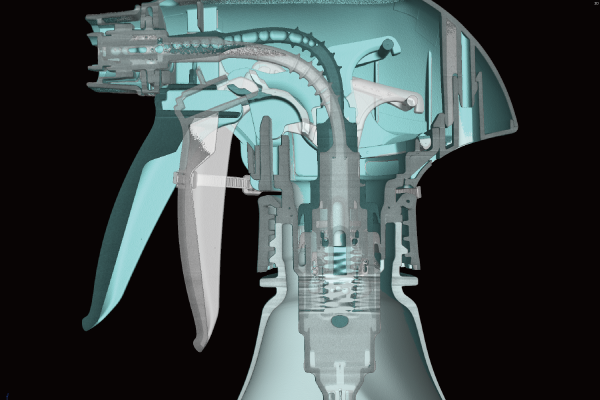
X線により物体を透過するCTスキャンを利用すると、
自由な曲面を持つ複雑な形状も3Dデータに
することができます。
また、ノイズの除去や欠陥部をデータ処理作業を
することによって、より綺麗なデータを取得可能です。
なので植物や昆虫といった、
従来のスキャン技術では難しかった
複雑な形状の対象物も容易に
スキャニング可能となっております。
ぜひ、キャステム京都CTスキャンサービスを
ご活用くださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由となっておりますので、
お気軽に遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

【CTスキャンを活用しませんか?】
製品の傷や欠けなどは目視で確認できても、
内部で起きている鋳巣・欠陥などの問題は確認することが難しいものでした。
製品の不良が起きてから内部の検査をするのではなく、
問題が起こる前に製品を傷つけないで検査や評価することができる
非破壊検査”は、品質の安定または技術の向上に繋がり、
重要性の高い検査方法のひとつです。
【スキャニングの特徴】
産業用CTスキャナは高品質なデータを得ることが出来ます。
工業製品の品質検査や評価など、さまざまな用途で利用可能です。
【スキャニングを終えた後にできること】
CTスキャンで取得した3Dデータから設計図との形状比較が可能です。
これにより製品の出来栄えが3Dデジタル画像で検証できます。
キャステム京都ではこれまでに様々な案件を
承ってまいりました。
まずはお気軽にご相談ください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
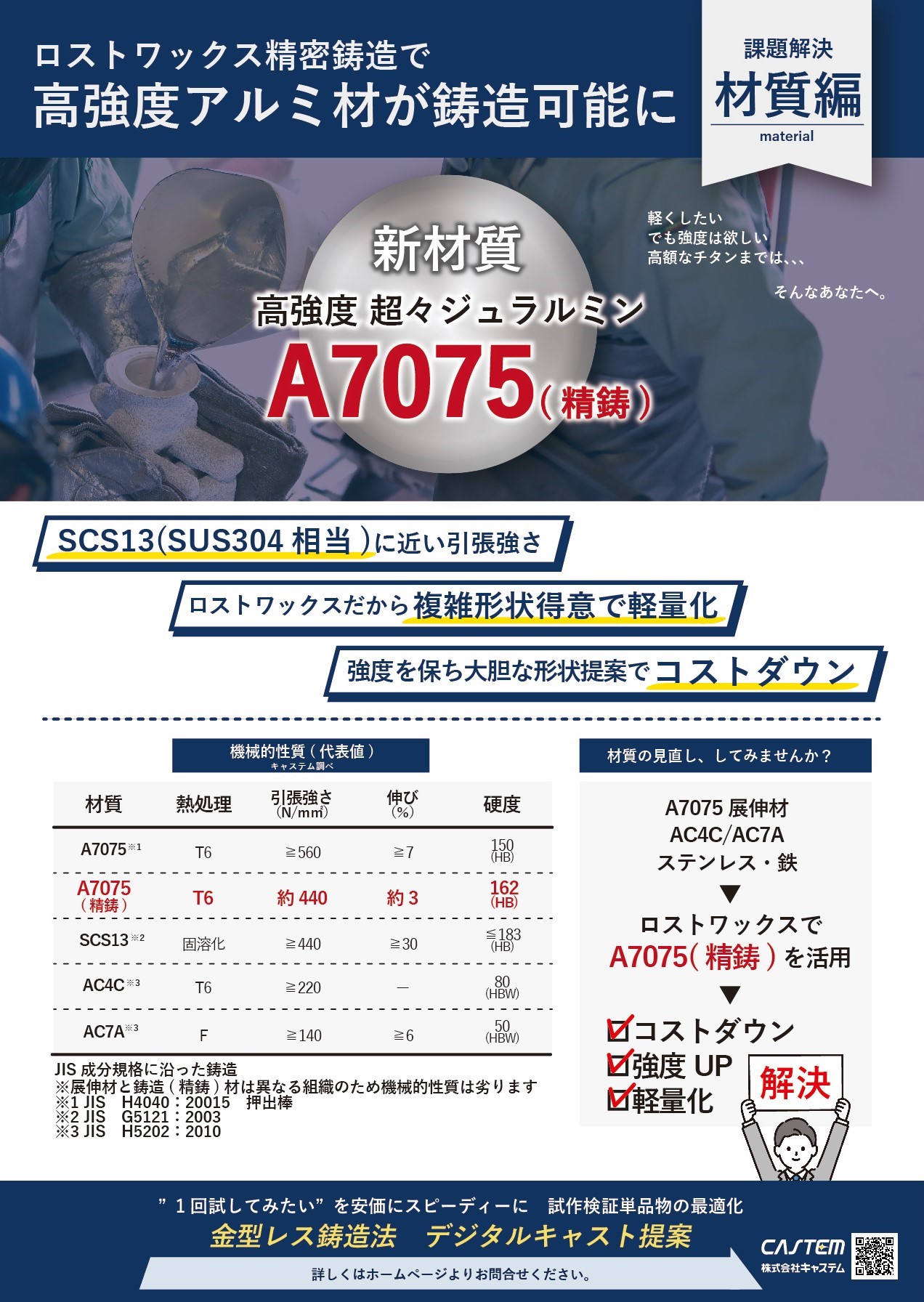
高強度アルミ材である超々ジュラルミンA7075が弊社オリジナル鋳造材規格としてロストワックス精密鋳造、金型レス鋳造デジタルキャストで使用可能。シンプル形状から三次元複雑形状や中空形状まで再現性高い鋳造法で軽量化や強度アップに活用してみませんか。試験的に1個だけ試したい際でも金型製作不要なデジタルキャスト方式で初期金型コスト0円で鋳造お試し、強度評価等で問題無ければ起型化によるロストワックス精密鋳造でリピート量産化が弊社のみで完結出来ます。その他70鋼種以上の金属材質にも対応しておりますのでお気軽にご相談ください。

画像は、従来は切削加工品だった部品をMIM(金属粉末射出成形、メタルインジェクションモールディング)製法に切り替える事で量産性が向上し、リードタイム改善となった事例です。また、徐肉により材料重量を90g近く削減する事で、コストダウンも実現しました。
◎製品概要
・材質:SUS304L
