
A2017(ジュラルミン)とは? 〜材質特性について、成分や用途も詳しく紹介〜
A2017(ジュラルミン)とは?
ものづくりコンシェルジュの平岡工業(https://hiraoka-sales.com/)が
材質特性について、成分や用途、その他アルミ材質規格各種との違い
比較やメリット・デメリット・切削加工性まで詳しく紹介させていただきます。
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
・A2017(ジュラルミン)の主な特性
アルミの2000番台は銅が添加されており、高強度が特徴です。
A2017はアルミニウムに銅(Cu)とマグネシウム(Mg)を添加したアルミニウム熱処理合金です。銅を3.5~4.5%、マグネシウムを0.4~0.8%含有することで、高い強度を実現しています。
環境によっては鉄鋼材料(鉄やステンレス等)に匹敵する強度を持ち、切削加工性にも優れ鍛造加工も可能です。そして何より「軽い!」。その為、強度と軽量化も同時に必要な部品に有利です。
一方で、銅を含むため耐食性は他のアルミ合金と比べて劣る傾向があります。
・A2017(ジュラルミン)の機械的性質 ★あくまで目安値です。
- 降伏点(耐力):185~260 N/mm² 以上
- 引張強さ:350~390 N/mm² 以上
※JIS H 4000:2022より引用
・A2017(ジュラルミン)の物理的性質
- 密度(比重):2.79 g/cm³
- 溶融点:約660℃
- 熱伝導率:201 W/m・K
- 線膨張率:23.6 ppm/K
- 縦弾性係数(ヤング率):72.6 GPa
- 横弾性係数 (剛性率):26 GPa
・A2017(ジュラルミン)の化学成分(%)
主要成分:
- アルミニウム(Al):残部
- 銅(Cu):3.5~4.5
- マンガン(Mn):0.40~1.0
- マグネシウム(Mg):0.40~0.8
- けい素(Si):0.20~0.8
その他:
- 鉄(Fe):0.7以下
- 亜鉛(Zn):0.25以下
- チタン(Ti):0.15以下
- クロム(Cr):0.10以下
※JIS H 4000:2022より引用
・A2017(ジュラルミン)の主な用途
半導体製造装置部品、医療機器部品、航空機や宇宙ロケット部品、船舶用部品、自動車部品、金型部品、油圧装置、ギヤ、機械部品、ねじ、リベット、家屋の窓枠、スーツケース、テント・コット・椅子・テーブルなどアウトドア用品のフレームやポール
・A2017(ジュラルミン)の加工における注意点
1. 切削加工時の温度管理
- 融点が約660℃と低いため、切削時の温度上昇に注意
- 適切なクーラントの使用やエアブローによる冷却が効果的
2. 腐食対策
- 耐食性が低いため、必要に応じてアルマイト処理などの表面処理が必要
※難易度が高いため、経験値のある表面処理屋さんへ要相談
- クーラント選定時は変色に配慮が必要
3. 溶接性
- 酸化皮膜の影響で溶接が難しい
- 溶接時は事前の酸化皮膜除去が必要
・各種アルミ合金の規格と特徴比較 ~違い、メリット・デメリット~
1. A2017(ジュラルミン)
強度:引張強さ 350~390 N/mm² 以上 ★あくまで目安値です。
メリット:汎用的な高強度アルミ、切削性に優れる、鍛造も可能
デメリット:溶接性が低い、耐食性に劣る
2. A2024(超ジュラルミン)
特徴:A2017より高強度
強度:引張強さ 380~490 N/mm² 以上 ★あくまで目安値です。
メリット:A2017より強度が約15%向上、疲労強度が高い
デメリット:A2017より耐食性が低い、価格が比較的高い
3. A7075(超々ジュラルミン)
特徴:アルミ合金中最高クラスの強度
強度:引張強さ 360~545 N/mm² 以上 ★あくまで目安値です。
メリット:、最高水準の強度
デメリット:、難削材、応力腐食割れの懸念、溶接が極めて困難
4. A5052(汎用アルミ)
特徴:最も一般的なアルミ合金
強度:引張強さ 175~305 N/mm² ★あくまで目安値です。
メリット:耐食性・成形性・溶接性に優れる、加工性が良好、アルマイト処理が容易、
デメリット:強度が比較的低い
・各種アルミ合金 選定のポイント(強度・耐食性・切削性・価格の違い)
1. 強度重視の場合:(強度が高い順)
A7075 > A2024 > A2017 > A5052
2. 耐食性重視の場合:(耐食性が良い順)
A5052 > A2017 > A2024 > A7075
3. 切削加工性重視の場合:(切削加工が容易な順)
A2024 > A2017 >A5052 > A7075
4. コスト重視の場合:(安価な順)※一般的な市場価格の傾向として
A5052 > A2017 > A2024 > A7075
※これらの選定ポイントは一般的な傾向であり、実際の使用環境や要求仕様、製造ロットなどにより、特性が変動する可能性があります。
平岡工業では、A2017(ジュラルミン)材を含む各種アルミニウム合金の加工に対応しております。切削加工、表面処理など、お客様のご要望に応じた最適な加工方法をご提案させていただきます。特に航空機部品や産業機器部品など、高精度・高品質が要求される製品の製作に豊富な実績がございます。
↓A2017(ジュラルミン)対応加工製品事例(一部抜粋)↓
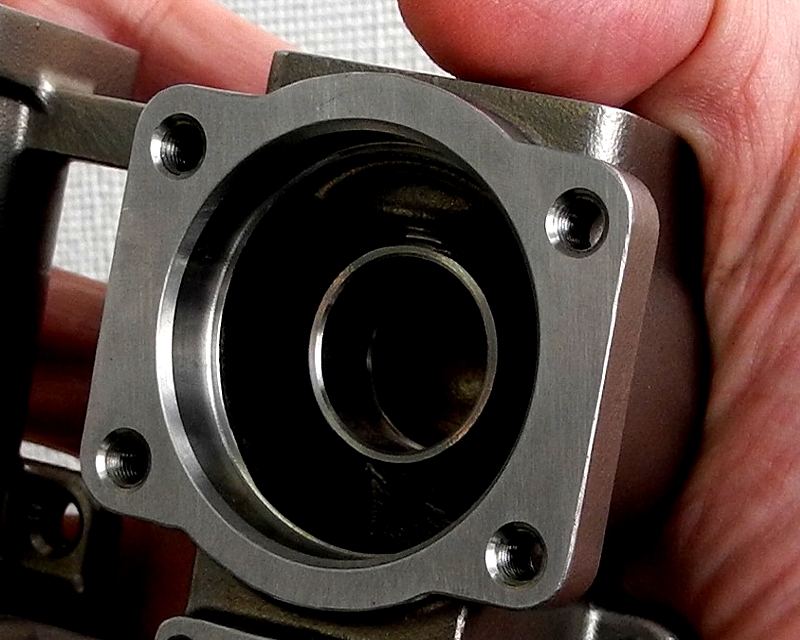
A2017 シリンダボディ アルマイト処理 管用テーパねじ穴
https://ja.nc-net.or.jp/company/91713/product/detail/85129/
A2017 監視カメラ用チャンバ フタ 解体ロボット部品
https://ja.nc-net.or.jp/company/91713/product/detail/80087/
■品名:ケーブルガイド ■材質:A2017 ■加工法:ワイヤーカット
https://ja.nc-net.or.jp/company/91713/product/detail/97340/
■品名:溝付きドラム ■材質:A2017 ■設備名:複合加工機 ヤマザキマザック INTEGREX i-200 ■工法:ボールエンドミル
https://ja.nc-net.or.jp/company/91713/product/detail/98871/
■品名:ベースプレート ■材質:A2017 ■設備名:マシニングセンタ ■対応(小ロット)
https://ja.nc-net.or.jp/company/91713/product/detail/105278/
★その他製品事例資料PDFダウンロードはこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
▼ご相談・お見積もり依頼はこちらから▼
https://ja.nc-net.or.jp/company/91713/inquiry/
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
★弊社は単品・少ロットをメインにしておりますが、数十~数千個程迄の準量産案件も喜んで対応させて頂きます!
☆参考写真:加工機マシニングセンター ブラザー SPEEDIO S700X1
サイズ:X700×Y400×Z300
小物の製品であれば、写真の様にバイスを二丁掛、三丁掛けしたり、
専用の治具を作って量産対応致します。
★準量産品加工事例:半導体製造設備部品、航空機エンジン部品、精密工作機械部品、自動車駆動系部品などなど・・・
☆対応材質:日常的にはSS400,S50C,SKD11などの鉄、SUS304,SUS316などのステンレス、A5052,A7075などのアルミが多いですが、
他にもチタン,インコネル,ハステロイなどの難削材,特殊鋼、銅,真鍮,砲金などの色物、MCナイロン,ジュラコンなどのエンプラ、
多種多様な材質の加工実績がありますので、迷ったら先ずは御相談下さいませ!
☆5軸加工向けCADCAM HYPERMILL導入!
【導入経緯】
既存のCADCAMでは加工の限界が見えてきました。
複軸ワークに対して加工プロセスが多くなり、工具の干渉やプログラムの信頼性に不満があり、さらに加工時間の増加が、作業員への負担となってきました。
【HYPERMILLを導入することによって解決すること】
1.工具やワーク、治具などの干渉をしっかりと回避したプログラム作りの実現
2.プログラミングが容易なので誰でも5軸加工機を使用できるようになる
3.同時5軸といった複雑なデータも作成可能
4.安全で完璧な加工データが作成できる
★今までにデータ作成に数日かかっていたものが短くなり正確な加工が実現することでリードタイムの短縮が期待できます。
通常の3軸加工のデータ作成も可能なので、工場のキャパも広がり全体の効率がupすると予想されます。
☆コロナによる世界恐慌が予測される中、呉匠はピンチをチャンスと
捉え、この時期にあえてチャレンジを続けてまいります。
ご質問や、問い合わせがございましたらいつでも受け付けて
おります。

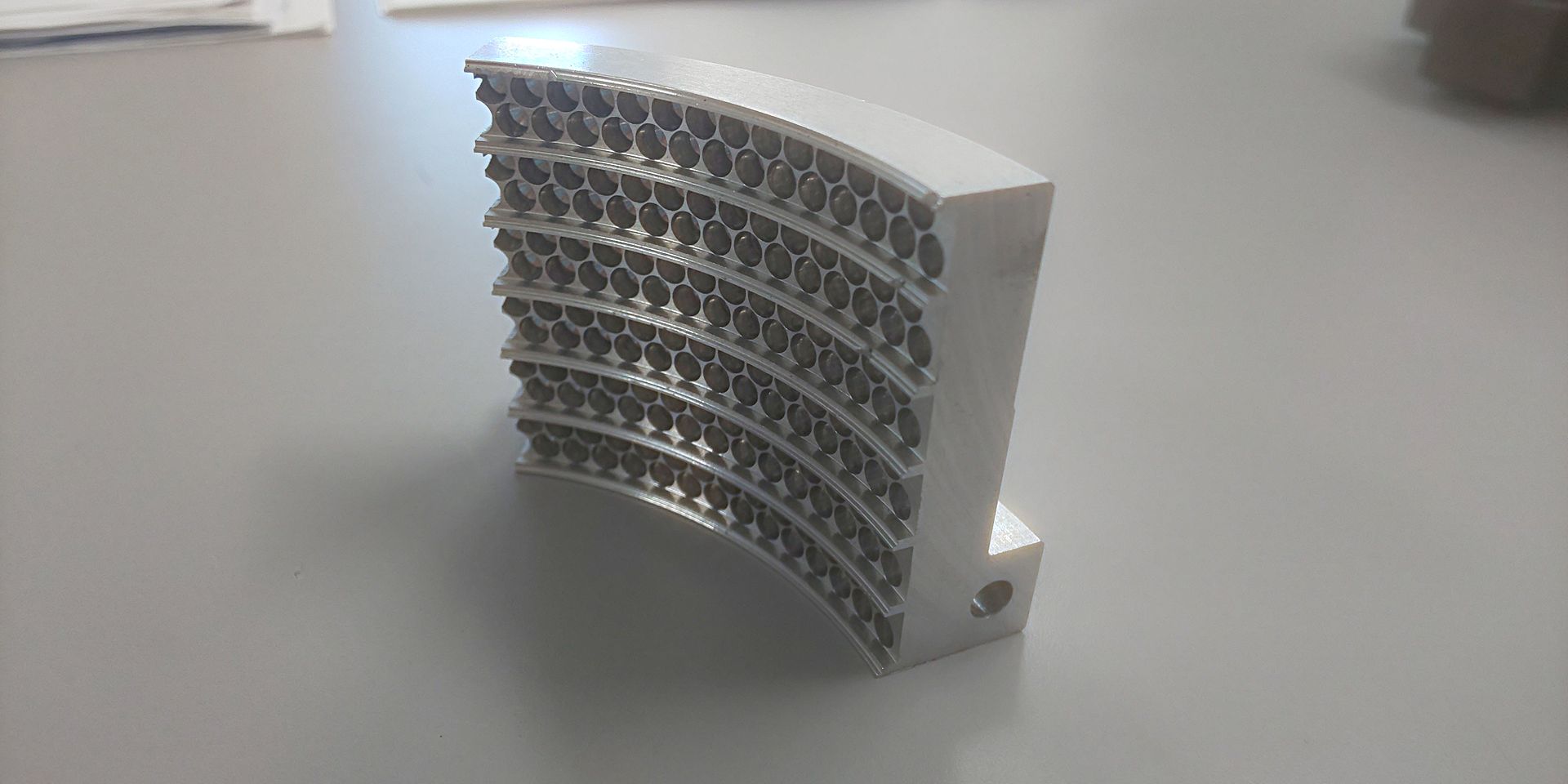
【材質】アルミニウム(A5052)・・・その他、A7075、A2017、なども対応可能です。
【形状・サイズ】200角ほど・・・弊社五軸加工機のテーブルサイズはφ650
【ロット】10ケ以内、スポット案件。・・・その他単品、更に多い数、リピート案件も御相談にのります!
【工法】五軸加工機(マシニングセンター)にて6F材から総削り出し。
一段取りで五面を加工することで穴同士の位相・精度を確保し、この複雑形状をツーチャックで加工完了!!
【用途】軽量高強度が求められる機械設備の一部品。
【特徴】五軸加工機で段取り回数を減らすことで、
・リードタイム短縮
・段取りミスの可能性の低減
・コスト減
☆サンプル品製作も御相談承ります!

【マグネシウム製ホイール 塗装剥離 ブラスト 再塗装】
マグネシウム製ホイールを再塗装の為、ブラストで塗装剥離を行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
古くなり経年劣化により、塗装不良が発生したマグネシウム製ホイールを綺麗にしたいとのご要望でした。
電動工具等では綺麗に塗装剥離する事が難しいので、ブラストで旧塗膜を全て剥がします。
マグネシウムは耐腐食性が無いので、塗装の浮きやチヂミといった塗装不良が発生することがあるとの事です。
変形等を最小限に抑えるため、研削性のより低いサンドブラストにて施工をしました。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
弊社では焼付塗装は対応できませんので、塗装剥離完了の状態で出荷となります。
ブラストについての詳細ページはこちら!
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎マグネシウム(Mg 英語:Magnesium)
実用金属の中では最軽量で強度・剛性・切削性もアルミや鉄と比べ高いです。
しかしながら機械加工で発火の可能性が高い、耐腐食性が低い等のデメリットもあります。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗装剥離(英語:paint peeling)
金属製品の塗装や樹脂を剥がすことを指します。
溶剤の剥離剤を使う科学的な方法、研削材を当てるブラスト処理等の物理的な方法、熱を加えて塗料を溶かす方法の3種類が多く使われます。
-------------------------------------------------------------------------------------------------
[素地調整]
サンドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
工期は実働1日です。
その他金属や厚膜型塗装、ゴムやメッキ等もブラストで剥離させる事が可能です。
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【金属塗装 ~塗装の流れ(工程)を紹介~】
原田鉄工で毎日行っている金属塗装について
ご依頼をもらってから塗装完了するまでの一連の工程を紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
《塗装とは?》
塗装は材料の表面を塗料の膜で覆う表面処理の方法です。
《塗装の目的》
塗装の目的は大きく分けて3つあります。
①保護
塗料を塗り乾燥すれば、塗料の膜(塗膜)に覆われる事になります。
この塗膜が紫外線、雨風などの環境条件から守ってくれる事になります。
②美観
説明するまでも無いかもしれませんが。
塗料は色や艶、滑らかさなど見た目を美しくする効果があります。
③機能性の付与
塗料によっては防腐、防錆、防虫などの機能や耐熱、断熱、蛍光、蓄光など様々な効果を付与するものもあります。
また色によって安全性の向上などの機能もあります。
私たちの身の回りは塗装されているものばかりです。
この塗装完成までの流れ(工程)を紹介します!
《塗装の工程》
1.塗装仕様を決める
まずは塗装する対象物がどのような環境でどのくらいの期間使われるかを確認します。
その要求される条件に耐えられるように
「素地調整の方法」「塗装方法」「塗料の種類」「塗装回数」「塗装膜厚」などの塗装仕様を決定します。
後は塗装仕様に沿って工事を進めていく事となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
2.素地調整
塗装を行う前に対象物の表面を塗装に適した状態へします。
表面に錆、油分、ダストなど異物が無い状態でなければ塗装はできません。
錆は擦るなど落とし、油分は溶剤で拭きとり、ダスト等はエアーで飛ばす又は残らないよう拭きあげます。
異物が完全に除去出来たら紙やすりや電動工具で表面を粗面にします。
粗面にする事で塗料の密着性が向上し、剥がれる可能性が無くなります。
原田鉄工ではブラスト設備がある為、1種ケレンのブラスト処理にて素地調整を行っております。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
3.塗装
選定した塗料を説明書通りの方法・分量で混合・希釈します。
スプレーガン・エアレススプレーなど塗装方法によって圧力や口径、塗付量が異なるので説明書を確認し調整します。
また塗料は危険物となるので保護具をしっかり装着し、換気を徹底しましょう。
塗料と塗装器の準備が出来たら、塗装を行います。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
4.検査
塗装膜厚は塗料の耐久性を左右する大きな要素となります。
塗料が硬化する前にウェット膜厚、塗料が硬化後は乾燥膜厚を計測します。
目標とした膜厚より少ない場合は塗装間隔を空けて、再度塗り重ね目標膜厚にしていきます。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
検査完了後、塗膜が厚すぎる場合も割れや剥がれの原因となるのでサンドペーパーなどで塗膜を削り調整を行います。
3~4の工程を調整しながら、仕上げの上塗りまで繰り返していき、塗装が完了します。
《まとめ》
素地調整の方法、塗料の種類、塗装回数など数えきれない程の方法の内から、
要求される条件を満たす仕様を選定する事が重要です。
塗装仕様と塗装の仕上がりによって製品の耐久性は大きく左右されます。
工程自体はそれほど多くはありませんが、
塗装技術はもちろんのことですが知識も必要となる塗装は奥が深いです。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【アルミの剥がれない塗装方法】
塗装が剥がれやすいと言われるアルミニウム
剥がれない塗装にするためには適切な下処理が必要不可欠です。
アルミの剥がれない塗装方法について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.専用の下塗塗料
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面を研磨する事で塗料が密着しやすい表面へ変化させる必要があります。
研磨する事で細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
また表面の酸化物を除去する効果もあるのでこの工程が非常に重要となり、塗装剥がれの結果を左右します。
3.専用の下塗り
アルミと密着性の良い専用の塗料で塗装しなければ、簡単に剥がれてしまう可能性があります。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【施工事例】ステンレス製クーラーボックスの塗装
https://www.nc-net.or.jp/company/98405/product/detail/227855/
『アルミを塗装するメリット』
1.防食性の向上
アルミは酸化被膜のおかげで錆びにくいですが、錆びない訳ではありません。
特に屋外で使用される場合などは塗装を行う事で「腐食」「錆」「酸化」から守り長寿命化させる事ができます。
2.耐摩耗性の向上
塗料で表面を覆う事で、アルミの表面を傷からまもれます。
アルミに錆が発生する大きな要因の1つである「もらい錆」を防ぐ効果もあります。
3.装飾効果
色や質感を追加する事で様々なデザインを実現する事が出来ます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミは錆びにくい素材ではありますが、剥がれない塗装を行う事で更に防食性を向上させ長持ちさせる事ができます!
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
【機能性と意匠性を両立する「ブラスト×着色アルマイト処理」】
https://ja.nc-net.or.jp/company/98405/product/detail/246724
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
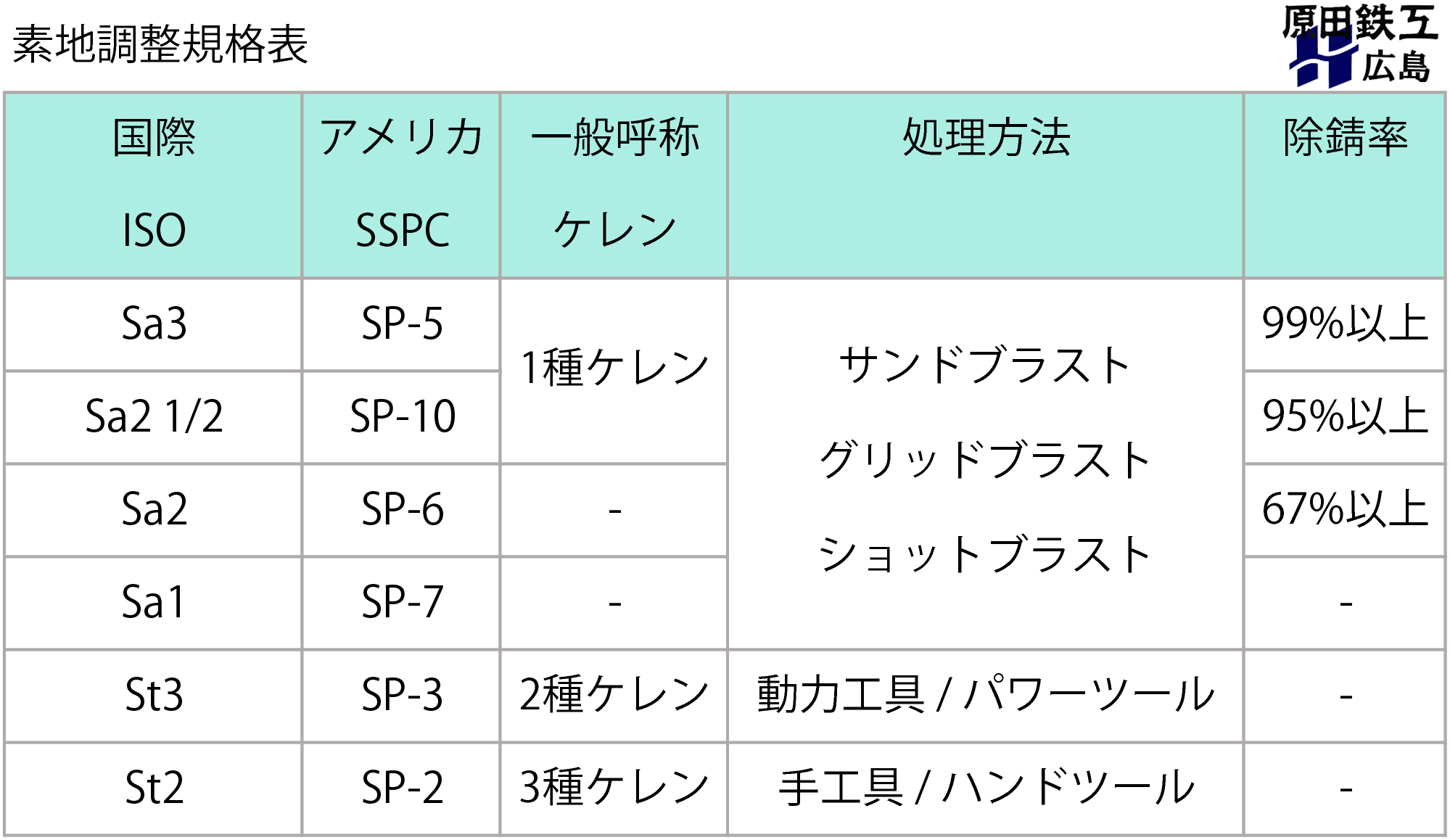
【ISO Sa2】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2(コマーシャルブラスト洗浄)は肉眼で見える表面の固着していない汚れ(油、錆、酸化物など)をほとんど除去する必要があります。
一般的にSSPC SP-6と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)はほとんど除去し、固着した汚れのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2で行うメリット』
ISO Sa2は素地調整の中で3番目に洗浄度の高い規格となります。
上位の規格ISO Sa3やISO Sa2.5はほとんどの表面の付着物を除去する必要がありますが、Sa2では許容される範囲が広いためコストと時間を削減する事が可能となります。
許容される固着した汚れとは刃の付いていないパテナイフでは、剥離させない程度の付着となります。
ブラスト後にも残存する汚れが残る仕様とはなりますが、それでも2種ケレンと呼ばれるISO St3と比較すると清浄度が優れており塗料と高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa2は素地調整の規格であり、表面の固着していない付着物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離させる事のできない程度の付着とされますので、ご注意ください。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
また除去するべき汚れと許容される汚れの判断基準が明確では無いため、適切に作業を行うためには専門的な技術と知識が必要となります。
ISO Sa2 コマーシャルブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料の密着性向上を目的として加工される事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa2はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装で長持ちを実現!下地処理の重要性と原田鉄工の強み】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属塗装の耐久性向上に悩んでいませんか?
せっかく施した塗装が短期間で剥がれてしまったり、錆が発生したりと、このようなトラブルに頭を悩ませている方も多いのではないでしょうか。
実は、塗装の寿命を左右する大きな要因の一つに「下地処理」があります。
本記事では金属塗装における下地処理の重要性と、その効果的な実施方法について解説していきます。
また原田鉄工株式会社が提供する高品質なブラスト・塗装サービスについても詳しくご紹介します。
『なぜ下地処理が重要なのか?』
下地処理とは「表面を塗装に適した状態へ変化させる作業」です。
この工程を適切に行うことで、以下の効果が期待できます。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
塗料の密着性向上: 下地処理により金属表面の平滑化や汚れを除去、塗料との密着性が大幅に向上します。
これにより塗膜の剥がれや浮きを防止し、塗装の寿命を延ばすことができます。
錆の発生防止: 金属表面に付着した錆や汚れなどを完全に除去することで、錆の発生を抑制し金属の腐食を防止します。
塗料の耐久性向上: 下地処理によって、塗料の性能を最大限に引き出すことができます。
これにより塗膜の耐候性や耐薬品性、耐摩耗性が向上し、長期間にわたって美しい外観を維持することができます。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『下地処理の方法』
下地処理には、以下の方法があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
ブラスト処理: 高圧で研磨材を吹き付けることで、金属表面の汚れや錆を強力に除去する手法です。
電動工具処理: ディスクグラインダーなどの電動工具を使用し、金属表面を均一に研磨する方法です。
手動工具処理: 手作業で研磨紙などを用いて、金属表面を研磨する方法です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
どの方法を選択するかは、金属の種類、汚れの程度、求められる表面状態などによって異なります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社が提供するブラスト・塗装サービス』
原田鉄工株式会社は、広島で一貫してブラスト・塗装工程を行うことを強みとしています。
創業80年となる経験とノウハウを活かし、お客様のご要望に合わせた最適な施工をご提案いたします。
原田鉄工の強み
「高品質な下地処理」
ブラスト処理の規格であるISOやSSPCに準拠した厳格な品質管理のもと、高品質な下地処理を行います。
「幅広い対応力」
鉄骨や形鋼のようなシンプルな形状の製品はもちろんですが、タンク・や機械製品などの複雑な形状にも対応できます。
またステンレスやアルミといった金属にも対応可能です。
「短納期対応」
お客様のご要望に合わせた短納期での施工が可能です。
また塗装のプロフェッショナルとしてより短納期、高品質にするための仕様選定なども協力させて頂きます。
「確実な管理システム」
求められる品質が高ければ高いほど、それに従い検査表や工程写真などの確実な管理が必要となります。
検査器具も多く取り揃え定期的に校正しておりますので、全ての工程にて必要とされる検査を正確に行う事が可能です。
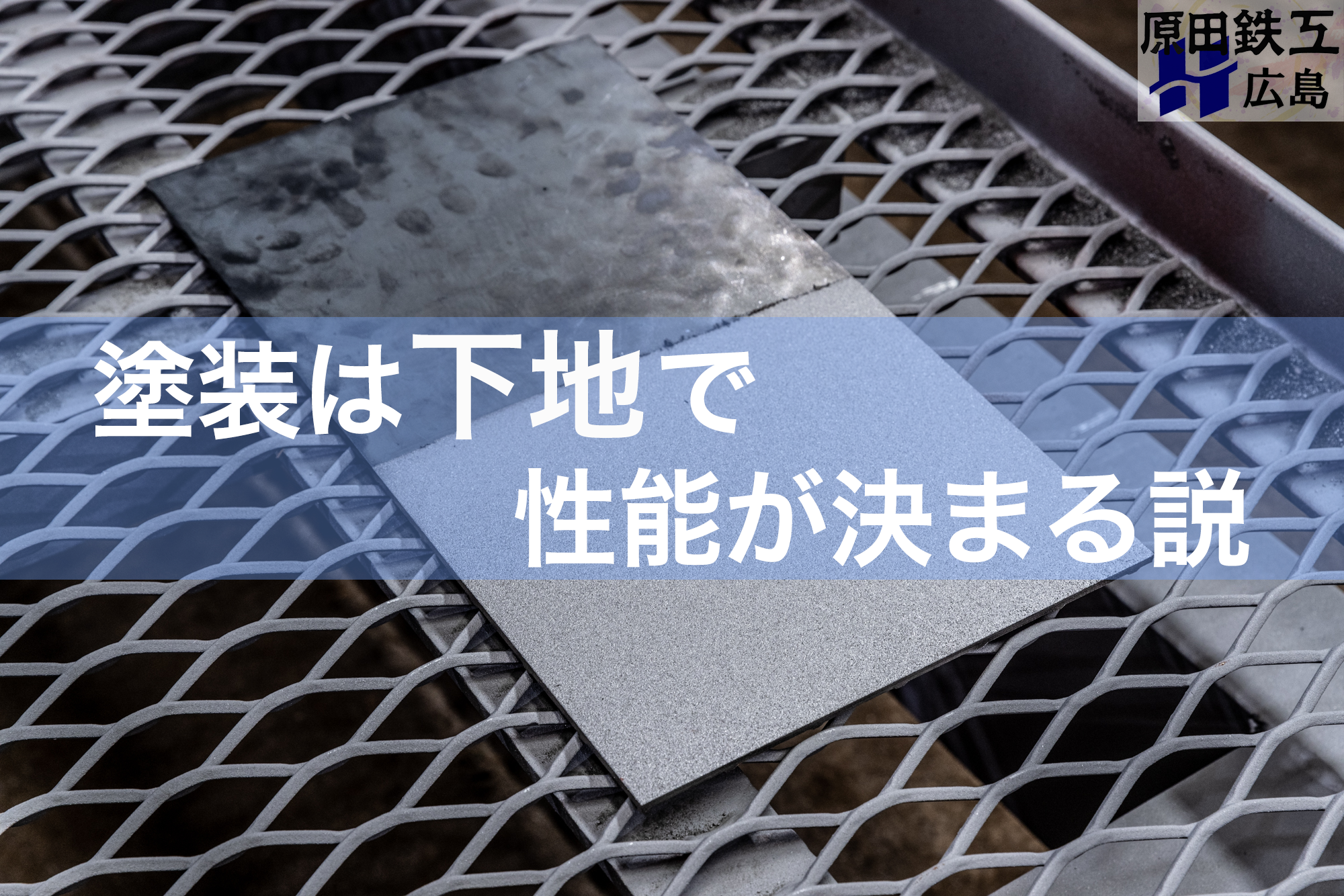
『サービス内容』
「塗装は下地で性能が決まる」という考えのもと、私たちは日々、高品質な下地処理と塗装に努めています。お客様の大切な製品を長寿命化するため、最適なソリューションをご提案いたします。
「下地処理(素地調整)」
金属表面の汚れや錆を完全に除去し、塗料との密着性を高める事で製品寿命を延ばします。
原田鉄工では大型ブラスト設備を完備しておりますので、最高品質の下地処理を提供しています。
詳細はこちら:https://www.nc-net.or.jp/company/98405/product/detail/197750/
「塗装」
高耐久性・高品質な塗料を用いて、美しい仕上がりを実現します。
塗膜厚を厳しく管理する事で適正な塗膜厚に調整致します。
『まとめ』
金属塗装の耐久性を向上させるためには、下地処理が非常に重要です。
原田鉄工株式会社は長年の経験とノウハウを活かし、お客様のご要望に合わせた高品質なブラスト・塗装サービスを提供いたします。
金属塗装でお困りの際は、ぜひ一度ご相談ください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
[関連情報]
原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程
https://www.nc-net.or.jp/company/98405/product/detail/195780/
塗装は下地で性能が決まる!?
https://www.nc-net.or.jp/company/98405/product/detail/229378/
ブラストの規格 ISOとSSPC
https://www.nc-net.or.jp/company/98405/product/detail/187739/

