
他社(CATIA、IDEAS、UG)などのCADから出力されたIGES、JM-IGESもほぼ100%問題なく取り込みが可能です。
また、サーフェイスのCADデータが主流の時代から蓄積されたモデリングのノウハウは現在も活かされ自動車分野以外の開発にもスピーディーな対応が可能です。
自動車試作板金部品を中心に、ガスタービン・航空機エンジン等の多品種少量生産が得意です。
構想~設計~製作~ボデー組立まで一貫生産を可能にした総合試作メーカーです。
対応可能な材料もスチールからアルミ・ステンレス・チタン・ニッケル合金・コバルト合金・ジュラルミン等幅広い経験を持つ技術集団です。
ISO9001,JISQ9100,溶融溶接のNadCap認証を取得しております。
ホームページをご覧頂き、どうぞ、お気軽に、ご連絡くださいませ。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

新素材への対応、新素材の加工技術の開発など自社オリジナルの技術開発も積極的に行っています。
その他、日々の生産技術の向上、QCDの改善にも努めています。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

お客様の開発・試作をトータルで支援するシーコムのワンストップ体制(設計、検証、材料調達、製造、組立、検証)により、頂いた構想図・3DCADデータ・その他ご要望などの構想段階からの試作支援を行っています。
秘密保持の徹底や開発・試作リードタイムの短縮にも力を入れております。
成形解析、金型構想、治具構想など様々な側面から試作支援も行っています。
また、必要に応じてこれまでの経験を活かしVA/VE提案も行っています。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

当社では設計から切削加工、プレス加工、溶接、熱処理、組立、検査まで社内一貫生産体制を整えています。
一貫生産体制での開発・試作を行うことで量産立上げに向けた不具合対策、様々な事前検証を行っています。
◎構想段階の試作
・図面検証
・コスト管理
・生産性の検証
・組立性の検証
◎量産立ち上げに向けた試作
・不具合などの未然防止
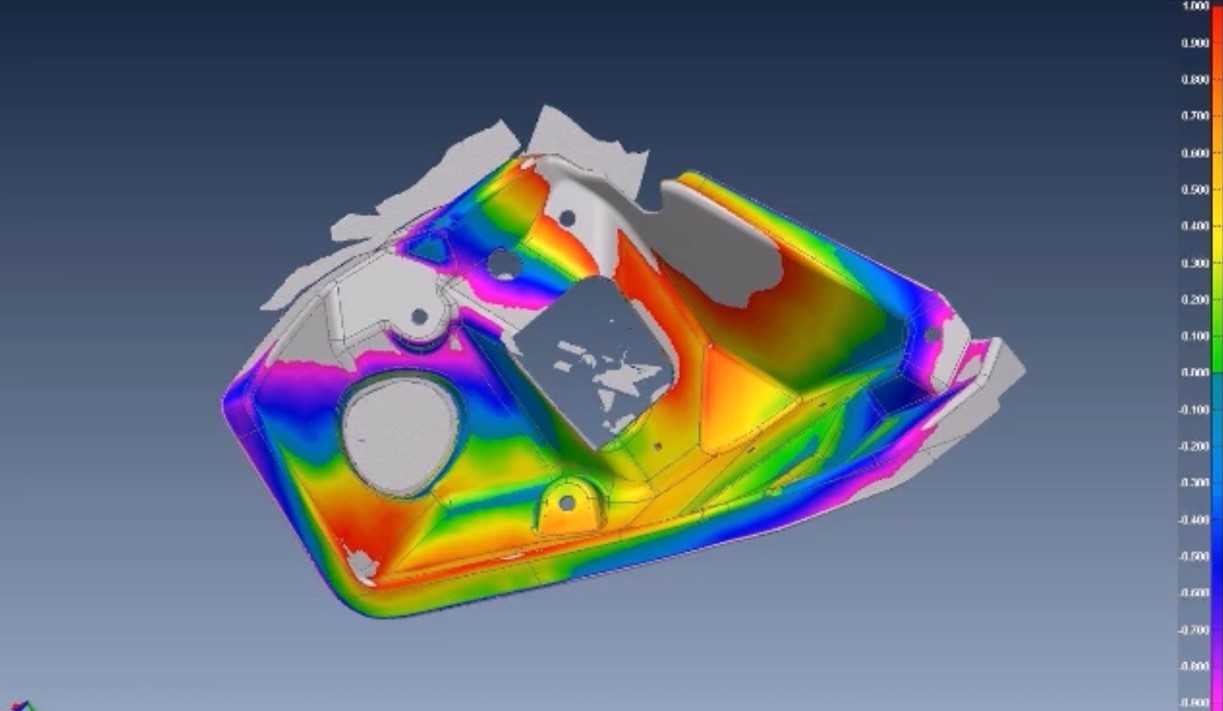
・解析ソフトでの事前シミュレーション
・軽量化などの機能性向上
・製造治具、検査治具などの設計・製作
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

当社ではJISQ9100認証、Nadcap認証を取得し、世界標準の品質保証体制を整えています。
その他、開発・試作段階で必要とされる設計検証及び妥当性検証に向けた各種検査・試験を社内で行い、お客様へのタイムリーなフィードバックを行っています。
◎各種設計検証
・成形シミュレーション
・マクロ試験
・機械特性試験
◎各種検査
・三次元測定
・非破壊検査
・表面粗さ検査
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

当社ではメーカー様の開発・試作工場として様々な取り組みを行っています。
製品構想段階から量産立ち上げに向けた試作開発をお手伝いいたします。
サイドフレームやバックドア、フードなど単体パーツからBIW(ホワイトボディ)まで一貫対応が可能です。
お客様は、国内メーカーから海外メーカーまでグローバルに対応しており開発・試作工場としてお客様のご要望にお応えします。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206
SE活動・各種シミュレーションで検討を重ね、 3D試作製作をすることで図面では判断が難しい、 構造確認、形状確認、工程設計の検討を一貫して行っています。
【SE活動・各種シミュレーション】
プレス成形、シミュレーション
↓
3Dでの金型設計・治具設計
↓
NCデータの作成
↓
ZAS・FC鋳造
↓
金型切削・プレスレーザー加工
↓
溶接・組立
↓
各種検査
↓
梱包・出荷
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

私たちは、航空機・ロケットのエンジン部品をはじめ、ガスタービン部品などの製作を行っています。
材料調達から部品製作、品質保証、納品まで一貫生産を行う事でお客様のニーズにお応えします。
また、設備を使用した塑性加工、機械加工のみならず、長年培った職人的な加工技術も組み合わせることで、お客様の要求する品質や技術的難易度の高い加工案件にも取り組んでいます。
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

製造工程プランを立案し、治工具設計・製作から 部品製作に至る総合的な生産管理の元、一貫した生産体制で製品を実現します。
部品製作には、材料調達から私たちのサプライチェーンも含めた 様々な加工プロセスを経て、お客様のご要求に応じた品質を保証して、製品をお届けします。
【一貫生産体制】
1.製造工程プラン
治工具設計→2.CAD/CAM
部品製作 →2.材料調達
↓
3.塑性加工
機械加工
溶接組立
熱処理
協力会社とのサプライチェーン
↓
4.製品保証
三次元測定機
非破壊検査
↓
5.出荷納品
【お問い合わせはこちら】
本社・工場(広島) TEL:082-249-4450 / FAX:082-246-7578
名古屋工場 TEL:0565-75-3888 / FAX:0565-76-5150
関東営業所(埼玉)TEL:048-782-8818 / FAX:048-782-8767
関西営業所(神戸)TEL:078-806-8205 / FAX:078-806-8206

DMU210P導入 大型・門型5軸/複合加工機:5面/5軸加工機
高い精度と動的性能を実現した門形5面/5軸加工機
DMU210Pは、安定性を誇る門形構造を採用しており、高い精度と動的性能を実現した大型の5面/5軸加工機です。1回の段取りで5面/5軸加工が可能で、生産性の向上がはかれます。
DMU 210 Pは、NC回転テーブルを搭載しており、最大8,000kgまでのワークに対応しています。
加工エリア:X軸2,100mm/Y軸2,100mm/Z軸1,250mm
テーブルサイズ:φ1,700mm
テーブルの最大積載質量:8,000kg
主軸:12,000min-1
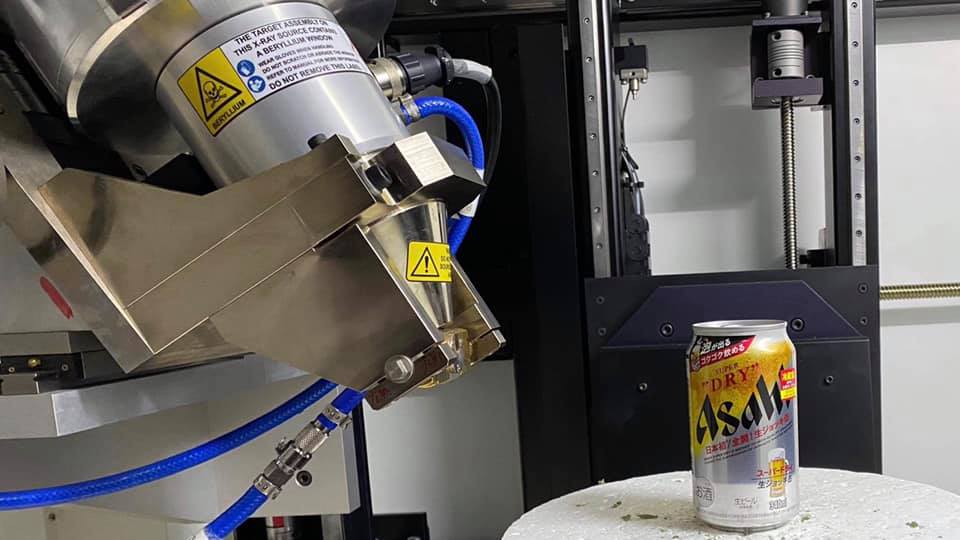
【CTスキャン受託サービス】
225kV出力のCTスキャナーNikon MCT225を利用した
X線CTスキャンサービスを行なっております。
CTスキャンを利用することで、製品の内部欠陥の検査や、内部寸法の測定などが可能になります。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
大切な試料でしたら、梱包のまま
スキャンすることも可能です。
スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
お困りの件等ございましたら
お気軽にお電話ください!
【CTスキャンでできること】
・ 微小な形状を繰り返しすばやく計測したい。
・ 起伏の激しい精密な形状で光学式の3Dスキャンがしづらい。
・ 初回試作品の検査するためワークを切断しなければならない。
・ ワークを非破壊で切断することなく内部形状の確認がしたい。
・ 組立済み完成品の寸法検査、干渉チェックが手間。
・ ボイドや気泡など樹脂部品の内部欠陥や微細なクラックの発見に時間ががかかる。
このようにあらゆる設計シーンでの計測、検査、リバースエンジニアリングのお手伝いが可能です。
【X線CTスキャンとは?】
Computed Tomography (コンピュータ断層撮影)の頭文字の略称で対象ワークを360度回転させ、X線をワークに透過、減衰したエネルギーの値を検出器で測り、専用のソフトウェアで立体構築の計算する事でワークの外観形状と内部の三次元情報を同時に取得します。
【ニコンソリューションズ MCT225】
弊社が所有するMCT225 マイクロフォーカスCTスキャンは微細で複雑なパーツを非破壊で検査する事は勿論、直径200mm高さ200mmに収まるサイズの樹脂パーツや軽金属部品を1回のスキャンで撮影することも可能です。取得したX線CTデータから寸法計測を行い3DCAD化までを一気通貫で対応いたします。
【お問合せはこちら】
広島支店
tel:084-955-7888 fax:084-955-7666 Mail:info@castem.co.jp
横浜支店
tel:045-323-6202 fax:045-323-6203 Mail:tokyo@castem.co.jp
立川支店
tel:042-512-5862 fax:042-512-5863 Mail:tachikawa@castem.co.jp
北関東支店
tel:04-7178-6120 fax:04-7178-6121 Mail:kita-kantou@castem.co.jp
大阪支店
tel:06-6396-1517 fax:06-6396-1518 Mail:osaka@castem.co.jp
名古屋支店
tel:052-745-2880 fax:052-745-2881 Mail:nagoya@castem.co.jp

