
ステンレス鋼の溶接ヒュームや溶接スラグ、ステンレス鋼のレーザー切断粉塵、クロムメッキ廃液、土壌、灰、遺骨や廃水などに含まれる有害な六価クロム(6価Cr)を瞬時に簡単に無害な三価クロムに変換し、無害化します。スプレーするだけの簡単操作。中性で、人体に安全、無害な有機物です。
https://chemical-y.co.jp/product/others

【大型タンク ~設計、製作、塗装~】
社内で設計、製作、ブラスト、塗装を一貫して行った大型タンクです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
全て社内で加工を行いました。
大型タンクとセットで専用のタラップや足場、階段などの付属品も合わせて製作しています。
内に薬品が混ざった汚水を溜めておくとの事で、内面と外面の塗装仕様を分けています。
内面は薬品・汚水に耐えれるように、外面は紫外線・雨水などに耐え綺麗な美観を保てるようにしています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:Polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗塗料として使います。
-------------------------------------------------------------------------------------------------
[製品情報]
内容量30㎥
[塗装仕様]
素地調整
SSPC SP-10
内面
耐水用エポキシ樹脂塗装×2回
外面
耐水用エポキシ樹脂塗料×1回
ポリウレタン樹脂塗装×1回
-------------------------------------------------------------------------------------------------
社内で一貫製作なので、納期もタイムリーに対応できます。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ショベルバケット コンクリ・塗装剥がし】
コンクリートまみれになったバケットをブラストで剥がしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
レンタル業者様のご依頼で貸し出ししたバケットがコンクリートまみれになったので、ブラストで綺麗にして再塗装したいとのご依頼でした。
電動工具を使えばできない事も無いかも知れませんが、途方もなく大変なようです。
グリットブラストでコンクリートと古くなった塗膜を剥離させて綺麗にしました。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎バケット(英語:Bucket)
油圧ショベルカーのアームに装着させるアタッチメントの一種です。
様々な形状やサイズがありますが、基本的に土・砂利を掘ったり移動させたりするためのものです。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
-------------------------------------------------------------------------------------------------
[製品情報]
500×500×700
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【STPG プレハブ配管・サポート 一種ケレン~上塗】
プレハブ配管とサポートをブラスト、上塗りまで4層塗ります。
原田鉄工
HP:https://harada-tekkou.co.jp/
EMIDAS:https://www.nc-net.or.jp/company/98405/
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
配管は15A(1/2B)~150A(6B)まで様々なサイズがあります。
サポートと配管で合計200点以上、総重量は5tを超えます。
プレハブ配管なので複雑な形状も多くありましたが、膜厚・外観とも完璧に仕上げられました。
ブラストの詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
◎STPG(圧力配管用炭素鋼鋼管 英語:Steel tube pipe general)
STPG管と呼ばれ鋼管の1種です。
一般的にガス管(SGP)と呼ばれる配管用炭素鋼鋼管と比較し、名前の通り高圧にも耐えられるように作られています。
◎プレハブ配管(プレファブ配管 英語:Prefabricated piping)
工場で事前に一部またはすべてを加工しておく配管
各配管部材を現地で加工し繋げていくのではなく、工場で加工を行うので安全性や作業性の向上が可能。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面を削ります。
表面の黒皮、ゴミ、汚れだけでなく塗装やメッキまで除去可能です。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を表面に塗装する事で塗膜を形成させる。
様々な種類の塗料があり、使用条件や環境によって選定を行う。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【メンテナンス】モルタルミキサー ノロ・塗装 剥がし
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
リース会社様よりご依頼です。
返却された商品をメンテナンスしたいので、ブラストでノロと塗装を剥がせないかとのご相談でした。
レンタルする際の商品価値を上げる為、綺麗に再度塗装するとの事です。
貸すのも借りるのも綺麗な商品が良いですもんね。
グリットブラストで全て剥離させ、見違えるように綺麗になりました!
電動工具等で落とすのは大変ですが、ブラストなら簡単にできちゃいます。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
◎モルタルミキサー
セメント+水+砂の混合物であるモルタルを作る機械。
攪拌する用の羽根を回転させることで混練を行う。
◎ノロ(のろ)
セメント・石灰を水で溶かしたもの。
「ノロ」=セメント+水、「モルタル」=ノロ+砂、「コンクリート」=モルタル+砂利となります。
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
~原田鉄工で使用している研削材について~
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
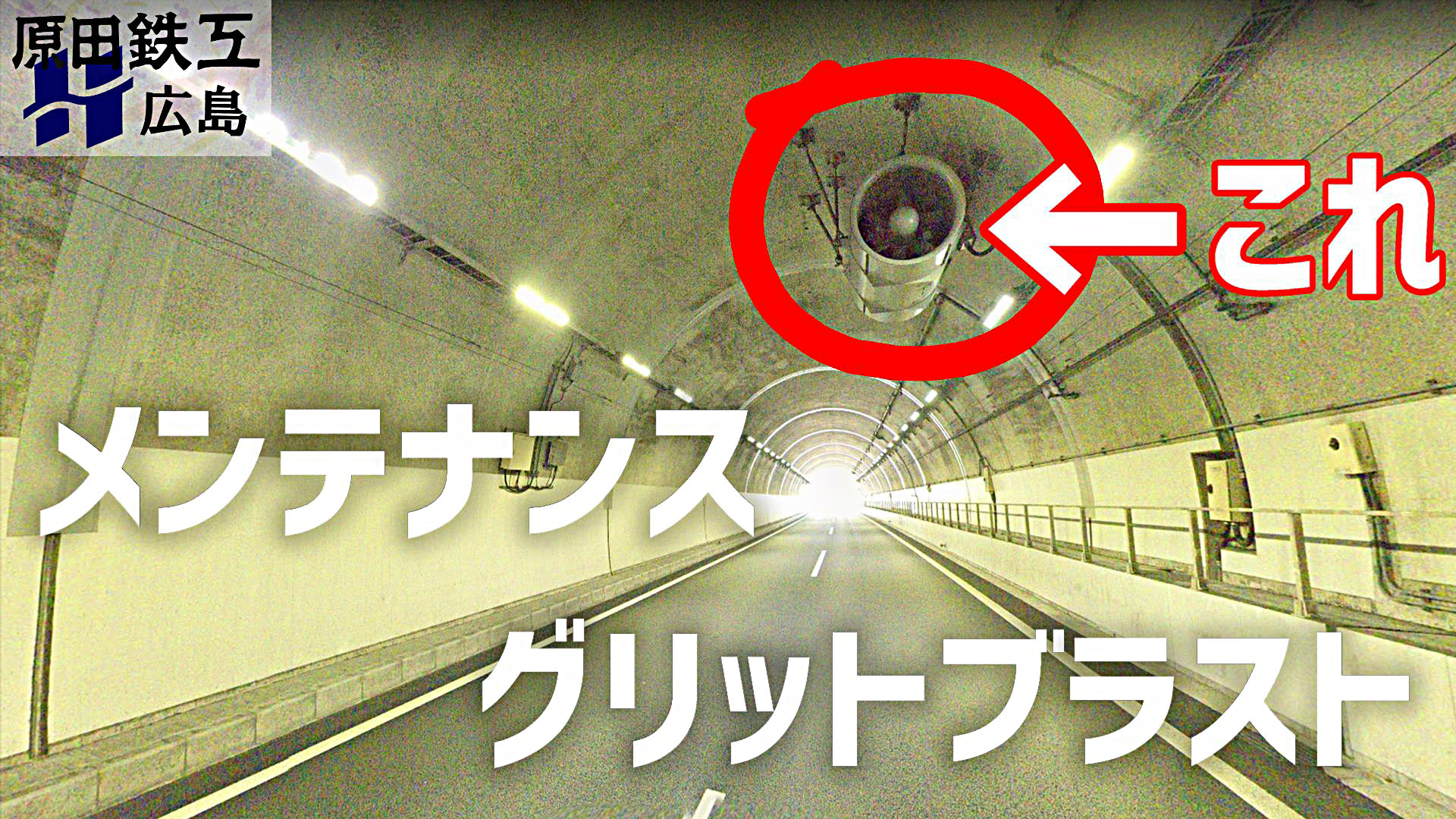
【ジェットファン トンネル換気用ファン ブラスト】
高速道路の換気用ファン(ジェットファン)をブラストで塗装・サビを剥がして綺麗にします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「ジェットファン」は高速道路トンネルの天井に取り付けてあるでっかいファンの事です。
一度は見た事がありますよね。
トンネルの換気目的で取り付けられているそうです。
今回はジェットファンを定期メンテナンスの為、ブラストで塗装とサビを落としてほしいとの要望です。
経年劣化で腐食が進んでしまうと破損や落下などの事故に繋がりかねませんので、定期的なメンテナンスが必要となります。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
ブラスト施工した後は腐食が進んでボロボロになっている部分があったりするのを見ると、定期的なメンテナンスがどれほど大切か思い知ります。
トンネルを走っていると、上から落下してこないかちょっと不安になりますもんね。
綺麗に塗装とサビを落とした後は、お客様の方で悪くなった鉄部の補強・塗装を行われるとの事でした。
やはり塗装剥離は通常の黒皮落としと比べて、時間と費用が掛かってしまいますが古くなってしまった製品を再製作する手間・費用と比べると圧倒的に安く・早くできますよ!
定期的にしっかりメンテナンスを行えば「長く」「安全」に製品を使えるので気を付けましょう。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
専門用語の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
◎ジェットファン(英語:Jet fan)
トンネル内の排気ガスを含んだ空気を排出させ、新鮮な空気を流入させる様に空気の流れを作る。
また火災時には排煙などにも役立つ。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ隠しや装飾
目的での梨地加工など用途は様々あります。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【コンクリート/モルタル 全て剥がす!】
塗装も剥がれ、コンクリートがびっちりこびり付いたホッパーを綺麗にしたいとのご要望でした。
強力な研掃力が自慢のグリットブラストで全部剥がしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ご依頼を頂いたのは建機部品などを取り扱っているレンタル業者様からでした。
レンタルから帰ってきた商品にコンクリート/モルタルが固まった状態でこびり付いており、次回貸出をするために綺麗にしたいとの事です。
固まったコンクリートやモルタルは非常に硬く、電動の工具を使用しても中々落ちる事はありません。
塗装にもコンクリートが付着しており、どうせなら塗料もまとめて剥がして綺麗に塗り直す事になりグリットブラストでガッツリ剥がしていきます!
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
電動工具を使用するより圧倒的に早く綺麗にする事が出来ました。
コンクリート、ノロ、モルタルなどが付着してお困りな場合がありましたら、是非原田鉄工へご相談下さい。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
ブラストや研削材の詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ノロ(のろ)
セメント・石灰を水で溶かしたもの。
「ノロ」=セメント+水、「モルタル」=ノロ+砂、「コンクリート」=モルタル+砂利となります。
◎生コン(生コンクリート 英語:Ready-mized concrete)
整備されたコンクリート製造設備をもつ工場から、荷卸し地点における品質を指定し購入できるフレッシュコンクリート。
簡単に硬化前が”生コン”硬化後が”コンクリート”です。
◎ホッパー(英語:Hopper)
セメント・砂利などを一時貯蔵する漏斗状の装置。
下部に吐出し口があり、容易に中身を取り出せるようになっている。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ステンレス配管の塗装 / 膜厚計の校正説明】
350AのSUS(ステンレス)製の配管を塗装します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ステンレス製の配管をブラスト・塗装していきます。
今回の素地調整はあまり聞きなれない『SSPC SP-16』です。
『SSPC SP-7』と同じ表面洗浄度ですが、鉄以外の場合はSP-16となるみたいです。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
SSPCはISOと同じ素地調整で多く使われている規格となります。
SSPC=Steel Structures Painting Council (米国構造物塗装協会)
ISO (International Organization for Standardization)
ブラストやケレン作業といった工程に含まれていれば、仕様書にSSPC ○○とかISO ○○と書いてあるはずです。
実はSSPCの規格は『SP-1』~『SP-16』まで全部あるみたいです。
正直聞いたことないのばっかりです。
SP-5 / SP-10 / SP-6 / SP-7 / SP-3 / SP-2
この6種類が一般的によく聞く仕様です。
また今回はいつも使用している膜厚計について少し説明しています。
塗装をするうえで膜厚の管理は重要となるので、膜厚検査は欠かせません。
そして膜厚計で計測した数値が間違いないか確認する『校正』
これが出来ていないと、計測した数値を信用する事が出来ないので検査前には必ずやっておかなければならない作業です。
塗装は「ただ塗料を塗る」だけでは不十分と言えます。
均一で適度な膜厚に管理する事で塗料の能力を最大限に発揮させる事が出来るのです。
原田鉄工ではブラストによる「完璧な素地調整」と塗装各層の「膜厚管理」を徹底して行っています。
製品へ他社には無い「美しさ」と「耐久性」を付与する為、努力を続けております。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎膜厚計(英語:Film thickness meter)
乾燥膜厚を計測する為の機械。
磁性体(鉄、鋼等)は磁石の引っ張る強さから膜厚を測定する電磁式、
非磁性体(アルミ、ステンレス)は電流を流しその大きさから膜厚を測定する過電流式が多く使われています。
◎校正(英語:Calibration)
測定器が正確に測定できているか検査・調整を行う事。
校正を行っていなければ測定値を信用する事はできない為、非常に重要です。
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
-------------------------------------------------------------------------------------------------
[素地調整]
サンドブラスト
SSPC SP-16
[塗装仕様]
厚膜型耐熱エポキシ樹脂塗料 120µm
厚膜型耐熱エポキシ樹脂塗料 120µm
-------------------------------------------------------------------------------------------------
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
ブラスト・塗装の事ならお任せください。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

角タンク 【耐塩害塗装】 エアレススプレー5層塗り
角タンクの外面をブラスト~上塗まで耐塩害塗装を行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
新品のオイルタンクになります。
内面は油が入るとの事で、無塗装の仕様となっています。
耐塩害塗装は5層塗りとなり、膜厚も必要です。
見た目も膜厚も完璧に仕上げることができました!
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
コンプレッサーで圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを削ります。
◎オイルタンク(貯油槽 英語:Oil tank)
灯油や重油などの燃料や油を貯蔵しておくためのタンクです。
地上に設置するタイプと地下に埋設するタイプがあります。
◎耐塩害仕様
海塩などの影響を受けやすい臨海地域向けの塗装仕様です。
下地処理を行った後、エポキシ樹脂塗料を厚塗りし耐候性に優れた上塗りを使用する事が多いです。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
[製品情報]
1000×900×900
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
エポキシ樹脂ジンクプライマー 15μm
エポキシ樹脂さび止め塗料 70μm
エポキシ樹脂さび止め塗料 70μm
ポリウレタン樹脂塗料用中塗 30μm
ポリウレタン樹脂塗料上塗 30μm
合計膜厚 215μm
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【耐用年数・美観の向上、メンテナンスコストの低減】
金属製品における耐久性や美観の向上、メンテナンス頻度を減らしコスト削減する為に必要なケレン(素地調整)について紹介です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
動画にて説明させていただきましたが、金属塗装を行う上でもっとも重要な工程は素地調整となります。
素地調整といっても1種ケレン、2種ケレン、3種ケレンと様々な規格がありますが、このグレードによっても耐用年数に大きな差が生まれてしまいます。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
1種ケレンと2種ケレンの比較ですら5年後、10年後には塗膜にふくれや剥がれ、発錆などといった形ではっきりと表れます。
もちろんケレンを行っていない場合は、更に早い年数で劣化が進行してしまいます。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
塗装回数や塗料の種類にこだわるより、まずは1種ケレンを行う事で長期間綺麗な塗膜を維持することが可能!
結果として耐用年数が延び、メンテナンス頻度は低減されてトータルコストを削減する事ができます!
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【一種ケレン 古くて錆びてしまった製品を綺麗に!】
素地調整 一種ケレンのブラストで錆びたファンを綺麗にしていきます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
古くなって汚れているファンを綺麗にして再度利用したいとのご依頼です。
見ての通り劣化した塗料やら、錆びでクタクタになってます。
塗装はお客様で行われるとの事なので、今回は素地調整のみ行います。
これだけ錆びて真っ黒になった製品でも、ブラストなら表面に付着したものを全て剥離させる事ができます!
更に塗装を行えば、新品同様に蘇らせることができます!
耐用年数・美観の向上、メンテナンスコストの低減
https://www.nc-net.or.jp/company/98405/product/detail/179263/
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
ブラストや研削材の詳細についてはこちらのページをご覧ください。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ファン(羽根車/インペラー/ランナー 英語:Impeller/Runner)
液体や気体が衝突することで回転する部品。
回転する事により流体を制御したり、エネルギーに変換させる事ができる。
◎素地調整(英語:Surface preparation)
下地処理の方法で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地のサビ・汚れ・劣化した塗膜など削るなどして除去、更に形成した凹凸によって塗料の付着性を大きく向上させます。
素地調整の各規格を分かりやすくまとめた表です👇
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
素地調整は加工方法によって一種ケレン、二種ケレン、三種ケレンと3種類に分かれます。
今回行った一種ケレンはブラスト工法となってます。
ちなみに二種ケレンは電動工具(グラインダー等)、三種ケレンは手動工具
(スクレーパー等)を使用した方法です。
一種ケレンのブラストが素地調整に最も適した加工方法であり、表面を余すことなく洗浄できます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

グリットとサンドの比較 設備の紹介【後編】
グリットブラストとサンドブラストの仕上がりなどを比較するついでに、ブラスト設備の仕組みを紹介します!
前後半に分かれており、前編にてブラスト設備の仕組み紹介をしております是非ご覧ください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラスト加工について】
ブラストとは粒状の金属などを対象物にぶつける事で加工する、表面処理方法のひとつです。
ぶつけられた対象物は表面の汚れや錆びが綺麗に落とされ、凸凹になります。
綺麗になり更に凸凹で表面積が増加したところに塗装を行う事で、通常より長持ちさせることが可能になります。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → 鉄の研削材
サンドブラスト → 非金属性の研削材(弊社ではフェロニッケルスラグ原料のもの)
ちなみにグリットはトゲトゲした鉄、サンドは珪砂(人体に影響を及ぼす可能性があり現在はあまり使用されていない。)という風に研削材が何かで呼称が決まっている感じです。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【グリットとサンドの比較】
本編では長くなってしまうので、こちらで簡単に説明させてもらいます。
※研削材の種類、サイズ、エアー圧などで異なりますので、弊社で使用している研削材の場合とします。
グリットは鉄の玉なのでサンドと比べると研削力があります(削る力が強い)。
よって作業効率も良いので、大きな製品や塗装やゴムなど表面に協力に付着したものでも剥離させる事が可能です。
でも当然マスキングが多い製品や柔らかい金属の加工に対しては強力すぎるため、サンドが推奨されます。
表面粗さも弊社場合グリットとサンドで異なります。
(サンドよりグリットの方が表面が粗い)
塗料によって推奨される表面粗さは異なりますので、塗装仕様によって施工方法を決める事もあります。
ただ粗い方が良いという訳でもありません。
またサンドは非金属性の研削材ですので、ステンレスやアルミなどの施工が出来るのも大きなメリットです。
グリットだと加工時、表面に微細な鉄粉が付着するのでステンレスが錆びるようになるので厳禁です。(もらい錆と言います)
加工対象物の大きさや材質、塗料など防錆処理の推奨表面粗さ、マスキングの量、製品用途などを考慮し使い分けております。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【耐塩害塗装・重防食塗装の事ならお任せください!】
耐塩害塗装・重防食塗装と言った通常のエアレス塗装だけではなく、
ヘラを使用する高粘度の特殊塗料など多種多様な塗装仕様に対応できます。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
本製品は臨海部にて取付けられる製品で耐塩害塗装を施しています。
耐塩害塗装とは金属にとって過酷な環境である臨海地域でも一定の防食機能を発揮する特殊な塗装です。
ブラスト工法(処理グレード:ISO-Sa2 1/2)で素地調整を行った後、5層塗り重ね合計膜厚は320μm以上となっております。
通常の屋外用塗装は紫外線、雨、湿気、錆などから守る設計ですが、このような塩水や潮風からも守るためには「ブラスト工法による素地調整」と「厚い塗膜」が必要となります。
この「ブラスト工法による素地調整」と「厚い塗膜」は臨海部以外でも効果を発揮します。
通常の塗装より長持ちするのでメンテナンス頻度の削減に役立ち「トータルコスト」を低減する事が出来ます。
屋外で使用し「綺麗で長持ち」させたい製品は是非原田鉄工にお任せください。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
弊社は様々な工事を創業から80年間携わってきておりますので、細かい検査基準や特殊な仕様にも対応できる経験と技術があります。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
-------------------------------------------------------------------------------------------------
[製品情報]
L=5,000mm 計4点
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
耐塩害塗装 5層
-------------------------------------------------------------------------------------------------
上記の内容でお困りのことがあれば、是非ご相談ください。
◎素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎耐塩害仕様
海塩などの影響を受けやすい臨海地域向けの塗装仕様です。
下地処理を行った後、エポキシ樹脂塗料を厚塗りし耐候性に優れた上塗りを使用する事が多いです。
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重量物】SS400 PL 錆落とし
SS400 PL100t 2600×2300 5tもあるプレートの錆をブラストで落としていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
※動画容量の都合上、[前編][後編]と分かれております。
5tもある大きな鉄板をグリットブラスト処理でサビを除去してていきます。
何に使われる鉄板かは分かりません。
サビが進行し腐食が激しい箇所はあばた状になっていましたが、サビを完全に落とし防食を行う事で腐食から母材を守ることが可能になります。
ちなみに本製品はブラストまでの施工範囲となっています。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
グリットとサンドの比較 設備の紹介【前編】
https://www.nc-net.or.jp/company/98405/product/detail/180268
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
[製品情報]
5tプレート
2,600 × 2,400
2.5tプレート
2,600 × 1,200
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の納期は入荷後、2日となっております。
ご要望があれば、ブラスト後の塗装なども対応させていただきます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【厚膜型耐熱】SGP配管 塗装(後編) ~耐熱塗装・膜厚検査~
大量にあるガス管のガスケット座を養生・ブラスト後、厚膜型耐熱塗装していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
養生作業からブラストは『前編』にて紹介しております。
【厚膜型耐熱】SGPパイプ 塗装(前編) ~ガスケット座面養生・ブラスト~
https://www.nc-net.or.jp/company/98405/product/detail/181774/
ブラスト施工が完了したら次は塗装に取り掛かります。
今回は厚膜型の耐熱塗料で塗装を行いました。
1回の吹付で100~200μmもの膜厚をつける事が可能な塗料で、耐熱温度は上限600℃です!
その厚い塗膜で耐候性、耐熱性に優れた優秀な塗料ですが塗料詰まりを起こしやすいので今回弊社では下記チップを使用しました。
https://www.seiwa.com/static_html/paint/komono/38xxxxw.html
(精和産業株式会社 ターンダブルチップの商品ページ)
塗料詰まりを低減する為に希釈率を上げる、チップ口径を大きくするなどの方法もありますが、下記の理由よりこのチップにて対応しています。
・希釈率を上げると塗料が流れやすく、1層の膜厚が薄くなってしまう。
・チップ口径を大きくすると、このサイズの配管に対しては塗料ロスが大きくなってしまう。
※もちろん希釈率・使用チップの口径は塗料メーカー推奨値にしています。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【耐塩害塗装】 エアレススプレー5層塗り
https://www.nc-net.or.jp/company/98405/product/detail/179171/
◎耐熱塗料
その名前の通り高温にも耐えられる塗料です。
他の通常塗料とは成分的に樹脂が違い、シリコーン樹脂というのが多く使われています。
一般的な塗料の耐熱温度は100℃程度なのに対して、耐熱塗料は600℃程度となります。
-------------------------------------------------------------------------------------------------
[製品情報]
20A~200A程度のプレハブ配管
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
厚膜型耐熱塗料 200μm
-------------------------------------------------------------------------------------------------
今回の工期は実働5日です。
どうしてもこの本数を養生するのに2~3日かかり、ブラスト・塗装で2日となります。
養生込みの依頼は養生作業日数が受注量に左右されるため、ご相談ください。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「製缶」
製缶とはもちろん「缶」「缶詰」「アルミ缶」「一斗缶」など缶を作る意味でも使われますが、
製造業界では「タンク」「カバー」「架台」「機械装置」だったり鉄板や形鋼を加工して立体的な製品を作ることも意味します!
「製缶」という言葉は一般の方にとって缶を作るイメージはあっても、あまり製品を作り上げるイメージは無いと思います。
でも製造業に携わっていると「製缶」は逆に製品を作り上げる意味で使われる事がほとんどなんですよ。
そんな知っているようで、意外と知らない「製缶」について紹介します!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
《製缶とは》
先ほど簡単に説明したように製缶には2つの意味があります。
①缶詰、缶ジュースといった缶を製作する事。
②金属を切断や溶接加工を施し、製品を製作する事。
今回は原田鉄工も行っている②製品を製作する意味の製缶について説明します。
金属を製品に作り変えていくため材料を金属を切る・曲げるなど形状を加工したのち溶接・組立を行い立体的な製品を作り上げます。
この一連流れを製缶と呼びます。
《製缶加工の流れ》
1.図面作成
まず製缶加工を行う上でお客様のご要望に沿った製品を作り上げるため、要求された機能や強度が満たされるよう設計し図面を作成します。
図面があることで均一な精度で同一の商品を効率よく作り上げる事が可能になります。
また図面はお客様より支給される場合なども多くあります。
2.切断
材料は図面通りの長さ・形へと切断する必要があります。
切断する方法は様々ありますが、ざっくり3種類ほど紹介します。
レーザ・プラズマ・ガスを使い高温で溶かす切断、プレス機・シャーカッターなど機械の力でハサミの様に上下に圧力をかけ行うせん断、グラインダー・バンドソー・マシニングセンターなどで少しずつ切ったり削ったりする切削。
簡単に言うと「溶かす」「切る」「削る」の3種類です。
上記の切断・せん断・切削の方法で主に材料を図面通りの長さ・形へ切断します!
3.曲げ
切断された材料を必要な角度へ曲げます。
基本的には上下に分かれた金型※₁に材料をはさみ込んで、圧力をかけ金型の形状へ潰して曲げるベンダーと呼ばれる加工法が一般的です。
あと3本ロール機・4本ロール機という加工機で材料をロールの間にはさみ、圧力をかけながらロールを回転させ大きな半径で曲げるロール曲げも良く使われます。
様々な角度で曲げることが可能ですが、所有している機械や金型の種類によって精度も大きく異なるので注意が必要です。
4.仮付け溶接、本溶接
すべての材料が揃ったらまず製品の状態へ仮付け溶接、本溶接を行います。
2つ以上の金属の接合部を溶かす、または外部から溶けた金属を加える事によって溶接を行います。
仮付けが製品を形作る上で最も重要となり、材料同士を仮付けする距離や角度、溶接時に熱が加わることで生じる製品の歪みなどを考慮する必要があります。
本溶接時の歪みは溶接後に修正する事が難しい場合が多いので、仮付けで製品精度が大きく決まると言っても過言ではありません。
なので仮付けは熟練の職人が担当する事の多い工程です。
仮付け溶接が完了したら、仮付けした部分を溶接していく本溶接を行います。
溶接の方法はアーク溶接、半自動溶接、TIG溶接の3種類で主に行われています。
溶接方法によって使用環境・溶け込み・作業効率が異なりますので、状況や要求品質によって選定する必要があります。
5.仕上げ、歪取り
溶接された周辺にはスパッタと呼ばれる溶接時の火花が製品にこびり付いたものや、接地面など不要な溶接の肉をサンダー等で除去し仕上げます。
その後、本溶接時による熱で歪みが発生した箇所を修正します。
歪みを取るには叩いたり、プレス機で圧力をかける物理的な方法と、ガスで炙り熱を加える方法があります。
製品が小型だったり、材料が薄ければ物理的な方法で比較的簡単に歪を取ることが可能ですが、多くはその場合ではないので基本的にはガスで炙って歪を取ることになります。
ガスで炙って直すには適切な場所、温度、方法が必須で間違えてしまうと修正が不可能となるので、歪取りはすごく難しく熟練の経験が必要となります。
6.機械加工
各部品の溶接と仕上げが終わったら、切削工具や工作機械で機械加工を行います。
機械加工で求められる精度は0.1mm~0.001mmなど非常に細かい寸法です。
これらの精度を要する箇所は機械で削ったり研磨したり、ドリルで穴を開けるなどして組立に必要な加工を行っていきます。
工作機械は多種多様にありそれぞれの特徴が異なるので、求める加工精度や形状を考慮しながら最適なものを選定することが重要となります。
7.素地調整、塗装
各部品の加工が終わったらしたら素地調整※₂と塗装を行います。
ここまで溶接や機械加工など行われた材料には精錬・圧延時に生成される黒皮を含め、ノロ・油分・錆などが表面へ大量に付着している状態となります。
この表面に付着した不純物を取り除き、素地を塗装に適した状態へ変える作業を素地調整といいます。
素地調整を怠ってしまうと、いくら高級で丈夫な塗料を綺麗に塗ってもすぐに剥がれ落ちる可能性が高いので非常に重要な作業です。
その後製品が使用される環境や耐用年数を考慮、塗料・塗装回数・塗装膜厚を選定し塗装していきます。
塗装は外観を良くするだけではなく、製品を錆などの劣化から保護するという大事な役割を持っています。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
8.組立
最後に完成した部品を組み立てます。
ボルトやナットで部品1点、1点を図面で確認しながら順番に組み上げてきます。
大型の製品だと組み立てながら全体の寸法を調整していくため、組み立て方も重要で経験が必要となります。
また機械装置など可動式の製品は電気配線なども同時に行っていき、最後に動作確認をし完成となります。
《まとめ》
金属を製品に作り変える。
材料である金属を切る・曲げるなど形状を加工し、溶接・組立を行い立体的な製品を作り上げる意味の「製缶」。
実際にはもっと多くの加工方法があり、それらを選定しながらものづくりをするのが醍醐味です。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
原田鉄工では量産品ではなく一品一様のオーダーメイド品の製作を得意としております。
試作品・社内治具や社内設備といったお客様だけの製品を多く手掛けてきました。
塗装の仕様も使用される環境に合わせて選定させていただきます。
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
補足
※₁金型(英語:Mold)
金属で製作した型枠です。
そこに金属や樹脂、ゴムなどを入れ圧縮することで金型の形状へと成形します。
また曲げ加工において上下の金型の事を圧力を受ける側をダイ、圧力を加える側をパンチと呼びます。
※₂素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
原田鉄工株式会社 広島
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【長尺】10mフレーム 表面処理~無機ジンク
長尺のフレームを表面処理(ブラスト)~無機ジンク塗装まで行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
長さ10m × 幅2mのフレームをブラスト、無機ジンクを塗装していきます。
無機ジンクの正式名称は「無機ジンクリッチペイント」とか「無機ジンクリッチプライマー」と言います。
どちらもよく耳にしますが「ペイント」と「プライマー」2つの違いは厚膜タイプか薄膜タイプだそうです。
ややこしいですよね。
今回使用したのは厚膜タイプの無機ジンクリッチペイントです。
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
-------------------------------------------------------------------------------------------------
[製品情報]
2000×10000
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
無機ジンクリッチペイント 75μm
-------------------------------------------------------------------------------------------------
今回の工期は1週間となっております。
大型製缶品、長尺品などでも短納期で対応させていただきます。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【製缶 ~金属材料の種類について~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「材料」
それに手を加えて何かを作り上げる、もととするものです。
製缶にとってのもととなる「材料」
金属材料には様々な種類があり、鉄鋼(炭素鋼)・鋳鉄・ステンレス鋼・アルミニウム合金などが一般的に多く使用されています。
その金属材料について紹介します!
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『鉄鋼・炭素鋼』
鉄と炭素の合金で、一般的に鋼とも呼ばれます。
純度の高い鉄はもろく加工も難しいので、工業製品では基本的に炭素などを含有させています。
JIS規格では炭素含有量が通常約0.02~2%の範囲が鋼となります。
炭素含有量が少ない順にSPC材、SS材、SC材、SK材となり、強度も様々です。
加工が容易で廉価なので自動車や家電、ビルや橋梁など幅広く使用されています。
『鋳鉄』
鉄と炭素の合金です。
炭素含有量が鋼より多く、2.1~6.7%の範囲の物となります。
保有する炭素量が多くなればなるほど、融点が低くなるので型に流し込んで成形します。
間違いやすいのが鋳鉄=鋳物となりがちですが
鋳物(いもの)は型に流し込む事で作られた製品を指す言葉です。
鋳物に鋳鉄が良く使われてはいますが、全ての鋳物が鋳鉄で作られるわけではありません。
『ステンレス鋼』
鉄とクロムの合金です。
炭素含有量が1.2%以下、クロム含有量が10.5%以上の鋼となります。
ステンレス鋼の最大の特徴は腐食に対する耐性があり、錆びにくいという事です。
含有されているクロムにより不動態被膜※₁と呼ばれる薄い被膜が形成され、金属を腐食から保護しています。
ステンレス鋼には主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『アルミニウム合金』
アルミニウムを主成分とする合金です。
軽い代わりに柔らかい金属である為、銅やマンガンやニッケル等と合金にすることで強度などの特性向上させています。
アルミニウムは4桁の数字で種類を表しています。
1000番台・・・純アルミニウム 加工性や耐食性、電気伝導性、熱伝導率が良いが強度が低い。
2000番台・・・AL-Cu系合金 航空機の材料として使われるジェラルミンもこの合金となります。
3000番台・・・Al-Mn系合金 加工性、耐食性、強度が良くジュース缶などに使用される合金もこの種類となります。
4000番台・・・Al-Si系合金 耐摩耗性が良好で、ピストン等に使われる事が多いです。
5000番台・・・Al-Mg系合金 強度や耐食性、加工性のバランスが良く船舶、車両や建築用外装などに使用される合金も含まれます。
6000番台・・・Al-Mg-Si系合金 強度や耐食性が良好で建築用サッシもこの合金が使用されている事があります。
7000番台・・・Al-Zn-Mg系合金 高強度材でありアルミ合金中の最高強度で超々ジェラルミンなどがあります。
8000番台・・・それ以外の合金
上記の4種類の中でも更に含有される金属によって細分化されていきます。
それぞれ強度や価格、加工性など特性が異なります。
《まとめ》
もはや無限にある金属材料
製缶するには必要な強度、価格、加工性を考慮しながら材料を選定していく事が重要となります。
原田鉄工は多くの金属材料での製缶・ブラスト・塗装に対応しております。
社内に素地調整専用の大型ブラスト設備を完備!