【塗装工程における最重要プロセス「ケレン(素地調整)」の完全ガイド】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. はじめに:なぜ「ケレン」が重要なのか
塗装の目的は、対象物の美観を整えるだけでなく、腐食(サビ)から守り、製品寿命を延ばすことにあります。しかし、どれほど高級で高性能な塗料を使用しても、土台となる表面が汚れていたり、サビが残っていたりすれば、塗料は本来の性能を発揮できません。ここで登場するのが「ケレン」という工程です。
「ケレン」は、塗装業界において「素地調整(下地処理)」と同義で使われる言葉であり、塗装の耐久性を左右する最も重要なプロセスと言っても過言ではありません。統計的には、塗膜の寿命の約50%から80%は、このケレンの品質によって決まるとされています。本稿では、原田鉄工の専門的知見に基づき、ケレンの定義から種類、具体的な工法、そしてその効果について深く掘り下げていきます。
2. ケレンの定義と語源
「ケレン」という言葉は、英語の「Clean(クリーン)」がなまったものと言われています。文字通り、表面を「清浄にする」作業を指します。 通常の金属表面には、目に見えるサビだけでなく、酸化被膜(ミルスケール)、古い塗膜、油脂、水分、塵埃などの「異物」が付着しています。これらを物理的・化学的に除去し、塗料が直接金属原子と密着できる状態を作るのがケレンの役割です。
「素地調整と下地処理の違い」
厳密には、以下のように使い分けられることがあります。
素地調整: まだ塗装されていない真っさらな金属(素地)に対して行う処理。主にブラスト加工などが含まれます。
下地処理: すでに塗装されている面や、補修が必要な面に対して行う処理。古い塗膜の剥離や段差修正などが含まれます。 現在ではこれらを総称して「ケレン」と呼ぶのが一般的です。
3. ケレンの4つの目的
ケレンを行う目的は、大きく分けて以下の4点に集約されます。
① 異物の除去
サビ、ミルスケール(黒皮)、油分、塩分、水分などを徹底的に取り除きます。これらが残っていると、塗料の下でサビが進行したり、塗料が浮き上がったりする原因となります。
② 塗料の密着性向上(アンカー効果)
金属表面を適度に粗くすることで、表面積を増大させます。これにより、塗料が微細な凹凸に入り込み、乾燥後に「くさび」のような役割を果たして強固に固着します。これを「アンカー効果」と呼びます。
③ 表面の平滑化
溶接跡のスラグやスパッタ、金属のバリなどを取り除き、表面を滑らかにします。これにより、仕上がりの美観が向上するだけでなく、塗膜の厚みが均一になり、局所的な劣化を防ぐことができます。
④ 塗膜寿命の最大化
前述の通り、適切なケレンは塗膜の剥離やフクレを劇的に減らします。結果としてメンテナンス周期が長くなり、トータルコストの削減に直結します。
4. ケレンの種類と規格(1種〜4種)
ケレン作業は、その清浄度や作業方法によって1種から4種に分類されます。これは鋼構造物塗装設計指針などに基づいた分類です。
第1種ケレン(超高度な処理)
方法: ブラスト法(研削材を高速で衝突させる方法)。
状態: 金属光沢が出るまで完全にサビや黒皮を除去します。
用途: 船舶、橋梁、海洋構造物などの「重防食塗装」が必要な過酷な環境。最も信頼性が高い工法です。
第2種ケレン(高度な処理)
方法: ディスクサンダーやパワーブラシなどの電動工具を使用。
状態: 完全にサビを除去し、活膜(しっかり密着している古い塗膜)以外の異物を取り除きます。
用途: 屋外の一般構造物や、ブラストが困難な現場での補修塗装。
第3種ケレン(中程度の処理)
方法: 電動工具に加え、ワイヤーブラシやスクレーパーなどの手工具を併用。
状態: 浮いているサビや剥がれかけた塗膜を除去しますが、強固に付着しているサビや塗膜は残る場合があります。
用途: 一般的な建物の鉄部塗り替え、腐食が比較的軽微な場所。
第4種ケレン(軽微な処理)
方法: 手工具による清掃、研磨紙(サンドペーパー)による足付け。
状態: 表面の汚れや粉化した塗膜(チョーキング)を除去する程度の清掃。
用途: 新品の鋼材でサビがない場合や、非常に状態の良い既存塗膜への重ね塗り。
5. ブラスト加工による究極のケレン
原田鉄工が最も得意とするのが、この第1種ケレンに該当する「ブラスト加工」です。ブラストは、圧縮空気や遠心力を用いて、砂や金属の粒(グリット・ショット)を高速で金属表面に叩きつける手法です。
ブラストの優位性
電動工具や手工具では届かない微細な凹部や、強固に焼き付いたミルスケールも、ブラストであれば一瞬で粉砕・除去できます。また、表面全体に均一な粗度(粗面)を形成できるため、他の工法とは比較にならないほどの圧倒的な密着強度を確保できます。
研磨材の選定
サンドブラスト: 砂(珪砂など)を使用。主にクリーニングや梨地仕上げに適します。
グリットブラスト: 鋭角な金属片を使用。非常に高い研削力があり、重防食塗装の下地に最適です。
ショットブラスト: 丸い金属球を使用。表面の強化(ピーニング効果)も期待できます。
6. ケレン作業における注意点と品質管理
ケレンは「やった直後」が最も重要です。
迅速な塗装
ブラスト等で露出した純粋な金属面は、非常に活性が高く、空気中の水分と反応して瞬時に「戻りサビ」が発生し始めます。そのため、ケレン終了後、通常は4時間以内、遅くとも当日中にプライマー(下塗り)を塗装することが鉄則です。
環境条件
湿度が高すぎる(85%以上)場合や、鋼材表面温度が露点より3℃以上高くない場合は、目に見えない結露が発生している可能性があるため、作業を中断する必要があります。
清掃の徹底
ケレンによって発生した粉塵や研磨材の残骸が表面に残っていると、それがそのまま塗膜内部に閉じ込められ、欠陥の原因となります。塗装直前の入念なエアブローや真空掃除が欠かせません。
7. 原田鉄工の強み:一貫施工と大型設備
原田鉄工は、中国地方最大級の大型ブラスト設備を有しています。これにより、以下のような他社にはない強みを提供しています。
大型製缶品への対応
橋梁の部材やプラント設備、船舶の大型パーツなど、他社では入り切らない巨大な製品も、そのままブラスト室に入れて丸ごとケレンすることが可能です。分解の手間を省き、構造物全体の防食性能を均一に保ちます。
徹底した検査体制
ケレン後の表面清浄度は、標準図との比較や表面粗度計を用いた数値管理によって厳格にチェックされます。経験だけに頼らず、データに基づいた品質保証を行っています。
一貫体制によるコスト削減
「設計・製缶」から「ケレン・塗装」、さらには「組立・検査」まで自社工場内で完結するため、物流コストの削減や納期短縮が可能です。また、各工程の責任主体が明確であるため、高度な品質管理が実現します。
8. おわりに:持続可能な社会のために
現代社会において、インフラや産業機械の長寿命化は、資源の有効活用と環境負荷低減の観点から非常に重要な課題です。適切なケレンを行い、強固な防食塗装を施すことは、製品を20年、30年と持たせるための「先行投資」です。
原田鉄工は、昭和24年の創業以来、この「ケレン」という地味ながらも過酷な作業に向き合い続けてきました。目に見えなくなる工程だからこそ、一切の妥協を許さない。そのこだわりが、日本の産業を支える数々の構造物の耐久性を守り続けています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/

お客様から「飛行機と旅客搭乗橋の接続部の緩衝材が欲しい」というお声を頂き、素材提案から加工までお任せ頂きました。
空港で使用するため耐候性が要求され、また、飛行機と旅客搭乗橋がドッキングする際の緩衝材となるため、視認性の高い目立つ色であることが重要でした。
そこで、材料メーカーと協力して目立つ色のEPDM開発に着手し、最終的に黄色EPDMが採用されました。
弊社にて図面通りに加工し、現在も安定供給しております。
⇨ 詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
私たちは、お客様一人ひとりのニーズに寄り添い、最適な提案をさせていただきます。ゴム加工のことなら、ぜひ児玉ゴム商会にお任せください。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
クロロプレンゴム(ネオプレン)(CR)とは?素材特徴と違い比較|バランスの取れた性質から見る製品用途とメリット
【クロロプレンゴムの歴史と開発背景】
クロロプレンゴム(CR)は、1931年にアメリカのデュポン社によって開発された世界初の合成ゴムです。商品名「ネオプレン」として知られ、天然ゴムの代替材料として開発されました。耐候性、耐油性、難燃性など、バランスの取れた特性を持つことから、幅広い産業分野で使用されています。
【化学構造と特性】
CRは、クロロプレン(2-クロロ-1,3-ブタジエン)の重合体です。分子中の塩素原子の存在により、耐候性、耐オゾン性、難燃性などの特性が付与されます。結晶化しやすい規則的な構造を持ち、これが優れた機械的特性の源となっています。
【製造方法】
主な製造工程:
1. 乳化重合によるポリマー合成
2. 重合停止・凝固
3. 洗浄・脱水
4. 乾燥
5. 品質検査・出荷
【グレードと規格】
硫黄変性による分類:
- G タイプ:汎用グレード
- W タイプ:耐候性向上グレード
- T タイプ:加工性改良グレード
- M タイプ:結晶化制御グレード
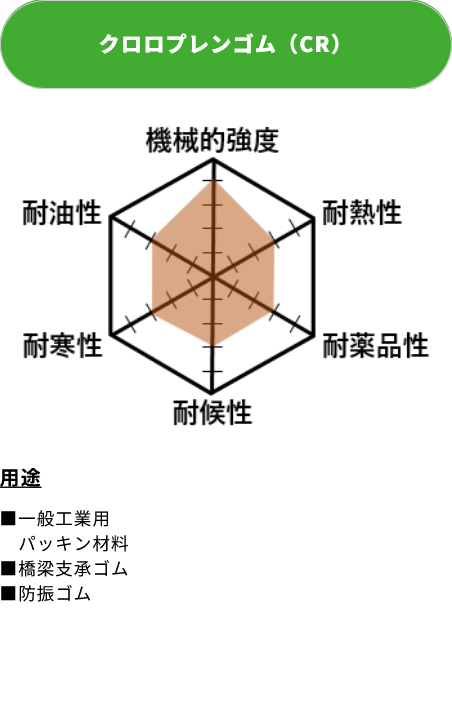
【クロロプレンゴム(ネオプレン) (CR)の物性】
▶主な特徴:
耐候性、耐オゾン性、耐熱性、耐薬品性など平均した性質をもつ。
機械的強度:4
耐熱性:3
耐薬品性:3
耐候性:3
耐寒性:3
耐油性:3
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.15-1.25
▶機械特性
可能なJIS硬さ範囲 : 10-90
引張強さ : 50-250 kg/cm²
伸び : 100-1000%
反発弾性 : ◎
引裂き強さ : ○
圧縮永久歪 : ◎
耐摩耗性 : ◎~○
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 130℃
耐寒性(ぜい化温度): -35~-55℃
耐老化性 : ◎
耐オゾン性: ○
耐光(候)性: ◎
耐炎性 : ○
ガス透過性: 3cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^10~10^12Ω/cm、25℃
破壊電圧 : 500-1100V/mil,短時間
誘電率 : 7.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ○
ベンゼン・トルエン: ×
トリクレン: ×
アルコール: ◎
エーテル: ×~△
ケトン(MEK): △~○
酢酸エチル: ×
水: ◎
有機酸: ×~△
高濃度無機酸: ○
低濃度無機酸: ◎
高濃度アルカリ: ◎
低濃度アルカリ: ◎
▶主な用途
電線被覆、自動車部品、航空機部品、コンベアベルト、橋梁支承ゴム、防振ゴム、窓枠ゴム、接着剤、ゴム引き布、一般工業用パッキン材料、塗料など
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:高温による分子構造の変化
- 光劣化:紫外線による劣化
- 機械的劣化:繰り返し応力による疲労
- 化学的劣化:強酸・強アルカリとの接触
防止策
1. 適切な配合設計(老化防止剤の選定)
2. 使用環境に応じたグレード選択
3. 適切な保管条件の管理(温度15-25℃、湿度50-65%)
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化に伴い、難燃性や環境負荷の低さが評価され、電線被覆材や建築用シール材としての需要が増加傾向にあります。特に、自動車産業や建設業界での需要が堅調です。
【応用技術とイノベーション】
- 新グレード開発:低温特性改良品
- 複合材料:他素材とのブレンドによる特性向上
- 加工技術:押出し、射出成形等の最適化
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
フッ素ゴム(バイトン)(FKM、FPM)とは?素材特徴と違い比較|耐熱性と耐薬品性から見る製品用途とメリット
【フッ素ゴムの歴史と開発背景】
フッ素ゴムは、1957年にデュポン社によって「バイトン」の商標名で開発された高性能合成ゴムです。航空宇宙産業や化学工業での過酷な使用環境に対応するため、特に高い耐熱性と耐薬品性を持つ材料として開発されました。現在では、自動車、化学プラント、半導体製造装置など、幅広い産業分野で使用されています。
【化学構造と特性】
フッ素ゴムは、フッ化ビニリデンとヘキサフルオロプロピレンなどのフッ素化合物の共重合体です。分子中の炭素-フッ素結合が特徴的で、この強固な化学結合により以下の特性が実現されています
- 優れた耐熱性
- 卓越した耐薬品性
- 高い耐油性
- 優れた耐候性
- 難燃性
【製造方法】
主な製造工程
1. 乳化重合または懸濁重合
2. 重合停止・回収
3. 脱水・乾燥
4. 配合加工
5. 成形・加硫
【グレードと規格】
フッ素含有量による分類
- 65%タイプ:標準グレード
- 66%タイプ:高耐熱グレード
- 70%タイプ:特殊グレード
共重合体の種類による分類
- 二元系(VDF-HFP)
- 三元系(VDF-HFP-TFE)
- 四元系(VDF-HFP-TFE-PMVE)
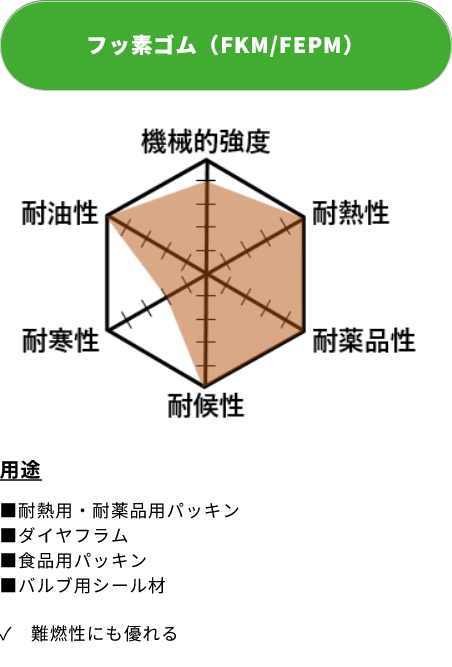
【フッ素ゴム(バイトン)(FKM、FPM)の物性】
▶主な特徴:
最高の耐熱性(難燃性)と耐薬品性をもっている。
機械的強度:4
耐熱性:5
耐薬品性:5
耐候性:5
耐寒性:2
耐油性:5
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.80-1.82
▶機械特性
可能なJIS硬さ範囲 : 50-90
引張強さ : 70-200 kg/cm²
伸び : 100-500%
反発弾性 : △
引裂き強さ : ○
圧縮永久歪 : ○
耐摩耗性 : ◎
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 300℃
耐寒性(ぜい化温度): -10~-50℃
耐老化性 : ◎
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : ◎
ガス透過性: 1cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^15~10^18Ω/cm、25℃
破壊電圧 : 450-600V/mil,短時間
誘電率 : 2.0-2.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ◎
ベンゼン・トルエン: ◎
トリクレン: ○
アルコール: ◎
エーテル: ×~△
ケトン(MEK): ×
酢酸エチル: ×
水: ◎
有機酸: ×
高濃度無機酸: ◎
低濃度無機酸: ◎
高濃度アルカリ: ×
低濃度アルカリ: △
▶主な用途
耐熱、耐油、耐化学薬品性を必要とするミサイル、ロケットなどのパッキン、ガスケット、ダイアフラム、タンクライニング、ホース、ポンプ部品など、食品用パッキン、バルブ用シール材
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:極限温度での使用
- 化学的劣化:特定の化学物質との接触
- 機械的劣化:過度な応力や摩耗
- 低温脆化:使用温度限界以下での使用
防止策
1. 適切なグレード選択
2. 使用環境に合わせた配合設計
3. 適切な加工条件の設定
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化や産業の高度化に伴い、高耐熱性・高耐薬品性材料としての需要が増加傾向にあります。特に、自動車の電動化や半導体製造装置向けの需要が伸びています。
【用途別の要求特性】
1. 自動車部品
- 耐熱性
- 耐油性
- 耐久性
2. 化学プラント
- 耐薬品性
- シール性
- 安全性
3. 半導体製造装置
- 高純度
- 耐プラズマ性
- 低アウトガス性
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
SEP処理の分野
自動車
医療
航空宇宙
建築
土木
家電
装飾品
化学
電子部品
半導体製造装置
部品搬送装置
梱包装置
製造装置
レジャーなど
⇒まずはお気軽にご相談下さい。
ホームページにもHVOF溶射・アルマイト加工・SEP処理・機械加工・研磨・バネ等について詳しくご説明していますので、ぜひご覧ください。
新中央工業株式会社
〒739-0145 広島県東広島市八本松町宗吉1051番地
TEL 082-427-0217 FAX 082-420-1196
E-mail:eigyo@shinchuo.co.jp
HP:http://www.shinchuo.co.jp/

バイオマス発電所 煙道・排気筒 製作実績
【内 容:製作(製缶・塗装)・陸上トレーラー輸送 向先:バイオマス発電所向け】
-----
ヨシテックは、プラント設備の製造、建設、
メンテナンスを専門とする、プロ集団です!
↓お気軽にお問合せください。↓
https://ja.nc-net.or.jp/company/75946/inquiry/
株式会社ヨシテック
〒721-0956 広島県福山市箕沖町127-20
TEL 084-954-2080

非接触式の3次元スキャナ(レーザースキャナ)を利用しお客様のマスターサンプルをロストワックス精密鋳造で量産化いたします!
すでに図面の無くなってしまった古い機械のギアやカム、図面化しにくい意匠形状をもったクレイサンプルを持ち込んでいただくことで3Dスキャナから3DCADデータをおこすことが可能です。
大きさ : 120x120x180 程度まで
CADデータの作成後は金型を製作しロストワックス精密鋳造法により金属化。
ロストワックス製法なら精密な刻印、微細な形状、三次元曲面などデザイン性に富んだ表現ができ、量産も可能です。アルミ、ステンレス、銅合金などさまざまな材質が適用可能です。
(Y.I)
【アイデア次第でコストダウン】
意匠・極薄・複雑・微細・細線など、または強度アップの為のブロック状・リブ状のロストワックス部品を製缶時に溶接で縫い付ければ付加価値の高い製品が実現できます。
【お客様にとってベストな提案をいたします!】
提案力の高さには自信があります!!営業スタッフ、技術スタッフが設計の際からお客様に最適なご提案をいたします。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

一般的に溶接で作成することの多い搬送スクリューですが、ロストワックス(精密鋳造)製法であれば溶接不要で一体鋳造が可能です。
製品サイズは、手のひらに乗るようなものから、全長400mm程度ののものまで対応可能で、工業用をはじめ、食品業界や医薬品業界など、様々な分野で採用頂いております。
スクリューコンベアの設計には、ぜひロストワックス製法をご検討下さい。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【ニアネットシェイプのご提案】
特殊配管用の継ぎ手、ベンチュリ管など、たとえパイプやカラー、スリーブなどの単純形状部品であっても小ロットの試作にはコストがかかりがち、そこでロストワックス精密鋳造法にて完成品に限りなく形状を近づけておくことで必要最小限の追加工で、または精度が合えばロストワックス素材のままご使用いただけますので、量産時に大幅なリードタイム短縮、コスト削減が期待できます。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。
金型を使用しますので溶接品などはロストワックスでまとめて一体化でき、さまざまなご提案が可能となります!!
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【ニアネットシェイプのご提案】
たとえばパイプやカラー、スリーブなどの単純形状部品であっても曲がっていては完成品にするには五軸加工やプレス、溶接など時間とコストがかかりがち、そこでロストワックス精密鋳造法にて完成品に限りなく形状を近づけておくことで必要最小限の追加工で、または精度が合えばロストワックス素材のままご使用いただけますので、大幅なリードタイム短縮、コスト削減が期待できます。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)
【バルブボディを精密鋳造一体構造でご提案!】
特殊なバルブ形状もロストワックスなら低コストに量産化できます。
砂型鋳物では表現の難しい微細な形状や、刻印など精度良くハッキリ製作いたします。
キャステムは図面化から金型製作、熱処理、表面処理、機械加工に至るまで、一貫したサービスをご提供いたします。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。つねに最先端技術を追い続け、メタルインジェクション、ロストワックス精密鋳造に対するトータル的なサービスのご提供をお手伝いをさせていただきます。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
窓口:http://www.castem.co.jp/contact/index.html
製法詳細:http://www.castem.co.jp/technology.html
(Y.I)