・サイズ:40×35×35
・MIMの場合は製品重量がコストに大きく影響するため、できる限り徐肉
【キャステムのMIM製法】
MIM(金属粉末射出成形)製法とは、金属粉末と有機バインダ(樹脂)を混ぜ合わせ、金型に射出することによって目的の形状の金属部品を製造する加工法です。肉厚5mmまでの微細三次元複雑形状が得意で、密度95%以上。ミリオーダーに対応し、通常焼結品よりも機械的強度に優れています。金属粉末とバインダを混錬させ作るコンパウンドの自社開発も進め、1991年に米国特許を取得しました。
【特徴】
■対応ショット数50個以下の場合、素材の最短納期30日、加工込みだと45日で対応。金型費の目安は19万円~の「トライやる型」も扱っています。ロット10個から万単位まで幅広く対応します。
■生産の9割以上を100%出資の海外工場で製作。自社で金型製作し、型費初期コストの低減提案も可能。
■国内・海外工場ともISO9001取得。しっかりとした管理体制のもと品質管理を実施しています。
■鉄、ステンレス、チタンなど通常のMIM材質以外にも幅広く対応。
■精密加工、熱処理、メッキ等、一貫生産が可能
■1g以下から100gまで(肉厚0.2mm~5mm、数㎜~φ50~80程度)が目安
医療機器部品、雄/雌ネジ、内筒、サイドプッシャーなど実績多数。
小物金属部品製造のことなら、お気軽にお問い合わせください。
高強度アルミ材である超々ジュラルミン「A7075(精鋳)」が、弊社オリジナル鋳造材規格に!
ロストワックス精密鋳造や金型レス鋳造「デジタルキャスト」で使用可能です。
「軽さと強度がほしい」「でもチタンは高い。なんとかコストを抑えたい…」
そんなお悩みを解決します。
アルミ材特有の軽さを備えつつ、引張強さはステンレス材「SCS13(SUS304相当)」に近い実績値。
軽さや強度が求められる航空宇宙部品やロボット部品に適しています。中空・複雑三次元形状を得意とするロストワックス精密鋳造で、最適な形状提案によるコストダウンにつなげます。
「試験用に1個だけほしい」。そんな場合も、お試ししやすい初期金型コスト0円の「デジタルキャスト」で鋳造対応。
その後、金型製作からのロストワックス精密鋳造で「試験→リピート量産」が1社で完結できます。
その他にも70鋼種以上の金属材質にも対応しておりますので、ホームページなどからお気軽にご相談ください。

いま切削や溶接で製造している部品を、より低コスト・短納期で作ってみませんか?
画像の部品は、元々は2つの部品を切削加工で製作したのち、溶接して製作されていたものです。
【インコネル625】という特殊材質であるため、海外の加工業者から仕入れが必要で余計にコスト高となっていました。
また、この材質は加工硬化が生じやすく、切削加工が非常に困難でもあります。
しかし、金型不要・多材質対応の鋳造方法である【デジタルキャスト®】ですべて解決!
