高温に負けない!耐熱塗装の完全ガイド【技術解説編】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『目次』
耐熱塗料とは:技術的特徴と構造
耐熱塗料の性能と機能性
産業用途と適用事例
耐熱塗装の施工技術
技術的な留意点と品質管理
耐熱塗料の一般的なトラブルと対策
まとめ
お問い合わせ
『耐熱塗料とは:技術的特徴と構造』
耐熱塗料は、シリコーン樹脂を主成分とする高機能塗料システムです。
その分子構造は、無機物であるシリカ(SiO2)と有機物を化学結合させた特殊な構造を持ちます。
◇シリコーン樹脂の特徴
・Si-O-Si結合による高い熱安定性
・無機・有機ハイブリッド構造による優れた密着性
・架橋構造による耐薬品性の向上
・分子間結合による優れた耐候性
◇シリコーン樹脂の種類
・メチルシリコーン樹脂:200℃~400℃対応
・フェニルシリコーン樹脂:400℃~600℃対応
・特殊シリコーン樹脂:600℃以上対応
◇顔料の種類
・無機酸化物系顔料:金属酸化物による耐熱性
・セラミック系顔料:1000℃までの超高温対応
・複合金属酸化物:耐候性と耐熱性の両立
塗料についての詳細ページはこちら!
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗料の性能と機能性』
耐熱塗料は一般塗料とは大きく異なる性能と機能性を兼ね備えています。
◇耐熱温度について
一般塗料(80℃~130℃)
・有機樹脂の熱分解により劣化
・分子切断による強度低下
耐熱塗料(200℃~1000℃)
・無機化による安定構造の形成
・セラミック化による保護層の形成
◇耐熱塗料の耐環境性について
耐候性:紫外線による劣化を防止
・UV吸収剤の配合
・表面保護層の形成
耐寒性:-50℃~高温域まで対応
・撥水性の付与
・水蒸気透過性の制御
◇耐熱塗料の防食性能
バリア効果
・酸素遮断性
・イオン透過抑制
犠牲防食効果
・金属粉末の配合(必要に応じて)
・電気化学的保護機能
『産業用途と適用事例』
◇化学プラント
・反応槽外装:耐薬品性要求
・配管系統:耐熱・耐食性要求
・制御機器:耐熱・耐候性要求
◇発電設備
・ボイラー設備:600℃以上の耐熱性
・排気システム:耐熱・耐食性
・熱交換器:熱効率維持
◇排気設備
・マフラー外装:600℃までの耐熱性
・触媒コンバーター:800℃以上の耐熱性
・排気管:熱膨張対応
『耐熱塗装の施工技術』
耐熱塗装では通常塗装より厳しい塗装基準と管理が必要となります。
◇ブラスト処理
・処理規格:SSPC SP-10 / ISO Sa 2.5以上
・表面粗度:25~75μm
・アンカーパターン:均一な凹凸形成
◇環境条件
・温度:5~35℃
・湿度:85%以下
・露点+3℃以上
◇塗装仕様
・膜厚:15~25μm/回
・塗装間隔:メーカー規定間隔を厳守
・最終膜厚:40~75μm
◇管理基準
・素地調整の検査
・膜厚の検査
・膜厚過不足の修正
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『技術的な留意点と品質管理』
耐熱塗料の品質を保証するために以下の塗装検査が必要となる場合があります。
また長期的な耐久性を確保するには定期的な点検と補修が必要です。
◇外観検査
・塗膜の均一性
・ピンホールの有無
・色調の均一性
◇物性測定
・膜厚測定:電磁式測定
・付着性試験:碁盤目試験
・耐熱サイクル試験
◇定期点検項目
・外観変化の確認
・膜厚の減少量測定
・付着力の確認
◇補修技術
・部分補修手順
・タッチアップ技術
・全面補修判断基準
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『耐熱塗料の一般的なトラブルと対策』
◇塗膜剥離
原因
・不適切な素地調整
・膜厚管理不足
・環境条件不適合
対策
・ブラスト処理の徹底
・適切な膜厚管理
・環境条件の厳守
◇フクレ発生
原因
・急激な温度上昇
・残留溶剤の蓄積
・過剰膜厚
対策
・段階的な昇温
・適切な乾燥時間確保
・規定膜厚の遵守
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
『まとめ』
耐熱塗料は一般的な塗料の数倍以上の耐熱性を有しています。
しかし耐熱塗料の特性上、一般的な塗装より厳しい検査・管理が必要となります。
耐熱塗装の長期的な耐久性を向上させるためには「ブラスト処理」と「均一な塗膜形成」が必要となります。
『お問い合わせ』
耐熱塗装に関する技術的なご相談は、原田鉄工株式会社の防錆部門までお気軽にご連絡ください。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎樹脂(英語:Resin)
樹脂には自然由来となる漆、松油などの天然樹脂と石油等の化石資源を原料とした合成樹脂があります。
塗料で使用されるのは合成樹脂となります。
合成樹脂は様々なものに加工されており、プラスチックやポリ袋、衣類にも使用されています。
◎犠牲防食(英語:Sacrifical protection)
犠牲防食とは素地金属よりイオン化傾向の低い金属(卑金属)で覆う事により、素地金属の腐食進行を防ぐ事です。
傷がついて素地金属が露出した場合でも、周囲の卑金属が素地金属より先に溶けだす事ので素地金属の腐食は妨げられます。
【金属の錆びやすさ(イオン化傾向)について】
https://ja.nc-net.or.jp/company/98405/product/detail/228626
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属の錆だけ除去】
金属の錆や汚れは製品寿命を縮めるだけではなく、品質・安全性・生産効率などに大きな影響を与えます。
原田鉄工では「錆」「油分」「汚れ」といった付着物をブラスト加工による物理的な除去のみではなく、特殊薬品を使用した科学的な除去も可能です。
特殊薬品を使用した場合では金属表面を傷つける事なく、錆や油分、汚れを除去します。
機械精度が必要な製品、強度の低い製品、小型量産品などは特殊薬品を使用した除去方法が効果的です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『金属の錆が引き起こす問題』
金属表面に発生する錆(サビ)は美観が損なわれるだけの問題ではありません。
錆は金属内部まで腐食させ、強度低下や機能不全を引き起こす原因となります。
その結果「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性があります。
錆が発生した早期段階で「錆の除去」と「錆を防ぐ処理」を適切に行う事で、製品寿命の延長・安全性の確保・トータルコストの削減が可能となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『金属の油分・汚れが引き起こす問題』
金属に付着した油分や汚れはコーテイングを行う際、大きな妨げとなります。
金属の加工を行う際に付着する油分や汚れは確実に除去しておかなければ、塗装やメッキ・樹脂などがキチンと密着する事が出来ず早期剥離の原因となります。
塗装やメッキといった防錆処理が剥離してしまうと、その部分は空気・雨風や紫外線に直接晒される事となるため簡単に錆が発生してしまいます。
そのため油分・汚れを除去する「素地調整(下地処理)」は塗装工程で最も重要とされています。
『金属の錆・油分・汚れを除去する方法』
金属に付着した錆を落とすには大きく2つの方法があります。
①物理的な加工による錆除去
サンドペーパーや研磨材などを使用し、表面を研磨・切削する事で錆を除去する方法です。
②科学的な加工による錆除去
特殊薬品を使用し錆と化学反応を起こす事で表面を傷つけることなく除去する方法です。
原田鉄工ではブラスト加工による物理的な方法と特殊薬品による科学的な方法
どちらの方法でも錆除去する事が可能です。
『ブラスト加工による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐頑固な錆や分厚い塗装・樹脂などの付着物も除去可能
‐重量物・大型品などでも加工可能
‐金属表面を粗面化させる事で塗装・メッキといったコーテイングの密着性向上、剥離防止
デメリット
‐表面を研削するため、傷付く
‐強度の低い製品は変形・破損の可能性
‐小型量産品はコスト的に割高となる
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『特殊薬品による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐表面を傷つける事がない
‐強度の低い製品でも対応可能
‐小型量産品を低コストで対応可能
デメリット
‐除去しきれない可能性がある
‐大型品は形状によって対応できない場合がある
‐除去するために時間を要する
『まとめ』
金属に発生、付着した錆・油分・汚れなどは強度低下や機能不全を引き起こす原因。
「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性がある。
早期段階で適切に除去及び防錆処理を行う事でトータルコストを大きく削減できる。
金属表面の錆・油分・汚れを除去する方法は2種類
・ブラスト加工など表面を研磨する物理的な除去方法
・特殊薬品を使用し表面を傷つけない科学的な除去方法
どちらの方法もメリットとデメリットがありますので、製品・目的に適した除去方法を選定する必要があります。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト後の表面粗さ「Ra」「Rz」「RzJIS」について】
ブラスト加工は研削材を高速でぶつける事により表面を研削し、不純物を除去しながら表面を粗面化する加工方法です。
「ブラスト加工後の表面の粗さについて」「表面粗さとは?」「表面粗さの測定方法」「代表的な表面粗さのパラメーターであるRa/Rz/RzJIS」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『そもそも表面粗さって何?』
表面粗さとは物体表面の細かい凹凸の程度を評価する指標です。
表面粗さの大きい表面はザラザラしており、逆に小さい表面はツルツルしています。
見た目や肌触りなどで何となく表面粗さは分かりますが、この表面粗さは見た目や質感だけでなく、機能や特性にも作用する重要な要素です。
そのため検査を行い、数値化する事で品質が一定水準に保たれるようにした製品が多くあります。
表面粗さの数値によって変化する機能や特性は以下のようなものがあります。
[接触部や接合部など]
・表面粗さが大きい場合は摩擦抵抗が大きくなる。
・表面粗さが小さい場合は気密性、密着性などが高くなる。
[塗装]
・塗料のぬれ性や厚み、密着性などに影響を与えます。
上記の理由より年々表面粗さはその重要性を高めており、表面の凹凸を数値管理する必要性が求められています。
またこの表面粗さは面粗度と呼ばれることもあり、JISやISOにて規格化されています。
『表面粗さの測定方法』
表面粗さの測定方法は大きく「接触式」と「非接触式」の2種類になります。
[接触式]
現在最も主流となっている方法です。
ダイヤモンド製の尖った触針で表面をなぞる事で凹凸数値を読み取る仕組みです。
なぞった狭い範囲しか測定できないので、測定範囲によって結果にバラつきが多くあるデメリットがあります。
[非接触式]
レーザーなどの光を用いて表面の凹凸数値を細かく読み取る仕組みです。
凄い機械だと3次元で正確に広い範囲を測定する事ができるそうです。
内径や影になる部分が測定できない事と設備が非常に高価というデメリットがあります。
『代表的な表面粗さのパラメーター』
表面粗さを表すパラメーターには算出方法が異なる多くの種類が存在します。
代表的に広く使用されている3つのパラメーターについて紹介します。
①算術平均粗さ[Ra]
機械加工などの表面粗さを評価する際に多く使用されるパラメーターです。
中心線より上にある凸部分の面積と、下にある凹部分の面積を足して測定した長さで割った数値となります。
簡単に言えば、表面の凹凸の平均値となります。
平均化されているため部分的にできた大きなキズなどの影響を受けにくく、表面粗さを評価する上で安定した結果を得やすいパラメーターです。
②最大高さ粗さ[Rz]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで最も高い凸[Rq]の数値と、最も低い凹[Rv]の数値の合計となります。
こちらは比較的分かりやすいと思いますが、単純に最高点と最低点の距離です。
部分的にできた大きなキズの影響を大きく受けてしまうので、Raと合わせて評価する場合があります。
旧規格の場合では[Ry]や[Rmax]といった表記になっています。
③10点平均粗さ[RzJIS]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで1番高い凸から5番目までの平均値、1番低い凹から5番目までの平均値これらの合計値となります。
[Rz]より1~5番目までを平均化しているので、安定した結果を得やすいパラメーターです。
しかしISO(国際標準化機構)より除外されてしまいましたが、国内では広く普及していたためJIS(日本産業規格)のみで定義されています。
JIS'94の古い規格では[Rz]と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『ブラスト後の表面粗さについて』
表面粗さの測定は一般的にコンマ数µm~数十µmの表面の微細な凹凸を測定します。
1μm(マイクロメートル)=0.001mmです。
非接触式については測定の実績が無いので詳しくは不明ですが接触式の場合、物凄く細かくデータを取るため基本的に測定する範囲はかなり狭く20mm程度です。
なので測定する位置を数cm変えるだけで結果の数値も大きく変わってしまいます。
原田鉄工で実際ブラスト加工した場合の表面粗さの目安を紹介します。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
原田鉄工の場合はグリットブラストもサンドブラストでも同じような表面粗さとなります。
またブラスト加工後の表面粗さは「加工対象物の素材・硬度」「研削材の素材・形状」「エアー圧力」「加工時間」によっても大きく変化します。
試作と測定が必要とはなりますが、おおよそなら調整が可能ですので特定の表面粗さが必要な場合でもお気軽にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【脱脂処理とは?】塗装前に絶対欠かせない工程!効果と方法をプロが解説🔍
「脱脂のやり方が分からない」「社内でうまく脱脂できない」「品質を高めたい」——そんなときは、脱脂処理のプロにお任せください!
塗装や接着の品質を大きく左右する「脱脂処理」。
油分や汚れが残ったままでは「どんなに高性能な塗料でも密着不良・剥離・不具合の原因」になります。
この記事では、創業80年・金属塗装の専門企業【原田鉄工】が、脱脂処理の方法・効果・注意点を分かりやすくご紹介。
塗装をご検討中のご担当者様へ向けて、失敗しない脱脂処理のポイントもお伝えします!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
✅ 脱脂処理とは?
脱脂処理とは金属表面などに付着した油分・汚れ・グリース等を除去する表面処理のことです。
主に塗装や接着の前処理として行われ、処理が不十分だと以下のような問題が起こります。
・塗装がはじかれる
・塗膜がすぐに剥がれる
・接着力が極端に低下する
つまり脱脂処理は「不良防止」と「品質維持」の要となる工程です。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
✅ 脱脂処理の主な方法
脱脂処理には複数の手法があり、対象素材や付着物の種類に応じて選定することが重要です。
🔹 有機溶剤を使った脱脂(一般的な方法)
[シンナー、ガソリン、アセトンなど]
・特徴:洗浄力が高く、揮発性に優れており作業性が良い。
・注意点:可燃性のため火気厳禁。防護具の着用が必要!
🔹 中性洗剤や専用クリーナーを使った脱脂
[中性洗剤、市販の脱脂クリーナーなど]
・特徴:安全性が高く、手軽に扱える
・注意点:油分が多い場合は洗浄力が不足することも。乾燥・洗剤残りに注意が必要
🔹 槽浸漬による脱脂
[大型部品や複雑形状の脱脂]
・特徴:短時間でムラなく洗浄できる
・注意点:大型の設備が必要となります。高コストな場合が多くあります。
✅ 脱脂処理の効果とは?
脱脂処理には、以下のような大きなメリットがあります。
✔️ ① 不良の防止
油分による“はじき”や密着不良を防ぎます。
✔️ ② 仕上がりの向上
表面が清潔になることで、塗装の見た目も美しくなります。
✔️ ③ 耐久性の向上
密着性が高まることで塗膜のはがれを防止し、耐久性能を最大限発揮します。
【金属塗装のやり方!失敗する原因とは?】
https://www.nc-net.or.jp/company/98405/product/detail/230399/
✅ 脱脂処理の規格:SSPC-SP1とは?
国際的に採用されている脱脂処理の規格に、「SSPC-SP1(米国構造物塗装協会)」があります。
これは、「溶剤を使用して油や汚れなどの可視汚染物を除去する処理」に関する明確な基準です。
📌 詳しくはこちら
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
✅ 原田鉄工の脱脂処理サービスが選ばれる理由
当社では以下の2つの手法を使い分け、あらゆる脱脂洗浄に対応しています。
🧪 ① 特殊薬品による洗浄
素材を傷つけずに、油分や錆を確実に除去できます。
【金属の錆だけ除去】
https://ja.nc-net.or.jp/company/98405/product/detail/244065
🧰 ② 大型ブラスト・塗装設備
脱脂とブラスト処理によって微細な凹凸を形成し、塗料の密着性を大幅に向上させます。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
▶️ 設備スペック:幅7m × 奥行10m × 高さ3.5m
▶️ ブラスト加工の効果と選び方
広大な屋内塗装ブースを完備しており、処理後の塗装までワンストップで対応可能です。
海上・海中・沿岸部向けなどの厳しい環境下で、50年以上の耐久実績を誇ります。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
✅ こんなお悩みありませんか?
・塗装がすぐに剥がれてしまう
・社内の脱脂処理がうまくいかず不良が出る
・外注先を探しているが、どこが信頼できるか分からない
\ そのお悩み、原田鉄工が解決します!/
脱脂処理〜塗装まで一貫対応可能だから、工程管理がラクに。
信頼性・コストパフォーマンス・納期厳守でお応えします!
📞 ご相談・御見積もりはこちら
▶️ お問い合わせフォーム
📞 TEL:082-232-2445
📠 FAX:082-293-0286
📧 メール:bousei@harada-tekkou.co.jp
担当:垰(タオ)/携帯:090-3742-9768