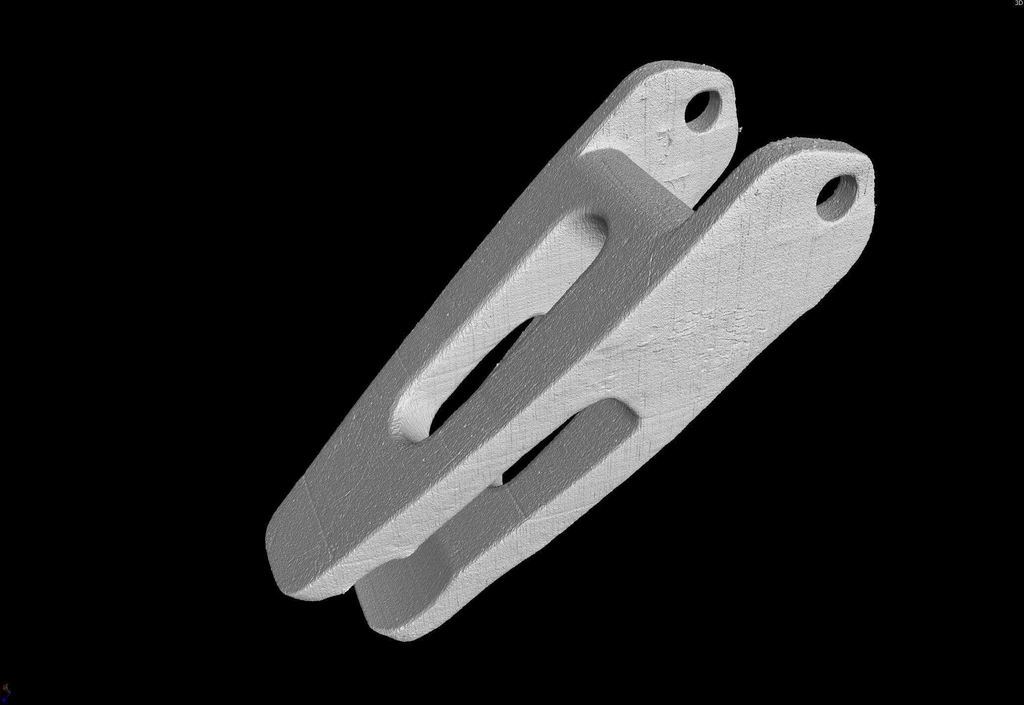
こちらはお客様の生産工程内で使用するジグです。曲がりくねった形状をしていますが、矯正用ジグを作成して押さえつけてやれば寸法を狙えます。本当は押さえつける関係上、丸い棒の部分が四角の方が打痕が少なくてすみます。FF

【産業用CTスキャンサービスが活用できる例】
・非破壊での内部調査を行いたい
・有機的で自由曲線の物体をスキャンし
3Dデータ化したい
・内部欠陥の有無を確認したい
・開封せずに内容物に異物が混入しているか
確認したい
等々、キャステム京都ではこれまでに
沢山のご依頼を承ってまいりました。
非破壊での断面解析、製品の内部寸法の確認など
CTスキャンを産業利用する際にはぜひ
当社のサービスをご利用ください。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
キャステム京都LiQビルでは
【Nikon MCT225】を利用した
X線CTスキャン非破壊検査を行っています。
・被写体の内部構造を見ていただけます。
・内部に欠陥があるかの確認が可能です。
・被写体の断面が観察できます。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
X線透過率の違いを利用して、梱包のまま
スキャンすることも可能です。
当社では今までに、生物や仏像、
フィギュアといった様々な被写体を撮影しており、
ユニークなアイテムの撮影も大歓迎です!
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

【CTスキャン受託サービス】
チタンやマグネシウム、アルミニウムの溶接の内部欠陥も非破壊検査が可能です。
ニコン MCT225
【主な特長】
・測定精度9+L/50μm(校正済み、VDI/VDE 2630準拠)
・フルスクリーン画像用と制御ソフトウェア用のデュアルモニタ
・開放管反射型225kVマイクロフォーカスX線源
・メンテナンスが容易な開放型X線管
・高精度マニピュレータ搭載
・防護キャビネット(特別な予防策は不要、放射線被曝を抑制)
・直径250mm、高さ450mmまで対応
鉄で15mm、アルミで70mm程度まで内部の確認が可能です。
部品の内部欠陥の確認、検証が可能になります。
お困りの件等ございましたら
お気軽にお電話ください!
【お問合せはこちら】
キャステム京都(LiQ) :
tel: 075-325-1811/ fax: 075-325-1911
kyoto@castem.co.jp

一貫生産にて成形と金型の両面から思う存分PEEK成形を楽しんでおります。
成形機 30t~350tクラスまで33台対応可能
ガラスファイバー(GF)、カーボンファイバー(CF)グレード対応。
半導体分野製品量産中。
工業分野製品量産中。
一般グレード常備在庫。
着色成形対応可能。
厚肉成形対応可能。
1個から成形可能。
試作成形のみ対応可能。
<運営サイト>
https://www.fuchu-pla.com/ 【コーポレートサイト】
https://injection-fuchu.com/ 【ソリューションサイト】
府中プラ株式会社
726-0002 広島県府中市鵜飼町800-132
TEL 0847-41-3659 FAX 0847-41-3661
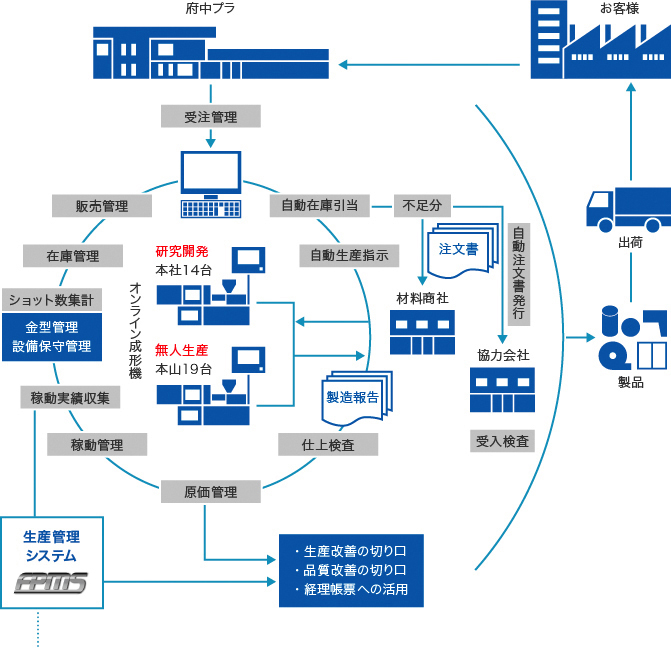
受注から生産・出荷までの生産管理業務を精度を高めて簡素化するため
独自の管理ソフト(FPMS)を開発しました。
「販売」・「在庫」・「原価管理」から「部材発注」まで
あらゆる管理業務を「自動処理化」することで
「研究開発」に全力投入できる体制を整え
我々は「提案開発型」の企業スタイルを構築しています。
<運営サイト>
https://www.fuchu-pla.com/ 【コーポレートサイト】
https://injection-fuchu.com/ 【ソリューションサイト】
府中プラ株式会社
726-0002 広島県府中市鵜飼町800-132
TEL 0847-41-3659 FAX 0847-41-3661
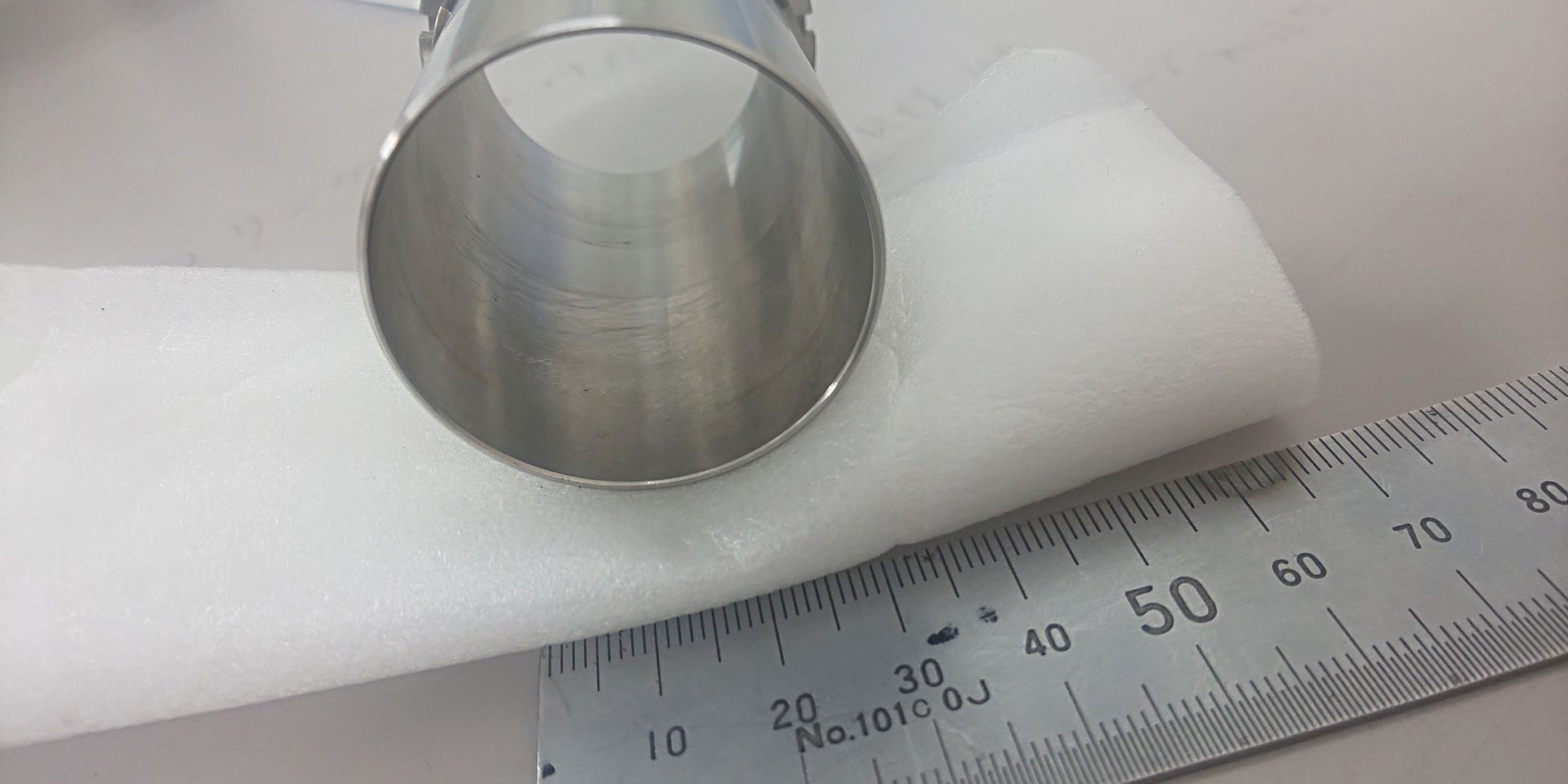
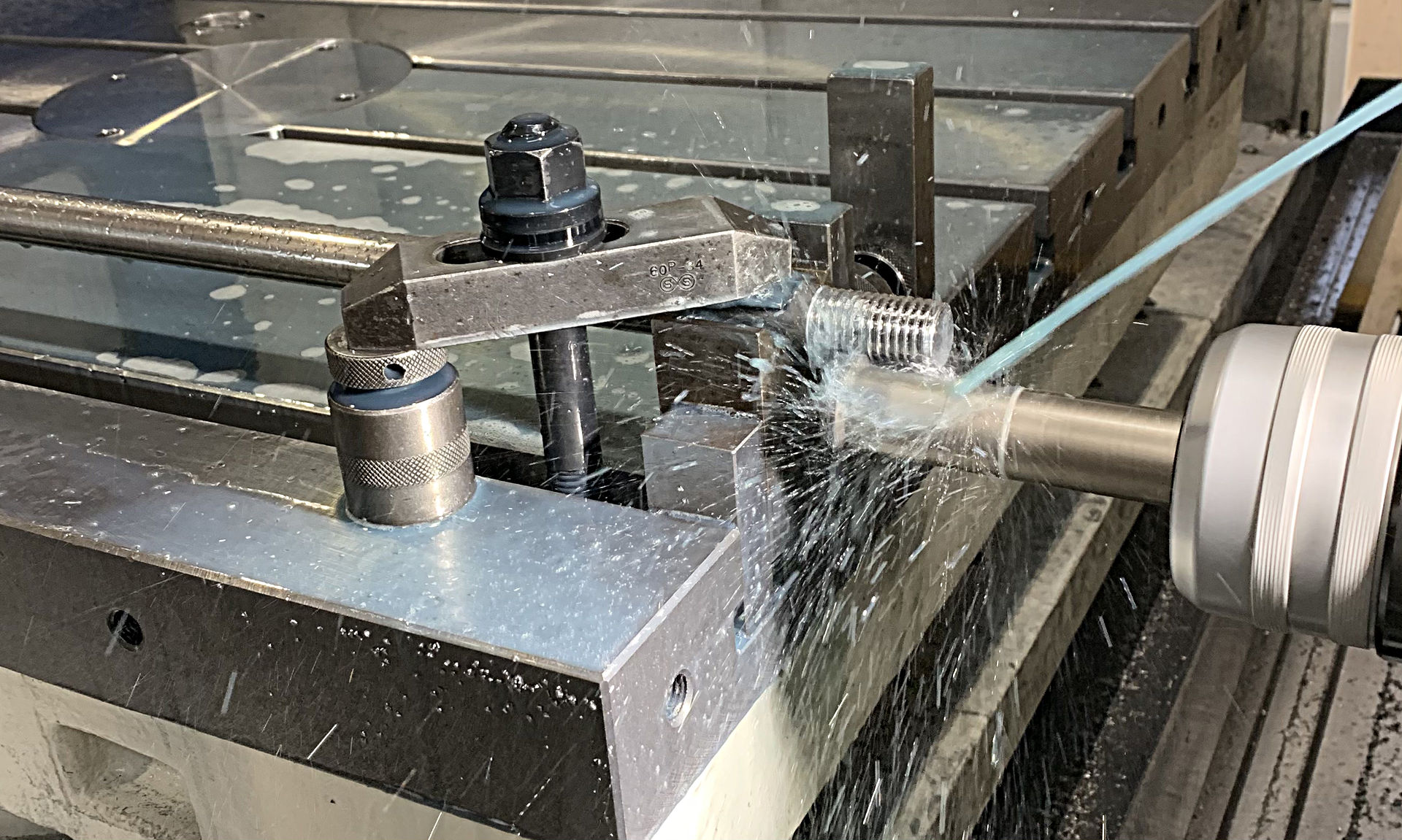
A2017シリンダー部品を旋盤加工後、MCで内径にピンホールを空ける。
バリ厳禁のため、バリを発生させない加工方法。
写真は一部をワイヤーカットで切断したカットモデルです。
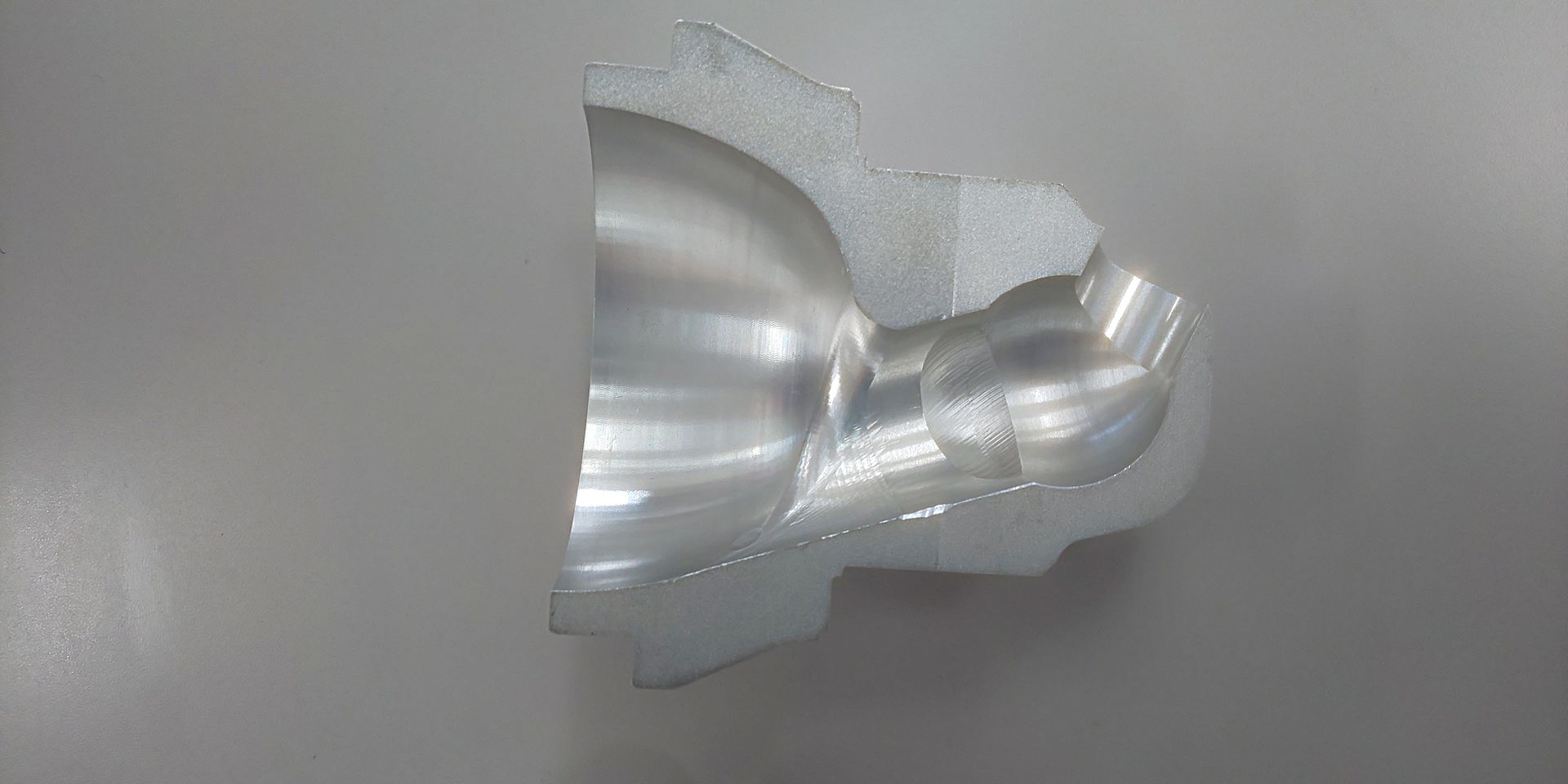
プラント用配管部品をA5052から削り出し。
複合旋盤により角度付きの穴明け、配管途中の球形状も同時加工。
写真は、内部構造を分かり易くワイヤーカットで切断した断面です。
検査室、専属の検査員もおり、角度やR寸法、外径形状等は輪郭形状測定機により精度保証。

アクリルブロックから3Dマシニング加工で削りだしたパイプ部品です。
装置内を流れる二種の流体がこの部品の箇所で合流し、構想通り綺麗に混ざり合うかを目視で確認するため透明にした試験用の特注部品です。
弊社ではこの様な単品・スポットでの特注品製作も得意としています。

大型の装置をクレーンで吊り上げる為の吊り金具です。
上部のアイボルトを回すことで三箇所の鋼球が出入りし、相手物に噛み合ってロックがかかり安全に吊り上げることが出来ます。
この製品は製作だけでなく、設計から社内で行っております。
弊社は専属の設計担当スタッフがおり、3DCADを利用してこの様な治工具類の設計からも対応が可能です。

M36のボルトのネジ切り加工です。
NC旋盤を使用して各種ボルトの製作、1本から対応しております!
各種材質も対応しております!

工業用スプレーノズルの一部の部品です。
複合NC旋盤を用いてテーパー加工面に対して垂直な穴を円周上に6カ所あけております。
また、耐圧部品のためシール面の面粗度や傷やバリには厳しく、機能を果たすためには寸法だけでなく外観も徹底的な検査が求められます。
【加工方法】NC複合旋盤を用いてSUS310の薄肉加工もしております!
【業界・用途】半導体製造時に発生するガスを燃焼させるバーナーの部品です。
【特徴】厚みはおよそ0.95ミリ、さらに内径外径それぞれ0/-0.02の公差を満たしています!
【サイズ】およそφ50×73
【表面粗さ】▽▽▽
【数量・ロット】数ケ~10数ケ、ロットにより変動あり
その他難削材の機械加工経験豊富!
「この材質を削れる所があれば・・・」とお困りでしたら是非弊社までご連絡下さいませ!
ご興味持って頂けましたら、㈱呉匠 営業課『前田』まで!
-----------------------------------------
株式会社 呉匠
〒737-2212
広島県江田島市大柿町大君1462-6
営業課
前田 誠志郎(まえだ せいしろう)
TEL:0823-36-2785 FAX:0823-36-2786
メール:info@kuresho.com
------------------------------------------

【業界・用途】組付けた配管の中を転がして、設計通り内径が確保できているか確認するボールです。
【加工方法】NC旋盤
【特徴】通常のタレット式のNC旋盤にて加工しております。
縦横斜め、各方向から測定し精度も保証致します。
【サイズ】過去実績、およそφ20~40、それ以外も対応可
【表面粗さ】▽▽▽
【数量・ロット】過去実績、1~10ケ、それ以外も対応可
【納期】通常受注後約2週間程