大型の一体型工場ですので、社内で製缶から仕上塗装、組立まで全て行うことが可能です。
一般的に塗装が難しいとされる「アルミ」「ステンレス」などもブラストで密着性を向上させる事により、長期間剥がれない塗装を実現させます。
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
また原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
補足
※₁不動態被膜
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
溶接の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【形鋼・鋼板・鋼管・棒鋼 ~鋼材の種類について~】
鋼材と一口に言っても様々な種類がありますが、その鋼材について詳しく紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鋼材」とは?
建築、機械、設備などの材料として利用できるよう加工された金属材料となります。
製缶していく上で必要となる「鋼材」
鋼材は製造方法や形状、強度などにより数多くの種類が規格化されています。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
まず鋼材は炭素鋼製と合金鋼製の2種類あります。
『炭素鋼』
鉄と炭素の合金。炭素保有量が2.14%以下となります。
鉄と炭素以外ではケイ素・マンガン・不純物リン・硫黄・銅を含みます。
炭素以外の保有元素量は合金鋼に分類される量に満たないものとなります。
『合金鋼』
炭素鋼に合金元素を添加させ、その性質を変化させた鋼となります。
「特殊鋼」と呼ばれる事も多いです。
合金元素にはクロム・ニッケル・モリブデン・タングステンなど様々な元素を組み合わせます。
作る事が難しい分高価で、形状や寸法の種類や流通量は少ないです。
次に一般的に使用されることが多い鋼材の形状について紹介します。
代表的な鋼材
『形鋼』
山形鋼・・・断面がLの形になっている鋼材です。アングルと呼ばれる鋼材です。
Ⅰ形鋼・・・断面がⅠの形になっている鋼材です。Iビームとも呼ばれます。
H形鋼・・・断面がHの形になっている鋼材です。H鋼と呼ばれます。
平鋼・・・・断面が長方形でローラーなどで4面圧延し形成された鋼材です。フラットバー、FBなどと呼ばれます。
『鋼板』
板状に圧延された鋼材の事です。プレート、PLなど呼ばれます。
平鋼と同様に圧延して作られますが、厚さを一定に揃えたのち剪断して板状に加工します。
また厚さによって次の4種類に分類されます。
薄板・・・厚さ3㎜未満
中板・・・厚さ3㎜以上、6㎜未満
厚板・・・厚さ6㎜以上
極厚板・・厚さ150㎜以上
『鋼管』
円筒型に成形された鋼材です。パイプ、配管と呼ばれます。
鋼管は材質や品種が多くあるので、使用箇所によって使い分ける必要があります。
またシームレスパイプとセミシームレスパイプの2種類に分類されます。
シームレスパイプ・・・・・継ぎ目のないパイプで、丸棒の中心を押し広げ中空にしたもの
セミシームレスパイプ・・・継ぎ目のあるパイプで、鋼板を円筒状に加工し溶接したもの
『棒鋼』
棒状に加工された鋼材です。
断面が円形、正方形、多角形など様々な形状があり、断面形状で丸棒や六角棒などと呼ばれます。
コンクリートの補強で良く使われるデコボコしたものは異形棒金です。
この他にも様々な種類がありますが、製缶では上記の鋼材で製品を作り上げる事が多いです。
細かく寸法、厚みで規格化されており、とても多くの種類が流通しています。
金属を錆から守る「塗装」その種類と選び方を紹介します。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を作る。
溶接の事ならお任せください。
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
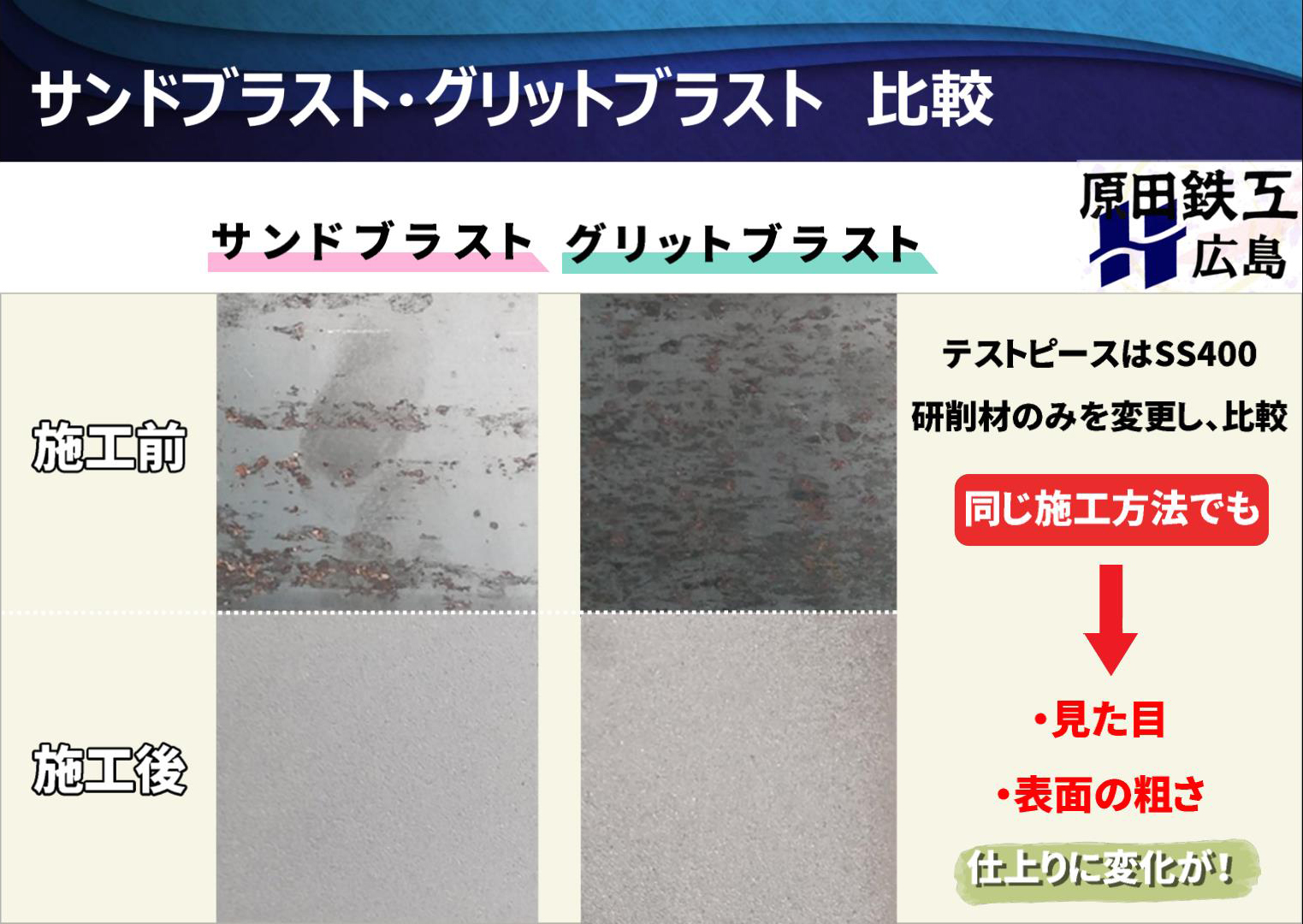
【サンドブラストとグリットブラストの比較画像】
テストピースで「サンドブラスト」「グリットブラスト」の施工前と施工後を比べてみました。
同じブラスト加工でも研削材(研磨材)の違いでこれだけ見た目が変わります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
テストピースはSS400製
ブラストはエアー式
同様の設備・エアー圧で研削材のみを変更し、検証しました。
「ブラスト」の種類と特徴をまとめています。
https://www.nc-net.or.jp/company/98405/product/detail/196425/
使用した研削材
グリットブラスト → IKKスチールグリット TGE-100
サンドブラスト → ネオブラスト G-1
詳細情報はこちら
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
グリットブラストは特殊鋼製、サンドブラストはフェロニッケルスラグ製となります。
結果当然ですが、どちらも黒皮・錆などの不純物は完全に除去できます。
ただ表面の粗さと見た目ははっきりと違いが現れます。
原田鉄工の場合では
表面の粗さはグリットの方が10µm前後粗くなります。
見た目はグリットの方がより明るい白銀色となっています。
原田鉄工では加工対象物の大きさや材質、塗装面の推奨表面粗さ、マスキングの有無などを考慮しサンドブラストとグリットブラストを使い分けています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
ブラスト設備(幅6m×奥行10m×高さ3m)は手動式となっており、複雑な製缶品でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ・汚れ・塗装などを除去する、表面処理(ケレン)方法のひとつ。
ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎フェロニッケルスラグ(英語:Ferronickel slag)
ステンレス鋼などの原料となっているフェロニッケルを精錬する時の副産物。
珪酸と酸化マグネシウムが主成分となり、コンクリートや波消ブロックなどにも使用される。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【SS400 屋外大型タンク 吹付塗装】
SS400製屋外タンクの外面をブラスト後、吹付塗装をしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
内面は無施工との事なので、養生を行い外面のみ施工しております。
かなり大型のタンクでサイズは外径φ2,500mm × 高さ4,400mmとなります。
仕様はブラスト施工後、重耐塩害仕様にて塗装となっております。
まずはブラストで表面の黒皮・錆等の不純物を取り除いた後に、無機ジンク・厚膜型エポキシ樹脂塗料・ウレタン樹脂塗料を塗り重ねました。
塗装回数はなんと6層となります。
写真には写っていませんが、実は手摺と梯子もセットであり上塗色が黄色の塗分けでした。
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
これだけ大型のタンクでも天井クレーンの台数が多く、塗装スペースも広いので問題なく塗装が可能です。
希望の工期が一週間と少しでかなりタイトな工程でしたが、クレーンで吊ったまま塗装を行う事で反転する工数を減らし何とか希望納期に出荷できました!
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎オイルタンク(貯油槽 英語:Oil tank)
灯油や重油などの燃料や油を貯蔵しておくためのタンクです。
地上に設置するタイプと地下に埋設するタイプがあります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重耐塩害仕様
海塩などの影響を受けやすい臨海地域向けの塗装仕様です。
下地処理を行った後、エポキシ樹脂塗料を数回厚塗りし耐候性に優れた上塗りを使用する事が多いです。
塩分、水分などが多い金属にとって過酷な環境下でも耐えうる為の塗装仕様です。
-------------------------------------------------------------------------------------------------
[製品情報]
φ2,500×4,400
[素地調整]
グリッドブラスト
ISO Sa2.5 / SSPC SP-10
[塗装仕様]
エポキシ樹脂ジンクプライマー 15μm
エポキシ樹脂さび止め塗料 70μm
エポキシ樹脂さび止め塗料 70μm
エポキシ樹脂さび止め塗料 70μm
ポリウレタン樹脂塗料用中塗 30μm
ポリウレタン樹脂塗料上塗 30μm
-------------------------------------------------------------------------------------------------
今回の工期は実働6日です。
気温が低い時期はどうしても塗り重ね可能な乾燥時間が長くなってしまいますが、可能な限り短納期にも対応いたします。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鉄 錆落とし ケレン〈ISO Sa2.5〉】
錆が進行し一般の工具では落とせない状態になっても、1種ケレンのブラスト処理ならここまで綺麗な状態にできます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
かなり腐食が進行し、錆だらけのプレートをブラスト処理で全ての錆を落とします。
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的かと思われます。
しかし腐食の範囲が広い、深いなどの理由により、どうしても落とせない・落としきれないものでも1種ケレンのブラストなら完全に錆を除去する事が可能です。
塗装剥離を1種ケレンと2種ケレンで行い、比較しています!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
錆の進行が進んだ母材はブラスト処理で素地調整したあと、直ちに防錆処理を行う事が必要です。
1~2時間の短い時間でも防錆処理を行わなければ、再び錆が進行し表面は黒ずんでいってしまいますのでご注意を。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
金属製品における「塗装の寿命」つまり「製品の寿命」は素地調整次第です!
どんなに良質な塗料を使用し、高い技術で塗り重ねたとしても
結局は塗装前の素地をどこまで洗浄しているかによる影響の方が大きいです。
詳細は以下リンクで説明してありますので、是非ご確認下さい。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
「腐食が酷くて捨てるしかない」「腐食が激しく安全性・耐久性に不安がある」などいった場合でも、ブラストで錆を全て取り除くことで母材の状態を確認する事が出来ます。
母材にそれほど劣化が見られない場合は塗装し直せばほぼ新品の状態に!
あまりに母材の劣化が酷い場合にはその部分を補修する事で、材料から購入し製作するコストや時間と比較し遙かに少なく済ませる事ができます!
ご相談だけでも構いませんので、お気軽にお尋ねください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト ケレン 素地調整】
素地調整のケレン、ブラスト作業は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整には1種ケレン~3種ケレンまであり、それぞれ除錆率によって規格が定められています。
除錆率とは簡単に言うと「表面をどの程度まで綺麗にしたか?」の割合です。
1種~3種まで数字が増えるほど、表面の除錆率は低くなっていきます。
1種ケレンの処理方法はブラスト処理のみとなります。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的ですが・・・
腐食の範囲が広かったり深ければ、擦って落とすのは大変な労力と時間が必要で場合によっては、完全に落としきれない事も多々あります。
しかし1種ケレンのブラストなら完全に錆を除去する事が可能です。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【ケレンとは? 効果と必要性】
https://www.nc-net.or.jp/company/98405/product/detail/188907/
ケレンと塗装についてお困りのことがあれば、是非ご連絡ください。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に関係する原因のうち、約50%をも占めるのが素地調整となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【下地処理(素地調整)の重要性】
下地処理(素地調整)は塗装を行う上で最も重要な要素です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「下地処理」と「素地調整」の違い
似ているような言葉でどちらも塗装現場では良く使われますが、本来は意味合いが異なるので簡単に説明します。
下地処理
『下地 = 塗装などの防錆処理を行われた面』に対して行う処理です。
塗装を塗り重ねする前、下地をより塗装に適した状態にする事になります。
素地調整
『素地 = 何も加えられていない元々の性質、土台の面』に対して行う処理です。
一切塗装や防錆処理が行われていない面を塗装に適した状態にする事です。
2つを比べると、どの状態になっている面に対して行う処理か?という違いです。
そしてこの「下地処理」や「素地調整」が塗装を行う上で、最も重要な役割を担っているのです。
【鉄 錆落とし ケレン〈ISO Sa2.5〉】
https://www.nc-net.or.jp/company/98405/product/detail/183929/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
「下地処理」と「素地調整」の重要な役割
①表面の不純物を取り除く!
素地や下地には様々な不純物が付着しています。
ゴミや汚れはもちろん、油分、酸化被膜(黒皮)、錆などは表面に塗料が付着するのを妨げてしまいます。
更に錆の場合は塗料の付着を妨げるだけではなく、上に塗装を行っても腐食を完全に止める事はできません。
塗料の下で腐食が進み、短期間で塗料が剥がれる事になってしまいます。
せっかく塗装しても剥がれてしまっては意味がありませんので、表面の不純物除去は必須となります!
②表面積を増やすことで、付着性を上げる!
下地処理、素地調整は「ケレン作業」で表面の洗浄を行います。
ケレン作業には様々な施工方法があるのですが、基本的には表面を擦る又は削る作業になります。
ブラスト処理・電動工具で擦る・サンドペーパーで擦るなどを行った後の表面は、細かい傷がつけられ凹凸になります。
この表面の微細な凹凸ができることによって表面積が増え、塗料がしっかりと付着します。(アンカー効果)
③仕上がりを綺麗にする!
塗装面は劣化している場合はもちろんですが、塗装後でも表面はデコボコしているものです。
目の細かいサンドペーパーやパテなどで表面を平らに均すことで、仕上がりを綺麗にさせる事が出来ます。
以上の3点から塗装を行う上では下地処理(素地調整)は最も重要と言われています。
塗膜の寿命の半分はこの素地調整によって決まってしまいます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
きちんと下地処理と素地調整を行う事で、美しい仕上がりと耐久性を保持する事が出来ます。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【中国地方最大級 素地調整(ケレン)と重防食塗装】
原田鉄工は中国地方でも最大級の重防食塗装特化工場です。
ブラスト・塗装 防錆部の工場見学👇
https://www.nc-net.or.jp/company/98405/product/detail/177785
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
重防食塗装は素地調整(ケレン)が必須となります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
原田鉄工では最も優れた工法であるブラスト設備を完備しており、研削材(メディア)も多種取り揃えております。
ブラスト加工後は4時間以内での防錆処理が推奨されております!
原田鉄工はすぐさまプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備してますのでご安心ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅6m×奥行10m×高さ3m
職人が1点1点手作業で施工しますので、複雑な形状でもムラなく確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにて表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎プライマー(下塗り 英語:Primer)
腐食を防ぐため、最初に塗る下塗り塗装の事です。
英語のPrimari=最初の・1番目の意味から来ているとされます。
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
重防食塗装の事はお任せください!
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
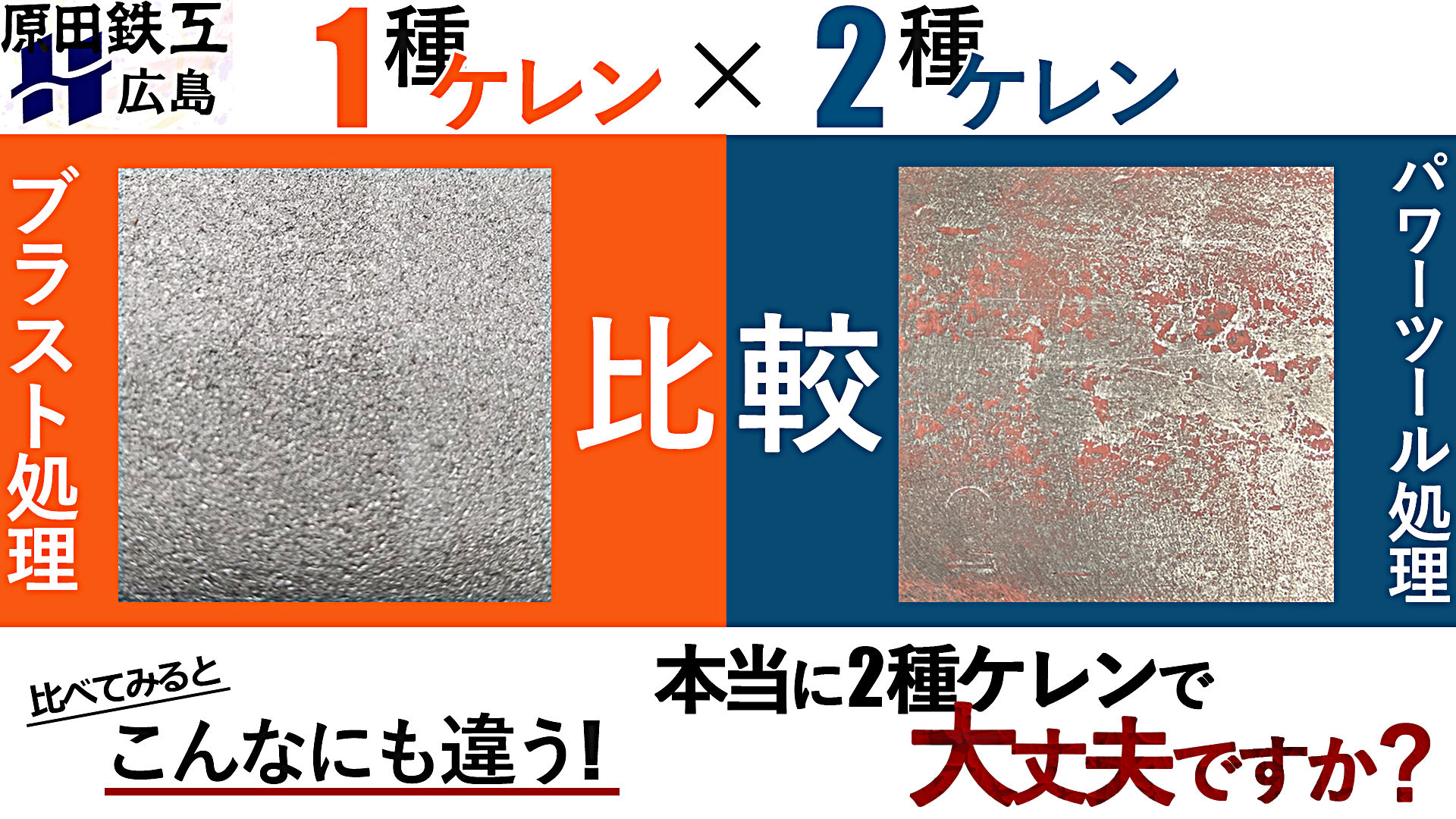
【1種ケレンと2種ケレン 剥離の違い】
1種ケレンと2種ケレンでそれぞれ塗装剥離を行いました。
加工後の表面を拡大すると、これだけ違いがでます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
そもそもケレンってなに?って方は下記リンクで紹介しております。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『ケレン作業について』
ケレンは英語の「Clean(クリーン)」が語源とされ、塗装前の表面を綺麗にする作業。
塗装において最も重要なのは、素地(下地)を整える素地調整の工程と言われています。
素地調整は「ケレン」とも呼ばれ、作業内容と処理方法によって1種ケレン~4種ケレンの4種類に分けられます。
全て表面をより『塗装に適した状態へ変化させる方法』ですが、1種ケレンと2種ケレンでは処理後は写真の様に仕上がりに大きな違いがあります。
【「素地調整」・「下地処理」の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『1種ケレンと2種ケレンの処理方法と清浄度について』
———1種ケレン———
研磨材を高速で衝突させる事で表面を研削するブラスト処理にて行われます。
表面の錆や酸化被膜、塗膜(活膜※₁)などの表面に付着している異物の95~99%以上を除去する必要があります。
1種ケレンは「ISO」「SSPC」では以下の規格に当てはまります。
ISO規格 ISO-Sa3 / ISO-Sa2.5
SSPC規格 SSPC-SP5 / SSPC-SP10
完全に金属表面を露出する事が出来るので、最も効果の優れた処理方法となります。
塗装不良が発覚した製品もブラストなら完璧に塗装剥離が可能なので、再度塗装を行う事で新品と遜色ない状態にする事が可能です。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
———2種ケレン———
グラインダーやワイヤーホイールなどの電動工具を使用して行われます。
表面に付着した死膜※₂や錆のみを除去する方法です。
主にブラスト処理が難しい状況下で手作業によって処理を行います。
2種ケレンは「ISO」「SSPC」では以下の規格に当てはまります。
ISO規格 ISO-St3
SSPC規格 SSPC-SP3
完全に錆や塗膜を除去する事は難しい為、可能な範囲で金属表面を露出させます。
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【ISO St3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/227861/
『1種ケレンと2種ケレンの違いは?』
1種ケレンと2種ケレンの違いは「施工方法」と「付着物の除去率」この2点が異なります。
①施工方法
1種ケレンはブラスト処理、2種ケレンは電動工具処理にて行うように指定されています。
ケレン作業を行う処理方法が異なります。
②付着物の除去率
1種ケレンは95%以上、2種ケレンは死膜及び錆を除去と言われています。
ケレン作業で表面の付着物をどこまで除去するかが異なります。
またケレンは一般呼称であり規格ではないので、工事仕様書によって除去率が異なる場合がありますので注意が必要です。
工業規格であるISO規格、SSPC規格の活用が推奨です。
金属塗装において塗装の寿命は10年から長くて50年程度と言われています。
この塗装寿命を左右するのは塗料の種類・質や塗装技術ではなく、塗装前の工程が重要とされています!
\ 塗装寿命に影響する原因は素地調整の方法です /
1種ケレンか2種ケレンが原因の50%を占める程、塗装寿命に大きく差が出ます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
塗装寿命を延ばす為には、完全に金属表面を露出する事が可能な1種ケレン(ブラスト処理)が必須となります。
2種ケレンではなく、1種ケレンなら製品・塗膜寿命を長持ちさせる事ができます。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
※₁活膜
メンテナンス等で塗替えの際、使われる言葉。
塗装の美観が損なわれていても素地に付着し、現状製品を保護する機能を持っている塗膜。
活きている塗膜。
※₂死膜
メンテナンス等で塗替えの際、使われる言葉。
活膜の逆で素地に対し付着性が低く、製品を保護する機能を失った塗膜。
死んでいる塗膜。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
経年劣化による補修工事やメンテナンス時の塗装剥離、塗替えの事ならお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工は中国地方でも最大級の大型ブラスト設備と屋内塗装設備を完備しております。
過去にも『修繕工事』 『メンテナンス』 『塗料の塗り間違え』 『塗装での失敗』などの製品を多数塗装剥離及び塗り直しを行ってきました。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
大型製品はもちろんの事、小ロットや小型製品も喜んで対応させていただきます。
1種ケレンのブラストなら旧塗膜を完全に剥がしきる事が可能ですので、素地に激しい腐食さえなければ再び新品同様に美しく生まれ変わらせる事ができます。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
塗装を剥がすのみ、塗装のみも対応可能です。
またメンテナンスのみでは無く、新作の製品でもブラスト施工を施すことにより塗膜の耐久性は格段に向上します。
塗装において素地調整は非常に重要な役割を持っているので、塗装を行う前にはブラスト施工を行っておく事がおすすめです。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【重防食塗装 耐用年数の向上】
原田鉄工は重防食塗装を専門としております。
製品を長期間保護することで、『資源』と『コスト』を削減し社会に貢献します。
重防食塗装は素地調整(ケレン)が必須となります。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
原田鉄工では最も優れた工法であるブラスト設備を完備しており、研削材(メディア)も多種取り揃えております。
そしてブラスト後すぐにプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備しております。
メンテナンスもお任せ下さい。
1種ケレンのブラストなら旧塗膜を完全に剥がしきる事が可能ですので、素地に激しい腐食さえなければ再び新品同様に美しく生まれ変わらせる事ができます。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅6m×奥行10m×高さ3m
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
重防食塗装の事はお任せください!
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ケレンとは?塗装に重要な素地調整】
ケレンとは『塗装前に対象物の表面に付着した不純物を除去する作業』です。
素地調整や下地処理とも言われますが、塗料を塗る前にケレンを行い『表面を塗装に適した状態』にする事が非常に重要です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ケレンのやり方は、1種・2種・3種・4種と作業方法によって分類されています。
〈1種ケレン〉
ブラスト工法によって行われ、研削材と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
〈3種ケレン〉
やすりやワイヤーブラシ等の手動工具で表面を擦る。
〈4種ケレン〉
サンドペーパーや布を使い、表面についた汚れを簡単に除去する。
除去率など規格、呼び方の詳細です。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
実際に施工してみた違い。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ケレンは英語の「Clean(クリーン)」からきた言葉と言われており、綺麗にして塗装に適した表面に変えることで大きなメリットがあります。
①表面の不純物を取り除く
素地や下地には様々な不純物が付着しています。
ゴミや汚れはもちろん、油分、酸化被膜(黒皮)、錆などは表面に塗料が付着するのを妨げてしまいます。
汚れている面にテープを貼っても、すぐに剥がれてしまうのと一緒です。
これでは塗装しても本来の塗料の性能は発揮できません。
これらを取り除き、清浄な表面を形成することで初めて塗料の性能が発揮されます。
②塗料の付着性を上げる
ケレンの方法は様々ありますが、結局は表面を削る作業です。
ブラスト処理・電動工具で擦る・サンドペーパーで擦るなどを行った後の表面は、細かい傷がつけられ凹凸になります。
この表面の微細な凹凸ができることによって表面積が増え、塗料がしっかりと付着します。
ツルツルの表面だと密着が弱く、簡単に塗料が剥がれてしまいます。
塗装は雨や風、紫外線から保護する為に行われます。
通常では5年、10年と耐えうる塗料や塗装仕様でも『ケレン作業』を怠れば、半分以下の年数で塗料が剥がれてしまう事になりかねません。
きちんとケレン行う事で、塗料の性能を最大限に活かす事が初めて可能となり艶やかで剥がれない塗膜を形成する事が出来ます。
塗装の寿命には素地調整(ケレン)の影響が約50%と言われています。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
塗料の性能や塗装の回数より圧倒的に大きな重要性を持つ素地調整(ケレン)
長持ちをさせるためには、ケレン作業が最重要となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
原田鉄工では大事な製品を錆びさせないため「剥がれない」「美しい」塗装を創業より目指してきました。
そのためには1種ケレンであるブラストが必要不可欠でだったため「大型ブラスト設備」と「屋内塗装工場」を設備し、塗装にとって最高の設備と環境を整えております。
塗装の事なら何でもお任せください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SS400 S45C ケレン】
ケレン処理する前と後では、これほど変わります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
写真は無塗装の製品に腐食が発生していたので、1種ケレン(ブラスト工法)にて素地調整を行ったものです。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的かと思われます。
上記の方法を2種ケレンや3種ケレンと呼びます。
素地調整の規格や除錆率は下記リンクにて説明しております。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
しかし、腐食が著しく進行している、範囲が広い、工具が入らないなどの理由で2種ケレンや3種ケレンでは十分に清浄できていない事が多いです。
1種ケレンのブラストなら工具の入らないような狭い隙間や腐食が激しい状態でも完全に錆を除去する事が可能です。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
また一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト後すぐにプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備しております。
大型の製缶品や多ロット品でも対応可能です。
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎S45C
機械構造用炭素鋼と呼ばれるJIS規格の鋼材です。
「S」はSteelの略「45」は炭素の保有量「C」はCarbon(炭素)を表しています。
熱処理や機械加工に向いている半面、溶接に向いていないといった面もあります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラストの規格】
ブラストに関する規格で良く使われているSSPCとISOについて説明します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストは1種ケレンと呼ばれる素地調整の方法です。
ブラストのグレードは様々あり、表面のミルスケール・錆をどれほど除去したか(除錆率)で評価します。
除錆率、グレードの規格表はこちら
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
ブラストで多く使われている規格は以下の2種類です。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
ブラストが工程に含まれていれば、仕様書にSSPC SP-5とかISO Sa2.5と書いてあるはずです。
1種ケレンとしか記載されていない場合はSSPC / ISOでいう除錆率99% or 95%の部分になります。
日本語では下記の様になります。
SSPCは米国鋼構造物塗装協会
ISOは国際標準化機構
どちらの規格も除錆率を基準とし、グレードを定めています。
例)
ISO Sa3
SSPC SP-5
上記2つはどちらも除錆度99.9%以上となります。
またあくまで基準となるのは除錆率(清浄度)
ブラスト工法で除錆率をクリアできれば、メディアは多くの種類を使用する事が許可されています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
ISO/SSPCどちらも末尾の数字が除錆率と対応しています。
ちなみによく1種ケレンと呼ばれるものは除錆率95%以上のものとなります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラスト後の検査は目視検査によって行われます。
ブラストの規格「SSPC」と「ISO」除錆率をしっかり理解して、施工確認を行いましょう。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
弊社はエアー式ブラスト(手動型)を設備しております。
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m 【2部屋】
-------------------------------------------------------------------------------------------------
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ブラスト・塗装の事ならお任せください。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【再塗装】古い製品を新品に!?
経年劣化でボロボロになってしまった製品を新品に変えます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ご依頼頂いた製品は社内治具です。
経年劣化により塗装が剥がれ、錆が進行していた状態でした。
かなり古い治具だそうで、図面が無いため新しく製作するのにも手間と予算が必要でこまっているとの事でした。
そのため今回はどうしても必要な部分のみ改造と修理を施した後に、再塗装を行いました。
まずブラスト(1種ケレン)で塗装と錆を全て剥がし、下地処理(素地調整)を行います。
その後下塗り、上塗りと塗り重ねを行い完成となりました。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
ブラスト後、塗装した製品は見違えるほど綺麗になり、錆が進行を続け不安があった耐久性も長期に渡って安心できるものとなりました。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
[製品情報]
1500×1500 L=2500
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
合成樹脂調合ペイント上塗り塗装×1回
-------------------------------------------------------------------------------------------------
今回の工期は4日となります。
架台本体と手摺・梯子が塗分けだった為、多少工期が必要でしたが短納期にも対応させていただきます。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
素地調整の最も有効な手段「ブラスト工法」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整(ケレン)は塗装を長期に渡り保持する為の必須条件です。
素地調整の工法は様々ありますが、最もグレード(品質)の高いものがブラスト工法となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
ブラスト工法とは?