【金属塗装の耐久性を左右する下地処理と塗料選定のポイント】
金属製品の寿命を大きく左右する要素のひとつが「塗装の下地処理」です。
どんなに高性能な塗料を使用しても、下地処理が不十分であれば、数年で塗膜が剥がれたり、錆が再発することがあります。
本ページでは、金属塗装の耐久性を長く維持するために欠かせない「下地処理の重要性」と「塗料選定のポイント」について、原田鉄工の技術をもとに解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ下地処理が重要なのか』
塗膜は、金属を空気や水分、塩分などの腐食因子から守る“防食バリア”の役割を果たします。
しかし、金属表面に油分・酸化皮膜・汚れ・サビなどが残っていると、塗料が密着せず、わずかな隙間から腐食が進行します。
そのため、塗装工程の中でも「下地処理」は最も重要な工程であり、仕上がりの耐久性の約7割を左右するといわれています。
原田鉄工では素材や使用環境に応じて、最適な処理方法を選定しています。
主な下地処理方法には以下のようなものがあります。
・ブラスト処理:金属表面に研削材を吹き付け、サビ・スケール・旧塗膜を除去し、微細な凹凸を形成。塗料の密着力を高める。
・ケレン作業:ワイヤーブラシや電動工具を使用し、部分的なサビや汚れを除去。現場補修などにも有効。
・脱脂処理:洗浄剤や溶剤を用いて油分を取り除き、塗膜の密着不良を防止。
・リン酸塩皮膜処理:防錆力と塗料密着性を向上させる化学処理。鉄系材料に多く採用。
これらの処理を正しく行うことで、塗膜と金属の密着性が飛躍的に高まり、長期的な防食性能を発揮します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『塗料の選定が耐久性に与える影響』
金属塗装に使用される塗料は、用途や環境条件によって最適な種類が異なります。
以下に代表的な塗料と特徴を挙げます。
・エポキシ樹脂塗料:防錆性と密着性が高く、下塗り(プライマー)として多用される。
・ウレタン樹脂塗料:耐候性・耐摩耗性に優れ、屋外構造物や設備に最適。
・フッ素樹脂塗料:紫外線や酸性雨に強く、長期的な光沢保持が可能。
・ジンクリッチペイント(亜鉛リッチ塗料):犠牲防食作用により鉄の腐食を防止。重防食仕様に採用。
これらを「下地処理+塗料の組み合わせ」で最適化することが、長期防食の鍵です。
たとえば、ブラスト処理後にジンクリッチペイントを下塗りし、その上にウレタンまたはフッ素塗料を中・上塗りとして重ねることで、海浜地域や屋外構造物でも20年以上の耐久性を確保できます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『重防食塗装仕様の一例』
一般的な重防食塗装では、以下のような5層構造が採用されます。
防食下地:エポキシジンクリッチペイント(膜厚75μm)
下塗り:エポキシ樹脂塗料(膜厚75μm×2回)
中塗り:ポリウレタン樹脂塗料(膜厚30μm)
上塗り:ポリウレタン樹脂塗料(膜厚30μm)
合計膜厚約300μm近い仕様で、厳しい屋外環境にも対応します。
このような塗膜構成により、金属表面の防食・美観保持・メンテナンスコスト低減を実現しています。
『塗装劣化の主な原因と対策』
長年使用する中で発生する塗膜劣化には、いくつかのパターンがあります。
・チョーキング(白亜化):紫外線による樹脂分解 → 耐候性の高い上塗り塗料で対策
・剥離:下地処理不良・水分侵入 → ブラスト処理と乾燥管理を徹底
・錆の再発:塗膜欠損部からの腐食 → 局所補修と定期点検が重要
・変色・ツヤ引け:環境汚染物質や熱影響 → 上塗りの材質選定で対応
塗装仕様を決定する際には、**使用環境(屋外/屋内、湿度、塩害、薬品など)**を十分に考慮することが重要です。
【変色?時間経過による塗膜の劣化について】
https://zc1.campaign-view.jp/ua/viewinbrowser?od=3za5d769fea8002e9c31b83c814d556f2898f0a35241558fe32586041800b52b1a&rd=113dc134c6e2687&sd=113dc134c6e2677&n=11699e4be84f0f9&lkd=113dc134c6e23e4&mrd=113dc134c6e2661&vm=y
『原田鉄工の取り組み』
原田鉄工では、鉄・アルミ・ステンレスなど各種金属に対し、最適な下地処理と塗装仕様を提案しています。
ブラスト、脱脂、重防食塗装など、工程ごとに専門スタッフが品質を管理。
塗装前後の環境条件の確認、膜厚・外観検査を実施し、安定した品質を維持しています。
また、塗料メーカーと連携した試験データの共有により、最新の防錆技術にも対応しています。
「長期耐久性」「美観性」「コストバランス」を兼ね備えた塗装仕様のご提案が可能です。
『まとめ』
金属塗装の寿命を決めるのは、塗料そのものよりも“下地処理”の品質です。
確実な脱脂・ブラスト・プライマー処理を行い、適切な塗料を組み合わせることで、長期的な耐食性を確保できます。
塗装トラブルを防ぎ、設備の寿命を延ばすためにも、施工段階からの技術的サポートが欠かせません。
原田鉄工では、用途・環境・コストに応じた塗装仕様のご相談を随時承っております。
塗装に関する技術的なご質問やお見積りのご依頼は、ぜひお気軽にお問い合わせください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト加工業者・メーカーの決定版|原田鉄工が教える素地調整と重防食塗装のすべて】
金属製品の長寿命化や高品質な塗装を実現するために欠かせないのが「ブラスト加工」です。
しかし、ブラスト加工を依頼する際、「どの業者を選べばよいのか」「どのような規格があるのか」と悩まれる方も少なくありません。
本記事では、広島を拠点に創業80年以上の歴史を持ち、中国地方最大級の設備を誇るブラスト・重防食塗装のスペシャリスト「原田鉄工株式会社」の知見をもとに、ブラスト加工の基礎知識から、業者選びのポイント、最新の施工事例までを徹底解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. ブラスト加工とは?塗装の寿命を左右する「素地調整」の重要性
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を金属表面に高速で衝突させ、表面を加工する技術です。
塗装業界では、塗装前に行う表面清浄化作業を「ケレン(素地調整)」と呼びますが、ブラストはこのケレン作業の中で最もグレードの高い手法とされています。
『なぜブラスト加工が必要なのか?』
どれほど高性能で高価な塗料を使用しても、土台となる金属表面にサビや酸化被膜(ミル スケール)、汚れが残っていれば塗膜は数年で剥がれ落ちてしまいます。
統計によれば、「塗膜寿命の約50%〜80%は素地調整(ケレン)の品質で決まる」と言われています。
ブラスト加工を行うことで、以下の3つの決定的効果が得られます。
①徹底した異物除去: サビ、黒皮、旧塗膜、目に見えない塩分や油分を完全に除去し、純粋な金属素地を露出させます。
②アンカー効果の付与: 表面に微細な凹凸(粗面)を形成することで、塗料が「くさび」のように食い込み、驚異的な密着力を生みます。
③製品寿命の延長: 腐食の原因を根本から絶ち、強固な塗膜を形成することで、メンテナンス周期を劇的に延ばし、トータルコストを削減します。
2. ブラスト加工の種類と方式
ブラスト加工には、使用する動力や研磨材によっていくつかの方式があります。
製品の形状や目的に応じて最適な方法を選択することが、メーカーとしての技術の見せ所です。
『代表的な4つの方式』
・エアーブラスト(乾式): コンプレッサによる圧縮空気で研磨材を噴射します。ノズルを自在に操れるため、大型構造物や複雑な形状、タンク内部の施工に最適です。原田鉄工ではこの方式を主力としています。
・ショットブラスト(機械式): 羽根車(インペラ)の遠心力で研磨材を投射します。定型品の大量処理に向いていますが、複雑な凹凸への対応には限界があります。
・ウェットブラスト(湿式): 水と研磨材を混合して噴射します。粉塵が少なく精密な加工が可能ですが、施工後のサビ管理が難しく、特殊な精密部品に用いられます。
・バキュームブラスト(吸引式): 噴射と同時に回収を行う方式で、粉塵を嫌う現場工事などで使用されます。
『研磨材(メディア)の使い分け』
・グリットブラスト: 鋭角な鉄の粒子を使用。研削力が極めて高く、重防食塗装の下地に最適です。
・サンドブラスト: 砂やセラミックを使用。クリーニングや梨地仕上げに適しています。
・ガラスビーズブラスト: 表面を傷つけすぎず、美しい光沢やバリ取り、ステンレスの仕上げに用いられます。
3. 国際規格(ISO/SSPC)とケレン区分
ブラスト業者に依頼する際、重要になるのが「清浄度」の規格です。原田鉄工では、国内外の厳しい規格に対応した施工を行っています。
『ケレンの分類』
・第1種ケレン(ブラスト法): 完全に金属光沢を露出させる最高グレード。船舶や橋梁など、過酷な環境下の構造物に必須です。
・第2種ケレン(電動工具): ディスクサンダー等を使用。ブラストが困難な部位などに用いられます。
『国際的なブラスト規格』
・ISO規格(Sa3 / Sa2.5 / Sa2): 世界的に普及している規格。Sa3は完全に不純物がない状態を指します。
・SSPC規格(SP5 / SP10 / SP6): アメリカの鋼構造物塗装協会が定める規格。海洋プラントや重工業分野で広く用いられます。
原田鉄工ではこれらの規格に基づき、熟練の専門検査スタッフによる徹底した品質管理を行っています。
4. ブラスト加工メーカーとしての「原田鉄工」の強み
広島から全国へ、高品質なブラスト・塗装を提供する原田鉄工には、選ばれる理由があります。
『中国地方最大級の大型設備』
幅7m × 奥行10m × 高さ3.5mの大型ブラストルームを2基完備。
10トンまでの大型製缶品や、10mを超える長尺物にも対応可能です。
さらにグリットブラスト用とサンドブラスト用の専用室を分けることで、材質に合わせた最適な処理をスピーディに行います。
『ブラストから塗装までの一貫施工』
ブラスト後の金属表面は非常に活性化しており、放置すると数時間で「戻りサビ」が発生します。
原田鉄工では、ブラスト設備と塗装工場を併設。
「ブラスト後4時間以内のプライマー塗装」を鉄則としており、理想的な防食性能を確保します。
『80年の実績が支える「重防食塗装」』
海上や水中といった過酷な環境で使用される構造物の保護を専門としてきました。
エアレス塗装機を駆使し、規定の膜厚をムラなく管理する技術は多くのインフラ・プラントメーカーから高い信頼を得ています。
ステンレスへの特殊塗装やアルミの剥がれない塗装など、難易度の高い素材にも対応可能です。
5. ブラスト加工の施工事例と対応範囲
原田鉄工では、多種多様な業界の製品を扱っています。
・橋梁、土木:橋桁、鉄骨、重機、設備、防護柵、海上または海中構造物。
・プラント設備:タンク、配管、サポート、圧力容器、フレーム、架台、鋼構造物。
・造船、海洋:船体部品、甲板設備、海中構造物。
・産業機械:建設機械部品、産業機械部品、搬送装置、駆動部品、大型構造物。
・インテリア:装飾品等の特殊梨地仕上げ、美装塗装。
手動式エアーブラストを採用しているため、複雑な溶接構造物や機械では届かない「内径部や隅肉部」まで余すことなく熟練の職人が1点1点丁寧に施工します。
6. ブラスト業者選びで失敗しないためのポイント
信頼できるブラストメーカーを選ぶには、以下の3点を確認することが重要です。
①設備規模と対応重量: 依頼したい製品が無理なく入るか、クレーン容量は十分か。
②塗装までの一括対応: 運送コストの削減だけでなく、ブラスト直後の塗装が可能かどうかが品質の鍵です。
③規格への理解と検査体制: ISOやSSPCといった規格に準じて対応、適切な検査データ(膜厚・環境管理・使用した塗料の詳細情報などを含めた塗装報告書)を提出できるか。
原田鉄工はこれらすべての条件を満たし、お客様の製品に「最高の鎧」をまとわせるお手伝いをいたします。
7. まとめ:広島のブラスト・塗装なら原田鉄工へ
ブラスト加工は完成してしまえば目に見えない工程です。
しかし、その「目に見えないこだわり」こそが、製品の価値を決め社会インフラの安全を守ります。
「サビを完全に落としたい」「塗装を長持ちさせたい」「大型品の処理に困っている」といったお悩みがあれば、ぜひ原田鉄工株式会社へご相談ください。
創業より培った経験と最新の大型設備、そして徹底した品質管理で、お客様の期待を超える仕上がりをお約束します。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
-------------------------------------------------------------------------------------------------
お問い合わせ・お見積りはこちら
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
対応エリア:広島を中心に全国対応(大型品輸送もご相談ください)
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【鉄に現れるイヤな錆|原因・予防・確実な落とし方】
製缶・ブラスト・塗装を手がける原田鉄工です。
創業80年以上、海上・沿岸部など過酷な環境で使われる鉄製品の防錆・錆落としに取り組んできた経験をもとに、現場で役立つ錆の知識をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
▼ なぜ鉄は錆びるのか?
鉄が錆びるには「酸素」と「水分」の2つが必要です。これらが接触することで鉄はイオン化し、酸化が始まります。一度発生した赤錆は表面に凹凸を作り、反応面積が広がることで加速度的に進行するため、早期対応が重要です。
▼ 錆を進行させる主な環境要因
高湿度・雨水への暴露
海沿い・沿岸部(塩分による促進)
酸性環境(酸性雨・薬品など)
異種金属との接触(ガルバニック腐食)
▼ 錆の予防策と落とし方のポイント
錆の予防には、酸素・水分と鉄を遮断する「塗装」が基本。ただし、塗装前の素地調整(ケレン)の品質が耐久性を左右します。
すでに錆が発生している場合は、物理的除去(ブラスト処理)と化学的除去(薬品処理)を組み合わせる方法が確実です。
▼ 詳しい解説は記事でご覧ください
錆が発生するメカニズム・予防策・プロの落とし方を、図解を交えてより詳しく解説しています。
製品の長寿命化や防錆対策でお悩みの方はぜひご一読ください。
🔗 記事はこちら → https://harada-tekkou.co.jp/pages/75/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