デジタルキャスト®のポイントは、以下の通りです。
✅最短納期は1週間
✅70鋼種以上の材質(鋳造材)を選択可能
✅1個から製造可能
✅型費0円
量産を見据えた試作や小ロット量産の見積も大歓迎です!
お客様のご希望に柔軟に対応いたしますので、軽量化・形状変更など検討中の部品がございましたらまずはお気軽にお問い合わせください。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
―高強度アルミ材「A7075(超々ジュラルミン)」の鋳造対応
A7075は、アルミ特有の軽さを持ちながら、引張強さはステンレス材(SUS304相当)に近い実績値を持つ材料です。
そのため、
・航空宇宙部品
・ロボット部品
・軽量化が求められる機械部品
などに適しています。
✅複雑形状・中空形状も対応
当社のロストワックス精密鋳造では、切削加工では難しい中空形状や複雑な三次元形状にも対応可能。
最適な形状をご提案することで、部品点数の削減やコストダウンにつなげます。
✅金型なし・1個から試作可能
「まずは1個だけ試したい」そんな場合には、初期金型コスト0円の金型レス鋳造【デジタルキャスト】をご利用いただけます。
試作:デジタルキャスト
量産:ロストワックス精密鋳造
といった形で、試験から量産までを1社で完結できます。
✅多様な金属材料に対応
当社では、A7075以外にも70鋼種以上の金属材料に対応しています。材料選定や工法についても、お気軽にご相談ください。
「軽さと強度、どちらもほしい」
「チタンほど高価な材料は使えない」
そんなお悩みはありませんか?
当社では、高強度アルミ材として知られる超々ジュラルミン(A7075)を、独自の鋳造材規格としてご提供しています。
軽量化・高強度・コスト削減を検討中の方は、ぜひお気軽にお問い合わせください。

医療機器や航空宇宙向けなど、小型で精密な金属部品を試作したいとき、こんなことで困った経験はありませんか?
・試作したい数量は少ないのに、金型費が高い
・微細形状なので加工方法が限られる
・チタンなど、使いたい材質に対応できない
小ロット試作には、MIM(金属射出成形)が最適です。
MIM(金属粉末射出成形)は、樹脂成形のように金属を成形できる工法です。
【📍MIMの特長】
✅最小肉厚0.1mmからの微細形状に対応
✅複雑形状やシャープなエッジの再現が可能
✅試作から量産まで、数量に応じた金型コスト提案が可能
複雑な形状や微細な構造を、切削加工では難しいレベルまで一体で成形できるため、
・小型ネジ
・医療機器部品
・航空宇宙関連部品
などで多く採用されています。
「MIMは量産向けで、試作には向かない」
そんなイメージを持たれがちですが、弊社では試作向きの金型プラン「トライやる型」をご用意しています。
【📍トライやる型の特長】
✅金型費:19万円~
✅最大50ショットまで対応
✅小ロット試作に最適
※対応条件がありますので、詳細はお問い合わせください。
キャステムでは、金型製作から成形、後加工(精密加工・熱処理・メッキなど)まですべて自社一貫対応しています。
・小型金属部品を試作したい
・金型費を抑えたい
・MIMが使えるか分からない
そんな段階でも問題ありません。
量産を見据えた試作や、「この形状で作れるのか?」といったご相談も大歓迎です。
まずはお気軽にお問い合わせください。
制御ユニット部品:A2017の魅力と加工
●はじめに:制御ユニット部品の重要性
みなさん、こんにちは!制御ユニット部品って、ものづくりの世界では欠かせんものじゃけど、その素材や加工法について詳しゅう知っとる人は意外と少ないんよ。今日は、そんな制御ユニット部品の中でも、特にA2017(ジュラルミン)というすごい素材について、広島の片隅から熱く語らせてもらいますわ。
●A2017(ジュラルミン)の秘密:軽量で強い味方
A2017、別名ジュラルミンちゅうのは、アルミニウム合金の中でもスーパースターみたいな存在なんよ。なんでかって?
1. 軽いのに頑丈:飛行機にも使われとるくらい、軽量で強度が高いんじゃ。
2. 加工しやすい:切削加工性が高くて、複雑な形状も自在に作れるんよ。
3. 多才:鍛造もできるし、熱処理で強度アップもできる優れもんじゃ。
ほいじゃけど、A2017は制御ユニット部品にぴったりなんよ。軽量化と高強度化の両立が求められる現代のものづくりにはうってつけじゃろ?