A2017(ジュラルミン)とは? 〜材質特性について、成分や用途も詳しく紹介〜
A2017(ジュラルミン)とは?
ものづくりコンシェルジュの平岡工業(https://hiraoka-sales.com/)が
材質特性について、成分や用途、その他アルミ材質規格各種との違い
比較やメリット・デメリット・切削加工性まで詳しく紹介させていただきます。
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
・A2017(ジュラルミン)の主な特性
アルミの2000番台は銅が添加されており、高強度が特徴です。
A2017はアルミニウムに銅(Cu)とマグネシウム(Mg)を添加したアルミニウム熱処理合金です。銅を3.5~4.5%、マグネシウムを0.4~0.8%含有することで、高い強度を実現しています。
環境によっては鉄鋼材料(鉄やステンレス等)に匹敵する強度を持ち、切削加工性にも優れ鍛造加工も可能です。そして何より「軽い!」。その為、強度と軽量化も同時に必要な部品に有利です。
一方で、銅を含むため耐食性は他のアルミ合金と比べて劣る傾向があります。
・A2017(ジュラルミン)の機械的性質 ★あくまで目安値です。
- 降伏点(耐力):185~260 N/mm² 以上
- 引張強さ:350~390 N/mm² 以上
※JIS H 4000:2022より引用
・A2017(ジュラルミン)の物理的性質
- 密度(比重):2.79 g/cm³
- 溶融点:約660℃
- 熱伝導率:201 W/m・K
- 線膨張率:23.6 ppm/K
- 縦弾性係数(ヤング率):72.6 GPa
- 横弾性係数 (剛性率):26 GPa
・A2017(ジュラルミン)の化学成分(%)
主要成分:
- アルミニウム(Al):残部
- 銅(Cu):3.5~4.5
- マンガン(Mn):0.40~1.0
- マグネシウム(Mg):0.40~0.8
- けい素(Si):0.20~0.8
その他:
- 鉄(Fe):0.7以下
- 亜鉛(Zn):0.25以下
- チタン(Ti):0.15以下
- クロム(Cr):0.10以下
※JIS H 4000:2022より引用
・A2017(ジュラルミン)の主な用途
半導体製造装置部品、医療機器部品、航空機や宇宙ロケット部品、船舶用部品、自動車部品、金型部品、油圧装置、ギヤ、機械部品、ねじ、リベット、家屋の窓枠、スーツケース、テント・コット・椅子・テーブルなどアウトドア用品のフレームやポール
・A2017(ジュラルミン)の加工における注意点
1. 切削加工時の温度管理
- 融点が約660℃と低いため、切削時の温度上昇に注意
- 適切なクーラントの使用やエアブローによる冷却が効果的
2. 腐食対策
- 耐食性が低いため、必要に応じてアルマイト処理などの表面処理が必要
※難易度が高いため、経験値のある表面処理屋さんへ要相談
- クーラント選定時は変色に配慮が必要
3. 溶接性
- 酸化皮膜の影響で溶接が難しい
- 溶接時は事前の酸化皮膜除去が必要
・各種アルミ合金の規格と特徴比較 ~違い、メリット・デメリット~
1. A2017(ジュラルミン)
強度:引張強さ 350~390 N/mm² 以上 ★あくまで目安値です。
メリット:汎用的な高強度アルミ、切削性に優れる、鍛造も可能
デメリット:溶接性が低い、耐食性に劣る
2. A2024(超ジュラルミン)
特徴:A2017より高強度
強度:引張強さ 380~490 N/mm² 以上 ★あくまで目安値です。
メリット:A2017より強度が約15%向上、疲労強度が高い
デメリット:A2017より耐食性が低い、価格が比較的高い
3. A7075(超々ジュラルミン)
特徴:アルミ合金中最高クラスの強度
強度:引張強さ 360~545 N/mm² 以上 ★あくまで目安値です。
メリット:、最高水準の強度
デメリット:、難削材、応力腐食割れの懸念、溶接が極めて困難
4. A5052(汎用アルミ)
特徴:最も一般的なアルミ合金
強度:引張強さ 175~305 N/mm² ★あくまで目安値です。
メリット:耐食性・成形性・溶接性に優れる、加工性が良好、アルマイト処理が容易、
デメリット:強度が比較的低い
・各種アルミ合金 選定のポイント(強度・耐食性・切削性・価格の違い)
1. 強度重視の場合:(強度が高い順)
A7075 > A2024 > A2017 > A5052
2. 耐食性重視の場合:(耐食性が良い順)
A5052 > A2017 > A2024 > A7075
3. 切削加工性重視の場合:(切削加工が容易な順)
A2024 > A2017 >A5052 > A7075
4. コスト重視の場合:(安価な順)※一般的な市場価格の傾向として
A5052 > A2017 > A2024 > A7075
※これらの選定ポイントは一般的な傾向であり、実際の使用環境や要求仕様、製造ロットなどにより、特性が変動する可能性があります。
平岡工業では、A2017(ジュラルミン)材を含む各種アルミニウム合金の加工に対応しております。切削加工、表面処理など、お客様のご要望に応じた最適な加工方法をご提案させていただきます。特に航空機部品や産業機器部品など、高精度・高品質が要求される製品の製作に豊富な実績がございます。
↓A2017(ジュラルミン)対応加工製品事例(一部抜粋)↓
A2017 シリンダボディ アルマイト処理 管用テーパねじ穴
https://ja.nc-net.or.jp/company/91713/product/detail/85129/
A2017 監視カメラ用チャンバ フタ 解体ロボット部品
https://ja.nc-net.or.jp/company/91713/product/detail/80087/
■品名:ケーブルガイド ■材質:A2017 ■加工法:ワイヤーカット
https://ja.nc-net.or.jp/company/91713/product/detail/97340/
■品名:溝付きドラム ■材質:A2017 ■設備名:複合加工機 ヤマザキマザック INTEGREX i-200 ■工法:ボールエンドミル
https://ja.nc-net.or.jp/company/91713/product/detail/98871/
■品名:ベースプレート ■材質:A2017 ■設備名:マシニングセンタ ■対応(小ロット)
https://ja.nc-net.or.jp/company/91713/product/detail/105278/
★その他製品事例資料PDFダウンロードはこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
▼ご相談・お見積もり依頼はこちらから▼
https://ja.nc-net.or.jp/company/91713/inquiry/
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
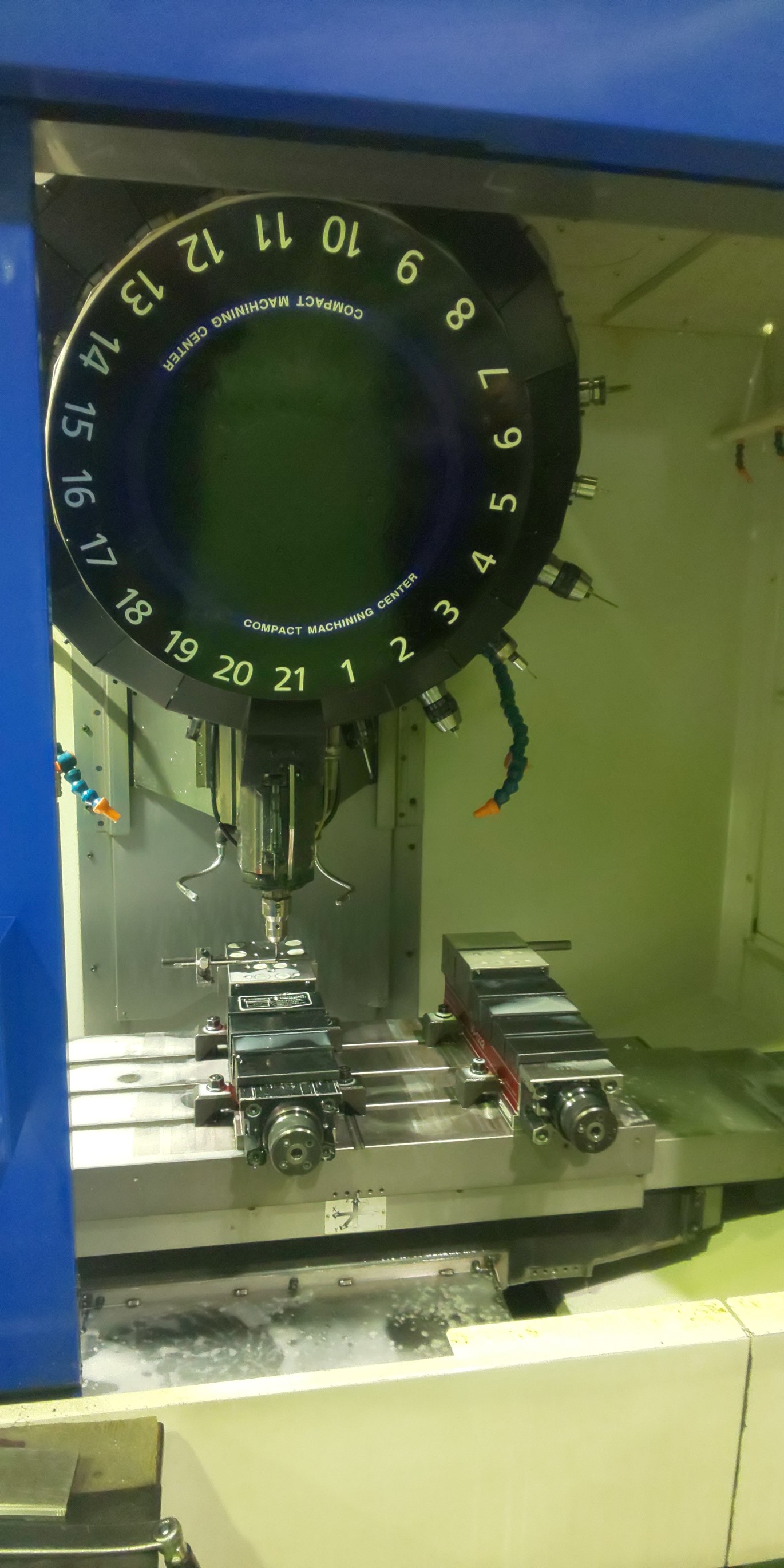
★弊社は単品・少ロットをメインにしておりますが、数十~数千個程迄の準量産案件も喜んで対応させて頂きます!
☆参考写真:加工機マシニングセンター ブラザー SPEEDIO S700X1
サイズ:X700×Y400×Z300
小物の製品であれば、写真の様にバイスを二丁掛、三丁掛けしたり、
専用の治具を作って量産対応致します。
★準量産品加工事例:半導体製造設備部品、航空機エンジン部品、精密工作機械部品、自動車駆動系部品などなど・・・
☆対応材質:日常的にはSS400,S50C,SKD11などの鉄、SUS304,SUS316などのステンレス、A5052,A7075などのアルミが多いですが、
他にもチタン,インコネル,ハステロイなどの難削材,特殊鋼、銅,真鍮,砲金などの色物、MCナイロン,ジュラコンなどのエンプラ、
多種多様な材質の加工実績がありますので、迷ったら先ずは御相談下さいませ!
☆5軸加工向けCADCAM HYPERMILL導入!
【導入経緯】
既存のCADCAMでは加工の限界が見えてきました。
複軸ワークに対して加工プロセスが多くなり、工具の干渉やプログラムの信頼性に不満があり、さらに加工時間の増加が、作業員への負担となってきました。
【HYPERMILLを導入することによって解決すること】
1.工具やワーク、治具などの干渉をしっかりと回避したプログラム作りの実現
2.プログラミングが容易なので誰でも5軸加工機を使用できるようになる
3.同時5軸といった複雑なデータも作成可能
4.安全で完璧な加工データが作成できる
★今までにデータ作成に数日かかっていたものが短くなり正確な加工が実現することでリードタイムの短縮が期待できます。
通常の3軸加工のデータ作成も可能なので、工場のキャパも広がり全体の効率がupすると予想されます。
☆コロナによる世界恐慌が予測される中、呉匠はピンチをチャンスと
捉え、この時期にあえてチャレンジを続けてまいります。
ご質問や、問い合わせがございましたらいつでも受け付けて
おります。