ワールド工業の筆めっき|御社の現場へ出張メッキ対応(岡山、愛媛、香川、兵庫、島根、全国へ)
大型機械や生産ラインの補修に頭を悩ませていませんか?ワールド工業の筆めっきサービスが、その悩みを解決します。
当社では、筆めっき歴30年の職人技術をもつ手で施工していきます。
筆めっきとは、電気めっき技術を応用した部分めっきの手法です。通常のめっき槽を使わず、専用の筆具、整流器、処理液だけで施工が可能です。この技術の最大の特長は、設備の分解が不要で、稼働中の生産ラインでも補修ができることです。
ワールド工業は、お客様の工場へ直接出張し、必要な箇所だけを的確にめっき修理・補修します。連休中の短期間でも対応可能で、生産への影響を最小限に抑えられます。
広島県福山市から車で全国へ出張対応可能です。
→岡山県 1時間~
→香川県 1時間半~
→愛媛県 2時間~
→兵庫県、島根県 2時間半~
筆めっきの技術は
食品機械、製鋼所、印刷機械、金型(プレス、鍛造、射出成形、ゴム)、
産業機械、建設機械など、幅広い産業で活用されています。
具体的な用途例として:
・食品機械の大型収縮ロール
・製鋼所の大型ロール
・印刷機械の製紙ロール
・金型(プレス、鍛造、射出成形、ゴム)
・産業機械の油圧シリンダー
・建設機械の油圧シリンダー
ワールド工業は、1993年の設立以来、硬質クロームめっき加工のスペシャリストとして技術を磨いてきました。業界初の3mmまでの厚付けクロームめっきを実現し、複雑な形状の金型へのめっき加工技術も保有しています。
「複雑なめっき加工」「早期出荷対応」をモットーに、お客様の満足度向上に努めています。当日注文翌日出荷にも対応可能な迅速さも、ワールド工業の強みです。
設備の補修や機能向上でお困りの際は、ぜひワールド工業の筆めっきサービスをご検討ください。お客様の課題に合わせた最適なソリューションを提供いたします。
-----
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466

~業界初!3mm硬質クロム厚付け技術が特集で紹介されました~
この度、ワールド工業の革新技術が経済レポート特集記事(2025年8月1日号)で大々的に取り上げられました!「硬質クロム3㎜厚付けを実現 独自の筆めっきで出張修理請負う」というタイトルで、当社のオンリーワン技術が業界で大きな注目を集めていることが紹介されています。
【業界紙でも紹介された画期的技術】
★業界初!3mm硬質クロム厚付け技術
記事では「業界初の硬質クロム3㎜厚付けなど、オンリーワン技術を誇る」として当社技術が紹介され、「硬質クロムめっきの薬液に改良を加えて、加工時間の短縮化や効率化を果たし、3㎜厚付けを実現した」革新性が評価されました。
★独自開発の薬液技術
梅本社長のコメントとして「弊社の薬液は、短時間で加工できる上、その後の耐久性も既存品と変わらない耐久力を誇る」技術力が強調されています。
★30年のベテラン職人による筆めっき
「筆めっき歴30年のベテラン職人によって、現地での出張クロムめっきもできるようになった」として、技術力と経験の融合が報告されています。
【なぜ特集記事で取り上げられたのか?】
それは、製造現場の深刻な課題を根本的に解決する技術だからです!
►従来の限界を突破
記事では「通常は0.02~0.03㎜程度を施すが、腐食や摩耗が進んでいた場合や加工前の下処理で削りすぎてしまった場合でも、リカバーできるよう厚く塗るための研究を進めてきた」背景が紹介されています。
►革命的な解決策
「従来であれば溶接による肉盛りで応急処置をするか、部品を差し替えなければならないケースでも、同社の技術はほとんどその場での修理でリカバーさせることができ、得意先からも大いに喜ばれている」と、抜本的な問題解決として評価されました。
【こんな現場課題をお持ちのエンジニアの方へ】
✔機械部品の摩耗で頻繁な交換が必要
✔下処理で削りすぎてしまった部品の救済
✔溶接肉盛りでは強度や精度に不安
✔部品交換によるダウンタイム短縮したい
✔腐食・摩耗進行部品の延命対策が必要
【記事で紹介された技術的優位性】
◎3mm厚付けによる圧倒的な耐久性向上
通常の100倍以上の厚みで、従来不可能だった重度摩耗部品も完全復活
◎短時間加工+高耐久性の両立
独自薬液により「短時間で加工できる上、既存品と変わらない耐久力」を実現
◎現地出張による究極の利便性
「現地出張による短期間低コスト」で、設備停止時間を最小限に
【実績が裏付ける信頼性】
記事では「主に大手製鉄会社や造船会社などからの受注に応えるべく研鑽を積み」とあるように、業界最大手からの信頼を獲得している技術力です。
・1992年創業以来の専門技術蓄積
・大手製鉄会社・造船会社との継続取引
・独自薬液開発
・30年の職人技術による確実な施工
【導入効果の比較】
従来工法:
部品交換 → 高コスト・長期停止
溶接肉盛り → 強度不安・精度問題
ワールド工業3mm厚付け:
現地施工 → 低コスト・短期間
高耐久性 → 長期安心・精度維持
記事で「今後は周知に努め、広範囲からの集客を目指す」とありますが、この画期的な技術をぜひあなたの現場でも活用してみませんか?
部品交換や溶接肉盛りでお困りの現場に、業界初の3mm厚付け技術で革新的な解決策をご提案いたします!
─────────────────────────────────────
技術相談・お問い合わせは下記までご連絡ください。
https://ja.nc-net.or.jp/company/104386/inquiry/
お電話でのご相談:084-981-0465
※「エミダスで見た」とお伝えいただくとスムーズです。
ワールド工業株式会社
https://world0527.co.jp/
〒721-0957 広島県福山市箕島町南丘6484-3
TEL: 084-981-0465 FAX: 084-981-0466
ブチルゴム(IIR)とは?素材特徴と違い比較|気密性と耐候性から見る製品用途とメリット
【IIRの歴史と開発背景】
ブチルゴム(IIR)は、1937年にエクソンモービル社(当時のスタンダード石油)によって開発された合成ゴムです。第二次世界大戦中の天然ゴム不足を補うため、特に気密性を要する用途向けに開発されました。イソブチレンとイソプレンの共重合体で、優れたガスバリア性が特徴です。
【化学構造と特性】
IIRは、イソブチレン(約98%)とイソプレン(約2%)の共重合体です。高度に飽和した分子構造により、以下の特徴的な性質を示します
- 極めて低いガス透過性
- 優れた耐候性・耐オゾン性
- 良好な耐薬品性
- 広い使用温度範囲
- 高い電気絶縁性
【製造方法】
主な製造工程
1. 低温カチオン重合
2. 重合停止
3. 脱溶剤
4. 乾燥
5. 梱包
【グレードと規格】
不飽和度による分類
- 標準グレード(不飽和度:1.5-2.5 mol%)
- 高不飽和度グレード(2.5 mol%以上)
- 特殊グレード(ハロゲン化ブチルなど)
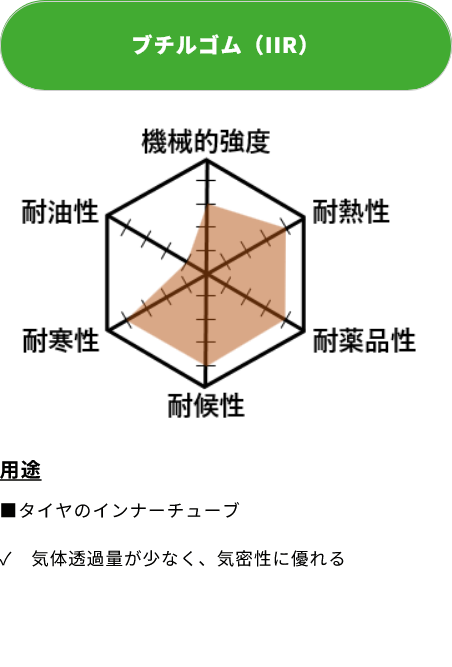
【ブチルゴム (IIR)の物性】
▶主な特徴:
耐候性、耐オゾン性、耐ガス透過性がよく(気体透過量が少なく、気密性に優れる)、極性溶剤に耐える。
機械的強度:3
耐熱性:4
耐薬品性:4
耐候性:4
耐寒性:4
耐油性:1
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 0.91-0.93
▶機械特性
可能なJIS硬さ範囲 : 20-90
引張強さ : 50-150 kg/cm²
伸び : 100-800%
反発弾性 : △
引裂き強さ : ○
圧縮永久歪 : △
耐摩耗性 : ○
耐屈曲亀裂性: ◎
▶物理的特性
耐熱性(最高使用温度): 150℃
耐寒性(ぜい化温度): -30~-55℃
耐老化性 : ◎
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : ×
ガス透過性: 0.9-1.0cc・cm/cm²・sec・atm
耐放射線性: ×
▶電気特性
体積抵抗 : 10^16~10^18Ω/cm、25℃
破壊電圧 : 24000V/mil,短時間
誘電率 : 2.1 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ×
ベンゼン・トルエン: △
トリクレン: ×
アルコール: ◎
エーテル: △~○
ケトン(MEK): ◎
酢酸エチル: ◎
水: ◎
有機酸: △~○
高濃度無機酸: ◎
低濃度無機酸: ◎
高濃度アルカリ: ◎
低濃度アルカリ: ◎
▶主な用途
自動車タイヤのインナーチューブ、電線被覆、窓枠ゴム、スチームホース、耐熱コンベアベルトなど
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:高温での長期使用
- 機械的劣化:繰り返し応力
- 油による膨潤:油類との接触
- 放射線劣化:放射線暴露
防止策
1. 適切な配合設計
2. 使用環境に応じたグレード選択
3. 適切な加工条件の設定
4. 定期的な点検と交換
【用途別の特徴と要求性能】
1. タイヤ用途
- 低空気透過性
- 耐屈曲性
- 接着性
2. シール材用途
- 気密性
- 耐候性
- 圧縮永久歪特性
3. 電気絶縁用途
- 高絶縁性
- 耐候性
- 耐オゾン性
【市場動向と将来展望】
環境規制の強化に伴い、省エネルギー性能に寄与する低空気透過性材料としての需要が増加しています。特に、自動車タイヤのインナーライナーとしての使用が拡大傾向にあります。
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174

