」と「ISO」 2種類について説明しています。
【ブラストの規格】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPCとは? SSPC規格の一覧表 】
SSPC(Society for Protection Coatings)は世界的に広く受け入れられている非営利組織で産業・海上構造物を保護するコーティングを専門としている協会です。
素地調整・表面処理・下地処理などのコーティングに関する規格を多く制定しています。
作業方法や作業内容によって多くの種類に分けられているので一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
『SSPC-SP5 / NACE No.1』
White metal blast cleaning(ホワイトメタルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物は完全に除去する必要があります。
影や変⾊が一切なく、表⾯を均⼀な⾦属⾊へ仕上げる。
最も優れた表面処理の規格ですが、均一な金属色へ仕上げるには多くの作業時間がかかってしまいます。
『SSPC-SP10 / NACE No.2』
Near-white metal blast cleaning(ニアホワイトメタルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を95%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ5%まで許容されます。
軽度の汚れを5%まで許容する事でコストが削減されており、十分な清浄度を確保する事ができるため広く使用されている規格となります。
『SSPC-SP14 / NACE No.8』
Industrial blast cleaning(インダストリアルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を90%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ10%まで許容されます。
SP10より軽度の汚れを多く許容することで、コスト面に優れた規格となります。
『SSPC-SP6 / NACE No.3』
Commercial blast cleaning(コマーシャルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を67%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ33%まで許容されます。
33%軽度の汚れを許容することで、作業効率・コスト面に優れた規格となります。
『SSPC-SP7 / NACE No.4』
Brush-off blast cleaning(ブラッシュオフブラストクリーニング)
ブラスト処理にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
表面を掃くようにブラストを行う簡易な処理ではありますが、無機ジンクやプライマーの密着性に効果があります。
『SSPC-SP16』
Brush-off blast cleaning(ブラッシュオフブラストクリーニング)
作業内容はSP7と同様となりますが、対象となる素材がステンレス、メッキ、非鉄となります。
表面粗さを19.0µm以上にする必要があります。
ステンレス、メッキ、非鉄の塗装に対して密着性を向上させる効果があります。
『SSPC-SP11』
Power tool cleaning to bare metal(パワーツールクリーニングトゥベアメタル)
電動工具処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物は完全に除去する必要があります。
表⾯のくぼみに付着した錆、酸化被膜、塗膜は許容されます。
電動工具処理では最も優れた規格であり、表面粗さを25.4µm以上にする必要があります。
『SSPC-SP15』
Commercial grade power tool cleaning(コマーシャルグレードパワーツールクリーニング)
電動工具処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を67%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れが33%と表⾯のくぼみに付着した錆、酸化被膜、塗膜は許容されます。
『SSPC-SP3』
Power tool cleaning(パワーツールクリーニング)
電動工具処理にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
電動工具処理の規格の中では最も広く使用されている規格となります。
『SSPC-SP2』
Hand tool cleaning(ハンドツールクリーニング)
手動工具にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
『SSPC-SP1』
Solvent cleaning(ソルベントクリーニング)
溶剤を使用して⾁眼で⾒える油分、汚れ、描画⽤や切削⽤の化合物などの可溶性物質を除去する必要があります。
SSPC規格にて素地調整を⾏う場合には最初にSP1を⾏うことになります。
表面の状態を確認し、除去すべき汚染物質に効果的な溶剤を選ぶ事が重要です。
その他にもSSPC規格には細かく作業方法と注意点などがありますので、ぜひご覧ください。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
原田鉄工ではSSPC規格以外のISO規格などにも対応できますので、お気軽にご相談ください。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
素地調整でよく使われる規格
2種類について説明しています。
【ブラストの規格「SSPC」と「ISO」】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SS400を長期間錆びさせない塗装方法】
SS400とは「Steel Structure / 一般構造用圧延鋼材」の1種であり、加工性に優れているため様々な分野で使用されている鋼材です。
一般構造用圧延材をSS材と呼び、その中で引張強さ400~510MPa(N/mm²)と規定されているのでSS400となります。
JIS規格でSS材は全部で4種類あり、その中でもSS400は最も広く流通しています!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『SS400とは?』
JIS(日本産業規格)では一般構造用圧延鋼材と呼ばれる鋼材の規格があります。
一般構造用圧延鋼材は材料記号にてSSと表され、引張強さの最低が400MPaとなるので「SS400」となります。
幅広い分野で使用されているので、流通量が多く安価で入手する事ができる鋼材です。
機械加工や溶接がしやすく、汎用性が高い事などの特徴があります。
一方で鋼材の中では柔らかい素材となので高い強度が必要な部分では使用が難しい、錆びやすいので防錆処理が必要といった短所もあります。
【金属材料の種類について】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『錆を防ぐ方法』
SS400は錆びやすい材質なので、そのままでは簡単に錆が発生します。
錆びても問題のない製品以外は基本的に錆を防ぐ処理を行い使用されています。
防錆処理で広く行われている処理方法はメッキ、黒染め、塗装となります。
黒染めは防錆能力が低く安価、塗装は防錆能力が高く高価といった傾向があります。
それぞれメリット・デメリットがあるのでどの処理方法を選ぶかは使用される環境や耐用年数を考慮する必要があります。
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
『長期間錆びさせない塗装方法』
表面処理が行われていないSS400の表面は黒皮(ミルスケール)と呼ばれる酸化被膜に覆われています。
これは黒錆と呼ばれる酸化鉄であり、鋼材を製作する過程で高温になった表面と酸素が結びつき生成されています。
黒皮は腐食の原因となる、防錆処理の密着性を妨げるといった理由より除去する事が推奨されます。
塗装以外の防錆処理でも言える事ですが、SS400を長期間錆びさせないためには黒皮は除去しなければなりません。
『黒皮の除去方法』
黒皮を除去する方法は2つあります。
「硫酸・塩酸などの強酸につける酸洗い」
表面の黒皮・錆・油分を酸の力で溶解します。
液体に浸かる事が出来れば複雑な形状でも処理可能なのが大きなメリットです。
一般的にメッキ加工の前処理として行われています。
「粒子を衝突させ表面を削るブラスト」
表面に付着した異物(黒皮・錆・塗膜・汚れ・油分など)を全て除去できます。
完全に金属素地を露出させ、表面に凹凸を形成する事で密着性の向上も図れるため最も効果の優れた処理方法です。
一般的に塗装の前処理として行われています。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『まとめ』
SS400とはJISで定められた「Steel Structure / 一般構造用圧延鋼材」の1種であり、材料記号にてSSと表されます。
SS材とも呼ばれ、引張強さの最低が400MPaとなるので「SS400」となります。
SS400は錆びやすい材質であり、何かしらの錆を防ぐ処理が必要です。
また鋼材を製作する過程で高温になった表面と酸素が結びつき生成された「黒皮(ミルスケール)」で覆われていますが、黒皮を除去しなければ防錆処理は長持ちできません。
黒皮を除去する方法は「酸洗い」「ブラスト」と2種類あり、より長期間錆を防ぐには「ブラスト」が優れています。
ブラストで黒皮といった異物を全て除去+凹凸に表面を形成した素地へ防錆処理を行う事で、SS400は長期間錆びません。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
またブラストでの素地調整は塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くなった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島での素地調整ブラスト処理|精密な素地調整で最高の仕上がり】
広島での素地調整ブラスト処理なら原田鉄工にお任せください。
創業80年で培った豊富な技術と経験で、最高品質の仕上がりを提供します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整のブラスト処理について』
素地調整は塗装の前処理として行うべき重要な工程です。
塗装対象物の表面を「塗装に適した状態へ変化させる作業」が素地調整となります。
素地調整は様々な方法が存在しますが、その中で最も優れているとされるのが「ブラスト処理」となります。
ブラスト処理は加工対象へ無数の研磨剤を衝突させる事で付着した不純物を除去し、表面を粗面・清浄化する処理となります。
詳しくは下記リンクを参照ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『原田鉄工のブラスト設備』
広島にある原田鉄工では大型のエアー式ブラスト装置を2種類設備する事で、多くの材質や仕上がりに対応する事が可能です。
「サンドブラスト」
「グリットブラスト」
幅7m×奥行10m×高さ3.5m×2基
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
また研磨剤を変更する事で「ガラスビーズブラスト」や「ショットブラスト」も行えます。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『原田鉄工のブラスト品質』
原田鉄工では国内・国外向けの多くの製品に対し、ブラスト処理を行ってきました。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
どちらの規格でも柔軟に対応可能です。
SSPCの場合は16種類、ISOの場合は6種類にも分類される規格です。
規格の選定から行う事もできますので、お気軽にご相談ください。
【ブラストの規格 SSPCとISO】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
ブラスト設備は作業員が直接ノズルを持って処理する手動式なので、複雑な製缶品やタンク内部でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
屋内塗装設備も完備しておりますので、ブラスト処理後は早急にプライマー処理を行います。
プライマー・下塗塗装まで/上塗塗装までなど必要な部分までお手伝いさせていただきます。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
広島のブラスト処理と塗装なら原田鉄工にお任せください。
原田鉄工は素地調整と塗装の専門工場ですので、徹底した管理で最高品質を提供します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整のブラスト処理について』
塗装工程の前には素地調整を必ず行う必要があります。
素地調整は塗装対象物の表面を「塗装に適した状態へ変化させる作業」です。
素地調整は様々な方法が存在しますが、その中で最も優れているとされるのが「ブラスト処理」となります。
ブラスト処理は加工対象へ高速で噴射する研磨剤を衝突させる事で表面を粗面・清浄化する処理となります。
詳しくは下記リンクを参照ください。
【「ブラスト処理」の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『原田鉄工 広島のブラスト設備』
広島にある原田鉄工では大型のエアー式ブラスト装置を2種類設備する事で、多くの材質や仕上がりに対応する事が可能です。
「サンドブラスト」
「グリットブラスト」
幅7m×奥行10m×高さ3.5m×2基
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
また研磨剤を変更する事で「ガラスビーズブラスト」や「ショットブラスト」も行えます。
【ブラストの研削材について ガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
『原田鉄工 広島のブラスト品質』
原田鉄工では国内・国外向けの多くの製品に対し、ブラスト処理を行ってきました。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
どちらの規格でも柔軟に対応可能です。
SSPCの場合は16種類、ISOの場合は6種類にも分類される規格です。
規格の選定から行う事もできますので、お気軽にご相談ください。
【ブラストの規格 SSPCとISO】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
ブラスト設備は作業員が直接ノズルを持って処理する手動式なので、複雑な製缶品やタンク内部でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
『原田鉄工 広島の塗装品質』
原田鉄工で塗装している製品は「通常の塗装では耐えられない」環境で使用されるものが多いです。
海上、海中、水上、水中といった環境では金属の上に塗料を塗るだけでは数年も経たないうちに塗装は剥げてしまいます。
塗装が剥がれた場所から腐食が進行し、製品はたちまち使用不可となるのです。
またそのような場所では補修の塗装を行う事も難しいため、可能な限り長期間に渡り製品を「保護できる塗装」が必要とされています。
原田鉄工はこのような「過酷な環境でも耐えられる塗装」を80年間行ってきました。
ブラスト設備と屋内塗装設備を完備しているので、ブラスト処理後の「戻り錆」は心配ありません。
ブラスト完了後4時間以内にプライマー・下塗塗装を行います。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗装が剥がれる原因と対策|剥離トラブル解決策】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装の剥がれは製品の寿命を縮め、再塗装のコスト負担を増やすなど、多くの問題を引き起こします。
それは製品の品質低下や納期遅延につながる可能性もあり、深刻な事態と言えるでしょう。
この記事では塗装が剥がれる原因を詳しく解説し、長寿命な塗装を実現するための具体的な対策を提案します。
また原田鉄工の強みである、長年の経験と高度な技術力、そして中国地方屈指の大型ブラスト設備を用いた高品質な施工についてご紹介します。
【原田鉄工株式会社】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
『なぜ塗装が剥がれてしまうのか?その原因を徹底解剖』
塗装が剥がれてしまう原因は様々ですが、主なものとして以下のものが挙げられます。
①下地処理
「下地処理の不足」
酸化被膜やサビ、古い塗料といった不純物は完全に除去しなければ、新しい塗料との密着性が低下し早期に剥がれてしまいます。
「油脂や汚れの残留」
表面に油脂や汚れが残っていると、塗料との密着が妨げられ剥がれの原因となります。
「素地調整の不適切」
金属の種類や状態に合わせた適切な素地調整を行わないと、塗料との密着性が低下し、剥がれやすくなります。
②環境条件の影響
「塩害」
海沿いや工場地帯など塩分を多く含む環境では、塗膜が塩害を受け劣化が早まります。
「紫外線」
紫外線は塗料の劣化を促進するためチョーキング、割れ、最終的に剥離を引き起こします。
「温度変化」
温度変化による塗膜や母材の伸縮が、ひび割れや剥がれの原因となります。
③塗料の選定ミス
「耐候性」
屋外用と屋内用、耐熱性など使用環境に合わせた塗料を選ばないと、短期間で剥がれる可能性があります。
「塗料の相性」
異なる種類の塗料を重ね塗りする場合、互いの相性を考慮しないと剥がれの原因となります。
「素材との相性」
木材・鉄・ステンレスなど素材に適合する塗料を使用しなければ、密着できず剥がれてしまいます。
④施工不良
「乾燥不足」
塗料が完全に乾燥する前に次の工程に移ると、塗膜が弱くなり剥がれやすくなります。
「塗布量の過不足」
規定の塗布量から過不足があった場合、塗膜の耐久性は大きく損なわれます。
「重ね塗り間隔」
重ね塗りのタイミングが早すぎたり遅すぎたりすると、密着不良の原因となります。
『塗装剥離を防ぐための具体的な対策』
塗装剥離を防ぐためには、以下の対策が有効です。
①徹底した下地処理
塗装工程の中でも重要とされるのが下地処理となります。
最も効果的な下地処理の方法はブラスト加工です。
ブラスト加工は表面に付着した不純物を全て取り除き、微細な凹凸を形成する事によって、塗料の密着性は大幅に向上し剥がれなくなります。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
②適切な塗料の選定
塗装対象物の素材と密着性の良い塗料を選定する事が必要です。
また使用される環境と想定される耐用年数を考慮して、最適な塗装システムを検討・選定を行いましょう。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
③適切な塗装工事
適切な塗布量を遵守せず塗膜が厚すぎると割れ・早期剥離、薄すぎると性能不足といった不良に繋がります。
硬化時間・塗装間隔を守り、塗膜の厚さは均一となるよう丁寧に塗装する必要があります。
④定期的な点検
塗料は紫外線などの影響により、日々劣化していきます。
塗装面の定期的な点検により早期に劣化を発見し、適切な処置を行うことができます。
【究極の塗装剥離対策】
https://ja.nc-net.or.jp/company/98405/product/detail/231837/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の塗装サービス』
原田鉄工は創業80年以上の歴史と豊富な経験を持つ塗装のプロフェッショナルです。
お客様のニーズに合わせた最適な塗装ソリューションを提供いたします。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
「中国地方屈指の大型ブラスト設備」
原田鉄工のブラスト設備は中国地方最大級の大型設備です。
ISO規格 / SSPC規格に準拠した高度な技術力を保有しており、迅速かつ高品質な素地調整で塗料の密着性を高めます。
「一貫施工体制」
ブラストから塗装まで全て自社で管理する事で、品質管理が徹底され高品質な製品を提供します。
また製品の移動に関わる時間・コストを削減する事で、短納期・低コストを実現。
「経験豊富な職人」
長年の経験を持つ職人が、最高品質の塗装を行います。
複雑な形状、大型組立品でもブラスト・塗装ともに均一で美しい仕上がりを保証します。
「柔軟な対応力」
機械設備、橋梁、プラント設備、船舶、建築資材など多岐にわたる分野での施工実績があります。
小ロットから大型構造物まで、あらゆるニーズに柔軟に対応いたします。
『まとめ』
塗装の剥がれは製品の価値を下げ、コストを増やす原因となります。
しかし、適切な対策を行うことで長寿命な塗装を実現し、製品の価値を高めることができます。
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
高品質な仕上がりはもちろん、厳しい検査基準、納期の厳守、コスト削減、環境配慮などお客様のさまざまなニーズにお応えいたします。
金属製品の耐久性向上や美観維持でお悩みの方、ぜひ原田鉄工にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
『よくあるご質問(FAQ)』
・塗装の寿命はどれくらいですか?
塗装の寿命は使用する塗料の種類、環境条件、施工方法などによって異なりますが、一般的に10年程度と言われています。
原田鉄工の重防食塗装は約50年の寿命を期待する事が出来ます。
・塗装の費用はどのくらいかかりますか?
塗装費用は、塗装面積、使用する塗料の種類、下地処理の状況などによって異なります。無料でお見積もりいたしますので、お気軽にご相談ください。
・塗装後の養生期間はどのくらいですか?
塗装後の養生期間は、使用する塗料の種類や気象条件によって異なります。
一般的には、3日程度の養生期間が必要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
原田鉄工株式会社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください!
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月16日