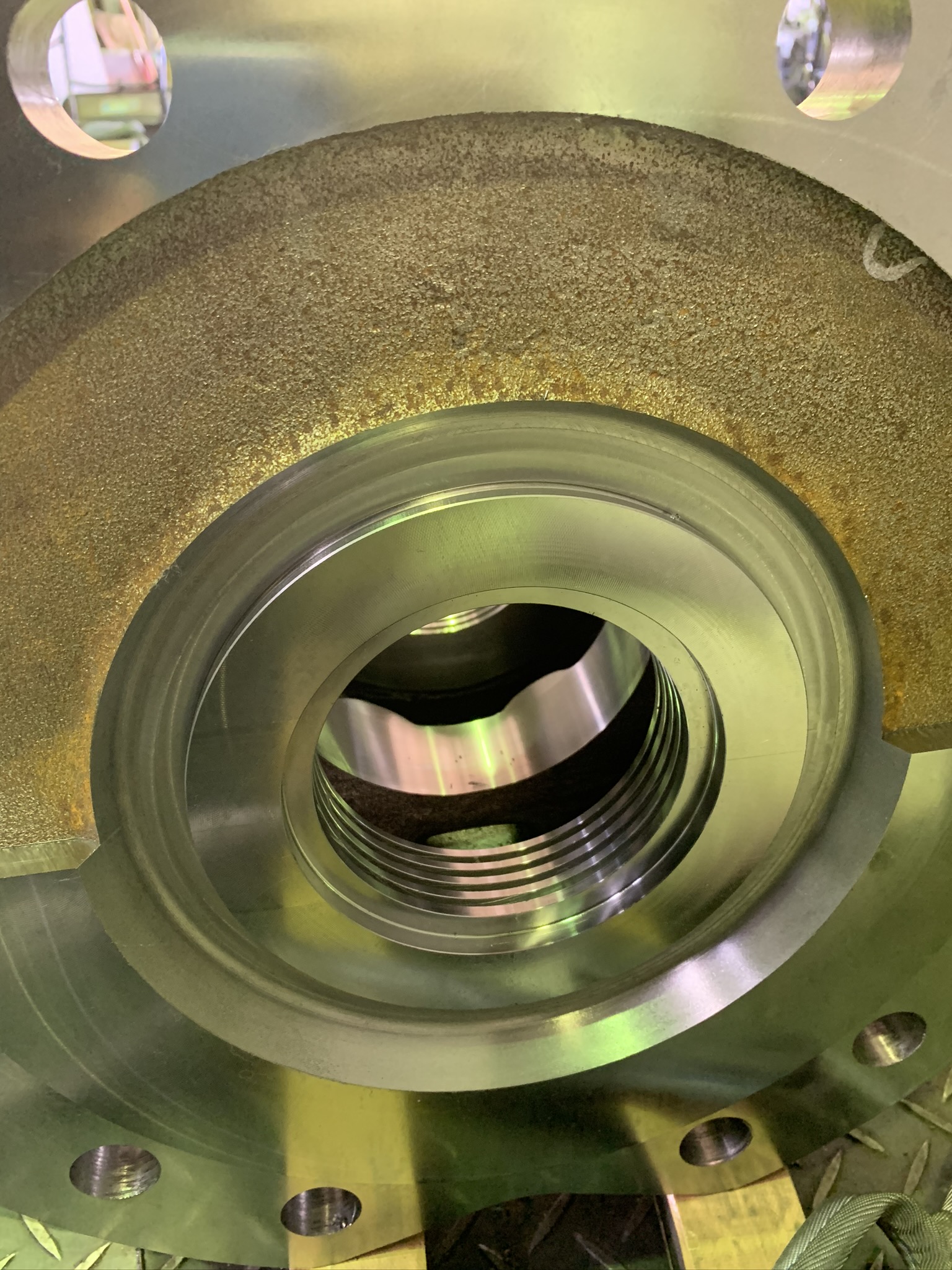
【業界・用途】コンベアローラーのベアリングを受ける箇所の削りだし加工品です。
【加工方法】マシニングセンターによる三軸同時加工
【特徴】素材は鋳物ブロックで、全面総削り出し。
ベアリング受け部の形状は取り代のみ残して鋳型でほぼ形になっているので、全面削り残しがないよう取り合いを計算するノウハウが必要です。
また、ベアリング受け部は製品外形に対して水平ではなくおおよそ0.5°程傾いています。
この僅かな傾きを実現するために、弊社の3D加工の技術が活かされています。
【サイズ】およそ255角
【表面粗さ】ベアリング受け部粗さ▽▽
【数量・ロット】過去実績、通常10ケ未満/ロット、単品や量産対応も可
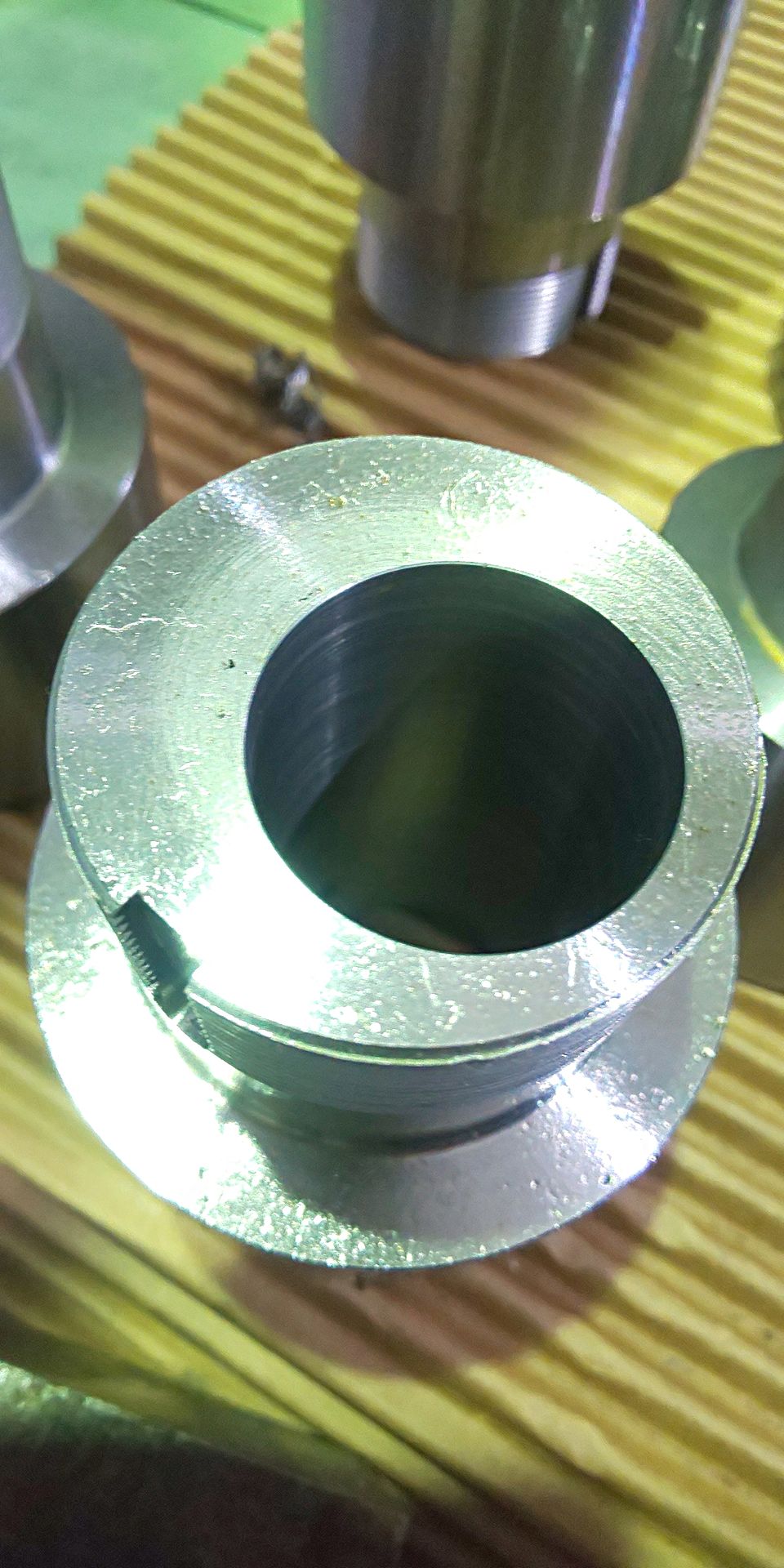
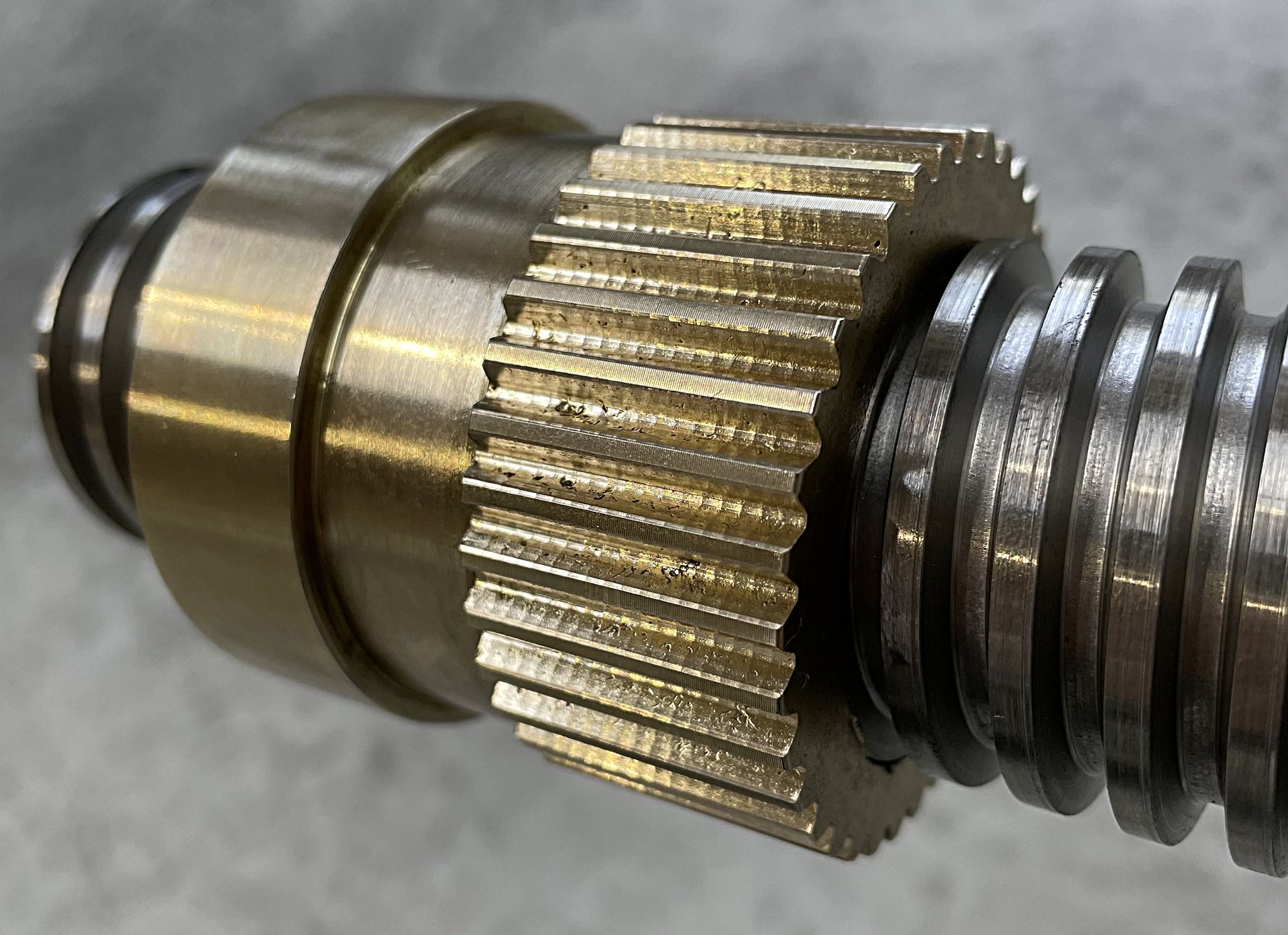
【業界・用途】偏心カムシャフト部品
【加工方法】NC複合旋盤にて外径、ネジ切り、キー溝加工。
その後偏心させてチャッキングし、内径加工。
【特徴】外径キー溝との位相が必要なので、その位相の出し方が肝です!
【サイズ】およそφ70×200
【表面粗さ】▽▽▽
【数量・ロット】1ケから対応
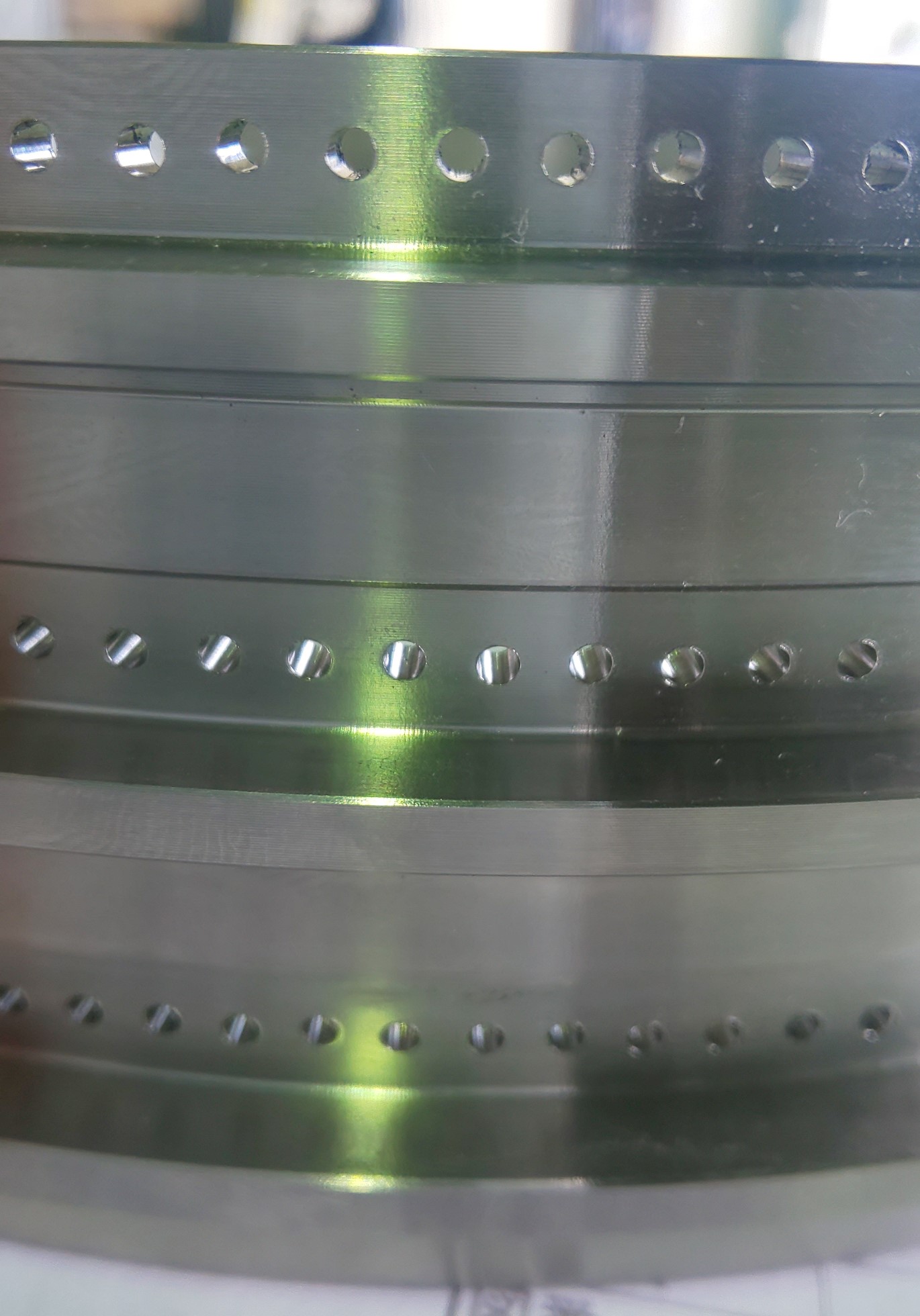
【業界・用途】生産材製造時に発生する有毒ガスを燃焼させるバーナー部品です。
【加工方法】NC複合旋盤にて総削り出し。
材質はSUS304で、最薄部は1.5ミリの薄肉加工。
外周にはφ1.5の穴を全周に加工。
【特徴】薄肉と外周穴明けを実現するために専用の治具を使っております。
この様な難削材難加工のノウハウを持っているのも弊社の強みです!
【サイズ】およそφ200
【数量・ロット】1ケから対応

半割形状の軸受カバーです。
FC材の700mmサイズです。

マシニングセンターでのねじ切り加工です。
様々な材質の大径ねじ切り加工が可能です。
長尺物の先端ネジ加工
〜6,000mmのネジ加工等でお困りでしたらご相談ください。
スピンドル ネジ ナット加工
スピンドル材質 45C
ナット材質 銅
サイズ Φ50×1,000L
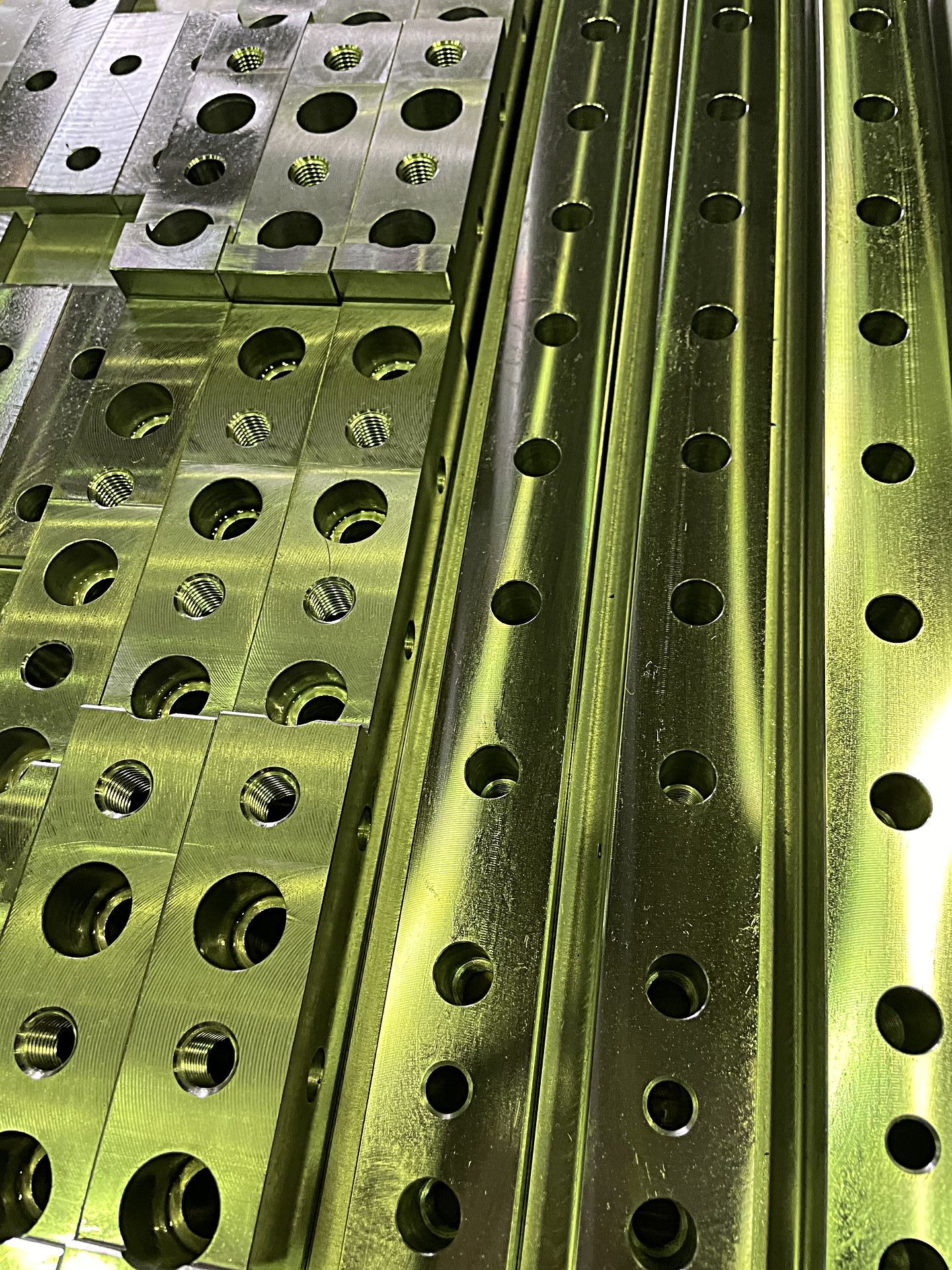
機械装置部品 各種マシニング加工
業界 環境プラント
材質 SS材、SC材
サイズ 100角×1,000
(対応可能サイズ:2,000L)
精度 0.1mm~1/100mm
加工方法 穴あけ加工、タップ加工、リーマ加工、キリ穴加工、ブロック加工
設備 立型マシニングセンタ
個数 ~10個
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

曲げ板 機械加工
材質 SS
サイズ 2,000×500
特殊な形状の素材にも加工可能です。
(穴あけ、フライス等)
お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/

部品名:ハウジング
業界・用途:蒸気タービン、ポンプ
材質:鋳鋼
サイズ : 1,000×800
機能性・形状・サイズ:仕上、網かけ
加工方法:NC横中ぐりフライス盤
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ハウジング 水力ポンプ 鋳鋼 仕上、網かけ NC横中ぐりフライス盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
部品名:ハウジング
業界・用途:風水力ポンプ
材質:SC材
機能性・形状 : 半割れ
サイズ:400φ
加工方法:横中ぐりフライス盤
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
立型マシニングセンタ 、横中ぐりフライス盤 、旋盤加工に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
削り出し加工
製鉄所設備 修繕部品
サイズ 300×150

配管溶接サドル 建築関係 配管継手 Φ45~100 30種類 消化・空調・工場配管に使用される鍛造部品
日本消防設備安全センター認定品
https://www.fukugi.co.jp/products/
福山技研工業株式会社
〒720-1261 広島県福山市芦田町上有地314-4
電話番号 084-958-3868
FAX番号 084-958-4192

環境・エネルギー、パイプライン、輸送機器、水処理、製造機器、建築、産業機器と幅広い分野に関わる構造物の設計~製作~現地据付~試運転までを一貫して施工しています。
産業機械設計・製作・施工、鉄構構造物設計・製作・施工、工場・生産設備工事・メンテナンス

【台車 エアレス塗装 上塗】
台車の天板部分をエアレススプレー塗装にて塗装を行いました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
弊社では基本塗装をエアレススプレーにて塗装を行っております。
エアレス塗装の特徴は一度の塗装で厚い塗膜を付着する事が可能ですので、厳しい環境下にも耐えうる塗膜を形成する事が可能となります。
しかしながらその反面、塗膜が厚いため焼付塗装やエアースプレー塗装の様に美しい仕上がりにする事が難しいです。
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【スプレーガンの種類~エアスプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177737/
下塗、上塗の2回塗りで工期は3日程度です。
本製品は鏡の様に景色が反射するほど綺麗に仕上げる事が出来ました。
本製品は膜厚指定が無いものでしたが、膜厚の指定や写真撮影、検査表の提出等も対応できますのでお気軽にお問い合わせください。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

簡単な会社案内動画です。
工場内を短めに一通り紹介します。
1分程度にまとめてありますので、是非見てください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型タンク ~設計、製作、塗装~】
社内で設計、製作、ブラスト、塗装を一貫して行った大型タンクです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
全て社内で加工を行いました。
大型タンクとセットで専用のタラップや足場、階段などの付属品も合わせて製作しています。
内に薬品が混ざった汚水を溜めておくとの事で、内面と外面の塗装仕様を分けています。
内面は薬品・汚水に耐えれるように、外面は紫外線・雨水などに耐え綺麗な美観を保てるようにしています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:Polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗塗料として使います。
-------------------------------------------------------------------------------------------------
[製品情報]
内容量30㎥
[塗装仕様]
素地調整
SSPC SP-10
内面
耐水用エポキシ樹脂塗装×2回
外面
耐水用エポキシ樹脂塗料×1回
ポリウレタン樹脂塗装×1回
-------------------------------------------------------------------------------------------------
社内で一貫製作なので、納期もタイムリーに対応できます。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【FB プレート スプレーガン塗装】
通常ではエアレススプレーを使用しますが、製品の数量が少ないので塗料の使用を抑えるためにスプレーガン塗装を行い動画にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
FB(フラットバー)脱脂施工後、2層塗りの仕様となります。
上塗り施工時の動画となっております。
スプレーガンならエアレススプレーと比較し作業効率は落ちますが、ロスを最小限に塗装できるので少量の塗料でも塗装が可能になります。
また使用する塗料は限られますが、通常のエアレス塗装より噴出する塗料粒子が細かいので綺麗な仕上がりになります。
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【スプレーガンの種類~エアスプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177737/
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎エアスプレー(英語:Air spray)
エアー(空気)と霧化させた塗料を同時に噴射させる事で塗装を行います。
霧化した塗料は粒子が細かいので綺麗にムラなく塗装できることが可能です。
しかし、飛沫が多いので塗着率が低い事が特徴です。
-------------------------------------------------------------------------------------------------
[製品情報]
FB12×100 L=1520mm
[塗装仕様]
変性エポキシ樹脂塗装×1回
ポリウレタン樹脂上塗塗装×1回
-------------------------------------------------------------------------------------------------
綺麗にツヤツヤになりました。
工期は実働3日となります。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

ボルト、ナット、ワッシャーのブラスト動画です。
ねじ部などは養生が必須となりますが、こういった電動工具やハンドツールではケレンがしにくい形状の製品でもブラストならしっかり施工可能です。
-------------------------------------------------------------------------------------------------
[製品情報]
ボルト、ナット、ワッシャー 各種
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
1点1点職人が手打ちしますので、打ち残しも無く施工できます。
数量によるところが大きいですが、今回の量なら工期は即日対応可能です。
HP
http://xs284308.xsrv.jp/index.html
YouTubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
社内で行う簡単な検査内容の紹介です。
不良品を出さない為、実際はもっと多くの検査を行ってます。
検査内容の指定や検査書類・証明書の提出等もお気軽にご連絡ください。
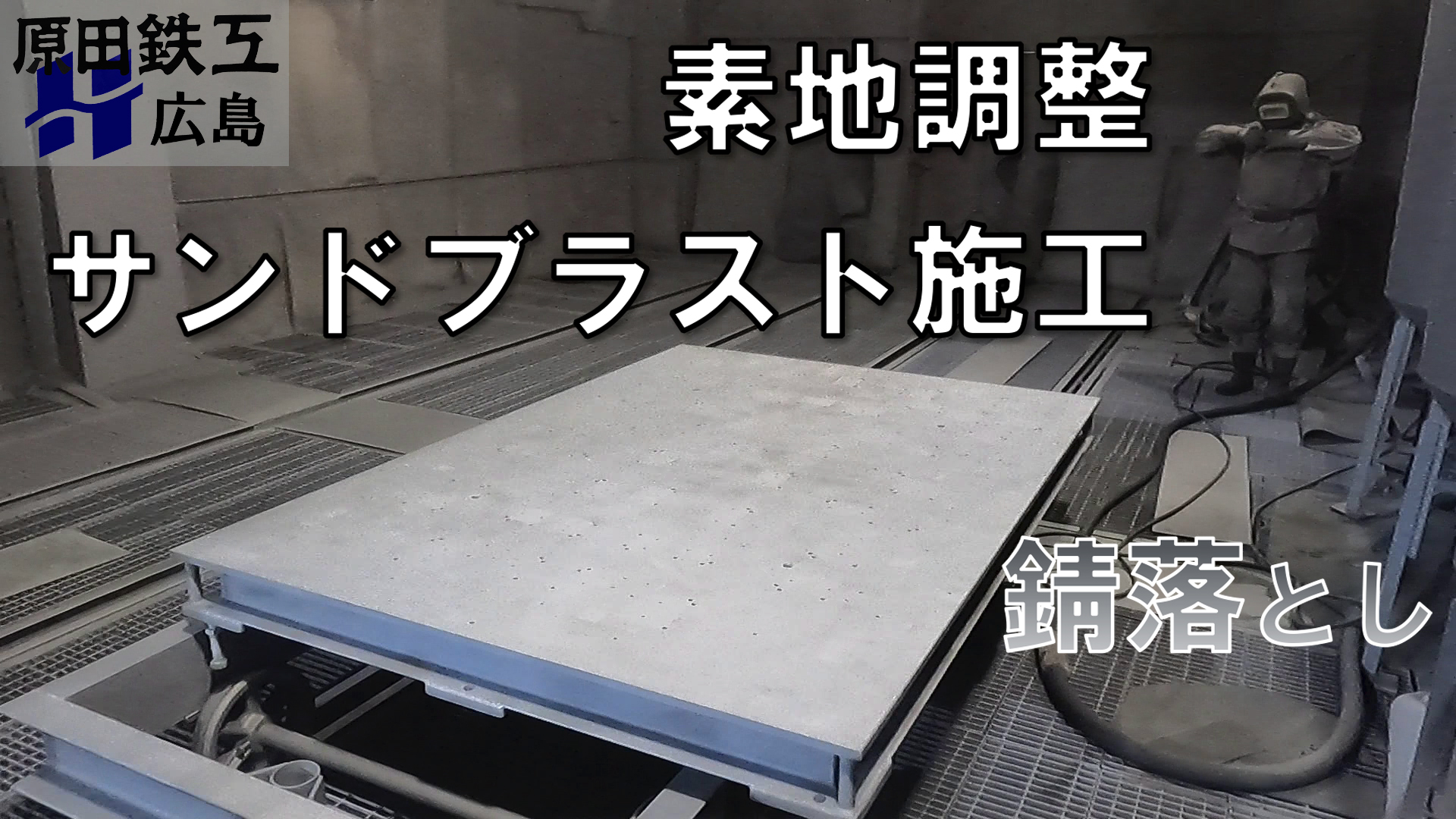
【サンドブラスト】ベース 第一種ケレン
かなり錆びた状態のベースをサンドブラスト施工(第一種ケレン)にて綺麗にしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
全面ブラスト施工にて古くなったベースを綺麗に再塗装したいとのご依頼です。
防錆処理はお客様で行われるとの事なので、ブラストのみ行っていきます。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
普段はこれぐらい錆が酷いと研削力の強いグリットブラストで施工したいところですが。。
今回はタップ穴(ねじ穴)が多くマスキングする予算・工期の都合が取れない為、少しでもタップが痛まないようにとサンドブラスト施工にて行います。
(基本的にはタップ穴・ねじ・加工面はすべてマスキングを行わなければ、ブラストで表面を削り使えなくなるのでNGです。)
やはりサンドブラストでもタップ穴が使えなくなる箇所も多くありましたが、タップを使いねじを切りなおして使用するとの事でした。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
◎タップ(英語:Tap)
めねじを切る工具の事。ねじが入る方がめねじ、入れる方をおねじと言います。
刃物がついており穴に回転させながら入れていくことで、めねじを刻みます。
まためねじが切ってある穴を「タップ穴」と呼びます。
サンドブラスト 特徴
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがある
為、「フェロニッケルスラグ」を原料とした非金属性の研削材を使用している。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
研削材紹介ページ
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
-------------------------------------------------------------------------------------------------
[製品情報]
1700×2400×200
[素地調整]
サンドブラスト
SSPC SP-10
[工期]
入荷後2日
-------------------------------------------------------------------------------------------------
綺麗に錆を落とすことができ、見違えるようにきれいにできました。
映像にはないですが付属部品も数多くあったので、お客様にも品質・納期とも満足いただき良かったです。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型ダクト エアレス塗装 前編】
大型のダクトをエアレススプレーを使って下塗、上塗をしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
動画の尺と容量の関係で前編、後編に分かれております!
前編は内面・外面ともに下塗完了までの動画となっております。
続きは下記URLから
【大型ダクト エアレス塗装 後編】
https://www.nc-net.or.jp/company/98405/product/detail/176854
『ダクトとは』
気体を運ぶための管です。
配管を使った丸形状のもの、プレートを組み合わせた角形状のものなど様々な形状があります。
主に「換気」や「排煙」の為に取付けられます。
社内で製作したダクトを脱脂施工後に塗装しました。
かなり大型のダクトで人の体より大きいサイズとなります。
原田鉄工では大小様々なサイズ、形状のダクトを製作・塗装してきました。
薄物や厚物にも対応可能ですのでお気軽にお問合せ下さい。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎鉛・クロムフリー錆止め塗料
かつて使用されていた鉛保有の錆止め塗料が環境対応で廃止となり、代替えとして開発された錆止め塗料。
鉛、クロム等の有害な重金属が配合されていない塗料です。
◎長油性フタル酸樹脂塗料
フタル酸樹脂はアルキド樹脂の1種で、油成分が多いため作業性に優れてます。
油の保有量で短油性、中油性、長油性と3種類に分類されています。
ウレタン樹脂塗料上塗と比較すると耐候性等では若干劣るが、同程度の光沢・ツヤを持ち合わせています。
-------------------------------------------------------------------------------------------------
[素地調整]
脱脂処理、サンドペーパー
[塗装仕様]
下塗:鉛・クロムフリーさび止めペイント
上塗:長油性フタル酸樹脂上塗り塗料
標準膜厚 60µm
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【自社製作品 自動ショットブラストマシン】
材料発注~塗装、組立まで行った自動ブラストマシンです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
お客様より図面を頂き、弊社で組立まで行った製品です。(自社設備ではありません。)
仮設機材や幅木などコンベアに置くと自動でブラストを行えるとの事です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
◎ショットブラストマシン(コンベアー式)
ショットブラストとは研削材に鋼球を使用し、コンベアー式に多く使用されています。
また圧縮した空気と一緒に打ち出す「エアー式」ではなく、回転させるインペラー(羽根車)の力を利用した「機械式」が主となる。
特徴は自動で施工できるため施工効率が良く単価も安価な場合が多いが、施工できる形状が限られていたり投射力が弱いなどがあります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
[製品情報]
幅3m×長さ12m×高さ4m
-------------------------------------------------------------------------------------------------
工期は約2ヶ月です。
他にも色々な製品を作ってます。
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【STPG プレハブ配管・サポート 一種ケレン~上塗】
プレハブ配管とサポートをブラスト、上塗りまで4層塗ります。
原田鉄工
HP:https://harada-tekkou.co.jp/
EMIDAS:https://www.nc-net.or.jp/company/98405/
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
配管は15A(1/2B)~150A(6B)まで様々なサイズがあります。
サポートと配管で合計200点以上、総重量は5tを超えます。
プレハブ配管なので複雑な形状も多くありましたが、膜厚・外観とも完璧に仕上げられました。
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
◎STPG(圧力配管用炭素鋼鋼管 英語:Steel tube pipe general)
STPG管と呼ばれ鋼管の1種です。
一般的にガス管(SGP)と呼ばれる配管用炭素鋼鋼管と比較し、名前の通り高圧にも耐えられるように作られています。
◎プレハブ配管(プレファブ配管 英語:Prefabricated piping)
工場で事前に一部またはすべてを加工しておく配管
各配管部材を現地で加工し繋げていくのではなく、工場で加工を行うので安全性や作業性の向上が可能。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面を削ります。
表面の黒皮、ゴミ、汚れだけでなく塗装やメッキまで除去可能です。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を表面に塗装する事で塗膜を形成させる。
様々な種類の塗料があり、使用条件や環境によって選定を行う。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SS400プレート 養生 表面処理】
SS400製のプレートをブラストにて表面処理していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
表面にゴムを張り付けるプレートの密着性向上のため、グリットブラストで表面処理を行います。
タップ穴が傷つかないように、全て養生してあります。
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎タップ(英語:Tap)
めねじを切る工具の事。ねじが入る方がめねじ、入れる方をおねじと言います。
刃物がついており穴に回転させながら入れていくことで、めねじを刻みます。
まためねじが切ってある穴を「タップ穴」と呼びます。
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
研削材の詳細はこちらで紹介しています!
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
-------------------------------------------------------------------------------------------------
[製品情報]
PL30t 1200×1200
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【メンテナンス】モルタルミキサー ノロ・塗装 剥がし
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
リース会社様よりご依頼です。
返却された商品をメンテナンスしたいので、ブラストでノロと塗装を剥がせないかとのご相談でした。
レンタルする際の商品価値を上げる為、綺麗に再度塗装するとの事です。
貸すのも借りるのも綺麗な商品が良いですもんね。
グリットブラストで全て剥離させ、見違えるように綺麗になりました!
電動工具等で落とすのは大変ですが、ブラストなら簡単にできちゃいます。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
◎モルタルミキサー
セメント+水+砂の混合物であるモルタルを作る機械。
攪拌する用の羽根を回転させることで混練を行う。
◎ノロ(のろ)
セメント・石灰を水で溶かしたもの。
「ノロ」=セメント+水、「モルタル」=ノロ+砂、「コンクリート」=モルタル+砂利となります。
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
~原田鉄工で使用している研削材について~
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【コンクリート/モルタル 全て剥がす!】
塗装も剥がれ、コンクリートがびっちりこびり付いたホッパーを綺麗にしたいとのご要望でした。
強力な研掃力が自慢のグリットブラストで全部剥がしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ご依頼を頂いたのは建機部品などを取り扱っているレンタル業者様からでした。
レンタルから帰ってきた商品にコンクリート/モルタルが固まった状態でこびり付いており、次回貸出をするために綺麗にしたいとの事です。
固まったコンクリートやモルタルは非常に硬く、電動の工具を使用しても中々落ちる事はありません。
塗装にもコンクリートが付着しており、どうせなら塗料もまとめて剥がして綺麗に塗り直す事になりグリットブラストでガッツリ剥がしていきます!
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
電動工具を使用するより圧倒的に早く綺麗にする事が出来ました。
コンクリート、ノロ、モルタルなどが付着してお困りな場合がありましたら、是非原田鉄工へご相談下さい。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
ブラストや研削材の詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ノロ(のろ)
セメント・石灰を水で溶かしたもの。
「ノロ」=セメント+水、「モルタル」=ノロ+砂、「コンクリート」=モルタル+砂利となります。
◎生コン(生コンクリート 英語:Ready-mized concrete)
整備されたコンクリート製造設備をもつ工場から、荷卸し地点における品質を指定し購入できるフレッシュコンクリート。
簡単に硬化前が”生コン”硬化後が”コンクリート”です。
◎ホッパー(英語:Hopper)
セメント・砂利などを一時貯蔵する漏斗状の装置。
下部に吐出し口があり、容易に中身を取り出せるようになっている。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