材料の一次加工からの製作品です。
図面は支給していただき製缶加工致しました。
・対応範囲 仮組、溶接、仕上げ、組み立て(検査)
※お客様の機密保持の為、写真には一部加工を加えております。
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜

材料の一次加工からの製品です。
コンクリート打設時の大型鉄筋架台です。
現場の進行状況に合わせ製作、搬入致しました。
・対応範囲 仮組、溶接、仕上げ、検査
※お客様の秘密保持の為、写真には一部加工を加えております。
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜

・フラックスワイヤDWー100使用
・脚長7㎜
・母材板厚12t/8t
・歪み修正
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜

材料の一次加工からの製作品です。
図面は支給していただき製缶加工致しました。
・対応範囲 仮組、溶接、検査
※お客様の機密保持の為、写真には一部加工を加えております。
株式会社TOKO
https://toko-iron.com/
広島県東広島市
TEL:0846-31-1133
MOB:090-7547-1370
FAX:0846-31-1133
営業時間:8:00~17:00
定休日:土曜・日曜
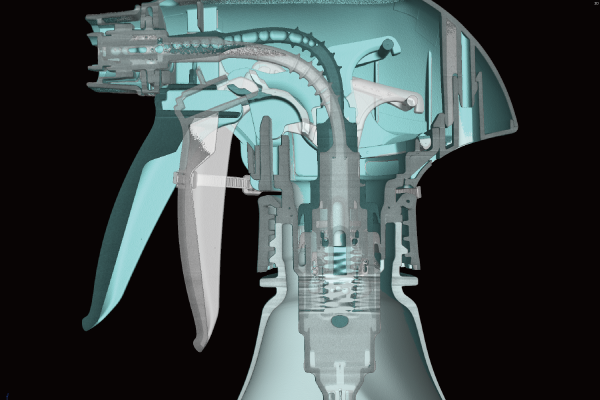
X線により物体を透過するCTスキャンを利用すると、
自由な曲面を持つ複雑な形状も3Dデータに
することができます。
また、ノイズの除去や欠陥部をデータ処理作業を
することによって、より綺麗なデータを取得可能です。
なので植物や昆虫といった、
従来のスキャン技術では難しかった
複雑な形状の対象物も容易に
スキャニング可能となっております。
ぜひ、キャステム京都CTスキャンサービスを
ご活用くださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由となっておりますので、
お気軽に遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

【CTスキャンを活用しませんか?】
製品の傷や欠けなどは目視で確認できても、
内部で起きている鋳巣・欠陥などの問題は確認することが難しいものでした。
製品の不良が起きてから内部の検査をするのではなく、
問題が起こる前に製品を傷つけないで検査や評価することができる
非破壊検査”は、品質の安定または技術の向上に繋がり、
重要性の高い検査方法のひとつです。
【スキャニングの特徴】
産業用CTスキャナは高品質なデータを得ることが出来ます。
工業製品の品質検査や評価など、さまざまな用途で利用可能です。
【スキャニングを終えた後にできること】
CTスキャンで取得した3Dデータから設計図との形状比較が可能です。
これにより製品の出来栄えが3Dデジタル画像で検証できます。
キャステム京都ではこれまでに様々な案件を
承ってまいりました。
まずはお気軽にご相談ください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
高強度アルミ材である超々ジュラルミンA7075が弊社オリジナル鋳造材規格としてロストワックス精密鋳造、金型レス鋳造デジタルキャストで使用可能。シンプル形状から三次元複雑形状や中空形状まで再現性高い鋳造法で軽量化や強度アップに活用してみませんか。試験的に1個だけ試したい際でも金型製作不要なデジタルキャスト方式で初期金型コスト0円で鋳造お試し、強度評価等で問題無ければ起型化によるロストワックス精密鋳造でリピート量産化が弊社のみで完結出来ます。その他70鋼種以上の金属材質にも対応しておりますのでお気軽にご相談ください。

画像は、従来は切削加工品だった部品をMIM(金属粉末射出成形、メタルインジェクションモールディング)製法に切り替える事で量産性が向上し、リードタイム改善となった事例です。また、徐肉により材料重量を90g近く削減する事で、コストダウンも実現しました。
◎製品概要
・材質:SUS304L
・サイズ:40×35×35
・MIMの場合は製品重量がコストに大きく影響するため、できる限り徐肉
【キャステムのMIM製法】
MIM(金属粉末射出成形)製法とは、金属粉末と有機バインダ(樹脂)を混ぜ合わせ、金型に射出することによって目的の形状の金属部品を製造する加工法です。肉厚5mmまでの微細三次元複雑形状が得意で、密度95%以上。ミリオーダーに対応し、通常焼結品よりも機械的強度に優れています。金属粉末とバインダを混錬させ作るコンパウンドの自社開発も進め、1991年に米国特許を取得しました。
【特徴】
■対応ショット数50個以下の場合、素材の最短納期30日、加工込みだと45日で対応。金型費の目安は19万円~の「トライやる型」も扱っています。ロット10個から万単位まで幅広く対応します。
■生産の9割以上を100%出資の海外工場で製作。自社で金型製作し、型費初期コストの低減提案も可能。
■国内・海外工場ともISO9001取得。しっかりとした管理体制のもと品質管理を実施しています。
■鉄、ステンレス、チタンなど通常のMIM材質以外にも幅広く対応。
■精密加工、熱処理、メッキ等、一貫生産が可能
■1g以下から100gまで(肉厚0.2mm~5mm、数㎜~φ50~80程度)が目安
医療機器部品、雄/雌ネジ、内筒、サイドプッシャーなど実績多数。
小物金属部品製造のことなら、お気軽にお問い合わせください。
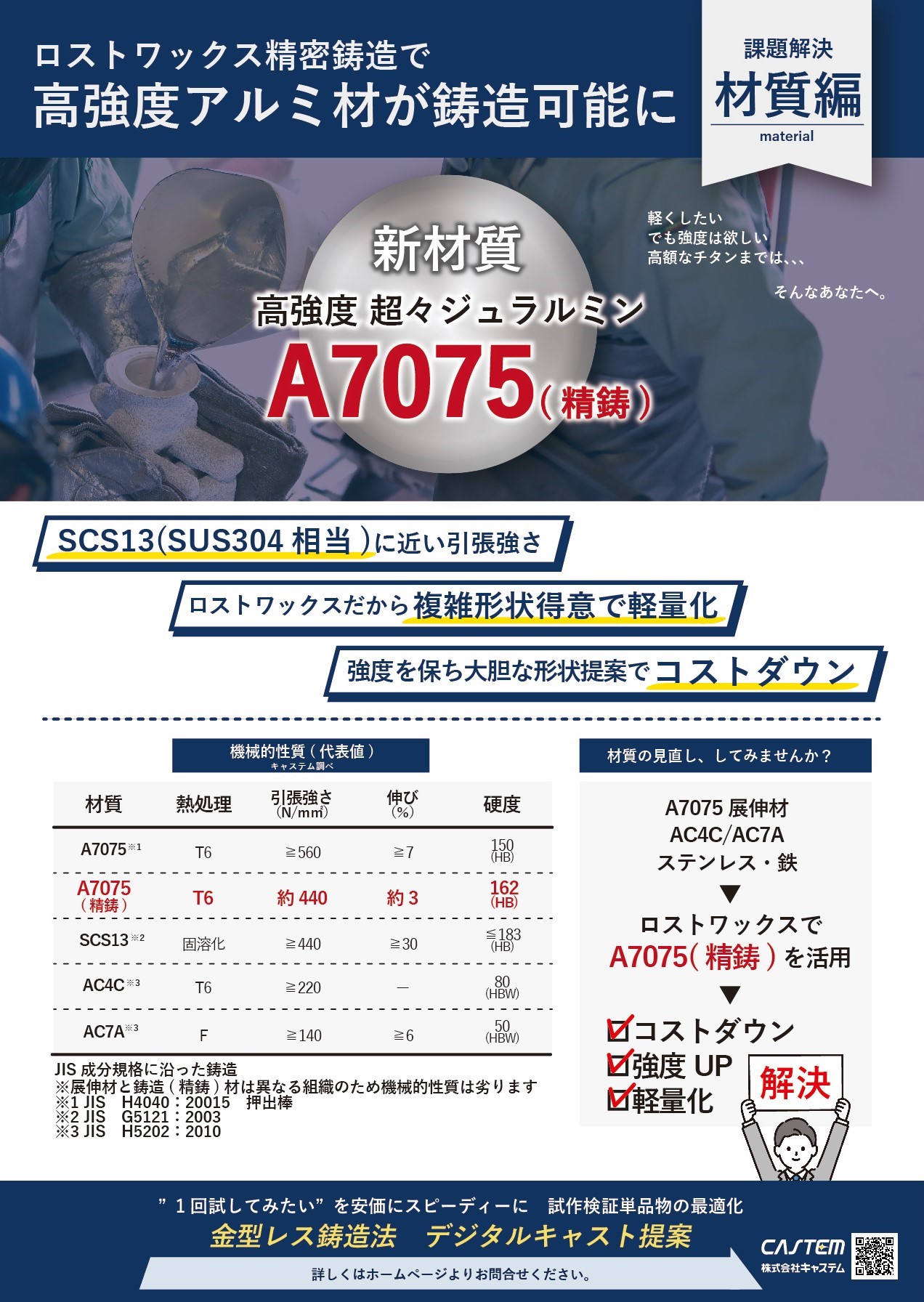
高強度アルミ材である超々ジュラルミン「A7075(精鋳)」が、弊社オリジナル鋳造材規格に!
ロストワックス精密鋳造や金型レス鋳造「デジタルキャスト」で使用可能です。
「軽さと強度がほしい」「でもチタンは高い。なんとかコストを抑えたい…」
そんなお悩みを解決します。
アルミ材特有の軽さを備えつつ、引張強さはステンレス材「SCS13(SUS304相当)」に近い実績値。
軽さや強度が求められる航空宇宙部品やロボット部品に適しています。中空・複雑三次元形状を得意とするロストワックス精密鋳造で、最適な形状提案によるコストダウンにつなげます。
「試験用に1個だけほしい」。そんな場合も、お試ししやすい初期金型コスト0円の「デジタルキャスト」で鋳造対応。
その後、金型製作からのロストワックス精密鋳造で「試験→リピート量産」が1社で完結できます。
その他にも70鋼種以上の金属材質にも対応しておりますので、ホームページなどからお気軽にご相談ください。

いま切削や溶接で製造している部品を、より低コスト・短納期で作ってみませんか?
画像の部品は、元々は2つの部品を切削加工で製作したのち、溶接して製作されていたものです。
【インコネル625】という特殊材質であるため、海外の加工業者から仕入れが必要で余計にコスト高となっていました。
また、この材質は加工硬化が生じやすく、切削加工が非常に困難でもあります。
しかし、金型不要・多材質対応の鋳造方法である【デジタルキャスト®】ですべて解決!
デジタルキャスト®のポイントは、以下の通りです。
✅最短納期は1週間
✅70鋼種以上の材質(鋳造材)を選択可能
✅1個から製造可能
✅型費0円
量産を見据えた試作や小ロット量産の見積も大歓迎です!
お客様のご希望に柔軟に対応いたしますので、軽量化・形状変更など検討中の部品がございましたらまずはお気軽にお問い合わせください。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
―高強度アルミ材「A7075(超々ジュラルミン)」の鋳造対応
A7075は、アルミ特有の軽さを持ちながら、引張強さはステンレス材(SUS304相当)に近い実績値を持つ材料です。
そのため、
・航空宇宙部品
・ロボット部品
・軽量化が求められる機械部品
などに適しています。
✅複雑形状・中空形状も対応
当社のロストワックス精密鋳造では、切削加工では難しい中空形状や複雑な三次元形状にも対応可能。
最適な形状をご提案することで、部品点数の削減やコストダウンにつなげます。
✅金型なし・1個から試作可能
「まずは1個だけ試したい」そんな場合には、初期金型コスト0円の金型レス鋳造【デジタルキャスト】をご利用いただけます。
試作:デジタルキャスト
量産:ロストワックス精密鋳造
といった形で、試験から量産までを1社で完結できます。
✅多様な金属材料に対応
当社では、A7075以外にも70鋼種以上の金属材料に対応しています。材料選定や工法についても、お気軽にご相談ください。
「軽さと強度、どちらもほしい」
「チタンほど高価な材料は使えない」
そんなお悩みはありませんか?
当社では、高強度アルミ材として知られる超々ジュラルミン(A7075)を、独自の鋳造材規格としてご提供しています。
軽量化・高強度・コスト削減を検討中の方は、ぜひお気軽にお問い合わせください。