【金属のサビを徹底除去!効果的なサビ落とし方法とは?】
金属製品のサビでお困りですか?
原田鉄工はブラスト加工のサビ落とし技術で、金属製品を新品同様に再生します。
防錆処理も併用し、製品の長寿命化を実現します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『サビ落とし:金属製品の寿命を延ばすために』
金属製品は長年の使用や環境の影響でサビが発生し、その機能や美観が損なわれてしまいます。
サビ落としはこれらの問題を解決し、金属製品の寿命を延ばすための重要な工程です。
『サビの原因と種類』
サビは鉄が空気中の水分や酸素と反応し、酸化物となる現象です。
塩分や酸性雨は、サビを加速させる要因となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『サビ落としの重要性』
サビを放置すると、以下の問題が発生する可能性があります。
安全性の低下: 構造物の強度が低下し、倒壊などの危険性が高まります。
機能の低下: 機械の動きが鈍くなったり、故障の原因となったりします。
美観の損傷: 製品が錆びてしまい、見た目が悪くなります。
『サビ落としの方法』
サビ落としには、様々な方法があります。
ブラスト加工: 高圧の空気で研磨材を吹き付け、サビを強力に除去します。
ケミカルピーリング: 化学薬品を用いて、サビを溶かして除去します。
機械研磨: 研磨剤を用いた機械で、サビを削り落とします。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『サビ落とし後の処理』
サビを落とした後は即座に防錆処理を行うことで、再発を防ぐ必要があります。
メッキ: 金属表面に別の金属を薄く被覆する。
塗装: 金属表面に塗料を塗布する。
酸化皮膜形成: 金属表面に酸化皮膜を形成する。
『原田鉄工のサビ落とし』
原田鉄工は長年の経験と高度な技術を駆使し、お客様の金属製品に最適なサビ落とし方法をご提案いたします。
無料診断: 専門スタッフがお客様の製品の状態を診断し、最適な処理方法をご提案します。
多様な処理方法: グリットブラスト、サンドブラスト、ケミカルピーリングなど様々な処理方法に対応可能です。
高品質な仕上がり: 最新の設備と熟練の技術者が、高品質な仕上がりを実現します。
迅速な対応: お客様の納期に合わせた対応が可能です。
『まとめ』
金属製品のサビは、放置すると様々な問題を引き起こします。
早急・適切な対応を行う事で製品は
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト研磨材(メディア)の種類】
ブラストは研磨材又はメディアや研削材と呼ばれる粒子を高速でぶつける事で表面を洗浄する加工方法です。
研磨材には数えきれないほど種類があり、素材・形状・サイズなどそれぞれ異なります。
今回はそんなブラストの研磨材について、代表的な11種類の素材とその選び方、使い方を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『研磨材・研削材・メディアとは?』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『研磨材の種類について』
噴射・投射が可能なら研磨材となるので、研磨剤には本当に多くの種類がありますが…
基本的に多く流通、使用されている11種類について紹介します。
「植物」
クルミの種など
特徴:高度が低く素材の損傷を抑えながら加工可能。樹脂製品などの軽いバリ取りに使用。
「樹脂」
ナイロンビーズなど
特徴:柔らかく素材にダメージレスな加工可能。冷凍、軟質金属の軽いバリ取りに使用。
「アルミ」
アルミワイヤーなど
特徴:植物や樹脂に次いで硬度が低いので素材への損傷が少ない。アルミダイカスト製品のバリ取りや洗浄に使用。
「亜鉛」
ジンクショットなど
特徴:アルミと同程度の硬度なので損傷を抑えた加工。アルミダイカスト製品のバリ取りや塗装剥離に使用。
「銅」
銅スラグなど
特徴:硬度が低く素材への損傷は低いが、高比重なので塗装剥離などに使用。
「ガラス」
ガラスビーズなど
特徴:硬度はあるが軽量なので素材への損傷が低い。アルミダイカスト製品や樹脂製品の仕上げやバリ取りに使用。
「砂」
珪砂など
特徴:研削力が高いので表面を粗面化。塗装の下地処理や塗装剥離に多く使用。
「ステンレス」
ステンレスビーズなど
特徴:研削力が高く表面を粗面化。アルミやステンレス製品のバリ取りや清掃に使用。
「鉄(鋼)」
スチールグリットなど
特徴:研削力が非常に高く最も流通が多いのでサイズ・形状が豊富。サイズ・形状を変える事で仕上がりを調整できるので塗装の下地処理、金属製品のバリ取りなど幅広く使用。
「アルミナ」
褐色アルミナなど
特徴:研削力が非常に高く表面を粗面化。塗装の下地処理、塗装剥離などに使用。幅広い素材に対し使用可能。
「セラミック」
炭化ケイ素など
特徴:研磨材の中で最も硬度が高く、硬くて脆い高脆材の加工が可能。サイズが豊富なので塗装の下地処理や損傷を抑えた微細な加工も可能。
≪詳細は下記リンクより「ブラストの研磨材」をダウンロードください≫
https://ja.nc-net.or.jp/company/98405/dl/catalog/207124
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【素地調整/下地処理 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『研磨材の選び方』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です!
項目が多いですが、どれも研磨材を選ぶ上では重要となります。
「素材」
もらい錆などを防ぐため、加工対象に合わせた素材を選定する必要があります。
「形状」
多角形は塗装に適した粗面化、球体はバリ取りやピーニングを目的とします。
「サイズ」
大きければより粗面化が可能で、細かければ微細な加工が可能となります。
「硬度」
硬ければ研削力が高く、柔らかいと損傷を抑えた加工ができます。
「比重」
比重(重量)は加工力に影響し、重ければ加工力が大きく軽ければ小さいです。
「粉砕性」
粉砕性は施工コストに影響し、大きければすぐ粉砕し小さければ長持ちします。
このように研磨材は加工対象となる素材、目的、形状などに合わせて選定する必要があります。
多くの種類が存在しますので、最適な研磨材を見つけましょう!
『原田鉄工で使用している研磨材』
原田鉄工で普段使用している研磨材を紹介します!
①スチールグリット
グリットブラストの研磨材はこのスチールグリットを使用しています。
鋼が原料で研削力が高く、形状は多角形です。
塗装の下地処理に最適なアンカーパターン(表面の凹凸)を形成する事が出来ます。
黒皮はもちろん、分厚い塗装も完璧に除去する事が可能です。
加工効率が良く粉塵の発生が少ないので、多くの鋼製品に使用しています。
②ネオブラスト
サンドブラストの研磨材はこのネオブラストです。
フェロニッケルスラグというステンレスの副産物が原料となります。
珪砂より高硬度で鉱石が原料のアルミナやガーネットと近しい性能となります。
多角形なので塗装の下地処理に適したアンカーパターンを形成する事が可能です。
鋼製のスチールグリットと比較すると粉砕性が高く粉塵が発生しやすいので加工効率は悪いですが、ステンレスやアルミなど幅広い素材に対して加工できます。
③ガラスビーズ
ガラスビーズブラストの研磨材はこのガラスビーズです。
ガラスが原料で軽い、砕けやすい、球状なので素材への損料を抑えて加工できます。
多角形でなく球状の為、塗装の下地処理としてはあまり向いていません。
素材を選ばず加工可能でバリ取り・研掃・仕上げ加工に使用しています。
原田鉄工では上記の3種類を加工対象物の素材、大きさ、形状、加工目的によって使い分けています。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『まとめ』
ブラストの研磨材は噴射か投射が出来れば、何でも構いません。
素材、形状、サイズなど種類の異なる研磨材が多く流通しています。
研磨材で重要とされるのは「素材」「形状」「サイズ」「硬度」「比重」「粉砕性」の6つの項目。
研磨材を使い分ける事で加工可能な素材・仕上がり・効果が大きく変わってくるため、加工対象物に最適な研磨材を選定する事が重要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
塗装寿命に影響する原因は下地処理によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【徹底解説】ブラスト加工後の表面粗さ「Ra」「Rz」「RzJIS」とは?📏
金属表面処理の一つであるブラスト加工。その仕上がりを左右する重要な要素が「表面粗さ」です。
この記事では、Ra・Rz・RzJISといった表面粗さの基礎知識から、実際のブラスト加工で得られる数値の目安まで、詳しくご紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『🔍 表面粗さとは?』
表面粗さとは、金属などの表面の凹凸の度合いを数値で表したものです。
ザラザラしていれば数値は大きく、ツルツルしていれば小さくなります。
見た目や触感だけでなく、表面粗さは次のような機能にも深く関わっています。
・🔧 摩擦性・密着性(接触部・接合部の精度)
・🎨 塗装の乗りやすさ・耐久性(ぬれ性、密着性)
だからこそ、数値で管理することで製品の品質を一定に保つことが可能になるのです。
『🧪 表面粗さの測定方法』
・接触式
ダイヤモンドの針で表面をなぞって測定。主流。細部まで測れるが測定範囲が狭い。
・非接触式
レーザー等で非接触測定。広範囲を3次元で測定可能だが高価で一部測定困難。
※接触式ではわずか数cmの位置の違いでも数値に差が出るため、あくまで目安とした評価が必要です。
『📐 代表的な表面粗さパラメーター』
✅ ① 算術平均粗さ【Ra】
・凹凸の平均的な粗さ
・機械加工などに広く用いられ、安定した評価が可能
✅ ② 最大高さ粗さ【Rz】
・最も高い凸と最も深い凹の距離
・局所的な傷などの影響を受けやすいが、分かりやすい指標
✅ ③ 10点平均粗さ【RzJIS】
・上位5つの凸・下位5つの凹の平均値を合計
・安定性が高く、国内JIS規格で主に使われる指標(ISOでは非採用)
『📊 ブラスト加工後の表面粗さの目安(SS400)』
種類 Ra(μm) Rz(μm) RzJIS(μm)
グリットブラスト 8~13 40~65 40~55
サンドブラスト 6~14 35~65 35~60
※測定位置により数値は変動します。試作測定にて最適条件をご提案可能です。
『🏭 原田鉄工のブラスト加工が選ばれる理由』
✅ 大型ブラスト設備(自社製)完備
✅ 屋内塗装ブースで一貫処理
✅ 特殊薬品による非破壊洗浄対応可
✅ 塗装密着性向上・耐久性UP
✅ 試作測定による最適条件のご提案
\ 設備詳細や導入事例はこちら /
【広島で塗装の事なら「原田鉄工」にお任せください】
https://www.nc-net.or.jp/company/98405/product/detail/202624/
『📝 まとめ』
・表面粗さは製品の性能・品質に直結する重要な指標
・ブラスト加工ではRa、Rz、RzJISを使って評価
・素材や圧力、加工時間によって粗さは大きく変化
・原田鉄工では試作→測定→条件調整まで対応可能!
「特定の表面粗さに仕上げたい」「図面通りの粗さが欲しい」
そんなときは、ぜひ私たち原田鉄工へご相談ください!
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
📞 TEL:082-232-2445(担当:垰)
📩 メール:bousei@harada-tekkou.co.jp
🔗 関連リンク
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【金属の錆だけを除去する特殊薬品処理|原田鉄工の表面処理技術】
https://ja.nc-net.or.jp/company/98405/product/detail/244165/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/