●難関!長穴加工への挑戦
さて、A2017の魅力は分かっていただけたと思うんじゃけど、ここからが本題よ。制御ユニット部品の側面にある長穴、これがくせもんなんじゃ。普通の会社じゃ、「そりゃ無理」言うてお手上げになるんよ。
でもな、うちの平岡工業じゃったら、この難しい長穴加工もバッチリできるんじゃ!85年以上の経験と、最新鋭の設備を使うて、お客さんの「できんかも」を「できた!」に変えるんよ。
●平岡工業の強み:技術と経験の融合
1. マシニングセンタの匠技:5軸制御の最新マシンで、複雑形状もお手の物。
2. 熟練の技術者:長年の経験を持つ職人が、機械じゃできん細かい調整をするんよ。
3. 一貫生産体制:設計から製造まで、全部うちでやるけん品質管理もバッチリ!
こりゃ自慢じゃないんじゃけど、うちの技術力はホンマもんよ。難しい加工も、「まぁやってみんさい!」ちゅう姿勢で挑戦しとるんじゃ。
●お客様の声:A2017部品の実績
「平岡工業さんに頼んでよかった!」ちゅう声をようけ聞くんじゃ。例えば:
- 自動車メーカーA社:「特殊車両の軽量化に成功して、燃費が改善したわ」
- 航空機部品メーカーB社:「高精度の部品で、安全性が向上したんよ」
- 医療機器メーカーC社:「複雑な形状も思い通りに仕上がって感動した!」
みんな、A2017の特性を最大限に活かした制御ユニット部品で、製品の価値をグンと上げとるんよ。
●まとめ:制御ユニット部品とA2017の可能性
A2017を使うた制御ユニット部品は、軽量化と高強度化の夢を叶える魔法の素材じゃ。でも、その魔法を引き出すんは、やっぱり匠の技術なんよ。
平岡工業は、そんな匠の技と最新技術を融合させて、お客さんの「できたらいいな」を現実にする、いわば「ものづくりの魔法使い」なんじゃ。
あんたの会社の製品、もっと軽く、もっと強く、もっと高性能にできるかもしれんのよ。ほんじゃけど、一度うちに相談してみんさいや。
→ さあ、次のステップへ!
もっと詳しい情報が知りたいんじゃったら、ぜひこちらの資料をダウンロードしてみてください。きっと、新しい発見があるはずじゃ。
【資料PDFダウンロード】
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
この資料、社内の上司や同僚にも見せてあげてくださいね。みんなで「へぇ~」言うて驚くこと間違いなしじゃけん!
ほんで、もっと詳しゅう聞きたいことがあったら、遠慮せんと連絡くださいや。うちらも、あんたの会社の成功を全力で応援するけんね!
【会社概要】
平岡工業株式会社
https://www.hiraokaind.co.jp/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
制御ユニット部品のことなら、平岡工業にお任せあれ!一緒に、ものづくりの新しい歴史を作りましょうや!

【加工方法】縦マシニングセンター
【業界・用途】サンプルワーク
【サイズ】肉厚0.5×27×67
【特徴】縦型マシニングのみ使用して加工した薄肉加工のサンプルワークです。
ビビリや反りを発生させないように段取りや加工条件を工夫して完成しました!

部品名:インターフェイス金具
業界・用途:ロケット起立装置
材質:45c H
機能性・形状加工
サイズ:800×250
熱処理
加工方法:立型マシニングセンタ
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ガイドレール ロケット起立装置 SCM材 熱処理 立型マシニングセンタ
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
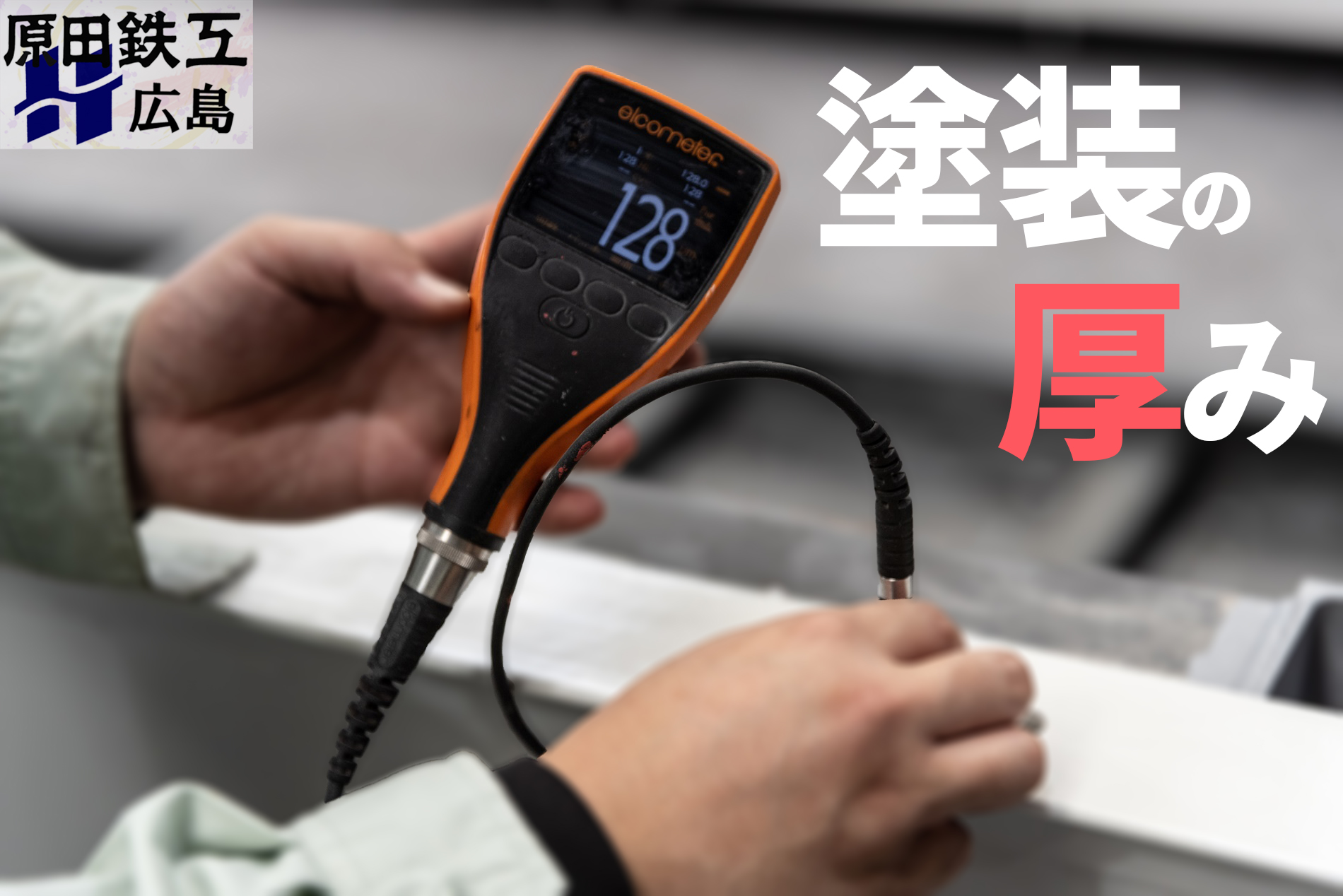
【塗装の厚み ~塗装道具による膜厚の違い~】