研磨剤粒子(メディア)を対象物にぶつけ、その表面を叩く・削る事で表面を『清浄化』と『粗面化』する工法となります。
【ブラストを行う事によるメリットは下記リンクへ】
https://www.nc-net.or.jp/company/98405/product/detail/185459/
~主なブラスト工法について~
▽エアーブラスト
圧縮した空気に研磨剤を混ぜ、同時に投射する方法です。
『メリット』
・投射力や投射距離の変更ができるので精度の高い加工を行う事ができる。
・すべての研削材に対応できる。
・あらゆる形状でも加工可能で打ち分けもできる。
『デメリット』
・研磨剤と粉塵多く舞うので、作業環境を整える必要がある。
▽バキュームブラスト
エアーブラストと仕組みは同じですが、ノズル(噴射口)が特殊で研磨剤の噴射と回収を同時に行う方法です。
『メリット』
・研磨剤と粉塵の飛散が少ない。
・使用した研磨剤を回収し、再利用ができる。
『デメリット』
・対象物に対してノズルを密着させていないと加工ができない。
・加工範囲が狭いので、作業効率が悪い。
▽湿式ブラスト
ウェットブラストとも呼ばれ、水と研磨剤を混ぜ、同時に投射する方法です。
『メリット』
・粉塵の発生がほとんどない。
・加工と洗浄を同時に行う事が出来る。
『デメリット』
・製品が濡れてしまう。
・使用後の水処理が必要となる。
上記3種類ともそれぞれメリットとデメリットが存在します。
工法によって必要な機材や施工時間も大きく変わってくるので、もちろん加工単価も異なります。
どのブラスト工法で施工を行うか?
対象物の材質、形状、大きさ・作業環境・予算・工期などを考慮して、どの工法にするかを選ぶ事が重要です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗料を剥がす方法】
原田鉄工㈱は大型のブラスト設備を保有。
錆も塗料も簡単に剥がす事ができます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
圧縮した空気の力を利用して研削材を投射、対象物に衝突させる事で加工します。
コンプレッサーで圧縮した空気を研削材と混ぜ、ノズルから投射させる仕組みです。
圧力や投射距離、範囲が細かく調整でき、使用する研削材も制限がありません。
強力な研掃力で黒皮や錆、塗料なども簡単に剥離させます。
創業80年になる原田鉄工では幾度も『修繕工事』 『メンテナンス』 『塗料の塗り間違え』 『塗装での失敗』などの製品を多数塗装剥離及び塗り直しを行った実績があります。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
電動工具などでは落としきれない、工具が入らないような場合でも
手動型(職人がノズルを持って作業)なので複雑な形状でも対応が可能です。
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
相談だけでも構いませんので、お気軽にご連絡下さい。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整の規格 見本】
塗装済みの製品を「1種ケレン」「2種ケレン」の規格にて素地調整を実施し、拡大比較した見本です。
SSPC規格だと「SP-5」と「SP-3」
ISO規格だと「Sa3」と「St3」
「ブラスト」と「電動工具」を使用した比較です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整とは?』
塗装を行う前に「対象物の表面に付着した異物を除去し、塗装に適した表面にする作業」です。
「ケレン作業」や「下地処理」とも呼ばれたりします。
素地調整にはいくつかの種類があり、その作業方法と精度によって規格されています。
塗料を塗る前に素地調整を行い「表面を塗装に適した状態」にする事は「塗装技術」・「塗料の優劣」より重要とされる大事な作業工程です!
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『素地調整の規格を比べてみる』
写真は1種ケレンと2種ケレンを比べたものです。
施工方法の違いは下記の様になります。
〈1種ケレン〉
ブラスト工法によって行われ、研削材と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
写真の様に同じ素地調整でも、規格によってこれだけ清浄度に違いがあります。
『まとめ』
素地調整とは「塗装前に表面を塗装へ適した表面にする」事。
この素地調整の作業で塗装の「仕上がり」と「耐久性」が決まるので、塗装工程で最も重要とされます。
綺麗に塗装したい、塗装を長持ちさせたいなどの場合はブラストで素地調整を行うべきです。
原田鉄工には素地調整の中で最も優れた大型ブラスト設備があります。
素地調整後は表面が活性化しているので直ちに塗装する必要がありますが、屋内塗装工場も併設していますので素地調整完了後すぐさま塗装する事が可能です。
ブラストによる素地調整と膜厚管理によってお客様の製品の耐用年数、ライフサイクルコストの削減に貢献します。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【サビに強い塗装】
サビとは腐食が進行し発生するものです。
腐食を抑制すること事でサビの発生を遅らせる事が可能となります。
長期間錆びさせない為の塗装について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
一般的な塗装は合計塗膜厚が200μm以下で行われており、予想耐用年数は15年未満となります。
素地調整は2種~3種ケレンで行われ、下塗りとなるプライマーは変性エポキシ樹脂塗料などが使用されることが多いです。
それに対し鉄塔や橋、高速道路、プラントなどの大型構造物は合計塗膜厚200μm以上の「重防食塗装」が施されます。
素地調整は1種ケレンで行い、有機または無機ジンクリッチペイントをプライマーで使用します。
重防食塗装は予想耐用年数が30年以上と長期の耐久性を期待される仕様となります。
大型構造物は雨・風・雪・塩害や寒暖差など厳しい環境に晒されながら、その使用状況や立地等の問題から頻繁にメンテナンスを行う事が難しいため長期間に渡り保護をする事が重要となります。
重防食塗装によりメンテナンス頻度を抑え、美観の長期維持が可能になります。
結果として『コストと環境』どちらの負担も減らす事が出来るのです。
重防食塗装は素地調整を1種ケレン(ブラスト処理)で行います。
塗替えの場合は旧塗膜を完全に除去し、素地調整完了後4時間以内にプライマー処理を行います。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
重防食塗装の1例 (C-5塗装系)
素地調整 ISO Sa2.5
プライマー 無機ジンクリッチプライマー 15μm
2次素地調整 ISO Sa2.5
防食下地 無機ジンクリッチペイント 75μm
ミストコート エポキシ樹脂塗料下塗 -µm
下塗 エポキシ樹脂塗料下塗 120µm
中塗 ふっ素樹脂塗料用中塗 30µm
上塗 ふっ素樹脂塗料用上塗 25μm
サビを長期間防ぐためにはブラスト処理、素早い防食下地塗装、200μm以上の塗膜厚が絶対条件となります。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【配管の内面塗装できます!】
大口径はもちろんの事、小口径のものでも対応可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では多くの配管内面塗装を手掛けてきました。
1800Aを超える大きなものから、50Aなど小さなものまで塗装可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【STPG / SGP 鋼管のブラスト塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/199865/
大型のブラスト設備(サンドブラスト・グリットブラスト)を完備しておりますので、重防食塗装・耐塩害塗装など通常の塗装仕様よりハイグレードな塗装を提供致します。
エアレス塗装やコテなどで塗装を行いますので、多くの種類の塗料に対応可能です。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
また内面をブラスト施工する事も可能です。
ただ配管の形状や口径によっては施工不可能な場合もありますので、ご相談ください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎コテ(こて/鏝)
手で持って使用する道具の総称。
塗材を塗りつけるために使用する工具や調理、調髪用のコテもある。
粘度の高い塗料を塗装する時に使用し、プラスチックやゴム、金属など様々な種類がある。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【汚れた塗装を除去】
塗装工場の換気の為に使用されていたファンです。
吸い込んだ塗料が付着し、ボコボコの表面になっており綺麗にしたいとのご依頼です。
1種ケレンのブラストで付着物が全くない綺麗な状態にできました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
本製品は腐食の進行が少なかったので、母材素地は綺麗なままでした。
このまま再度塗装を行えば、ほとんど新品です。
メンテナンスの間隔が長いと腐食が進行し、母材は厚さが減少したり穴が開いたりする場合があります。
ブラストなら旧塗膜と錆などもまとめて除去及び素地調整が可能です。
またブラストで素地調整を行う事で、塗膜の耐久性が向上します。
後のメンテナンス頻度を抑え、コストの負担を減らす事が可能となります。
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
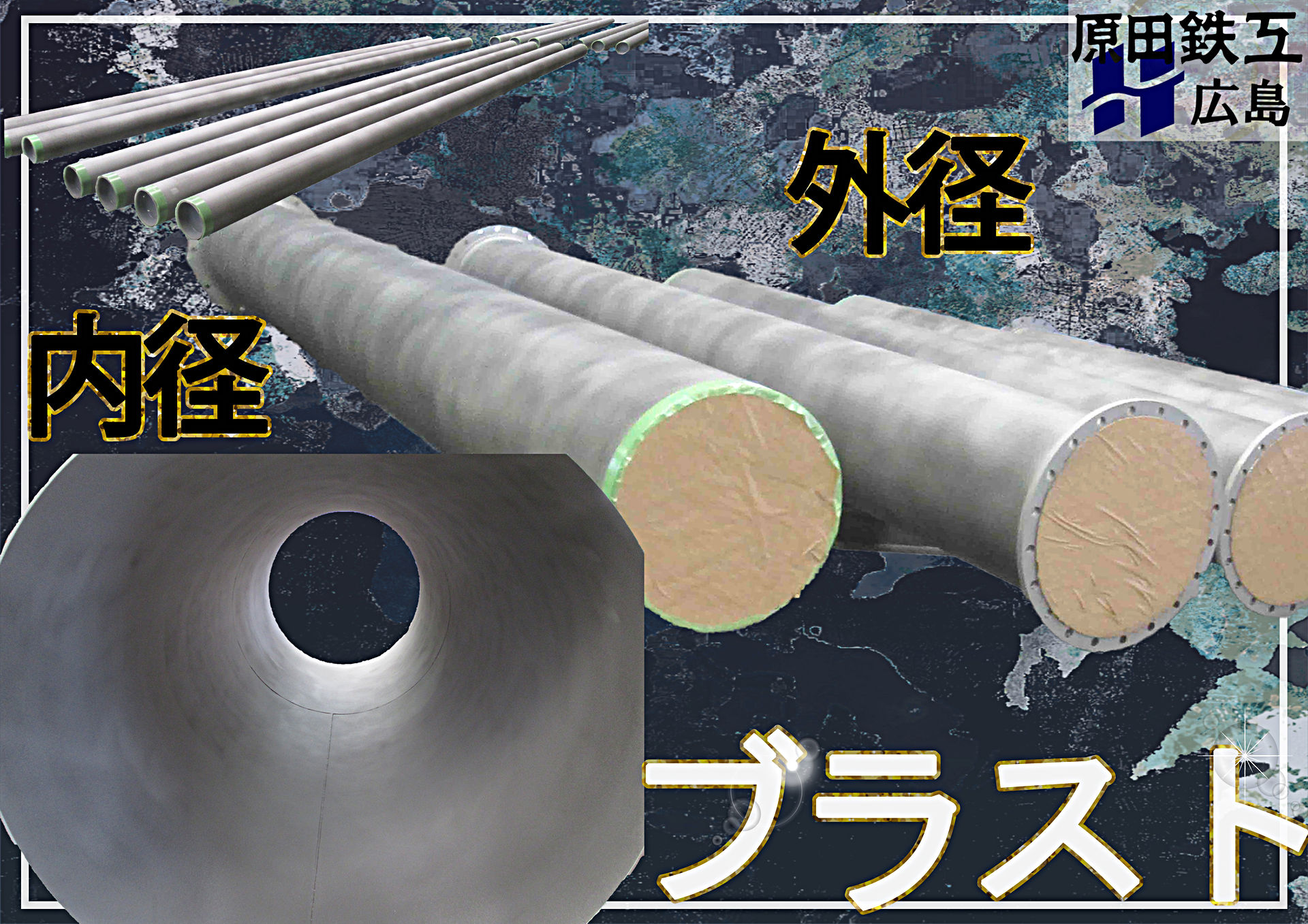
【配管 内面のケレン】
配管の1種ケレン(ブラスト)はお任せください。
外面はもちろん、内面(内径)も施工可能です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では羽根車(インペラー)をモーターで回転させ、その回転の遠心力を使って研削材を投射する『機械式ブラスト』ではなく、圧縮した空気の力を利用し研削材を投射する『エアー式ブラスト』を採用しており、作業員がノズルを持って施工をする『手動式』となるので外面は形状と大きさを問わず施工する事が出来ます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
大口径の配管は作業者が直接配管に入る事でブラスト施工を行いますが、
専用の装置を使う事で、作業者が入る事の出来ない小径配管の中も1種ケレンで素地調整します。
ブラスト施工をする事でライニング処理が一般的な配管内面も、多種多様な塗料を塗装することが可能となります。
普通は施工できないような小径配管でも、ブラスト施工出来ます。
口径や形状によって施工できない場合もありますので、お気軽にご相談ください。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト処理の目的】
ブラスト処理を行う目的とは、対象物の表面に付着した異物を除去する事です。
一切の付着物が無い「清浄な素地」へ塗装する事で「塗膜の耐久性を大幅に向上」する事が出来ます。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストってなに?』
ブラストは素地調整の方法の一つとなります。
素地調整とは塗装を行う前の表面(素地)を清掃する事で塗装に適した状態にする処理で、『ケレン』とも呼ばれます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ブラストの加工方法』
ブラスト処理で素地調整を行う事により表面に付着している異物(ミルスケール、さび、塗膜)などを完全に除去します。
ブラスト処理は金属片などの研磨剤を高圧で打ち付けて加工するので、表面は無数の細かい凸凹が形成されます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ブラストの効果は?』
塗装前は「表面の異物が完全に除去されている事」が絶対条件です。
異物の上に塗装しても時間が経つにつれ、塗料が異物ごと剥がれ落ちたり、密着不良で塗料だけが剥がれる可能性が高いです。
また表面に付けた細かい凹凸へ塗料が入り込む「アンカー効果」によって、密着性が向上します。
・表面の異物を除去し、平滑に整える事で「美しい滑らかな塗膜」
・表面に出来た凹凸により密着性を上げ「剥がれず長持ちする塗膜」
ブラストで素地調整を行う事でこの2つの効果が生まれます。
塗膜寿命の影響を次の4項目「素地調整・塗り回数・塗料・その他」に分けた場合、約50%は素地調整に起因すると言われるほど大切な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『素地調整について』
素地調整のグレードは様々あり、作業内容と処理方法によって1種ケレン~4種ケレンの4種類に分けられています。
清浄度
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
1種ケレンとなるブラスト処理が素地調整において最も優れた処理方法となってます。
除錆率、グレードの規格表はこちら
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『まとめ』
ブラストの最も優れている点は表面に付着したどんな異物でも完全に除去し、平滑で細かい凸凹をもった表面へ変化させる事が可能。
滑らかで美しい塗膜を長持ちさせる加工方法です。
製品を保護している塗膜を長持ちさせる事は製品が長持ちする事へ直結します。
製品の「長寿命化」は少なくなる資源、環境の観点から見てもこれからの時代どんどん進歩しなければならない問題です。
原田鉄工では古くから「製品の長寿命化」に着目し、塗膜寿命を延ばすブラスト加工を続けて参りました。
頻繁に修正できない「発電所」「プラント」向け、金属にとって過酷な「沿岸部」「水中部」に使用するといった製品の塗装を多く手掛けてきました。
完璧な素地調整と徹底した膜厚管理により、製品寿命の延長に貢献します。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
弊社はエアー式ブラスト(手動型)を設備しております。
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m 【2部屋】
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
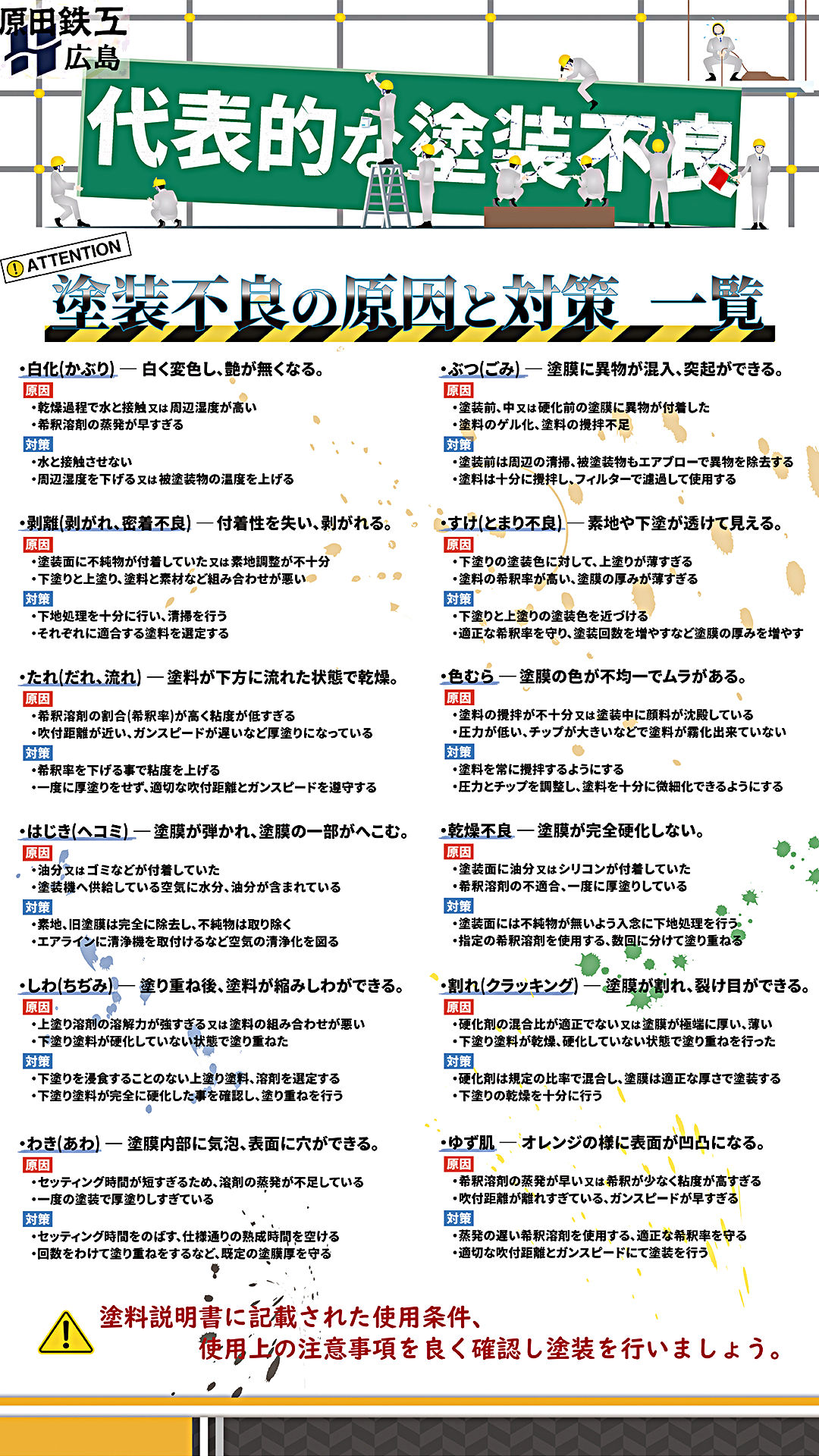
【塗装不良】 原因と対策
塗装不良は塗装工程のあらゆる場面で発生する可能性を含んでいます。
代表的な塗装不良の原因と対策をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「塗装不良がなぜ発生してしまうのか」
その原因と対策が分かる事で、塗装不良・トラブルは回避することができます。
塗装不良の原因は大きく分けて5つの要素に分かれます。
【塗装不良の原因】
その1 被塗装物の状態に起因するもの
その2 塗料もしくは希釈溶剤に起因するもの
その3 塗装機や塗装設備に起因するもの
その4 塗装方法や塗装条件に起因するもの
その5 気温や湿度など塗装環境に起因するもの
ほとんどは塗装開始前に簡単な対策を行うことで、未然に防ぐことが可能です。
塗装環境が原因となる塗装不良は改善のために多くの設備投資費用が必要な場合もありますが、気象状況に合わせた塗装工程と納期を設定する事で回避できます。
塗装不良は条件が揃えば簡単に発生するものではありますが、不良となった塗膜は本来の防食性能・美観などを発揮する事が出来ません。
そのため塗装不良となった塗膜を除去する修正が必要となります。
修正方法は塗膜を一度剥がす、塗膜を擦って削るなど大きな労力と時間が必要となります。
塗装不良の原因をしっかりと対策をしておくのが、塗装完了への近道となります。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【製缶 ~溶接・組立について~】
https://www.nc-net.or.jp/company/98405/product/detail/182581/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【下塗りをしないと剥がれます】
①通常通り下塗り+上塗り塗装を行った製品
②下塗りをせず、上塗り塗装のみを行った製品
どの程度密着しているのか、動画でまとめました。
下塗りをしていない製品は、上塗り塗料が簡単に剥がれてしまいました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「塗装が簡単に剥がれてしまう」と言った場合に考えられる原因は3つあります。
1.下塗りをしていない場合
2.下塗塗料が被塗装製品の材質に対応していない
3.素地調整(下地処理)が不十分
今回は下塗りをしていない場合にどおなるのかを比較・検証します!
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
どちらも素地調整は脱脂とサンドペーパーによる目荒しと簡単なものしか行っていません。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
下塗りのある、なしでは正直見た感じは全く一緒に見えます。
しかし粘着力のすごく弱いマスキングテープを張り付けて剥がすだけで、下塗りをしていない方は簡単に塗膜が剥がれてしまいました。
下塗りを省いてしまうとこのように素地との密着力が無いため、防食性能が皆無となってしまいます。
下塗り塗料には錆を防ぐ(防食)効果と素地や下地と強く密着する効果を兼ね備えています。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
上塗り塗料だけでは錆を防ぐ事も、素地と密着する事が出来ません。
下塗りは見る事ができませんが、このような重要な役割を持っているため絶対に省く事は出来ないのです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【製缶 ~溶接・組立について~】
https://www.nc-net.or.jp/company/98405/product/detail/182581/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【LCC(ライフサイクルコスト)を低減させる塗装】
LCC(ライフサイクルコスト)とは
LCCと言えば格安航空会社の事を良く耳にするかとも思いますが、構造物や製造物に対して使用される製作される「初期費用」~「廃棄処分費用」まで処分を含めた全ての費用の事も同じく『LCC』呼ばれています。
Life Cycle costの頭文字をとって『LCC』と呼ばれたり、『生涯費用』とも呼ばれます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
設計~製作までの初期費用を『イニシャルコスト』、使用していくうえで必要な費用を『ランニングコスト』と呼び、これらに解体費用を含めたものが『ライフサイクルコスト』となります。
[ライフサイクルコストの内訳]
建設費・・・企画設計費、材料費、製作費、運搬費、現地工事費
運用費・・・警備費、清掃費、保守・点検費用
光熱費・・・上下水道、ガス、電気などの費用
修繕費・・・定期的なメンテナンス費用、機器、部品の更新費や修理費
管理費・・・運用費、税金や保険費用
処分費・・・解体に係わる処分費用
多くの構造物や製品のイニシャルコストは20~25%とも言われており、莫大な金額となる建設費ですが全体の割合から見ると意外に少ないんです。
初期費用の建設費は1度払えば終わりですが・・・
完成後の運用・改修・修繕費用は何十年もの間逐次必要になるので払った額が試算しにくく、集計してみてこんなにかかっていたのかと驚く場合が多いです。
用途によってランニングコストの構成は大きく変わってきますが、改修・修繕の費用だけでも建設費を大幅に上回るような事も多くあります。
橋梁などの大型建造物は高度経済成長期に数多く建設されており、建設後50年以上となる老朽化した建造物が急速に増加してきます。
しかしながら全ての建造物を建設し直す事は現実的ではない為、適切な改修・修繕工事にて長期に渡り運用していく事が重要です。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
グラフは一般的な塗装仕様と重防食塗装のライフサイクルコストを比較したものです。
一般塗装は10年もすれば塗膜の劣化が顕著となり定期的な塗り替えが必要となりますが、重防食塗装では50~60年と長い期間塗り替え工事が不要になると言われています。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
耐久性の高い重防食塗装系を採用する事で、ライフサイクルコストを大きく低減する事が可能になります。
また塗り替え周期が長期化する事により改修・修繕工事の省工程化、VOC削減により環境への負担も大幅に低減します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎VOC(揮発性有機化合物 英語:Volatile organic compounds)
揮発しやすく、常温常圧で気体となる有機化合物の総称。
トルエン、キシレン、ホルムアルデヒドなど200種類以上の様々な種類があり、人体や環境への悪影響が問題となっている。
全世界で多量のVOCが排出されているので自主的なVOCを減らす取り組みが必要。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【代表的な塗装不良一覧 原因と対策】
塗装工程で起こる確率の高い、代表的な塗装不良の原因と対策を一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装不良とは?
・塗装不良の原因は?
・塗装不良を防ぐ方法
・まとめ
『塗装不良とは?』
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない状態の事です。
見た目の仕上がりが悪くなるのはもちろんですが、塗膜の保護機能が低下したり、早期剥離や腐食などの問題を引き起こす場合があります。
『塗装不良の原因は?』
塗装不良は各塗装工程で発生する可能性があります。
塗料単体が原因で起こる不良だけでも
塗料の状態、塗料の希釈率、硬化剤との混合比率、攪拌状態、下塗りと上塗りの塗り合わせなど・・・
塗料の問題のみならず、被塗装物、塗装設備、塗装方法、塗装環境など
これらのどれか一つでも間違えば、塗装不良が起こりえる状態となってします。
『塗装不良を防ぐ方法』
塗装不良を防ぐには
「塗料」「被塗装物」「塗装設備」「塗装方法」「塗装環境」
上記の5点を適正な状態にする必要があります。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
「塗装不良 一覧表」に記載していない塗装不良も数多くありますが、代表的なものをまとめていますので多くの不良は対策を行えば防げるはずです。
また塗装不良が発生した場合にも「なぜ不良が発生したのか?」原因を突き詰める事で再発防止が可能です。
また塗料にはメーカーが作成する塗料説明書というものがあります。
この説明書には適合する素地調整・下塗・上塗・シンナー、塗料の使用方法のみならず、塗装可能な気象条件や塗付量、エアレスの圧力やチップ、ガン移動速度まで事細かく記載してあります。
多くの塗装不良はこの説明書の仕様を逸脱した事で起こります。
『まとめ』
塗装不良を無くすためには
先ずはこの塗料説明書に記載してある仕様を順守する事!