角タンク 【耐塩害塗装】 エアレススプレー5層塗り
角タンクの外面をブラスト~上塗まで耐塩害塗装を行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
新品のオイルタンクになります。
内面は油が入るとの事で、無塗装の仕様となっています。
耐塩害塗装は5層塗りとなり、膜厚も必要です。
見た目も膜厚も完璧に仕上げることができました!
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
コンプレッサーで圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを削ります。
◎オイルタンク(貯油槽 英語:Oil tank)
灯油や重油などの燃料や油を貯蔵しておくためのタンクです。
地上に設置するタイプと地下に埋設するタイプがあります。
◎耐塩害仕様
海塩などの影響を受けやすい臨海地域向けの塗装仕様です。
下地処理を行った後、エポキシ樹脂塗料を厚塗りし耐候性に優れた上塗りを使用する事が多いです。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
[製品情報]
1000×900×900
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
エポキシ樹脂ジンクプライマー 15μm
エポキシ樹脂さび止め塗料 70μm
エポキシ樹脂さび止め塗料 70μm
ポリウレタン樹脂塗料用中塗 30μm
ポリウレタン樹脂塗料上塗 30μm
合計膜厚 215μm
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【工場見学 原田鉄工 製造部】
原田鉄工の製缶を専門とする製造部を1周見学コースです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「製缶」
製缶とはもちろん「缶」「缶詰」「アルミ缶」「一斗缶」などまさしく缶を作るイメージが強いと思いますが、
製造業界では「タンク」「カバー」「架台」「機械装置」だったり鋼板や形鋼を加工して立体的な製品を作ることも意味します!
原田鉄工の製缶部は鉄やステンレス製の鋼板や形鋼を使って様々な製品を作り上げる事を得意としています。
広島県観音にて創業80年。長い経験の中で磨き上げた技能とノウハウにより、更なる製品の「高付加価値」を提供する為に全力で取り組んでおります。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
ブラスト・塗装の担当部署「防錆部」はこちら!
https://www.nc-net.or.jp/company/98405/product/detail/177785
【弊社の強み】
⒈創業から80年間で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる、広い製缶スペースと確かな技術があります。
熟練の職人が多いので、何でもお任せください!
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
製造部では『設計』『製缶』『機械加工』『組立』『検査』を担当しています。
図面支給や材料支給で製作する事も多いですが、お客様の頭の中にあるイメージを図面化しオリジナルの製品を作り上げる事もできます!
機械加工前の状態で寸法精度±1mm以内に収める製缶技術があります!
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【自社製作品 自動ショットブラストマシン】
https://www.nc-net.or.jp/company/98405/product/detail/176956/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型製缶・溶接の事なら原田鉄工 H 広島へ!】
大型製缶品や生産設備・搬送架台など多・少ロットに関わらず、なんでも承ります。
広島観音で溶接を続け80年!
様々なオーダーメイド品を作り続けたからこそ、無限の経験があります。
製缶・ブラスト・塗装の事なら原田鉄工へお任せください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
全長が15mにもなる煙突を出荷した時の写真です。
敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、製作~塗装そして出荷も難なくこなす事ができます。
これだけ大きな製品を運んで素地調整・塗装を外注する為には、多額のコストと納期が必要となりますが
原田鉄工は中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)を所有しており、屋内塗装工場があるので全て社内で対応いたします。
移動・外注のコストと納期をカット。
一貫体制なので品質にムラも無く、確かな製品を作り上げる事ができます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を製作する事。
◎素地調整(英語:Surface preparation)
下地処理方法の1つ「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し綺麗にします。
活性化した表面は塗料の付着性を大きく向上させ長期間製品を保護することが可能になります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去する事で塗装に最適な下地へ加工できます。
製缶・ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【厚膜型耐熱】SGP配管 塗装(後編) ~耐熱塗装・膜厚検査~
大量にあるガス管のガスケット座を養生・ブラスト後、厚膜型耐熱塗装していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
養生作業からブラストは『前編』にて紹介しております。
【厚膜型耐熱】SGPパイプ 塗装(前編) ~ガスケット座面養生・ブラスト~
https://www.nc-net.or.jp/company/98405/product/detail/181774/
ブラスト施工が完了したら次は塗装に取り掛かります。
今回は厚膜型の耐熱塗料で塗装を行いました。
1回の吹付で100~200μmもの膜厚をつける事が可能な塗料で、耐熱温度は上限600℃です!
その厚い塗膜で耐候性、耐熱性に優れた優秀な塗料ですが塗料詰まりを起こしやすいので今回弊社では下記チップを使用しました。
https://www.seiwa.com/static_html/paint/komono/38xxxxw.html
(精和産業株式会社 ターンダブルチップの商品ページ)
塗料詰まりを低減する為に希釈率を上げる、チップ口径を大きくするなどの方法もありますが、下記の理由よりこのチップにて対応しています。
・希釈率を上げると塗料が流れやすく、1層の膜厚が薄くなってしまう。
・チップ口径を大きくすると、このサイズの配管に対しては塗料ロスが大きくなってしまう。
※もちろん希釈率・使用チップの口径は塗料メーカー推奨値にしています。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【耐塩害塗装】 エアレススプレー5層塗り
https://www.nc-net.or.jp/company/98405/product/detail/179171/
◎耐熱塗料
その名前の通り高温にも耐えられる塗料です。
他の通常塗料とは成分的に樹脂が違い、シリコーン樹脂というのが多く使われています。
一般的な塗料の耐熱温度は100℃程度なのに対して、耐熱塗料は600℃程度となります。
-------------------------------------------------------------------------------------------------
[製品情報]
20A~200A程度のプレハブ配管
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
厚膜型耐熱塗料 200μm
-------------------------------------------------------------------------------------------------
今回の工期は実働5日です。
どうしてもこの本数を養生するのに2~3日かかり、ブラスト・塗装で2日となります。
養生込みの依頼は養生作業日数が受注量に左右されるため、ご相談ください。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SUS304/SUS316 ステンレス溶接】
ステンレスの溶接は原田鉄工へお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
図面の作成~組立、据付けはもちろん、図面や材料の持ち込みも歓迎!
これまで溶接してきた様々な材質や形状の経験を活かし、丁寧に溶接させていただきます。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【大型製缶品|ブラスト加工~吹き付け塗装できます】
https://www.nc-net.or.jp/company/98405/product/detail/195489/
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる、広い製缶スペースと確かな技術があります。
この対応力は「オーダーメイド」で数々の製品を手掛けてきた原田鉄工だからこそ!
熟練の職人が多いので、何でもお任せください!
また敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、製作~塗装そして出荷も難なくこなす事ができます。
ブラスト・塗装設備も取り揃えておりますので、ステンレス材への塗装なども対応可能です!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
鉄、鋼、ステンレス、アルミなど
製缶や塗装に関する事なら原田鉄工へお任せください。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎SUS304
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
加工が比較的容易で腐食に強いこともあり、ステンレス鋼の中では最も広く使われています。
一般的に『さすさんまるよん』と呼ばれています。
◎SUS316
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
SUS304にモリブデン[Mo]を添加することで耐食性と耐孔食性を向上させたステンレス鋼です。
より錆びにくくなっている分高価な金属なので、使いどころが選ばれます。
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【製缶 ~金属材料の種類について~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「材料」
それに手を加えて何かを作り上げる、もととするものです。
製缶にとってのもととなる「材料」
金属材料には様々な種類があり、鉄鋼(炭素鋼)・鋳鉄・ステンレス鋼・アルミニウム合金などが一般的に多く使用されています。
その金属材料について紹介します!
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『鉄鋼・炭素鋼』
鉄と炭素の合金で、一般的に鋼とも呼ばれます。
純度の高い鉄はもろく加工も難しいので、工業製品では基本的に炭素などを含有させています。
JIS規格では炭素含有量が通常約0.02~2%の範囲が鋼となります。
炭素含有量が少ない順にSPC材、SS材、SC材、SK材となり、強度も様々です。
加工が容易で廉価なので自動車や家電、ビルや橋梁など幅広く使用されています。
『鋳鉄』
鉄と炭素の合金です。
炭素含有量が鋼より多く、2.1~6.7%の範囲の物となります。
保有する炭素量が多くなればなるほど、融点が低くなるので型に流し込んで成形します。
間違いやすいのが鋳鉄=鋳物となりがちですが
鋳物(いもの)は型に流し込む事で作られた製品を指す言葉です。
鋳物に鋳鉄が良く使われてはいますが、全ての鋳物が鋳鉄で作られるわけではありません。
『ステンレス鋼』
鉄とクロムの合金です。
炭素含有量が1.2%以下、クロム含有量が10.5%以上の鋼となります。
ステンレス鋼の最大の特徴は腐食に対する耐性があり、錆びにくいという事です。
含有されているクロムにより不動態被膜※₁と呼ばれる薄い被膜が形成され、金属を腐食から保護しています。
ステンレス鋼には主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『アルミニウム合金』
アルミニウムを主成分とする合金です。
軽い代わりに柔らかい金属である為、銅やマンガンやニッケル等と合金にすることで強度などの特性向上させています。
アルミニウムは4桁の数字で種類を表しています。
1000番台・・・純アルミニウム 加工性や耐食性、電気伝導性、熱伝導率が良いが強度が低い。
2000番台・・・AL-Cu系合金 航空機の材料として使われるジェラルミンもこの合金となります。
3000番台・・・Al-Mn系合金 加工性、耐食性、強度が良くジュース缶などに使用される合金もこの種類となります。
4000番台・・・Al-Si系合金 耐摩耗性が良好で、ピストン等に使われる事が多いです。
5000番台・・・Al-Mg系合金 強度や耐食性、加工性のバランスが良く船舶、車両や建築用外装などに使用される合金も含まれます。
6000番台・・・Al-Mg-Si系合金 強度や耐食性が良好で建築用サッシもこの合金が使用されている事があります。
7000番台・・・Al-Zn-Mg系合金 高強度材でありアルミ合金中の最高強度で超々ジェラルミンなどがあります。
8000番台・・・それ以外の合金
上記の4種類の中でも更に含有される金属によって細分化されていきます。
それぞれ強度や価格、加工性など特性が異なります。
《まとめ》
もはや無限にある金属材料
製缶するには必要な強度、価格、加工性を考慮しながら材料を選定していく事が重要となります。
原田鉄工は多くの金属材料での製缶・ブラスト・塗装に対応しております。
社内に素地調整専用の大型ブラスト設備を完備!
大型の一体型工場ですので、社内で製缶から仕上塗装、組立まで全て行うことが可能です。
一般的に塗装が難しいとされる「アルミ」「ステンレス」などもブラストで密着性を向上させる事により、長期間剥がれない塗装を実現させます。
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
また原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
補足
※₁不動態被膜
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
溶接の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島 大型工場】
広島西区観音にて創業80年の原田鉄工
工場は広いですが、小型製品や小ロット品の加工も多く手掛けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
長い経験の中で磨き上げた技能とノウハウを駆使し、試作品、専用設備・治具などお客様にご希望に合わせた製品を製作します。
量産品はあまり取り扱っておらず、一品物や小ロット品を多く製作しています。
『図面が無いもの』『どこに頼めば作れるか分からないもの』『イメージ段階の構想』などお気軽にご相談ください。
一緒に作り上げましょう。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【省力化装置・搬送装置 一貫生産】
https://www.nc-net.or.jp/company/98405/product/detail/183806/
敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【広島 工場 鉄工所】
広島で製缶・ブラスト・塗装の事なら原田鉄工にお任せください!
広島県観音にて創業80年。長い経験の中で磨き上げた技能とノウハウにより、更なる製品の「高付加価値」を提供する為に全力で取り組んでおります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「大量生産」は得意としておらず、「一品物」お客様の希望の製品をオーダーメイドする事を得意としております。
試作品や専用設備・治具など用途に応じた仕様で設計~製作~塗装まで!
製品をより長く、綺麗な状態でお客様に使っていただけるよう社内で大型ブラスト設備もあります。
鉄はもちろん事、ステンレスの製品も多くの加工実績があります。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【弊社の強み】
⒈創業80年で培ってきた確かな技術力と知識。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音で広島高速3号線すぐ近くなので、アクセス条件が良好。
少ロットの試作品、小型品はもちろん。
大型品や組立が必要な装置ものでも対応できる広い製缶スペースがあります。
また県内屈指の大型ブラスト設備と広大な塗装スペースを有しておりますので、社内で材料から完成するまで全ての工程に対応可能です。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【製缶 ~溶接・組立について~】
https://www.nc-net.or.jp/company/98405/product/detail/182581/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を作る。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製作、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。