塗装の厚みは塗料の種類と塗装に使う道具によって大きく異なります。
使う塗装道具を変えた場合、どの程度乾燥した塗料の厚み(膜厚)が違うのか説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『乾燥膜厚とは?』
塗装を行い塗料が完全に硬化した後の厚さの事を「乾燥膜厚」と言います。
乾燥膜厚はμ/µm(ミクロン/マイクロメートル)の単位で表されます。
1μm=0.001mmとなっており、自動車の塗装でも100μm~200μm程度と言われています。
『膜厚の測定方法は?』
塗装の厚みは膜厚計という検査器を使用し、計測を行います。
電磁式という磁石を使って計測するタイプと過電流式という電気を使って計測するタイプがあります。
【膜厚計についての詳細はこちらから】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
『塗装道具によっての乾燥膜厚の違い』
塗装を行う際に使用する道具は刷毛、ローラー、エアースプレー、エアレススプレー、コテ、ゴムベラなどが一般的に使用されます。
塗装方法別での1回塗り、膜厚は以下のようなイメージとなります。
《刷毛、ローラー》
15μm~100μm
《エアレススプレー、エアスプレー》
15μm~300μm
《コテ、ゴムベラ》
200μm~600μm
あくまでイメージですが
コテ、ゴムベラは作業効率が悪く仕上りも汚くはなってしまいますが、ものすごく粘度の高い特殊な塗料を塗る事ができます。
次はエアレススプレー、エアスプレーでの塗料の種類
下塗り、中塗り、上塗りに分けた1回塗り、膜厚イメージです。
《下塗り》
15μm~300μm
《中塗り》
30μm~100μm
《上塗り》
30μm~50μm
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
一度で多くの膜厚がつけれる塗料は粘度が高い為、仕上がりが凸凹した印象で悪くなってしまいます。
仕上りも重要視される上塗り塗料は特殊な厚膜タイプを除き、他の塗装工程より薄い膜厚となります。
『まとめ』
乾燥膜厚は100μmの差でも、その後の耐久性は大きく変わります。
塗装物が晒される環境、想定される耐用年数によって必要となる塗料の種類・塗装回数・乾燥膜厚なども変化しますので、適切な塗料・膜厚を選別する事が重要となります。
また塗料の説明書を良く確認し、記載された既定の膜厚内で塗り重ねる事も重要です。
膜厚が厚い方が単純な耐候性などは高いですが、規定膜厚を超える厚さになるとひび割れや剥がれなどの不良が発生する可能性があるので注意しましょう。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
原田鉄工では膜厚の管理が厳しい工事を多く手掛けてきました。
膜厚の下限はもちろん、上限が設定されているものまで各層の膜厚を管理します。
厳しい塗装管理でお困りな場合は原田鉄工へご相談ください。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎膜厚計(英語:Film thickness meter)
膜厚を計測する為の機械。
磁性体(鉄、鋼等)は磁石の引っ張る強さから膜厚を測定する電磁式、
非磁性体(アルミ、ステンレス)は電流を流しその大きさから膜厚を測定する過電流式が多く使われています。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ケレンとは? 効果と必要性】
ケレンとは『塗装前に対象物の表面に付着した不純物を除去する作業』です。
素地調整や下地処理とも言われますが、塗料を塗る前にケレンを行い『表面を塗装に適した状態』にする事が非常に重要です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