【ブラストとは?加工方法とメリット・デメリットを紹介】
ブラスト加工とは圧縮した空気や高速回転する羽根(インペラ)の力を利用することで、研磨材と呼ばれる粒子を勢いよく吹きつけ、加工対象物の表面にぶつけて加工する方法です。
ブラスト加工には金属などの下地処理として表面を洗浄、粗面化する効果のほかにバリ取り、デザイン性・機能の付与、疲労強度向上など様々な効果を得る事ができます。
加工方法には「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」などがあります。
どのようにしてブラスト加工がおこなわれているのか?
「加工方法の仕組み」と「メリット・デメリット」を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『ブラスト加工とは?』
ブラスト加工とは表面処理加工の1種です。
研磨材と呼ばれる粒子を勢いよく加工対象物の表面へ衝突させることによって、加工を行います。
化学処理と異なり対象物の成分・性質に変化を加える事が無く、研磨材の種類が豊富にあるため加工対象物の素材を問わず加工できる特徴があります。
研磨材の素材を変更する事で様々な加工効果を得る事が可能です。
①削る
表面を粗く削る事で塗料などのコーティングが剥がれにくくなる、滑り止め、デザイン性を付与する効果があります。
「梨地加工」「下地処理」「研磨」「意匠性向上」「接着性の向上」「放熱性の向上」「保油性の向上」「防汚効果」「滑り止め」「艶消し」
②除去
表面に付着した塗料、樹脂、錆、黒皮、汚れなどあらゆる付着物を除去し、表面を清浄化させる効果があります。
「塗装剥離」「樹脂除去」「錆落とし」「酸化スケール除去」「バリ取り」「洗浄」「クリーニング」
③改善
表面を叩く事で金属の強度を高め、改善する効果があります。
「ショットピーニング」「疲労強度の向上」「耐摩耗性の向上」「材料」
研磨材は鋼・ステンレス・アルミ・銅などの金属からガラス・砂・セラミック・樹脂・植物の種子まで幅広いものが使用されています。
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『ブラスト加工の分類』
ブラスト加工は大きく以下のように分類されます。
①研磨材の状態
・乾いている → 乾式
・濡れている → 湿式
②研磨材の加速方法
・圧縮空気を利用 → エアー式
・モーターを利用 → 機械式
『加工方法とメリット・デメリット』
一般的に普及しているブラスト加工4種類の加工方法とそれぞれのメリット・デメリット
①エアーブラスト(別名:乾式ブラスト)
コンプレッサを使用し、圧縮した空気(エア)を利用する事で研磨材を吹きつけます。
作業員が加工を行う「手動式」、ロボットによる「自動式」があります。
使用する研削材によって一般的な呼び方が異なります。
砂 = サンドブラスト、グリット(多角形状の鋼) = グリットブラスト、ドライアイス = ドライアイスブラストなどここから多くの種類に分類されます。
エアー圧力と研削材を変更する事で研削力・仕上がりを調整できる特徴があります。
加工目的は下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工など多岐にわたります。
[メリット]
・脆く割れやすいガラス~重量のある鋼など豊富な種類・サイズを使用できる。
・ノズルを変更する事で、配管内部や入り組んだ内面など特殊な部分も加工可能。
・複雑な形状でも加工可能で、対応できる素材の幅が最も多い。
[デメリット]
・圧縮した空気を一緒に研削材を発射するので、研削材・粉塵が広範囲に飛散する。
・圧縮した空気の力で強度の無い製品は変形・歪みなどが発生しやすい。
・作業員の防具の他、集塵装置や研削材の回収装置、コンプレッサなど設備が必要。
②ショットブラスト(別名:機械式ブラスト)
モーターでインペラ(羽根車)を回転させ、遠心力を利用し研削材を投射します。
製品をセットするだけで自動で加工する仕組みとなります。
ショットと呼ばれる金属製球状の研削材を使用する事がほとんどです。
自動で広範囲に研削材が投射できるのが特徴で、大面積・多ロットの加工に適しています。
加工目的はバリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
[メリット]
・構造的にシンプルかつ自動な為、設備とコストを抑える事が可能。
・広範囲に研削材を投射するので、大面積の加工が容易。
・球状の研削材を使用するため、粉塵の飛散が比較的少ない。
[デメリット]
・一定の方向・距離・角度から投射するので、複雑な形状などは加工が難しい。
・加工する力を調整できないので、精度の高い加工には向かない。
・使用可能な研削材の種類が少なく、対応できる加工に限りがある。
③ウェットブラスト(別名:湿式ブラスト)
エアーブラストと似たような仕組みですが、圧縮した空気の力を利用して水と研削材を混ぜたものを発射します。
作業員が加工を行う「手動式」とロボットによる「自動式」があります。
水と研削材を混ぜる事によって通常では制御できない微粒子を研磨剤として使用し、精密加工ができるのが特徴です。
加工目的は微細な粗面化、表面研磨、表面洗浄、バリ取り、梨地加工など。
[メリット]
・薄物や電子部品、プラスチックなども損傷を最大限に抑えた加工が可能。
・エアーブラストでは扱えない細かい研削材を使用する事ができる。
・水と研削材を混ぜているため、粉塵がほとんど発生しない。
[デメリット]
・水に弱い、錆びやすい、濡れると性質が変化する素材などは加工できない。
・研削力が低いため、対応できる加工に限りがある。
・エアーブラストにプラスで水を循環させる装置、排水などの装置が必要となる。
④バキュームブラスト(別名:吸引式ブラスト)
圧縮した空気の力を利用し、ノズル内で研削材を発射及び回収を行います。
作業員がノズルを押し当てながらブラスト加工を行う仕組みです。
ノズル内で加工を行う為、研削材の飛散・粉塵の発生を防ぐ特徴があります。
加工目的は屋外現場の下地処理としての粗面化、錆や汚れの除去、塗装剥離など。
[メリット]
・屋外作業などでも養生作業不要で加工できる。
・機材設備がコンパクトなので、運搬と設置が容易。
・研削材の飛散が無いので、複数人での作業が可能。
[デメリット]
・研削力が低いので、小面積でも加工に時間と労力がかかる。
・ノズルを密着させる必要があるので、基本的に平滑面の処理となる。
・作業員の防具の他、発電機、コンプレッサなど設備が必要。
『まとめ』
ブラストは加工方法と仕組みの違いによって「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」などに分かれます。
エアーブラストが研削材によってサンドブラストやグリットブラストなど呼び方が色々あるので、注意が必要です。
紹介したブラスト加工4種類は使用可能な研削材、研削力、加工方法が大きく異なるのでそれぞれメリット・デメリットがあります。
加工する目的や周辺の環境、製品の形状や強度など考慮し、適切な方法にてブラスト加工を行う必要があります。
原田鉄工では大型エアーブラストを2基設備しております。
研磨材はグリット、サンドを常用しておりますが、その他研磨材にも対応可能ですのでお気軽にご相談ください。
様々な検査、規格に対応し国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は塗装前の洗浄度に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト加工とは?エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト】
ブラスト加工(ブラスト処理)とは研磨材・研削材・メディアと呼ばれる粒子を製品表面に衝突させる表面処理加工の1種です。
表面を「削る」「付着物を除去する」「改善する」といった効果があります。
ブラスト加工は「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しています。
ブラスト加工の方法とそれぞれの特徴について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工について』
ブラスト加工とは圧縮した空気の力や高速回転するインペラ(羽根車)の遠心力を利用する事で、「研磨材」と呼ばれる粒子を加工対象の表面へ衝突させ加工を行います。
ブラスト加工は材料の表面に加工を施すことで、表面の性質・機能性を向上させる「表面処理」の一種となります。
「素地調整」や「下地処理」などといった塗装の前工程で多く活用されています。
【素地調整の規格とその施工方法について】
https://harada-tekkou.co.jp/pages/57/
『ブラスト加工の目的と効果』
ブラスト加工には素地調整、バリ取り、クリーニング、意匠性の向上、機能性の付与を目的として加工されています。
大きくブラスト加工には3つの効果があります。
①削る
表面を粗く削る事で「面粗し」「密着性の向上」「梨地加工」「下地処理」「研磨」などの効果
②除去
表面の異物を除去する事で「洗浄」「塗装剥がし」「黒皮除去」「バリ取り」「錆取り」などの効果
③改善
表面に強く衝突する事で「疲労強度向上」「耐摩擦性向上」「表面硬化」などの効果
『ブラスト加工に使われる研磨材』
ブラスト加工に使われる粒子は研磨材・研削材・メディアなどと呼ばれています。
ブラスト加工においての研磨材とは「噴射・投射する事が可能な粒子」です。
そのため使用されている研磨材は多くの素材・形状・サイズのものが流通しています。
加工対象となる製品の素材や加工目的によって、適切な研磨材を選定する必要があります。
【ブラスト研削材の種類と特徴ついて】
https://00m.in/IJVdo
『ブラスト加工4種の加工方法と特徴』
どれも研磨材となる粒子を表面に衝突させ、加工する仕組みは同一です。
①エアーブラストエアーブラスト(別名:乾式ブラスト)
コンプレッサを使用し、圧縮した空気(エア)を利用する事で研磨材を吹きつけます。
作業員が加工を行う「手動式」、ロボットによる「自動式」があります。
使用する研削材によって一般的な呼び方が異なります。
砂 = サンドブラスト、グリット(多角形状の鋼) = グリットブラスト、ドライアイス = ドライアイスブラストなどここから多くの種類に分類されます。
エアー圧力と研削材を変更する事で研削力・仕上がりを調整できる特徴があります。
加工目的は下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工など多岐にわたります。
[メリット]
・脆く割れやすいガラス~重量のある鋼など豊富な種類・サイズを使用できる。
・ノズルを変更する事で、配管内部や入り組んだ内面など特殊な部分も加工可能。
・複雑な形状でも加工可能で、対応できる素材の幅が最も多い。
[デメリット]
・圧縮した空気を一緒に研削材を発射するので、研削材・粉塵が広範囲に飛散する。
・圧縮した空気の力で強度の無い製品は変形・歪みなどが発生しやすい。
・作業員の防具の他、集塵装置や研削材の回収装置、コンプレッサなど設備が必要。
②ショットブラスト(別名:機械式ブラスト)
モーターでインペラ(羽根車)を回転させ、遠心力を利用し研削材を投射します。
製品をセットするだけで自動で加工する仕組みとなります。