コストの関係で環境設備を整える事ができない場合は、工程に余裕をもち塗装環境に問題ない日程で塗装を行うようにしましょう。
そうすれば技術的な不良以外はほぼ防げるはずです。
それぞれの塗料にあった適切な方法で塗装を行う事が重要です。
剥がれやすいとされるステンレスへの塗装方法はこちら👇
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
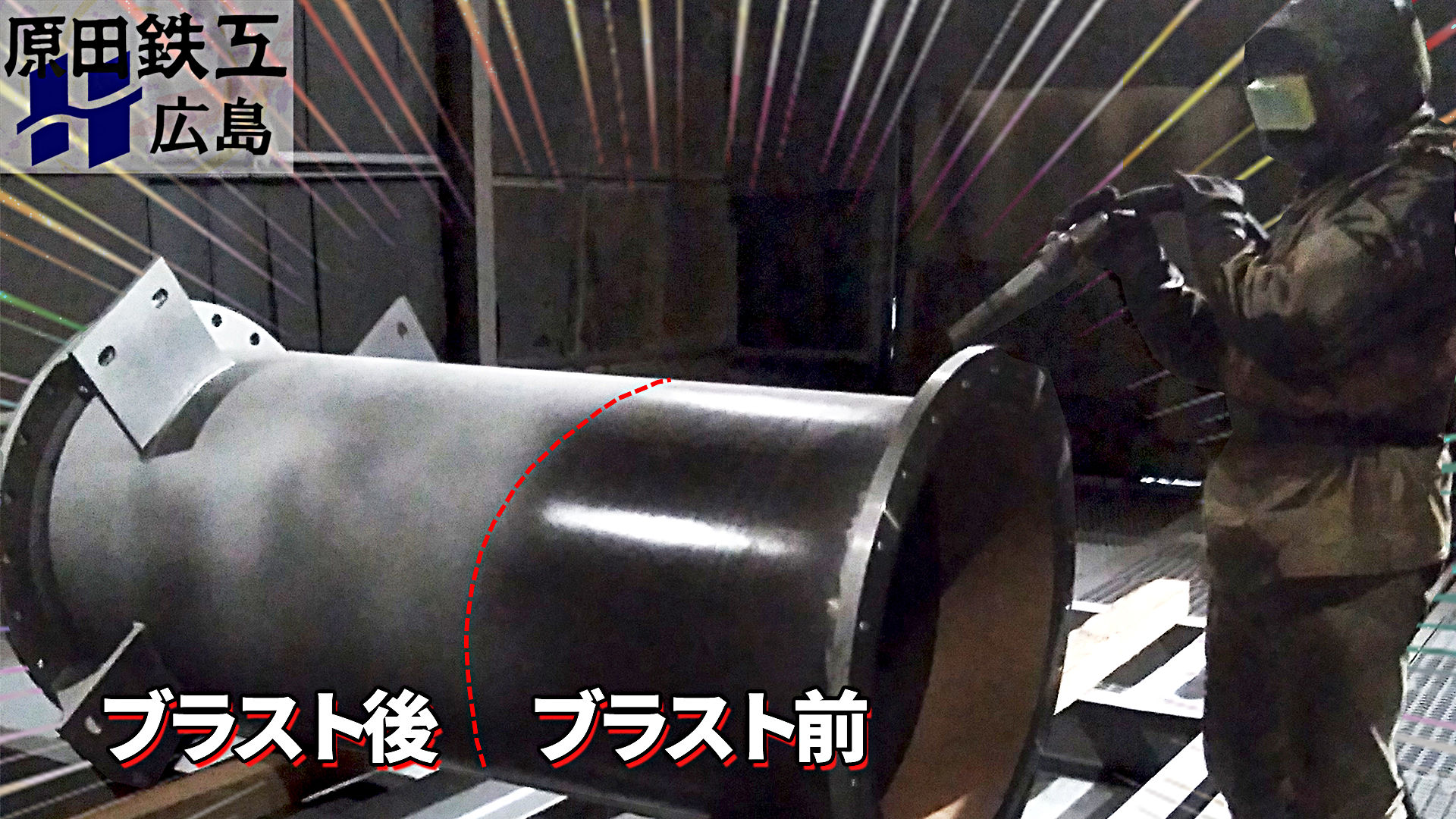
【ブラスト前、ブラスト後の比較】
ブラスト途中の写真です。
ブラスト加工前とブラスト加工後でこんなに分かりやすく見た目が変化します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
この製品はブラスト加工前はミルスケール(黒皮)が表面に付着している為、真っ黒でした。
ブラストで素地調整する事で、表面のミルスケールを除去し素材そのものを露出させます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
鋼鉄はこのような白銀色へと変化します。
表面のミルスケールや錆などの不純物を除去し、塗装を行うことで塗料の密着性が格段に向上し塗膜は長寿命化します。
また表面の清浄度不足による塗装の不良、予後も確実に防ぐ事が出来るのです。
塗装にとって表面の不純物は大敵であり、塗装寿命のほとんどは素地調整が左右します。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
SDGs(持続可能な開発目標)が世界の目標となっている今。
少ない資源をより有効に活用する為に、ブラスト+塗装で製品の長寿命化を目指しています。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【長寿命化のためのLCC 低減】
構造物や建造物など大型インフラ等の長寿命化にあたり、LCC(ライフサイクルコスト)は大きな課題となります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
LCCとは『Life Cycle cost』の頭文字をとった言葉で、『生涯費用』とも呼ばれます。
構造物・建造物の建設費~処分費まで全てのかかる費用の事となります。
多くの構造物や建造物は建設費にかかる割合はLCCの中の20~25%と言われております。
実は作るより改修・保全・運用の費用の方が4~5倍もかかっている事になります。
製作費は金額が試算しやすく、一度に費用が必要となるので「すこしでも安く」と考えられるかもしれませんが、生涯費用であるLCCの事を考慮すれば「初期費用が高い」方が「結果として安くなる」場合もあるのです。
グラフは下記①と②のLCCと使用年数を比較したものです。
①一般塗装系(その名の通り一般的な塗装仕様)
②重防食塗装(厳しい環境に対応する塗装仕様)
一般塗装系では簡単な塗装仕様ですので、初期の製作費がかなり安くなってます。
しかしながら塗膜の耐用年数が短いため、頻繁に塗替え工事などのメンテナンスが必要となるのです。
逆に重防食塗装では何度も塗装を重ね、厚い塗膜を形成させるため初期の製作費用が高いです。
しかし塗膜の耐用年数が長く、塗替え工事等のメンテナンスが長期間不要となり結果としてLCC(ライフサイクルコスト)が安くなるのです。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
建造物や構造物は資源、環境、費用の観点からより長寿命化が求められています。
つまり長寿命となることでより一層、製作費等のイニシャルコストよりランニングコストの方がLCCにおける割合が増えてきます。
長期間、安価で、安全にするためには、環境に耐えうる重防食塗装が必須となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト処理が塗装にもたらす効果】
ブラスト処理をすることにより、塗装の密着性が大きく向上し美しい外観を得る事ができます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラスト処理とは
圧縮した空気と研磨剤を同時に噴射する事で素材と研磨剤を高速で衝突させる「素地調整」の一種です。
高速で衝突した研磨剤は素材の表面を削り取り、素材を露出させます。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
なにも処理されていない素材の表面には酸化被膜(ミルスケール)や錆、不純物が多く付着しています。
これらの不純物は除去しておかなければ、塗装はたちまち剥がれ落ちてしまいます。
入念な素地調整は塗装不良を未然に防ぐ事が出来るのです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストは薬品等は使用せず、研磨剤の種類も多くあるので対象の材質を問わず加工できる事も大きなメリットです。
また塗装のみならずメッキやライニング、コーティングなど前処理としても非常に有効です。
表面に研磨剤が衝突してできた無数の凹凸に接触面積は増大し、さらに隙間に侵入し硬化する『アンカー効果』を得る事ができるのです。
これらの効果で密着性が大幅に上昇し、塗装の仕上がりも美しくなります。
不純物は一切なく、強力に密着した塗装は通常の塗装と比較し、防錆効果が3~4倍も長持ちすると言われています。
塗り替え、補修、メンテナンスの頻度を減らし、間隔を延ばすことで資源とコストの削減が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
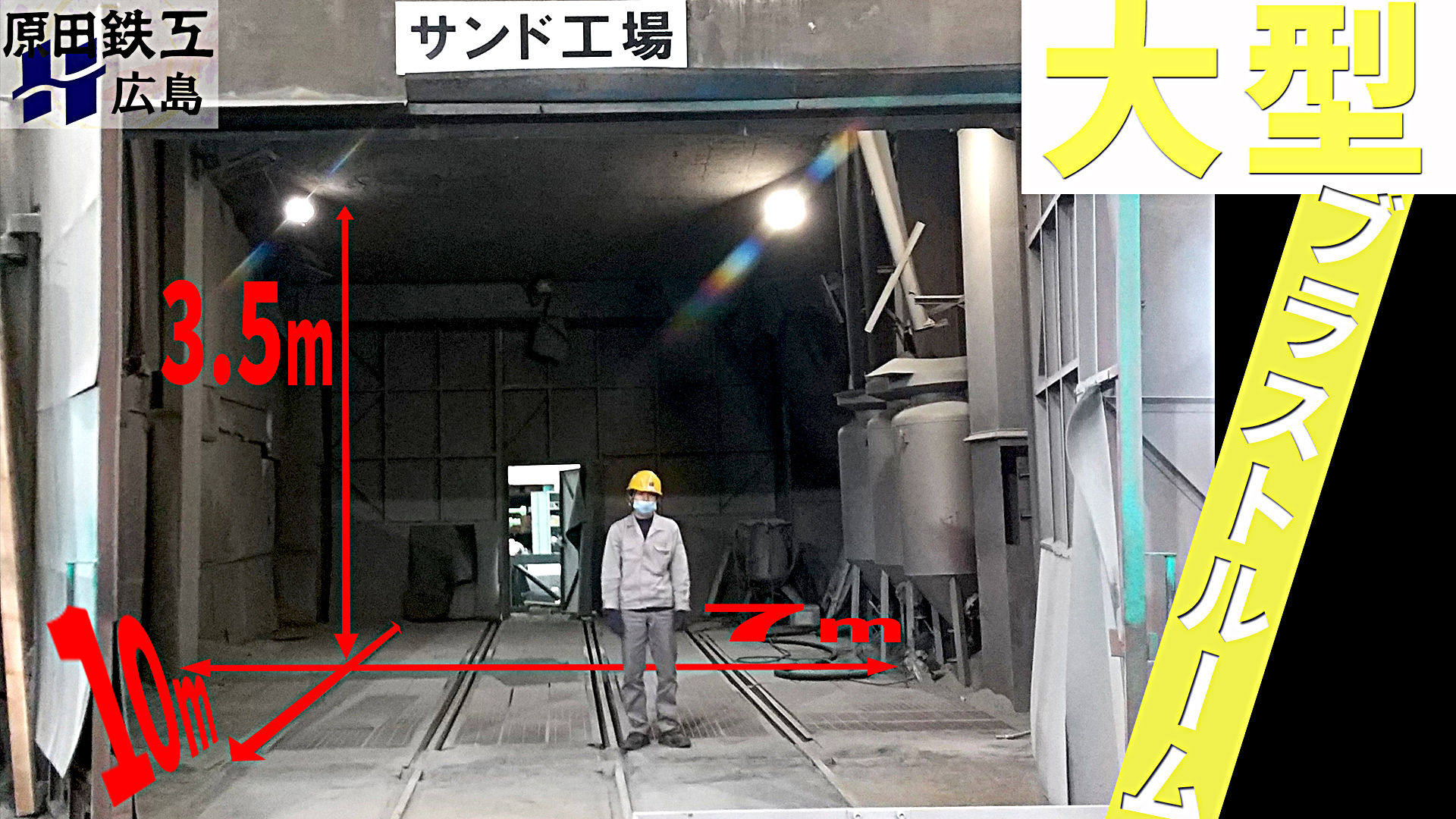
【大型製缶品|ブラスト加工~吹き付け塗装できます】
原田鉄工のブラスト設備は高さ3.5m×幅7m×奥行10mです。
グリットブラスト用とサンドブラスト用で2部屋設備しています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では様々な材質の製品に対応する為、2種類のブラスト設備を用意しています。
最大吊り上げ重量が10tとなっており、10t以内の陸送できるサイズにはほぼ対応可能です。
ブラスト設備は両扉となっておりますので、10m以上の長物でも加工できます。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
「製作・加工の製造部」「ブラスト・塗装の防錆部」
大型品を製缶・ブラスト・塗装と社内で一貫生産します。
ブラスト加工と同様に広い塗装スペースを確保しておりますので、ブラスト加工品は全て塗装対応も可能です。
ブラストで素地調整した後はプライマー塗装完了までの時間が重要となります。
原田鉄工では塗装設備をブラスト設備と併設しているため、よりタイムリーに塗装工程へ移る事が出来ます。
重防錆塗装に特化した工場となっており、80年研鑽を続けてきた原田鉄工に塗装の事はお任せください!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
原田鉄工ではブラスト・塗装工程を一貫して行う事ができ、中国地方最大級の重防食塗装に特化した鉄工所です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
重防食塗装は素地調整(ケレン)が必須となります。
その素地調整の工法で最も優れているブラスト工法にて原田鉄工は加工しています。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラスト加工のメリット】
https://www.nc-net.or.jp/company/98405/product/detail/189245/
ブラスト完了後は直ちにプライマー塗装が行えるよう、広い屋内塗装設備も完備しております。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
完璧な防食塗装を行うためには、このブラスト終了時刻~塗装完了時刻が重要です!
これらの条件を満たすにはブラスト・塗装の一貫施工が必須となります。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅7m×奥行10m×高さ3.5m
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
ブラスト・塗装の事ならお任せください。
【大型 ブラストルーム】
https://www.nc-net.or.jp/company/98405/product/detail/192397/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「ブラスト・塗装」メリットとデメリットは?
金属の防錆処理としてセットで加工される事が多い、ブラスト・塗装のメリットとデメリットについて説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラストとは】
ブラストは表面処理における加工方法の1つです。
研磨剤粒子を高速で投射し衝突させる事で、表面の状態や性質を変化・向上させます。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラストの目的】
《研掃》
表面の不純物を研磨剤粒子によって除去する事が可能なため、「錆」「バリ」「塗装」「ミルスケール」などを除去する目的で行われます。
《機能付与と性質の向上》
ブラスト加工後の素材表面は「梨地」と呼ばれる無数の凸凹を形成します。
この凹凸は塗装の密着性を上げるだけではなく、放熱性や保油性も向上させる事ができます。
その他にも滑り止め、反射防止、艶消しなど様々な機能を付与させます。
《塗膜の密着性が向上》
異物を除去し、凸凹に変化した表面は塗膜との密着性が大きく向上させることができます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【ブラスト・塗装のメリット】
《塗膜の密着性》
「研掃」で表面の異物を除去し、表面が「梨地」に変化した金属表面は最高に塗装に適した状態です。
密着性が向上した塗装は剥がれにくく、金属の大敵である錆を長期間防ぐ事で金属の寿命を延ばす事が出来るのです。
《塗膜の均一性の向上》
ブラストは研磨剤によって表面を均一に研磨します。
そのため表面の微妙な凹凸を補正し、塗膜に均一性を向上させる事ができます。
【ブラスト・塗装のデメリット】
《健康への影響》
ブラスト・塗装は研磨剤や塗料の微粒子が飛散します。
防塵・防毒マスクなど適切な保護具を正しく装着しなければ、作業員の呼吸器系へ悪影響を及ぼす可能性があります。
《騒音と振動》
ブラスト・塗装は大型のコンプレッサーが必要となり、ブラスト作業中は大きな騒音と振動が発生します。
《設備とコスト》
ブラスト・塗装は特別な設備と作業スペースを揃えなくてはなりません。
設備の規模や加工対象にもよりますが、コストが必要となります。
以上がブラスト・塗装のメリットとデメリットです。
【まとめ】
メリットとデメリットがあるブラスト・塗装。
しかしデメリットの多くは設備・環境・保護具等を用意すれば解消は可能です。
金属を長持ちさせるためには、どうしてもブラストと塗装は欠かせません。
また研磨剤粒子の種類が多く存在するため、どんな素材でも施工する事が可能な点も大きなメリットと言えます。
錆を防ぐのみではなく、方向の無い微細な凹凸は美しく装飾品などにも用いられる工法です。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
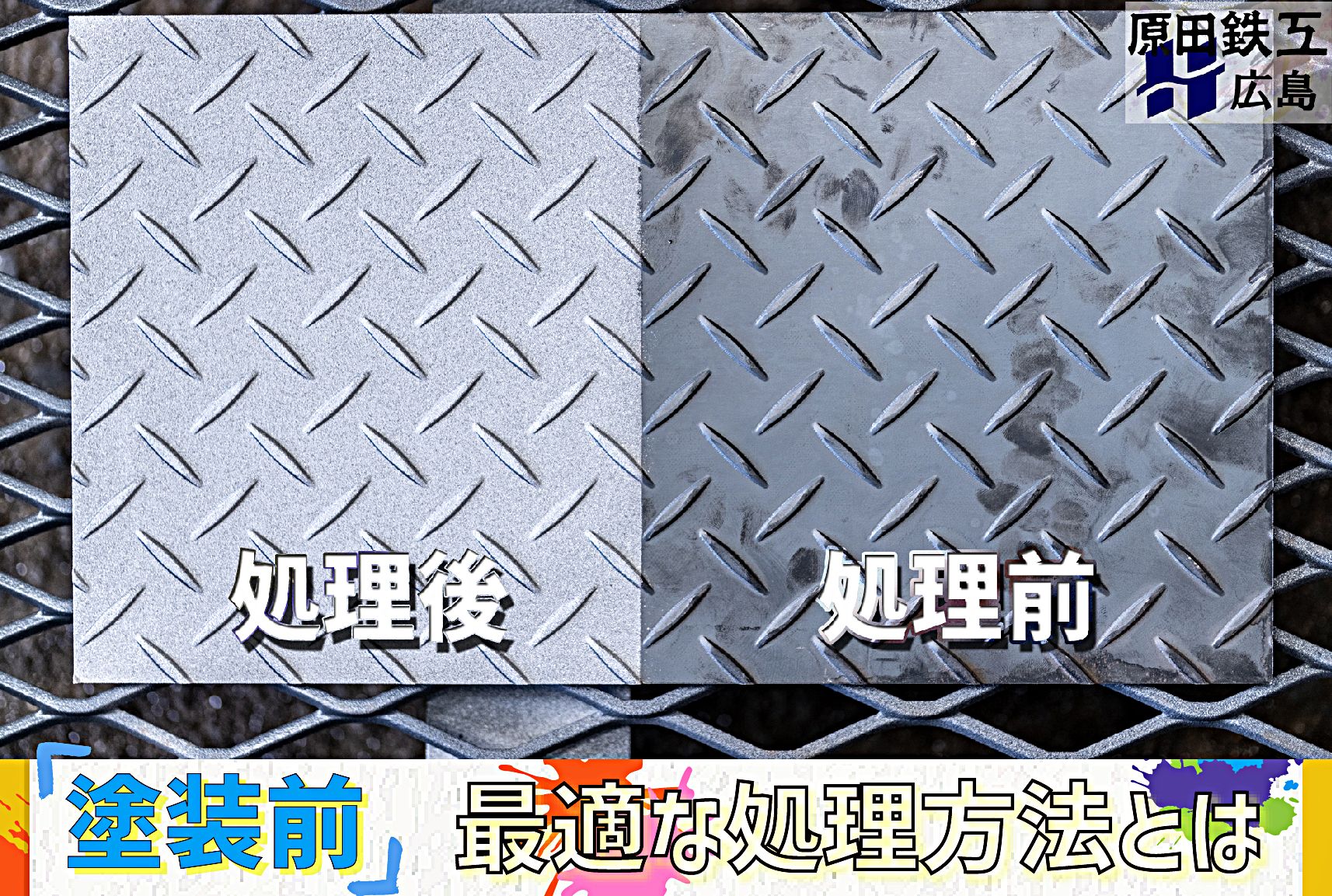
【塗装前の最適な処理方法とは?】
塗装前には必ず処理が必要となり、塗装の仕上がりや耐久性を左右する重要な工程です。
その前処理にはいくつかの方法がありますが、最適な処理方法を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装には見た目を美しく整えるだけでなく、表面を保護する事で劣化を防ぐ目的があります。
金属は材質によっては空気中の酸素と結合する事で、サビが発生し劣化・損傷してしまいます。
その劣化を防ぐための塗装ですが、金属塗装の前には「やらなければならない前処理」があります。
金属塗装についての詳細はこちら
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【塗装の前処理とは?】
塗装の前処理は塗装対象となる表面を塗料と密着しやすい状態にする工程となります。
この前処理が適切に行われていない場合「塗料が弾かれる」「塗装がすぐ剥がれる」などの原因に直結します。
【前処理の種類】
前処理は「科学的方法」と「機械的方法」があります。
化学的方法・・・化学の力で表面に化成処理を行い、被膜を形成し塗料の密着性を上げる方法。
機械的方法・・・物理的な力で表面を研磨する事で、塗料の密着性を上げる方法。
【前処理の手順】
機械的方法の一般的な手順です。
①表面の洗浄
脱脂作業とも呼ばれ表面についた油分や汚れを溶剤や洗剤で除去します。
金属は切断や加工の工程で油や汚れが付着しており、この状態では塗料が弾かれてしまいます。
②表面の研磨
ケレンや下地処理などと呼ばれ表面をサンドペーパー、ブラシ、ブラストで削ります。
サビや黒皮などを除去しつつ、表面に小さなキズを作る事で密着性と塗膜の均一性を向上させる事ができます。
【処理方法の種類】
ケレンや下地処理、表面処理とよばれる表面の研磨作業は多くの方法があります。
またその方法や精度によって規格で分けられています。
規格表
https://www.nc-net.or.jp/company/98405/product/detail/175671/
〈1種ケレン〉
ブラスト工法によって行われ、研磨剤と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
〈3種ケレン〉
やすりやワイヤーブラシ等の手動工具で表面を擦る。
〈4種ケレン〉
サンドペーパーや布を使い、表面についた汚れを簡単に除去する。
【最適な処理方法】
塗装前の処理はどの程度サビや汚れを除去し、多くの凹凸を形成する事が出来るかが重要となってきます。
最も処理の効果が高いのは1種ケレンの「ブラスト処理」となります。
処理の効果
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
【まとめ】
綺麗な塗装を長持ちさせるためには処理効果の高いブラスト処理を行う事!
せっかくやった塗装が剥がれた、弾かれて付着しない等の塗装不良を発生させないため
最低でも脱脂後、サンドペーパーなどで表面を研磨してから塗装を行うよう徹底しましょう。
塗装不良の原因と対策を一覧にまとめました。
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
-------------------------------------------------------------------------------------------------
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鋼管 ブラスト~塗装~出荷梱包】
鋼管の塗装工事は原田鉄工へお任せください!
ブラスト・塗装・出荷梱包の結束まで行い、傷や汚れが無い状態で納品する事が可能です。
また社内に製造部もありますので、切断・溶接加工などもあわせてご相談下さい。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『鋼管とは?』
鉄と炭素の合金である炭素鋼が主な原料となります。
鉄鋼製品の1つで鋼を圧延することで円筒形に成形し、作られます。
溶接の継ぎ目が無いものを「シームレス」、溶接の継ぎ目を残しているものを「ウェルド」と呼びます。
『鋼管の種類について』
主に使用される事が多い種類
SYK(一般構造用炭素鋼管)
-土木、建築、鉄塔、足場、支柱、地滑り用杭などの構造物に使用される。
STKM(機械構造用炭素鋼管)
-機械、自動車、自転車、家具、器具などの機械部品に使用される。
SGP(配管用炭素鋼管)
-ガス管とも呼ばれ使用圧力の低い蒸気、水(上水道を除く)、油、、ガス、空気など流体の輸送に使用される。
STPG(圧力配管用炭素鋼鋼管)
-高圧力(10MPa以下)かつ350℃程度以下で蒸気、水、油、空気など流体の輸送に使用される。
『原田鉄工の鋼管塗装工事について』
原田鉄工では鋼管の仕入れはもちろん、切断や溶接の加工も得意としております。
購入・加工した鋼管はブラスト設備にて素地調整を行い、直ちに塗装へと取り掛かります。
仕上塗装が完了し塗膜の硬化すれば、専用の鉄帯バンドなどで強固に結束します。
輸送時の振動でお客様の手元に届いた際にキズが付いている事が無いよう万全な状態にて出荷を行います。
『原田鉄工で塗装を行うメリット』
長尺になる事が多い鋼管は輸送・取り回しが大きな負担となりますが、原田鉄工では社内で全ての工程を加工する事が出来るので無駄なコストをカットし工期も短縮する事が可能です。
また一貫施工なので検査や工程写真の基準を確実に統一でき、より高品質な製品を作りだす事ができます。
創業から80年の歴史の中で多くのお客様から塗装工事のご依頼を頂いておりますので、どんな塗装仕様や検査・管理項目にも対応ができるノウハウがあります。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
製缶・ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
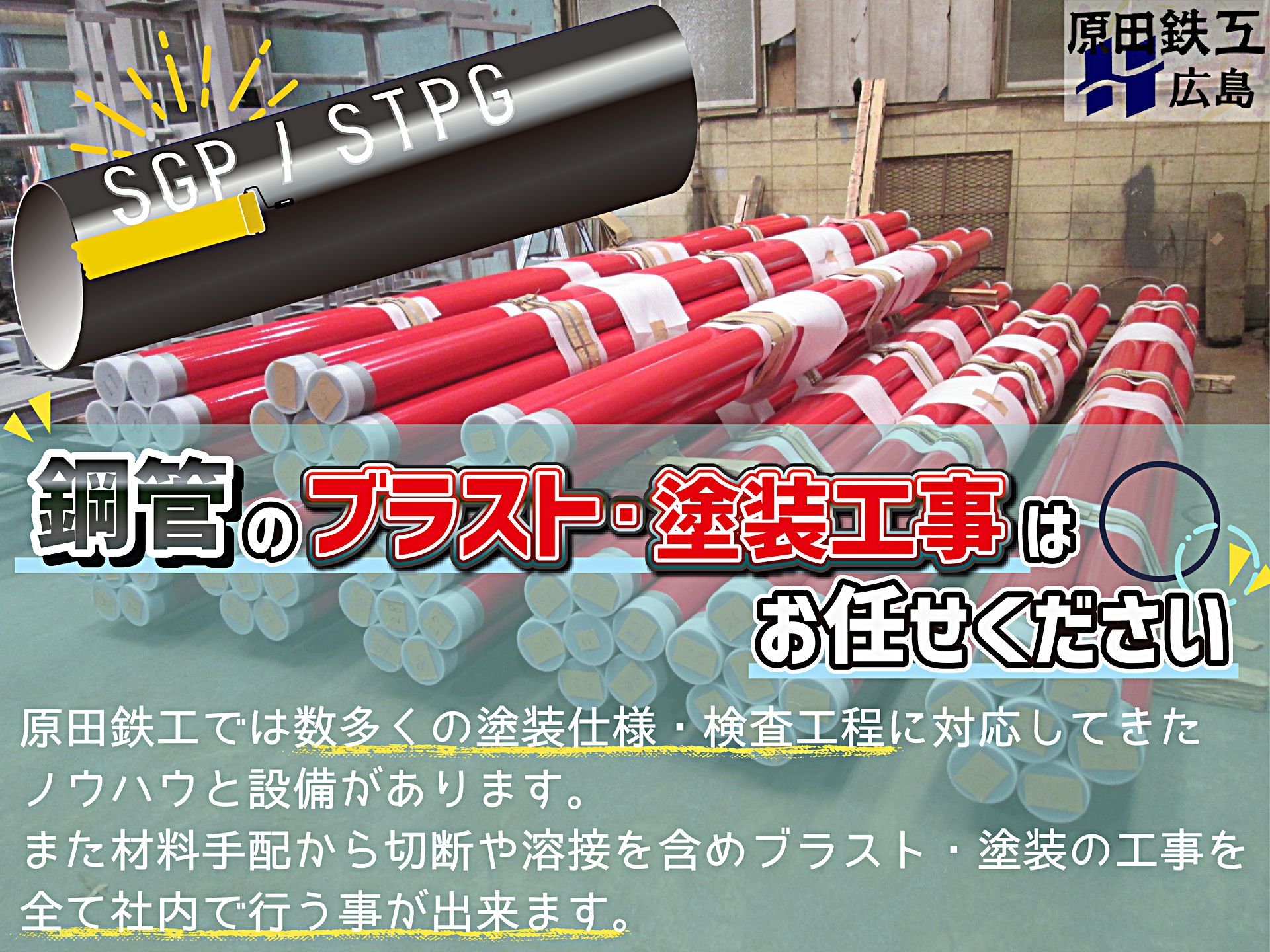
【STPG / SGP 鋼管のブラスト塗装工事】
STPGやSGPなど鋼管の塗装工事は原田鉄工へお任せください。
原田鉄工では材料の仕入れから切断、溶接、ブラスト、塗装、出荷梱包と全ての工程を1社で行う事ができます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工は大型の製缶工場・ブラスト工場・塗装工場が全て揃っておりますので、鋼管の「塗装工事を全て社内で施工」する事が出来ます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
『切断加工』
鋼管は規格・メーカーによって多少異なりますが、多くは5.5mが定尺とされています。
定尺とは法令・規格に基づいてメーカーや商社が定めた、市場へ流通する特定の寸法の事です。
切断した寸法で注文する事も可能ですが、加工に時間が掛かる事もあります。
原田鉄工では鋸切りやガス切断にて幅広いサイズの切断加工が可能です。
『溶接加工』
鋼管は1本ではその役割を果たす事はできません。
フランジで繋げる、継手で向きや大きさを変えて繋げるなど「多くの鋼管と継手を接続する」事でその内部に流れる流体を運ぶ役割を果たすのです。
ネジ込み式もありますが、多くは溶接することでフランジや継手を接続していきます。
原田鉄工では熟練の作業者が多くいますので、多ロットのプレハブ配管製作にも対応できます。
『打刻』
メーカーで製造された鋼管は外周面にステンシルと呼ばれる「その鋼管に関する情報」が印字されています。
ステンシル情報とメーカーが発行するミルシート(鋼材検査証明書)を照らし合わせる事で、鋼管の化学成分や検査規格、検査結果などが分かります。
しかしながら塗装配管ではステンシルの上にも塗装を行うため、塗装完了後にはステンシルが確認できなくなってしまいます。
この状態ではこの「塗装してある鋼管がどんなものだったか?」が分かりません。
原田鉄工では入荷後ステンシル情報を鋼管へ打刻し、刻印を刻むので塗装完了後でもミルシートを照合し鋼材を証明できるようにしております。
『ブラスト加工』
塗装工程の中で最も重要とされる素地調整(ケレン作業)の工程。
いくら塗装回数を増やしても素地調整を適正に行わなければ、その塗膜は機能を発揮する事はできません。
塗料と密着する表面の錆、油分、異物などを取り除く作業が素地調整となります。
綺麗に清浄化された表面に塗料を密着させる事で、初めて塗料の性能を発揮する事が出来るのです。
原田鉄工ではどんなサイズでも対応できる大型ブラスト設備を完備しております。
配管の内部も加工できる特殊なノズルもありますので、お気軽にご相談ください。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『塗装』
塗装されていない鋼管は外気、雨、湿気、紫外線などに晒され常に劣化してしまいます。
設置される周囲の環境や運ぶ流体によって塗料の種類や塗装回数は様々ですが、塗装していない鋼管は短期間で腐食が進み孔が開くなどの使用に影響を及ぼす状態となってしまします。
また素地調整完了後は遅くとも4時間以内の防錆処理が必要とされています。
原田鉄工ではブラストで素地調整完了後、直ちに塗装作業へ取り掛かる事が可能です。
多くの工事に携わってきましたので、塗膜厚の調整や検査・管理も安心してお任せください。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『結束・出荷梱包』
塗装完了後の鋼管は運搬中や荷卸し・荷積みの段階で傷がついてしまう事があります。
原田鉄工では専用の治具で鋼管を結束し出荷しますので、綺麗な状態でお客様の手元へ届ける事ができます。
鋼管の塗装工事についてお困りな事がございましたら、お気軽にお問い合わせください。
◎継手(英語:Joint)
配管の接合部に使う部品。
向きを変える、分岐させる、サイズを変えるなど多くの種類があり、その総称となります。
◎プレハブ配管(プレファブ配管 英語:Prefabricated piping)
工場で事前に一部またはすべてを加工しておく配管
各配管部材を現地で加工し繋げていくのではなく、工場で加工を行うので安全性や作業性の向上が可能。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
配管 ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「エアレススプレー塗装」vs「エアスプレー塗装」!特徴と違い
エアレス塗装とエアスプレー塗装はどう違うのか?それぞれの特徴をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『エアレスとエアスプレー』
塗装方法で最も幅広く利用されているのが「スプレーガン」を用いた塗装です。
エアレススプレーとエアスプレーはどちらもスプレーガンの仲間となります。
スプレーガンで塗装されている製品は自動車・バイク・船などの乗り物、橋梁や鉄塔の大型インフラ、家具・家電など身の回りの多くのものがあります。
圧縮した空気(エア)の力を利用することによって塗料を細かい霧状にして吹き付けます。
スプレーガンの種類の中でもポピュラーな「エアレス」と「エアスプレー」
この2つは塗料を霧化させる方法が大きく異なります。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『エアレス塗装とは?』
エアレススプレーガンを使った塗装方法です。
エアレススプレーの原理はコンプレッサから高圧エアをポンプに送り込むことで塗料に直接圧力をかけ、ノズルの先端に取り付けたチップより吐出する事で塗料を霧化させて吹きつけます。
エアは塗料に圧力をかける為に使用され、チップの小さな穴からは塗料のみが吐出するのでエアレススプレーと呼ばれます。
蛇口を空けているホースの先端を潰すと霧化して吐出されるのと同じ原理です。
『エアスプレー塗装とは?』
エアスプレーガンを使った塗装方法です。
エアスプレーの原理は高圧エアを塗料に当てる事で塗料を霧化させ吹きつけます。
エアは先端のチップから塗料と同時に吐出されるのでエアスプレーと呼ばれます。
ホースから出てくる水に高圧のエアを当て霧化させるイメージです。
『エアレスとエアスプレーの違い』
どちらも空気を加圧させた力で塗料を霧化させ塗装を行う訳ですが、大きく違うのは2点です。
エアレスは「塗料にエアで圧力をかけ」「塗料のみを吐出する」
エアスプレーは「塗料にエアをあて」「塗料とエアを一緒に吐出する」
似たようなもんな気もしますが、この2点の違いで特徴が大きく異なります。
『エアレススプレーの特徴』
メリット
「高粘度の塗料など多くの種類に対応できる」
「厚塗りできる」
「塗料の飛散が少なく塗装効率が良い」
デメリット
「塗装機が高コストである」
「塗料粒子が粗いので綺麗に仕上げるには技術が必要」
「吐出量が多いのでタレなどの塗装不良が発生しやすく技術が必要」
などがエアレススプレーの特徴となります。
『エアスプレーの特徴』
メリット
「塗料粒子が細かいので比較的簡単に綺麗な仕上がりに出来る」
「塗装機及び設備が低コストで済む」
デメリット
「塗料の付着効率が悪く塗装効率が低い」
「塗料の粘度を希釈して低くしなりればならないので、厚塗りができない」
「エアと塗料を同時に吐出するので飛散が多く大半はロスとなる」
などがエアスプレーの特徴となります。
『まとめ』
エアレススプレーとエアスプレーの最大の違いは「塗料を霧化させる方法」です。
どちらにもメリット・デメリットはありますが、多くは塗装対象となる製品の大きさと求められる塗装膜厚によって使い分けされています。
大型の製品や厳しい環境で使用され高い防食性が必要な場合はエアレススプレー塗装
小型の製品や防食性より見た目の美しさが求められる場合はエアスプレー塗装
塗装に求められる目的によって特徴をしっかりと把握し、どちらの塗装方法が良いのか選定する事が重要です。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【1種ケレンってなに?ケレンの方法と種類について】
塗装工程に含まれている「ケレン」
1種ケレンや2種ケレンなど表記されてあって何をするの?と疑問に思った人もいるはず。
そのケレンの方法と種類について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・ケレンってなに?
・ケレンの種類について
・ケレンの方法は?
・ケレンの効果と必要性
・まとめ
『ケレンってなに?』
「ケレンは塗装対象物の表面に付着した異物を除去する作業」の事です。
塗装前に表面を綺麗にしてあげる作業となります。
英語のClean(クリーン)が語源となっているとか。
塗装前には必ず「素地調整」や「下地処理」と言った工程があり、その作業方法の1つがケレン作業となります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『ケレンの種類について』
ケレンには種類があり、その作業方法と表面に付着した異物の除去率によって1種ケレン~4種ケレンに分類されています。
異物とは黒皮と呼ばれる酸化被膜、サビ、油分、汚れと言ったものや塗装(塗膜)の事です。
塗装前の工程では、表面に付着しているものは全て異物となります。
1種ケレン・・・表面に付着した異物を完全に除去
2種ケレン・・・サビと塗膜を可能な限り除去
3種ケレン・・・サビと劣化した塗膜を可能な限り除去
4種ケレン・・・表面の汚れを簡単に除去
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『ケレンの方法は?』
1種ケレン~4種ケレンはそれぞれ作業方法も異なります。
1種ケレン・・・ブラスト工法
2種ケレン・・・電動工具(ディスクサンダー / エアーハンマー / ワイヤーホイール)
3種ケレン・・・電動工具(ディスクサンダー) / 手工具(ワイヤーブラシ / スクレーパー)
4種ケレン・・・手工具(サンドペーパー)
もちろん1番表面を綺麗にできる1種ケレンが最も優れた方法ではありますが、大型の設備が必要となりますので状況に合わせて作業方法を決定しましょう。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ケレンの効果と必要性』
ケレン作業の目的は表面の「清掃」と「目荒し」です。
「清掃」によって表面の異物を取り除き、「目荒し」によって表面に微細なキズを付ける事で塗料の密着性が格段に上がります。
ケレンを行う事で塗膜の「寿命を延ばす効果」が得られるのです。
逆にケレンを行っていなければ、異物のあるツルツルの表面へ塗装する事になります。
その結果「表面と密着せず簡単に塗膜が剥がれる」「塗膜の下でサビが浸食する」など大きな欠陥を招く事となるのです。
実はケレン作業などの素地調整は塗装工程の中で「最も重要な工程」なのです。
『まとめ』
ケレン作業は塗料の密着性を向上させるための作業。
1種ケレン~4種ケレンとその作業方法と異物の除去率によって4種類に分類される。
塗装工程の中で「最も重要な工程」であり、そのケレン作業によって塗膜の寿命が大きく変化する。
必要となる設備、道具がそれぞれ異なるので、作業範囲や状況に合わせた作業方法を選びましょう。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
原田鉄工では1種ケレン専用の大型ブラスト設備があります。
製品を長持ちさせたい、メンテナンス頻度を減らしたいといったあなたの希望を叶えます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【古い塗装を剥がす方法】
塗装は表面を塗料の膜で覆う事で保護しています。
そんな塗装も時間の経過と共に雨風、紫外線などで少しずつ劣化してしまいます。
劣化すると塗装は変色したり、剥がれてきたりします。
塗り直しを行う時はこれらの古くなった塗装を剥がしておく事が「綺麗に仕上り」「長持ち」するコツです!
今回は塗り直しの際に重要となる古い塗装を剥がす方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・なぜ古い塗装を剥がすの?
・古い塗装を剥がす方法と注意点
・塗装が剥がしきれない場合は?
・まとめ
『なぜ古い塗装を剥がすの?』
塗装し完全硬化した塗料の事を「塗膜」と呼びます。
劣化した塗膜は付着力が低くなり、製品を保護する機能を失ってしまいます。
この状態の塗膜の事を「死膜」と呼びます。
死膜を剥がさないまま新しい塗料を塗り重ねても、死膜と一緒に新しい塗膜も剥がれる・ひび割れるなどの不具合が発生します。
逆に古い塗装を全て剥がし、清浄な表面へ再度塗装を行う事で仕上がりは美しく長持ちします。
『古い塗装を剥がす方法と注意点』
塗装を剥がす方法をいくつか紹介します。
1.剥離剤(剥がし剤)を使用する
剥離剤は塗装を剥がすために使用する薬品です。
塗膜に剥離剤を塗り浸透させる事で塗膜が軟化、溶かす事ができます。
使用する前には周辺に付着する事の無いようしっかりと養生を行います。
その後スクレーパーで大まかに塗膜を除去して後、サンドペーパー等で残った細かい部分を仕上げます。
まだ剥がせない塗膜が残る場合は再度、剥離剤を浸透させ同様の手順を繰り返します。
塗膜にキズを付けると浸透が早くなるのでお勧めです。
〈注意点〉
剥離剤にはいくつかの種類があり使用できない材質、剥がせない塗料の相性などを確認して使用しましょう。
プラスチック・ゴム・樹脂の製品は溶けてしまう可能性があります。
剥離剤は化学薬品で人体や環境にとって良いものではないので、使用する際は「換気」「保護具」「廃棄」に気を付けましょう。
2.工具を使用する
身近なものなら「サンドペーパー」「金ブラシ」といったものや「ディスクグラインダー」「エアハンマー」などの電動工具があります。
効率が悪く、大変ですが材質や塗料の種類を問わず剥離できるのが利点です。
大まかに電動工具で塗膜を削り取ったあと、サンドペーパーや金ブラシで仕上げを行います。
これらの工具は多くの種類、形状がありますので剥がしやすいものを選びましょう。
〈注意点〉
電動工具は怪我の恐れがありますので適切な保護具などを着用し、使用しましょう。
剥離させる周囲に傷を付けたくない箇所がある場合は養生を行いましょう。
3.ブラスト加工する
ブラストは研磨剤と呼ばれる細かい粒子をぶつける事で表面を削る加工方法です。
設備が必要となりますが、どんな塗膜や素材でも簡単に剥離する事が可能です。
まず加工が必要ない箇所は養生を行います。
塗膜が完全に剥離できるまで研磨剤を照射し、全ての塗膜を剥がします。
研磨剤には多くの種類がありますので、塗料の種類や材質にあったものを選びましょう。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈注意点〉
粉塵が発生するため防塵マスク等の保護具をきちんと着用しましょう。
材質や厚みによっては変形等の恐れもあるので、圧力や研磨剤の調整が必要となります。
『塗装が剥がしきれない場合は?』
剥がしきれない塗膜はしっかりと付着しており、製品を保護する機能を持っている「活膜」と呼ばれます。
もちろん全て塗膜は剥がして塗り直した方が良いのですが
「活膜」は「死膜」と比較し塗り直し後、直ちに影響がある事はないと考えられているので剥がしきれない場合は諦めるのも一つの手です。
この場合は活膜の上から塗り重ねる事となります。
塗料には塗り合わせの問題があり、適正でない塗料を塗り重ねた場合には「剥離」や「ちぢみ」と言った塗装不良が発生するので注意が必要です。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
まずは残っている活膜と同じか活膜と相性のいい適正な塗料を選定しましょう。
サンドペーパー等で目荒しをしっかりと行った後、削りカス等のゴミを清掃します。
そして刷毛、ローラー、スプレー等で塗装を行います。
塗装後は活膜が残っていた部分が浮き出て表面が凸凹に見える場合はサンドペーパーで表面を滑らかにしたのち、中塗りや上塗りを行えば目立ちにくいです。
仕上りが気に入らない場合は再度同様の作業を繰り返す事で滑らかな塗膜に近づきます。
『まとめ』
古い劣化した塗装は剥がしてから塗装しなければ大して時間が経たないうちに同じような状態になってしまいます。
古い塗装を剥がしてから塗り直すと仕上りが綺麗で長持ちします。
塗装を剥がす方法は「剥離剤」「工具」「ブラスト」の3種類が一般的です。
剥がす塗料の種類、剥がす製品の材質、費やす時間と費用を考慮しどの方法が適しているか選択する必要があります。
【工具を使用した場合とブラスト加工で剥離を比較しています】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工では大型ブラスト設備を完備しており、塗装物の塗り直しを得意としております。
古くなった塗装物を「新品」に戻してみせんか?
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ステンレスでも錆びる!?原因と錆を落とす方法】
ステンレスは錆びないと思っていませんか?
錆びにくいステンレスですが、実は条件によっては簡単に錆びてしまいます。
ステンレスが錆びてしまう原因と錆を落とす方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスについて』
ステンレスは鉄(Fe)とクロム(Cr)を主成分とした合金です。
Stainless=錆びにくい・錆びないと言った意味です。
ステンレスが錆びにくい理由はクロムが空気中の酸素と結びつき「不動態被膜」で表面を覆っているからです。
内部の金属は不動態被膜によって酸素を遮断されているため、錆びにくい性質を持っています。
『ステンレスが錆びる原因』
1.塩分
塩分は不動態被膜を損傷、阻害します。
塩分の強いものとの接触、沿岸部と言った状況下ではステンレスは錆びてしまいます。
2.酸性
酸は不動態被膜を溶かしてしまいます。
酸性の薬品と接触している場合は内部の金属が空気に晒されるので、錆びが発生します。
3.もらい錆び
ステンレスに鉄成分が付着する事で錆びてしまう現象です。
錆びているステンレスや他の金属製品と長期間接触する状況では錆びる可能性があります。
4.汚れ・水分
汚れや水分は不動態被膜を損傷、阻害します。
キズついた部分から汚れや水分が不働態被膜と内部の金属の間に入り込むことで、錆びが発生します。
5.溶接・曲げ
溶接や曲げと言った部分には加工の際に生じた、残留応力が残っている場合があります。
残留応力を残したままの状態が続くと結晶構造に劣化が生じ、そこから錆びが発生します。
『ステンレスの錆びを除去する方法』
1.お酢や重曹でこすり洗い
軽度な錆びにはお酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.錆除去剤を使用する
ステンレス専用の錆除去剤も存在します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.研磨材を使用し研磨する
軽~中度の錆びはペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり力を入れてこすると不動態被膜が傷付きますので、力を入れ過ぎないよう注意です。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ステンレスの錆びを防ぐ方法』
ステンレスは確かに錆びにくい金属ではありますが、状況や環境によっては錆びてしまう事があります。
そのような環境下に晒される場合はステンレスを塗装する方法が有効です。
「塗装しにくい」「剥がれやすい」と思われているステンレスですが、きちんと下地処理を行い塗料を選定する事で塗装が可能です。
塗装を行う事で沿岸部などでも耐用できる、より高い防食性と耐候性を付与できます。
更に塗料で表面を覆っているので、もらい錆や傷がつく事も防いでくれます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
『まとめ』
ステンレスは「不動態被膜」によって保護されているため、錆びにくい。
特定の状況下では錆びが発生しやすいので、使用状況に応じた素材の選定が必要となります。
錆が発生した場合は薬品による除去、研磨材でこする、ブラスト加工といったが有効です。
ただし研磨材でこする場合は表面に傷が付いてしまうと、そこから錆びやすくなってしまうのでそれほどお勧めできません。
また塗装を行う事で耐久性や耐候性を向上しつつ、もらい錆などと言った不具合からも保護することが可能となります。
原田鉄工では大型のブラスト設備を完備しております。
ステンレスにも使用可能な研磨材も常備しておりますので、いつでもステンレス製品のブラスト加工が可能です。
ブラスト加工を行う事で表面は「梨地加工」と呼ばれる微細な凹凸模様へと変化します。
ツヤが無い落ち着いた光沢になるので、反射防止や指紋・キズなど目立ちにくい仕上がりとなります。
またブラストによる「ショットピーニング効果」により残留応力を除去することもできます!
ステンレスのブラスト加工、塗装どちらも多くの実績がありますのでお気軽にご相談ください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
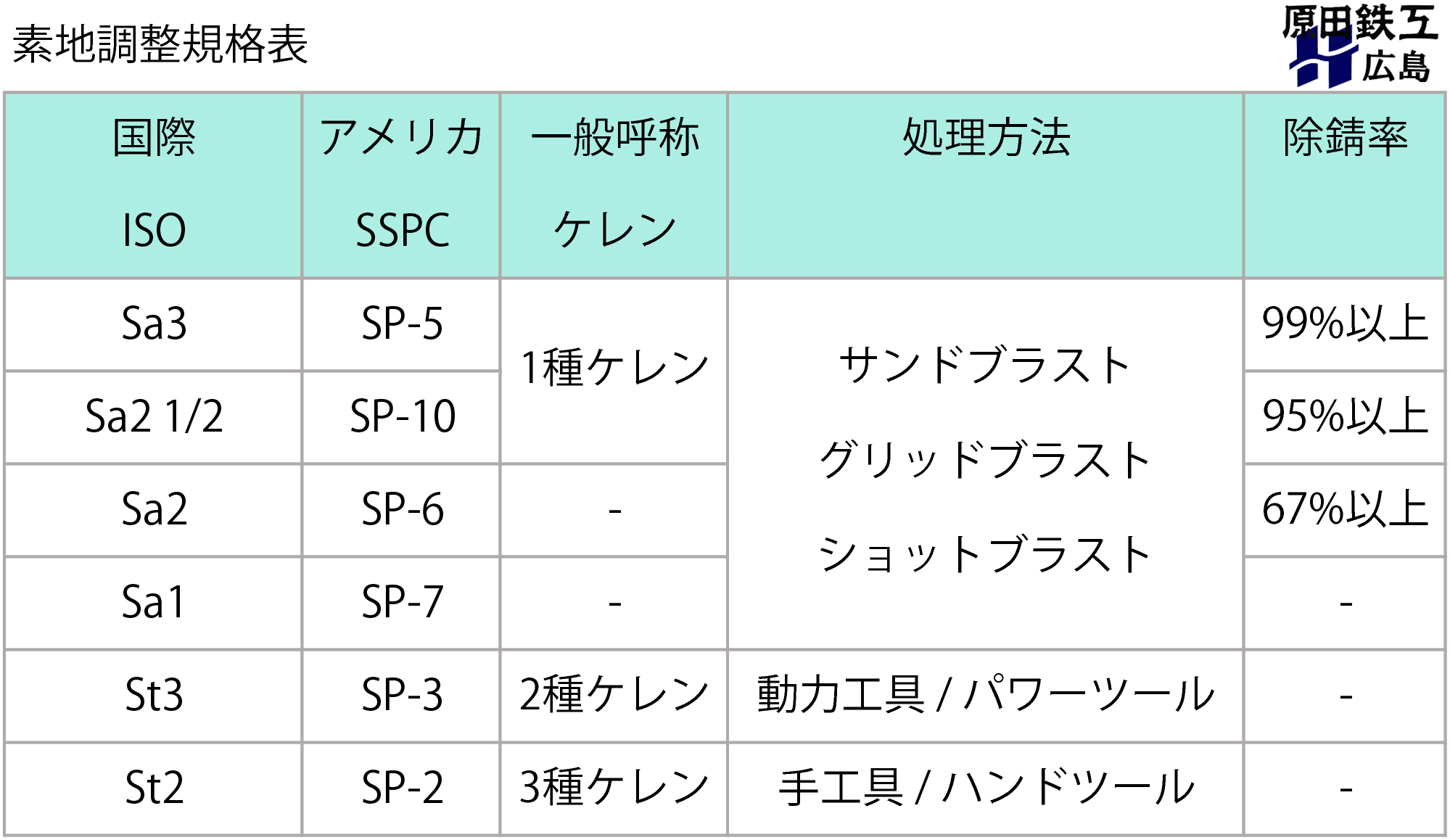
【SSPC SP-5 】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-5(ホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を全て除去する必要があります。
一般的にISO Sa3と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『SSPC SP-5とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した異物をほぼ100%除去する必要があり、目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-5 の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-5 の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-5 で行うメリット』
SSPC SP-5は素地調整の中で最も高いレベルの規格となります。
ほぼ100%表面の異物を除去する事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
『まとめ』
SSPC SP-5は素地調整の規格であり、最も高い除去率!
施工方法はブラストで表面に付着した異物を完璧に除去する必要があります。
厳しい環境下で使われる製品などに適した仕様となります。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
求められるのは完璧な表面洗浄となるので決まり事も多く妥協は許されませんが、SSPC SP-5 ホワイトメタルブラスト洗浄された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC SP-5はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-16】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-16(スイープブラスト洗浄)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は除去しますが、強固に密着した付着物は残る場合があります。
一般的にISO Sa1と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-16とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
しっかりと密着している錆や酸化被膜、旧塗膜は除去しなくても良いとされる規格です。
「SSPC SP-7」と同様の規格となります。
SP-7とSP-16の違いは施工対象の材質でSP-16は「非鉄」「メッキ」「ステンレス」となる事です。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-16の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を67%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-16の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-16で行うメリット』
SSPC SP-16はブラストの規格の中では最も簡易な処理です。
ブラッシュオフブラストとも呼ばれ、簡単に表面を掃くように加工を行います。
非鉄やメッキ、ステンレスなどへ塗装を施す場合に塗料の密着性を向上させる目的でSP-16は施工されます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
SSPC SP-16は素地調整の規格であり、簡易なブラスト作業となるためコストの納期に優れます!
施工方法はブラストで表面に弱く付着した異物のみを除去する事です。
非鉄やステンレスといった塗装が剥がれやすい問題を解決し、塗装を行う事で更に耐候性や耐食性を向上させる事が可能になります。
メッキ加工された製品もメッキを残しつつ、強固な塗装を行う事ができるのでより「錆びにくく」「長持ち」させるためにはSSPC SP-16が必要となる場合があります。
原田鉄工ではSSPC SP-16はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
最上位の規格 表面の清浄度99%となるSSPC SP-5についての説明はこちら
https://www.nc-net.or.jp/company/98405/product/detail/207747/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa3】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa3(ホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を全て除去し、均一な金属色に仕上げる必要があります。
一般的にSSPC SP-5と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa3とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)をほぼ完璧に除去し、均一な金属色へ仕上げる必要があります。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa3の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa3の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa3で行うメリット』
ISO Sa3は素地調整の中で最も高いレベルの規格となります。
ほぼ100%表面の異物を除去する事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa3は素地調整の規格であり、表面に付着した付着物をほぼ完璧に除去する必要があります。
厳しい環境下で使われる製品などに適した素地調整の仕様となります。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
また合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題もあります。
ISO Sa3 ホワイトメタルブラスト洗浄された表面は一切の付着物が無い状態で研磨材により微細な凹凸が形成されるため、塗料とより強く密着し長期間に渡り塗膜の剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではISO Sa3はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa2.5】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2.5(ニアホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を95%以上除去する必要があります。
一般的にSSPC SP-10と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
『ISO Sa2.5とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)は除去し、汚れの痕跡は斑点又はすじ状のわずかなシミのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2.5の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2.5の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2.5で行うメリット』
ISO Sa2.5は素地調整の中で2番目に洗浄度の高い規格となります。
最上位の規格ISO Sa3ではほぼ100%表面の付着物を除去する必要があり、コストと時間がかかるという問題がありました。
ISO Sa2.5では軽度の汚れに限りますが5%まで許容する事でコストが削減され、十分な洗浄度は確保できているとされるため広く使用されている規格となります。
Sa2.5で素地調整された表面は塗料の性能を最大限引き出す事が可能となり、塗膜の早期剥離を防ぎ製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
『まとめ』
ISO Sa2.5は素地調整の規格であり、表面の付着物を95%以上除去する必要があります。
許容される5%はわずかなシミのみとなりますので、ご注意ください。
十分な洗浄度は確保されているので、厳しい環境下で使用される製品の素地調子として使用されます。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
また合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題もあります。
ISO Sa2.5 ニアホワイトメタルブラスト洗浄された表面は付着物がほとんど除去された状態で研磨材により微細な凹凸が形成されるため、塗料とより強く密着し長期間に渡り塗膜の剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではISO Sa2.5はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-1】溶剤洗浄で行う表面処理について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『SSPC SP-1とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
溶剤を表面へ直接塗付したり、布やブラシに含ませて拭き取るなどの方法で表面に付着した油、汚れ、グリースなどの汚染物質を除去します。
SSPC規格ではSP-5、SP-10のブラスト処理前だけでなく、SP-3のパワーツールクリーニング処理前でも必ずこのSSPC SP-1を行う必要があります。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-1の作業方法』
1.表面に付着している埃をワイヤーブラシ等で取り除く。
2.表面を溶剤で吹き付ける、拭きあげる、浸すなどの方法で汚染物質を除去する。
3.清潔な乾燥空気などを使用し、表面の残留物を全て除去する。
『SSPC SP-1で使用される溶剤』
使用する溶剤は多くの種類があるため、表面の材質と除去すべき汚染物質を見極めて選定する必要があります。
一般的に広く使用されるのは下記の溶剤です。
・アセトン
・キシレン
・トルエン
・家庭用洗剤
『SSPC SP-1の注意点』
溶剤の危険性
・一部の溶剤は危険性が高いものが含まれますので、作業環境や防具などの対策が必要となります。
汚染状態の確認
・作業で使用する溶剤はもちろんの事ブラシやウエス、エアーなどは清潔でなければいけません。
『SSPC SP-1を行うメリット』
SSPC規格で素地調整を行う場合にはSP-1を最初に行う必要があります。
ブラスト処理は油やグリースなどを除去するには効果的ではないとされるからです。
SP-1にて表面を洗浄した後、ブラスト処理を行う事によって塗装などのコーティングに最適な表面へできるのです。
一切の汚染物質が無い表面へ塗装を行う事で長期間製品を保護する塗膜が形成され、耐久性・コスト・安全性など様々な部分の向上が期待できます。
『まとめ』
SSPC SP-1は表面処理の規格であり、溶剤を使用して表面を洗浄する方法です!
油、汚れ、グリースといった汚染物質を溶剤を吹き付ける、拭きあげる、浸すなどの方法で全て除去します。
表面の状態を確認し、除去すべき汚染物質に効果的な溶剤を選ぶ必要があります。
溶剤は危険性が高いものもありますので、使用環境には注意してください。
また油やグリースなどが残留した場合、塗料などのコーティングは弾かれてしまい密着不良となりますので洗浄後の状態をしっかりと確認する必要があります。
SSPC SP-1にて溶剤洗浄後、SSPC SP-5などのブラスト処理された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
塗装剥離の原因はほとんどが素地調整とされています。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC規格以外のISO規格などにも対応できますので、お気軽にご相談ください。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【よく耳にするもう一つの規格ISOについては下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装不良が発生する原因と対策】
塗装不良、塗装の不具合は各塗装工程で発生する可能性があります。
乾燥前や乾燥後の塗膜に不具合が生じる事で、耐久性は大きく下がってしまいます。
見た目の仕上がりが悪い事もありますが…
塗膜の早期剥離や腐食などは重大な事故へ繋がりかねません。
塗装不良は発生する原因を理解し、対策を行う事で未然に防ぐ事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装とは』
「塗料の膜で表面を覆うこと」を塗装と呼び、表面の性質を向上・改善する表面処理工法の1つとなります。
塗装は見た目を美しくする「装飾」
表面を強化な塗膜で覆う「保護」
耐熱、防腐、耐薬品といった「機能の付与」
上記の3つの効果を得るために塗装は行われます。
『塗装不良とは?』
塗装不良とは塗装を施した時に表面に生じる欠陥や不具合の事です。
この欠陥により塗料は本来持つべき性能を発揮する事ができません。
『塗装不良の原因』
塗装不良が発生する原因は大きく分けて5つの要素に分類されます。
① 被塗装物の状態に起因する塗装不良
「原因」
素地調整が不十分 / 表面に不純物が付着している
② 塗料や硬化剤、希釈溶剤に起因する塗装不良
「原因」
塗料の劣化 / 攪拌不足や適正な混合比でない
③ 塗装機や塗装設備に起因する塗装不良
「原因」
圧力不足やチップが適正でない / 塗装する周辺が汚い
④ 塗装方法や塗装技術に起因する塗装不良
「原因」
塗料に適した塗装方法でない / 吹付距離の問題、塗膜が厚すぎる
⑤ 気温や湿度など塗装環境に起因するもの
「原因」
湿度が85%を超えている、気温が低すぎる
『塗装不良の対策』
実は塗装不良の多くは塗装開始前に簡単な対策を行う事で未然に防ぐことが可能です。
① 被塗装物の状態に起因する塗装不良
「対策」
素地調整を十分に行う / 表面の不純物はエアブロー等で確実に除去する
② 塗料や硬化剤、希釈溶剤に起因する塗装不良
「対策」
塗装の使用期限、状態を確認する / 正確に混合比を計測し、十分に攪拌する
③ 塗装機や塗装設備に起因する塗装不良
「対策」
圧力やチップを調整する / 周辺の清掃を行う
④ 塗装方法や塗装技術に起因する塗装不良
「対策」
塗料に適した塗装方法を選定する / 適切な吹付距離、ガンスピードを守り厚塗りしない
⑤ 気温や湿度など塗装環境に起因する塗装不良
「対策」
塗装前には気象条件を確認し、適切な気温や湿度でない場合は塗装しない
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
『まとめ』
塗装不良には多くの種類がありますが、対策を行う事でどれも未然に防ぐことが可能です。
塗装不良一覧表には発生しやすい塗装不良の原因と対策をまとめています。
また各塗料にはメーカーが作成する塗料説明書というものがあります。
塗料説明書には塗料を使用する上での適切な素地調整・適合する塗料・気象条件・圧力やチップまで細かく記載してあります。
塗料ごとでこれらの条件は異なりますので、使用前にはよく確認し遵守する必要があります。
上記の一般的な「塗装不良の対策」と「塗料説明書」をきちんと守れば、ほとんどの塗装不良は防ぐことができます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
原田鉄工では塗装不良の原因となりやすい素地調整に特化しております。
素地調整専用の大型ブラスト設備にて表面に付着した異物を完全に除去する事により、塗料は表面と強く密着し剥離する事を防ぎます。
またブラスト・塗装の一体工場のため、ブラスト完了後の清浄な素地に対し直ちに塗装を行うことが可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
適切な管理が必要となる塗膜厚についても厳しく検査・管理をおこないますので、ムラのない均一な塗膜を形成させることができます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整 ISO規格とSSPC規格一覧表】
塗装の仕様書などに記載されている「素地調整」や「下地処理」といった工程
ISO規格やSSPC規格のほかに1種ケレンなど様々な規格で記載されてあることが多いと思います。
素地調整で用いられるISO規格、SSPC規格と一般呼称であるケレンについて一覧表にまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整や下地処理について』
表面を塗装に適した状態へ変化させる工程となります。
方法や精度を「ISO規格」「SSPC規格」などの規格で定められます。
『ISO規格について』
ISOはスイスに本部がある非政府機関です。
あらゆる分野で国際的に共通する規格を制定する事を目的としております。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SSPC規格について』
SSPCはアメリカに本部がある非営利組織です。
塗装や素地調整といった分野に特化しており、素地調整の規格などを制定しています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ケレンについて』
ケレンは英語の「Clean(クリーン)」が語源とされる一般呼称です。
1種ケレン~4種ケレンに分類されていますが、規格ではないので明確な定義がされておりません。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
『素地調整の規格表』
「ISO規格」「SSPC規格」と「一般呼称のケレン」の3種類
国内の仕様書は上記3種のどれもが記載されている可能性があります。
紛らわしいのでそれぞれの規格を除錆率別で一覧にしました。
『まとめ』
塗装において最も重要とされる工程が「素地調整」です。
素地調整は製品の仕上がり、耐久性の大きな影響を与えるためです。
仕様書で定められた規格で確実に施工する必要があります。
規格によって検査方法や手順など定められている事が違いますので施工前によく確認しましょう。
【ISO Sa3】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/210083/
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
表面をどれだけ洗浄しているかが、その後の製品状態を大きく左右させます。
詳細はこちら↓
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
「SSPC」と「ISO」 2種類について説明しています。
【ブラストの規格】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【徹底比較】1種ケレンと2種ケレンの違いは?
1種ケレンと2種ケレンはどちらも素地調整の規格ですが、方法と清浄度が違います。
1種ケレン:ブラスト処理
2種ケレン:パワーツール処理
それぞれの方法で塗装剥離を行い比較します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整とは?』
表面を塗装に適した表面へ変化させる作業の事です。
「ケレン作業」や「下地処理」とも呼ばれたりします。
素地調整にはいくつかの種類があり、その作業方法と精度によって規格されています。
【ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155
『1種ケレンとは?』
研削材と呼ばれる粒を高速で衝突させることにより素材の表面を研削するブラスト処理にて行われます。
表面に付着した不純物を完全にする事が可能です。
金属の表面を完全に露出させることができるので、最も効果の優れた処理方法となります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『2種ケレンとは?』
ディスクサンダー、エアーハンマーなどのパワーツールを使用して作業を行います。
表面に付着している錆と死膜と呼ばれる保護機能を失った塗膜のみ除去します。
完全に錆や塗膜を除去することは難しいため、金属表面を可能な限り露出させます。
『1種ケレンと2種ケレンの比較』
施工後の表面を拡大すると
1種ケレンは金属表面を露出させ付着物を完全に除去している事が分かります。
2種ケレンは塗膜はもちろんの事、金属が露出した部分も錆や黒皮が残りくすんでいます。
また1種ケレンと2種ケレンの違いは表面の洗浄度のみではありません。
この比較検証は作業性の良い平滑なプレートにで行われたものです。
実際の製品・施工では平滑面だけではなく、複雑な形状や工具が入らない狭い箇所もあります。
そのような箇所でも1種ケレンでは自在に施工ができますが、2種ケレンでは施工が不十分な箇所が出てきてしまいます。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『まとめ』
1種ケレンと2種ケレンは表面に付着した不純物の除去率が大きく違います。
また複雑な形状をした製品などではその除去率の違いはさらに顕著となります。
金属塗装において塗装の寿命は10年から長くて30年程度と言われています。
この塗装寿命を左右するのは塗料の種類・質や塗装技術ではなく、塗装前の工程が重要とされています!
結果として1種ケレンと2種ケレンでは塗装寿命に大きな違いが生まれてしまいます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工は素地調整専用の大型ブラスト設備を備えた重防食専用の鉄工所です。
ブラスト処理にて完全に金属表面を露出させ、徹底した膜厚管理により製品の塗装寿命を大きく伸ばします。
ブラスト・塗装でお困りなことがありましたら、なんでもご相談ください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎死膜
メンテナンス等で塗替えの際、使われる言葉。
活膜の逆で素地に対し付着性が低く、製品を保護する機能を失った塗膜。
死んでいる塗膜。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト処理 規格や施工方法について】
ブラスト処理とは研削材・研磨剤・メディアなどと呼ばれる粒子を高速で噴射、対象となる表面に衝突させることで表面の加工を行う処理です。
ブラスト処理には表面を研削・研掃・研磨・粗面化・応力除去などの効果があり、塗装前の素地調整、古くなった製品の錆落とし・塗装剥離や表面の質感を変化させるためなど幅広い分野で使われています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト処理について』
ブラスト処理の一番の特徴は無数の研削材を表面に衝突させることで「粗面化」させる事にあります。
研削材が衝突することで表面は叩き、削られ無数の凹凸が形成されます。
この凹凸は0.01mm前後の微細なものですが、塗装時には塗料が凹凸に入り込み硬化する事で強固に密着し剥がれなくする作用があります。
これらの理由から耐久性が求められる製品にはブラスト処理が行われています。
【ブラスト処理が塗装にもたらす効果】
https://www.nc-net.or.jp/company/98405/product/detail/193095/
『ブラスト処理の規格について』
ブラスト処理で広く使われている規格は「ISO規格」と「SSPC規格」の2種類があります。
素地調整に関するものはISOでは6種類、SSPCでは16種類もの規格に分けられています。
どちらの規格も作業方法や検査方法など細かく決められていますので、、施工時には規格を十分に確認して処理を行う必要があります。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ブラスト処理の種類について』
ブラスト処理は大きく分けて「機械式」と「エアー式」の2種類になります。
機械式・・・・・回転するインペラ(羽根車)に研削材を投入する事で加工を行う。
エアー式・・・圧縮した空気と研削材を混ぜ合わせ噴射する事で加工を行う。
エアー式は研削材の種類や加工方法などで更に細かく分類され、多くの種類があります。
詳細は以下リンクにて紹介しております。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『まとめ』
ブラスト処理とは対象物へ研磨剤を衝突させることで表面の加工を行う方法。
加工を行うことで表面の研削・研掃・研磨・粗面化・応力除去などの効果があります。
製品の塗装前にブラスト処理を行う事で耐久性を向上させる、メンテナンス時にブラスト処理する事で錆や劣化した塗装など全て剥離させる、表面を加工硬化させる事で耐摩耗性や疲労強度を向上させるなど様々な目的で使用されています。
また研削材の材質や形状も多くの種類が存在するため、加工対象となる製品も幅広く対応する事ができます。
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト処理、塗装まで一括施工が可能】
原田鉄工では素地調整のブラスト処理から塗装まで一括施工が可能です!
素地調整や塗装仕様など何にすれば良いかお困りの場合はご相談いただければ、最適な仕様を選定いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工は中国地方でも最大級の防食塗装特化工場です。
錆を防ぎ、製品をより美しく・長く使用するために素地調整専用の大型ブラスト設備と屋内塗装工場を完備し、創業より80年に渡り様々な金属製品の塗装を手掛けてきました。
屋内・屋外設置の製品はもちろんの事、海上・海中・臨海といった厳しい環境下に晒される製品などの素地調整・塗装を得意としております。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『素地調整について』
表面を塗装に適した状態へ変化させる工程となります。
方法や精度を「ISO規格」「SSPC規格」などの規格で定められます。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ブラストとは?』
ブラストは表面処理における加工方法の1つです。
研磨剤粒子を高速で投射し衝突させる事で、表面の状態や性質を変化・向上させます。
表面の異物を除去し、研磨剤によって削られてできる表面の凹凸は塗膜との密着性が大きく向上させ塗膜の寿命を延ばす事ができます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『塗装とは?』
塗装は材料の表面を塗料の膜で覆う表面処理の方法です。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『塗装の目的』
塗装の目的は大きく分けて3つあります。
①保護
塗料を塗り乾燥すれば、塗料の膜(塗膜)に覆われる事になります。
この塗膜が紫外線、雨風などの環境条件から守ってくれる事になります。
②美観
説明するまでも無いかもしれませんが。
塗料は色や艶、滑らかさなど見た目を美しくする効果があります。
③機能性の付与
塗料によっては防腐、防錆、防虫などの機能や耐熱、断熱、蛍光、蓄光など様々な効果を付与するものもあります。
また色によって安全性の向上などの機能もあります。
『原田鉄工が塗装している製品』
「通常の塗装では耐えられない」環境で使用されるものが多いです。
海上、海中、水上、水中といった環境では金属の上に塗料を塗るだけでは数年も経たないうちに塗装は剥げてしまいます。
塗装が剥がれた場所から腐食が進行し、製品はたちまち使用不可となるのです。
またそのような場所では補修の塗装を行う事も難しいため、可能な限り長期間に渡り製品を「保護できる塗装」が必要とされています。
原田鉄工はこのような「過酷な環境でも耐えられる塗装」を80年間行ってきました。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-2】手工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-2(ハンドツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にISO St2と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
【ISO St2】手動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/228939/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-2とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
手工具であるやすり・ワイヤーブラシ・スクレーパーなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-2の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.手工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-2の注意点』
汚染状態の確認
・使用する工具は水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真・文章で要求基準を明確にしておく事が重要です。
『SSPC SP-2で行うメリット』
SSPC SP-2は手工具で素地調整を行う場合の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また一部損傷した塗装を修正する場合などにもSP-2にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
『まとめ』
SSPC SP-2は素地調整の規格であり、ブラストではなく手工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-2での素地調整も対応しておりますが、
SP-2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPCとは? SSPC規格の一覧表 】
SSPC(Society for Protection Coatings)は世界的に広く受け入れられている非営利組織で産業・海上構造物を保護するコーティングを専門としている協会です。
素地調整・表面処理・下地処理などのコーティングに関する規格を多く制定しています。
作業方法や作業内容によって多くの種類に分けられているので一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
『SSPC-SP5 / NACE No.1』
White metal blast cleaning(ホワイトメタルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物は完全に除去する必要があります。
影や変⾊が一切なく、表⾯を均⼀な⾦属⾊へ仕上げる。
最も優れた表面処理の規格ですが、均一な金属色へ仕上げるには多くの作業時間がかかってしまいます。
『SSPC-SP10 / NACE No.2』
Near-white metal blast cleaning(ニアホワイトメタルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を95%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ5%まで許容されます。
軽度の汚れを5%まで許容する事でコストが削減されており、十分な清浄度を確保する事ができるため広く使用されている規格となります。
『SSPC-SP14 / NACE No.8』
Industrial blast cleaning(インダストリアルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を90%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ10%まで許容されます。
SP10より軽度の汚れを多く許容することで、コスト面に優れた規格となります。
『SSPC-SP6 / NACE No.3』
Commercial blast cleaning(コマーシャルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を67%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ33%まで許容されます。
33%軽度の汚れを許容することで、作業効率・コスト面に優れた規格となります。
『SSPC-SP7 / NACE No.4』
Brush-off blast cleaning(ブラッシュオフブラストクリーニング)
ブラスト処理にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
表面を掃くようにブラストを行う簡易な処理ではありますが、無機ジンクやプライマーの密着性に効果があります。
『SSPC-SP16』
Brush-off blast cleaning(ブラッシュオフブラストクリーニング)
作業内容はSP7と同様となりますが、対象となる素材がステンレス、メッキ、非鉄となります。
表面粗さを19.0µm以上にする必要があります。
ステンレス、メッキ、非鉄の塗装に対して密着性を向上させる効果があります。
『SSPC-SP11』
Power tool cleaning to bare metal(パワーツールクリーニングトゥベアメタル)
電動工具処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物は完全に除去する必要があります。
表⾯のくぼみに付着した錆、酸化被膜、塗膜は許容されます。
電動工具処理では最も優れた規格であり、表面粗さを25.4µm以上にする必要があります。
『SSPC-SP15』
Commercial grade power tool cleaning(コマーシャルグレードパワーツールクリーニング)
電動工具処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を67%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れが33%と表⾯のくぼみに付着した錆、酸化被膜、塗膜は許容されます。
『SSPC-SP3』
Power tool cleaning(パワーツールクリーニング)
電動工具処理にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
電動工具処理の規格の中では最も広く使用されている規格となります。
『SSPC-SP2』
Hand tool cleaning(ハンドツールクリーニング)
手動工具にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
『SSPC-SP1』
Solvent cleaning(ソルベントクリーニング)
溶剤を使用して⾁眼で⾒える油分、汚れ、描画⽤や切削⽤の化合物などの可溶性物質を除去する必要があります。
SSPC規格にて素地調整を⾏う場合には最初にSP1を⾏うことになります。
表面の状態を確認し、除去すべき汚染物質に効果的な溶剤を選ぶ事が重要です。
その他にもSSPC規格には細かく作業方法と注意点などがありますので、ぜひご覧ください。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
原田鉄工ではSSPC規格以外のISO規格などにも対応できますので、お気軽にご相談ください。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
素地調整でよく使われる規格
2種類について説明しています。
【ブラストの規格「SSPC」と「ISO」】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SS400を長期間錆びさせない塗装方法】
SS400とは「Steel Structure / 一般構造用圧延鋼材」の1種であり、加工性に優れているため様々な分野で使用されている鋼材です。
一般構造用圧延材をSS材と呼び、その中で引張強さ400~510MPa(N/mm²)と規定されているのでSS400となります。
JIS規格でSS材は全部で4種類あり、その中でもSS400は最も広く流通しています!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『SS400とは?』
JIS(日本産業規格)では一般構造用圧延鋼材と呼ばれる鋼材の規格があります。
一般構造用圧延鋼材は材料記号にてSSと表され、引張強さの最低が400MPaとなるので「SS400」となります。
幅広い分野で使用されているので、流通量が多く安価で入手する事ができる鋼材です。
機械加工や溶接がしやすく、汎用性が高い事などの特徴があります。
一方で鋼材の中では柔らかい素材となので高い強度が必要な部分では使用が難しい、錆びやすいので防錆処理が必要といった短所もあります。
【金属材料の種類について】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『錆を防ぐ方法』
SS400は錆びやすい材質なので、そのままでは簡単に錆が発生します。
錆びても問題のない製品以外は基本的に錆を防ぐ処理を行い使用されています。
防錆処理で広く行われている処理方法はメッキ、黒染め、塗装となります。
黒染めは防錆能力が低く安価、塗装は防錆能力が高く高価といった傾向があります。
それぞれメリット・デメリットがあるのでどの処理方法を選ぶかは使用される環境や耐用年数を考慮する必要があります。
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
『長期間錆びさせない塗装方法』
表面処理が行われていないSS400の表面は黒皮(ミルスケール)と呼ばれる酸化被膜に覆われています。
これは黒錆と呼ばれる酸化鉄であり、鋼材を製作する過程で高温になった表面と酸素が結びつき生成されています。
黒皮は腐食の原因となる、防錆処理の密着性を妨げるといった理由より除去する事が推奨されます。
塗装以外の防錆処理でも言える事ですが、SS400を長期間錆びさせないためには黒皮は除去しなければなりません。
『黒皮の除去方法』
黒皮を除去する方法は2つあります。
「硫酸・塩酸などの強酸につける酸洗い」
表面の黒皮・錆・油分を酸の力で溶解します。
液体に浸かる事が出来れば複雑な形状でも処理可能なのが大きなメリットです。
一般的にメッキ加工の前処理として行われています。
「粒子を衝突させ表面を削るブラスト」
表面に付着した異物(黒皮・錆・塗膜・汚れ・油分など)を全て除去できます。
完全に金属素地を露出させ、表面に凹凸を形成する事で密着性の向上も図れるため最も効果の優れた処理方法です。
一般的に塗装の前処理として行われています。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『まとめ』
SS400とはJISで定められた「Steel Structure / 一般構造用圧延鋼材」の1種であり、材料記号にてSSと表されます。
SS材とも呼ばれ、引張強さの最低が400MPaとなるので「SS400」となります。
SS400は錆びやすい材質であり、何かしらの錆を防ぐ処理が必要です。
また鋼材を製作する過程で高温になった表面と酸素が結びつき生成された「黒皮(ミルスケール)」で覆われていますが、黒皮を除去しなければ防錆処理は長持ちできません。
黒皮を除去する方法は「酸洗い」「ブラスト」と2種類あり、より長期間錆を防ぐには「ブラスト」が優れています。
ブラストで黒皮といった異物を全て除去+凹凸に表面を形成した素地へ防錆処理を行う事で、SS400は長期間錆びません。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
またブラストでの素地調整は塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くなった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島でブラストの事なら「原田鉄工」にお任せください!】
「ブラスト処理が可能な業者を探している」「大型製品のブラスト処理をしたい」「ブラスト処理後に錆止め(プライマー)までお願いしたい」などブラストや塗装でお困りでしたら、原田鉄工へお気軽にご相談ください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
また屋内塗装設備も所有しておりますので、素地調整後4時間以内が基本とされるプライマー塗装までの時間間隔も原田鉄工なら迅速に塗装可能です。
創業より80年間海上・海中といった厳しい環境下にも耐える重防食塗装を専門としてきましたので、規定膜厚の下限・上限といった厳しい塗装仕様も多くこなしてきました。
【SS400を長期間錆びさせない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/224597/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
広島のブラスト処理と塗装なら原田鉄工にお任せください。
原田鉄工は素地調整と塗装の専門工場ですので、徹底した管理で最高品質を提供します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整のブラスト処理について』
塗装工程の前には素地調整を必ず行う必要があります。
素地調整は塗装対象物の表面を「塗装に適した状態へ変化させる作業」です。
素地調整は様々な方法が存在しますが、その中で最も優れているとされるのが「ブラスト処理」となります。
ブラスト処理は加工対象へ高速で噴射する研磨剤を衝突させる事で表面を粗面・清浄化する処理となります。
詳しくは下記リンクを参照ください。
【「ブラスト処理」の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『原田鉄工 広島のブラスト設備』
広島にある原田鉄工では大型のエアー式ブラスト装置を2種類設備する事で、多くの材質や仕上がりに対応する事が可能です。
「サンドブラスト」
「グリットブラスト」
幅7m×奥行10m×高さ3.5m×2基
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
また研磨剤を変更する事で「ガラスビーズブラスト」や「ショットブラスト」も行えます。
【ブラストの研削材について ガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
『原田鉄工 広島のブラスト品質』
原田鉄工では国内・国外向けの多くの製品に対し、ブラスト処理を行ってきました。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
どちらの規格でも柔軟に対応可能です。
SSPCの場合は16種類、ISOの場合は6種類にも分類される規格です。
規格の選定から行う事もできますので、お気軽にご相談ください。
【ブラストの規格 SSPCとISO】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
ブラスト設備は作業員が直接ノズルを持って処理する手動式なので、複雑な製缶品やタンク内部でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
『原田鉄工 広島の塗装品質』
原田鉄工で塗装している製品は「通常の塗装では耐えられない」環境で使用されるものが多いです。
海上、海中、水上、水中といった環境では金属の上に塗料を塗るだけでは数年も経たないうちに塗装は剥げてしまいます。
塗装が剥がれた場所から腐食が進行し、製品はたちまち使用不可となるのです。
またそのような場所では補修の塗装を行う事も難しいため、可能な限り長期間に渡り製品を「保護できる塗装」が必要とされています。
原田鉄工はこのような「過酷な環境でも耐えられる塗装」を80年間行ってきました。
ブラスト設備と屋内塗装設備を完備しているので、ブラスト処理後の「戻り錆」は心配ありません。
ブラスト完了後4時間以内にプライマー・下塗塗装を行います。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【厚塗り塗装でも大丈夫!塗装剥離は原田鉄工にお任せください!】
「塗装を失敗したので剥がしたい」
「塗装仕様が変更になったので剥がしたい」
「古くなって汚れてきたから一度剥がして綺麗に塗りなおしたい」
サンドペーパーはもちろん電動工具でも落とす事が難しいぶ厚い塗装、複雑な形状でも大丈夫!
塗装剥離の事は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストとは?』
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
ブラストとはコンプレッサーで圧縮した空気と一緒に研磨材を高速で噴射し、対象物の表面を加工する方法です。
その威力は鉄の表面についた酸化被膜、塗料、樹脂、ゴムなど付着したものは全て削り取ってしまいます。
そうして不純物の付着していない素地を露出させることで、塗装を長持ちさせる加工法です。
作業者はタンクから伸びる太いホース先端に付けたノズルで加工箇所を狙い、少しづつ表面を加工していきます。
そのためショットブラストでは対応できないような複雑な形状でも加工する事が出来ます!
『対応する素材』
鋼や鋳鉄といった鉄はもちろん、ステンレス・アルミ・マグネシウムなどの非金属系の素材も加工可能です。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の設備』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
「サンドブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレスやアルミ、真鍮といった素材にも加工できます。
「重防食塗装」
屋内塗装工場:650㎡
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『ブラスト加工の効果』
ブラスト加工で表面の酸化被膜や錆を除去したり、表面に凸凹をつくる最大の理由は「塗装の性能を最大限に発揮させ、金属を長持ちさせる」事にあります。
塗装を行う前には必ず「素地調整(ケレン作業)」という前処理を行わなければなりません。
この素地調整を行う事で表面に付着した酸化被膜や錆と言った異物を除去し、清浄な表面に塗料を付着させる事が出来るのです。
異物が付着している汚れた表面に塗装しても塗料は密着する事が出来ず、簡単に剥がれてしまいます。
多くの規格に分かれている素地調整の中で「最も効果的な加工法がブラスト加工」です!
ブラスト加工は表面の異物を完全に除去できるほか、細かい凹凸を作る事で塗料が入り込み固着する「アンカー効果」が発揮されます。
これにより塗装の性能が最大限発揮する事ができ、更に長持ちする事が可能になるのです。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO St3】電動工具で行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
St3(パワーツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にSSPC SP-3と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『ISO St3とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO St3の作業方法』
1.表面に付着しているスラグなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.電動工具にて表面に弱く付着している有害物質を取り除く。
4.電動工具の使用できない箇所は手工具を使用し処理を行う。
5.清潔な乾燥空気で埃やゴミを取り除く。
『ISO St3の注意点』
作業上の危険性
・電動工具を使用しますので、適切な保護具の着用と火花が発生するので火災への予防が必要です。
作業完了後の塗装工程
・処理後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・電動工具で処理できないような隅や複雑な構造部は手工具なども併用して処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO St3で行うメリット』
ISO St3は電動工具と手工具を併用する洗浄度の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また作業時間とコストがかかるため大規模・広範囲に対しての作業には向いていませんが、一部損傷した塗装を修正する場合などにもSt3にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
St3は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
加工範囲が広範囲・大規模の場合には膨大なコストと作業時間が必要となるため不向きとなりますが、ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
塗装工程で最も重要とされるこの「ケレン作業」について詳しく解説しています。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
原田鉄工ではSt3での素地調整も対応しておりますが、
St3の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【頑固な錆!しつこい錆!錆落としは原田鉄工】
頑固な錆やしつこい錆を落とすのは原田鉄工にお任せください!
どんな錆でも完璧に落とし、綺麗な金属素地の状態に仕上げます。
錆を落とす方法や錆を防ぐ方法についても紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
私たちの身の回りで多く使われている鉄(鋼)は空気中の「酸素」「水分」と接触する事で腐食が進み錆びていきます。
「赤錆」とも呼ばれるこの錆は「酸素」「水分」と接触している限り、内部へと浸食していきます。
その結果鉄は金属強度や機械的性質を大きく損なう事になってしまいます。
・「酸素」「水分」を遮断する事で錆を予防する事。
・発生した錆は内部へ浸食が進む前に「除去」する事。
鉄を長く安全に取り扱う為には、しっかりと予防・除去(メンテナンス)する必要があります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『錆を防ぐ方法』
大気中には21%も酸素が含まれており、高温多湿の日本では湿度も高いので鉄は常に酸化し錆び続けます。
錆を防ぐためには鉄の表面をコーティングし、酸素と水分を遮断する必要があります。
広く使われているのは「メッキ」や「塗装」といった方法です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ、塗った後拭き取るだけなので簡単です。
ただし広範囲な錆や重度の錆はあまり向いていません。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
手間と時間はかかりますが、最も安価に錆を落とす事が出来ます。
広範囲の錆や重度の錆を落とすのはかなりの重労働となるので、オススメできません。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどと比較すると早く簡単に錆を落とす事が出来ます。
しかし広範囲の錆や重度の錆を落とすにはかなりの手間と時間が必要となります。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単に錆を落とす事が出来ます。
最も確実な錆を落とす方法ですが、設備が必要となります。
どんな錆でも落とす事が出来ますが、威力が高いので強度のない製品などには注意が必要です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『原田鉄工の錆落とし』
原田鉄工では大型のブラスト設備を完備しているので、対象製品の形状・サイズに関わらず錆を落とす事が出来ます。
ブラスト加工は最も優れた錆を落とす方法であり、広範囲にわたる「頑固な錆」「しつこい錆」も問題ありません。
ブラスト加工に使用する研磨剤の種類を変更すれば、対象製品の素材は問いません。
またブラスト加工後は完全に錆を取り除き、金属表面を清浄化させると同時に表面に微細な凹凸を形成します。
この表面に形成された凹凸は塗装を行う際に塗料の密着力を格段に向上させる効果があり、製品を長期間錆から守る事が可能になります。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『まとめ』
鉄に発生する赤錆は酸素と水分が原因となり発生する。
赤錆は一度発生したら内部へ浸食を進め、鉄の金属強度や機械的性質を大きく損なう。
早めに錆を取り除き、塗装・メッキなどの方法で酸素と水分を遮断する事が重要。
錆を落とす方法には錆除去剤を使った科学的な方法と、研磨する物理的な方法があり錆の進行具合や対象面積を考慮して選定する必要がある。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は錆、塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くてボロボロになった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO St2】手工具で行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
SP-2(ハンドツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にSSPC SP-2と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
【SSPC SP-2】手工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/219286/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『ISO St2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
手工具であるやすり・ワイヤーブラシ・スクレーパーなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO St2の作業方法』
1.表面に付着しているスラグなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.手工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO St2の注意点』
作業上の危険性
・工具を使用しますので、適切な保護具を着用する必要があります。
汚染状態の確認
・使用する工具は水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO St2で行うメリット』
SSPC SP-2は手工具で素地調整を行う場合の規格となります。
ブラストや電動工具を使用する場合は設備が必要であり、粉塵や騒音が発生しますので周辺環境を考慮しこれらの作業が難しい場合などで選定される規格となります。
また莫大な作業時間とコストが必要となるので大規模・広範囲に対しての作業には向いていませんが、一部損傷した塗装を修正する場合などにもSP-2にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
St2は素地調整の規格であり、ブラストではなく手工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
加工範囲が広範囲・大規模の場合には膨大なコストと作業時間が必要となるため不向きとなりますが、ブラストや電動工具での素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
要求基準の判断が難しいので要求・施工には注意が必要です。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
原田鉄工ではSt2での素地調整も対応しておりますが、
St2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事で「コスト」「資源」の削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装は下地で性能が決まる!?】
塗装の性能は何によって決まるのでしょうか?
塗料の質?塗装の回数?それとも塗装技術?
どれも重要な要素ではありますが、最も塗装の性能を左右するのは下地です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装の目的』
塗装を行う目的は主に3つに分けられます。
①保護
塗装は塗料で表面を覆う事で保護する役割があります。
元は液体や粉体だった塗料も完全に硬化した塗膜となる事で接触などによる衝撃、紫外線、雨風といったものから守ってくれます。
②美観
塗料は調整する事で様々な色や質感を与える役割があります。
優れた美観に変化させる事で商品に付加価値を付与します。
③機能性の付与
塗料によっては防錆、防腐、防虫や耐熱、断熱、蛍光などの機能・効果を付与する役割があります。
色によって危険性を示す事も可能です。
『塗装の工程』
まずは一般的な塗装の工程(手順)を紹介します。
①塗装の仕様を決める
まずは必要となる性能を元に「下地処理の方法」「塗装回数」「規定膜厚」「塗料の種類」などといった塗装仕様を決定する必要があります。
②下地処理(素地調整)
塗装前に表面に付着した油分・錆・ゴミ・酸化被膜などの不純物は除去する必要があります。
③塗装
使用する塗料を説明書通りの方法・分量にて混合・希釈を行います。
塗料を準備したら規定量を適切にムラなく塗装します。
④検査
塗料が完全硬化すると塗膜厚の計測を行います。
規程となる膜厚に対し過不足がある場合には調整を行います。
⑤再塗装+検査
③~④の工程を繰り返しながら塗装を塗り重ね、完成させます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『塗装は下地で性能が決まる!?』
塗装の目的は3つありますが、最も重要とされるのは「保護」の役割です。
塗装寿命は仕様に大きく左右されますが5年~50年ほどと言われます。
この塗装寿命に影響を与える要素は大きく分けると以下の4項目となります。
49.5%❘下地処理(1種ケレンと2種ケレンの比較)
19.1%❘塗装回数
4.9%❘塗料の種類
26.5%❘塗装技術や周辺環境、気候
下地処理が塗装寿命に与える影響は約50%あり、ほかの項目と比較しても圧倒的です。
1種ケレンはブラスト加工による下地処理
2種ケレンは電動工具を使用した下地処理
方法が異なるだけでここまで塗装寿命に影響を与える下地処理は塗装工程の中で最も重要とされ、下地処理によって塗装性能は決まると言っても過言ではありません。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『そもそも下地処理とは?』
下地処理は下処理や素地調整などとも言われ「塗装に適した表面に変化させる処理」です。
多くの方法があり「表面の状態」や「必要な耐久性」を考慮して、いくつかの処理を組み合わせ作業します。
一般的な下地処理は以下の3工程となります。
〈脱脂作業〉
表面に付着している油分や汚れは塗料を弾いてしまいます。
有機溶剤や洗剤を使用し、ふき取る事で除去します。
〈ケレン作業〉
表面に付着している酸化被膜や錆、劣化した塗装などは塗料の付着を妨げ早期剥離の原因となります。
サンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去しましょう。
ケレン作業は使用する「工具」と「清浄度」によって4つのグレードに分類されます。
表面の状態や必要な耐久性を考慮し、グレードを選定する必要があります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈パテ、プライマー塗付〉
塗装対象物の材質や表面の状態によってはパテ付けが必要だったり、専用のプライマーを塗る必要があります。
パテは劣化している箇所を補修したり、凹んでいる箇所を均一にするなどで仕上がりを美しくします。
特殊な金属や木材、コンクリートに対してはそのまま塗装しても塗料が密着しない、吸い込んでしまう、滲んでしまうなどの不具合を防ぐ専用プライマーを使用する必要もあります。
『まとめ』
塗装性能を決めるのは下地処理です!
なぜここまで下地処理が重要かと言うとしっかり下地処理を行う事で「密着性」「仕上がり」が大きく向上するためです。
下地処理を行わず塗装を行うと表面に付着した油分・錆・酸化被膜といった不純物によって塗装が弾かれたり、簡単に剥がれ落ちてしまいます。
塗装は紫外線や雨風などの影響によって年々減少はしますが、多くの塗装は経年劣化による塗装寿命を迎える前に密着力不足によって剥がれ落ちてしまいます。
またケレン作業とパテ、プライマー塗布によって表面に付着した不純物を除去し、平滑な表面に変える事で塗装後の仕上がりも大幅に向上します。
塗装の性能は下地処理でほとんど決まってしまいますので、必ず行うようにしましょう!
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【究極の塗装剥離対策】
塗装剥離の原因は下地にあります!
下地処理(素地調整)を適切に行う事で塗装剥離は防ぐことが可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『下地処理・素地調整について』
塗装を行う前処理として「下地処理・素地調整」の工程があります。
下地処理・素地調整とは塗装前に表面を塗装に適した状態へ変化させる加工となります。
───塗装に適した状態───
・表面に異物が付着していない
酸化被膜、錆、塗料、汚れ、油分といった異物は塗料と表面の密着性を阻害します。
・表面に微細な傷をつける
表面を研磨し、微細な傷を作ることで塗料と表面の密着性が向上します。
───加工方法───
・ブラスト加工
大型の設備が必要となる加工で、塗装に適した完璧な状態に仕上げる事が可能です。
・電動工具処理
回転式の電動工具などを使用し、表面の異物をある程度除去する事が可能です。
・手動工具処理
やすりやブラシなどを使用し、表面に弱く付着した異物を除去する事が可能です。
下地処理は表面に微細な傷を作りながら、付着した異物を除去する事で塗料をしっかりと密着させ塗装剥離を防ぐための工程となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『塗装剥離の原因』
塗装剥離とは塗膜の密着力が弱くなり、素地や下層塗膜から剥がれてしまう現象です。
原因としては大きく分けて4つあります。
・不適切な下地処理(素地調整)
下地処理が不十分だった場合は表面に油分、酸化被膜、錆、塗料などが残り、密着不良のため剥離する。
・対象物と塗料の相性
塗装対象物の素材に合わせた塗料を使用しなければ、密着する事が出来ず剥離する。
・塗料の混合と塗装間隔
塗料は適切な混合比と塗装環境にて使用し、塗装間隔を守って塗装を行わなければ密着不足により剥離する。
・経年劣化
塗料は紫外線や雨風などの影響を受け年々劣化します。まず艶が無くなり、割れが生じ密着力が無くなり最終的に剥離します。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」については塗装を行う上で初歩的な部分なので、これらが原因となり塗装剥離する事例はあまりないかと思います。
塗装剥離のもっとも多い原因は「不適切な下地処理(素地調整)」となります。
電動工具処理や手動工具処理では表面に付着した全ての異物を除去する事が出来ません。
そのため、どこまで除去する必要があるのか?現在の製品状態と耐久年数を考慮し見極める必要があります。
この判断は容易ではなく処理自体も難しいため、塗装剥離は不適切な下地処理が原因となっている事が多くあります。
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『究極の塗装剝離対策』
塗装剥離への対策はすごくシンプルです。
・下地処理はブラスト加工にて行い、表面に付着した異物は全て除去する。
・素材と密着性の優れた塗料を適切に使用する。
・長期間剥離しないために防食性・耐候性の高い塗装仕様を選定する。
・塗膜は適切な膜厚を保つよう管理しながら塗装を行う。
上記4点を守る事で30年以上剥がれる事のない塗装が完成します!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
またブラスト加工で下地処理を行う事で、ステンレスやアルミといった金属にも塗装が可能になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『まとめ』
下地処理(素地調整)は表面と塗料の密着性を向上させるための処理。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」「経年劣化」などが原因で塗装が剥離する場合もあるが、多くの原因は「不適切な下地処理」のため。
塗装剥離を防ぐ対策は下地処理をブラスト加工にて行う事。
ブラスト加工で表面に付着した異物は全て除去、微細な凹凸を形成する事で塗料はしっかりと密着するので剥がれる事が無くなります。
また塗装時には素材と密着性、防食性・耐候性の高い塗料を選定。
膜厚を管理しながら塗装することで、長期間剥がれる事が無い塗膜が完成する。
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の剥がれ対策|プロが教える長持ちの秘訣】
金属製品の寿命と美観を左右する重要な要素、それが塗装です。
しかし時間の経過とともに避けられないのが塗装の劣化と剥離。
原田鉄工株式会社は広島を拠点に金属塗装のエキスパートとして、最先端の技術と豊富な経験でお客様の大切な資産を守り続けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装剥離の主な原因:不十分な下地処理』
塗装の剥離は、単なる見た目の問題ではありません。
金属の腐食や劣化を引き起こし、製品の寿命を大幅に縮める可能性があります。
塗装剥離の最も重要な原因の一つが、不十分な下地処理です。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『下地処理の重要性』
1. 密着性の確保
適切な下地処理は不純物を除去する事で、塗料と金属表面の密着性を大幅に向上させます。
また研磨によって作られる細かな傷によって塗料の付着性が向上します。
これにより、長期間にわたって塗膜の剥離を防ぐことができます。
2. 腐食の防止
腐食が進んだ表面に塗装を行っても、腐食を完全に食い止める事はできません。
錆や酸化被膜などを全て除去した後、塗装を行う事で腐食を防止する事が出来ます。
3. 塗膜の耐久性向上
適切に処理された表面は平滑化されるため、塗料がより均一に付着します。
そのため塗膜の美観・耐久性が大幅に向上します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『2種ケレン、3種ケレンの限界』
2種ケレンや3種ケレンといった「電動工具」「手工具」での手法が多く用いられますが、これらには限界があります
1. 不完全な表面処理
これらの方法では、強固に付着した錆や劣化した塗膜といった不純物を完全に除去できません。
また目に見えない錆や汚れが残存する可能性があります。
2. 密着力の不足
残存する不純物の影響で塗料の密着力が十分に得られず、早期の剥離につながります。
また電動工具は過度に処理を行うと表面が滑らかになりすぎ、塗料が密着する事が出来なくなります。
3. 長期的な保護力の低下
不十分な下地処理は、長期的な金属保護において大きな課題となります。
結果として1種ケレンであるブラスト処理を行った製品と比較し、耐用年数に大きな差が生まれる事となっております。
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『原田鉄工の革新的アプローチ:ブラスト処理』
原田鉄工では塗装剥離の問題に対して、最も効果的な下地処理方法であるブラスト処理を採用しています。
1. 完全な表面クリーニング
金属表面の錆、スケール、古い塗膜を完全に除去し素地を露出させます。
対象素材に適合する研削材を使用する事によって、ステンレスやアルミなどにも施工可能です。
2. 微細な凹凸の創出
表面に形成された微細な凹凸へ塗料が入り込み硬化する事で、塗料の密着性は飛躍的に向上します。
結果として塗膜は長期間剥離する事がありません。
3. 均一な表面処理
タンクや組立品のような複雑な形状の製品でも、均一な表面処理が可能です。
熟練の作業者がムラのない表面を作り出します。
4. 高速処理
原田鉄工の高圧エアー式ブラストは大規模な製品でも、効率的に処理を行うことができます。
また処理後は迅速に防食塗装を行い、錆の発生を防ぎます。
『ブラスト処理の工程』
1. 事前検討
金属の種類、腐食状態、既存の塗装状態を図面・製品を確認しながら打合せを行い処理内容を検討します。
処理が不必要となる機械加工面などは養生を行います。
2. ブラスト材の選択
金属の特性に合わせて最適な研削材を選定します。
また必要となる表面の面相度などによって研削材の粒度を決定します。
3. ブラスト処理
高圧で噴射された研削材により、表面を清浄化します。
均一に必要とされる洗浄度まで仕上げます。
4. 表面検査
処理後の表面状態を綿密に確認し、必要に応じて再処理を行います。
5. 防錆処理
ブラスト処理後は金属素地が露出するため、最低でも4時間以内の防錆処理が推奨されます。
原田鉄工は塗装工場一体型ですので、即座に塗装工程に進むことが可能です。
『原田鉄工の強み』
1. 一貫した工程管理
ブラストから塗装まですべての工程を自社で管理することで、高品質な仕上がりを保証します。
また製造部もありますので材料からの製作はもちろん、補修が必要な場合などにも対応可能です。
2. 豊富な経験
長年にわたる実績と多様な業種での施工経験を活かし、お客様のニーズに最適なソリューションを提供します。
3. 最新技術の導入
常に業界の最先端を行く技術を取り入れ、効率的かつ高品質な施工を実現しています。
4. 環境への配慮
低VOC塗料の使用や環境に優しい剥離方法の採用など、環境負荷の低減に努めています。
5. アフターフォロー
施工後のメンテナンスサポートも充実しており、長期的な視点でお客様の資産を守ります。
『お客様の声』
(製造業 A社様)
長年使用してきた工場設備の塗装が劣化し、困っていました。
原田鉄工さんに相談したところ丁寧な説明と提案をいただき、安心して依頼することができました。
ブラスト処理後の塗装は見違えるほど美しく、耐久性も向上したと実感しています。
(建設業 B社様)
橋梁の塗装剥離で頭を悩ませていました。
原田鉄工さんの革新的なブラスト処理と塗装技術のおかげで、長期的な保護が可能になりました。
コスト・納期面でも納得のいく提案をしていただき、大変感謝しています。
『まとめ』
金属製品の塗装剥離を防ぐ最大の秘訣は、適切な下地処理にあります。
原田鉄工株式会社は最先端のブラスト技術と豊富な経験を活かし、お客様の大切な資産を守るための最適なソリューションを提供しています。
塗装の剥離でお悩みの方は、ぜひ一度ご相談ください。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【金属の塗装を剥がす方法】
https://www.nc-net.or.jp/company/98405/product/detail/204459/
塗装剥離や防錆処理でお悩みの方は、お気軽にご相談ください。
経験豊富な専門スタッフが、最適なソリューションをご提案いたします。
ブラスト・塗装のご相談・お見積りはこちら
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属サビ落とし】ブラスト加工の効果と選び方 - 原田鉄工の高品質サービス
金属表面のサビ落としは、製品の耐久性と美観を維持する上で極めて重要な工程です。
サビが進行していくと金属は耐久性を著しく失い、安全上にも大きな問題となってしまいます。
大型の金属製品や複雑な形状を持つ部品では、効率的かつ効果的なサビ除去が求められます。
本記事では金属のサビ落としに特化したブラスト加工について詳しく解説し、その効果と選び方をプロの視点からお伝えします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『金属サビ落としの重要性』
金属製品の表面に発生するサビ(錆)は、単に見た目の問題だけではありません。
サビは金属を腐食させ、強度を低下させる原因となります。
特に以下のような状況では、迅速かつ効果的なサビ落としが不可欠です。
1. 海洋環境に曝される構造物
臨海部などの塩害は腐食を加速させるので、サビを十分に取り除く必要があります。
2. 化学プラントの設備
毒物や危険物などの化学物質を取り扱っているので、わずかな漏洩でも大惨事となります。
3. 屋外に設置される大型機械
屋内設置と比較して腐食しやすい環境であり、機械の破損や事故の可能性があります。
4. 長期保管後の再利用製品
長期保管中に腐食が進行し耐久性などが不足している可能性があります。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『ブラスト加工とは』
ブラスト加工は高圧の空気など利用して研磨材を高速で発射、金属表面に衝突させる事でサビや塗装を除去する方法です。
塗装前の下地処理(素地調整)として行われる事が多く、簡単に言うと金属のクリーニング作業です。
この加工は大面積や複雑な形状の製品に対して特に効果的で、以下のような利点があります
1. 均一な表面処理が可能
2. 複雑な形状でも加工可能
3. 塗装の耐久性を大きく向上させる
4. 短時間で広範囲の処理が可能
5. 環境に優しい(化学薬品を使用しない)
6. 表面の粗さを調整可能
7. 塗装・サビ以外の付着物でも除去可能
表面の付着物を除去すると共に塗装の密着性を上げる凸凹の表面を形成します。
塗装の耐久性を大きく向上させる事が出来ますので、腐食性の高い環境で使用される製品にブラスト加工は多く行われています。
またサビのみでなく塗装や樹脂、ゴムなどの付着物までも除去可能なので、メンテナンス時にも多く行われます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『グリットブラストとサンドブラスト』
ブラスト加工では以下の2種類が多く使用されており、それぞれ特徴が異なります。
a) グリットブラスト
研磨材:スチールグリット(鋼製金属粒子)
特徴:硬質で角ばった形状により、強力な研磨効果
用途:頑固なサビや厚い塗膜の除去
b) サンドブラスト
研磨材:砂、アルミナ、フェロニッケルスラグなど
特徴:比較的柔らかい研磨材による繊細な表面処理
用途:繊細な表面洗浄、ステンレスやアルミといった非鉄系金属の表面洗浄
原田鉄工ではグリットブラスト、サンドブラストのどちらも加工しております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『効果的なサビ落としのポイント』
ブラスト加工によるサビ落としでは、以下のポイントが重要です。
1. 適切な研磨材の選択
加工対象となる素材や強度、形状によって最適となる研磨剤は異なります。
2. 正確な圧力と角度の調整
噴出する圧力と角度を適切に調整する事で均一な表面処理が可能となります。
3. 処理後の表面状態の確認
ブラスト規格・仕様を満たしているか、厳格な検査が必要となります。
4. 二次サビの防止措置
ブラスト加工後は金属素地が露出しているため、非常に錆びやすくなっています。
早急な防錆処理が必要となります。
原田鉄工は創業80年以上となる経験と技術によって、これらのポイントを踏まえた最適なブラスト加工を提供します。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『ブラスト加工後の塗装処理』
サビ落とし後の防錆対策として、早急な塗装処理が不可欠です。
一般的にはブラスト加工後には4時間以内の防錆処理が必須となっています。
防錆処理が遅れた場合には再度ブラスト加工を行う事が推奨されますのでご注意ください。
素材との密着性、ブラスト加工後の表面粗さ、耐久年数を考慮して最適な塗装システムを構築、塗装を行う必要があります。
原田鉄工はブラスト・塗装一体型の屋内工場ですので、天候を気にする事なくブラスト加工後は即座に塗装を行っております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工では空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『原田鉄工のサービス優位性』
・80年以上の実績と豊富な経験
数々の業種、製品を加工していますのでどんな製品・仕様でも対応可能です。
・最新の大型ブラスト設備
小型な設備は数多くありますが、ここまで大型・高出力のブラスト設備は希少です。
・グリットブラストとサンドブラストの両方に対応
鋼、アルミ、真鍮、ステンレスなどに対応できるように2つのブラスト設備を有します。
その他、研磨剤の指定・希望があった場合には対応可能です。
・一貫した施工・品質管理システム
ブラスト・塗装一体型工場だからこそ、工程ごとの製品の移動が不要。
最短で施工する事でコストと納期を削減、一貫管理で高品質を保証致します。
・設計、製作、修理にも対応可能
原田鉄工には設計、製作、修理を得意とする「製造部」があります。
設計~製作~ブラスト~塗装の工程を一括施工する事で大幅に納期・コストを短縮します。
またメンテナンス時には修理~ブラスト~塗装で欠損が無い状態にして出荷する事も可能です。
『まとめ』
金属製品の長寿命化と品質維持には、適切なサビ落としと再塗装が不可欠です。
一度腐食が始まりサビが発生したら、表面積が増えるので加速度的に腐食は進行してしまいます。
早急な対応と定期的保全を行う事によって、品質維持と長寿命化を達成する事が可能となります。
また製品製作時の素地調整をブラスト加工で行い、耐久性の優れた塗装を行えば一般的な塗装と比較し3倍以上の耐久性を確保する事が出来ます。
修繕・点検や塗替え周期が大幅に伸びる事によって、LCC(生涯費用)を大幅に抑える事も可能です!