【材質】アルミニウム(A5052)・・・その他、A7075、A2017、なども対応可能です。
【形状・サイズ】200角ほど・・・弊社五軸加工機のテーブルサイズはφ650
【ロット】10ケ以内、スポット案件。・・・その他単品、更に多い数、リピート案件も御相談にのります!
【工法】五軸加工機(マシニングセンター)にて6F材から総削り出し。
一段取りで五面を加工することで穴同士の位相・精度を確保し、この複雑形状をツーチャックで加工完了!!
【用途】軽量高強度が求められる機械設備の一部品。
【特徴】五軸加工機で段取り回数を減らすことで、
・リードタイム短縮
・段取りミスの可能性の低減
・コスト減
☆サンプル品製作も御相談承ります!

設計水深が5~20mの高水圧下でも確実に止水し、都心の地下鉄などの地下空間や防水ドアで対応できない大きな開口でも浸水災害から重要施設を守ります。片開き、両開き、横引き式など、設置条件に合わせて開閉方式も選択可能です。

【マグネシウム製ホイール 塗装剥離 ブラスト 再塗装】
マグネシウム製ホイールを再塗装の為、ブラストで塗装剥離を行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
古くなり経年劣化により、塗装不良が発生したマグネシウム製ホイールを綺麗にしたいとのご要望でした。
電動工具等では綺麗に塗装剥離する事が難しいので、ブラストで旧塗膜を全て剥がします。
マグネシウムは耐腐食性が無いので、塗装の浮きやチヂミといった塗装不良が発生することがあるとの事です。
変形等を最小限に抑えるため、研削性のより低いサンドブラストにて施工をしました。
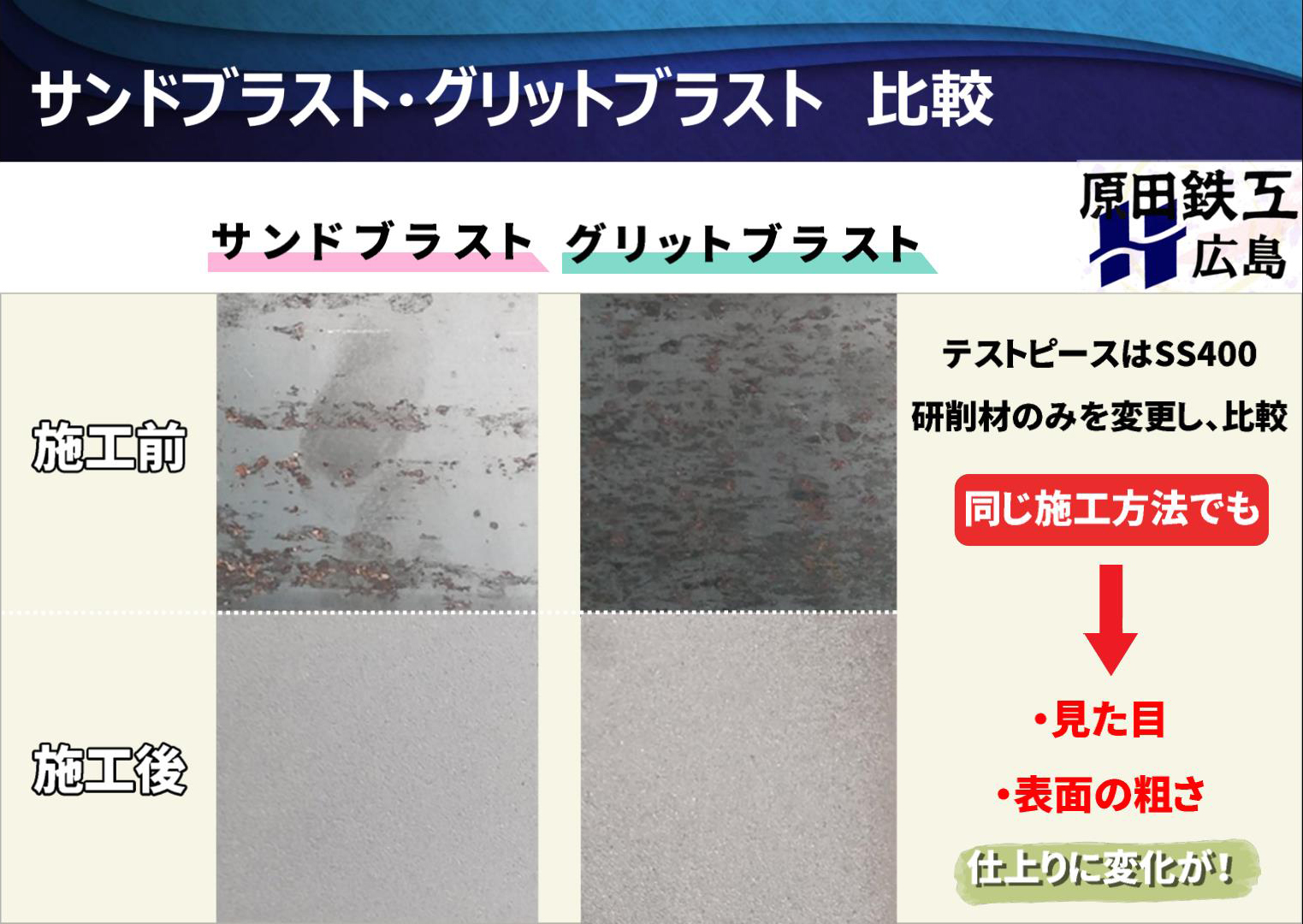
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
弊社では焼付塗装は対応できませんので、塗装剥離完了の状態で出荷となります。
ブラストについての詳細ページはこちら!
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎マグネシウム(Mg 英語:Magnesium)
実用金属の中では最軽量で強度・剛性・切削性もアルミや鉄と比べ高いです。
しかしながら機械加工で発火の可能性が高い、耐腐食性が低い等のデメリットもあります。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗装剥離(英語:paint peeling)
金属製品の塗装や樹脂を剥がすことを指します。
溶剤の剥離剤を使う科学的な方法、研削材を当てるブラスト処理等の物理的な方法、熱を加えて塗料を溶かす方法の3種類が多く使われます。
-------------------------------------------------------------------------------------------------
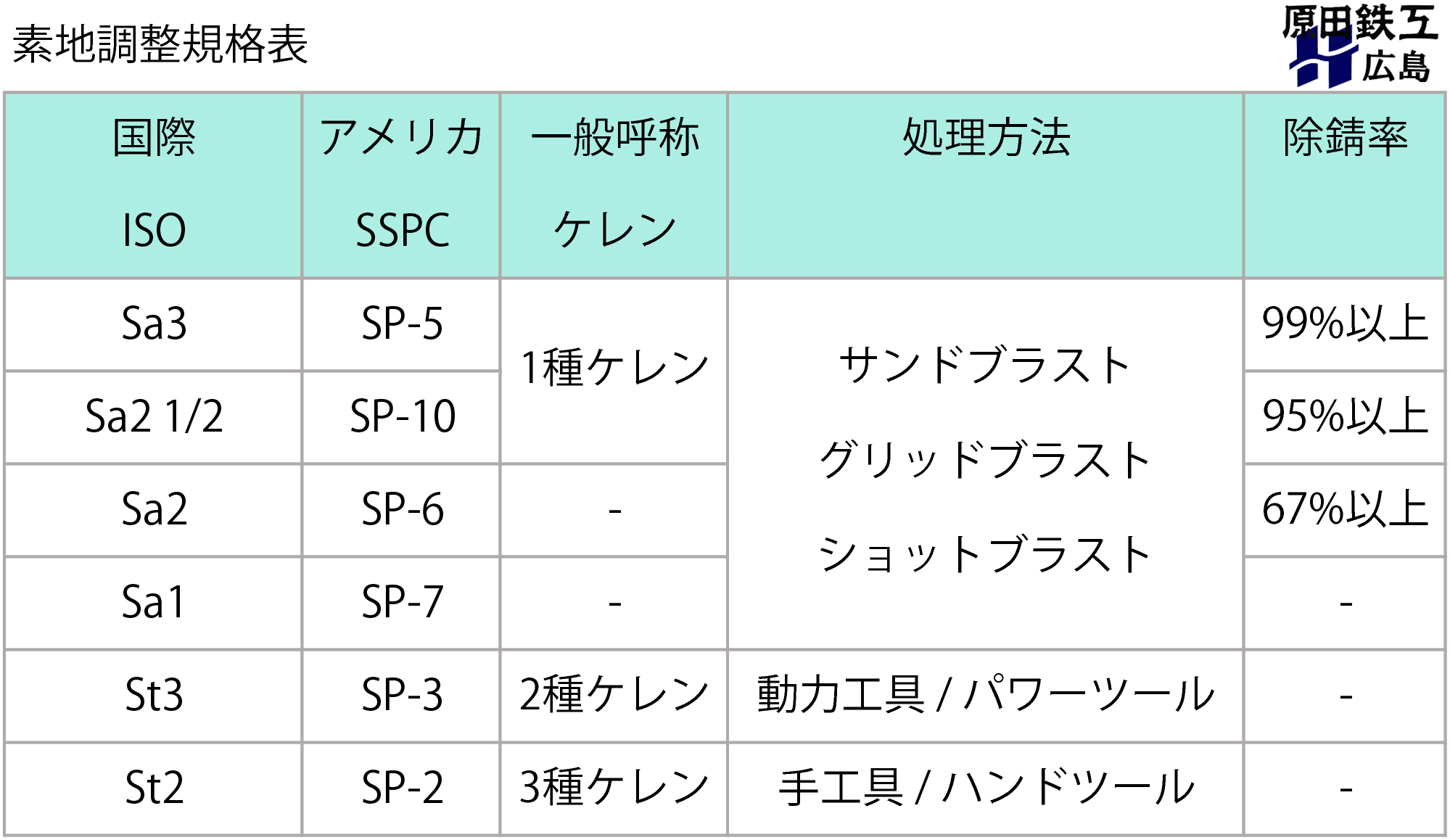
[素地調整]
サンドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
工期は実働1日です。
その他金属や厚膜型塗装、ゴムやメッキ等もブラストで剥離させる事が可能です。
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【金属塗装 ~塗装の流れ(工程)を紹介~】
原田鉄工で毎日行っている金属塗装について
ご依頼をもらってから塗装完了するまでの一連の工程を紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
《塗装とは?》
塗装は材料の表面を塗料の膜で覆う表面処理の方法です。
《塗装の目的》
塗装の目的は大きく分けて3つあります。
①保護
塗料を塗り乾燥すれば、塗料の膜(塗膜)に覆われる事になります。
この塗膜が紫外線、雨風などの環境条件から守ってくれる事になります。
②美観
説明するまでも無いかもしれませんが。
塗料は色や艶、滑らかさなど見た目を美しくする効果があります。
③機能性の付与
塗料によっては防腐、防錆、防虫などの機能や耐熱、断熱、蛍光、蓄光など様々な効果を付与するものもあります。
また色によって安全性の向上などの機能もあります。
私たちの身の回りは塗装されているものばかりです。
この塗装完成までの流れ(工程)を紹介します!
《塗装の工程》
1.塗装仕様を決める
まずは塗装する対象物がどのような環境でどのくらいの期間使われるかを確認します。
その要求される条件に耐えられるように
「素地調整の方法」「塗装方法」「塗料の種類」「塗装回数」「塗装膜厚」などの塗装仕様を決定します。
後は塗装仕様に沿って工事を進めていく事となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
2.素地調整
塗装を行う前に対象物の表面を塗装に適した状態へします。
表面に錆、油分、ダストなど異物が無い状態でなければ塗装はできません。
錆は擦るなど落とし、油分は溶剤で拭きとり、ダスト等はエアーで飛ばす又は残らないよう拭きあげます。
異物が完全に除去出来たら紙やすりや電動工具で表面を粗面にします。
粗面にする事で塗料の密着性が向上し、剥がれる可能性が無くなります。
原田鉄工ではブラスト設備がある為、1種ケレンのブラスト処理にて素地調整を行っております。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
3.塗装
選定した塗料を説明書通りの方法・分量で混合・希釈します。
スプレーガン・エアレススプレーなど塗装方法によって圧力や口径、塗付量が異なるので説明書を確認し調整します。
また塗料は危険物となるので保護具をしっかり装着し、換気を徹底しましょう。
塗料と塗装器の準備が出来たら、塗装を行います。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
4.検査
塗装膜厚は塗料の耐久性を左右する大きな要素となります。
塗料が硬化する前にウェット膜厚、塗料が硬化後は乾燥膜厚を計測します。
目標とした膜厚より少ない場合は塗装間隔を空けて、再度塗り重ね目標膜厚にしていきます。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
検査完了後、塗膜が厚すぎる場合も割れや剥がれの原因となるのでサンドペーパーなどで塗膜を削り調整を行います。
3~4の工程を調整しながら、仕上げの上塗りまで繰り返していき、塗装が完了します。
《まとめ》
素地調整の方法、塗料の種類、塗装回数など数えきれない程の方法の内から、
要求される条件を満たす仕様を選定する事が重要です。
塗装仕様と塗装の仕上がりによって製品の耐久性は大きく左右されます。
工程自体はそれほど多くはありませんが、
塗装技術はもちろんのことですが知識も必要となる塗装は奥が深いです。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト加工のメリット】
塗装前の素地調整、下地処理としてブラスト加工を施すと、塗装(塗膜)が長寿命化するだけではなく様々なメリットがあります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整や下地処理の事をまとめてケレンと呼ばれたりしますが、ケレン作業においてブラストは最も効果が高いとされる加工方法となっております。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
対象物にブラスト加工を施すことで5つの効果があります。
①塗装前処理
素材表面のサビや汚れなどの不純物除去し、凹凸を形成する事により表面積が増え密着性が向上。
それにより防錆効果が長持ちするので外観綺麗な状態を維持し、メンテナンス頻度の減少・コストや資源の削減に!
②塗装、付着物の除去
サビのみではなく、劣化した塗膜や酸化被膜、張り付けたゴムやコーティングなども除去する事が可能です。
経年劣化で「美観が悪くなった」「サビが発生し耐久性に不安」などの製品でも、サビや劣化した塗膜を剥離し再塗装する事で新品同様にできます。
③美観の向上
ブラスト施工後の素材表面は「梨地」と呼ばれる無数の凹凸を形成します。
マットな仕上がりで高級感が出ますし、キズが目立ちにくくなるので製品の長期的な美観向上につながります。
④機能付与
ブラストで形成した凹凸は滑り止めや反射防止にも役立ちます。
⑤性質の向上
無数を凹凸で増えた表面積によって放熱性、保油性が向上。
また表面に高硬度の研削材をぶつけることにより表面が加工硬化し、耐摩耗性や疲労強度も向上します。
上記の様にブラストには様々なメリットがあります。
特に塗装前の素地調整でブラスト加工した場合、塗膜寿命への影響は絶大です。
塗膜の寿命への影響は
1-1種ケレン(ブラスト)と2種ケレン(電動工具)の差
2-塗装回数(1回塗りと2回塗り)
3-塗料の種類
4-塗装技術や気候、周辺環境等
上記の4項目に分けた場合、1種ケレンと2種ケレンの差が約50%となります。
ブラストをした・していないの問題だけで塗料の種類や回数、塗装技術などを上回る影響があるという事です。
⇊⇊詳細はこちら⇊⇊
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
塗膜を長持ちさせる一番の近道はブラスト加工です。