医療機器や航空宇宙向けなど、小型で精密な金属部品を試作したいとき、こんなことで困った経験はありませんか?
・試作したい数量は少ないのに、金型費が高い
・微細形状なので加工方法が限られる
・チタンなど、使いたい材質に対応できない
小ロット試作には、MIM(金属射出成形)が最適です。
MIM(金属粉末射出成形)は、樹脂成形のように金属を成形できる工法です。
【📍MIMの特長】
✅最小肉厚0.1mmからの微細形状に対応
✅複雑形状やシャープなエッジの再現が可能
✅試作から量産まで、数量に応じた金型コスト提案が可能
複雑な形状や微細な構造を、切削加工では難しいレベルまで一体で成形できるため、
・小型ネジ
・医療機器部品
・航空宇宙関連部品
などで多く採用されています。
「MIMは量産向けで、試作には向かない」
そんなイメージを持たれがちですが、弊社では試作向きの金型プラン「トライやる型」をご用意しています。
【📍トライやる型の特長】
✅金型費:19万円~
✅最大50ショットまで対応
✅小ロット試作に最適
※対応条件がありますので、詳細はお問い合わせください。
キャステムでは、金型製作から成形、後加工(精密加工・熱処理・メッキなど)まですべて自社一貫対応しています。
・小型金属部品を試作したい
・金型費を抑えたい
・MIMが使えるか分からない
そんな段階でも問題ありません。
量産を見据えた試作や、「この形状で作れるのか?」といったご相談も大歓迎です。
まずはお気軽にお問い合わせください。
制御ユニット部品:A2017の魅力と加工
●はじめに:制御ユニット部品の重要性
みなさん、こんにちは!制御ユニット部品って、ものづくりの世界では欠かせんものじゃけど、その素材や加工法について詳しゅう知っとる人は意外と少ないんよ。今日は、そんな制御ユニット部品の中でも、特にA2017(ジュラルミン)というすごい素材について、広島の片隅から熱く語らせてもらいますわ。
●A2017(ジュラルミン)の秘密:軽量で強い味方
A2017、別名ジュラルミンちゅうのは、アルミニウム合金の中でもスーパースターみたいな存在なんよ。なんでかって?
1. 軽いのに頑丈:飛行機にも使われとるくらい、軽量で強度が高いんじゃ。
2. 加工しやすい:切削加工性が高くて、複雑な形状も自在に作れるんよ。
3. 多才:鍛造もできるし、熱処理で強度アップもできる優れもんじゃ。
ほいじゃけど、A2017は制御ユニット部品にぴったりなんよ。軽量化と高強度化の両立が求められる現代のものづくりにはうってつけじゃろ?
●難関!長穴加工への挑戦
さて、A2017の魅力は分かっていただけたと思うんじゃけど、ここからが本題よ。制御ユニット部品の側面にある長穴、これがくせもんなんじゃ。普通の会社じゃ、「そりゃ無理」言うてお手上げになるんよ。
でもな、うちの平岡工業じゃったら、この難しい長穴加工もバッチリできるんじゃ!85年以上の経験と、最新鋭の設備を使うて、お客さんの「できんかも」を「できた!」に変えるんよ。
●平岡工業の強み:技術と経験の融合
1. マシニングセンタの匠技:5軸制御の最新マシンで、複雑形状もお手の物。
2. 熟練の技術者:長年の経験を持つ職人が、機械じゃできん細かい調整をするんよ。
3. 一貫生産体制:設計から製造まで、全部うちでやるけん品質管理もバッチリ!
こりゃ自慢じゃないんじゃけど、うちの技術力はホンマもんよ。難しい加工も、「まぁやってみんさい!」ちゅう姿勢で挑戦しとるんじゃ。
●お客様の声:A2017部品の実績
「平岡工業さんに頼んでよかった!」ちゅう声をようけ聞くんじゃ。例えば:
- 自動車メーカーA社:「特殊車両の軽量化に成功して、燃費が改善したわ」
- 航空機部品メーカーB社:「高精度の部品で、安全性が向上したんよ」
- 医療機器メーカーC社:「複雑な形状も思い通りに仕上がって感動した!」
みんな、A2017の特性を最大限に活かした制御ユニット部品で、製品の価値をグンと上げとるんよ。
●まとめ:制御ユニット部品とA2017の可能性
A2017を使うた制御ユニット部品は、軽量化と高強度化の夢を叶える魔法の素材じゃ。でも、その魔法を引き出すんは、やっぱり匠の技術なんよ。
平岡工業は、そんな匠の技と最新技術を融合させて、お客さんの「できたらいいな」を現実にする、いわば「ものづくりの魔法使い」なんじゃ。
あんたの会社の製品、もっと軽く、もっと強く、もっと高性能にできるかもしれんのよ。ほんじゃけど、一度うちに相談してみんさいや。
→ さあ、次のステップへ!
もっと詳しい情報が知りたいんじゃったら、ぜひこちらの資料をダウンロードしてみてください。きっと、新しい発見があるはずじゃ。
【資料PDFダウンロード】
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
この資料、社内の上司や同僚にも見せてあげてくださいね。みんなで「へぇ~」言うて驚くこと間違いなしじゃけん!
ほんで、もっと詳しゅう聞きたいことがあったら、遠慮せんと連絡くださいや。うちらも、あんたの会社の成功を全力で応援するけんね!
【会社概要】
平岡工業株式会社
https://www.hiraokaind.co.jp/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
制御ユニット部品のことなら、平岡工業にお任せあれ!一緒に、ものづくりの新しい歴史を作りましょうや!

【加工方法】縦マシニングセンター
【業界・用途】サンプルワーク
【サイズ】肉厚0.5×27×67
【特徴】縦型マシニングのみ使用して加工した薄肉加工のサンプルワークです。
ビビリや反りを発生させないように段取りや加工条件を工夫して完成しました!

部品名:インターフェイス金具
業界・用途:ロケット起立装置
材質:45c H
機能性・形状加工
サイズ:800×250
熱処理
加工方法:立型マシニングセンタ
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ガイドレール ロケット起立装置 SCM材 熱処理 立型マシニングセンタ
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