ショットと呼ばれる金属製球状の研削材を使用する事がほとんどです。
自動で広範囲に研削材が投射できるのが特徴で、大面積・多ロットの加工に適しています。
加工目的はバリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
[メリット]
・構造的にシンプルかつ自動な為、設備とコストを抑える事が可能。
・広範囲に研削材を投射するので、大面積の加工が容易。
・球状の研削材を使用するため、粉塵の飛散が比較的少ない。
[デメリット]
・一定の方向・距離・角度から投射するので、複雑な形状などは加工が難しい。
・加工する力を調整できないので、精度の高い加工には向かない。
・使用可能な研削材の種類が少なく、対応できる加工に限りがある。
③ウェットブラスト(別名:湿式ブラスト)
エアーブラストと似たような仕組みですが、圧縮した空気の力を利用して水と研削材を混ぜたものを発射します。
作業員が加工を行う「手動式」とロボットによる「自動式」があります。
水と研削材を混ぜる事によって通常では制御できない微粒子を研磨剤として使用し、精密加工ができるのが特徴です。
加工目的は微細な粗面化、表面研磨、表面洗浄、バリ取り、梨地加工など。
[メリット]
・薄物や電子部品、プラスチックなども損傷を最大限に抑えた加工が可能。
・エアーブラストでは扱えない細かい研削材を使用する事ができる。
・水と研削材を混ぜているため、粉塵がほとんど発生しない。
[デメリット]
・水に弱い、錆びやすい、濡れると性質が変化する素材などは加工できない。
・研削力が低いため、対応できる加工に限りがある。
・エアーブラストにプラスで水を循環させる装置、排水などの装置が必要となる。
④バキュームブラスト(別名:吸引式ブラスト)
圧縮した空気の力を利用し、ノズル内で研削材を発射及び回収を行います。
作業員がノズルを押し当てながらブラスト加工を行う仕組みです。
ノズル内で加工を行う為、研削材の飛散・粉塵の発生を防ぐ特徴があります。
加工目的は屋外現場の下地処理としての粗面化、錆や汚れの除去、塗装剥離など。
[メリット]
・屋外作業などでも養生作業不要で加工できる。
・機材設備がコンパクトなので、運搬と設置が容易。
・研削材の飛散が無いので、複数人での作業が可能。
[デメリット]
・研削力が低いので、小面積でも加工に時間と労力がかかる。
・ノズルを密着させる必要があるので、基本的に平滑面の処理となる。
・作業員の防具の他、発電機、コンプレッサなど設備が必要。
『まとめ』
ブラスト加工とは研磨材という粒子を高速で噴射・投射する事で表面の加工を行う。
研磨材には異なる素材・形状・サイズのものが流通している。
「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やメリット・デメリットが異なる。
ブラスト加工を行う「周辺の環境」、加工対象となる製品の「素材」「形状」「強度」、加工を行う「目的」、使用する「研削材の種類」などによってどの方法でブラスト加工を行うのか?選定する必要があります。
原田鉄工では大型エアーブラストを2基設備しております。
研磨材はグリット、サンドを常用しておりますが、その他研磨材にも対応可能ですのでお気軽にご相談ください。
様々な検査、規格に対応し国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【なぜ鉄は錆びる?サビの除去方法を詳しく解説します!】
「錆(サビ)」とは鉄が酸素と水分に反応する事で酸化、表面に生成される酸化物や水酸化物の事です。
鉄がいつの間にか茶色くザラついていた、孔が開いていた。
それは「錆(サビ)」と呼ばれる現象で、鉄にとっては避けられない自然な変化です。
しかし、放っておくと製品の強度が落ち、大きなトラブルにつながる事も…
本記事では、なぜ鉄が錆びてしまうのか?原因と錆を除去する方法について、
錆を除去して70年以上の実績を持つ原田鉄工が詳しく解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『鉄はなぜ錆びる?鉄が錆びる原因について』
私たちの身の回りで使われている「鉄」と呼ばれる金属の多くは「鋼」と呼ばれる金属です。
鋼の原料となる鉄鉱石(酸化鉄)はすごく錆びた状態で自然界に存在しています。
錆びた鉄を原料としているため、鉄は環境に晒されると元の酸化状態に戻ろうとし、自然に錆びてしまいます。
鉄が錆びるためには「酸素」と「水分」が必要です。
これらに接触する事で鉄は「イオン化(電子の移動)」し、錆びていきます。
金属によってこのイオン化のしやすさはバラバラで、金・銀・プラチナなどは錆びにくく、鉄などの錆びやすい、といった形で錆びやすさも金属によって異なります。
イオン化のしやすさをイオン化傾向と呼びます。
金属のイオン化傾向について詳しい解説をしています!
【金属の錆びやすさについて】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『サビの抱える大きなデメリット』
金属にとって「錆びること」は実に自然な現象であり、化学的には安定した状態とも言えます。
例えば冷凍庫で無理に凍らせた氷が常温では自然に水へと戻るのと同じように、金属も環境に晒されると酸化して安定しようとします。
しかし私たちが金属を使用する目的は、その強度や耐久性です。
錆は金属組織を内部から破壊、強度低下や機能不全、最終的には製品破損を引き起こす要因となるため、極めて大きなデメリットとなります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『サビを放置するとどうなる?実際のリスクとは』
錆にも種類があり、有益となる錆も中にはありますが…
鉄に頻繁に発生する「赤錆」と呼ばれる酸化鉄(Fe₂O₃)は多くの問題を引き起こす原因となります。
[赤錆を放置した場合のリスク]
1. 強度低下
赤錆は鉄の金属組織を破壊しながら、内部へと浸食します。
そのため時間経過と共に鉄本体の強度はどんどん低下、軽い接触でも変形・破損が生じる恐れがあります。
製品の部分又は全体的な破損、安全性の著しい低下など深刻な問題が発生してしまいます。
2. 機能性の低下
赤錆が進行する事で流体を運ぶ配管や蓄える製品などは孔が開き、漏水やつまりの原因となります。
また、錆によって寸法精度が悪化、摩擦抵抗の増大や稼働不良を起こす事も…
生産効率の大幅な低下、機能不全など品質や生産性を損なう事態となります。
3. 美観の低下
赤錆は美観(見た目)も美しくありません。
赤錆に覆われた製品や建造物は美観が大きく低下、本来有していた意匠性などの付加価値を損ねる事態となります。
『サビを除去する効果的な方法』
サビを除去(落とす)方法は大きく2パターンあります。
1. 薬品などを使用する化学的な方法
2. 工具などを使用する物理的な方法
二種類のサビを除去する効果的な方法について、詳しく紹介します。
1. 化学的な方法
錆に直接薬品を塗る、製品ごと薬品に漬けるなどして時間を経過させる事で錆を除去する方法です。
ほぼ労力を使わず錆を除去する事ができるのが、最大のメリットとなります。
しかし錆を除去するためには時間が必要となり、広範囲や重度の錆は除去しきれないなどのデメリットがあります。
また薬品残りによる不具合、薬品を使用したことによる母材の変色・溶解などが起こる可能性がありますので、注意が必要です。
[効果的な除去方法]
・専用の錆除去剤
各社メーカーより鉄(鋼)用やステンレス用など様々な錆除去剤が販売されております。
除去可能となる錆の進行具合、必要となる時間、価格もそれぞれ異なります。
錆の状態を確認し、適合する錆除去剤を選定・使用するのが効果的です。
薬品となりますので使用方法や必要となる保護具、使用環境、廃棄方法などメーカー推奨に従い作業を行いましょう。
・クエン酸やお酢
酸性は鉄の錆から酸素を切り離す効果がありますので、軽度の錆を除去する事が可能です。
水に溶かしたクエン酸水溶液を布に染み込ませ錆部分を覆う、霧吹きなどで散布して1時間程度放置。
その後拭き上げる事で軽度の錆は除去できます。
錆が除去しきれない場合は上記の作業を数回繰り返す事で徐々に錆は軽減されます。
拭き残しが無いようにキチンと拭き上げを行わなければ、錆の再発原因となりますので注意が必要です。
・サンポール
トイレ掃除用の酸性洗剤で強力な酸性となるので、クエン酸やお酢と比較してもかなり早い時間で錆を取る事ができると有名です。
※サンポールの使用はあくまで自己責任となり、製品や人体への影響が出る可能性もあるため推奨はしておりません。
2. 物理的な方法
表面の錆を直接サンドペーパー、ワイヤーブラシといった工具などを使用し、研磨する事で除去する方法です。
短時間で確実に錆を除去する事ができるのが、最大のメリットとなります。
研磨を行うため大小はありますが表面に傷を付ける、労力が必要となるなどのデメリットがあります。
[効果的な除去方法]
・サンドペーパーやワイヤーブラシ
錆を直接研磨する事で軽度の錆なら比較的簡単に除去する事が可能です。
サンドペーパーの場合、目の粗さが様々ありますので頑固な錆には粗目から始めて仕上げに細目を使用する事で効率的に除去する事が可能です。
ワイヤーブラシの場合、ブラシの素材が様々ありますので非鉄金属に対し研磨する場合は素材に合わせたブラシを選定する事で「もらい錆」の二次被害を防ぐことが可能です。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
・電動工具
金属製ブラシが高速回転する電動工具を使用する事で、おおよその錆を除去する事が可能です。
金属製ブラシにも様々な素材のものがありますので、もらい錆を防ぐため研磨対象素材に合わせた素材にする必要があります。
短時間で錆を除去する事が可能ですが、完全に除去する事は難しいです。
・ブラスト加工
金属製の研磨材を表面に吹付け表面を研磨するので、錆を完全に除去する事が可能です。
研磨材は様々な素材のものがありますので、研磨対象素材に合わせた素材にする必要があります。
短時間で確実に錆を除去する事が可能ですが、強度の低い製品などは変形や破損などの可能性があるので注意が必要です。
『まとめ』
金属の中でも鉄(鋼)は錆びやすく、酸素と水分に接触する事で錆は発生します。
錆は金属の強度、機能性、美観を大きく低下させる原因となります。
錆を除去する方法には「化学的な方法」と「物理的な方法」があり、それぞれメリットとデメリットがあります。
錆の進行度合いと母材の状態を見極め、除去方法の選定をする必要があります。
また状況によっては化学的な方法と物理的な方法を組み合わせて行う事も効果的です。
錆を除去した後は塗装・防錆油を塗布し、再発防止に努めましょう。
発錆後の早期発見・対応する事で製品は長寿命化します!
『原田鉄工の強み』
原田鉄工では錆の物理的な除去方法である「大型ブラスト設備」、化学的な除去方法の「特殊薬品」
2つの方法で錆を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【ブラスト加工とは何か?基本原理と4つの代表的手法をわかりやすく解説】
https://ja.nc-net.or.jp/company/98405/product/detail/250425
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

ブラスト加工とは?4種類の方法を徹底比較|メリット・デメリットと選び方【2026年版】
広島にてブラスト加工を続けて創業80年となる原田鉄工がブラスト加工について詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工とは』
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を対象表面に衝突させ、表面を加工する技術です。
塗装前の素地調整・下地処理、洗浄・クリーニング、粗面化、バリ取り、塗装剥離、疲労強度向上、デザイン性や機能性の付与など幅広い目的・用途で使用されています。
使用する研磨材の素材や形状、加工方法によって仕上がりや加工効果は異なります。
研磨材には鋼・ステンレス・アルミなどの金属から砂・セラミック・ガラス・樹脂・果実の種子まで多くの種類が存在します。
『ブラスト加工の3つの効果』
1. 除去
研磨材を衝突させることで表面に付着している錆、塗膜、樹脂、汚れ、酸化被膜などを除去します。
塗装前の素地調整で錆や酸化被膜を除去することで塗料の密着不良や早期剥離を防ぎます。
劣化した塗装や樹脂を除去し、再びコーティングを行うことで新品に再生できます。
2. 研削
研磨材が表面を削ることで表面を粗面化させます。
ブラスト加工により表面に微細な凹凸が無数に形成され、凹凸に塗料などのコーティングが入り込み硬化することで格段に剥がれにくくなります(アンカー効果)。
ブラスト加工後のザラザラとした表面は梨地と呼ばれ、光が乱反射することで光沢が抑えられた高級感のある仕上がりとなります。
また、粗面化により表面積が増大することで摩擦抵抗の増大、放熱性・保油性の向上、防眩性の向上、キズや汚れが目立ちにくくなる防汚・防傷などの効果があります。
3. 改善
研磨材が表面を何度も叩くことで表面を改善します。
ショットピーニングにより金属表面を圧縮するため疲労強度を向上させ、表面の硬さや強度が高まるため耐摩擦性能も向上します。
これにより材料の寿命を延長させる効果があります。
『ブラスト加工に使われる研磨材』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です。
素材:加工対象に合わせた素材を選び、もらい錆などを防ぐ必要があります。
形状:鋭角が多い多角形状は除去目的、球状はバリ取りやピーニング効果などの改善が目的です。
サイズ:大きな研磨材は表面に与える影響も大きく、小さな研磨材は影響も小さくなります。
硬度:大きければより粗く、低ければ損傷を抑えた加工が可能です。
比重:重量が重いものほど加工性に優れます。
粉砕性:小さいものは回収・再利用が可能なのでコストパフォーマンスに優れます。
ブラスト加工は研磨材を使い分けることで対応する素材、仕上がり、加工効果が大きく変わります。
『ブラスト加工の分類』
ブラスト加工は研磨材の状態(乾いている→乾式、濡れている→湿式)と加速方法(圧縮空気→エアー式、モーター→機械式)により分類されます。
基本的に工場などで採用されているのは「エアーブラスト」か「ショットブラスト」で、「バキュームブラスト」は現地工事、「ウェットブラスト」は微細加工が必要な特殊部品などで主に活用されています。
『代表的な4種類の加工方法』
エアーブラスト(別名:乾式ブラスト)
原理:コンプレッサによる圧縮空気を動力源とし、ノズルより研磨材を高速噴射します。作業員が手動操作する「手動式」、ロボットにより自動で加工する「自動式」両方に対応可能です。
加工目的:コーティング前の素地調整・下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工、クリーニングなど。
メリット
・豊富な種類・サイズの研磨材を使用できる
・ノズルの形状変更で特殊な製品も均一に加工可能
・加工目的、製品形状、製品素材など最も汎用性に優れる
デメリット
・研磨材と粉塵が広範囲に飛散する
・強度の無い製品は変形や歪みが発生する場合がある
・専用設備や大型コンプレッサなど初期コスト・運用コストが高い
ショットブラスト(別名:機械式ブラスト)
原理:モーターを動力源としインペラ(羽根車)を高速回転させ、遠心力を利用し研磨材を高速投射します。製品を装置やコンベアラインに設置し、自動で加工する仕組みです。
加工目的:バリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
メリット
・構造的にシンプルで初期コストや運用コストを抑えられる
・広範囲に研磨材を投射するため大面積の加工が容易
・球状の研磨材を使用するため粉塵の発生・飛散が比較的少ない
デメリット
・一定の方向・距離・角度から投射するため複雑な形状は加工が難しい
・加工力を調整できないので精度の高い加工には不向き
・研磨材の種類に制限があるため対応できる加工も限定的
ウェットブラスト(別名:湿式ブラスト)
原理:エアーブラストと同様に圧縮空気を動力源としますが、水と研磨材の混合液を高速噴射します。粒子の小さな研磨材を利用することが多いです。
加工目的:デリケートな素材への微細な粗面化、表面研磨、クリーニング、バリ取り、梨地加工など。
メリット
・薄物、電子部品、プラスチックなどのデリケートな素材への損傷を最小限に抑えた加工が可能
・通常では扱えない微粒子を研磨材として使用できる
・水と研磨材を混合しているため粉塵の発生が少ない
デメリット
・水に弱い、錆びやすい、濡れることで性質が変化する素材などは加工できない
・研削力が低いので対応できる加工に限りがある
・水を循環・混合・攪拌させる装置や排水等の設備が必要で初期コスト・運用コストが最も高い
バキュームブラスト(別名:吸引式ブラスト)
原理:エアーブラストと同様に圧縮空気を動力源としますが、ノズル内にて研磨材の噴射及び回収を行います。作業員が手動操作する「手動式」で、屋外工事での使用を想定しています。
加工目的:屋外工事でのコーティング前の下地処理、錆や汚れなどの除去、落書きなどの塗装除去、アスファルトやコンクリート製品のクリーニングなど。
メリット
・研磨材の飛散・粉塵の発生がほとんどないため最小限の養生作業で済む
・同一空間で複数人の同時加工が可能
・機材・設備がコンパクトなので運搬と設置が容易
デメリット
・研削力が高くないので小面積でも加工に時間と労力が必要
・ノズルを加工面に密着させる必要があるので基本的に平滑面の加工に限定される
・研磨材の種類に制限があるため対応できる加工も限定的
『ブラスト加工の重要性』
ブラスト加工は塗装工程において最も重要とされる「素地調整」や「下地処理」の工程です。製品の仕上がりはもちろん、耐久性に多大な影響を及ぼします。
1種ケレンと呼ばれる「ブラスト加工」と2種ケレンと呼ばれる「電動工具処理」の処理方法の違いだけでも、塗膜寿命に約50%もの影響を与えるとされています。
これは「塗装回数」や「塗料の種類」を大きく上回る影響力です。
「塗装の回数を増やす」「高性能な塗料を使う」ことも重要ですが、「ブラスト加工で素地調整をする」だけで塗装寿命は大幅に延長することが可能です。
『まとめ』
ブラスト加工とは研磨材となる粒子を加工対象表面に衝突させる表面処理加工の一種です。
塗装前の素地調整・下地処理、洗浄・クリーニング、粗面化、バリ取り、塗装剥離、疲労強度向上、デザイン性や機能性の付与など幅広い目的・用途で加工されています。
ブラスト加工は研磨材が「乾いている or 濡れている」、研磨材の加速方法が「圧縮空気 or モーター」で大きく分類されます。
「エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やサイズ、メリット・デメリットが異なります。
ブラスト加工を行う周辺環境、加工対象製品の素材・形状・強度、加工目的、使用する研磨材の種類を考慮し、適切な加工方法を選定する必要があります。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/

筆めっきで設備寿命延長 修理やメンテナンスに|ワールド工業
設備の修理やメンテナンスにかかるコストと時間を削減したいとお考えではありませんか?ワールド工業の筆めっきサービスが、効率的かつ経済的な解決策を提供します。
筆めっきは、電気めっき技術を利用した革新的な部分めっき手法です。専用の筆具、整流器、処理液のみで施工が可能なため、大掛かりな設備投資は不要です。
当社では、筆めっき歴30年の職人技術をもつ手で施工していきます。
この技術により、以下のような利点が得られます:
コスト削減:設備の分解が不要で、必要な部分のみ処理するため、修理コストを大幅に抑えられます。
ダウンタイムの最小化:稼働中の生産ラインでも補修が可能で、生産への影響を最小限に抑えられます。
設備寿命の延長:高品質なめっき処理により、部品の耐久性が向上し、設備の長寿命化につながります。
ワールド工業の筆めっきサービスは、さまざまな産業分野で活用されています:
食品機械の大型ロール
製鋼所の大型ロール
印刷機械のロール
金型(プレス、鍛造、射出成形、ゴム)
産業機械の油圧シリンダー
建設機械の油圧シリンダー
等、出張めっきが必要で硬度や密着力が必要な部品のメンテナンスや補修に
対応が可能です。
ワールド工業は、1993年の設立以来、硬質クロームめっき加工の専門企業として成長を続けてきました。業界初の3mmまでの厚付けクロームめっきを実現するなど、高度な技術力が強みです。
「複雑なめっき加工」「早期出荷対応」をモットーに、お客様のニーズに迅速に対応します。当日注文翌日出荷も可能な体制を整えており、緊急の修理要請にも柔軟に対応いたします。
また、環境への配慮も忘れません。省エネルギー設備の導入や、使用済みめっき液のリサイクルシステムの構築など、持続可能な製造プロセスの確立に取り組んでいます。
設備の効率的なメンテナンスや修理でお悩みの方は、ぜひワールド工業の筆めっきサービスをご検討ください。お客様の課題に合わせた、コスト効率の高いソリューションを提供いたします。
-----
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466
【日刊工業新聞掲載記念】
~全国紙で注目された革新的「筆メッキ」技術のご紹介~
この度、ワールド工業の独自技術が日刊工業新聞(全国版・2025年9月2日)で大きく取り上げられました!「硬質クロム現地補修『筆メッキ』で工期短縮」というタイトルで、業界に革新をもたらす当社技術が全国に紹介されています。
↓WEB版掲載記事はこちらから↓
https://www.nikkan.co.jp/articles/view/00759203
【全国紙が注目した技術革新】
★画期的な「筆メッキ」技術
記事では「従来は設備を分解して工場に運搬し、メッキ作業を行っていたが、筆メッキでは現地で直接メッキ液を塗布して修復できる」技術として紹介され、工期短縮と人件費削減を同時実現する革新性が評価されました。
★電気を使わない独自工法
「筆のような工具でメッキ液を塗布してメッキを施す。従来のメッキ技法と異なり、電気を使わず、人手でメッキ液を塗ってメッキ層を形成する」画期的な手法として全国に報道されています。
★30年の職人技術力
「メッキ技能士30年の実績がある職人が現場に出向き、技術力を提供する」として、当社の技術力の高さが強調されました。
【なぜ全国紙で注目されたのか?】
従来の常識を覆す現地補修技術が、製造業界の大きな課題を解決しているからです!
►従来の問題点
記事では「硬質クロムメッキが剥がれると、設備を分解して工場に持ち込み、メッキをやり直していた」コストと時間の課題が指摘されています。
►当社技術による解決
「筆メッキでは現地で補修できるため、設備の分解や運搬が不要。工期短縮につながる」として、抜本的な解決策として評価されました。
【製造現場のエンジニアの皆さまへ】
こんなお困りごとはありませんか?
✔硬質クロムメッキの剥がれで設備停止が頻発
✔分解・運搬・再組立で工期とコストが膨大
✔0.1mm程度の薄いメッキ層補修に悩んでいる
✔現地で迅速にメンテナンスしたい
✔製造ライン停止時間を最小限にしたい
【記事で紹介された対応分野】
◎造船業 → 塩害による硬質クロム劣化の現地修復
◎製紙業 → 大型設備のメンテナンス効率化
◎半導体製造装置 → 精密部品の迅速補修
※記事では「造船や製紙、半導体製造装置などの現地補修に乗り出す」として、幅広い業界での活用が報告されています。
【技術の信頼性】
日刊工業新聞という製造業界で最も権威ある全国紙に掲載されたということは、当社技術が業界標準となる可能性を示しています。
・30年の職人技術による確実な施工
・電気設備不要の現地対応力
・分解不要による大幅工期短縮
・運搬費用ゼロの経済性
【導入効果の実例】
従来:設備分解 → 工場運搬 → メッキ作業 → 運搬 → 再組立
↓(工期:数週間、コスト:運搬費+分解組立費+メッキ費)
筆メッキ:現地でその場補修完了
↓(工期:数時間~数日、コスト:施工費のみ)
メディアで注目された技術力を、あなたの現場でも体感してみませんか?
設備停止時間の短縮とコスト削減を同時に実現する「筆メッキ」技術で、現場の困りごとを解決いたします!
─────────────────────────────────────
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466

・tig溶接
・材質304
・配管、フランジ
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜

材料の一次加工からの製作品です。
図面は支給していただき製缶加工致しました。
・対応範囲 仮組、溶接、仕上げ、組み立て(検査)
※お客様の機密保持の為、写真には一部加工を加えております。
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜
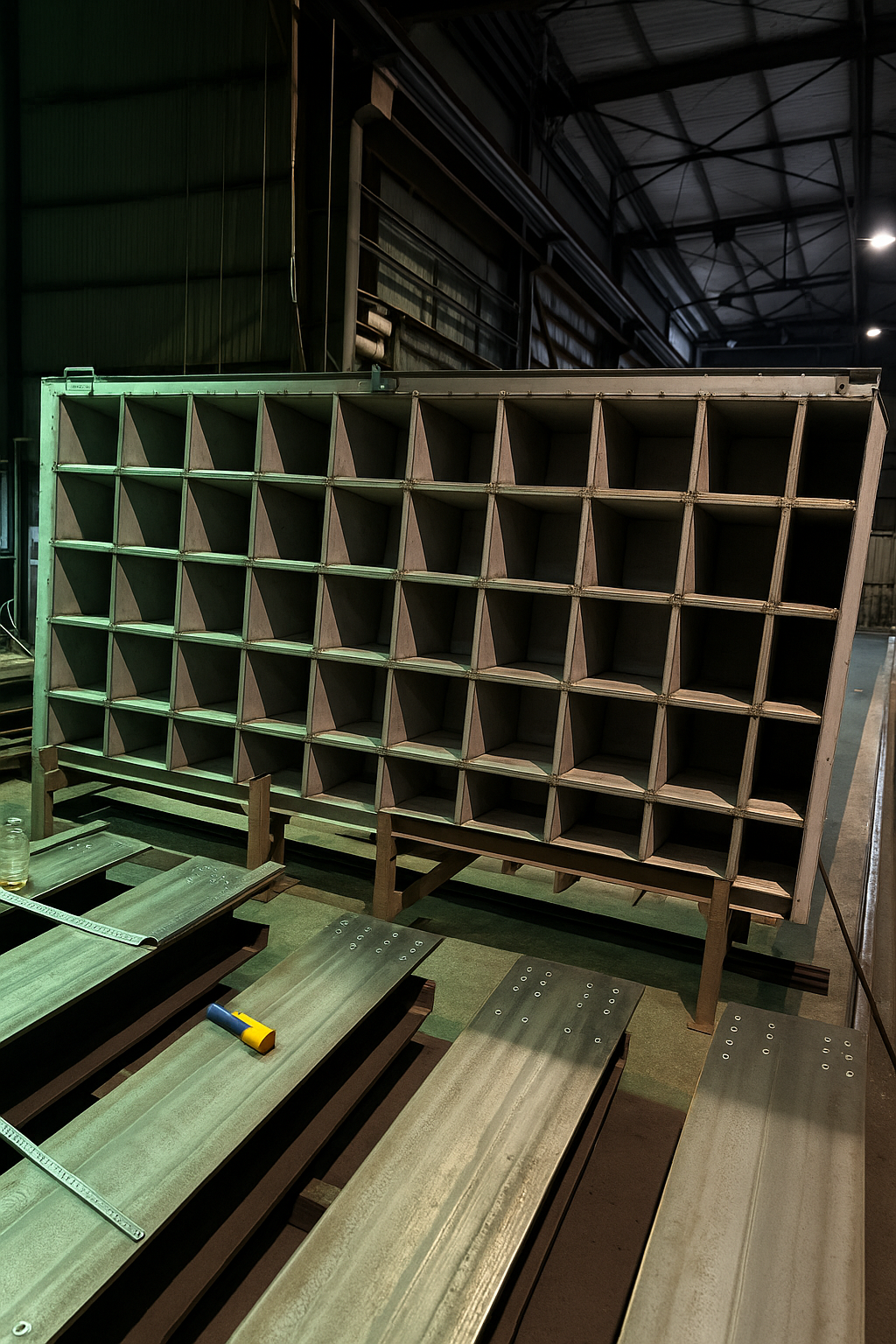
材料支給からの製作品です。(自給も可能です)
図面は支給していただき製缶加工致しました。
・対応範囲 仮組、断熱材充填、溶接、仕上げ、検査
※お客様の機密保持の為、写真には一部加工を加えております。
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜
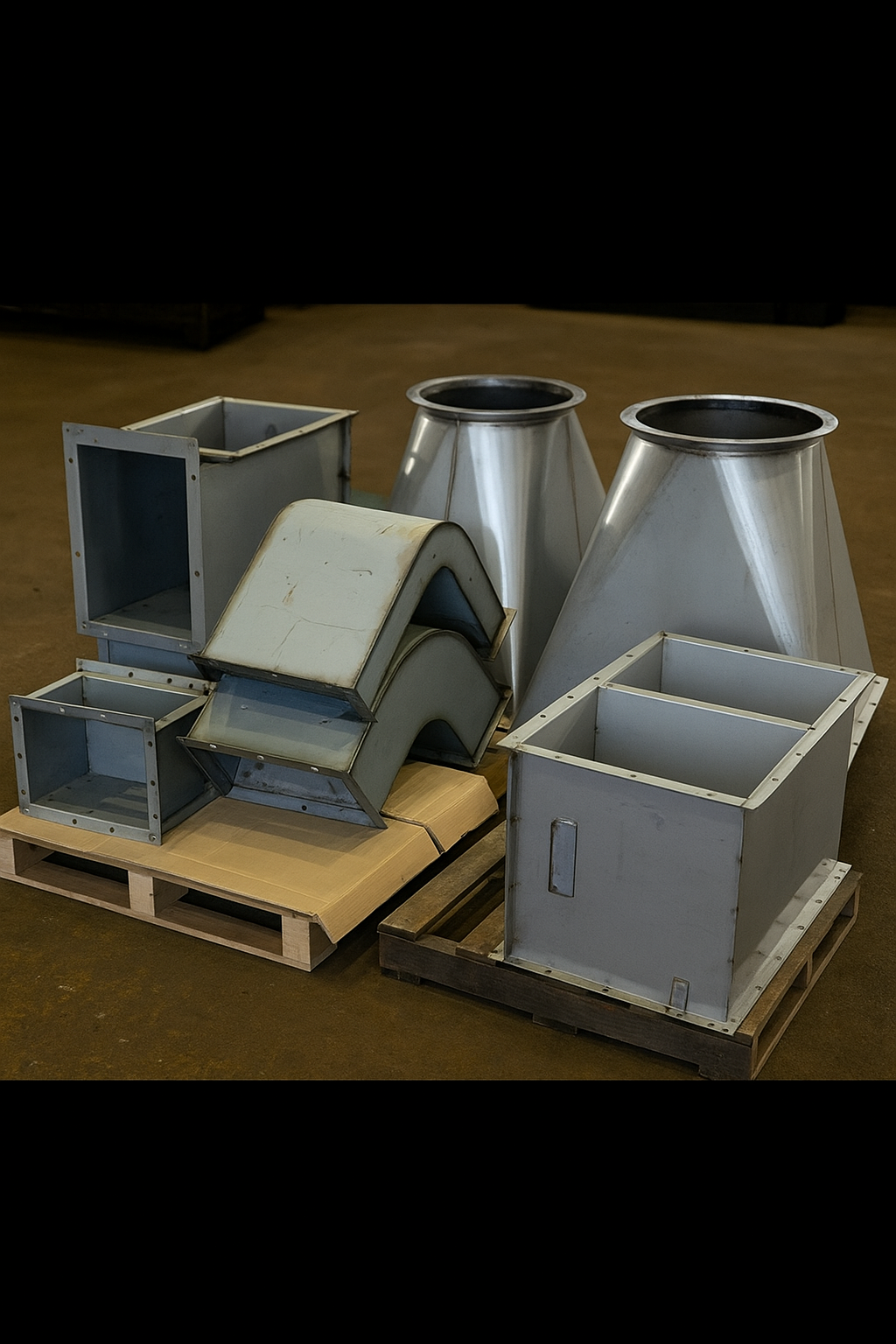
図面、材料支給していただき製缶加工致しました。
・対応範囲 仮組、溶接、仕上げ、検査
※お客様の機密保持の為、写真には一部加工を加えております。
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜

他社(CATIA、IDEAS、UG)などのCADから出力されたIGES、JM-IGESもほぼ100%問題なく取り込みが可能です。
また、サーフェイスのCADデータが主流の時代から蓄積されたモデリングのノウハウは現在も活かされ自動車分野以外の開発にもスピーディーな対応が可能です。
自動車試作板金部品を中心に、ガスタービン・航空機エンジン等の多品種少量生産が得意です。
構想~設計~製作~ボデー組立まで一貫生産を可能にした総合試作メーカーです。
対応可能な材料もスチールからアルミ・ステンレス・チタン・ニッケル合金・コバルト合金・ジュラルミン等幅広い経験を持つ技術集団です。
ISO9001,JISQ9100,溶融溶接のNadCap認証を取得しております。
ホームページをご覧頂き、どうぞ、お気軽に、ご連絡くださいませ。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

新素材への対応、新素材の加工技術の開発など自社オリジナルの技術開発も積極的に行っています。
その他、日々の生産技術の向上、QCDの改善にも努めています。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

お客様の開発・試作をトータルで支援するシーコムのワンストップ体制(設計、検証、材料調達、製造、組立、検証)により、頂いた構想図・3DCADデータ・その他ご要望などの構想段階からの試作支援を行っています。
秘密保持の徹底や開発・試作リードタイムの短縮にも力を入れております。
成形解析、金型構想、治具構想など様々な側面から試作支援も行っています。
また、必要に応じてこれまでの経験を活かしVA/VE提案も行っています。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

当社では設計から切削加工、プレス加工、溶接、熱処理、組立、検査まで社内一貫生産体制を整えています。
一貫生産体制での開発・試作を行うことで量産立上げに向けた不具合対策、様々な事前検証を行っています。
◎構想段階の試作
・図面検証
・コスト管理
・生産性の検証
・組立性の検証
◎量産立ち上げに向けた試作
・不具合などの未然防止
・解析ソフトでの事前シミュレーション
・軽量化などの機能性向上
・製造治具、検査治具などの設計・製作
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

当社ではJISQ9100認証、Nadcap認証を取得し、世界標準の品質保証体制を整えています。
その他、開発・試作段階で必要とされる設計検証及び妥当性検証に向けた各種検査・試験を社内で行い、お客様へのタイムリーなフィードバックを行っています。
◎各種設計検証
・成形シミュレーション
・マクロ試験
・機械特性試験
◎各種検査
・三次元測定
・非破壊検査
・表面粗さ検査
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

当社ではメーカー様の開発・試作工場として様々な取り組みを行っています。
製品構想段階から量産立ち上げに向けた試作開発をお手伝いいたします。
サイドフレームやバックドア、フードなど単体パーツからBIW(ホワイトボディ)まで一貫対応が可能です。
お客様は、国内メーカーから海外メーカーまでグローバルに対応しており開発・試作工場としてお客様のご要望にお応えします。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206
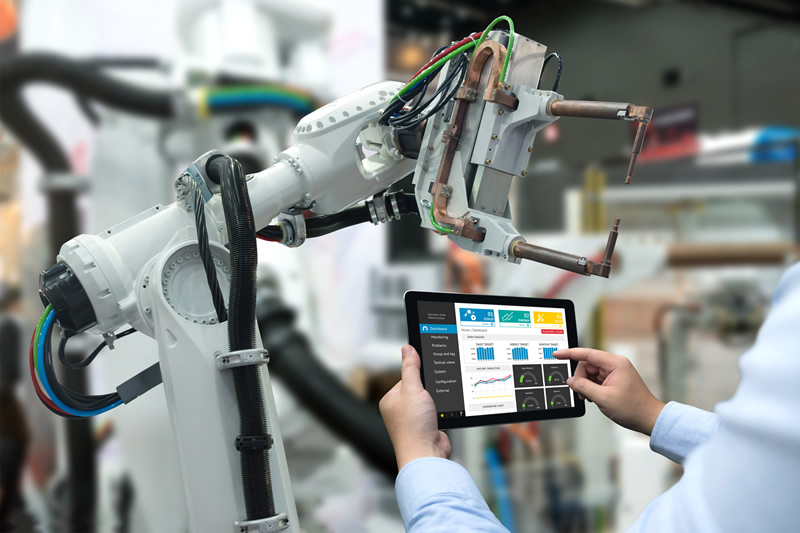
SE活動・各種シミュレーションで検討を重ね、 3D試作製作をすることで図面では判断が難しい、 構造確認、形状確認、工程設計の検討を一貫して行っています。
【SE活動・各種シミュレーション】
プレス成形、シミュレーション
↓
3Dでの金型設計・治具設計
↓
NCデータの作成
↓
ZAS・FC鋳造
↓
金型切削・プレスレーザー加工
↓
溶接・組立
↓
各種検査
↓
梱包・出荷
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

私たちは、航空機・ロケットのエンジン部品をはじめ、ガスタービン部品などの製作を行っています。
材料調達から部品製作、品質保証、納品まで一貫生産を行う事でお客様のニーズにお応えします。
また、設備を使用した塑性加工、機械加工のみならず、長年培った職人的な加工技術も組み合わせることで、お客様の要求する品質や技術的難易度の高い加工案件にも取り組んでいます。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

製造工程プランを立案し、治工具設計・製作から 部品製作に至る総合的な生産管理の元、一貫した生産体制で製品を実現します。
部品製作には、材料調達から私たちのサプライチェーンも含めた 様々な加工プロセスを経て、お客様のご要求に応じた品質を保証して、製品をお届けします。
【一貫生産体制】
1.製造工程プラン
治工具設計→2.CAD/CAM
部品製作 →2.材料調達
↓
3.塑性加工
機械加工
溶接組立
熱処理
協力会社とのサプライチェーン
↓
4.製品保証
三次元測定機
非破壊検査
↓
5.出荷納品
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

DMU210P導入 大型・門型5軸/複合加工機:5面/5軸加工機
高い精度と動的性能を実現した門形5面/5軸加工機
DMU210Pは、安定性を誇る門形構造を採用しており、高い精度と動的性能を実現した大型の5面/5軸加工機です。1回の段取りで5面/5軸加工が可能で、生産性の向上がはかれます。
DMU 210 Pは、NC回転テーブルを搭載しており、最大8,000kgまでのワークに対応しています。
加工エリア:X軸2,100mm/Y軸2,100mm/Z軸1,250mm
テーブルサイズ:φ1,700mm
テーブルの最大積載質量:8,000kg
主軸:12,000min-1
【CTスキャンでできること】
・ 微小な形状を繰り返しすばやく計測したい。
・ 起伏の激しい精密な形状で光学式の3Dスキャンがしづらい。
・ 初回試作品の検査するためワークを切断しなければならない。
・ ワークを非破壊で切断することなく内部形状の確認がしたい。
・ 組立済み完成品の寸法検査、干渉チェックが手間。
・ ボイドや気泡など樹脂部品の内部欠陥や微細なクラックの発見に時間ががかかる。
このようにあらゆる設計シーンでの計測、検査、リバースエンジニアリングのお手伝いが可能です。
【X線CTスキャンとは?】
Computed Tomography (コンピュータ断層撮影)の頭文字の略称で対象ワークを360度回転させ、X線をワークに透過、減衰したエネルギーの値を検出器で測り、専用のソフトウェアで立体構築の計算する事でワークの外観形状と内部の三次元情報を同時に取得します。
【ニコンソリューションズ MCT225】
弊社が所有するMCT225 マイクロフォーカスCTスキャンは微細で複雑なパーツを非破壊で検査する事は勿論、直径200mm高さ200mmに収まるサイズの樹脂パーツや軽金属部品を1回のスキャンで撮影することも可能です。取得したX線CTデータから寸法計測を行い3DCAD化までを一気通貫で対応いたします。
【お問合せはこちら】
広島支店
tel:084-955-7888 fax:084-955-7666 Mail:info@castem.co.jp
横浜支店
tel:045-323-6202 fax:045-323-6203 Mail:tokyo@castem.co.jp
立川支店
tel:042-512-5862 fax:042-512-5863 Mail:tachikawa@castem.co.jp
北関東支店
tel:04-7178-6120 fax:04-7178-6121 Mail:kita-kantou@castem.co.jp
大阪支店
tel:06-6396-1517 fax:06-6396-1518 Mail:osaka@castem.co.jp
名古屋支店
tel:052-745-2880 fax:052-745-2881 Mail:nagoya@castem.co.jp