塗膜の長寿命化はそのまま製品の長寿命化につながるので、ブラストは非常に重要な役割を担っています。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラストと塗装の関係】
塗装を行う上で最も重要なのは、素地調整(下地処理)となります。
そして数ある素地調整の工法で最も優れているのがブラスト処理となってます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整とは素地(生地、下地)を整えるという意味です。
鉄・鋼は製造するにあたり溶かし、冷やし、固められます。
高温になった金属は大気中の酸素と結合する事により、表面には黒皮と呼ばれる酸化被膜ができてしまうのです。
酸化被膜と言った不純物を除去せず塗装をしてしまうと・・・
塗料と素地の間に酸化被膜(不純物)がはさまれる事になってしまいます。
塗料の密着性は素地の状態に大きく左右され、硬化した塗料(塗膜)の機能も不純物のせいで本来の性能を発揮する事が出来ません。
設定されている耐久年数を待たず、早々に塗膜が剥がれ落ちるなどの塗装不良へとつながってしまいます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストで素地調整を行えば
表面の黒皮やサビ、その他付着物を確実に除去する事が可能となります。
またブラストに使用するメディア(研磨剤)をグリット形状(多角形状粒子でトゲトゲ)にすれば、素地は無数の細かい凹凸となるので塗料の付着面積が倍増し剥がれる事が無くなります。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
ブラストを行い素地を清浄な状態へ変え、塗装を行う事で塗膜の寿命は2倍、3倍と長持ちする事が出来るのです。
塗膜を長持ちさせるためには良い塗料や塗装回数を増やすことより、良い素地調整を行う事が一番の近道となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気をメディア(研磨剤)と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「ブラスト処理」の種類と特徴
ブラストにはいくつかの加工方法があります。
その加工方法とそれぞれの特徴について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストとは?
1種ケレンとも呼ばれ「加工対象へ無数の研磨材を衝突」させる事で表面の不純物除去や粗面・清浄化を目的とした表面加工の方法です。
ブラスト処理の種類
ブラスト処理はまず「機械式」と「エアー式」この2つに分けられます。
【機械式】
インペラをモーターの力で回転させ、そこに研磨材を投入することで投射し加工を行う方法。
インペラが水車としたら研磨材が水で高速回転させる事で水を叩きつけるイメージです。
この加工方法は一般的に『ショットブラスト』と呼ばれます。
【エアー式】
圧縮した空気の力を利用し、研磨材を投射する事で加工を行う方法。
このエアー式ブラストは仕組みと研磨材により多くの種類に分けられます。
『エアーブラスト』
エアー式の中で最もシンプルな構造で圧縮した空気と研磨材を同時に噴射する事で加工を行います。
また使用した研磨材によって呼び方が変わります。
砂= 「サンドブラスト」、多角形状の鋼= 「グリットブラスト」、球体のガラス= 「ビーズブラスト」、ドライアイス= 「ドライアイスブラスト」など多くの種類があります。
『バキューム(吸引式)ブラスト』
エアーブラストと基本的な原理は一緒ですが、研磨材を噴射するノズルが特殊でノズルを密着させて加工する事で噴射と吸引を同時に行う加工方法です。
『ウェット(湿式)ブラスト』
研磨材と液体を混ぜ合わしたものを特殊なノズルから圧縮した空気の力で噴射し加工を行う方法です。
各ブラスト処理の特徴
詳細は下記リンクに掲載しています。
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『ショットブラスト』
研磨材は鋼や鋳鉄製の球体を使用している事が多く、その加工方法から大量生産向けとなります。
インペラは一定方向への投射しかできないので加工物の形状が限られますが、短時間で多くの面積を均一に仕上げる事が可能です。
『エアーブラスト』
最も多くの研磨材を使用する事が可能で、多くの材質や仕上がりに幅広く対応する事が出来ます。
研磨材によっては加工時に粉塵が発生するので設備と防具が必要ですが、作業者がノズルを持って作業するので加工物の形状を問わず加工する事が可能です。
『バキューム(吸引式)ブラスト』
ノズル内で加工と吸引を行うので粉塵の発生が少なく、研磨材の回収が容易です。
加工時はノズルを密着させなければならないので、平面しか対応できず加工範囲も狭いので作業効率が悪いというデメリットがあります。
『ウェット(湿式)ブラスト』
液体と研磨材混ぜているので粉塵の発生が少なく、研削量が少ないので加工物の形状をほとんど変形させる事なく加工する事が出来ます。
自動化も可能であまり強度がない製品にも対応できますが、コストがかかる事と製品が濡れてしまうので後処理が必要となってしまいます。
まとめ
ブラスト処理には多くの種類が存在し、それぞれにメリットもデメリットがあります。
加工物の材質、形状、予算、目的などで向き・不向きな加工方法があると思います。
「ブラスト処理の種類と特徴」を理解する事で、適した加工方法を選定する事が重要です。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
原田鉄工ではエアー式にて「グリットブラスト」、「サンドブラスト」を常用しておりますが、その他研磨剤にも対応可能です。
ご要望がありましたら、お気軽にご相談ください。
またブラスト後は防錆処理が必須となります。
プライマー塗装から上塗塗装まで社内で一貫対応可能です。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【プラント配管の塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/200499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【アルミの剥がれない塗装方法】
塗装が剥がれやすいと言われるアルミニウム
剥がれない塗装にするためには適切な下処理が必要不可欠です。
アルミの剥がれない塗装方法について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.専用の下塗塗料
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面を研磨する事で塗料が密着しやすい表面へ変化させる必要があります。
研磨する事で細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
また表面の酸化物を除去する効果もあるのでこの工程が非常に重要となり、塗装剥がれの結果を左右します。
3.専用の下塗り
アルミと密着性の良い専用の塗料で塗装しなければ、簡単に剥がれてしまう可能性があります。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【施工事例】ステンレス製クーラーボックスの塗装
https://www.nc-net.or.jp/company/98405/product/detail/227855/
『アルミを塗装するメリット』
1.防食性の向上
アルミは酸化被膜のおかげで錆びにくいですが、錆びない訳ではありません。
特に屋外で使用される場合などは塗装を行う事で「腐食」「錆」「酸化」から守り長寿命化させる事ができます。
2.耐摩耗性の向上
塗料で表面を覆う事で、アルミの表面を傷からまもれます。
アルミに錆が発生する大きな要因の1つである「もらい錆」を防ぐ効果もあります。
3.装飾効果
色や質感を追加する事で様々なデザインを実現する事が出来ます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミは錆びにくい素材ではありますが、剥がれない塗装を行う事で更に防食性を向上させ長持ちさせる事ができます!
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
【機能性と意匠性を両立する「ブラスト×着色アルマイト処理」】
https://ja.nc-net.or.jp/company/98405/product/detail/246724
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-6】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-6(コマーシャルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を67%以上除去する必要があります。
一般的にISO Sa2と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-6とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した錆は確実に除去する必要があり、ミルスケールや酸化被膜の軽度な変色や影が表面積の33%まで許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-6の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を67%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-6の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-6で行うメリット』
SSPC SP-6は素地調整の中で3番目に高いレベルの規格となります。
最上位の規格SSPC SP-5はほぼ100%の除去が必要とされ、次点のSSPC SP-10は95%以上の除去が必要とされます。
SSPC SP-6は軽度の汚れに限りますが33%まで許容されるため、上位2つの規格と比較するとコストが削減されます。
それでも2種ケレンとされるSSPC SP-3と比較すると清浄度に優れており、より高い塗料との密着性が期待できます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
『まとめ』
SSPC SP-6は素地調整の規格であり、許容範囲が広い事から上位の規格と比較すると安価となります!
施工方法はブラストで表面に付着した異物を67%以上除去する必要があります。
許容される33%は酸化被膜などによる軽度の影や変色のみとなりますので、ご注意下さい。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
SSPC SP-6はステンレスやアルミといった塗装が密着しにくいとされる材質の密着性向上のため行われる事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではSSPC SP-6はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa2】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2(コマーシャルブラスト洗浄)は肉眼で見える表面の固着していない汚れ(油、錆、酸化物など)をほとんど除去する必要があります。
一般的にSSPC SP-6と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)はほとんど除去し、固着した汚れのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2で行うメリット』
ISO Sa2は素地調整の中で3番目に洗浄度の高い規格となります。
上位の規格ISO Sa3やISO Sa2.5はほとんどの表面の付着物を除去する必要がありますが、Sa2では許容される範囲が広いためコストと時間を削減する事が可能となります。
許容される固着した汚れとは刃の付いていないパテナイフでは、剥離させない程度の付着となります。
ブラスト後にも残存する汚れが残る仕様とはなりますが、それでも2種ケレンと呼ばれるISO St3と比較すると清浄度が優れており塗料と高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa2は素地調整の規格であり、表面の固着していない付着物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離させる事のできない程度の付着とされますので、ご注意ください。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
また除去するべき汚れと許容される汚れの判断基準が明確では無いため、適切に作業を行うためには専門的な技術と知識が必要となります。
ISO Sa2 コマーシャルブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料の密着性向上を目的として加工される事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa2はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装で長持ちを実現!下地処理の重要性と原田鉄工の強み】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属塗装の耐久性向上に悩んでいませんか?
せっかく施した塗装が短期間で剥がれてしまったり、錆が発生したりと、このようなトラブルに頭を悩ませている方も多いのではないでしょうか。
実は、塗装の寿命を左右する大きな要因の一つに「下地処理」があります。
本記事では金属塗装における下地処理の重要性と、その効果的な実施方法について解説していきます。
また原田鉄工株式会社が提供する高品質なブラスト・塗装サービスについても詳しくご紹介します。
『なぜ下地処理が重要なのか?』
下地処理とは「表面を塗装に適した状態へ変化させる作業」です。
この工程を適切に行うことで、以下の効果が期待できます。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
塗料の密着性向上: 下地処理により金属表面の平滑化や汚れを除去、塗料との密着性が大幅に向上します。
これにより塗膜の剥がれや浮きを防止し、塗装の寿命を延ばすことができます。
錆の発生防止: 金属表面に付着した錆や汚れなどを完全に除去することで、錆の発生を抑制し金属の腐食を防止します。
塗料の耐久性向上: 下地処理によって、塗料の性能を最大限に引き出すことができます。
これにより塗膜の耐候性や耐薬品性、耐摩耗性が向上し、長期間にわたって美しい外観を維持することができます。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『下地処理の方法』
下地処理には、以下の方法があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
ブラスト処理: 高圧で研磨材を吹き付けることで、金属表面の汚れや錆を強力に除去する手法です。
電動工具処理: ディスクグラインダーなどの電動工具を使用し、金属表面を均一に研磨する方法です。
手動工具処理: 手作業で研磨紙などを用いて、金属表面を研磨する方法です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
どの方法を選択するかは、金属の種類、汚れの程度、求められる表面状態などによって異なります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社が提供するブラスト・塗装サービス』
原田鉄工株式会社は、広島で一貫してブラスト・塗装工程を行うことを強みとしています。
創業80年となる経験とノウハウを活かし、お客様のご要望に合わせた最適な施工をご提案いたします。
原田鉄工の強み
「高品質な下地処理」
ブラスト処理の規格であるISOやSSPCに準拠した厳格な品質管理のもと、高品質な下地処理を行います。
「幅広い対応力」
鉄骨や形鋼のようなシンプルな形状の製品はもちろんですが、タンク・や機械製品などの複雑な形状にも対応できます。
またステンレスやアルミといった金属にも対応可能です。
「短納期対応」
お客様のご要望に合わせた短納期での施工が可能です。
また塗装のプロフェッショナルとしてより短納期、高品質にするための仕様選定なども協力させて頂きます。
「確実な管理システム」
求められる品質が高ければ高いほど、それに従い検査表や工程写真などの確実な管理が必要となります。
検査器具も多く取り揃え定期的に校正しておりますので、全ての工程にて必要とされる検査を正確に行う事が可能です。
『サービス内容』
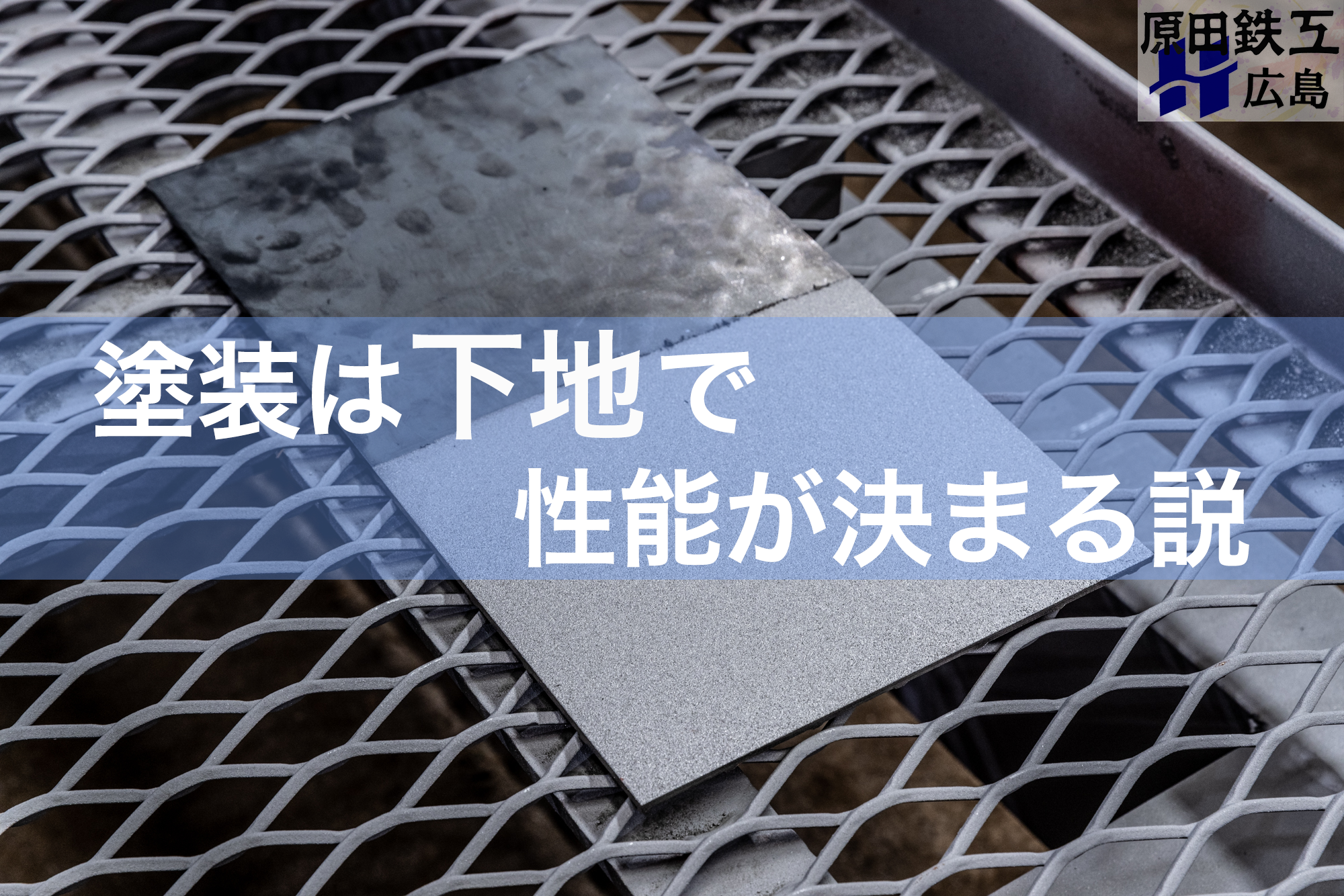
「塗装は下地で性能が決まる」という考えのもと、私たちは日々、高品質な下地処理と塗装に努めています。お客様の大切な製品を長寿命化するため、最適なソリューションをご提案いたします。
「下地処理(素地調整)」
金属表面の汚れや錆を完全に除去し、塗料との密着性を高める事で製品寿命を延ばします。
原田鉄工では大型ブラスト設備を完備しておりますので、最高品質の下地処理を提供しています。
詳細はこちら:https://www.nc-net.or.jp/company/98405/product/detail/197750/
「塗装」
高耐久性・高品質な塗料を用いて、美しい仕上がりを実現します。
塗膜厚を厳しく管理する事で適正な塗膜厚に調整致します。
『まとめ』
金属塗装の耐久性を向上させるためには、下地処理が非常に重要です。
原田鉄工株式会社は長年の経験とノウハウを活かし、お客様のご要望に合わせた高品質なブラスト・塗装サービスを提供いたします。
金属塗装でお困りの際は、ぜひ一度ご相談ください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
[関連情報]
原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程
https://www.nc-net.or.jp/company/98405/product/detail/195780/
塗装は下地で性能が決まる!?
https://www.nc-net.or.jp/company/98405/product/detail/229378/
ブラストの規格 ISOとSSPC
https://www.nc-net.or.jp/company/98405/product/detail/187739/

【塗装工程における最重要プロセス「ケレン(素地調整)」の完全ガイド】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. はじめに:なぜ「ケレン」が重要なのか
塗装の目的は、対象物の美観を整えるだけでなく、腐食(サビ)から守り、製品寿命を延ばすことにあります。しかし、どれほど高級で高性能な塗料を使用しても、土台となる表面が汚れていたり、サビが残っていたりすれば、塗料は本来の性能を発揮できません。ここで登場するのが「ケレン」という工程です。
「ケレン」は、塗装業界において「素地調整(下地処理)」と同義で使われる言葉であり、塗装の耐久性を左右する最も重要なプロセスと言っても過言ではありません。統計的には、塗膜の寿命の約50%から80%は、このケレンの品質によって決まるとされています。本稿では、原田鉄工の専門的知見に基づき、ケレンの定義から種類、具体的な工法、そしてその効果について深く掘り下げていきます。
2. ケレンの定義と語源
「ケレン」という言葉は、英語の「Clean(クリーン)」がなまったものと言われています。文字通り、表面を「清浄にする」作業を指します。 通常の金属表面には、目に見えるサビだけでなく、酸化被膜(ミルスケール)、古い塗膜、油脂、水分、塵埃などの「異物」が付着しています。これらを物理的・化学的に除去し、塗料が直接金属原子と密着できる状態を作るのがケレンの役割です。
「素地調整と下地処理の違い」
厳密には、以下のように使い分けられることがあります。
素地調整: まだ塗装されていない真っさらな金属(素地)に対して行う処理。主にブラスト加工などが含まれます。
下地処理: すでに塗装されている面や、補修が必要な面に対して行う処理。古い塗膜の剥離や段差修正などが含まれます。 現在ではこれらを総称して「ケレン」と呼ぶのが一般的です。
3. ケレンの4つの目的
ケレンを行う目的は、大きく分けて以下の4点に集約されます。
① 異物の除去
サビ、ミルスケール(黒皮)、油分、塩分、水分などを徹底的に取り除きます。これらが残っていると、塗料の下でサビが進行したり、塗料が浮き上がったりする原因となります。
② 塗料の密着性向上(アンカー効果)
金属表面を適度に粗くすることで、表面積を増大させます。これにより、塗料が微細な凹凸に入り込み、乾燥後に「くさび」のような役割を果たして強固に固着します。これを「アンカー効果」と呼びます。
③ 表面の平滑化
溶接跡のスラグやスパッタ、金属のバリなどを取り除き、表面を滑らかにします。これにより、仕上がりの美観が向上するだけでなく、塗膜の厚みが均一になり、局所的な劣化を防ぐことができます。
④ 塗膜寿命の最大化
前述の通り、適切なケレンは塗膜の剥離やフクレを劇的に減らします。結果としてメンテナンス周期が長くなり、トータルコストの削減に直結します。
4. ケレンの種類と規格(1種〜4種)
ケレン作業は、その清浄度や作業方法によって1種から4種に分類されます。これは鋼構造物塗装設計指針などに基づいた分類です。
第1種ケレン(超高度な処理)
方法: ブラスト法(研削材を高速で衝突させる方法)。
状態: 金属光沢が出るまで完全にサビや黒皮を除去します。
用途: 船舶、橋梁、海洋構造物などの「重防食塗装」が必要な過酷な環境。最も信頼性が高い工法です。
第2種ケレン(高度な処理)
方法: ディスクサンダーやパワーブラシなどの電動工具を使用。
状態: 完全にサビを除去し、活膜(しっかり密着している古い塗膜)以外の異物を取り除きます。
用途: 屋外の一般構造物や、ブラストが困難な現場での補修塗装。
第3種ケレン(中程度の処理)
方法: 電動工具に加え、ワイヤーブラシやスクレーパーなどの手工具を併用。
状態: 浮いているサビや剥がれかけた塗膜を除去しますが、強固に付着しているサビや塗膜は残る場合があります。
用途: 一般的な建物の鉄部塗り替え、腐食が比較的軽微な場所。
第4種ケレン(軽微な処理)
方法: 手工具による清掃、研磨紙(サンドペーパー)による足付け。
状態: 表面の汚れや粉化した塗膜(チョーキング)を除去する程度の清掃。
用途: 新品の鋼材でサビがない場合や、非常に状態の良い既存塗膜への重ね塗り。
5. ブラスト加工による究極のケレン
原田鉄工が最も得意とするのが、この第1種ケレンに該当する「ブラスト加工」です。ブラストは、圧縮空気や遠心力を用いて、砂や金属の粒(グリット・ショット)を高速で金属表面に叩きつける手法です。
ブラストの優位性
電動工具や手工具では届かない微細な凹部や、強固に焼き付いたミルスケールも、ブラストであれば一瞬で粉砕・除去できます。また、表面全体に均一な粗度(粗面)を形成できるため、他の工法とは比較にならないほどの圧倒的な密着強度を確保できます。
研磨材の選定
サンドブラスト: 砂(珪砂など)を使用。主にクリーニングや梨地仕上げに適します。
グリットブラスト: 鋭角な金属片を使用。非常に高い研削力があり、重防食塗装の下地に最適です。
ショットブラスト: 丸い金属球を使用。表面の強化(ピーニング効果)も期待できます。
6. ケレン作業における注意点と品質管理
ケレンは「やった直後」が最も重要です。
迅速な塗装
ブラスト等で露出した純粋な金属面は、非常に活性が高く、空気中の水分と反応して瞬時に「戻りサビ」が発生し始めます。そのため、ケレン終了後、通常は4時間以内、遅くとも当日中にプライマー(下塗り)を塗装することが鉄則です。
環境条件
湿度が高すぎる(85%以上)場合や、鋼材表面温度が露点より3℃以上高くない場合は、目に見えない結露が発生している可能性があるため、作業を中断する必要があります。
清掃の徹底
ケレンによって発生した粉塵や研磨材の残骸が表面に残っていると、それがそのまま塗膜内部に閉じ込められ、欠陥の原因となります。塗装直前の入念なエアブローや真空掃除が欠かせません。
7. 原田鉄工の強み:一貫施工と大型設備
原田鉄工は、中国地方最大級の大型ブラスト設備を有しています。これにより、以下のような他社にはない強みを提供しています。
大型製缶品への対応
橋梁の部材やプラント設備、船舶の大型パーツなど、他社では入り切らない巨大な製品も、そのままブラスト室に入れて丸ごとケレンすることが可能です。分解の手間を省き、構造物全体の防食性能を均一に保ちます。
徹底した検査体制
ケレン後の表面清浄度は、標準図との比較や表面粗度計を用いた数値管理によって厳格にチェックされます。経験だけに頼らず、データに基づいた品質保証を行っています。
一貫体制によるコスト削減
「設計・製缶」から「ケレン・塗装」、さらには「組立・検査」まで自社工場内で完結するため、物流コストの削減や納期短縮が可能です。また、各工程の責任主体が明確であるため、高度な品質管理が実現します。
8. おわりに:持続可能な社会のために
現代社会において、インフラや産業機械の長寿命化は、資源の有効活用と環境負荷低減の観点から非常に重要な課題です。適切なケレンを行い、強固な防食塗装を施すことは、製品を20年、30年と持たせるための「先行投資」です。
原田鉄工は、昭和24年の創業以来、この「ケレン」という地味ながらも過酷な作業に向き合い続けてきました。目に見えなくなる工程だからこそ、一切の妥協を許さない。そのこだわりが、日本の産業を支える数々の構造物の耐久性を守り続けています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
ブラスト加工とは?4種類の方法を徹底比較|メリット・デメリットと選び方【2026年版】
広島にてブラスト加工を続けて創業80年となる原田鉄工がブラスト加工について詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工とは』
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を対象表面に衝突させ、表面を加工する技術です。
塗装前の素地調整・下地処理、洗浄・クリーニング、粗面化、バリ取り、塗装剥離、疲労強度向上、デザイン性や機能性の付与など幅広い目的・用途で使用されています。
使用する研磨材の素材や形状、加工方法によって仕上がりや加工効果は異なります。
研磨材には鋼・ステンレス・アルミなどの金属から砂・セラミック・ガラス・樹脂・果実の種子まで多くの種類が存在します。
『ブラスト加工の3つの効果』
1. 除去
研磨材を衝突させることで表面に付着している錆、塗膜、樹脂、汚れ、酸化被膜などを除去します。
塗装前の素地調整で錆や酸化被膜を除去することで塗料の密着不良や早期剥離を防ぎます。
劣化した塗装や樹脂を除去し、再びコーティングを行うことで新品に再生できます。
2. 研削
研磨材が表面を削ることで表面を粗面化させます。
ブラスト加工により表面に微細な凹凸が無数に形成され、凹凸に塗料などのコーティングが入り込み硬化することで格段に剥がれにくくなります(アンカー効果)。
ブラスト加工後のザラザラとした表面は梨地と呼ばれ、光が乱反射することで光沢が抑えられた高級感のある仕上がりとなります。
また、粗面化により表面積が増大することで摩擦抵抗の増大、放熱性・保油性の向上、防眩性の向上、キズや汚れが目立ちにくくなる防汚・防傷などの効果があります。
3. 改善
研磨材が表面を何度も叩くことで表面を改善します。
ショットピーニングにより金属表面を圧縮するため疲労強度を向上させ、表面の硬さや強度が高まるため耐摩擦性能も向上します。
これにより材料の寿命を延長させる効果があります。
『ブラスト加工に使われる研磨材』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です。
素材:加工対象に合わせた素材を選び、もらい錆などを防ぐ必要があります。
形状:鋭角が多い多角形状は除去目的、球状はバリ取りやピーニング効果などの改善が目的です。
サイズ:大きな研磨材は表面に与える影響も大きく、小さな研磨材は影響も小さくなります。
硬度:大きければより粗く、低ければ損傷を抑えた加工が可能です。
比重:重量が重いものほど加工性に優れます。
粉砕性:小さいものは回収・再利用が可能なのでコストパフォーマンスに優れます。
ブラスト加工は研磨材を使い分けることで対応する素材、仕上がり、加工効果が大きく変わります。
『ブラスト加工の分類』
ブラスト加工は研磨材の状態(乾いている→乾式、濡れている→湿式)と加速方法(圧縮空気→エアー式、モーター→機械式)により分類されます。
基本的に工場などで採用されているのは「エアーブラスト」か「ショットブラスト」で、「バキュームブラスト」は現地工事、「ウェットブラスト」は微細加工が必要な特殊部品などで主に活用されています。
『代表的な4種類の加工方法』
エアーブラスト(別名:乾式ブラスト)
原理:コンプレッサによる圧縮空気を動力源とし、ノズルより研磨材を高速噴射します。作業員が手動操作する「手動式」、ロボットにより自動で加工する「自動式」両方に対応可能です。
加工目的:コーティング前の素地調整・下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工、クリーニングなど。
メリット
・豊富な種類・サイズの研磨材を使用できる
・ノズルの形状変更で特殊な製品も均一に加工可能
・加工目的、製品形状、製品素材など最も汎用性に優れる
デメリット
・研磨材と粉塵が広範囲に飛散する
・強度の無い製品は変形や歪みが発生する場合がある
・専用設備や大型コンプレッサなど初期コスト・運用コストが高い
ショットブラスト(別名:機械式ブラスト)
原理:モーターを動力源としインペラ(羽根車)を高速回転させ、遠心力を利用し研磨材を高速投射します。製品を装置やコンベアラインに設置し、自動で加工する仕組みです。
加工目的:バリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
メリット
・構造的にシンプルで初期コストや運用コストを抑えられる
・広範囲に研磨材を投射するため大面積の加工が容易
・球状の研磨材を使用するため粉塵の発生・飛散が比較的少ない
デメリット
・一定の方向・距離・角度から投射するため複雑な形状は加工が難しい
・加工力を調整できないので精度の高い加工には不向き
・研磨材の種類に制限があるため対応できる加工も限定的
ウェットブラスト(別名:湿式ブラスト)
原理:エアーブラストと同様に圧縮空気を動力源としますが、水と研磨材の混合液を高速噴射します。粒子の小さな研磨材を利用することが多いです。
加工目的:デリケートな素材への微細な粗面化、表面研磨、クリーニング、バリ取り、梨地加工など。
メリット
・薄物、電子部品、プラスチックなどのデリケートな素材への損傷を最小限に抑えた加工が可能
・通常では扱えない微粒子を研磨材として使用できる
・水と研磨材を混合しているため粉塵の発生が少ない
デメリット
・水に弱い、錆びやすい、濡れることで性質が変化する素材などは加工できない
・研削力が低いので対応できる加工に限りがある
・水を循環・混合・攪拌させる装置や排水等の設備が必要で初期コスト・運用コストが最も高い
バキュームブラスト(別名:吸引式ブラスト)
原理:エアーブラストと同様に圧縮空気を動力源としますが、ノズル内にて研磨材の噴射及び回収を行います。作業員が手動操作する「手動式」で、屋外工事での使用を想定しています。
加工目的:屋外工事でのコーティング前の下地処理、錆や汚れなどの除去、落書きなどの塗装除去、アスファルトやコンクリート製品のクリーニングなど。
メリット
・研磨材の飛散・粉塵の発生がほとんどないため最小限の養生作業で済む
・同一空間で複数人の同時加工が可能
・機材・設備がコンパクトなので運搬と設置が容易
デメリット
・研削力が高くないので小面積でも加工に時間と労力が必要
・ノズルを加工面に密着させる必要があるので基本的に平滑面の加工に限定される
・研磨材の種類に制限があるため対応できる加工も限定的
『ブラスト加工の重要性』
ブラスト加工は塗装工程において最も重要とされる「素地調整」や「下地処理」の工程です。製品の仕上がりはもちろん、耐久性に多大な影響を及ぼします。
1種ケレンと呼ばれる「ブラスト加工」と2種ケレンと呼ばれる「電動工具処理」の処理方法の違いだけでも、塗膜寿命に約50%もの影響を与えるとされています。
これは「塗装回数」や「塗料の種類」を大きく上回る影響力です。
「塗装の回数を増やす」「高性能な塗料を使う」ことも重要ですが、「ブラスト加工で素地調整をする」だけで塗装寿命は大幅に延長することが可能です。
『まとめ』
ブラスト加工とは研磨材となる粒子を加工対象表面に衝突させる表面処理加工の一種です。
塗装前の素地調整・下地処理、洗浄・クリーニング、粗面化、バリ取り、塗装剥離、疲労強度向上、デザイン性や機能性の付与など幅広い目的・用途で加工されています。
ブラスト加工は研磨材が「乾いている or 濡れている」、研磨材の加速方法が「圧縮空気 or モーター」で大きく分類されます。
「エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やサイズ、メリット・デメリットが異なります。
ブラスト加工を行う周辺環境、加工対象製品の素材・形状・強度、加工目的、使用する研磨材の種類を考慮し、適切な加工方法を選定する必要があります。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/

【重防食の常識】塗装寿命を左右する「国際規格(ISO/SSPC)」に基づいたブラスト品質管理の重要性
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 塗装の寿命は「下地」で50%決まる
鋼構造物のメンテナンスにおいて、高性能な塗料を選ぶことは重要です。
しかしどんなに高価な塗料も、その性能を100%発揮できるかどうかは「素地調整(下地処理)」にかかっています。
統計的には塗膜寿命の約50%は下地処理の精度に依存すると言われており、不適切な下地処理は、早期の剥離や腐食を招く最大の原因となります。
2. 「経験と勘」から「国際規格による数値管理」へ
日本の多くの現場では、未だに「見た目」や「職人の経験」に頼った下地処理が行われているケースが散見されます。
しかし公共インフラやプラント設備、海外案件においては、客観的な品質証明が不可欠です。
そこで基準となるのが、国際規格(ISO 8501-1 / SSPC)です。
除錆度(清浄度): ブラスト処理によって、黒皮やサビ、汚れをどこまで除去できたか。
アンカーパターン(表面粗さ): 塗料が食いつくための凹凸を、ミクロン単位でどう制御するか。
原田鉄工ではこれらの規格を厳格に適用し、感覚ではなく「数値」による品質管理を徹底しています。
3. 除錆度 Sa 2.5(準鏡面仕上げ)の壁
ブラスト処理において、最も一般的かつ重要な指標が「Sa 2.5(ISO)」や「SP10(SSPC)」と呼ばれる準鏡面仕上げです。
これは金属光沢を確実に露出させ、腐食の原因となる汚れを分子レベルまで除去する工程です。
この基準をクリアすることで、塗料と鋼材の界面で強固な密着が生まれ、過酷な環境下でも耐えうる防食性能の「土台」が完成します。
4. 塗料を「食いつかせる」アンカーパターン制御
もう一つの鍵は「表面の粗さ」です。投射材(グリットやショット)の選定や圧力調整により、塗料の特性に合わせた最適な凹凸(アンカーパターン)を作り出します。
粗すぎれば塗料が凹部に行き渡らず、平滑すぎれば密着力が不足します。
この絶妙なコントロールこそが、創業80年の歴史を持つ弊社の熟練工による「数値化された職人技」です。
5. 「戻り錆」を許さない屋内一貫体制
ブラスト直後の鋼材は非常にデリケートで、湿気があれば数時間で「戻り錆(再発錆)」が発生します。
弊社は大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」。
清浄な状態を維持したまま、最適な環境下ですぐさま塗装工程へ移行できるため、現場施工では成し得ない高次元の品質を担保しています。
💡 より詳細な技術データ・規格対照表について
本記事で触れた「ISOとSSPCの具体的な規格対照表」や、施工管理記録として提出する「写真帳のサンプル」、およびブラスト清浄度の判定基準(Sa 2.5の詳細など)については、弊社公式サイトの技術解説ページにて詳しく公開しております。
社内での仕様検討や、発注者様への説明資料としてぜひご活用ください。
▼ 国際規格に基づいたブラスト品質管理(詳細ページ)
https://harada-tekkou.co.jp/pages/84/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

お客様から「飛行機と旅客搭乗橋の接続部の緩衝材が欲しい」というお声を頂き、素材提案から加工までお任せ頂きました。
空港で使用するため耐候性が要求され、また、飛行機と旅客搭乗橋がドッキングする際の緩衝材となるため、視認性の高い目立つ色であることが重要でした。
そこで、材料メーカーと協力して目立つ色のEPDM開発に着手し、最終的に黄色EPDMが採用されました。
弊社にて図面通りに加工し、現在も安定供給しております。
⇨ 詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
私たちは、お客様一人ひとりのニーズに寄り添い、最適な提案をさせていただきます。ゴム加工のことなら、ぜひ児玉ゴム商会にお任せください。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
クロロプレンゴム(ネオプレン)(CR)とは?素材特徴と違い比較|バランスの取れた性質から見る製品用途とメリット
【クロロプレンゴムの歴史と開発背景】
クロロプレンゴム(CR)は、1931年にアメリカのデュポン社によって開発された世界初の合成ゴムです。商品名「ネオプレン」として知られ、天然ゴムの代替材料として開発されました。耐候性、耐油性、難燃性など、バランスの取れた特性を持つことから、幅広い産業分野で使用されています。
【化学構造と特性】
CRは、クロロプレン(2-クロロ-1,3-ブタジエン)の重合体です。分子中の塩素原子の存在により、耐候性、耐オゾン性、難燃性などの特性が付与されます。結晶化しやすい規則的な構造を持ち、これが優れた機械的特性の源となっています。
【製造方法】
主な製造工程:
1. 乳化重合によるポリマー合成
2. 重合停止・凝固
3. 洗浄・脱水
4. 乾燥
5. 品質検査・出荷
【グレードと規格】
硫黄変性による分類:
- G タイプ:汎用グレード
- W タイプ:耐候性向上グレード
- T タイプ:加工性改良グレード
- M タイプ:結晶化制御グレード
【クロロプレンゴム(ネオプレン) (CR)の物性】
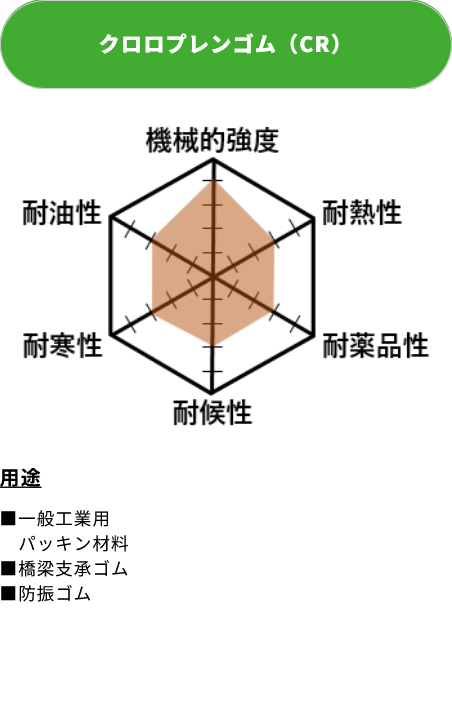
▶主な特徴:
耐候性、耐オゾン性、耐熱性、耐薬品性など平均した性質をもつ。
機械的強度:4
耐熱性:3
耐薬品性:3
耐候性:3
耐寒性:3
耐油性:3
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.15-1.25
▶機械特性
可能なJIS硬さ範囲 : 10-90
引張強さ : 50-250 kg/cm²
伸び : 100-1000%
反発弾性 : ◎
引裂き強さ : ○
圧縮永久歪 : ◎
耐摩耗性 : ◎~○
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 130℃
耐寒性(ぜい化温度): -35~-55℃
耐老化性 : ◎
耐オゾン性: ○
耐光(候)性: ◎
耐炎性 : ○
ガス透過性: 3cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^10~10^12Ω/cm、25℃
破壊電圧 : 500-1100V/mil,短時間
誘電率 : 7.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ○
ベンゼン・トルエン: ×
トリクレン: ×
アルコール: ◎
エーテル: ×~△
ケトン(MEK): △~○
酢酸エチル: ×
水: ◎
有機酸: ×~△
高濃度無機酸: ○
低濃度無機酸: ◎
高濃度アルカリ: ◎
低濃度アルカリ: ◎
▶主な用途
電線被覆、自動車部品、航空機部品、コンベアベルト、橋梁支承ゴム、防振ゴム、窓枠ゴム、接着剤、ゴム引き布、一般工業用パッキン材料、塗料など
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:高温による分子構造の変化
- 光劣化:紫外線による劣化
- 機械的劣化:繰り返し応力による疲労
- 化学的劣化:強酸・強アルカリとの接触
防止策
1. 適切な配合設計(老化防止剤の選定)
2. 使用環境に応じたグレード選択
3. 適切な保管条件の管理(温度15-25℃、湿度50-65%)
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化に伴い、難燃性や環境負荷の低さが評価され、電線被覆材や建築用シール材としての需要が増加傾向にあります。特に、自動車産業や建設業界での需要が堅調です。
【応用技術とイノベーション】
- 新グレード開発:低温特性改良品
- 複合材料:他素材とのブレンドによる特性向上
- 加工技術:押出し、射出成形等の最適化
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174
フッ素ゴム(バイトン)(FKM、FPM)とは?素材特徴と違い比較|耐熱性と耐薬品性から見る製品用途とメリット
【フッ素ゴムの歴史と開発背景】
フッ素ゴムは、1957年にデュポン社によって「バイトン」の商標名で開発された高性能合成ゴムです。航空宇宙産業や化学工業での過酷な使用環境に対応するため、特に高い耐熱性と耐薬品性を持つ材料として開発されました。現在では、自動車、化学プラント、半導体製造装置など、幅広い産業分野で使用されています。
【化学構造と特性】
フッ素ゴムは、フッ化ビニリデンとヘキサフルオロプロピレンなどのフッ素化合物の共重合体です。分子中の炭素-フッ素結合が特徴的で、この強固な化学結合により以下の特性が実現されています
- 優れた耐熱性
- 卓越した耐薬品性
- 高い耐油性
- 優れた耐候性
- 難燃性
【製造方法】
主な製造工程
1. 乳化重合または懸濁重合
2. 重合停止・回収
3. 脱水・乾燥
4. 配合加工
5. 成形・加硫
【グレードと規格】
フッ素含有量による分類
- 65%タイプ:標準グレード
- 66%タイプ:高耐熱グレード
- 70%タイプ:特殊グレード
共重合体の種類による分類
- 二元系(VDF-HFP)
- 三元系(VDF-HFP-TFE)
- 四元系(VDF-HFP-TFE-PMVE)
【フッ素ゴム(バイトン)(FKM、FPM)の物性】
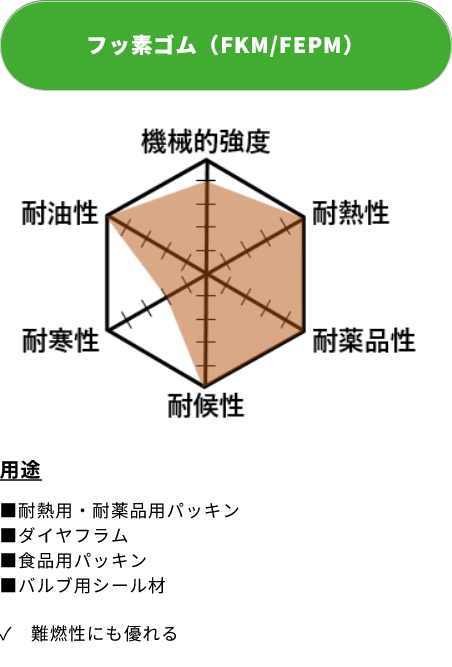
▶主な特徴:
最高の耐熱性(難燃性)と耐薬品性をもっている。
機械的強度:4
耐熱性:5
耐薬品性:5
耐候性:5
耐寒性:2
耐油性:5
※「5:優れている」「4:良好である」「3:中庸である」「2:やや劣る」「1:劣る」の5段階評価です。ただし、本評価は原料ゴムポリマーの一般的な特性・傾向を相対的に表したものです。同じ材質であってもメーカー、品番・グレードによって評価が異なる場合がありますので、詳細についてはお気軽にお問い合わせください。
▶純ゴムの比重: 1.80-1.82
▶機械特性
可能なJIS硬さ範囲 : 50-90
引張強さ : 70-200 kg/cm²
伸び : 100-500%
反発弾性 : △
引裂き強さ : ○
圧縮永久歪 : ○
耐摩耗性 : ◎
耐屈曲亀裂性: ○
▶物理的特性
耐熱性(最高使用温度): 300℃
耐寒性(ぜい化温度): -10~-50℃
耐老化性 : ◎
耐オゾン性: ◎
耐光(候)性: ◎
耐炎性 : ◎
ガス透過性: 1cc・cm/cm²・sec・atm
耐放射線性: ○~△
▶電気特性
体積抵抗 : 10^15~10^18Ω/cm、25℃
破壊電圧 : 450-600V/mil,短時間
誘電率 : 2.0-2.5 60 ∝
▶耐油・耐薬品性
ガソリン・軽油: ◎
ベンゼン・トルエン: ◎
トリクレン: ○
アルコール: ◎
エーテル: ×~△
ケトン(MEK): ×
酢酸エチル: ×
水: ◎
有機酸: ×
高濃度無機酸: ◎
低濃度無機酸: ◎
高濃度アルカリ: ×
低濃度アルカリ: △
▶主な用途
耐熱、耐油、耐化学薬品性を必要とするミサイル、ロケットなどのパッキン、ガスケット、ダイアフラム、タンクライニング、ホース、ポンプ部品など、食品用パッキン、バルブ用シール材
【劣化の原因と防止策】
主な劣化要因
- 熱劣化:極限温度での使用
- 化学的劣化:特定の化学物質との接触
- 機械的劣化:過度な応力や摩耗
- 低温脆化:使用温度限界以下での使用
防止策
1. 適切なグレード選択
2. 使用環境に合わせた配合設計
3. 適切な加工条件の設定
4. 定期的な点検とメンテナンス
【市場動向と将来展望】
環境規制の強化や産業の高度化に伴い、高耐熱性・高耐薬品性材料としての需要が増加傾向にあります。特に、自動車の電動化や半導体製造装置向けの需要が伸びています。
【用途別の要求特性】
1. 自動車部品
- 耐熱性
- 耐油性
- 耐久性
2. 化学プラント
- 耐薬品性
- シール性
- 安全性
3. 半導体製造装置
- 高純度
- 耐プラズマ性
- 低アウトガス性
【素材提案 ~無数の素材から最適解を見つけ出す~】
素材の選択には、強度、弾性、耐久性、耐熱性、耐薬品性などの素材特性と、お客様のニーズ・用途を熟知、考慮することが重要です。
お客様のご要望を丁寧にヒアリングし、創業60年・年間3万件以上の製造実績から、圧倒的な経験・知識を駆使して最適な素材をご提案することで、製品の性能を最大限に引き出します。
▶詳細資料のダウンロード
より詳しい技術情報や実績については、下記URLから資料をダウンロードいただけます。
https://ja.nc-net.or.jp/company/104618/dl/catalog/203135
ぜひ、社内の関係者様とも共有いただき、お気軽にご相談ください。
▶お問い合わせはお気軽に!
「うちの会社の製品に使えるゴム部品はないかな?」「この形状のゴム製品を作れる?」など、どんな些細なことでもお気軽にご相談ください。きっと、あなたのビジネスに貢献できるゴムソリューションが見つかります。
児玉ゴムは「加工ができるゴム専門商社」として、柔軟な対応力を最大の特徴としています。素材提案から加工、卸売りまで一気通貫の対応が可能で、小ロットから量産まで幅広いニーズにお応えします。
以下の連絡先からお問い合わせいただけます。専門スタッフが丁寧にご対応させていただきますので、どうぞお気軽にご連絡ください。
↓技術相談・見積依頼はこちらから↓
https://ja.nc-net.or.jp/company/104618/inquiry/input/
株式会社児玉ゴム商会
https://kodama-gomu.com/
〒730-0856 広島県広島市中区河原町3番3号
TEL:082-232-1418 / FAX:082-292-8174