【ショベルバケット コンクリ・塗装剥がし】
コンクリートまみれになったバケットをブラストで剥がしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
レンタル業者様のご依頼で貸し出ししたバケットがコンクリートまみれになったので、ブラストで綺麗にして再塗装したいとのご依頼でした。
電動工具を使えばできない事も無いかも知れませんが、途方もなく大変なようです。
グリットブラストでコンクリートと古くなった塗膜を剥離させて綺麗にしました。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎バケット(英語:Bucket)
油圧ショベルカーのアームに装着させるアタッチメントの一種です。
様々な形状やサイズがありますが、基本的に土・砂利を掘ったり移動させたりするためのものです。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
-------------------------------------------------------------------------------------------------
[製品情報]
500×500×700
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【耐塩害塗装・重防食塗装の事ならお任せください!】
耐塩害塗装・重防食塗装と言った通常のエアレス塗装だけではなく、
ヘラを使用する高粘度の特殊塗料など多種多様な塗装仕様に対応できます。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
本製品は臨海部にて取付けられる製品で耐塩害塗装を施しています。
耐塩害塗装とは金属にとって過酷な環境である臨海地域でも一定の防食機能を発揮する特殊な塗装です。
ブラスト工法(処理グレード:ISO-Sa2 1/2)で素地調整を行った後、5層塗り重ね合計膜厚は320μm以上となっております。
通常の屋外用塗装は紫外線、雨、湿気、錆などから守る設計ですが、このような塩水や潮風からも守るためには「ブラスト工法による素地調整」と「厚い塗膜」が必要となります。
この「ブラスト工法による素地調整」と「厚い塗膜」は臨海部以外でも効果を発揮します。
通常の塗装より長持ちするのでメンテナンス頻度の削減に役立ち「トータルコスト」を低減する事が出来ます。
屋外で使用し「綺麗で長持ち」させたい製品は是非原田鉄工にお任せください。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
弊社は様々な工事を創業から80年間携わってきておりますので、細かい検査基準や特殊な仕様にも対応できる経験と技術があります。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
-------------------------------------------------------------------------------------------------
[製品情報]
L=5,000mm 計4点
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
耐塩害塗装 5層
-------------------------------------------------------------------------------------------------
上記の内容でお困りのことがあれば、是非ご相談ください。
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎耐塩害仕様
海塩などの影響を受けやすい臨海地域向けの塗装仕様です。
下地処理を行った後、エポキシ樹脂塗料を厚塗りし耐候性に優れた上塗りを使用する事が多いです。
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重量物】SS400 PL 錆落とし
SS400 PL100t 2600×2300 5tもあるプレートの錆をブラストで落としていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
※動画容量の都合上、[前編][後編]と分かれております。
5tもある大きな鉄板をグリットブラスト処理でサビを除去してていきます。
何に使われる鉄板かは分かりません。
サビが進行し腐食が激しい箇所はあばた状になっていましたが、サビを完全に落とし防食を行う事で腐食から母材を守ることが可能になります。
ちなみに本製品はブラストまでの施工範囲となっています。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
グリットとサンドの比較 設備の紹介【前編】
https://www.nc-net.or.jp/company/98405/product/detail/180268
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
[製品情報]
5tプレート
2,600 × 2,400
2.5tプレート
2,600 × 1,200
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の納期は入荷後、2日となっております。
ご要望があれば、ブラスト後の塗装なども対応させていただきます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【再塗装】古い製品を新品に!?
経年劣化でボロボロになってしまった製品を新品に変えます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ご依頼頂いた製品は社内治具です。
経年劣化により塗装が剥がれ、錆が進行していた状態でした。
かなり古い治具だそうで、図面が無いため新しく製作するのにも手間と予算が必要でこまっているとの事でした。
そのため今回はどうしても必要な部分のみ改造と修理を施した後に、再塗装を行いました。
まずブラスト(1種ケレン)で塗装と錆を全て剥がし、下地処理(素地調整)を行います。
その後下塗り、上塗りと塗り重ねを行い完成となりました。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
ブラスト後、塗装した製品は見違えるほど綺麗になり、錆が進行を続け不安があった耐久性も長期に渡って安心できるものとなりました。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
[製品情報]
1500×1500 L=2500
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
合成樹脂調合ペイント上塗り塗装×1回
-------------------------------------------------------------------------------------------------
今回の工期は4日となります。
架台本体と手摺・梯子が塗分けだった為、多少工期が必要でしたが短納期にも対応させていただきます。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
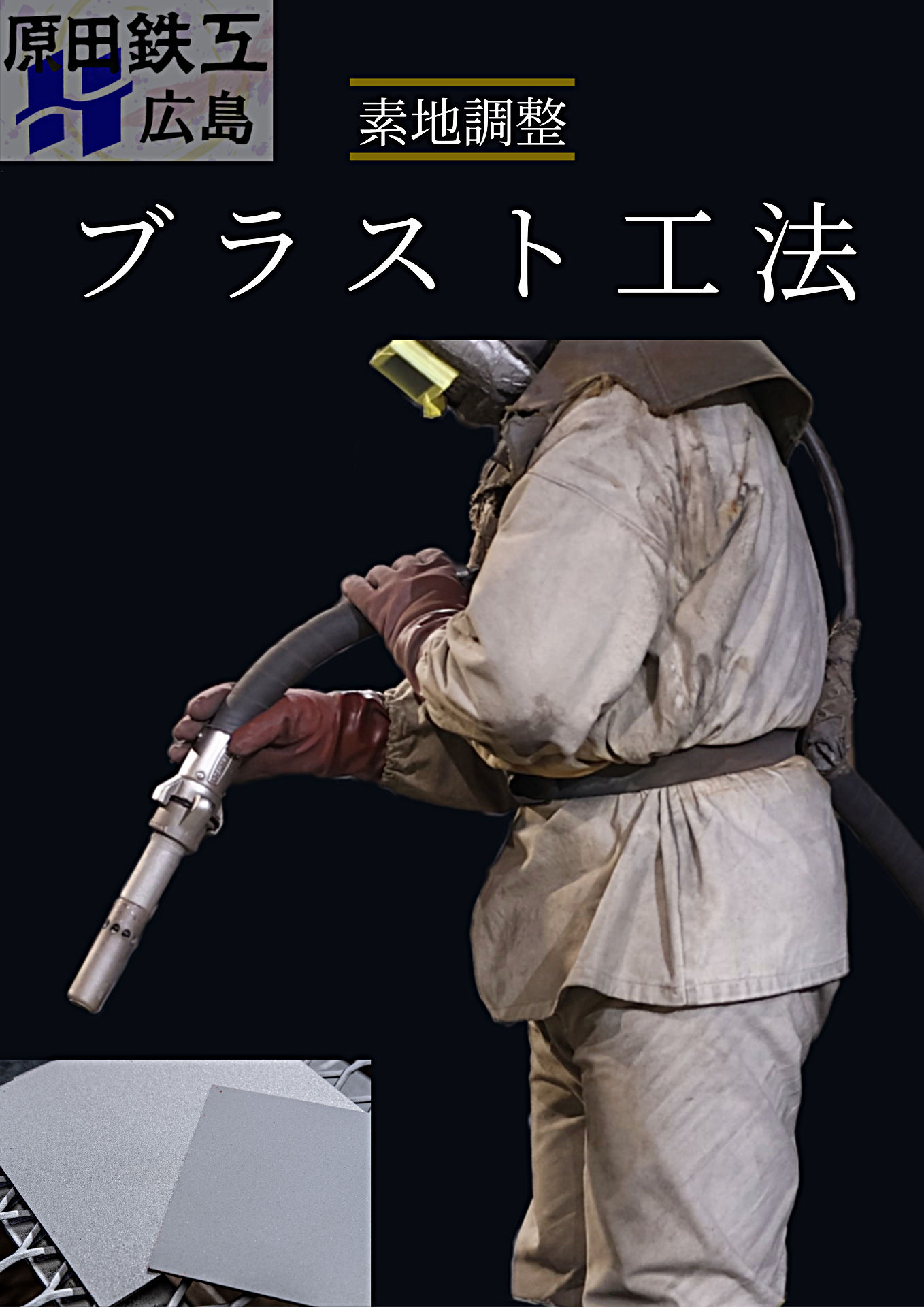
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
素地調整の最も有効な手段「ブラスト工法」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整(ケレン)は塗装を長期に渡り保持する為の必須条件です。
素地調整の工法は様々ありますが、最もグレード(品質)の高いものがブラスト工法となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
ブラスト工法とは?
研磨剤粒子(メディア)を対象物にぶつけ、その表面を叩く・削る事で表面を『清浄化』と『粗面化』する工法となります。
【ブラストを行う事によるメリットは下記リンクへ】
https://www.nc-net.or.jp/company/98405/product/detail/185459/
~主なブラスト工法について~
▽エアーブラスト
圧縮した空気に研磨剤を混ぜ、同時に投射する方法です。
『メリット』
・投射力や投射距離の変更ができるので精度の高い加工を行う事ができる。
・すべての研削材に対応できる。
・あらゆる形状でも加工可能で打ち分けもできる。
『デメリット』
・研磨剤と粉塵多く舞うので、作業環境を整える必要がある。
▽バキュームブラスト
エアーブラストと仕組みは同じですが、ノズル(噴射口)が特殊で研磨剤の噴射と回収を同時に行う方法です。
『メリット』
・研磨剤と粉塵の飛散が少ない。
・使用した研磨剤を回収し、再利用ができる。
『デメリット』
・対象物に対してノズルを密着させていないと加工ができない。
・加工範囲が狭いので、作業効率が悪い。
▽湿式ブラスト
ウェットブラストとも呼ばれ、水と研磨剤を混ぜ、同時に投射する方法です。
『メリット』
・粉塵の発生がほとんどない。
・加工と洗浄を同時に行う事が出来る。
『デメリット』
・製品が濡れてしまう。
・使用後の水処理が必要となる。
上記3種類ともそれぞれメリットとデメリットが存在します。
工法によって必要な機材や施工時間も大きく変わってくるので、もちろん加工単価も異なります。
どのブラスト工法で施工を行うか?
対象物の材質、形状、大きさ・作業環境・予算・工期などを考慮して、どの工法にするかを選ぶ事が重要です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【汚れた塗装を除去】
塗装工場の換気の為に使用されていたファンです。
吸い込んだ塗料が付着し、ボコボコの表面になっており綺麗にしたいとのご依頼です。
1種ケレンのブラストで付着物が全くない綺麗な状態にできました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
本製品は腐食の進行が少なかったので、母材素地は綺麗なままでした。
このまま再度塗装を行えば、ほとんど新品です。
メンテナンスの間隔が長いと腐食が進行し、母材は厚さが減少したり穴が開いたりする場合があります。
ブラストなら旧塗膜と錆などもまとめて除去及び素地調整が可能です。
またブラストで素地調整を行う事で、塗膜の耐久性が向上します。
後のメンテナンス頻度を抑え、コストの負担を減らす事が可能となります。
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【古い塗装を剥がす方法】
塗装は表面を塗料の膜で覆う事で保護しています。
そんな塗装も時間の経過と共に雨風、紫外線などで少しずつ劣化してしまいます。
劣化すると塗装は変色したり、剥がれてきたりします。
塗り直しを行う時はこれらの古くなった塗装を剥がしておく事が「綺麗に仕上り」「長持ち」するコツです!
今回は塗り直しの際に重要となる古い塗装を剥がす方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・なぜ古い塗装を剥がすの?
・古い塗装を剥がす方法と注意点
・塗装が剥がしきれない場合は?
・まとめ
『なぜ古い塗装を剥がすの?』
塗装し完全硬化した塗料の事を「塗膜」と呼びます。
劣化した塗膜は付着力が低くなり、製品を保護する機能を失ってしまいます。
この状態の塗膜の事を「死膜」と呼びます。
死膜を剥がさないまま新しい塗料を塗り重ねても、死膜と一緒に新しい塗膜も剥がれる・ひび割れるなどの不具合が発生します。
逆に古い塗装を全て剥がし、清浄な表面へ再度塗装を行う事で仕上がりは美しく長持ちします。
『古い塗装を剥がす方法と注意点』
塗装を剥がす方法をいくつか紹介します。
1.剥離剤(剥がし剤)を使用する
剥離剤は塗装を剥がすために使用する薬品です。
塗膜に剥離剤を塗り浸透させる事で塗膜が軟化、溶かす事ができます。
使用する前には周辺に付着する事の無いようしっかりと養生を行います。
その後スクレーパーで大まかに塗膜を除去して後、サンドペーパー等で残った細かい部分を仕上げます。
まだ剥がせない塗膜が残る場合は再度、剥離剤を浸透させ同様の手順を繰り返します。
塗膜にキズを付けると浸透が早くなるのでお勧めです。
〈注意点〉
剥離剤にはいくつかの種類があり使用できない材質、剥がせない塗料の相性などを確認して使用しましょう。
プラスチック・ゴム・樹脂の製品は溶けてしまう可能性があります。
剥離剤は化学薬品で人体や環境にとって良いものではないので、使用する際は「換気」「保護具」「廃棄」に気を付けましょう。
2.工具を使用する
身近なものなら「サンドペーパー」「金ブラシ」といったものや「ディスクグラインダー」「エアハンマー」などの電動工具があります。
効率が悪く、大変ですが材質や塗料の種類を問わず剥離できるのが利点です。
大まかに電動工具で塗膜を削り取ったあと、サンドペーパーや金ブラシで仕上げを行います。
これらの工具は多くの種類、形状がありますので剥がしやすいものを選びましょう。
〈注意点〉
電動工具は怪我の恐れがありますので適切な保護具などを着用し、使用しましょう。
剥離させる周囲に傷を付けたくない箇所がある場合は養生を行いましょう。
3.ブラスト加工する
ブラストは研磨剤と呼ばれる細かい粒子をぶつける事で表面を削る加工方法です。
設備が必要となりますが、どんな塗膜や素材でも簡単に剥離する事が可能です。
まず加工が必要ない箇所は養生を行います。
塗膜が完全に剥離できるまで研磨剤を照射し、全ての塗膜を剥がします。
研磨剤には多くの種類がありますので、塗料の種類や材質にあったものを選びましょう。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈注意点〉
粉塵が発生するため防塵マスク等の保護具をきちんと着用しましょう。
材質や厚みによっては変形等の恐れもあるので、圧力や研磨剤の調整が必要となります。
『塗装が剥がしきれない場合は?』
剥がしきれない塗膜はしっかりと付着しており、製品を保護する機能を持っている「活膜」と呼ばれます。
もちろん全て塗膜は剥がして塗り直した方が良いのですが
「活膜」は「死膜」と比較し塗り直し後、直ちに影響がある事はないと考えられているので剥がしきれない場合は諦めるのも一つの手です。
この場合は活膜の上から塗り重ねる事となります。
塗料には塗り合わせの問題があり、適正でない塗料を塗り重ねた場合には「剥離」や「ちぢみ」と言った塗装不良が発生するので注意が必要です。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
まずは残っている活膜と同じか活膜と相性のいい適正な塗料を選定しましょう。
サンドペーパー等で目荒しをしっかりと行った後、削りカス等のゴミを清掃します。
そして刷毛、ローラー、スプレー等で塗装を行います。
塗装後は活膜が残っていた部分が浮き出て表面が凸凹に見える場合はサンドペーパーで表面を滑らかにしたのち、中塗りや上塗りを行えば目立ちにくいです。
仕上りが気に入らない場合は再度同様の作業を繰り返す事で滑らかな塗膜に近づきます。
『まとめ』
古い劣化した塗装は剥がしてから塗装しなければ大して時間が経たないうちに同じような状態になってしまいます。
古い塗装を剥がしてから塗り直すと仕上りが綺麗で長持ちします。
塗装を剥がす方法は「剥離剤」「工具」「ブラスト」の3種類が一般的です。
剥がす塗料の種類、剥がす製品の材質、費やす時間と費用を考慮しどの方法が適しているか選択する必要があります。
【工具を使用した場合とブラスト加工で剥離を比較しています】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工では大型ブラスト設備を完備しており、塗装物の塗り直しを得意としております。
古くなった塗装物を「新品」に戻してみせんか?
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ステンレスでも錆びる!?原因と錆を落とす方法】
ステンレスは錆びないと思っていませんか?
錆びにくいステンレスですが、実は条件によっては簡単に錆びてしまいます。
ステンレスが錆びてしまう原因と錆を落とす方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスについて』
ステンレスは鉄(Fe)とクロム(Cr)を主成分とした合金です。
Stainless=錆びにくい・錆びないと言った意味です。
ステンレスが錆びにくい理由はクロムが空気中の酸素と結びつき「不動態被膜」で表面を覆っているからです。
内部の金属は不動態被膜によって酸素を遮断されているため、錆びにくい性質を持っています。
『ステンレスが錆びる原因』
1.塩分
塩分は不動態被膜を損傷、阻害します。
塩分の強いものとの接触、沿岸部と言った状況下ではステンレスは錆びてしまいます。
2.酸性
酸は不動態被膜を溶かしてしまいます。
酸性の薬品と接触している場合は内部の金属が空気に晒されるので、錆びが発生します。
3.もらい錆び
ステンレスに鉄成分が付着する事で錆びてしまう現象です。
錆びているステンレスや他の金属製品と長期間接触する状況では錆びる可能性があります。
4.汚れ・水分
汚れや水分は不動態被膜を損傷、阻害します。
キズついた部分から汚れや水分が不働態被膜と内部の金属の間に入り込むことで、錆びが発生します。
5.溶接・曲げ
溶接や曲げと言った部分には加工の際に生じた、残留応力が残っている場合があります。
残留応力を残したままの状態が続くと結晶構造に劣化が生じ、そこから錆びが発生します。
『ステンレスの錆びを除去する方法』
1.お酢や重曹でこすり洗い
軽度な錆びにはお酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.錆除去剤を使用する
ステンレス専用の錆除去剤も存在します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.研磨材を使用し研磨する
軽~中度の錆びはペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり力を入れてこすると不動態被膜が傷付きますので、力を入れ過ぎないよう注意です。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ステンレスの錆びを防ぐ方法』
ステンレスは確かに錆びにくい金属ではありますが、状況や環境によっては錆びてしまう事があります。
そのような環境下に晒される場合はステンレスを塗装する方法が有効です。
「塗装しにくい」「剥がれやすい」と思われているステンレスですが、きちんと下地処理を行い塗料を選定する事で塗装が可能です。
塗装を行う事で沿岸部などでも耐用できる、より高い防食性と耐候性を付与できます。
更に塗料で表面を覆っているので、もらい錆や傷がつく事も防いでくれます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
『まとめ』
ステンレスは「不動態被膜」によって保護されているため、錆びにくい。
特定の状況下では錆びが発生しやすいので、使用状況に応じた素材の選定が必要となります。
錆が発生した場合は薬品による除去、研磨材でこする、ブラスト加工といったが有効です。
ただし研磨材でこする場合は表面に傷が付いてしまうと、そこから錆びやすくなってしまうのでそれほどお勧めできません。
また塗装を行う事で耐久性や耐候性を向上しつつ、もらい錆などと言った不具合からも保護することが可能となります。
原田鉄工では大型のブラスト設備を完備しております。
ステンレスにも使用可能な研磨材も常備しておりますので、いつでもステンレス製品のブラスト加工が可能です。
ブラスト加工を行う事で表面は「梨地加工」と呼ばれる微細な凹凸模様へと変化します。
ツヤが無い落ち着いた光沢になるので、反射防止や指紋・キズなど目立ちにくい仕上がりとなります。
またブラストによる「ショットピーニング効果」により残留応力を除去することもできます!
ステンレスのブラスト加工、塗装どちらも多くの実績がありますのでお気軽にご相談ください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【厚塗り塗装でも大丈夫!塗装剥離は原田鉄工にお任せください!】
「塗装を失敗したので剥がしたい」
「塗装仕様が変更になったので剥がしたい」
「古くなって汚れてきたから一度剥がして綺麗に塗りなおしたい」
サンドペーパーはもちろん電動工具でも落とす事が難しいぶ厚い塗装、複雑な形状でも大丈夫!
塗装剥離の事は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストとは?』
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
ブラストとはコンプレッサーで圧縮した空気と一緒に研磨材を高速で噴射し、対象物の表面を加工する方法です。
その威力は鉄の表面についた酸化被膜、塗料、樹脂、ゴムなど付着したものは全て削り取ってしまいます。
そうして不純物の付着していない素地を露出させることで、塗装を長持ちさせる加工法です。
作業者はタンクから伸びる太いホース先端に付けたノズルで加工箇所を狙い、少しづつ表面を加工していきます。
そのためショットブラストでは対応できないような複雑な形状でも加工する事が出来ます!
『対応する素材』
鋼や鋳鉄といった鉄はもちろん、ステンレス・アルミ・マグネシウムなどの非金属系の素材も加工可能です。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の設備』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
「サンドブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレスやアルミ、真鍮といった素材にも加工できます。
「重防食塗装」
屋内塗装工場:650㎡
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『ブラスト加工の効果』
ブラスト加工で表面の酸化被膜や錆を除去したり、表面に凸凹をつくる最大の理由は「塗装の性能を最大限に発揮させ、金属を長持ちさせる」事にあります。
塗装を行う前には必ず「素地調整(ケレン作業)」という前処理を行わなければなりません。
この素地調整を行う事で表面に付着した酸化被膜や錆と言った異物を除去し、清浄な表面に塗料を付着させる事が出来るのです。
異物が付着している汚れた表面に塗装しても塗料は密着する事が出来ず、簡単に剥がれてしまいます。
多くの規格に分かれている素地調整の中で「最も効果的な加工法がブラスト加工」です!
ブラスト加工は表面の異物を完全に除去できるほか、細かい凹凸を作る事で塗料が入り込み固着する「アンカー効果」が発揮されます。
これにより塗装の性能が最大限発揮する事ができ、更に長持ちする事が可能になるのです。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装は下地で性能が決まる!?】
塗装の性能は何によって決まるのでしょうか?
塗料の質?塗装の回数?それとも塗装技術?
どれも重要な要素ではありますが、最も塗装の性能を左右するのは下地です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装の目的』
塗装を行う目的は主に3つに分けられます。
①保護
塗装は塗料で表面を覆う事で保護する役割があります。
元は液体や粉体だった塗料も完全に硬化した塗膜となる事で接触などによる衝撃、紫外線、雨風といったものから守ってくれます。
②美観
塗料は調整する事で様々な色や質感を与える役割があります。
優れた美観に変化させる事で商品に付加価値を付与します。
③機能性の付与
塗料によっては防錆、防腐、防虫や耐熱、断熱、蛍光などの機能・効果を付与する役割があります。
色によって危険性を示す事も可能です。
『塗装の工程』
まずは一般的な塗装の工程(手順)を紹介します。
①塗装の仕様を決める
まずは必要となる性能を元に「下地処理の方法」「塗装回数」「規定膜厚」「塗料の種類」などといった塗装仕様を決定する必要があります。
②下地処理(素地調整)
塗装前に表面に付着した油分・錆・ゴミ・酸化被膜などの不純物は除去する必要があります。
③塗装
使用する塗料を説明書通りの方法・分量にて混合・希釈を行います。
塗料を準備したら規定量を適切にムラなく塗装します。
④検査
塗料が完全硬化すると塗膜厚の計測を行います。
規程となる膜厚に対し過不足がある場合には調整を行います。
⑤再塗装+検査
③~④の工程を繰り返しながら塗装を塗り重ね、完成させます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『塗装は下地で性能が決まる!?』
塗装の目的は3つありますが、最も重要とされるのは「保護」の役割です。
塗装寿命は仕様に大きく左右されますが5年~50年ほどと言われます。
この塗装寿命に影響を与える要素は大きく分けると以下の4項目となります。
49.5%❘下地処理(1種ケレンと2種ケレンの比較)
19.1%❘塗装回数
4.9%❘塗料の種類
26.5%❘塗装技術や周辺環境、気候
下地処理が塗装寿命に与える影響は約50%あり、ほかの項目と比較しても圧倒的です。
1種ケレンはブラスト加工による下地処理
2種ケレンは電動工具を使用した下地処理
方法が異なるだけでここまで塗装寿命に影響を与える下地処理は塗装工程の中で最も重要とされ、下地処理によって塗装性能は決まると言っても過言ではありません。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『そもそも下地処理とは?』
下地処理は下処理や素地調整などとも言われ「塗装に適した表面に変化させる処理」です。
多くの方法があり「表面の状態」や「必要な耐久性」を考慮して、いくつかの処理を組み合わせ作業します。
一般的な下地処理は以下の3工程となります。
〈脱脂作業〉
表面に付着している油分や汚れは塗料を弾いてしまいます。
有機溶剤や洗剤を使用し、ふき取る事で除去します。
〈ケレン作業〉
表面に付着している酸化被膜や錆、劣化した塗装などは塗料の付着を妨げ早期剥離の原因となります。
サンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去しましょう。
ケレン作業は使用する「工具」と「清浄度」によって4つのグレードに分類されます。
表面の状態や必要な耐久性を考慮し、グレードを選定する必要があります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈パテ、プライマー塗付〉
塗装対象物の材質や表面の状態によってはパテ付けが必要だったり、専用のプライマーを塗る必要があります。
パテは劣化している箇所を補修したり、凹んでいる箇所を均一にするなどで仕上がりを美しくします。
特殊な金属や木材、コンクリートに対してはそのまま塗装しても塗料が密着しない、吸い込んでしまう、滲んでしまうなどの不具合を防ぐ専用プライマーを使用する必要もあります。
『まとめ』
塗装性能を決めるのは下地処理です!
なぜここまで下地処理が重要かと言うとしっかり下地処理を行う事で「密着性」「仕上がり」が大きく向上するためです。
下地処理を行わず塗装を行うと表面に付着した油分・錆・酸化被膜といった不純物によって塗装が弾かれたり、簡単に剥がれ落ちてしまいます。
塗装は紫外線や雨風などの影響によって年々減少はしますが、多くの塗装は経年劣化による塗装寿命を迎える前に密着力不足によって剥がれ落ちてしまいます。
またケレン作業とパテ、プライマー塗布によって表面に付着した不純物を除去し、平滑な表面に変える事で塗装後の仕上がりも大幅に向上します。
塗装の性能は下地処理でほとんど決まってしまいますので、必ず行うようにしましょう!
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【エポキシ樹脂塗料の完全ガイド】耐久性と密着性に優れた工業用塗料の特徴と使い方
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性、高い耐久性と密着性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
[目次]
1. エポキシ樹脂塗料とは
2. 塗料の基礎知識
3. エポキシ樹脂塗料の特性
4. メリット・デメリット分析
5. 用途別活用方法
6. 塗装トラブル対策
7. 品質管理とメンテナンス
1. エポキシ樹脂塗料とは
エポキシ樹脂塗料は、高い耐久性と優れた密着性を持つ工業用塗料です。
一般的な塗装から重防食塗装まで、幅広い用途で使用される高機能塗料として知られています。
特に金属製品の防食対策として、産業界で広く採用されています。
『主な用途』
・建築用鋼材の防食
・海洋構造物の保護
・化学プラントの設備保護
・飲料用タンクの内面コーティング
2. 塗料の基礎知識
塗料は顔料、樹脂、溶剤、添加剤の4つで構成されており、組み合わせや配合比率を変化させることで様々な特性を持った塗料が作られています。
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
『塗料の4大構成要素』
顔料:色彩や防錆性を付与
樹脂:塗膜の主要な性能を決定
溶剤:塗料の流動性を調整
添加剤:特殊機能を付加
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
塗料を構成で最も重要となるのが、「樹脂」の部分です。
使用する樹脂を変える事で塗料の性能・特性は大きく変化します。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
3. エポキシ樹脂塗料の特性
エポキシ樹脂は高機能プラスチック素材の一種で、以下の特性を持ちます。
『エポキシ樹脂の優れた特性』
・優れた化学的安定性
・高い機械的強度
・素材を選ばない高い接着性
・優れた電気絶縁性
エポキシ樹脂は接着力が高く様々な素材に対し、強く付着するため接着剤や塗料として多く用いられます。
高い電気絶縁性、硬度、耐水性・耐薬品性・防食性にも優れています。
4. メリット・デメリット分析
多くの特性を持ち耐久性が高いエポキシ樹脂塗料ですが、デメリットも存在します。
『メリット』
①優れた耐腐食性
・酸素や水分を遮断
・金属の腐食を効果的に防止
②高い耐薬品性
・酸・アルカリに対する優れた抵抗力
・各種溶剤への高い耐性
③優れた密着性
・金属、コンクリート、木材など多様な素材に対応
・剥離リスクの低減
④優れた耐熱性
・高温環境下での安定性
・熱による変形が少ない
『デメリット』
①紫外線への弱さ
・屋外使用時は上塗り塗装が必要
・経年による黄変の可能性
②温度依存性
・低温時の硬化遅延
・作業環境の温度管理が重要
5. 用途別活用方法
エポキシ樹脂塗料の活用方法の一例です。
『屋外用途』
・下塗り塗装として使用
上塗りにウレタンまたはフッ素樹脂塗料を採用する事で耐候性と防食性の両立が可能です。
『水中部用途』
・下塗りから上塗りまでエポキシ系を使用可能
優れた耐水性、耐腐食性は水中でも効果を発揮します。
またジンクリッチプライマーや、変性エポキシ樹脂塗料の活用することでより高い耐久性を得る事も可能です。
『タンク内部用途』
・下塗りから上塗りまでエポキシ系を使用可能
高い耐薬品性によって化学薬品タンクの内面保護、飲料水タンクの衛生管理が可能です。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
6. 塗装トラブル対策
優れたエポキシ樹脂塗料ですが、その他塗料と同様に塗装トラブルが発生する可能性はあります。
塗装トラブルを回避するための対策をご紹介します。
『剥離防止のポイント』
・適切な素地調整
密着性に優れているエポキシ樹脂塗料ですが、適切な素地調整を行わない場合では剥離する可能性が高いです。
最低でも有機溶剤を用いた脱脂洗浄を行うようにしましょう。
ブラスト処理で適切な表面粗度と洗浄度を確保すれば更に高い耐久性を確保する事が可能で、維持費・管理費を低減しトータルコストを削減できます。
・環境管理
エポキシ樹脂塗料は低温化では硬化しにくい特性があるので、使用時には温度を適切に管理する必要があります。
またその他塗料と同様ではありますが、塗装環境の湿度管理・清浄度維持も必要です。
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
7. 品質管理とメンテナンス
エポキシ樹脂塗料はその高い耐久性と耐水性・耐薬品性によって橋梁、化学プラント、船舶など大型の構造物に使用されることが多くあります。
大型構造物の長寿命化、安全性の確保、メンテナンス周期の延長、トータルコストの削減などが目的となります。
『長期耐久性の確保』
・定期的な点検
・早期補修の実施
・適切な維持管理計画の策定
『LCC(ライフサイクルコスト)の最適化』
・初期投資と維持費用の検討
・長期的な経済性の確保
・適切な更新計画の立案
『まとめ』
エポキシ樹脂塗料は、その優れた特性により産業界で広く使用されている高機能塗料です。適切な使用方法と管理により、50年以上の耐久性を実現することが可能です。
初期コストは比較的高価にはなりますが、長期的な視点では極めて経済的な選択となるので需要が拡大しています。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
-------------------------------------------------------------------------------------------------
【お問い合わせ】
施工のご相談、お見積りについては、以下までご連絡ください。
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL: 082-232-2445
FAX: 082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
Email: bousei@harada-tekkou.co.jp
※本記事は2024年4月時点での情報に基づいています。

【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
製品の耐久性と美観を大きく左右する塗装工程。
その成否を決める重要な前処理が「素地調整」(下地処理)です。
今回は高品質な素地調整に不可欠な各種規格について、40年以上の実績を持つ原田鉄工がわかりやすく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ素地調整が重要なのか?』
塗装の仕上がりと耐久性を決定づけるのが「素地調整」です。
適切な素地調整を行うことで様々な効果があります。
・塗膜の密着性が大幅に向上
・製品の耐久性が向上
・メンテナンス頻度の低減
・トータルコストの削減
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◆主要な素地調整規格の詳細解説
『SSPC規格(米国構造物塗装協会)』
SSPC規格は、産業構造物の防食塗装分野で最も権威のある規格の一つです。
以下の点で重要な基準を提供しています。
[SSPC規格の主要な等級]
・SSPC-SP 5:最も厳格な基準で、目視可能な錆、塗装、異物を100%除去
・SSPC-SP 10:表面の95%以上の清浄度を要求、SP 5に次ぐ高清浄度基準
・SSPC-SP 6:表面の67%以上の清浄度を要求
・SSPC-SP 7:緩やかな基準で、浮き錆などの除去が主目的
[SSPC規格の特徴]
・表面処理の方法と清浄度を明確に規定
・検査方法や合否判定基準が具体的
・各種産業での豊富な採用実績
・国際的な信頼性の高さ
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【SSPC 素地調整規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/219360/
『ISO規格(国際標準化機構)』
ISO規格は世界共通の品質基準として広く認知されています。
素地調整に関する規定も非常に体系的です。
[ISO 8501シリーズの主要規格]
・ISO 8501-1:目視による表面清浄度の評価基準
・ISO 8501-2:既存塗膜の除去後の清浄度評価
・ISO 8501-3:溶接部や鋭角部の処理基準
・ISO 8501-4:高圧水による処理後の評価基準
[ISO規格の重要ポイント]
・写真による標準サンプルの提供
・詳細な表面状態の分類(A~D)
・処理グレードの明確な定義(Sa1~Sa3)
・国際取引での標準的な採用
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格(スウェーデン工業規格)』
SIS規格は特に欧州での防食塗装分野で重要な位置を占めています。
[SIS規格の特徴]
・ISO規格との高い互換性
・北欧発の厳格な品質基準
・防食性能に関する詳細な要求事項
・環境配慮型の処理方法の規定
[SIS規格の等級区分]
・Sa 3:表面の清浄度99%以上 SP5相当
・Sa 2.5:表面の清浄度95%以上 SP10相当
・Sa 2:表面の清浄度67%以上 SP6相当
・Sa 1:浮き錆などの除去が主目的となる簡単な洗浄
『各規格の比較と選択のポイント』
素地調整は使用環境や想定する耐久年数などを考慮し、選定する必要があります。
[使用環境による選択基準]
・海洋環境:SSPC-SP 10またはSa 2.5以上を推奨
・工業地帯:SSPC-SP 6またはSa 2以上を推奨
・一般環境:SSPC-SP 7またはSa 1以上を推奨
[コスト面での考慮事項]
・高グレード(SP 5、Sa 3):初期コスト大、長期的メリット大
・中グレード(SP 10、Sa 2.5):バランスの取れた選択
・軽度処理(SP 7、Sa 1):初期コスト小、長期的デメリット有
『原田鉄工の素地調整サービスの特長』
原田鉄工は素地調整の重要性に気付き、素地調整専用の大型ブラスト設備を導入。
確実な素地調整と完璧な塗装管理による製品の長寿命化を掲げ、50年以上の期間研鑽を積んできました。
原田鉄工の特徴を紹介します。
[充実した設備]
・大型ブラスト室(幅7m×奥行10m×高さ3.5m)
・グリットブラスト・サンドブラスト2種類に常時対応
・一貫した品質管理体制で素地調整後は早急に塗装
[豊富な施工実績]
・50年以上の経験と実績
・国内外の様々な業界での施工実績
・各種規格に完全対応
[ワンストップソリューション]
・ブラスト・塗装一体型工場
・即日塗装対応が可能
・厳密な品質管理による均一な塗膜形成
『長期的なコストメリット』
適切な素地調整は初期投資は大きくなりますが、以下のメリットにより長期的なコスト削減につながります。
1. 塗膜の耐久性向上
2. メンテナンス頻度の低減
3. 製品寿命の延長
4. 補修・再塗装コストの削減
5. 管理・運用コストの削減
6. 長期的な安全性の向上
高品質な塗装を行う事でトータルコストとなるLCC(ライフサイクルコスト)を大きく削減する事が可能となります!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【図面にある「Ra」や「Rz」の意味とは?表面粗さの基礎と加工対応のポイント】
製品図面に「Ra6.3」や「Rz50」などの記載があり、「これは何を示しているのか?」とお困りではありませんか?
このような表面粗さの指定は、部品の機能性や見た目に大きく関わる重要な要素です。
専門的な知識がなくても理解できるよう、表面粗さの基本と対応方法をご紹介いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面粗さとは?どんな場面で必要?』
表面粗さとは、部品表面の凹凸の度合いを数値で表したものです。
この数値はたとえば以下のような性能に影響を与えるため、多くの製品設計で指定されます。
・接着剤や塗料の密着性
・摺動部(こすれ合う部品)の摩耗や抵抗の軽減
・液体・気体の漏れを防ぐシール性
・外観上の質感や仕上がり
用途に応じた表面の滑らかさや粗さが求められるということです。
『「Ra」「Rz」「RzJIS」などの用語の違いについて』
表面粗さにはいくつかの表し方があります。
図面に書かれている「Ra」「Rz」「RzJIS」は、それぞれ異なる測定基準を表します。
「Ra」
表面の凹凸の平均的な高さを数値化したもの。
もっとも一般的な指標で、全体的な滑らかさの目安になります。
「Rz」
表面の最も高い点と低い点の差を測ったもの。
局所的な凹凸に敏感で、粗い表面の評価によく使われます。
「RzJIS」
日本工業規格(旧JIS)で定められた、表面の高低差の平均値。
日本の古い図面によく見られます。
JIS'94の古い規格で「RzJIS」は「Rz」と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『測定方法と注意点』
表面粗さの測定には、大きく分けて2つの方法があります。
「接触式」
非常に細い針が表面をなぞり、凹凸を正確に数値化する方式です。
広く普及しており、RaやRzなどを安定して測れます。
「非接触式」
レーザーや光で表面形状を測る方式です。
接触式より高い精度を誇り接触せずに広範囲を測れるメリットはありますが、機器が高価で導入している加工業者は限られます。
【表面粗さの測定方法と各パラメーター解説】
https://x.gd/qRqdF
『ブラスト加工と表面粗さの関係』
原田鉄工では、グリットブラストやサンドブラストによる表面加工に多数の実績があります。
加工後の実測値としては、以下のような目安があります。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
実際の粗さは使用する材料や研磨材、エア圧力条件によって変動します。
図面の粗さ指示がこの範囲に収まるかどうかの確認も事前にご相談いただけます。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『原田鉄工でできること』
粗さ指定がある図面に対し、原田鉄工では以下のような対応が可能です。
・図面の記載内容が不明確な場合でも、加工可否の検討・提案
・試作を行い、実際の粗さを測定 → 数値付きのレポート提出
・要求粗さに合わせた研磨材や施工条件の調整
・必要に応じて、その後の塗装・防錆処理まで対応
専門的な知識がなくても大丈夫です。
図面やお悩みを共有いただければ、粗さの意図や必要性を一緒に整理した上で、最適な加工方法をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【汚れ・キズから表面を守る養生!現場で使われている道具と方法】
現場作業では作業に取り掛かる前に必ず「養生」を行う必要があります。
現場でよく言われる養生とは表面を汚れ・キズなどから表面を保護するために行う作業の事を指します。
今回は養生についてよく使用されている道具と方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『養生とは?』
養生とは一般的に健康状態の維持を心掛ける、病気やケガなどからの回復に努めるなどの意味で使われます。
しかし、工事現場や建設・道路工事、塗装現場などの現場作業における「養生」は少し意味合いが異なります。
マスキングとも呼ばれたりしますが現場作業の養生とは「汚れ、傷、破損から守る」ための作業の事を指します。
『養生が必要となる場面』
養生を怠ってしまうと大切な製品の破損や精度低下、周囲に多大な迷惑が掛かるため
大きなトラブルの元となってしまいます。
様々な職種や場面でも養生は必要となります。
・引っ越し
搬出・搬入する経路の壁や床などが損傷しないように保護シートを貼る。
家財道具が破損・傷付かないようエアキャップなどの緩衝材で包む。
・工事現場
周囲に粉塵や騒音などの被害が無いように足場全体をシートで被う。
車両など工事によって汚れなどの影響がある場合には不繊布性のカバーで覆う。
・塗装現場
塗装不要箇所に塗料の付着が無いようにテープやシートで隠す。
周辺に塗料の飛散を防止するために、作業環境周辺を覆う。
地味で大変な作業ですが、養生を丁寧に行う事によって仕上がり向上やトラブルを回避する事ができますので、作業現場ではまず最初に取り掛かる作業となります。
『養生に使用する道具と使い方』
養生は「目的」や「対象物の形状」、必要となる「強度」や「範囲」によって使用する道具を使い分ける必要があります。
そのため各メーカーより色々な養生資材が販売されていますが、今回は代表的な養生に使用されている道具と使い方について何点か紹介します。
・マスキングテープ
養生のみでなく、近年には様々な模様やキャラクターがプリントされた装飾用テープとしても人気のマスキングテープです。
養生としての使い方はキズや汚れが付かないようにテープを貼って覆い隠す、その他養生資材を固定するために使う事が多いです。
特徴としてはものすごく薄いテープなので強度は低いですが、切ったり貼ったりの加工が容易に可能で、粘着力が弱いため剥がした時の糊残りや製品を損傷する可能性が低いです。
・ガムテープ(養生テープ)
資源ごみ、可燃ごみなどゴミ出しには欠かせないガムテープです。
こちらは養生テープと呼ばれる粘着力を弱くしたものと、ガムテープがあります。
養生テープの使い方は基本的にマスキングテープと同じような形です。
ガムテープの種類にはテープに繊維を含ませた布テープと呼ばれるものもあり、布テープは厚みがあり粘着力・強度が高いので原田鉄工ではブラスト加工時などに加工が不要な部分へ数枚重ねて張り付ける事で強力な養生を行っています。
・マスカー
テープに透明なビニールシートが付いたマスカーです。
テープを1ヵ所貼るだけで広範囲を一度に覆い隠すことができます。
ビニールシートはものすごく薄いので強度は低いですが、接触の可能性が低い部分や
粉塵の飛散・付着の防止などに活用します。
原田鉄工では塗装時、広い範囲で無塗装箇所があった場合などに張り付けたり、周囲で別の塗装を行う、出荷前の汚したくない製品などへ貼り付け養生を行ってます。
・段ボール
梱包もできるし、養生もできる万能な段ボールです。
段ボールにはよく見る紙製とプラスチック製の2パターンあります。
プラスチック製はもちろん、通常の紙製段ボールも実はかなりの強度があります。
また切ったりする加工も容易なので、原田鉄工ではブラスト・塗装加工時に広範囲を養生する場合などは段ボールを使用しています。
・ボルト、ゴム栓
タップ穴と呼ばれるネジが切ってある穴、細かい機械精度で開けてあるリーマ穴など精度が必要となっている穴を塞ぐのに使うのがボルトやゴム栓です。
こちらは穴に色々な規格があり、多くの種類があるのでそれに対応するボルトやゴム栓も多種多様にあります。
ボルトを使用した場合は養生に時間がかかりますが、回す以外で外れる事が無いので確実な養生ができます。
ゴム栓は先端が細い円錐状なので差し込むだけで簡単に養生が可能ですが、簡単に外れる事もあるので注意が必要です。
『養生作業の注意点』
養生を丁寧に行えば、必要な範囲のみをキッチリ加工する事ができます。
ただし手順や養生資材の選定を間違えると…
せっかく頑張ってやった養生が機能せず不必要な範囲まで加工を行ってしまったり、周辺とのトラブルの元などになりかねません。
養生作業における注意点をいくつか紹介します。
「脱脂処理は確実に!」
テープを張り付けて養生を行う場合、強度や粘着力が必要とされる箇所には事前に油分やゴミを除去するための脱脂処理を行いましょう。
雨風のある屋外などの環境下、強度が必要となる部分などは脱脂処理を行う事で剥がれず、しっかりと密着し保護する事が可能となります。
脱脂を行う対象が樹脂や繊維の場合は使用する洗浄剤によって変形・損傷する可能性がありますので、洗浄剤と素材の組み合わせには注意が必要です。
「隙間はNG」
作業する内容にもよりますが、塗装作業などでは養生テープが少し浮いていた、少し隙間が空いていただけでも養生は全く機能しません。
隙間から塗料が飛散し、大きなトラブルの原因となる事も。
隙間なく確実に養生を行う必要があります。
「適正な養生資材を選ぶ」
養生資材には多くの種類がありますが、養生を行う目的や形状によって適切なものを選ぶ必要があります。
広い範囲で高い強度が必要な場合は段ボール、低い強度の場合はマスカー。
狭い範囲で高い強度が必要な場合は布テープ、低い強度の場合はマスキングテープ。
不適切な養生資材を使用した場合は余分に資材や時間が必要となったり、最悪の場合、養生の強度が足りず製品が損傷してしまう事も。
しっかりと必要となる強度に見合った養生資材を選定しましょう。
『まとめ』
現場作業における「養生」とは対象物や周辺を「傷や汚れから守る」もの。
しっかりと養生を行うからこそ、その後の作業が安心して確実に行える。
養生資材は色んな種類がありますが養生作業の目的、対象物の形状や必要となる強度などを考慮して適切な養生資材を選定する必要があります。
製品の仕上がりや損傷の有無を決定する「養生」は実は非常に重要な作業です!
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
ご依頼いただく製品の養生作業も、もちろん承っております。
「養生の仕方が分からない」「養生資材が無い」などお困りでしたら是非お気軽にご相談ください。
複雑な形状などでもしっかりと養生を行います!
また可能であれば養生した製品の加工依頼もお待ちしております。
強度的に不十分な場合などは弊社で少し修正を行いますので、ご安心下さい。
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
https://ja.nc-net.or.jp/company/98405/product/detail/244449
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp