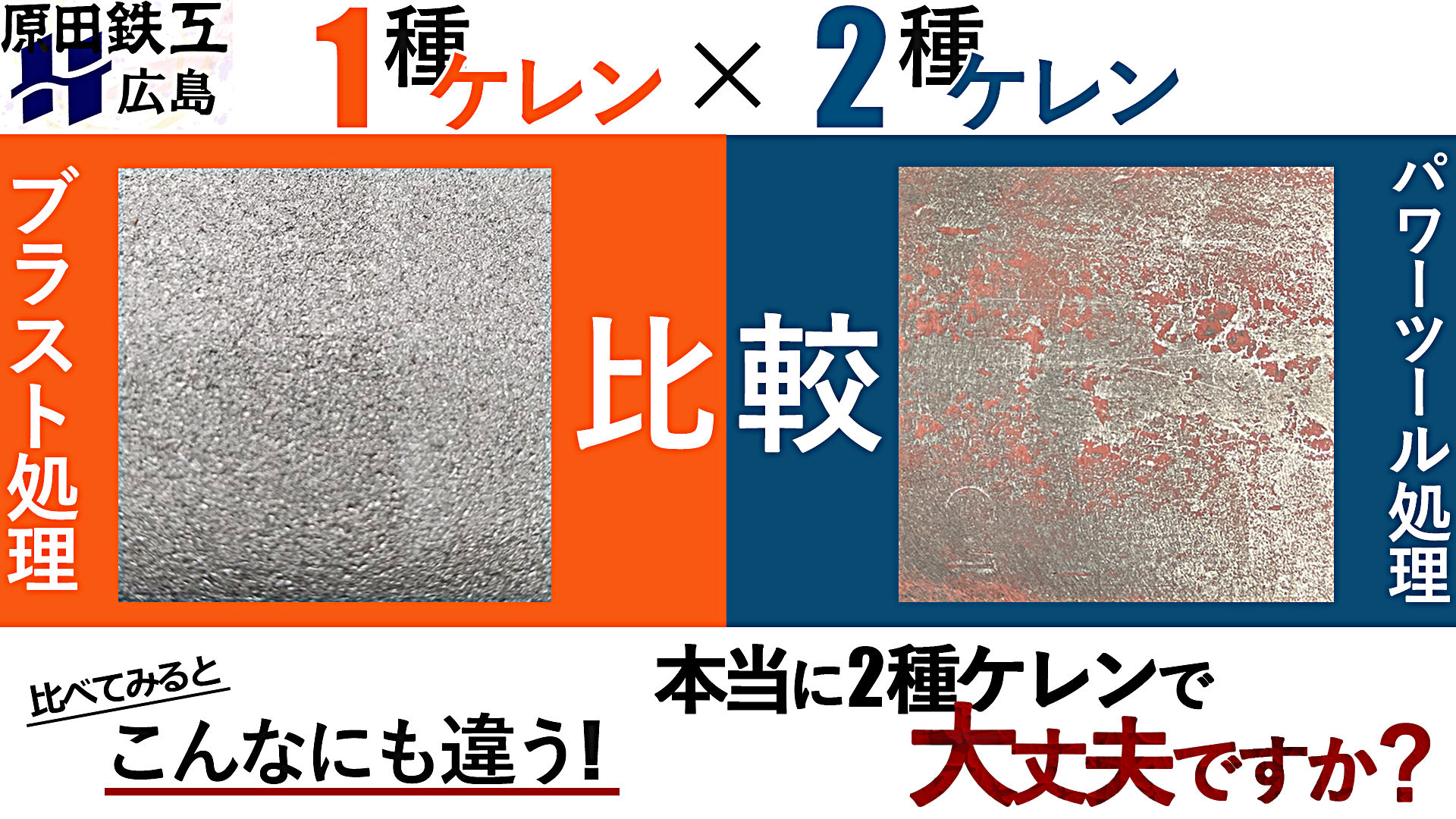
「ケレン」は英語の「Clean(クリーン)」からきた言葉と言われており、作業内容と処理方法によって1種ケレン~4種ケレンの4種類に分けられます。
清浄度
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
全て表面をより『塗装に適した状態へ変化させる方法』ですが、1種ケレンと2種ケレンでも処理後は写真の様に仕上がりに大きな違いがあります。
3種ケレン、4種ケレンはもっと多くの塗料(活膜※₁や死膜※₂)が残った状態となります。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
ケレンを全くしていない状態だと塗料が全く密着せず、すぐ剥がれ落ちてしまう可能性が高いです。
またすぐに剥がれ落ちないとしても塗膜※₃が本来の性能を発揮できず、想定された耐用年数よりかなり早い段階で塗膜または塗装物自体が劣化を始めることになるでしょう。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
塗膜の寿命への影響は
1-1種ケレンと2種ケレンの差
2-塗装回数(1回塗りと2回塗り)
3-塗料の種類
4-塗装技術や気候、周辺環境等
上記の4項目に分けた場合、1種ケレンと2種ケレンの差が約50%となります。
⇊⇊詳細はこちら⇊⇊
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
ケレンを行っていてもグレードの差でこれだけ塗膜へ影響があるので、ケレンをしてない状態だといくら塗装しても無駄と言えるかもしれません。
またほぼ全ての塗料はケレンされた状態で塗装される設計となっています。
ケレンは塗装にとって必須であり、その効果は塗装をも上回ります。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
※₁活膜
メンテナンス等で塗替えの際、使われる言葉。
塗装の美観が損なわれていても素地に付着し、現状製品を保護する機能を持っている塗膜。
活きている塗膜。
※₂死膜
メンテナンス等で塗替えの際、使われる言葉。
活膜の逆で素地に対し付着性が低く、製品を保護する機能を失った塗膜。
死んでいる塗膜。
※₃塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
高温に負けない!耐熱塗装の完全ガイド【技術解説編】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『目次』
耐熱塗料とは:技術的特徴と構造
耐熱塗料の性能と機能性
産業用途と適用事例
耐熱塗装の施工技術
技術的な留意点と品質管理
耐熱塗料の一般的なトラブルと対策
まとめ
お問い合わせ
『耐熱塗料とは:技術的特徴と構造』
耐熱塗料は、シリコーン樹脂を主成分とする高機能塗料システムです。
その分子構造は、無機物であるシリカ(SiO2)と有機物を化学結合させた特殊な構造を持ちます。
◇シリコーン樹脂の特徴
・Si-O-Si結合による高い熱安定性
・無機・有機ハイブリッド構造による優れた密着性
・架橋構造による耐薬品性の向上
・分子間結合による優れた耐候性
◇シリコーン樹脂の種類
・メチルシリコーン樹脂:200℃~400℃対応
・フェニルシリコーン樹脂:400℃~600℃対応
・特殊シリコーン樹脂:600℃以上対応
◇顔料の種類
・無機酸化物系顔料:金属酸化物による耐熱性
・セラミック系顔料:1000℃までの超高温対応
・複合金属酸化物:耐候性と耐熱性の両立
塗料についての詳細ページはこちら!