【SS400 屋外大型タンク 吹付塗装】
SS400製屋外タンクの外面をブラスト後、吹付塗装をしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
内面は無施工との事なので、養生を行い外面のみ施工しております。
かなり大型のタンクでサイズは外径φ2,500mm × 高さ4,400mmとなります。
仕様はブラスト施工後、重耐塩害仕様にて塗装となっております。
まずはブラストで表面の黒皮・錆等の不純物を取り除いた後に、無機ジンク・厚膜型エポキシ樹脂塗料・ウレタン樹脂塗料を塗り重ねました。
塗装回数はなんと6層となります。
写真には写っていませんが、実は手摺と梯子もセットであり上塗色が黄色の塗分けでした。
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
これだけ大型のタンクでも天井クレーンの台数が多く、塗装スペースも広いので問題なく塗装が可能です。
希望の工期が一週間と少しでかなりタイトな工程でしたが、クレーンで吊ったまま塗装を行う事で反転する工数を減らし何とか希望納期に出荷できました!
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎オイルタンク(貯油槽 英語:Oil tank)
灯油や重油などの燃料や油を貯蔵しておくためのタンクです。
地上に設置するタイプと地下に埋設するタイプがあります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重耐塩害仕様
海塩などの影響を受けやすい臨海地域向けの塗装仕様です。
下地処理を行った後、エポキシ樹脂塗料を数回厚塗りし耐候性に優れた上塗りを使用する事が多いです。
塩分、水分などが多い金属にとって過酷な環境下でも耐えうる為の塗装仕様です。
-------------------------------------------------------------------------------------------------
[製品情報]
φ2,500×4,400
[素地調整]
グリッドブラスト
ISO Sa2.5 / SSPC SP-10
[塗装仕様]
エポキシ樹脂ジンクプライマー 15μm
エポキシ樹脂さび止め塗料 70μm
エポキシ樹脂さび止め塗料 70μm
エポキシ樹脂さび止め塗料 70μm
ポリウレタン樹脂塗料用中塗 30μm
ポリウレタン樹脂塗料上塗 30μm
-------------------------------------------------------------------------------------------------
今回の工期は実働6日です。
気温が低い時期はどうしても塗り重ね可能な乾燥時間が長くなってしまいますが、可能な限り短納期にも対応いたします。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
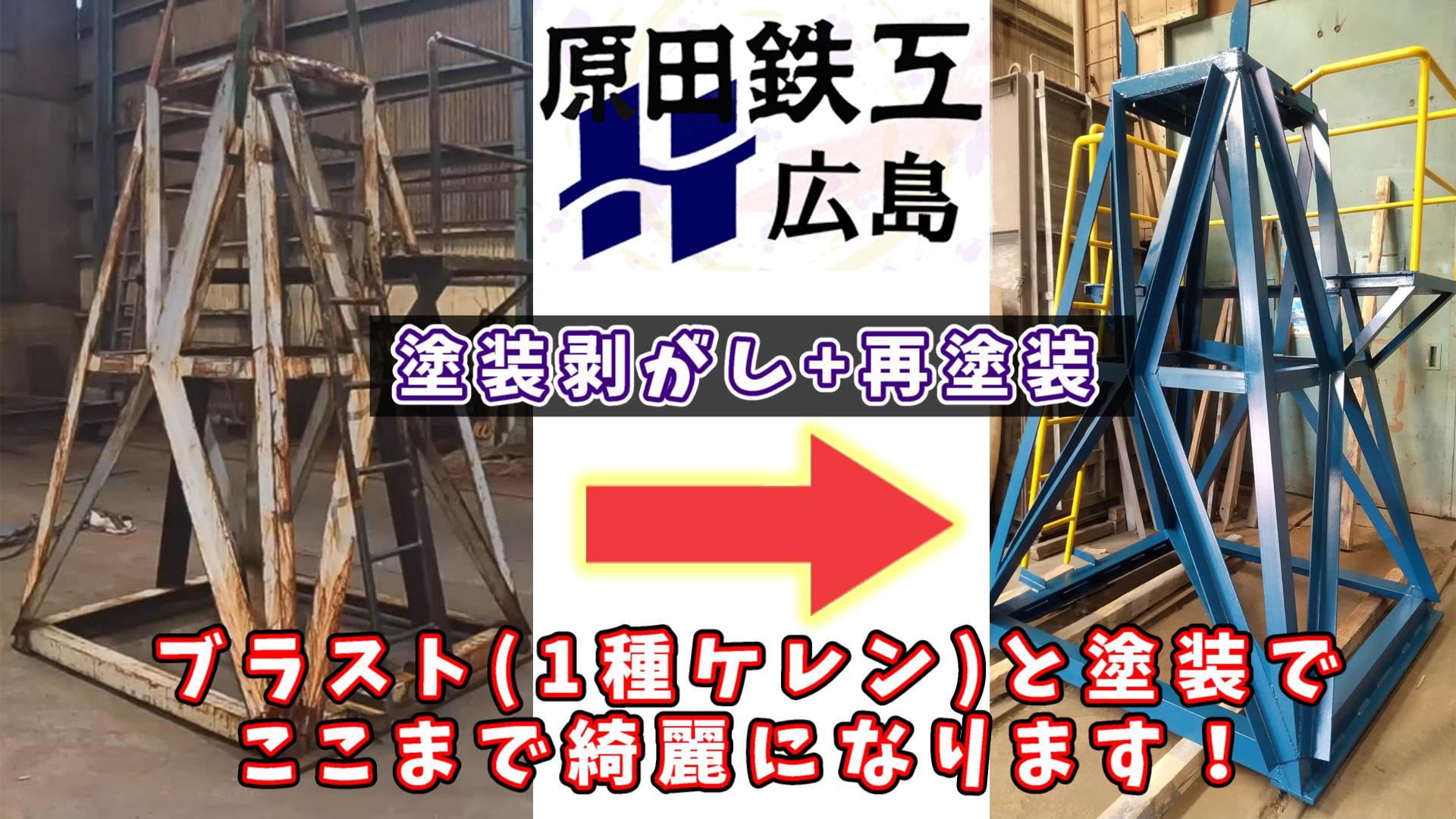
【塗装品の修理・メンテナンスはお任せください!】
古くなってしまった製品の修理とメンテナンスは広島の原田鉄工にお任せください。
【チャンネル登録】https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig?sub_confirmation=1
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ご依頼頂いた製品は社内治具です。
経年劣化により塗装が剥がれ、錆が進行していた状態でした。
かなり古い治具だそうで、図面が無いため新しく製作するのにも手間と予算が必要でこまっているとの事でした。
そのため今回はどうしても必要な部分のみ改造と修理を施した後に、再塗装を行いました。
まずブラスト(1種ケレン)で塗装と錆を全て剥がし、下地処理(素地調整)を行います。
その後下塗り、上塗りと塗り重ねを行い完成となりました。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
ブラスト後、塗装した製品は見違えるほど綺麗になり、錆が進行を続け不安があった耐久性も長期に渡って安心できるものとなりました。
【鉄 錆落とし ケレン〈ISO Sa2.5〉】
https://www.nc-net.or.jp/company/98405/product/detail/183929/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
[製品情報]
1500×1500 L=2500
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
合成樹脂調合ペイント上塗り塗装×1回
-------------------------------------------------------------------------------------------------
今回の工期は4日となります。
架台本体と手摺・梯子が塗分けだった為、多少工期が必要でしたが短納期にも対応させていただきます。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【中国地方最大級 素地調整(ケレン)と重防食塗装】
原田鉄工は中国地方でも最大級の重防食塗装特化工場です。
ブラスト・塗装 防錆部の工場見学👇
https://www.nc-net.or.jp/company/98405/product/detail/177785
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
重防食塗装は素地調整(ケレン)が必須となります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
原田鉄工では最も優れた工法であるブラスト設備を完備しており、研削材(メディア)も多種取り揃えております。
ブラスト加工後は4時間以内での防錆処理が推奨されております!
原田鉄工はすぐさまプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備してますのでご安心ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅6m×奥行10m×高さ3m
職人が1点1点手作業で施工しますので、複雑な形状でもムラなく確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにて表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎プライマー(下塗り 英語:Primer)
腐食を防ぐため、最初に塗る下塗り塗装の事です。
英語のPrimari=最初の・1番目の意味から来ているとされます。
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
重防食塗装の事はお任せください!
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ケレンとは?塗装に重要な素地調整】
ケレンとは『塗装前に対象物の表面に付着した不純物を除去する作業』です。
素地調整や下地処理とも言われますが、塗料を塗る前にケレンを行い『表面を塗装に適した状態』にする事が非常に重要です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ケレンのやり方は、1種・2種・3種・4種と作業方法によって分類されています。
〈1種ケレン〉
ブラスト工法によって行われ、研削材と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
〈3種ケレン〉
やすりやワイヤーブラシ等の手動工具で表面を擦る。
〈4種ケレン〉
サンドペーパーや布を使い、表面についた汚れを簡単に除去する。
除去率など規格、呼び方の詳細です。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
実際に施工してみた違い。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ケレンは英語の「Clean(クリーン)」からきた言葉と言われており、綺麗にして塗装に適した表面に変えることで大きなメリットがあります。
①表面の不純物を取り除く
素地や下地には様々な不純物が付着しています。
ゴミや汚れはもちろん、油分、酸化被膜(黒皮)、錆などは表面に塗料が付着するのを妨げてしまいます。
汚れている面にテープを貼っても、すぐに剥がれてしまうのと一緒です。
これでは塗装しても本来の塗料の性能は発揮できません。
これらを取り除き、清浄な表面を形成することで初めて塗料の性能が発揮されます。
②塗料の付着性を上げる
ケレンの方法は様々ありますが、結局は表面を削る作業です。
ブラスト処理・電動工具で擦る・サンドペーパーで擦るなどを行った後の表面は、細かい傷がつけられ凹凸になります。
この表面の微細な凹凸ができることによって表面積が増え、塗料がしっかりと付着します。
ツルツルの表面だと密着が弱く、簡単に塗料が剥がれてしまいます。
塗装は雨や風、紫外線から保護する為に行われます。
通常では5年、10年と耐えうる塗料や塗装仕様でも『ケレン作業』を怠れば、半分以下の年数で塗料が剥がれてしまう事になりかねません。
きちんとケレン行う事で、塗料の性能を最大限に活かす事が初めて可能となり艶やかで剥がれない塗膜を形成する事が出来ます。
塗装の寿命には素地調整(ケレン)の影響が約50%と言われています。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
塗料の性能や塗装の回数より圧倒的に大きな重要性を持つ素地調整(ケレン)
長持ちをさせるためには、ケレン作業が最重要となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
原田鉄工では大事な製品を錆びさせないため「剥がれない」「美しい」塗装を創業より目指してきました。
そのためには1種ケレンであるブラストが必要不可欠でだったため「大型ブラスト設備」と「屋内塗装工場」を設備し、塗装にとって最高の設備と環境を整えております。
塗装の事なら何でもお任せください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗膜が剥がれる原因】
塗膜(硬化した塗料の膜)が剥がれてしまう原因について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
今回は実験として
【下塗りをしているもの】、【下塗りをしていないもの】
2点上塗り施工後の密着力を比較しました。
仕様は下記のようになります。
下地処理
洗浄用シンナーで脱脂 + サンドペーパーにて目荒し
塗装仕様
下塗:エポキシ変性樹脂塗料
上塗:アクリル変性フタル酸樹脂塗料
[2つある内の1つはあえて下塗りをせず、上塗りのみ塗装しています。]
十分な乾燥期間を置き、塗膜が完全硬化した事を確認して比較を開始しました。
密着力のかなり弱いマスキングテープを貼り付け、剥がしたところ・・・
下塗りをしていない方はテープの粘着力で塗料も一緒に剥がれてしまいましたが、
下塗り+上塗りと塗り重ねた方は塗料が剥がれる事はありませんでした。
この原因は下地(塗装対象物の表面)との密着性が優れた下塗り塗料が塗装されてないからです。
下塗り~上塗り塗料にはそれぞれ役割があります。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
密着力の弱いマスキングテープでも簡単に剥がれてしまうので、日常的に使用する事は困難かと思われます。
下塗りは塗装を行う上で最低限必要です!
下塗りを省けば見た目も綺麗で、工程も短縮できますが塗料としての性能は全く発揮できず塗装した意義もあいまいとなってしまいます。
今回は脱脂・サンドペーパーにて目荒しといった簡単な下地処理でしたが、1種ケレンであるブラスト加工ならより強固な塗膜を形成する事が可能になります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
塗膜の剥がれを防ぐためには
当たり前の事ですが下地処理(素地調整)と下塗りを塗装しておく事です。
今回は単純に下塗りを施工していない事が原因でしたが、その他塗装不良にまつわる原因と対策をまとめてます。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【広島市観音 原田鉄工株式会社】
原田鉄工株式会社は広島観音で工業用機械、搬送用装置、各種製缶、重防食塗装などを得意としている鉄工所です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「社内で作ることができない」「こんなのを作ってみたい」などの依頼を頂き製品を作っています。
多くのお客様の協力工場として創業から多種多様な依頼に答えてきた、技術と知識が私たちの誇りです。
〈〈得意分野について〉〉
製造部
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
『溶接』
様々な製品を作ってきたので、多くの材料の種類や厚さに対応できます。
また複雑な形状のものでも培ってきたノウハウでほとんど歪が無い状態で完成させます。
『組立』
大型品は広大な組立スペースが必要となります。
弊社組立工場では20mの長さがある搬送装置なども組立可能。
しかも屋内なので、組立中の製品が雨等で汚れることもありません。
防錆部
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『ブラスト』
素地調整専用の大型ブラスト設備があります。
グリットブラスト・サンドブラストの2種類があり、社内で製作した大型製缶品でも余裕で加工できる程大きな設備です。
【ブラスト加工のメリット】
https://www.nc-net.or.jp/company/98405/product/detail/189245/
『塗装』
ブラストで素地調整をした後は早急な防錆処理が必須となります。
専用の屋内塗装工場が2箇所あり、塗装スペースも650㎡あり多くの製品でも1度に塗装可能です。
公共事業や国外向け製品も多く塗装しておりますので膜厚管理、工程写真や検査表の提出などもスムーズに対応させていただきます。
機械装置や製缶品、ブラスト、塗装など一貫して幅広く対応可能です。
また製缶のみ、ブラストのみ、塗装のみなどスポットでのご依頼ももちろん承っておりますので、お気軽にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を製作する事。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
製缶・ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【配管 内面のケレン】
配管の1種ケレン(ブラスト)はお任せください。
外面はもちろん、内面(内径)も施工可能です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では羽根車(インペラー)をモーターで回転させ、その回転の遠心力を使って研削材を投射する『機械式ブラスト』ではなく、圧縮した空気の力を利用し研削材を投射する『エアー式ブラスト』を採用しており、作業員がノズルを持って施工をする『手動式』となるので外面は形状と大きさを問わず施工する事が出来ます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
大口径の配管は作業者が直接配管に入る事でブラスト施工を行いますが、
専用の装置を使う事で、作業者が入る事の出来ない小径配管の中も1種ケレンで素地調整します。
ブラスト施工をする事でライニング処理が一般的な配管内面も、多種多様な塗料を塗装することが可能となります。
普通は施工できないような小径配管でも、ブラスト施工出来ます。
口径や形状によって施工できない場合もありますので、お気軽にご相談ください。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【広島 鉄工所】
広島市で創業80年を迎えた鉄工所です。
多品種少量生産、社内一貫生産を得意としており、皆様の製缶・塗装のお手伝いをします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「社内で作ることができない」「こんなのを作ってみたい」などの依頼を頂き製品を作っています。
多くのお客様の協力工場として創業から多種多様な依頼に答えてきた、技術と知識が私たちの誇りです。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
《社内一貫生産システム》
【設計】
先ずはお客様のご希望を形にするための現地調査を行ったり、図面の作成していきます。
【製缶】
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
【機械加工】
汎用工作機械を多く揃えていますので少量生産が得意で短納期にも対応可能です。
【ブラスト】
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
【塗装】
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
【組立】
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
【検査】
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
これだけ多くの工程に対応できる鉄工所は多分原田鉄工だけ!
社内で行うから、お客様からも進捗状態の把握がしやすく管理・品質ともにブレなく生産できます。
【ケレンとは? 効果と必要性】
https://www.nc-net.or.jp/company/98405/product/detail/188907/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【塗装不良】 原因と対策
塗装不良は塗装工程のあらゆる場面で発生する可能性を含んでいます。
代表的な塗装不良の原因と対策をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「塗装不良がなぜ発生してしまうのか」
その原因と対策が分かる事で、塗装不良・トラブルは回避することができます。
塗装不良の原因は大きく分けて5つの要素に分かれます。
【塗装不良の原因】
その1 被塗装物の状態に起因するもの
その2 塗料もしくは希釈溶剤に起因するもの
その3 塗装機や塗装設備に起因するもの
その4 塗装方法や塗装条件に起因するもの
その5 気温や湿度など塗装環境に起因するもの
ほとんどは塗装開始前に簡単な対策を行うことで、未然に防ぐことが可能です。
塗装環境が原因となる塗装不良は改善のために多くの設備投資費用が必要な場合もありますが、気象状況に合わせた塗装工程と納期を設定する事で回避できます。
塗装不良は条件が揃えば簡単に発生するものではありますが、不良となった塗膜は本来の防食性能・美観などを発揮する事が出来ません。
そのため塗装不良となった塗膜を除去する修正が必要となります。
修正方法は塗膜を一度剥がす、塗膜を擦って削るなど大きな労力と時間が必要となります。
塗装不良の原因をしっかりと対策をしておくのが、塗装完了への近道となります。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【製缶 ~溶接・組立について~】
https://www.nc-net.or.jp/company/98405/product/detail/182581/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト前、ブラスト後の比較】
ブラスト途中の写真です。
ブラスト加工前とブラスト加工後でこんなに分かりやすく見た目が変化します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
この製品はブラスト加工前はミルスケール(黒皮)が表面に付着している為、真っ黒でした。
ブラストで素地調整する事で、表面のミルスケールを除去し素材そのものを露出させます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
鋼鉄はこのような白銀色へと変化します。
表面のミルスケールや錆などの不純物を除去し、塗装を行うことで塗料の密着性が格段に向上し塗膜は長寿命化します。
また表面の清浄度不足による塗装の不良、予後も確実に防ぐ事が出来るのです。
塗装にとって表面の不純物は大敵であり、塗装寿命のほとんどは素地調整が左右します。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
SDGs(持続可能な開発目標)が世界の目標となっている今。
少ない資源をより有効に活用する為に、ブラスト+塗装で製品の長寿命化を目指しています。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【長寿命化のためのLCC 低減】
構造物や建造物など大型インフラ等の長寿命化にあたり、LCC(ライフサイクルコスト)は大きな課題となります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
LCCとは『Life Cycle cost』の頭文字をとった言葉で、『生涯費用』とも呼ばれます。
構造物・建造物の建設費~処分費まで全てのかかる費用の事となります。
多くの構造物や建造物は建設費にかかる割合はLCCの中の20~25%と言われております。
実は作るより改修・保全・運用の費用の方が4~5倍もかかっている事になります。
製作費は金額が試算しやすく、一度に費用が必要となるので「すこしでも安く」と考えられるかもしれませんが、生涯費用であるLCCの事を考慮すれば「初期費用が高い」方が「結果として安くなる」場合もあるのです。
グラフは下記①と②のLCCと使用年数を比較したものです。
①一般塗装系(その名の通り一般的な塗装仕様)
②重防食塗装(厳しい環境に対応する塗装仕様)
一般塗装系では簡単な塗装仕様ですので、初期の製作費がかなり安くなってます。
しかしながら塗膜の耐用年数が短いため、頻繁に塗替え工事などのメンテナンスが必要となるのです。
逆に重防食塗装では何度も塗装を重ね、厚い塗膜を形成させるため初期の製作費用が高いです。
しかし塗膜の耐用年数が長く、塗替え工事等のメンテナンスが長期間不要となり結果としてLCC(ライフサイクルコスト)が安くなるのです。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
建造物や構造物は資源、環境、費用の観点からより長寿命化が求められています。
つまり長寿命となることでより一層、製作費等のイニシャルコストよりランニングコストの方がLCCにおける割合が増えてきます。
長期間、安価で、安全にするためには、環境に耐えうる重防食塗装が必須となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【機械など金属への吹き付け塗装】
金属への吹き付け塗装の事はお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では長年「重防食塗装」について研鑽を重ね、製品の長寿命化を目指しています。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
吹き付け塗装とは?
塗料をスプレー等の専用の機器にて塗装を行う方法です。
刷毛塗りやローラー塗りと比較し、塗装効率が良く美しく仕上げる事が可能です。
原田鉄工ではエアレススプレーを使用し、吹き付け塗装を行っています。
金属塗装の寿命を決めるのは『素地調整』と『塗装膜厚』となります。
素地調整とは被塗装面を塗装に適した状態にする事です。
素地調整を怠った塗装物は錆や油分などの上に塗装を行う事となり、短期間のうちに塗装が剥がれてしまいます。
塗装膜厚とは塗膜(塗料が乾燥したもの)の厚みの事です。
塗装は被塗装物を保護する為に行われます。
この塗膜が均一で適切な厚さでなければ、被塗装物を長期間守る事が出来ないのです。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
原田鉄工では「ブラスト処理」にて素地調整を行っていますので、錆や油分など塗装の妨げになるものを一切排除します。
素地調整が完了後、そのまま塗装工程へと移る事が可能な一体型工場ですので清浄な状態で塗装を開始します。
塗装膜厚を常に検査、修正を行いながら塗装工程を進めますので均一で適切な塗装膜厚に仕上げる事が出来るのです。
大型の機械や製品は環境条件や作業条件などの理由から、メンテナンス・修繕を頻繁に行う事ができません。
原田鉄工の塗装ならメンテナンス・修繕の頻度を減らし、間隔を延ばす事が可能です。
金属への吹き付け塗装の事ならお任せください!
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
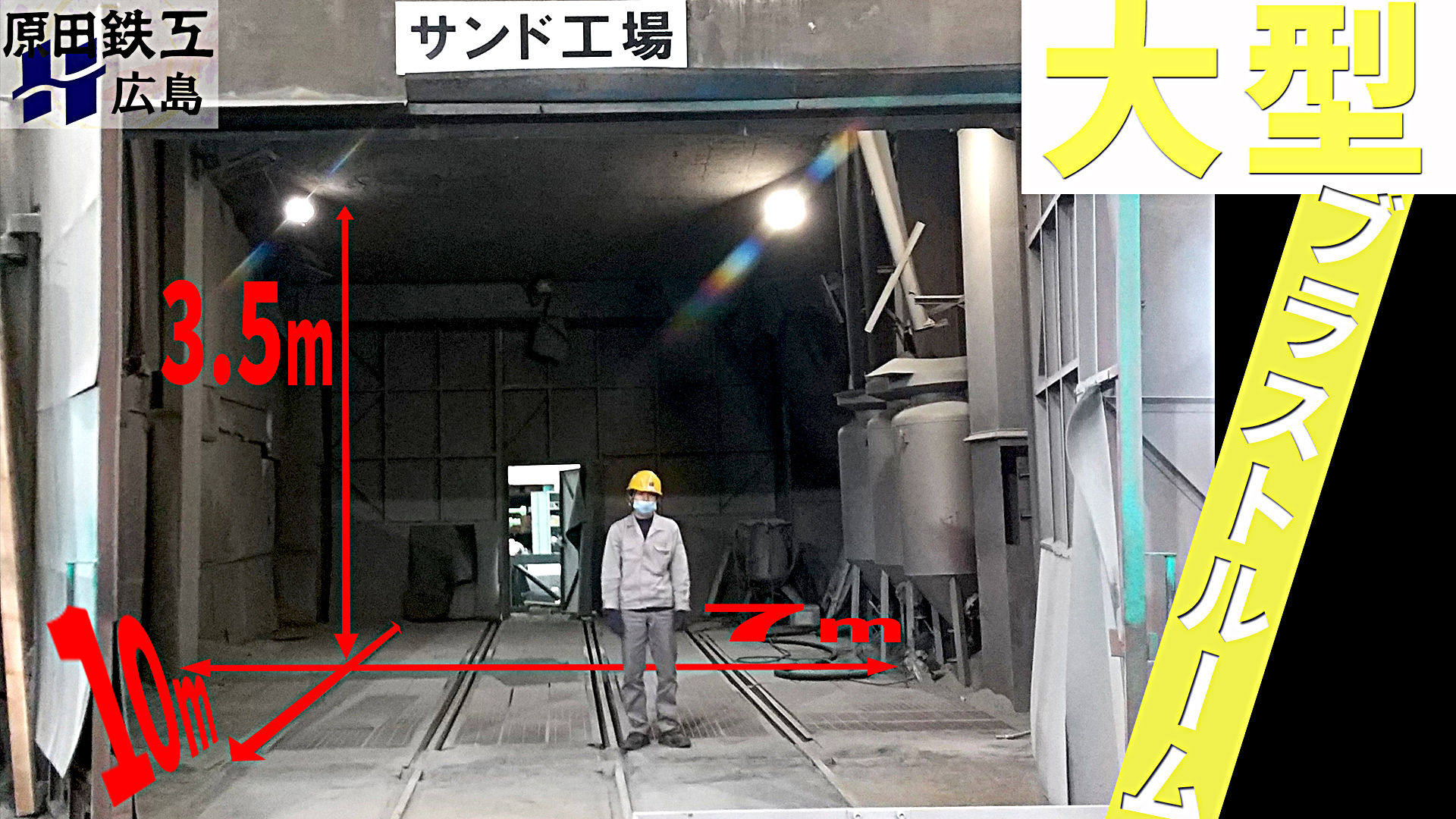
【大型製缶品|ブラスト加工~吹き付け塗装できます】
原田鉄工のブラスト設備は高さ3.5m×幅7m×奥行10mです。
グリットブラスト用とサンドブラスト用で2部屋設備しています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では様々な材質の製品に対応する為、2種類のブラスト設備を用意しています。
最大吊り上げ重量が10tとなっており、10t以内の陸送できるサイズにはほぼ対応可能です。
ブラスト設備は両扉となっておりますので、10m以上の長物でも加工できます。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
「製作・加工の製造部」「ブラスト・塗装の防錆部」
大型品を製缶・ブラスト・塗装と社内で一貫生産します。
ブラスト加工と同様に広い塗装スペースを確保しておりますので、ブラスト加工品は全て塗装対応も可能です。
ブラストで素地調整した後はプライマー塗装完了までの時間が重要となります。
原田鉄工では塗装設備をブラスト設備と併設しているため、よりタイムリーに塗装工程へ移る事が出来ます。
重防錆塗装に特化した工場となっており、80年研鑽を続けてきた原田鉄工に塗装の事はお任せください!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【金属塗装の種類と選び方】
金属・非鉄金属・木材・プラスチックなどの素材はそのままの状態では紫外線や雨風、摩擦など様々な要因によって日々損傷を受ける事となってしまいます。
原田鉄工で毎日行っている「金属塗装」の種類と選び方について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【塗装とは?】
塗装は材料の表面を「塗料の膜で覆う表面処理」の一種です。
【塗装の目的とは?】
材料の保護、見た目を美しくするなど多くの目的に用いられますが大きく分けて3つあります。
①保護
塗料を塗り乾燥させる事で表面は強固な塗膜(塗料の膜)に覆われます。
この塗膜が本来材料が受けるはずだった損傷から保護します。
金属の場合は特に顕著で、空気中の酸素と接触しているだけで常に酸化が進み錆となってしまう金属は塗装で保護してあげる事が必要となります。
②装飾
色や光沢、ツヤ、模様を与え見た目を美しくさせます。
同じ製品でも塗装の色や模様を変えることで、私たちの生活に彩りを与えています。
③機能の付与
塗料には様々な機能が付与された塗料もあります。
例えば耐熱性や放熱性、潤滑性を高める効果があるものや防虫、蛍光、蓄光などの機能も付与する事が可能な塗料も開発されています。
【金属塗装の種類】
①はけ塗り
塗装用の刷毛で塗料を塗り広げる方法で、道具も少なく最も手軽に塗装できます。
しかしながら綺麗に塗装するには技術が必要であり、塗装効率も悪いので広い範囲を塗装するには適していません。
②ローラー塗装
ローラーを転がしながら塗料を塗り広げる方法で、はけ塗りの次に少ない道具で塗装できます。
技術が無くでも簡単で綺麗に塗装可能で、はけ塗りより塗装効率も優れていますが複雑な形状では塗装できません。
③エアレススプレー塗装
塗料にエアー圧力をかけ微粒子化した塗料を吹き付け塗装する方法で、多量の塗料を吐出するので塗装効率に優れています。
複雑な形状でも塗装可能で綺麗で均一な塗膜を形成する事ができますが、塗装には技術が必要なのとそれなりの設備や防具が必要なのでコストがかかります。
④エアスプレー塗装
塗料をエアーと同時に噴射する事で霧化した塗料を吹き付けて塗装する方法で、複雑な形状でも綺麗に塗装できます。
エアレススプレーより設備費も比較的安価で済みますが、少量の塗料しか吐出できないので塗装効率が悪く、多くの塗料が飛散するので塗料損失が大きいです。
⑤電着塗装
塗料の中へ材料を入れ電気を流す事で塗料を付着させる塗装方法で、生産性に特化した大量生産向けです。
複雑な形状でも均一な塗膜を得る事ができますが、多くの設備費が必要で塗料の変更が柔軟に対応できないので小ロット生産には不向きです。
⑥粉体塗装
電気で粉末状の塗料を材料に付着させる塗装方法で、機械化が容易なため大量生産向けです。
厚塗りが可能で塗膜の強度が高い事が特徴ですが、色の微調整が難しく多くの設備費が必要となります。
③エアレススプレーでの塗装工程や塗装条件については下記リンクで紹介しています。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装の選び方】
金属塗装の方法はこのように多くあり、どの塗装方法にも「長所と短所」があります。
塗装素材の材質や大きさ、数量、コストなどによってある程度塗装方法を決める事ができるのではないでしょうか。
塗装する目的によって塗装方法も変わってくると思いますので、それぞれの特徴に合わせて選定する事が重要です。
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
また剥がれない金属塗装を行うためには、「素地調整を入念に行う事」と「金属の材質に合わせた下塗りを行う」この2点を怠らない事が重要です。
詳しいことは下記リンクで説明しています。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【下塗りをしないと剥がれます】
https://www.nc-net.or.jp/company/98405/product/detail/191667/
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
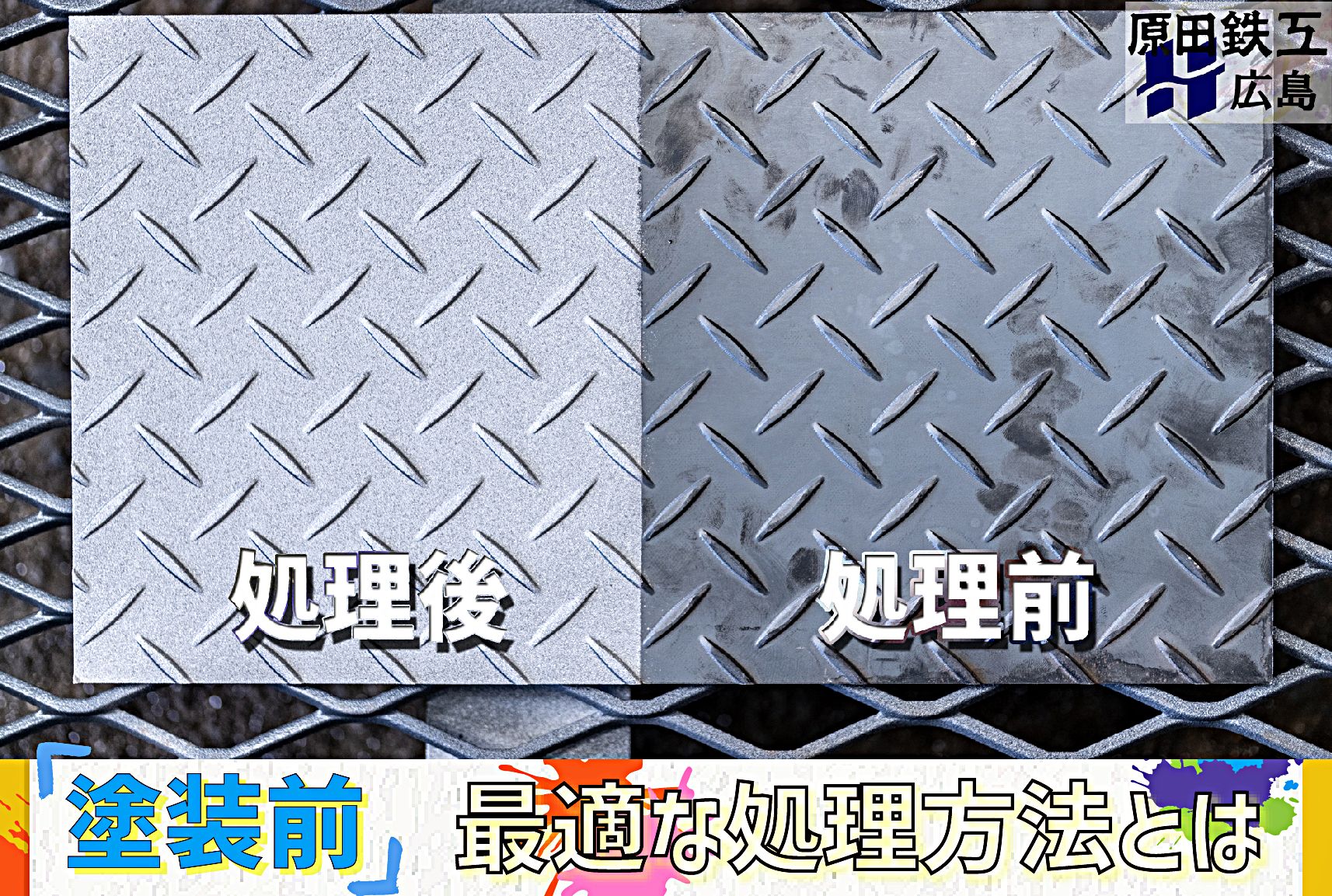
【塗装前の最適な処理方法とは?】
塗装前には必ず処理が必要となり、塗装の仕上がりや耐久性を左右する重要な工程です。
その前処理にはいくつかの方法がありますが、最適な処理方法を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装には見た目を美しく整えるだけでなく、表面を保護する事で劣化を防ぐ目的があります。
金属は材質によっては空気中の酸素と結合する事で、サビが発生し劣化・損傷してしまいます。
その劣化を防ぐための塗装ですが、金属塗装の前には「やらなければならない前処理」があります。
金属塗装についての詳細はこちら
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【塗装の前処理とは?】
塗装の前処理は塗装対象となる表面を塗料と密着しやすい状態にする工程となります。
この前処理が適切に行われていない場合「塗料が弾かれる」「塗装がすぐ剥がれる」などの原因に直結します。
【前処理の種類】
前処理は「科学的方法」と「機械的方法」があります。
化学的方法・・・化学の力で表面に化成処理を行い、被膜を形成し塗料の密着性を上げる方法。
機械的方法・・・物理的な力で表面を研磨する事で、塗料の密着性を上げる方法。
【前処理の手順】
機械的方法の一般的な手順です。
①表面の洗浄
脱脂作業とも呼ばれ表面についた油分や汚れを溶剤や洗剤で除去します。
金属は切断や加工の工程で油や汚れが付着しており、この状態では塗料が弾かれてしまいます。
②表面の研磨
ケレンや下地処理などと呼ばれ表面をサンドペーパー、ブラシ、ブラストで削ります。
サビや黒皮などを除去しつつ、表面に小さなキズを作る事で密着性と塗膜の均一性を向上させる事ができます。
【処理方法の種類】
ケレンや下地処理、表面処理とよばれる表面の研磨作業は多くの方法があります。
またその方法や精度によって規格で分けられています。
規格表
https://www.nc-net.or.jp/company/98405/product/detail/175671/
〈1種ケレン〉
ブラスト工法によって行われ、研磨剤と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
〈3種ケレン〉
やすりやワイヤーブラシ等の手動工具で表面を擦る。
〈4種ケレン〉
サンドペーパーや布を使い、表面についた汚れを簡単に除去する。
【最適な処理方法】
塗装前の処理はどの程度サビや汚れを除去し、多くの凹凸を形成する事が出来るかが重要となってきます。
最も処理の効果が高いのは1種ケレンの「ブラスト処理」となります。
処理の効果
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
【まとめ】
綺麗な塗装を長持ちさせるためには処理効果の高いブラスト処理を行う事!
せっかくやった塗装が剥がれた、弾かれて付着しない等の塗装不良を発生させないため
最低でも脱脂後、サンドペーパーなどで表面を研磨してから塗装を行うよう徹底しましょう。
塗装不良の原因と対策を一覧にまとめました。
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
-------------------------------------------------------------------------------------------------
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト加工の構造と効果】
ブラスト加工はどんな仕組み?どのような効果があるの?
そんな疑問にお答えします!
ブラスト加工を行うための装置の「構造」、ブラスト加工を行った「効果」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラスト加工とは?】
ブラストは表面処理における加工方法の1つです。
「ブラスト加工」や「ブラスト処理」の他に「1種ケレン」とも呼ばれたりします。
研磨材と呼ばれる粒子を高速で投射し対象物の表面にぶつける事によって、表面の状態や性質を変化・向上させる加工です。
『素地調整 ブラスト以外の方法について』
https://www.nc-net.or.jp/company/98405/product/detail/197750/
【ブラスト加工の構造】
ブラストの加工方法は大きく分けて「エアー式」と「機械式」の2つに分けられます。
・エアー式は圧縮した空気の力を利用し、研磨材を投射する方法。
・機械式は回転させた羽根車に研磨材を入れ、遠心力を利用し投射する方法。
原田鉄工の設備であるエアー式ブラストは画像(1.ブラストの基本構造)のようになってます。
『その他の「ブラスト加工」の種類と特徴について』
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラスト加工の効果】
ブラスト加工後は研磨材が衝突したことにより表面は研削されます。
👆画像(2.ブラスト加工後の表面)を参照
表面に付着していた汚れ・錆・油分などの不純物は除去されると同時に細かい凹凸を無数に形成します。
その後塗装などの防錆処理を施すことで、「不純物が一切無い表面」へ塗装する事が可能になるのです。
更に表面に出来た無数の凹凸は塗料が入り込み硬化する事で、密着性を向上させる重要な役割があります。
また表面を研削し均一化する事で塗装の仕上がりも良くなる効果もあるのです。
『ブラスト・塗装のメリットとデメリットについて』
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【まとめ】
金属の表面には必ず錆や油分、汚れが付着しています。
これらの不純物を残したまま塗装を施しても塗料が弾かれる、剥がれる、硬化不良などの塗装不良が起こります。
塗装などの防錆処理の大きな目的は「金属を腐食させない」「見た目を整える」の2点です。
ブラスト加工はこの2点を大幅に向上させる効果があるのです。
構造はシンプルですがその効果は絶大で、塗装を行う上では欠かせないのがブラスト加工です!
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎研削(英語:Grinding)
研ぎ減らす事。
高硬度の粒子、粉末、砥石などで表面を擦る。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「エアレススプレー塗装」vs「エアスプレー塗装」!特徴と違い
エアレス塗装とエアスプレー塗装はどう違うのか?それぞれの特徴をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『エアレスとエアスプレー』
塗装方法で最も幅広く利用されているのが「スプレーガン」を用いた塗装です。
エアレススプレーとエアスプレーはどちらもスプレーガンの仲間となります。
スプレーガンで塗装されている製品は自動車・バイク・船などの乗り物、橋梁や鉄塔の大型インフラ、家具・家電など身の回りの多くのものがあります。
圧縮した空気(エア)の力を利用することによって塗料を細かい霧状にして吹き付けます。
スプレーガンの種類の中でもポピュラーな「エアレス」と「エアスプレー」
この2つは塗料を霧化させる方法が大きく異なります。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『エアレス塗装とは?』
エアレススプレーガンを使った塗装方法です。
エアレススプレーの原理はコンプレッサから高圧エアをポンプに送り込むことで塗料に直接圧力をかけ、ノズルの先端に取り付けたチップより吐出する事で塗料を霧化させて吹きつけます。
エアは塗料に圧力をかける為に使用され、チップの小さな穴からは塗料のみが吐出するのでエアレススプレーと呼ばれます。
蛇口を空けているホースの先端を潰すと霧化して吐出されるのと同じ原理です。
『エアスプレー塗装とは?』
エアスプレーガンを使った塗装方法です。
エアスプレーの原理は高圧エアを塗料に当てる事で塗料を霧化させ吹きつけます。
エアは先端のチップから塗料と同時に吐出されるのでエアスプレーと呼ばれます。
ホースから出てくる水に高圧のエアを当て霧化させるイメージです。
『エアレスとエアスプレーの違い』
どちらも空気を加圧させた力で塗料を霧化させ塗装を行う訳ですが、大きく違うのは2点です。
エアレスは「塗料にエアで圧力をかけ」「塗料のみを吐出する」
エアスプレーは「塗料にエアをあて」「塗料とエアを一緒に吐出する」
似たようなもんな気もしますが、この2点の違いで特徴が大きく異なります。
『エアレススプレーの特徴』
メリット
「高粘度の塗料など多くの種類に対応できる」
「厚塗りできる」
「塗料の飛散が少なく塗装効率が良い」
デメリット
「塗装機が高コストである」
「塗料粒子が粗いので綺麗に仕上げるには技術が必要」
「吐出量が多いのでタレなどの塗装不良が発生しやすく技術が必要」
などがエアレススプレーの特徴となります。
『エアスプレーの特徴』
メリット
「塗料粒子が細かいので比較的簡単に綺麗な仕上がりに出来る」
「塗装機及び設備が低コストで済む」
デメリット
「塗料の付着効率が悪く塗装効率が低い」
「塗料の粘度を希釈して低くしなりればならないので、厚塗りができない」
「エアと塗料を同時に吐出するので飛散が多く大半はロスとなる」
などがエアスプレーの特徴となります。
『まとめ』
エアレススプレーとエアスプレーの最大の違いは「塗料を霧化させる方法」です。
どちらにもメリット・デメリットはありますが、多くは塗装対象となる製品の大きさと求められる塗装膜厚によって使い分けされています。
大型の製品や厳しい環境で使用され高い防食性が必要な場合はエアレススプレー塗装
小型の製品や防食性より見た目の美しさが求められる場合はエアスプレー塗装
塗装に求められる目的によって特徴をしっかりと把握し、どちらの塗装方法が良いのか選定する事が重要です。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【SSPC SP-7】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-7(スイープブラスト洗浄)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は除去しますが、強固に密着した付着物は残る場合があります。
一般的にISO Sa1と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-7とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
しっかりと密着している錆や酸化被膜、旧塗膜は除去しなくても良いとされる規格です。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『SSPC SP-7の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に弱く付着している異物を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-7の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-7で行うメリット』
SSPC SP-7はブラストの規格の中では最も簡易な処理です。
主な目的は簡単な洗浄と塗料の密着性を上げる事です。
ブラッシュオフブラストとも呼ばれ、簡単に表面を掃くように加工を行います。
その他ブラスト規格と比較すると簡易な処理ではありますが、無機ジンクやプライマーの密着性に効果があります。
またステンレスやアルミなどの塗料と密着しにくいとされる材質もSP-7でブラスト加工を行う事で密着性が確保できます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
SSPC SP-7は素地調整の規格であり、簡易なブラスト作業となるためコストの納期に優れます!
施工方法はブラストで表面に弱く付着した異物のみを除去する事です。
しっかりと密着した錆や酸化被膜、旧塗膜はそのままとなってしまします。
使用する材料の状態や周辺の環境によっては塗料の剥離や錆の発生などが早期に起こる可能性もありますので、ご注意ください。
原田鉄工ではSSPC SP-7はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
最上位の規格 表面の清浄度99%となるSSPC SP-5についての説明はこちら
https://www.nc-net.or.jp/company/98405/product/detail/207747/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-16】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-16(スイープブラスト洗浄)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は除去しますが、強固に密着した付着物は残る場合があります。
一般的にISO Sa1と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-16とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
しっかりと密着している錆や酸化被膜、旧塗膜は除去しなくても良いとされる規格です。
「SSPC SP-7」と同様の規格となります。
SP-7とSP-16の違いは施工対象の材質でSP-16は「非鉄」「メッキ」「ステンレス」となる事です。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-16の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を67%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-16の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-16で行うメリット』
SSPC SP-16はブラストの規格の中では最も簡易な処理です。
ブラッシュオフブラストとも呼ばれ、簡単に表面を掃くように加工を行います。
非鉄やメッキ、ステンレスなどへ塗装を施す場合に塗料の密着性を向上させる目的でSP-16は施工されます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
SSPC SP-16は素地調整の規格であり、簡易なブラスト作業となるためコストの納期に優れます!
施工方法はブラストで表面に弱く付着した異物のみを除去する事です。
非鉄やステンレスといった塗装が剥がれやすい問題を解決し、塗装を行う事で更に耐候性や耐食性を向上させる事が可能になります。
メッキ加工された製品もメッキを残しつつ、強固な塗装を行う事ができるのでより「錆びにくく」「長持ち」させるためにはSSPC SP-16が必要となる場合があります。
原田鉄工ではSSPC SP-16はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
最上位の規格 表面の清浄度99%となるSSPC SP-5についての説明はこちら
https://www.nc-net.or.jp/company/98405/product/detail/207747/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【アルミへの塗装方法!剥がれない秘訣は?】
アルミはステンレスと同様に「塗装出来ない」「塗装が剥がれる」と言われる事が多い素材です。
以前はアルミに使える塗料が開発されていなかった為そのように言われる事があったようですが、現在は専用の塗料を使用し適切に前処理を行う事で塗装は可能です。
アルミだけでなくステンレスにも活用できる塗装方法を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.下塗り塗料の密着性
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミへの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面は塗料の付着を妨げてしまうので、研磨を行い塗料が密着しやすい表面へ変化させる必要があります。
研磨を行い表面に細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
3.専用の下塗り
アルミへの塗装は専用塗料を使用する事が必須となります。
通常の塗料では密着性が低く、早期剥離の可能性が高いからです。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『剥がれない秘訣』
①塗装の前処理を怠らない事!
アルミはステンレス同様に塗料が密着しにくい様々な要素をもつ素材です。
前処理である「洗浄」と「研磨」をしっかりと行う事で塗料が密着しやすい状況をつくる必要があります。
この工程はアルミ以外のどの素材に対しても重要となり、金属塗装が剥がれてしまう原因のほとんどはこの前処理にあると言われています。
②専用の下塗り塗料を使う!
同じような塗料でも木材用、鉄部用、ステンレス用、アルミ用など多くの種類が存在します。
全ての塗料はその素材にあった設計で作られていますので、必ず適切な塗料で塗装する必要があります。
塗料メーカーが作成している塗料説明書では適合する素材、使用方法など詳しく記載してありますので確認し遵守しましょう!
「①前処理をするだけ」「②専用塗料で塗るだけ」では簡単に剥がれてしまう可能性が高いです。
どちらも適切に行う事がアルミ塗装が剥がれない秘訣となります。
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミへ塗装を行う事で防食性を向上させ長持ちさせる事が可能になったり、色や質感を与え鮮やかにする事もできます。
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト処理、塗装まで一括施工が可能】
原田鉄工では素地調整のブラスト処理から塗装まで一括施工が可能です!
素地調整や塗装仕様など何にすれば良いかお困りの場合はご相談いただければ、最適な仕様を選定いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工は中国地方でも最大級の防食塗装特化工場です。
錆を防ぎ、製品をより美しく・長く使用するために素地調整専用の大型ブラスト設備と屋内塗装工場を完備し、創業より80年に渡り様々な金属製品の塗装を手掛けてきました。
屋内・屋外設置の製品はもちろんの事、海上・海中・臨海といった厳しい環境下に晒される製品などの素地調整・塗装を得意としております。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『素地調整について』
表面を塗装に適した状態へ変化させる工程となります。
方法や精度を「ISO規格」「SSPC規格」などの規格で定められます。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ブラストとは?』
ブラストは表面処理における加工方法の1つです。
研磨剤粒子を高速で投射し衝突させる事で、表面の状態や性質を変化・向上させます。
表面の異物を除去し、研磨剤によって削られてできる表面の凹凸は塗膜との密着性が大きく向上させ塗膜の寿命を延ばす事ができます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『塗装とは?』
塗装は材料の表面を塗料の膜で覆う表面処理の方法です。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『塗装の目的』
塗装の目的は大きく分けて3つあります。
①保護
塗料を塗り乾燥すれば、塗料の膜(塗膜)に覆われる事になります。
この塗膜が紫外線、雨風などの環境条件から守ってくれる事になります。
②美観
説明するまでも無いかもしれませんが。
塗料は色や艶、滑らかさなど見た目を美しくする効果があります。
③機能性の付与
塗料によっては防腐、防錆、防虫などの機能や耐熱、断熱、蛍光、蓄光など様々な効果を付与するものもあります。
また色によって安全性の向上などの機能もあります。
『原田鉄工が塗装している製品』
「通常の塗装では耐えられない」環境で使用されるものが多いです。
海上、海中、水上、水中といった環境では金属の上に塗料を塗るだけでは数年も経たないうちに塗装は剥げてしまいます。
塗装が剥がれた場所から腐食が進行し、製品はたちまち使用不可となるのです。
またそのような場所では補修の塗装を行う事も難しいため、可能な限り長期間に渡り製品を「保護できる塗装」が必要とされています。
原田鉄工はこのような「過酷な環境でも耐えられる塗装」を80年間行ってきました。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【もらい錆!?ステンレスの錆を落とす方法】
本来錆びにくいはずのステンレスが錆びる原因の多くはもらい錆と言われています。
もらい錆とはステンレスに接触している金属が錆びることで、ステンレスも錆びてしまう現象です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスについて』
ステンレスは鉄(Fe)とクロム(Cr)を主成分とした合金です。
Stainless=錆びにくい・錆びないと言った意味です。
ステンレスが錆びにくい理由はクロムが空気中の酸素と結びつくことで「酸化クロム」となり、表面を覆い保護しているためです。
一般的な金属の酸化物は錆と呼ばれ、深く広く浸食する事で様々な不具合を引き起こします。
しかしこの酸化クロムは内部へ浸食する事はなく表面を覆い、内部の酸化を防ぐ性質があるのです。
この酸化クロムは「不動態被膜」とも呼ばれます。
『もらい錆とは?』
不動態被膜である酸化クロムのおかげで錆びにくいステンレスですが、もらい錆によって簡単に錆びてしまうことがあります。
もらい錆とはステンレスに鉄などの金属が接触し、表面に付着した鉄分が錆びる事から起こります。
時間経過と共に鉄分の錆はステンレスへ移り浸食を始めます。
不動態被膜は錆が付着してしまうと、その働きが阻害されてしまうので防ぐことができません。
『ステンレスの錆を除去する方法』
1.軽度の錆
お酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.軽~中度の錆
ステンレス専用の錆除去剤を使用します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.中度の錆
ペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり深い傷がついてしまうと、錆びの原因となってしまうので注意が必要です。
また研磨する素材はステンレス用で行う必要があります。
4.軽~重度の錆
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
表面に凹凸を形成する事で、塗装の密着性を向上させる効果もあります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『ステンレスの錆を防ぐ方法』
もらい錆はステンレスに鉄などが接触するだけで発生してしまうので、ステンレスが錆びる多くの要因となっています。
しかし、もらい錆は塗装する事で簡単に防ぐことが可能です!
塗装は塗料で表面を覆い硬化させるので、鉄が接触した場合でもステンレスに到達するほどの深い傷じゃない限り問題ありません。
更に塗装する事で耐食性の高いステンレスの能力を更に向上させ、より耐食性・耐候性の高い製品になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
ステンレスは鉄とクロムが主成分とされ、クロムが酸素と結合し酸化クロムという薄い膜を表面に形成する。
この酸化クロムに覆われているので、ステンレスは錆びにくい。
鉄などが接触する事で表面に鉄分が付着し、錆がステンレスに移る「もらい錆」はステンレスが錆びる多くの原因となっている。
錆の進行や範囲によって適切な錆を落とす方法は変わってくるので、錆の状態をしっかりと確認してから作業を行いましょう。
また塗装を行う事で耐久性や耐候性を向上しつつ、もらい錆などと言った不具合からも保護することが可能となるのでオススメです。
原田鉄工では大型のブラスト設備を完備しております。
ステンレスにも使用可能な研磨材も常備しておりますので、錆が広範囲に渡り深く浸食した場合でも除去する事が可能です。
ブラスト加工後の表面はツヤが無い落ち着いた光沢になるので、反射防止や指紋・キズなど目立ちにくい仕上がりとなります。
ステンレスのブラスト加工、塗装どちらも多くの実績がありますのでお気軽にご相談ください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【頑固な錆!しつこい錆!錆落としは原田鉄工】
頑固な錆やしつこい錆を落とすのは原田鉄工にお任せください!
どんな錆でも完璧に落とし、綺麗な金属素地の状態に仕上げます。
錆を落とす方法や錆を防ぐ方法についても紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
私たちの身の回りで多く使われている鉄(鋼)は空気中の「酸素」「水分」と接触する事で腐食が進み錆びていきます。
「赤錆」とも呼ばれるこの錆は「酸素」「水分」と接触している限り、内部へと浸食していきます。
その結果鉄は金属強度や機械的性質を大きく損なう事になってしまいます。
・「酸素」「水分」を遮断する事で錆を予防する事。
・発生した錆は内部へ浸食が進む前に「除去」する事。
鉄を長く安全に取り扱う為には、しっかりと予防・除去(メンテナンス)する必要があります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『錆を防ぐ方法』
大気中には21%も酸素が含まれており、高温多湿の日本では湿度も高いので鉄は常に酸化し錆び続けます。
錆を防ぐためには鉄の表面をコーティングし、酸素と水分を遮断する必要があります。
広く使われているのは「メッキ」や「塗装」といった方法です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ、塗った後拭き取るだけなので簡単です。
ただし広範囲な錆や重度の錆はあまり向いていません。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
手間と時間はかかりますが、最も安価に錆を落とす事が出来ます。
広範囲の錆や重度の錆を落とすのはかなりの重労働となるので、オススメできません。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどと比較すると早く簡単に錆を落とす事が出来ます。
しかし広範囲の錆や重度の錆を落とすにはかなりの手間と時間が必要となります。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単に錆を落とす事が出来ます。
最も確実な錆を落とす方法ですが、設備が必要となります。
どんな錆でも落とす事が出来ますが、威力が高いので強度のない製品などには注意が必要です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『原田鉄工の錆落とし』
原田鉄工では大型のブラスト設備を完備しているので、対象製品の形状・サイズに関わらず錆を落とす事が出来ます。
ブラスト加工は最も優れた錆を落とす方法であり、広範囲にわたる「頑固な錆」「しつこい錆」も問題ありません。
ブラスト加工に使用する研磨剤の種類を変更すれば、対象製品の素材は問いません。
またブラスト加工後は完全に錆を取り除き、金属表面を清浄化させると同時に表面に微細な凹凸を形成します。
この表面に形成された凹凸は塗装を行う際に塗料の密着力を格段に向上させる効果があり、製品を長期間錆から守る事が可能になります。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『まとめ』
鉄に発生する赤錆は酸素と水分が原因となり発生する。
赤錆は一度発生したら内部へ浸食を進め、鉄の金属強度や機械的性質を大きく損なう。
早めに錆を取り除き、塗装・メッキなどの方法で酸素と水分を遮断する事が重要。
錆を落とす方法には錆除去剤を使った科学的な方法と、研磨する物理的な方法があり錆の進行具合や対象面積を考慮して選定する必要がある。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は錆、塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くてボロボロになった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO St2】手工具で行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
SP-2(ハンドツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にSSPC SP-2と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
【SSPC SP-2】手工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/219286/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『ISO St2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
手工具であるやすり・ワイヤーブラシ・スクレーパーなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO St2の作業方法』
1.表面に付着しているスラグなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.手工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO St2の注意点』
作業上の危険性
・工具を使用しますので、適切な保護具を着用する必要があります。
汚染状態の確認
・使用する工具は水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO St2で行うメリット』
SSPC SP-2は手工具で素地調整を行う場合の規格となります。
ブラストや電動工具を使用する場合は設備が必要であり、粉塵や騒音が発生しますので周辺環境を考慮しこれらの作業が難しい場合などで選定される規格となります。
また莫大な作業時間とコストが必要となるので大規模・広範囲に対しての作業には向いていませんが、一部損傷した塗装を修正する場合などにもSP-2にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
St2は素地調整の規格であり、ブラストではなく手工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
加工範囲が広範囲・大規模の場合には膨大なコストと作業時間が必要となるため不向きとなりますが、ブラストや電動工具での素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
要求基準の判断が難しいので要求・施工には注意が必要です。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
原田鉄工ではSt2での素地調整も対応しておりますが、
St2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事で「コスト」「資源」の削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【究極の塗装剥離対策】
塗装剥離の原因は下地にあります!
下地処理(素地調整)を適切に行う事で塗装剥離は防ぐことが可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『下地処理・素地調整について』
塗装を行う前処理として「下地処理・素地調整」の工程があります。
下地処理・素地調整とは塗装前に表面を塗装に適した状態へ変化させる加工となります。
───塗装に適した状態───
・表面に異物が付着していない
酸化被膜、錆、塗料、汚れ、油分といった異物は塗料と表面の密着性を阻害します。
・表面に微細な傷をつける
表面を研磨し、微細な傷を作ることで塗料と表面の密着性が向上します。
───加工方法───
・ブラスト加工
大型の設備が必要となる加工で、塗装に適した完璧な状態に仕上げる事が可能です。
・電動工具処理
回転式の電動工具などを使用し、表面の異物をある程度除去する事が可能です。
・手動工具処理
やすりやブラシなどを使用し、表面に弱く付着した異物を除去する事が可能です。
下地処理は表面に微細な傷を作りながら、付着した異物を除去する事で塗料をしっかりと密着させ塗装剥離を防ぐための工程となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『塗装剥離の原因』
塗装剥離とは塗膜の密着力が弱くなり、素地や下層塗膜から剥がれてしまう現象です。
原因としては大きく分けて4つあります。
・不適切な下地処理(素地調整)
下地処理が不十分だった場合は表面に油分、酸化被膜、錆、塗料などが残り、密着不良のため剥離する。
・対象物と塗料の相性
塗装対象物の素材に合わせた塗料を使用しなければ、密着する事が出来ず剥離する。
・塗料の混合と塗装間隔
塗料は適切な混合比と塗装環境にて使用し、塗装間隔を守って塗装を行わなければ密着不足により剥離する。
・経年劣化
塗料は紫外線や雨風などの影響を受け年々劣化します。まず艶が無くなり、割れが生じ密着力が無くなり最終的に剥離します。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」については塗装を行う上で初歩的な部分なので、これらが原因となり塗装剥離する事例はあまりないかと思います。
塗装剥離のもっとも多い原因は「不適切な下地処理(素地調整)」となります。
電動工具処理や手動工具処理では表面に付着した全ての異物を除去する事が出来ません。
そのため、どこまで除去する必要があるのか?現在の製品状態と耐久年数を考慮し見極める必要があります。
この判断は容易ではなく処理自体も難しいため、塗装剥離は不適切な下地処理が原因となっている事が多くあります。
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『究極の塗装剝離対策』
塗装剥離への対策はすごくシンプルです。
・下地処理はブラスト加工にて行い、表面に付着した異物は全て除去する。
・素材と密着性の優れた塗料を適切に使用する。
・長期間剥離しないために防食性・耐候性の高い塗装仕様を選定する。
・塗膜は適切な膜厚を保つよう管理しながら塗装を行う。
上記4点を守る事で30年以上剥がれる事のない塗装が完成します!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
またブラスト加工で下地処理を行う事で、ステンレスやアルミといった金属にも塗装が可能になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『まとめ』
下地処理(素地調整)は表面と塗料の密着性を向上させるための処理。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」「経年劣化」などが原因で塗装が剥離する場合もあるが、多くの原因は「不適切な下地処理」のため。
塗装剥離を防ぐ対策は下地処理をブラスト加工にて行う事。
ブラスト加工で表面に付着した異物は全て除去、微細な凹凸を形成する事で塗料はしっかりと密着するので剥がれる事が無くなります。
また塗装時には素材と密着性、防食性・耐候性の高い塗料を選定。
膜厚を管理しながら塗装することで、長期間剥がれる事が無い塗膜が完成する。
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の剥がれ対策|プロが教える長持ちの秘訣】
金属製品の寿命と美観を左右する重要な要素、それが塗装です。
しかし時間の経過とともに避けられないのが塗装の劣化と剥離。
原田鉄工株式会社は広島を拠点に金属塗装のエキスパートとして、最先端の技術と豊富な経験でお客様の大切な資産を守り続けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装剥離の主な原因:不十分な下地処理』
塗装の剥離は、単なる見た目の問題ではありません。
金属の腐食や劣化を引き起こし、製品の寿命を大幅に縮める可能性があります。
塗装剥離の最も重要な原因の一つが、不十分な下地処理です。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『下地処理の重要性』
1. 密着性の確保
適切な下地処理は不純物を除去する事で、塗料と金属表面の密着性を大幅に向上させます。
また研磨によって作られる細かな傷によって塗料の付着性が向上します。
これにより、長期間にわたって塗膜の剥離を防ぐことができます。
2. 腐食の防止
腐食が進んだ表面に塗装を行っても、腐食を完全に食い止める事はできません。
錆や酸化被膜などを全て除去した後、塗装を行う事で腐食を防止する事が出来ます。
3. 塗膜の耐久性向上
適切に処理された表面は平滑化されるため、塗料がより均一に付着します。
そのため塗膜の美観・耐久性が大幅に向上します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『2種ケレン、3種ケレンの限界』
2種ケレンや3種ケレンといった「電動工具」「手工具」での手法が多く用いられますが、これらには限界があります
1. 不完全な表面処理
これらの方法では、強固に付着した錆や劣化した塗膜といった不純物を完全に除去できません。
また目に見えない錆や汚れが残存する可能性があります。
2. 密着力の不足
残存する不純物の影響で塗料の密着力が十分に得られず、早期の剥離につながります。
また電動工具は過度に処理を行うと表面が滑らかになりすぎ、塗料が密着する事が出来なくなります。
3. 長期的な保護力の低下
不十分な下地処理は、長期的な金属保護において大きな課題となります。
結果として1種ケレンであるブラスト処理を行った製品と比較し、耐用年数に大きな差が生まれる事となっております。
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『原田鉄工の革新的アプローチ:ブラスト処理』
原田鉄工では塗装剥離の問題に対して、最も効果的な下地処理方法であるブラスト処理を採用しています。
1. 完全な表面クリーニング
金属表面の錆、スケール、古い塗膜を完全に除去し素地を露出させます。
対象素材に適合する研削材を使用する事によって、ステンレスやアルミなどにも施工可能です。
2. 微細な凹凸の創出
表面に形成された微細な凹凸へ塗料が入り込み硬化する事で、塗料の密着性は飛躍的に向上します。
結果として塗膜は長期間剥離する事がありません。
3. 均一な表面処理
タンクや組立品のような複雑な形状の製品でも、均一な表面処理が可能です。
熟練の作業者がムラのない表面を作り出します。
4. 高速処理
原田鉄工の高圧エアー式ブラストは大規模な製品でも、効率的に処理を行うことができます。
また処理後は迅速に防食塗装を行い、錆の発生を防ぎます。
『ブラスト処理の工程』
1. 事前検討
金属の種類、腐食状態、既存の塗装状態を図面・製品を確認しながら打合せを行い処理内容を検討します。
処理が不必要となる機械加工面などは養生を行います。
2. ブラスト材の選択
金属の特性に合わせて最適な研削材を選定します。
また必要となる表面の面相度などによって研削材の粒度を決定します。
3. ブラスト処理
高圧で噴射された研削材により、表面を清浄化します。
均一に必要とされる洗浄度まで仕上げます。
4. 表面検査
処理後の表面状態を綿密に確認し、必要に応じて再処理を行います。
5. 防錆処理
ブラスト処理後は金属素地が露出するため、最低でも4時間以内の防錆処理が推奨されます。
原田鉄工は塗装工場一体型ですので、即座に塗装工程に進むことが可能です。
『原田鉄工の強み』
1. 一貫した工程管理
ブラストから塗装まですべての工程を自社で管理することで、高品質な仕上がりを保証します。
また製造部もありますので材料からの製作はもちろん、補修が必要な場合などにも対応可能です。
2. 豊富な経験
長年にわたる実績と多様な業種での施工経験を活かし、お客様のニーズに最適なソリューションを提供します。
3. 最新技術の導入
常に業界の最先端を行く技術を取り入れ、効率的かつ高品質な施工を実現しています。
4. 環境への配慮
低VOC塗料の使用や環境に優しい剥離方法の採用など、環境負荷の低減に努めています。
5. アフターフォロー
施工後のメンテナンスサポートも充実しており、長期的な視点でお客様の資産を守ります。
『お客様の声』
(製造業 A社様)
長年使用してきた工場設備の塗装が劣化し、困っていました。
原田鉄工さんに相談したところ丁寧な説明と提案をいただき、安心して依頼することができました。
ブラスト処理後の塗装は見違えるほど美しく、耐久性も向上したと実感しています。
(建設業 B社様)
橋梁の塗装剥離で頭を悩ませていました。
原田鉄工さんの革新的なブラスト処理と塗装技術のおかげで、長期的な保護が可能になりました。
コスト・納期面でも納得のいく提案をしていただき、大変感謝しています。
『まとめ』
金属製品の塗装剥離を防ぐ最大の秘訣は、適切な下地処理にあります。
原田鉄工株式会社は最先端のブラスト技術と豊富な経験を活かし、お客様の大切な資産を守るための最適なソリューションを提供しています。
塗装の剥離でお悩みの方は、ぜひ一度ご相談ください。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【金属の塗装を剥がす方法】
https://www.nc-net.or.jp/company/98405/product/detail/204459/
塗装剥離や防錆処理でお悩みの方は、お気軽にご相談ください。
経験豊富な専門スタッフが、最適なソリューションをご提案いたします。
ブラスト・塗装のご相談・お見積りはこちら
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属サビ落とし専門家が解説】効果的なブラスト加工技術 - 原田鉄工の高品質サービス
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
金属製品のサビ落としは、製品寿命の延長と性能維持に不可欠な工程です。
特に大型金属構造物や複雑な形状の金属部品では、効率的で徹底的なサビ除去が求められます。
本記事では金属サビ落としの重要性と、最も効果的な方法であるブラスト加工について詳しく解説します。
『金属サビ落としの重要性』
金属表面に発生するサビ(錆)は、単なる美観の問題ではありません。
サビは金属を腐食させ、強度低下や機能不全を引き起こす原因となります。
以下のような状況では、迅速かつ効果的な金属サビ落としが極めて重要です。
1. 海洋環境に曝される構造物
臨海部などの塩害は腐食を加速させるので、サビを迅速かつ確実に取り除く必要があります。
2. 化学プラントの設備
毒物や危険物などの化学物質を取り扱っており、わずかな漏洩でも大惨事となるので破損の元となるサビは天敵です。
3. 屋外に設置される大型機械
屋内設置と比較して腐食しやすい環境であり、機械の破損や事故の可能性があります。
4. 長期保管後の再利用製品
長期保管中に腐食が進行し耐久性などが不足している可能性があり、使用する際に破損や事故の恐れがあります。。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『金属サビ落としにおけるブラスト加工の優位性』
ブラスト加工は、金属サビ落としに最も効果的な方法の一つです。
高圧の空気など利用して研磨材を高速で発射、金属表面に衝突させる事でサビや塗装を除去する方法です。
塗装前の下地処理(素地調整)として行われる事が多く、簡単に言うと金属のクリーニング作業です。
金属サビ落としにおけるブラスト加工の利点は以下の通りです。
1. 均一な表面処理が可能
2. 複雑な形状でも加工可能
3. 塗装の耐久性を大きく向上させる
4. 短時間で広範囲の処理が可能
5. 環境に優しい(化学薬品を使用しない)
6. 表面の粗さを調整可能
7. 塗装・サビ以外の付着物でも除去可能
表面の付着物を除去すると共に塗装の密着性を上げる凸凹の表面を形成します。
塗装の耐久性を大きく向上させる事が出来ますので、腐食性の高い環境で使用される製品にブラスト加工は多く行われています。
またサビのみでなく塗装や樹脂、ゴムなどの付着物までも除去可能なので、メンテナンス時にも多く行われます。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『金属サビ落としに使用するブラスト加工の種類』
金属サビ落としに用いるブラスト加工には主に2種類あり、それぞれ特徴が異なります。
a) グリットブラスト
研磨材:スチールグリット(鋼製金属粒子)
特徴:硬質で角ばった形状により、強力な研磨効果
用途:頑固なサビや厚い塗膜の除去
b) サンドブラスト
研磨材:砂、アルミナ、フェロニッケルスラグなど
特徴:比較的柔らかい研磨材による繊細な表面処理
用途:繊細な表面洗浄、ステンレスやアルミといった非鉄系金属の表面洗浄
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『効果的な金属サビ落としのポイント』
ブラスト加工による金属サビ落としでは、以下のポイントが重要となります。
1. 金属の種類と腐食度に応じた適切な研磨材の選択
加工対象となる素材や強度によって研磨剤を選定する必要があります。
また現在の腐食度を考慮し、素地調整の規格・洗浄度を選定します。
2. 金属表面へのダメージを防ぐための正確な圧力と角度の調整
噴出する圧力や角度を調整する事で素材にダメージが少なく、均一な表面処理と仕上がります。
3. 金属サビ落とし後の表面状態の詳細な確認
素地調整の規格・洗浄度を満たしているのか検査を行う必要があります。
4. 金属サビ落とし後の二次サビ防止措置
ブラスト加工後は金属素地が露出し非常に錆びやすい状態となるので、早急な防錆処理が必要となります。
原田鉄工は創業80年以上となる経験と技術によって、これらのポイントを踏まえた最適なブラスト加工を提供します。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『金属サビ落とし後の塗装処理』
サビ落とし後の防錆対策として、早急な塗装処理が不可欠です。
一般的にはブラスト加工後には4時間以内の防錆処理が必須となっています。
防錆処理が遅れた場合には再度ブラスト加工を行う事が推奨されますのでご注意ください。
素材との密着性、ブラスト加工後の表面粗さ、耐久年数を考慮して最適な塗装システムを構築、塗装を行う必要があります。
原田鉄工はブラスト・塗装一体型の屋内工場ですので、天候を気にする事なくブラスト加工後は即座に塗装を行っております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工では空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『原田鉄工の金属サビ落としサービスの優位性』
・80年以上の実績と豊富な経験
数々の業種、製品を加工していますのでどんな製品・仕様でも対応可能です。
・最新の大型ブラスト設備
小型な設備は数多くありますが、ここまで大型・高出力のブラスト設備は希少です。
・グリットブラストとサンドブラストの両方に対応
鋼、アルミ、真鍮、ステンレスなどに対応できるように2つのブラスト設備を有します。
その他、研磨剤の指定・希望があった場合には対応可能です。
・一貫した施工・品質管理システム
ブラスト・塗装一体型工場だからこそ、工程ごとの製品の移動が不要。
最短で施工する事でコストと納期を削減、一貫管理で高品質を保証致します。
・設計、製作、修理にも対応可能
原田鉄工には設計、製作、修理を得意とする「製造部」があります。
設計~製作~ブラスト~塗装の工程を一括施工する事で大幅に納期・コストを短縮します。
またメンテナンス時には修理~ブラスト~塗装で欠損が無い状態にして出荷する事も可能です。
『まとめ』
金属製品の長寿命化と品質維持には、適切なサビ落としと再塗装が不可欠です。
一度腐食が始まりサビが発生したら、表面積が増えるので加速度的に腐食は進行してしまいます。
早急な対応と定期的保全を行う事によって、品質維持と長寿命化を達成する事が可能となります。
また製品製作時の素地調整をブラスト加工で行い、耐久性の優れた塗装を行えば一般的な塗装と比較し3倍以上の耐久性を確保する事が出来ます。
修繕・点検や塗替え周期が大幅に伸びる事によって、LCC(生涯費用)を大幅に抑える事も可能です!
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【鉄の錆対策と防食技術】
鉄鋼構造物の所有者や管理者にとって、錆(腐食)は常に頭を悩ます問題です。
本記事では鉄の錆のメカニズム、その影響、そして最新の防食技術について詳しく解説します。
原田鉄工が誇るブラスト技術と高度な塗装システムによって錆は長期的に防止する事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄の錆とは ~化学的プロセスの解明~
2. 錆がもたらす構造的・経済的影響
3. 原田鉄工のブラスト技術 「錆対策の革新」
4. 高性能塗装システム 「長期的な保護の実現」
5. メンテナンスと予防 「継続的な防食戦略」
1. 鉄の錆とは ~化学的プロセスの解明~
鉄の錆、すなわち腐食は鉄または鋼が酸素や水分と反応して酸化鉄を形成するプロセスです。
この化学反応は以下の式で表されます:
4Fe + 3O₂ + 2H2O → 4Fe(OH)₃
環境因子(温度、湿度、塩分濃度など)がこのプロセスの速度に大きく影響し、酸化と還元反応が同時に進行します。
錆の形成は単に美観を損なうだけでなく、構造物の強度や耐久性に深刻な影響を及ぼします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
2. 錆がもたらす構造的・経済的影響
錆の進行は、鉄鋼構造物に次のような重大な影響をもたらします。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、資源の無駄遣いや環境負荷の増大につながります。
これらの問題に対処するため、効果的な防食技術の採用が不可欠です。
長期的に錆を防ぐことで、これらの問題は大幅に減少します。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
3. 原田鉄工のブラスト技術 「錆対策の革新」
原田鉄工では最先端のブラスト技術を駆使して、錆対策における画期的なソリューションを提供しています。
当社のブラスト処理は単なる表面クリーニングにとどまらず、防食システム全体の基盤となる重要なプロセスとなります。
『原田鉄工のブラスト技術の特徴』
①高精度な表面処理
熟練の作業者によって複雑な形状の製品でも、均一で再現性の高い表面処理を実現します。
表面粗さの精密なコントロールにより、後続の塗装工程での密着性を最大化します。
②環境配慮型プロセス
密閉型ブラストシステムにより粉塵の飛散を最小限に抑え、作業環境と周辺環境を保護します。
リサイクル可能な研磨材の使用により廃棄物の削減、製品の長寿命化により改修に必要な資源削減へ貢献します。
③多様な素材への対応
鉄鋼はもちろんアルミニウムやステンレス鋼など、様々な金属材料に適した処理が可能です。
大型構造物から手のひらサイズの小型部品まで、幅広いサイズと形状に対応できる柔軟性を備えています。
④高効率処理
自社開発のブラストシステムにより、処理時間の大幅な短縮を実現しています。
自動化システムの導入により、大規模プロジェクトでも高い処理能力により納期短縮を実現します。
⑤品質管理システム
品質管理を徹底するため選任の検査官が全ての製品を検査します。
ブラスト処理は加工前の表面状態を見極め、適切な処理を行う必要があるので検査官の知識・経験が必要となります。
原田鉄工のブラスト技術は、表面処理における最新技術として業界でも高い評価を頂き創業より80年間続けてきました。
この技術により後続の塗装工程の効果を最大化し、長期的な防食性能を確保しています。
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
https://www.nc-net.or.jp/company/98405/product/detail/227136/
4. 高性能塗装システム 「長期的な保護の実現」
「原田鉄工の高性能塗装システム」
ブラスト処理された表面に最適化された多層構造を採用し、長期的な防食性能を提供します。
この塗装システムは、臨海部・海上・海中など厳しい環境条件下でも優れた保護機能を発揮します。
『原田鉄工の塗装システムの特徴』
①多層構造設計
プライマー層:金属表面との密着性を高め、防食の基礎を形成します。
中間層:塗膜の厚みと強度を増し、バリア性能を向上させます。
トップコート:耐候性と化学的耐性を提供し、美観を維持します。
②先進的な塗料技術
ガラスフレーク入り塗料や超厚膜型塗料といった特殊な塗料も取り扱いしております。
低VOC(揮発性有機化合物)塗料の使用により、環境負荷を低減しています。
③最適化された塗装設計
使用環境や要求性能に応じて、最適な塗装仕様を提案します。
海洋環境、化学プラント、食品工場など、特殊環境にも対応可能です。
④高度な塗装技術と設備
熟練の塗装技術と最新の計測器を駆使し、均一で高品質な塗膜を形成します。
広大な屋内塗装工場ですので、大型構造物や大規模プロジェクトにも余裕をもって対応できます。
⑤品質保証システム
非破壊検査技術を用いた塗膜厚測定や密着性試験により、品質を厳密に管理しています。
最適な素地調整と塗装システムにより、製品寿命は30~50年とされています。
高性能塗装システムにより鉄鋼構造物の寿命を大幅に延長し、メンテナンスコストや資源削減を実現します。
5. メンテナンスと予防 「継続的な防食戦略」
効果的な防食は初期処理だけでなく、継続的なメンテナンスと予防策の実施が効果的です。
原田鉄工では包括的な防食戦略の一環として、以下のようなメンテナンスサービスを提供しています。
『原田鉄工の防食メンテナンス戦略』
①定期な点検
必要であれば現地へ目視・非破壊検査を行い、潜在的な問題を事前に特定。
工場へ持ち帰り補修の対応を致します。
②補修技術
局所的な損傷に対してスポット補修技術を適用し、効率的な修復を行います。
最新の補修材料と技術を用いて、既存の防食システムとの互換性を確保します。
また原田鉄工には製造部もあり、損傷が激しい箇所は取替えや補強を行う事が可能です。
③環境管理
腐食を促進する環境因子(湿度、温度、塩分など)の対策方法についてアドバイスを提供します。
必要に応じて、耐薬品・耐塩害システムの導入を提案します。
④総合的なコンサルティング
専門家によるコンサルティングサービスにより、お客様が抱えている課題や起こりうる問題について最適なソリューションを提供します。
初期処理のみではなく、継続的なメンテナンスを行うことによって金属製品の耐久年数を更に伸ばす事が可能になります。
結果として生涯コスト(LCC)を大幅に削減するとともに、修繕・改修に必要となる資材も削減し所有者・環境どちらに対しても大きなメリットを生み出す事が出来るのです。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【錆から鉄を守る方法!錆びる原因も解説】
私たちの身の回りでは多くの製品が金属によって作られています。
中でも最も広く使用されているのが鉄であり、専門的には鋼(SS400)と言う素材を使われることが多いです。
鉄は生産性が高く、流通量が多いので安価で使いやすい素材ですが「空気」「水分」と接触する事で「錆」が発生する問題があります。
錆は時間経過と共に内部へ浸食し、鉄の強度を著しく低下させてしまいます。
今回は鉄の天敵となる「錆」から鉄を守る方法と錆びてしまう原因について解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄や鋼とは?
2. 鉄が錆びる原因とは?
3. 錆がもたらす影響について
4. 鉄を錆から守る方法とは!?
5. もし鉄が錆びた場合の対処法について
6. まとめ
『鉄や鋼とは?』
鉄は金属元素であり元素番号26、元素記号はFeで表されます。
原料は鉄鉱石でコークスなどと一緒に高温で熱する事でまず銑鉄が作られます。
その銑鉄へ鉄スクラップやフェロマンガンなどの副原料を混ぜ、炭素量を調整したものが「鋼」となります。
身の回りにある鉄の多くはこの鋼が使用されていることが多いです。
鋼は強度と柔軟性を兼ね備えているので耐久性があり、加工しやすいのが特徴です。
この鋼にも成分を変化させることで多くの種類がありますが、最も多く流通している規格が「SS400」となります。
本記事では分かりやすいように鋼の事をまとめて鉄と呼称します。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『鉄が錆びる原因とは?』
金属表面が浸食される現象を「腐食」と呼び、その後酸素や水分と結びつくことで「錆」となります。
鉄自体は腐食を防ぐ能力が低いため、自然の環境下では時間経過と共に錆びてしまいます。
鉄が錆びる原因は空気中の酸素や水分にあります。
まず鉄の表面に付着した水分は鉄から電子(エネルギー)を奪う事で、酸素と結合し「水酸化物イオン」が作られます。
そうして作られた水酸化物イオンは鉄と結合する事で「オキシ水酸化鉄」と「水」の2つに分かれます。
いくつも作られたオキシ水酸化鉄同士が結合し、最後は赤錆が作られます。
電子の増減(イオン化現象)が発端で、鉄は空気中にある「酸素」「水分」と結合し最終的に錆が発生しています。
また錆の進行速度は温度・湿度・塩分濃度などによって変化しますが、基本的に一度腐食が始まると表面積が増大していくため加速度的に進行していきます。
鉄が錆びるメカニズムについてより詳しい解説
【錆が発生する過程】
https://x.gd/E4z9z
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『錆がもたらす影響について』
錆は見た目的な美観を損なう影響もありますが、安全性や経済性にも大きな影響を与えます。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、保守の際に多くの資材が必要となりますので環境負担の増大につながります。
【鉄の錆対策と防食技術】
https://ja.nc-net.or.jp/company/98405/product/detail/233667
『鉄を錆から守る方法とは!?』
鉄を錆びさせないためには鉄をとにかく酸素・水分と「接触させない」事が重要です。
基本的には鉄の表面をコーティングし接触を防ぐ方法になりますが、大きく分けて3種類あります。
①防錆油
表面を油でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・特殊な装置などが必要なく手軽に処理が可能 / 修正・補修が簡単
デメリット・・防錆期間が1カ月~12カ月と比較的短期間 / 防錆能力が低い
②メッキ
表面を金属の薄膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・傷がつきにくく耐久性が高い / 膜厚が均一でムラになりにくい
デメリット・・沿岸部など不得手な環境や対応できない素材がある / 修正・補修が困難
③塗装
表面を塗料の膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・様々な色彩や機能性を付与できる / 安価で修正・補修が容易
デメリット・・適切な素地調整(下地処理)を行わなければ剥がれやすい / ムラが生じやすい
一時的な防錆は「防錆油」、長期的な防錆は「メッキ」「塗装」という風に使い分けされています。
メッキと塗装はそれぞれにメリット・デメリットがあり周辺環境や使用用途、コストなどを
考慮して選定する必要があります。
また塗装はブラスト処理にて素地調整(下地処理)を行う事によって、剥がれやすいデメリットを解決し、高い耐久性を確保する事が出来ます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『もし鉄が錆びた場合の対処法について』
錆は鉄の天敵で、安全性・経済性にも大きな損失を与えます。
もし鉄か錆びた場合にはどのように対処すればいいのでしょうか?
対処法は錆の進行程度によっても大きく異なりますので、状態を確認し対処する必要があります。
「軽度の錆」
比較的軽度の錆はサンドペーパーで研磨又は錆取り剤などで溶解、軽減する事が可能です。
広範囲の処理や重度の錆を落とすのには向いていません。
「中程度の錆」
中程度の錆は金ブラシや電動工具などを使用して軽減する事が可能です。
完全に錆を除去する事は難しいので、あくまで軽減となります。
時間がかかり重労働となりますが、安価に軽減する事が可能です。
「重度の錆」
重度の錆はブラスト処理にて落とす事が可能です。
金属素地を露出させるため、完全に錆を落とす事が出来ます。
設備が必要となりますが、塗装の密着性を大きく向上させる効果もあります。
錆の程度を見極める事で、上記の方法によって錆を除去・軽減する事が可能です。
錆を除去した後は再び錆が発生しないように、なるべく早く防錆処理を行いましょう。
またあまりにも錆が進行した部分は母材に穴が空いたり、薄くなっていたりしている場合には錆を落とすだけではなく追加で補修・補強を行う必要があります。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
『まとめ』
鉄(鋼)は鉄鉱石を原料としており、存在している鉄鉱石は錆びているのが自然の状態ではあるので再び錆びた自然の状態に戻ろうとします。
「酸素」「水分」と鉄が接触、電子の増減(イオン化現象)が起こり錆が発生する。
錆は表面に凹凸を形成しながら表面積を増やし、反応面積が増大するので加速度的に進行する。
一度錆が発生した場合、早急に対処する事で最低限の損害で済ませる事ができます。
鉄の表面をコーティングし、酸素と水分を遮断する事で錆を防ぐことが可能です。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
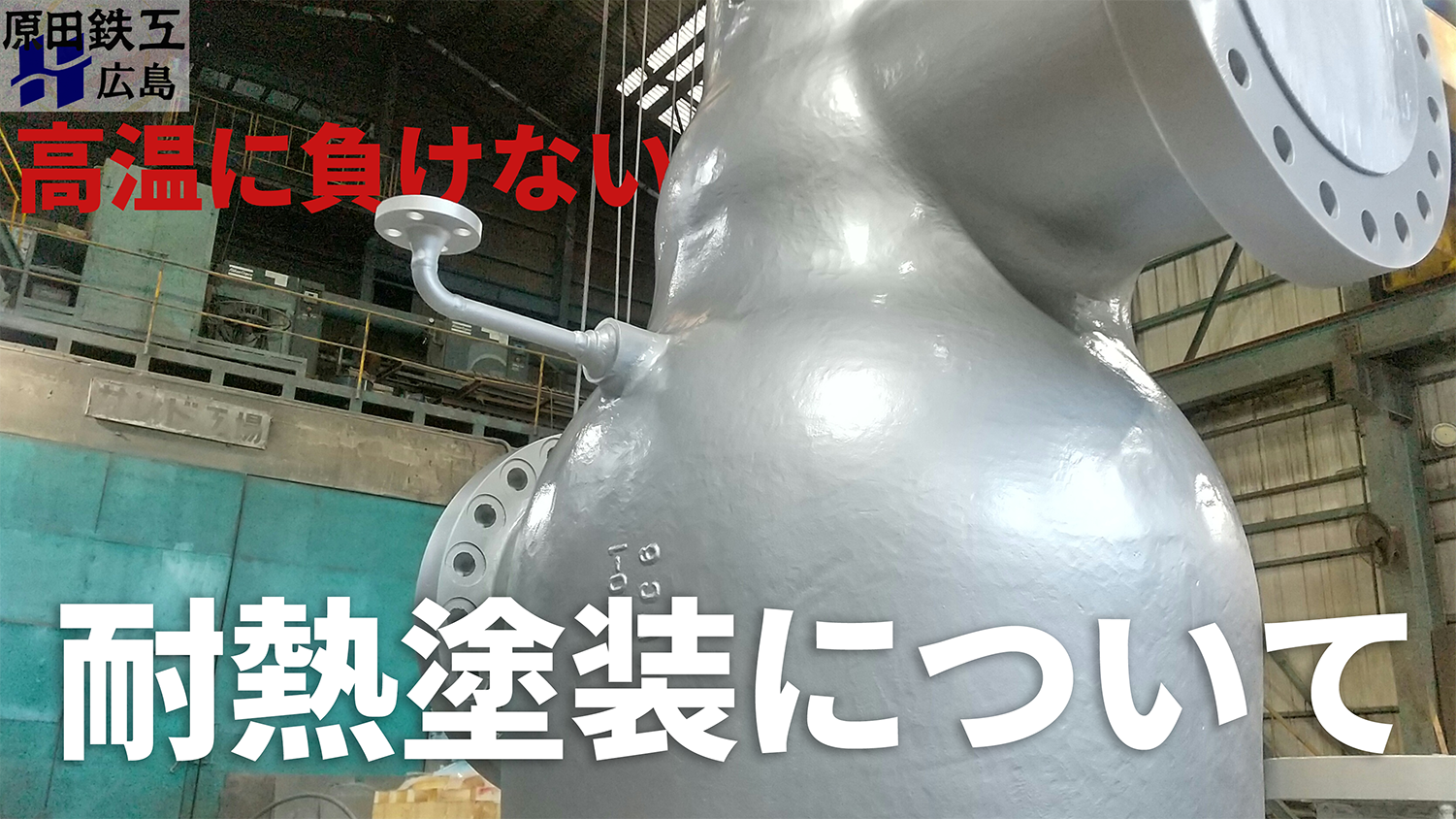
【高温に負けない!耐熱塗装について】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『耐熱塗料とは』
耐熱塗料は主にシリコーン樹脂をベースにして作られています。
シリコーン樹脂とは砂や岩石の主成分であるシリカ(SiO2・酸化ケイ素)と有機物(炭素を主体とする化合物)とを結合させる事で有機ケイ素化合物とし、これを高分子にしたもので天然には存在しない物質です。
このシリコーン樹脂へ顔料・溶剤・添加剤を混ぜ合わせる事で耐熱性の高い塗料を構成しています。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『耐熱塗料の耐熱性』
一般的な塗料の耐熱温度は80℃~130℃程度のものがほとんどとなります。
耐熱温度以上で使用した場合には変色、塗膜剥離、発火などの可能性があるため、高温となる箇所ではこれらの塗料を使用する事はできません。
耐熱塗料の耐熱温度は200℃~600℃まで幅広くあり、最大で1000℃近くの耐熱性を持つ塗料もあります。
『耐熱塗料のメリット』
耐熱塗料を使う事で様々なメリットがあります。
・耐熱性
高温から守る事で塗装箇所の高温による劣化を防ぐことができます。
・耐腐食性
通常では塗装できない高温となる箇所にも塗装する事で保護します。
・耐候性
塗装を行う事で雨や紫外線といった環境から保護します。
・耐寒性
高温にも強い特性がありますが、実は-50℃までの耐寒性もあります。
・美観
色彩を付与する事で塗装対象物の美観を美しくします。
【塗装について|塗装の効果と方法】
https://www.nc-net.or.jp/company/98405/product/detail/201759/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗装の方法』
①塗装物の最高温度を確認する
まずは耐熱温度を確認する必要があります。
平均温度ではなく最高温度+100℃にて耐熱塗料を選定しましょう。
無駄に耐熱温度を高く設定してしまうと、耐熱塗料の価格が大きくなりますので注意が必要です。
②適切な素地調整(下地処理)を行う
通常の一般塗装でも言える事ですが、適切な素地調整を行う必要があります。
「ブラスト処理」にて素地調整を行う事が推奨されます。
ブラスト処理が難しい場合には油分、古い塗膜、錆などは最低限取り除く必要があります。
適切に下地処理を行っていない場合には塗膜の早期剥離が発生しますので注意が必要です。
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
③塗膜厚を管理しながら塗装を行う。
耐熱塗料では一般的に厚塗りは推奨されていません。
これは厚塗りをした場合、加熱・硬化する際に残留溶剤や反応ガスの影響でフクレが発生するからです。
規定された膜厚を遵守しながら塗装を行う必要があります。
『耐熱塗装の注意点』
①素地調整(下地処理)の精度
素地調整が適切に行われていない場合では塗膜の早期剥離が発生します。
また高温になるため金属と塗膜は熱により膨張します。
加熱・冷却を繰り返す事で疲労し剥離する可能性が高まりますが、ブラスト処理で表面の粗面化・表面積の増大させておくことで軽減する事が出来ます。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
②塗膜厚と塗装間隔
耐熱塗料は常温では完全に硬化する事はありません。
高温になる事で塗膜は完全に硬化していきますが膜厚が厚すぎる、塗装間隔が短すぎる場合には塗膜中に残っていた残留溶剤や反応ガスによって「フクレ」が生じてしまいます。
このフクレが発生すると耐腐食性の低下などの問題が生じてしまいます。
耐熱塗料は一般的に溶剤が蒸発しやすいように薄く塗装を行い、塗装間隔を十分にとる必要があります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
③初期加熱
急激に高温にした場合、フクレが発生する可能性があります。
塗装後の最初の運転時には段階的な昇温が推奨されます。
200℃/1時間
④塗装色
高温域に対応しているものは色彩を決める顔料も制限されるため、対応できる色彩に限りがある場合が多くあります。
『まとめ』
耐熱塗料は一般的な塗料と比較した場合、数倍以上の高温化にも対応できる塗料。
塗装を行う事で塗装物を熱による劣化、腐食、雨風から守る事が出来る。
通常の塗料と異なり厚く塗れば耐久性が向上する訳ではないので注意が必要。
耐熱塗料の耐久性を向上させるためにはブラスト処理による「適切な素地調整」と塗膜厚を「規定値内に管理する」事が重要となります。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp