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗料の性能と機能性』
耐熱塗料は一般塗料とは大きく異なる性能と機能性を兼ね備えています。
◇耐熱温度について
一般塗料(80℃~130℃)
・有機樹脂の熱分解により劣化
・分子切断による強度低下
耐熱塗料(200℃~1000℃)
・無機化による安定構造の形成
・セラミック化による保護層の形成
◇耐熱塗料の耐環境性について
耐候性:紫外線による劣化を防止
・UV吸収剤の配合
・表面保護層の形成
耐寒性:-50℃~高温域まで対応
・撥水性の付与
・水蒸気透過性の制御
◇耐熱塗料の防食性能
バリア効果
・酸素遮断性
・イオン透過抑制
犠牲防食効果
・金属粉末の配合(必要に応じて)
・電気化学的保護機能
『産業用途と適用事例』
◇化学プラント
・反応槽外装:耐薬品性要求
・配管系統:耐熱・耐食性要求
・制御機器:耐熱・耐候性要求
◇発電設備
・ボイラー設備:600℃以上の耐熱性
・排気システム:耐熱・耐食性
・熱交換器:熱効率維持
◇排気設備
・マフラー外装:600℃までの耐熱性
・触媒コンバーター:800℃以上の耐熱性
・排気管:熱膨張対応
『耐熱塗装の施工技術』
耐熱塗装では通常塗装より厳しい塗装基準と管理が必要となります。
◇ブラスト処理
・処理規格:SSPC SP-10 / ISO Sa 2.5以上
・表面粗度:25~75μm
・アンカーパターン:均一な凹凸形成
◇環境条件
・温度:5~35℃
・湿度:85%以下
・露点+3℃以上
◇塗装仕様
・膜厚:15~25μm/回
・塗装間隔:メーカー規定間隔を厳守
・最終膜厚:40~75μm
◇管理基準
・素地調整の検査
・膜厚の検査
・膜厚過不足の修正
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『技術的な留意点と品質管理』
耐熱塗料の品質を保証するために以下の塗装検査が必要となる場合があります。
また長期的な耐久性を確保するには定期的な点検と補修が必要です。
◇外観検査
・塗膜の均一性
・ピンホールの有無
・色調の均一性
◇物性測定
・膜厚測定:電磁式測定
・付着性試験:碁盤目試験
・耐熱サイクル試験
◇定期点検項目
・外観変化の確認
・膜厚の減少量測定
・付着力の確認
◇補修技術
・部分補修手順
・タッチアップ技術
・全面補修判断基準
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『耐熱塗料の一般的なトラブルと対策』
◇塗膜剥離
原因
・不適切な素地調整
・膜厚管理不足
・環境条件不適合
対策
・ブラスト処理の徹底
・適切な膜厚管理
・環境条件の厳守
◇フクレ発生
原因
・急激な温度上昇
・残留溶剤の蓄積
・過剰膜厚
対策
・段階的な昇温
・適切な乾燥時間確保
・規定膜厚の遵守
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
『まとめ』
耐熱塗料は一般的な塗料の数倍以上の耐熱性を有しています。
しかし耐熱塗料の特性上、一般的な塗装より厳しい検査・管理が必要となります。
耐熱塗装の長期的な耐久性を向上させるためには「ブラスト処理」と「均一な塗膜形成」が必要となります。
『お問い合わせ』
耐熱塗装に関する技術的なご相談は、原田鉄工株式会社の防錆部門までお気軽にご連絡ください。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎樹脂(英語:Resin)
樹脂には自然由来となる漆、松油などの天然樹脂と石油等の化石資源を原料とした合成樹脂があります。
塗料で使用されるのは合成樹脂となります。
合成樹脂は様々なものに加工されており、プラスチックやポリ袋、衣類にも使用されています。
◎犠牲防食(英語:Sacrifical protection)
犠牲防食とは素地金属よりイオン化傾向の低い金属(卑金属)で覆う事により、素地金属の腐食進行を防ぐ事です。
傷がついて素地金属が露出した場合でも、周囲の卑金属が素地金属より先に溶けだす事ので素地金属の腐食は妨げられます。
【金属の錆びやすさ(イオン化傾向)について】
https://ja.nc-net.or.jp/company/98405/product/detail/228626
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【技術解説】なぜブラストが「最強の防錆」なのか?4つの加工方式と密着のメカニズム
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「塗る」前の工程が、製品寿命を10年変える
鋼構造物のメンテナンスにおいて、最もコストパフォーマンスに影響を与えるのは「塗料のグレード」ではなく、実は「ブラスト加工の質」です。
ブラスト加工は単に表面のサビを落とすだけの工程ではありません。
鋼材の表面を物理的に作り変え、塗料が持つ本来の防食性能を200%引き出すための「科学的な下地作り」なのです。
2. 塗料を「食いつかせる」投錨(とうびょう)効果とは
ブラスト加工の最大のメリットは、表面に微細な凹凸を作る「アンカーパターン(表面粗さ)」の形成にあります。
この凹凸に塗料が入り込むことで、まるで船の「錨(いかり)」を下ろしたかのように塗膜が鋼材と一体化します。
これが「投錨効果」です。
この状態を作ることで過酷な塩害地域や湿潤環境でも、剥がれや膨れを寄せ付けない強固な保護層が完成します。
3. 現場に合わせた「4つのブラスト方式」の使い分け
ブラスト加工には対象物の形状や材質、施工環境に応じて主に4つの方式があります。
エアーブラスト: 複雑な形状や大型構造物に最適。熟練工による精密なコントロールが可能。
ショットブラスト: 大量の鋼板や型鋼を効率よく処理。自動化による安定した品質が特徴。
ウェットブラスト: 粉塵を抑えたい環境や、精密な表面仕上げが求められる場合に有効。
バキュームブラスト: 投射と回収を同時に行う。現場での部分補修などに適したクリーンな工法。
それぞれの方式にはメリットとデメリットがあり、これらを正しく選定することがコスト削減と品質向上の両立(VE提案)に繋がります。
4. 「一貫体制」が生む、ブラスト後の黄金時間
ブラスト加工で露出した純粋な金属面は、非常に酸化しやすく、放置すれば数時間で「戻り錆」が発生します。
原田鉄工では大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」を構築しています。
加工直後の最も清浄な状態を維持したまま、最適なタイミングで塗装工程へ移行。
このスピード感こそが、屋外施工や外注分離では決して真似できない「圧倒的な長寿命化」の根拠です。
💡 ブラスト加工の詳細な仕組み・工法比較はこちら
各ブラスト方式のより詳しいメカニズムや、被加工物ごとの最適な工法選定ガイドについては、弊社公式サイトの技術解説ページにて図解入りで詳しく公開しております。
設計段階での仕様検討や、品質基準の策定にぜひお役立てください。
▼ ブラスト加工の仕組みと種類(詳細解説ページ)
https://harada-tekkou.co.jp/pages/61/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎アンカーパターン
ブラスト処理などで金属やコンクリート表面へ形成される、細やかな凹凸(粗面)のこと。
塗料の密着性を大幅に高め、剥がれにくくする「アンカー効果」をもたらします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp