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
原田鉄工の高度な技術と充実した設備は、お客様の多様なニーズに応える最適なソリューションを提供します。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属のサビを徹底除去!効果的なサビ落とし方法とは?】
金属製品のサビでお困りですか?
原田鉄工はブラスト加工のサビ落とし技術で、金属製品を新品同様に再生します。
防錆処理も併用し、製品の長寿命化を実現します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『サビ落とし:金属製品の寿命を延ばすために』
金属製品は長年の使用や環境の影響でサビが発生し、その機能や美観が損なわれてしまいます。
サビ落としはこれらの問題を解決し、金属製品の寿命を延ばすための重要な工程です。
『サビの原因と種類』
サビは鉄が空気中の水分や酸素と反応し、酸化物となる現象です。
塩分や酸性雨は、サビを加速させる要因となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『サビ落としの重要性』
サビを放置すると、以下の問題が発生する可能性があります。
安全性の低下: 構造物の強度が低下し、倒壊などの危険性が高まります。
機能の低下: 機械の動きが鈍くなったり、故障の原因となったりします。
美観の損傷: 製品が錆びてしまい、見た目が悪くなります。
『サビ落としの方法』
サビ落としには、様々な方法があります。
ブラスト加工: 高圧の空気で研磨材を吹き付け、サビを強力に除去します。
ケミカルピーリング: 化学薬品を用いて、サビを溶かして除去します。
機械研磨: 研磨剤を用いた機械で、サビを削り落とします。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『サビ落とし後の処理』
サビを落とした後は即座に防錆処理を行うことで、再発を防ぐ必要があります。
メッキ: 金属表面に別の金属を薄く被覆する。
塗装: 金属表面に塗料を塗布する。
酸化皮膜形成: 金属表面に酸化皮膜を形成する。
『原田鉄工のサビ落とし』
原田鉄工は長年の経験と高度な技術を駆使し、お客様の金属製品に最適なサビ落とし方法をご提案いたします。
無料診断: 専門スタッフがお客様の製品の状態を診断し、最適な処理方法をご提案します。
多様な処理方法: グリットブラスト、サンドブラスト、ケミカルピーリングなど様々な処理方法に対応可能です。
高品質な仕上がり: 最新の設備と熟練の技術者が、高品質な仕上がりを実現します。
迅速な対応: お客様の納期に合わせた対応が可能です。
『まとめ』
金属製品のサビは、放置すると様々な問題を引き起こします。
早急・適切な対応を行う事で製品は
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【鉄の錆対策と防食技術】
鉄鋼構造物の所有者や管理者にとって、錆(腐食)は常に頭を悩ます問題です。
本記事では鉄の錆のメカニズム、その影響、そして最新の防食技術について詳しく解説します。
原田鉄工が誇るブラスト技術と高度な塗装システムによって錆は長期的に防止する事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄の錆とは ~化学的プロセスの解明~
2. 錆がもたらす構造的・経済的影響
3. 原田鉄工のブラスト技術 「錆対策の革新」
4. 高性能塗装システム 「長期的な保護の実現」
5. メンテナンスと予防 「継続的な防食戦略」
1. 鉄の錆とは ~化学的プロセスの解明~
鉄の錆、すなわち腐食は鉄または鋼が酸素や水分と反応して酸化鉄を形成するプロセスです。
この化学反応は以下の式で表されます:
4Fe + 3O₂ + 2H2O → 4Fe(OH)₃
環境因子(温度、湿度、塩分濃度など)がこのプロセスの速度に大きく影響し、酸化と還元反応が同時に進行します。
錆の形成は単に美観を損なうだけでなく、構造物の強度や耐久性に深刻な影響を及ぼします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
2. 錆がもたらす構造的・経済的影響
錆の進行は、鉄鋼構造物に次のような重大な影響をもたらします。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、資源の無駄遣いや環境負荷の増大につながります。
これらの問題に対処するため、効果的な防食技術の採用が不可欠です。
長期的に錆を防ぐことで、これらの問題は大幅に減少します。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
3. 原田鉄工のブラスト技術 「錆対策の革新」
原田鉄工では最先端のブラスト技術を駆使して、錆対策における画期的なソリューションを提供しています。
当社のブラスト処理は単なる表面クリーニングにとどまらず、防食システム全体の基盤となる重要なプロセスとなります。
『原田鉄工のブラスト技術の特徴』
①高精度な表面処理
熟練の作業者によって複雑な形状の製品でも、均一で再現性の高い表面処理を実現します。
表面粗さの精密なコントロールにより、後続の塗装工程での密着性を最大化します。
②環境配慮型プロセス
密閉型ブラストシステムにより粉塵の飛散を最小限に抑え、作業環境と周辺環境を保護します。
リサイクル可能な研磨材の使用により廃棄物の削減、製品の長寿命化により改修に必要な資源削減へ貢献します。
③多様な素材への対応
鉄鋼はもちろんアルミニウムやステンレス鋼など、様々な金属材料に適した処理が可能です。
大型構造物から手のひらサイズの小型部品まで、幅広いサイズと形状に対応できる柔軟性を備えています。
④高効率処理
自社開発のブラストシステムにより、処理時間の大幅な短縮を実現しています。
自動化システムの導入により、大規模プロジェクトでも高い処理能力により納期短縮を実現します。
⑤品質管理システム
品質管理を徹底するため選任の検査官が全ての製品を検査します。
ブラスト処理は加工前の表面状態を見極め、適切な処理を行う必要があるので検査官の知識・経験が必要となります。
原田鉄工のブラスト技術は、表面処理における最新技術として業界でも高い評価を頂き創業より80年間続けてきました。
この技術により後続の塗装工程の効果を最大化し、長期的な防食性能を確保しています。
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
https://www.nc-net.or.jp/company/98405/product/detail/227136/
4. 高性能塗装システム 「長期的な保護の実現」
「原田鉄工の高性能塗装システム」
ブラスト処理された表面に最適化された多層構造を採用し、長期的な防食性能を提供します。
この塗装システムは、臨海部・海上・海中など厳しい環境条件下でも優れた保護機能を発揮します。
『原田鉄工の塗装システムの特徴』
①多層構造設計
プライマー層:金属表面との密着性を高め、防食の基礎を形成します。
中間層:塗膜の厚みと強度を増し、バリア性能を向上させます。
トップコート:耐候性と化学的耐性を提供し、美観を維持します。
②先進的な塗料技術
ガラスフレーク入り塗料や超厚膜型塗料といった特殊な塗料も取り扱いしております。
低VOC(揮発性有機化合物)塗料の使用により、環境負荷を低減しています。
③最適化された塗装設計
使用環境や要求性能に応じて、最適な塗装仕様を提案します。
海洋環境、化学プラント、食品工場など、特殊環境にも対応可能です。
④高度な塗装技術と設備
熟練の塗装技術と最新の計測器を駆使し、均一で高品質な塗膜を形成します。
広大な屋内塗装工場ですので、大型構造物や大規模プロジェクトにも余裕をもって対応できます。
⑤品質保証システム
非破壊検査技術を用いた塗膜厚測定や密着性試験により、品質を厳密に管理しています。
最適な素地調整と塗装システムにより、製品寿命は30~50年とされています。
高性能塗装システムにより鉄鋼構造物の寿命を大幅に延長し、メンテナンスコストや資源削減を実現します。
5. メンテナンスと予防 「継続的な防食戦略」
効果的な防食は初期処理だけでなく、継続的なメンテナンスと予防策の実施が効果的です。
原田鉄工では包括的な防食戦略の一環として、以下のようなメンテナンスサービスを提供しています。
『原田鉄工の防食メンテナンス戦略』
①定期な点検
必要であれば現地へ目視・非破壊検査を行い、潜在的な問題を事前に特定。
工場へ持ち帰り補修の対応を致します。
②補修技術
局所的な損傷に対してスポット補修技術を適用し、効率的な修復を行います。
最新の補修材料と技術を用いて、既存の防食システムとの互換性を確保します。
また原田鉄工には製造部もあり、損傷が激しい箇所は取替えや補強を行う事が可能です。
③環境管理
腐食を促進する環境因子(湿度、温度、塩分など)の対策方法についてアドバイスを提供します。
必要に応じて、耐薬品・耐塩害システムの導入を提案します。
④総合的なコンサルティング
専門家によるコンサルティングサービスにより、お客様が抱えている課題や起こりうる問題について最適なソリューションを提供します。
初期処理のみではなく、継続的なメンテナンスを行うことによって金属製品の耐久年数を更に伸ばす事が可能になります。
結果として生涯コスト(LCC)を大幅に削減するとともに、修繕・改修に必要となる資材も削減し所有者・環境どちらに対しても大きなメリットを生み出す事が出来るのです。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【錆から鉄を守る方法!錆びる原因も解説】
私たちの身の回りでは多くの製品が金属によって作られています。
中でも最も広く使用されているのが鉄であり、専門的には鋼(SS400)と言う素材を使われることが多いです。
鉄は生産性が高く、流通量が多いので安価で使いやすい素材ですが「空気」「水分」と接触する事で「錆」が発生する問題があります。
錆は時間経過と共に内部へ浸食し、鉄の強度を著しく低下させてしまいます。
今回は鉄の天敵となる「錆」から鉄を守る方法と錆びてしまう原因について解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄や鋼とは?
2. 鉄が錆びる原因とは?
3. 錆がもたらす影響について
4. 鉄を錆から守る方法とは!?
5. もし鉄が錆びた場合の対処法について
6. まとめ
『鉄や鋼とは?』
鉄は金属元素であり元素番号26、元素記号はFeで表されます。
原料は鉄鉱石でコークスなどと一緒に高温で熱する事でまず銑鉄が作られます。
その銑鉄へ鉄スクラップやフェロマンガンなどの副原料を混ぜ、炭素量を調整したものが「鋼」となります。
身の回りにある鉄の多くはこの鋼が使用されていることが多いです。
鋼は強度と柔軟性を兼ね備えているので耐久性があり、加工しやすいのが特徴です。
この鋼にも成分を変化させることで多くの種類がありますが、最も多く流通している規格が「SS400」となります。
本記事では分かりやすいように鋼の事をまとめて鉄と呼称します。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『鉄が錆びる原因とは?』
金属表面が浸食される現象を「腐食」と呼び、その後酸素や水分と結びつくことで「錆」となります。
鉄自体は腐食を防ぐ能力が低いため、自然の環境下では時間経過と共に錆びてしまいます。
鉄が錆びる原因は空気中の酸素や水分にあります。
まず鉄の表面に付着した水分は鉄から電子(エネルギー)を奪う事で、酸素と結合し「水酸化物イオン」が作られます。
そうして作られた水酸化物イオンは鉄と結合する事で「オキシ水酸化鉄」と「水」の2つに分かれます。
いくつも作られたオキシ水酸化鉄同士が結合し、最後は赤錆が作られます。
電子の増減(イオン化現象)が発端で、鉄は空気中にある「酸素」「水分」と結合し最終的に錆が発生しています。
また錆の進行速度は温度・湿度・塩分濃度などによって変化しますが、基本的に一度腐食が始まると表面積が増大していくため加速度的に進行していきます。
鉄が錆びるメカニズムについてより詳しい解説
【錆が発生する過程】
https://x.gd/E4z9z
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『錆がもたらす影響について』
錆は見た目的な美観を損なう影響もありますが、安全性や経済性にも大きな影響を与えます。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、保守の際に多くの資材が必要となりますので環境負担の増大につながります。
【鉄の錆対策と防食技術】
https://ja.nc-net.or.jp/company/98405/product/detail/233667
『鉄を錆から守る方法とは!?』
鉄を錆びさせないためには鉄をとにかく酸素・水分と「接触させない」事が重要です。
基本的には鉄の表面をコーティングし接触を防ぐ方法になりますが、大きく分けて3種類あります。
①防錆油
表面を油でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・特殊な装置などが必要なく手軽に処理が可能 / 修正・補修が簡単
デメリット・・防錆期間が1カ月~12カ月と比較的短期間 / 防錆能力が低い
②メッキ
表面を金属の薄膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・傷がつきにくく耐久性が高い / 膜厚が均一でムラになりにくい
デメリット・・沿岸部など不得手な環境や対応できない素材がある / 修正・補修が困難
③塗装
表面を塗料の膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・様々な色彩や機能性を付与できる / 安価で修正・補修が容易
デメリット・・適切な素地調整(下地処理)を行わなければ剥がれやすい / ムラが生じやすい
一時的な防錆は「防錆油」、長期的な防錆は「メッキ」「塗装」という風に使い分けされています。
メッキと塗装はそれぞれにメリット・デメリットがあり周辺環境や使用用途、コストなどを
考慮して選定する必要があります。
また塗装はブラスト処理にて素地調整(下地処理)を行う事によって、剥がれやすいデメリットを解決し、高い耐久性を確保する事が出来ます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『もし鉄が錆びた場合の対処法について』
錆は鉄の天敵で、安全性・経済性にも大きな損失を与えます。
もし鉄か錆びた場合にはどのように対処すればいいのでしょうか?
対処法は錆の進行程度によっても大きく異なりますので、状態を確認し対処する必要があります。
「軽度の錆」
比較的軽度の錆はサンドペーパーで研磨又は錆取り剤などで溶解、軽減する事が可能です。
広範囲の処理や重度の錆を落とすのには向いていません。
「中程度の錆」
中程度の錆は金ブラシや電動工具などを使用して軽減する事が可能です。
完全に錆を除去する事は難しいので、あくまで軽減となります。
時間がかかり重労働となりますが、安価に軽減する事が可能です。
「重度の錆」
重度の錆はブラスト処理にて落とす事が可能です。
金属素地を露出させるため、完全に錆を落とす事が出来ます。
設備が必要となりますが、塗装の密着性を大きく向上させる効果もあります。
錆の程度を見極める事で、上記の方法によって錆を除去・軽減する事が可能です。
錆を除去した後は再び錆が発生しないように、なるべく早く防錆処理を行いましょう。
またあまりにも錆が進行した部分は母材に穴が空いたり、薄くなっていたりしている場合には錆を落とすだけではなく追加で補修・補強を行う必要があります。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
『まとめ』
鉄(鋼)は鉄鉱石を原料としており、存在している鉄鉱石は錆びているのが自然の状態ではあるので再び錆びた自然の状態に戻ろうとします。
「酸素」「水分」と鉄が接触、電子の増減(イオン化現象)が起こり錆が発生する。
錆は表面に凹凸を形成しながら表面積を増やし、反応面積が増大するので加速度的に進行する。
一度錆が発生した場合、早急に対処する事で最低限の損害で済ませる事ができます。
鉄の表面をコーティングし、酸素と水分を遮断する事で錆を防ぐことが可能です。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【エポキシ樹脂塗料の完全ガイド】耐久性と密着性に優れた工業用塗料の特徴と使い方
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性、高い耐久性と密着性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
[目次]
1. エポキシ樹脂塗料とは
2. 塗料の基礎知識
3. エポキシ樹脂塗料の特性
4. メリット・デメリット分析
5. 用途別活用方法
6. 塗装トラブル対策
7. 品質管理とメンテナンス
1. エポキシ樹脂塗料とは
エポキシ樹脂塗料は、高い耐久性と優れた密着性を持つ工業用塗料です。
一般的な塗装から重防食塗装まで、幅広い用途で使用される高機能塗料として知られています。
特に金属製品の防食対策として、産業界で広く採用されています。
『主な用途』
・建築用鋼材の防食
・海洋構造物の保護
・化学プラントの設備保護
・飲料用タンクの内面コーティング
2. 塗料の基礎知識
塗料は顔料、樹脂、溶剤、添加剤の4つで構成されており、組み合わせや配合比率を変化させることで様々な特性を持った塗料が作られています。
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
『塗料の4大構成要素』
顔料:色彩や防錆性を付与
樹脂:塗膜の主要な性能を決定
溶剤:塗料の流動性を調整
添加剤:特殊機能を付加
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
塗料を構成で最も重要となるのが、「樹脂」の部分です。
使用する樹脂を変える事で塗料の性能・特性は大きく変化します。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
3. エポキシ樹脂塗料の特性
エポキシ樹脂は高機能プラスチック素材の一種で、以下の特性を持ちます。
『エポキシ樹脂の優れた特性』
・優れた化学的安定性
・高い機械的強度
・素材を選ばない高い接着性
・優れた電気絶縁性
エポキシ樹脂は接着力が高く様々な素材に対し、強く付着するため接着剤や塗料として多く用いられます。
高い電気絶縁性、硬度、耐水性・耐薬品性・防食性にも優れています。
4. メリット・デメリット分析
多くの特性を持ち耐久性が高いエポキシ樹脂塗料ですが、デメリットも存在します。
『メリット』
①優れた耐腐食性
・酸素や水分を遮断
・金属の腐食を効果的に防止
②高い耐薬品性
・酸・アルカリに対する優れた抵抗力
・各種溶剤への高い耐性
③優れた密着性
・金属、コンクリート、木材など多様な素材に対応
・剥離リスクの低減
④優れた耐熱性
・高温環境下での安定性
・熱による変形が少ない
『デメリット』
①紫外線への弱さ
・屋外使用時は上塗り塗装が必要
・経年による黄変の可能性
②温度依存性
・低温時の硬化遅延
・作業環境の温度管理が重要
5. 用途別活用方法
エポキシ樹脂塗料の活用方法の一例です。
『屋外用途』
・下塗り塗装として使用
上塗りにウレタンまたはフッ素樹脂塗料を採用する事で耐候性と防食性の両立が可能です。
『水中部用途』
・下塗りから上塗りまでエポキシ系を使用可能
優れた耐水性、耐腐食性は水中でも効果を発揮します。
またジンクリッチプライマーや、変性エポキシ樹脂塗料の活用することでより高い耐久性を得る事も可能です。
『タンク内部用途』
・下塗りから上塗りまでエポキシ系を使用可能
高い耐薬品性によって化学薬品タンクの内面保護、飲料水タンクの衛生管理が可能です。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
6. 塗装トラブル対策
優れたエポキシ樹脂塗料ですが、その他塗料と同様に塗装トラブルが発生する可能性はあります。
塗装トラブルを回避するための対策をご紹介します。
『剥離防止のポイント』
・適切な素地調整
密着性に優れているエポキシ樹脂塗料ですが、適切な素地調整を行わない場合では剥離する可能性が高いです。
最低でも有機溶剤を用いた脱脂洗浄を行うようにしましょう。
ブラスト処理で適切な表面粗度と洗浄度を確保すれば更に高い耐久性を確保する事が可能で、維持費・管理費を低減しトータルコストを削減できます。
・環境管理
エポキシ樹脂塗料は低温化では硬化しにくい特性があるので、使用時には温度を適切に管理する必要があります。
またその他塗料と同様ではありますが、塗装環境の湿度管理・清浄度維持も必要です。
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
7. 品質管理とメンテナンス
エポキシ樹脂塗料はその高い耐久性と耐水性・耐薬品性によって橋梁、化学プラント、船舶など大型の構造物に使用されることが多くあります。
大型構造物の長寿命化、安全性の確保、メンテナンス周期の延長、トータルコストの削減などが目的となります。
『長期耐久性の確保』
・定期的な点検
・早期補修の実施
・適切な維持管理計画の策定
『LCC(ライフサイクルコスト)の最適化』
・初期投資と維持費用の検討
・長期的な経済性の確保
・適切な更新計画の立案
『まとめ』
エポキシ樹脂塗料は、その優れた特性により産業界で広く使用されている高機能塗料です。適切な使用方法と管理により、50年以上の耐久性を実現することが可能です。
初期コストは比較的高価にはなりますが、長期的な視点では極めて経済的な選択となるので需要が拡大しています。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
-------------------------------------------------------------------------------------------------
【お問い合わせ】
施工のご相談、お見積りについては、以下までご連絡ください。
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL: 082-232-2445
FAX: 082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
Email: bousei@harada-tekkou.co.jp
※本記事は2024年4月時点での情報に基づいています。
【SSPC SP-11】電動工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-11(パワーツールクリーニングトゥベアメタル)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物、塗膜など)を全て取り除く必要がありますが、表面のくぼみに付着したものは許容されます。
ISOでは同等の規格とされるものがなく、SSPC特有の規格となります。
【ブラストの規格 ISO / SSPC】
https://ja.nc-net.or.jp/company/98405/product/detail/187739
【ISOの規格について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-11とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に付着した錆、ミルスケール、塗膜などの有害物質は完全に除去する必要があり、電動工具処理の中で最も洗浄度の高いものとなります。
表面粗さが25.4μm以上にする必要があり、表面のくぼみに付着した有害物質のみ許容されます。
目視にて検査を行います。
【SSPC / NACE 規格一覧】
https://ja.nc-net.or.jp/company/98405/product/detail/219398
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-11の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.電動工具にて表面に付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-11の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真で確認する必要があります。。
作業完了後の塗装工程
・処理後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-11で行うメリット』
SSPC SP-11は電動工具で素地調整を行う規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
同様にSP-3も電動工具を使用した規格ではありますが、SP-11は素地金属を完全に露出させ表面粗さも求められるため大きく異なります。
コスト・加工時間はかかりますが、ブラスト処理が行えない環境においては最も優れた素地調整方法です。
『まとめ』
SSPC SP-11は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
くぼみに付着し除去できないものを除いて、表面に付着した有害物質を全て剥離する必要があります。
また表面粗さは25.4μm以上にしなければなりません。
通常の電動工具では表面粗さの確保が難しいため、下記のような工具をオススメします。
【G-TOOL】ブラスト面形成動力工具 Blastriker(ブラストライカー)
https://g-tool.jp/
電動工具処理ですが完全に金属素地を露出させますので、処理時の環境を整える必要や処理完了後の早急な塗装が必要となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-11での素地調整も対応しておりますが、
SP-11の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整(下地処理)規格】SSPC / ISO / SIS
塗装の前工程である「素地調整」又は「下地処理」ではSSPC規格、ISO規格、SIS規格が広く使用されています。
それぞれの規格について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整や下地処理について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
方法や精度を「「SSPC規格」ISO規格」「SIS規格」などの規格で定められます。
『SSPC規格について』
米国構造物塗装協会(Steel Structures Painting Council USA)
産業・海上構造物を保護するコーティングを専門とした規格を定めています。
SSPCはアメリカに本部がある非営利組織です。
塗装や素地調整といった分野に特化しており、素地調整の規格などを数多く制定しています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ISO規格について』
国際標準化機構(International Organization for Standardization)
あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格について』
スウェーデン規格協会(Swedish Institute for Standards)
又はスウェーデン工業規格と呼ばれる団体です。
素地調整に関わる規格はISOと内容が同一です。
『ケレンについて』
ケレンは英語の「Clean(クリーン)」が語源とされる一般呼称です。
1種ケレン~4種ケレンに分類されていますが、規格ではないので明確な定義がされておりません。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
『まとめ』
塗装において最も重要とされる工程が「素地調整」です。
素地調整は製品の仕上がり、耐久性の大きな影響を与えるためです。
仕様書で定められた規格で確実に施工する必要があります。
規格によって検査方法や手順など定められている事が違いますので施工前によく確認しましょう。
原田鉄工では上記の規格はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は素地調整に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
製品の耐久性と美観を大きく左右する塗装工程。
その成否を決める重要な前処理が「素地調整」(下地処理)です。
今回は高品質な素地調整に不可欠な各種規格について、40年以上の実績を持つ原田鉄工がわかりやすく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ素地調整が重要なのか?』
塗装の仕上がりと耐久性を決定づけるのが「素地調整」です。
適切な素地調整を行うことで様々な効果があります。
・塗膜の密着性が大幅に向上
・製品の耐久性が向上
・メンテナンス頻度の低減
・トータルコストの削減
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◆主要な素地調整規格の詳細解説
『SSPC規格(米国構造物塗装協会)』
SSPC規格は、産業構造物の防食塗装分野で最も権威のある規格の一つです。
以下の点で重要な基準を提供しています。
[SSPC規格の主要な等級]
・SSPC-SP 5:最も厳格な基準で、目視可能な錆、塗装、異物を100%除去
・SSPC-SP 10:表面の95%以上の清浄度を要求、SP 5に次ぐ高清浄度基準
・SSPC-SP 6:表面の67%以上の清浄度を要求
・SSPC-SP 7:緩やかな基準で、浮き錆などの除去が主目的
[SSPC規格の特徴]
・表面処理の方法と清浄度を明確に規定
・検査方法や合否判定基準が具体的
・各種産業での豊富な採用実績
・国際的な信頼性の高さ
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【SSPC 素地調整規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/219360/
『ISO規格(国際標準化機構)』
ISO規格は世界共通の品質基準として広く認知されています。
素地調整に関する規定も非常に体系的です。
[ISO 8501シリーズの主要規格]
・ISO 8501-1:目視による表面清浄度の評価基準
・ISO 8501-2:既存塗膜の除去後の清浄度評価
・ISO 8501-3:溶接部や鋭角部の処理基準
・ISO 8501-4:高圧水による処理後の評価基準
[ISO規格の重要ポイント]
・写真による標準サンプルの提供
・詳細な表面状態の分類(A~D)
・処理グレードの明確な定義(Sa1~Sa3)
・国際取引での標準的な採用
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格(スウェーデン工業規格)』
SIS規格は特に欧州での防食塗装分野で重要な位置を占めています。
[SIS規格の特徴]
・ISO規格との高い互換性
・北欧発の厳格な品質基準
・防食性能に関する詳細な要求事項
・環境配慮型の処理方法の規定
[SIS規格の等級区分]
・Sa 3:表面の清浄度99%以上 SP5相当
・Sa 2.5:表面の清浄度95%以上 SP10相当
・Sa 2:表面の清浄度67%以上 SP6相当
・Sa 1:浮き錆などの除去が主目的となる簡単な洗浄
『各規格の比較と選択のポイント』
素地調整は使用環境や想定する耐久年数などを考慮し、選定する必要があります。
[使用環境による選択基準]
・海洋環境:SSPC-SP 10またはSa 2.5以上を推奨
・工業地帯:SSPC-SP 6またはSa 2以上を推奨
・一般環境:SSPC-SP 7またはSa 1以上を推奨
[コスト面での考慮事項]
・高グレード(SP 5、Sa 3):初期コスト大、長期的メリット大
・中グレード(SP 10、Sa 2.5):バランスの取れた選択
・軽度処理(SP 7、Sa 1):初期コスト小、長期的デメリット有
『原田鉄工の素地調整サービスの特長』
原田鉄工は素地調整の重要性に気付き、素地調整専用の大型ブラスト設備を導入。
確実な素地調整と完璧な塗装管理による製品の長寿命化を掲げ、50年以上の期間研鑽を積んできました。
原田鉄工の特徴を紹介します。
[充実した設備]
・大型ブラスト室(幅7m×奥行10m×高さ3.5m)
・グリットブラスト・サンドブラスト2種類に常時対応
・一貫した品質管理体制で素地調整後は早急に塗装
[豊富な施工実績]
・50年以上の経験と実績
・国内外の様々な業界での施工実績
・各種規格に完全対応
[ワンストップソリューション]
・ブラスト・塗装一体型工場
・即日塗装対応が可能
・厳密な品質管理による均一な塗膜形成
『長期的なコストメリット』
適切な素地調整は初期投資は大きくなりますが、以下のメリットにより長期的なコスト削減につながります。
1. 塗膜の耐久性向上
2. メンテナンス頻度の低減
3. 製品寿命の延長
4. 補修・再塗装コストの削減
5. 管理・運用コストの削減
6. 長期的な安全性の向上
高品質な塗装を行う事でトータルコストとなるLCC(ライフサイクルコスト)を大きく削減する事が可能となります!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【図面にある「Ra」や「Rz」の意味とは?表面粗さの基礎と加工対応のポイント】
製品図面に「Ra6.3」や「Rz50」などの記載があり、「これは何を示しているのか?」とお困りではありませんか?
このような表面粗さの指定は、部品の機能性や見た目に大きく関わる重要な要素です。
専門的な知識がなくても理解できるよう、表面粗さの基本と対応方法をご紹介いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面粗さとは?どんな場面で必要?』
表面粗さとは、部品表面の凹凸の度合いを数値で表したものです。
この数値はたとえば以下のような性能に影響を与えるため、多くの製品設計で指定されます。
・接着剤や塗料の密着性
・摺動部(こすれ合う部品)の摩耗や抵抗の軽減
・液体・気体の漏れを防ぐシール性
・外観上の質感や仕上がり
用途に応じた表面の滑らかさや粗さが求められるということです。
『「Ra」「Rz」「RzJIS」などの用語の違いについて』
表面粗さにはいくつかの表し方があります。
図面に書かれている「Ra」「Rz」「RzJIS」は、それぞれ異なる測定基準を表します。
「Ra」
表面の凹凸の平均的な高さを数値化したもの。
もっとも一般的な指標で、全体的な滑らかさの目安になります。
「Rz」
表面の最も高い点と低い点の差を測ったもの。
局所的な凹凸に敏感で、粗い表面の評価によく使われます。
「RzJIS」
日本工業規格(旧JIS)で定められた、表面の高低差の平均値。
日本の古い図面によく見られます。
JIS'94の古い規格で「RzJIS」は「Rz」と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『測定方法と注意点』
表面粗さの測定には、大きく分けて2つの方法があります。
「接触式」
非常に細い針が表面をなぞり、凹凸を正確に数値化する方式です。
広く普及しており、RaやRzなどを安定して測れます。
「非接触式」
レーザーや光で表面形状を測る方式です。
接触式より高い精度を誇り接触せずに広範囲を測れるメリットはありますが、機器が高価で導入している加工業者は限られます。
【表面粗さの測定方法と各パラメーター解説】
https://x.gd/qRqdF
『ブラスト加工と表面粗さの関係』
原田鉄工では、グリットブラストやサンドブラストによる表面加工に多数の実績があります。
加工後の実測値としては、以下のような目安があります。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
実際の粗さは使用する材料や研磨材、エア圧力条件によって変動します。
図面の粗さ指示がこの範囲に収まるかどうかの確認も事前にご相談いただけます。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『原田鉄工でできること』
粗さ指定がある図面に対し、原田鉄工では以下のような対応が可能です。
・図面の記載内容が不明確な場合でも、加工可否の検討・提案
・試作を行い、実際の粗さを測定 → 数値付きのレポート提出
・要求粗さに合わせた研磨材や施工条件の調整
・必要に応じて、その後の塗装・防錆処理まで対応
専門的な知識がなくても大丈夫です。
図面やお悩みを共有いただければ、粗さの意図や必要性を一緒に整理した上で、最適な加工方法をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【汚れ・キズから表面を守る養生!現場で使われている道具と方法】
現場作業では作業に取り掛かる前に必ず「養生」を行う必要があります。
現場でよく言われる養生とは表面を汚れ・キズなどから表面を保護するために行う作業の事を指します。
今回は養生についてよく使用されている道具と方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『養生とは?』
養生とは一般的に健康状態の維持を心掛ける、病気やケガなどからの回復に努めるなどの意味で使われます。
しかし、工事現場や建設・道路工事、塗装現場などの現場作業における「養生」は少し意味合いが異なります。
マスキングとも呼ばれたりしますが現場作業の養生とは「汚れ、傷、破損から守る」ための作業の事を指します。
『養生が必要となる場面』
養生を怠ってしまうと大切な製品の破損や精度低下、周囲に多大な迷惑が掛かるため
大きなトラブルの元となってしまいます。
様々な職種や場面でも養生は必要となります。
・引っ越し
搬出・搬入する経路の壁や床などが損傷しないように保護シートを貼る。
家財道具が破損・傷付かないようエアキャップなどの緩衝材で包む。
・工事現場
周囲に粉塵や騒音などの被害が無いように足場全体をシートで被う。
車両など工事によって汚れなどの影響がある場合には不繊布性のカバーで覆う。
・塗装現場
塗装不要箇所に塗料の付着が無いようにテープやシートで隠す。
周辺に塗料の飛散を防止するために、作業環境周辺を覆う。
地味で大変な作業ですが、養生を丁寧に行う事によって仕上がり向上やトラブルを回避する事ができますので、作業現場ではまず最初に取り掛かる作業となります。
『養生に使用する道具と使い方』
養生は「目的」や「対象物の形状」、必要となる「強度」や「範囲」によって使用する道具を使い分ける必要があります。
そのため各メーカーより色々な養生資材が販売されていますが、今回は代表的な養生に使用されている道具と使い方について何点か紹介します。
・マスキングテープ
養生のみでなく、近年には様々な模様やキャラクターがプリントされた装飾用テープとしても人気のマスキングテープです。
養生としての使い方はキズや汚れが付かないようにテープを貼って覆い隠す、その他養生資材を固定するために使う事が多いです。
特徴としてはものすごく薄いテープなので強度は低いですが、切ったり貼ったりの加工が容易に可能で、粘着力が弱いため剥がした時の糊残りや製品を損傷する可能性が低いです。
・ガムテープ(養生テープ)
資源ごみ、可燃ごみなどゴミ出しには欠かせないガムテープです。
こちらは養生テープと呼ばれる粘着力を弱くしたものと、ガムテープがあります。
養生テープの使い方は基本的にマスキングテープと同じような形です。
ガムテープの種類にはテープに繊維を含ませた布テープと呼ばれるものもあり、布テープは厚みがあり粘着力・強度が高いので原田鉄工ではブラスト加工時などに加工が不要な部分へ数枚重ねて張り付ける事で強力な養生を行っています。
・マスカー
テープに透明なビニールシートが付いたマスカーです。
テープを1ヵ所貼るだけで広範囲を一度に覆い隠すことができます。
ビニールシートはものすごく薄いので強度は低いですが、接触の可能性が低い部分や
粉塵の飛散・付着の防止などに活用します。
原田鉄工では塗装時、広い範囲で無塗装箇所があった場合などに張り付けたり、周囲で別の塗装を行う、出荷前の汚したくない製品などへ貼り付け養生を行ってます。
・段ボール
梱包もできるし、養生もできる万能な段ボールです。
段ボールにはよく見る紙製とプラスチック製の2パターンあります。
プラスチック製はもちろん、通常の紙製段ボールも実はかなりの強度があります。
また切ったりする加工も容易なので、原田鉄工ではブラスト・塗装加工時に広範囲を養生する場合などは段ボールを使用しています。
・ボルト、ゴム栓
タップ穴と呼ばれるネジが切ってある穴、細かい機械精度で開けてあるリーマ穴など精度が必要となっている穴を塞ぐのに使うのがボルトやゴム栓です。
こちらは穴に色々な規格があり、多くの種類があるのでそれに対応するボルトやゴム栓も多種多様にあります。
ボルトを使用した場合は養生に時間がかかりますが、回す以外で外れる事が無いので確実な養生ができます。
ゴム栓は先端が細い円錐状なので差し込むだけで簡単に養生が可能ですが、簡単に外れる事もあるので注意が必要です。
『養生作業の注意点』
養生を丁寧に行えば、必要な範囲のみをキッチリ加工する事ができます。
ただし手順や養生資材の選定を間違えると…
せっかく頑張ってやった養生が機能せず不必要な範囲まで加工を行ってしまったり、周辺とのトラブルの元などになりかねません。
養生作業における注意点をいくつか紹介します。
「脱脂処理は確実に!」
テープを張り付けて養生を行う場合、強度や粘着力が必要とされる箇所には事前に油分やゴミを除去するための脱脂処理を行いましょう。
雨風のある屋外などの環境下、強度が必要となる部分などは脱脂処理を行う事で剥がれず、しっかりと密着し保護する事が可能となります。
脱脂を行う対象が樹脂や繊維の場合は使用する洗浄剤によって変形・損傷する可能性がありますので、洗浄剤と素材の組み合わせには注意が必要です。
「隙間はNG」
作業する内容にもよりますが、塗装作業などでは養生テープが少し浮いていた、少し隙間が空いていただけでも養生は全く機能しません。
隙間から塗料が飛散し、大きなトラブルの原因となる事も。
隙間なく確実に養生を行う必要があります。
「適正な養生資材を選ぶ」
養生資材には多くの種類がありますが、養生を行う目的や形状によって適切なものを選ぶ必要があります。
広い範囲で高い強度が必要な場合は段ボール、低い強度の場合はマスカー。
狭い範囲で高い強度が必要な場合は布テープ、低い強度の場合はマスキングテープ。
不適切な養生資材を使用した場合は余分に資材や時間が必要となったり、最悪の場合、養生の強度が足りず製品が損傷してしまう事も。
しっかりと必要となる強度に見合った養生資材を選定しましょう。
『まとめ』
現場作業における「養生」とは対象物や周辺を「傷や汚れから守る」もの。
しっかりと養生を行うからこそ、その後の作業が安心して確実に行える。
養生資材は色んな種類がありますが養生作業の目的、対象物の形状や必要となる強度などを考慮して適切な養生資材を選定する必要があります。
製品の仕上がりや損傷の有無を決定する「養生」は実は非常に重要な作業です!
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
ご依頼いただく製品の養生作業も、もちろん承っております。
「養生の仕方が分からない」「養生資材が無い」などお困りでしたら是非お気軽にご相談ください。
複雑な形状などでもしっかりと養生を行います!
また可能であれば養生した製品の加工依頼もお待ちしております。
強度的に不十分な場合などは弊社で少し修正を行いますので、ご安心下さい。
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
https://ja.nc-net.or.jp/company/98405/product/detail/244449
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト加工とは?エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト】
ブラスト加工(ブラスト処理)とは研磨材・研削材・メディアと呼ばれる粒子を製品表面に衝突させる表面処理加工の1種です。
表面を「削る」「付着物を除去する」「改善する」といった効果があります。
ブラスト加工は「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しています。
ブラスト加工の方法とそれぞれの特徴について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工について』
ブラスト加工とは圧縮した空気の力や高速回転するインペラ(羽根車)の遠心力を利用する事で、「研磨材」と呼ばれる粒子を加工対象の表面へ衝突させ加工を行います。
ブラスト加工は材料の表面に加工を施すことで、表面の性質・機能性を向上させる「表面処理」の一種となります。
「素地調整」や「下地処理」などといった塗装の前工程で多く活用されています。
【素地調整の規格とその施工方法について】
https://harada-tekkou.co.jp/pages/57/
『ブラスト加工の目的と効果』
ブラスト加工には素地調整、バリ取り、クリーニング、意匠性の向上、機能性の付与を目的として加工されています。
大きくブラスト加工には3つの効果があります。
①削る
表面を粗く削る事で「面粗し」「密着性の向上」「梨地加工」「下地処理」「研磨」などの効果
②除去
表面の異物を除去する事で「洗浄」「塗装剥がし」「黒皮除去」「バリ取り」「錆取り」などの効果
③改善
表面に強く衝突する事で「疲労強度向上」「耐摩擦性向上」「表面硬化」などの効果
『ブラスト加工に使われる研磨材』
ブラスト加工に使われる粒子は研磨材・研削材・メディアなどと呼ばれています。
ブラスト加工においての研磨材とは「噴射・投射する事が可能な粒子」です。
そのため使用されている研磨材は多くの素材・形状・サイズのものが流通しています。
加工対象となる製品の素材や加工目的によって、適切な研磨材を選定する必要があります。
【ブラスト研削材の種類と特徴ついて】
https://00m.in/IJVdo
『ブラスト加工4種の加工方法と特徴』
どれも研磨材となる粒子を表面に衝突させ、加工する仕組みは同一です。
①エアーブラストエアーブラスト(別名:乾式ブラスト)
コンプレッサを使用し、圧縮した空気(エア)を利用する事で研磨材を吹きつけます。
作業員が加工を行う「手動式」、ロボットによる「自動式」があります。
使用する研削材によって一般的な呼び方が異なります。
砂 = サンドブラスト、グリット(多角形状の鋼) = グリットブラスト、ドライアイス = ドライアイスブラストなどここから多くの種類に分類されます。
エアー圧力と研削材を変更する事で研削力・仕上がりを調整できる特徴があります。
加工目的は下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工など多岐にわたります。
[メリット]
・脆く割れやすいガラス~重量のある鋼など豊富な種類・サイズを使用できる。
・ノズルを変更する事で、配管内部や入り組んだ内面など特殊な部分も加工可能。
・複雑な形状でも加工可能で、対応できる素材の幅が最も多い。
[デメリット]
・圧縮した空気を一緒に研削材を発射するので、研削材・粉塵が広範囲に飛散する。
・圧縮した空気の力で強度の無い製品は変形・歪みなどが発生しやすい。
・作業員の防具の他、集塵装置や研削材の回収装置、コンプレッサなど設備が必要。
②ショットブラスト(別名:機械式ブラスト)
モーターでインペラ(羽根車)を回転させ、遠心力を利用し研削材を投射します。
製品をセットするだけで自動で加工する仕組みとなります。
ショットと呼ばれる金属製球状の研削材を使用する事がほとんどです。
自動で広範囲に研削材が投射できるのが特徴で、大面積・多ロットの加工に適しています。
加工目的はバリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
[メリット]
・構造的にシンプルかつ自動な為、設備とコストを抑える事が可能。
・広範囲に研削材を投射するので、大面積の加工が容易。
・球状の研削材を使用するため、粉塵の飛散が比較的少ない。
[デメリット]
・一定の方向・距離・角度から投射するので、複雑な形状などは加工が難しい。
・加工する力を調整できないので、精度の高い加工には向かない。
・使用可能な研削材の種類が少なく、対応できる加工に限りがある。
③ウェットブラスト(別名:湿式ブラスト)
エアーブラストと似たような仕組みですが、圧縮した空気の力を利用して水と研削材を混ぜたものを発射します。
作業員が加工を行う「手動式」とロボットによる「自動式」があります。
水と研削材を混ぜる事によって通常では制御できない微粒子を研磨剤として使用し、精密加工ができるのが特徴です。
加工目的は微細な粗面化、表面研磨、表面洗浄、バリ取り、梨地加工など。
[メリット]
・薄物や電子部品、プラスチックなども損傷を最大限に抑えた加工が可能。
・エアーブラストでは扱えない細かい研削材を使用する事ができる。
・水と研削材を混ぜているため、粉塵がほとんど発生しない。
[デメリット]
・水に弱い、錆びやすい、濡れると性質が変化する素材などは加工できない。
・研削力が低いため、対応できる加工に限りがある。
・エアーブラストにプラスで水を循環させる装置、排水などの装置が必要となる。
④バキュームブラスト(別名:吸引式ブラスト)
圧縮した空気の力を利用し、ノズル内で研削材を発射及び回収を行います。
作業員がノズルを押し当てながらブラスト加工を行う仕組みです。
ノズル内で加工を行う為、研削材の飛散・粉塵の発生を防ぐ特徴があります。
加工目的は屋外現場の下地処理としての粗面化、錆や汚れの除去、塗装剥離など。
[メリット]
・屋外作業などでも養生作業不要で加工できる。
・機材設備がコンパクトなので、運搬と設置が容易。
・研削材の飛散が無いので、複数人での作業が可能。
[デメリット]
・研削力が低いので、小面積でも加工に時間と労力がかかる。
・ノズルを密着させる必要があるので、基本的に平滑面の処理となる。
・作業員の防具の他、発電機、コンプレッサなど設備が必要。
『まとめ』
ブラスト加工とは研磨材という粒子を高速で噴射・投射する事で表面の加工を行う。
研磨材には異なる素材・形状・サイズのものが流通している。
「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やメリット・デメリットが異なる。
ブラスト加工を行う「周辺の環境」、加工対象となる製品の「素材」「形状」「強度」、加工を行う「目的」、使用する「研削材の種類」などによってどの方法でブラスト加工を行うのか?選定する必要があります。
原田鉄工では大型エアーブラストを2基設備しております。
研磨材はグリット、サンドを常用しておりますが、その他研磨材にも対応可能ですのでお気軽にご相談ください。
様々な検査、規格に対応し国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【なぜ鉄は錆びる?サビの除去方法を詳しく解説します!】
「錆(サビ)」とは鉄が酸素と水分に反応する事で酸化、表面に生成される酸化物や水酸化物の事です。
鉄がいつの間にか茶色くザラついていた、孔が開いていた。
それは「錆(サビ)」と呼ばれる現象で、鉄にとっては避けられない自然な変化です。
しかし、放っておくと製品の強度が落ち、大きなトラブルにつながる事も…
本記事では、なぜ鉄が錆びてしまうのか?原因と錆を除去する方法について、
錆を除去して70年以上の実績を持つ原田鉄工が詳しく解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『鉄はなぜ錆びる?鉄が錆びる原因について』
私たちの身の回りで使われている「鉄」と呼ばれる金属の多くは「鋼」と呼ばれる金属です。
鋼の原料となる鉄鉱石(酸化鉄)はすごく錆びた状態で自然界に存在しています。
錆びた鉄を原料としているため、鉄は環境に晒されると元の酸化状態に戻ろうとし、自然に錆びてしまいます。
鉄が錆びるためには「酸素」と「水分」が必要です。
これらに接触する事で鉄は「イオン化(電子の移動)」し、錆びていきます。
金属によってこのイオン化のしやすさはバラバラで、金・銀・プラチナなどは錆びにくく、鉄などの錆びやすい、といった形で錆びやすさも金属によって異なります。
イオン化のしやすさをイオン化傾向と呼びます。
金属のイオン化傾向について詳しい解説をしています!
【金属の錆びやすさについて】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『サビの抱える大きなデメリット』
金属にとって「錆びること」は実に自然な現象であり、化学的には安定した状態とも言えます。
例えば冷凍庫で無理に凍らせた氷が常温では自然に水へと戻るのと同じように、金属も環境に晒されると酸化して安定しようとします。
しかし私たちが金属を使用する目的は、その強度や耐久性です。
錆は金属組織を内部から破壊、強度低下や機能不全、最終的には製品破損を引き起こす要因となるため、極めて大きなデメリットとなります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『サビを放置するとどうなる?実際のリスクとは』
錆にも種類があり、有益となる錆も中にはありますが…
鉄に頻繁に発生する「赤錆」と呼ばれる酸化鉄(Fe₂O₃)は多くの問題を引き起こす原因となります。
[赤錆を放置した場合のリスク]
1. 強度低下
赤錆は鉄の金属組織を破壊しながら、内部へと浸食します。
そのため時間経過と共に鉄本体の強度はどんどん低下、軽い接触でも変形・破損が生じる恐れがあります。
製品の部分又は全体的な破損、安全性の著しい低下など深刻な問題が発生してしまいます。
2. 機能性の低下
赤錆が進行する事で流体を運ぶ配管や蓄える製品などは孔が開き、漏水やつまりの原因となります。
また、錆によって寸法精度が悪化、摩擦抵抗の増大や稼働不良を起こす事も…
生産効率の大幅な低下、機能不全など品質や生産性を損なう事態となります。
3. 美観の低下
赤錆は美観(見た目)も美しくありません。
赤錆に覆われた製品や建造物は美観が大きく低下、本来有していた意匠性などの付加価値を損ねる事態となります。
『サビを除去する効果的な方法』
サビを除去(落とす)方法は大きく2パターンあります。
1. 薬品などを使用する化学的な方法
2. 工具などを使用する物理的な方法
二種類のサビを除去する効果的な方法について、詳しく紹介します。
1. 化学的な方法
錆に直接薬品を塗る、製品ごと薬品に漬けるなどして時間を経過させる事で錆を除去する方法です。
ほぼ労力を使わず錆を除去する事ができるのが、最大のメリットとなります。
しかし錆を除去するためには時間が必要となり、広範囲や重度の錆は除去しきれないなどのデメリットがあります。
また薬品残りによる不具合、薬品を使用したことによる母材の変色・溶解などが起こる可能性がありますので、注意が必要です。
[効果的な除去方法]
・専用の錆除去剤
各社メーカーより鉄(鋼)用やステンレス用など様々な錆除去剤が販売されております。
除去可能となる錆の進行具合、必要となる時間、価格もそれぞれ異なります。
錆の状態を確認し、適合する錆除去剤を選定・使用するのが効果的です。
薬品となりますので使用方法や必要となる保護具、使用環境、廃棄方法などメーカー推奨に従い作業を行いましょう。
・クエン酸やお酢
酸性は鉄の錆から酸素を切り離す効果がありますので、軽度の錆を除去する事が可能です。
水に溶かしたクエン酸水溶液を布に染み込ませ錆部分を覆う、霧吹きなどで散布して1時間程度放置。
その後拭き上げる事で軽度の錆は除去できます。
錆が除去しきれない場合は上記の作業を数回繰り返す事で徐々に錆は軽減されます。
拭き残しが無いようにキチンと拭き上げを行わなければ、錆の再発原因となりますので注意が必要です。
・サンポール
トイレ掃除用の酸性洗剤で強力な酸性となるので、クエン酸やお酢と比較してもかなり早い時間で錆を取る事ができると有名です。
※サンポールの使用はあくまで自己責任となり、製品や人体への影響が出る可能性もあるため推奨はしておりません。
2. 物理的な方法
表面の錆を直接サンドペーパー、ワイヤーブラシといった工具などを使用し、研磨する事で除去する方法です。
短時間で確実に錆を除去する事ができるのが、最大のメリットとなります。
研磨を行うため大小はありますが表面に傷を付ける、労力が必要となるなどのデメリットがあります。
[効果的な除去方法]
・サンドペーパーやワイヤーブラシ
錆を直接研磨する事で軽度の錆なら比較的簡単に除去する事が可能です。
サンドペーパーの場合、目の粗さが様々ありますので頑固な錆には粗目から始めて仕上げに細目を使用する事で効率的に除去する事が可能です。
ワイヤーブラシの場合、ブラシの素材が様々ありますので非鉄金属に対し研磨する場合は素材に合わせたブラシを選定する事で「もらい錆」の二次被害を防ぐことが可能です。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
・電動工具
金属製ブラシが高速回転する電動工具を使用する事で、おおよその錆を除去する事が可能です。
金属製ブラシにも様々な素材のものがありますので、もらい錆を防ぐため研磨対象素材に合わせた素材にする必要があります。
短時間で錆を除去する事が可能ですが、完全に除去する事は難しいです。
・ブラスト加工
金属製の研磨材を表面に吹付け表面を研磨するので、錆を完全に除去する事が可能です。
研磨材は様々な素材のものがありますので、研磨対象素材に合わせた素材にする必要があります。
短時間で確実に錆を除去する事が可能ですが、強度の低い製品などは変形や破損などの可能性があるので注意が必要です。
『まとめ』
金属の中でも鉄(鋼)は錆びやすく、酸素と水分に接触する事で錆は発生します。
錆は金属の強度、機能性、美観を大きく低下させる原因となります。
錆を除去する方法には「化学的な方法」と「物理的な方法」があり、それぞれメリットとデメリットがあります。
錆の進行度合いと母材の状態を見極め、除去方法の選定をする必要があります。
また状況によっては化学的な方法と物理的な方法を組み合わせて行う事も効果的です。
錆を除去した後は塗装・防錆油を塗布し、再発防止に努めましょう。
発錆後の早期発見・対応する事で製品は長寿命化します!
『原田鉄工の強み』
原田鉄工では錆の物理的な除去方法である「大型ブラスト設備」、化学的な除去方法の「特殊薬品」
2つの方法で錆を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【ブラスト加工とは何か?基本原理と4つの代表的手法をわかりやすく解説】
https://ja.nc-net.or.jp/company/98405/product/detail/250425
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装に大事な気象条件とは!?天候?湿度?気温?】
塗装を行う時に気を付ける点と言えば脱脂など下地処理の精度、塗料の混合比及び攪拌状態、塗料の付着量などが有名ですよね。
これらも重要ではありますが、まず塗装に取り掛かる前に注意しなければならない事があります!
それが「塗装時の気象条件」です。
塗装環境によっては「天候」、または「気温や湿度」によってそもそも「塗装ができない」とされる条件があるのをご存じでしょうか?
今回は「塗装ができない気象条件」について原田鉄工が詳しく説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装と気象条件の関係』
広く使用されている常温乾燥型の塗料は、塗装時には液体で時間が経過する事で硬化し、強固な塗膜を形成します。
液体だった塗料が硬化するためには、主に2種類の方法があります。
①揮発乾燥
塗料に含まれているシンナーといった溶媒が揮発する事で硬化する方法。
②重合乾燥
溶剤の揮発および熱・酸素・硬化剤などが重合反応(化学反応)を起こす事で硬化する方法。
多くの塗料はこの「揮発」と「重合反応」によって硬化します。
気温が低ければ揮発性は低下し、湿度が極端に低いや高い場合には重合反応の妨げとなる可能性があります。
そのため塗装時には気温や湿度といった気象条件が重要となります。
『屋外塗装時の雨』
塗料が乾くまでの間は基本水濡れ厳禁です。
そのため屋外塗装をする際には塗料が乾燥するまでの間に「雨が降らない」または「雨に濡れない」事を確認しなければなりません。
乾燥中の塗料が雨に濡れてしまった場合、密着不良による剥離、塗料の膨れや変色・艶引け、塗料の性能低下、異物の混入による仕上がり低下など様々な不具合に繋がる可能性が高くなります。
そのため多くの塗装業者は雨天が予測される場合には塗装を中止します。
『塗装の基本!3つの気象条件』
屋内塗装の場合には「塗装をしてはならない」とされる3つの気象条件があります。
①湿度
塗装を行う周辺環境は湿度が85%未満である必要があります。
②気温
塗装を行う周辺環境は5℃以上である必要があります。
③露点温度と表面温度
塗装対象物の表面温度は露点温度より3℃以上高い必要があります。
この3つの条件ですが、最大の目的は「結露を防ぐ」ことにあります!
『結露とは?』
結露とは暑い季節に冷たい水を入れたグラス外にできる水滴、寒い季節に暖かい部屋のガラス内に水滴ができる現象の事です。
一度は体験した事があるのではないでしょうか。
結露は温度差と湿度によって発生します。
まず空気中に含むことのできる水蒸気(水分)の絶対量である、「飽和水蒸気量」は気温によって決まっています。
例)気温:30℃ 飽和水蒸気量:30.3g/㎥
その飽和水蒸気量中の水蒸気の割合が「湿度(相対湿度)」となります。
例)飽和水蒸気量:30.3g/㎥ 水蒸気量:15.15g/㎥ 湿度:50%
キンキンに冷やした0℃のビールをテーブルに置いたとき、ビール周辺の気温は0℃近くまで低下する事となります。
0℃の飽和水蒸気量は4.8g/㎥なので、気温:30℃・湿度:50%の空間にある15.15g/㎥もの水蒸気を保持できません。
その結果、ビールの周りに保持できなくなった水蒸気が水滴となって表れる現象が結露となります。
『塗装時に結露が起こると、どうなる?』
結露は物質の表面に空気中の水蒸気が水滴となって表れる現象です。
状況によって表面に大きな水滴となって表れる場合などは目視でも分かりやすいですが、目視では分からないほどの細かい水滴となっている事もあります。
どちらにせよ塗装物の表面と塗料の間、下塗りと中塗りの間などに水分があることになるので、塗料の性能や仕上がりを大きく損なう結果に繋がります。
塗装前や塗装時に結露が発生した場合、以下のような不良が発生する恐れがあります。
[白化(かぶり)]
塗料が乾燥過程に水分と接触する事で発生する不良です。
水濡れ、結露だけではなく、高湿度の環境下でも発生します。
塗装色が白く変色する、本来あるはずの艶が無くなるといった現象。
[剥離(密着不良、剥がれ)]
硬化した塗膜が剥がれ落ちてしまう不良です。
結露などで表面に水分が付着していた場合、塗料が密着できず発生します。
また水分に塗料がはじかれてしまうなどの不良も起こり得ます。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『塗装時の結露対策』
結露が発生する温度の事を露点温度と言います。
露点温度より気体を低い温度にした時に結露は発生しますので、露点温度より高い状態なら結露は発生しないという事になります。
なので塗装時は露点温度より表面温度が+3℃以上高い必要があるという訳になります。
この露点温度は気温と相対湿度から近似値を割り出すことが可能となります。
塗装前には気温・湿度・塗装対象物の表面温度を計測し、結露が発生しない事を確認する必要があります。
また塗装後、乾燥期間中の結露も不良原因となりますので、塗料の乾燥期間も気象予測などを確認してから塗装に取り掛かりましょう。
専用の測定器などで表面温度や露点温度を計測する事が確実ではありますが…
高価な機械ですので「たまにしか塗装しないしもったいない」という方は、簡単な目安になる方法もあります。
それは「塗装面にセロハンテープを張り付けてみる」方法です。
結露が発生していた場合は油分やゴミなどが付着していない綺麗な表面でも、セロハンテープは密着せず簡単に剥がれてしまいます。
あくまで目安ではありますが、測定器が用意できない場合は塗装前に一度お試し下さい。
『まとめ』
降雨や降雪などの「天候」は、塗装対象物が濡れてしまう環境下だと基本的に塗装はできません。
天候に左右されない屋内塗装では「気温」「湿度」「露点温度と表面温度」この3つが重要です。
これらは全て乾燥中の塗料が水分と接触する事を防ぐためです。
屋外塗装時の降雨や降雪、屋内塗装時の結露。
乾燥中の塗料が水分と接触した場合、塗料は本来の性能を発揮する事ができないので、「塗装ができない」とされます。
梅雨時期などの降雨予測が続く時期は塗装ができない日が続き、大幅に予定工期が延びる可能性もあります。
気象状況を確認しながら、余裕を持った塗装計画を作るようにしましょう。
原田鉄工は80年以上に渡り、塗装についてを研究・施工を続けてきました。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
ブラスト~塗装工場まで全て屋内工場ですので、雨が降っても製品が濡れる心配はありません。
製品の運搬可否はあるかと思いますが、現地で天気を気にしながら塗装を行うより工場で塗装を行った方が早く完了する場合もあります。
もしお困りの際にはお気軽にご相談ください。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
https://ja.nc-net.or.jp/company/98405/product/detail/242966/
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の耐久性を左右する下地処理と塗料選定のポイント】
金属製品の寿命を大きく左右する要素のひとつが「塗装の下地処理」です。
どんなに高性能な塗料を使用しても、下地処理が不十分であれば、数年で塗膜が剥がれたり、錆が再発することがあります。
本ページでは、金属塗装の耐久性を長く維持するために欠かせない「下地処理の重要性」と「塗料選定のポイント」について、原田鉄工の技術をもとに解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ下地処理が重要なのか』
塗膜は、金属を空気や水分、塩分などの腐食因子から守る“防食バリア”の役割を果たします。
しかし、金属表面に油分・酸化皮膜・汚れ・サビなどが残っていると、塗料が密着せず、わずかな隙間から腐食が進行します。
そのため、塗装工程の中でも「下地処理」は最も重要な工程であり、仕上がりの耐久性の約7割を左右するといわれています。
原田鉄工では素材や使用環境に応じて、最適な処理方法を選定しています。
主な下地処理方法には以下のようなものがあります。
・ブラスト処理:金属表面に研削材を吹き付け、サビ・スケール・旧塗膜を除去し、微細な凹凸を形成。塗料の密着力を高める。
・ケレン作業:ワイヤーブラシや電動工具を使用し、部分的なサビや汚れを除去。現場補修などにも有効。
・脱脂処理:洗浄剤や溶剤を用いて油分を取り除き、塗膜の密着不良を防止。
・リン酸塩皮膜処理:防錆力と塗料密着性を向上させる化学処理。鉄系材料に多く採用。
これらの処理を正しく行うことで、塗膜と金属の密着性が飛躍的に高まり、長期的な防食性能を発揮します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『塗料の選定が耐久性に与える影響』
金属塗装に使用される塗料は、用途や環境条件によって最適な種類が異なります。
以下に代表的な塗料と特徴を挙げます。
・エポキシ樹脂塗料:防錆性と密着性が高く、下塗り(プライマー)として多用される。
・ウレタン樹脂塗料:耐候性・耐摩耗性に優れ、屋外構造物や設備に最適。
・フッ素樹脂塗料:紫外線や酸性雨に強く、長期的な光沢保持が可能。
・ジンクリッチペイント(亜鉛リッチ塗料):犠牲防食作用により鉄の腐食を防止。重防食仕様に採用。
これらを「下地処理+塗料の組み合わせ」で最適化することが、長期防食の鍵です。
たとえば、ブラスト処理後にジンクリッチペイントを下塗りし、その上にウレタンまたはフッ素塗料を中・上塗りとして重ねることで、海浜地域や屋外構造物でも20年以上の耐久性を確保できます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『重防食塗装仕様の一例』
一般的な重防食塗装では、以下のような5層構造が採用されます。
防食下地:エポキシジンクリッチペイント(膜厚75μm)
下塗り:エポキシ樹脂塗料(膜厚75μm×2回)
中塗り:ポリウレタン樹脂塗料(膜厚30μm)
上塗り:ポリウレタン樹脂塗料(膜厚30μm)
合計膜厚約300μm近い仕様で、厳しい屋外環境にも対応します。
このような塗膜構成により、金属表面の防食・美観保持・メンテナンスコスト低減を実現しています。
『塗装劣化の主な原因と対策』
長年使用する中で発生する塗膜劣化には、いくつかのパターンがあります。
・チョーキング(白亜化):紫外線による樹脂分解 → 耐候性の高い上塗り塗料で対策
・剥離:下地処理不良・水分侵入 → ブラスト処理と乾燥管理を徹底
・錆の再発:塗膜欠損部からの腐食 → 局所補修と定期点検が重要
・変色・ツヤ引け:環境汚染物質や熱影響 → 上塗りの材質選定で対応
塗装仕様を決定する際には、**使用環境(屋外/屋内、湿度、塩害、薬品など)**を十分に考慮することが重要です。
【変色?時間経過による塗膜の劣化について】
https://zc1.campaign-view.jp/ua/viewinbrowser?od=3za5d769fea8002e9c31b83c814d556f2898f0a35241558fe32586041800b52b1a&rd=113dc134c6e2687&sd=113dc134c6e2677&n=11699e4be84f0f9&lkd=113dc134c6e23e4&mrd=113dc134c6e2661&vm=y
『原田鉄工の取り組み』
原田鉄工では、鉄・アルミ・ステンレスなど各種金属に対し、最適な下地処理と塗装仕様を提案しています。
ブラスト、脱脂、重防食塗装など、工程ごとに専門スタッフが品質を管理。
塗装前後の環境条件の確認、膜厚・外観検査を実施し、安定した品質を維持しています。
また、塗料メーカーと連携した試験データの共有により、最新の防錆技術にも対応しています。
「長期耐久性」「美観性」「コストバランス」を兼ね備えた塗装仕様のご提案が可能です。
『まとめ』
金属塗装の寿命を決めるのは、塗料そのものよりも“下地処理”の品質です。
確実な脱脂・ブラスト・プライマー処理を行い、適切な塗料を組み合わせることで、長期的な耐食性を確保できます。
塗装トラブルを防ぎ、設備の寿命を延ばすためにも、施工段階からの技術的サポートが欠かせません。
原田鉄工では、用途・環境・コストに応じた塗装仕様のご相談を随時承っております。
塗装に関する技術的なご質問やお見積りのご依頼は、ぜひお気軽にお問い合わせください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト加工業者・メーカーの決定版|原田鉄工が教える素地調整と重防食塗装のすべて】
金属製品の長寿命化や高品質な塗装を実現するために欠かせないのが「ブラスト加工」です。
しかし、ブラスト加工を依頼する際、「どの業者を選べばよいのか」「どのような規格があるのか」と悩まれる方も少なくありません。
本記事では、広島を拠点に創業80年以上の歴史を持ち、中国地方最大級の設備を誇るブラスト・重防食塗装のスペシャリスト「原田鉄工株式会社」の知見をもとに、ブラスト加工の基礎知識から、業者選びのポイント、最新の施工事例までを徹底解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. ブラスト加工とは?塗装の寿命を左右する「素地調整」の重要性
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を金属表面に高速で衝突させ、表面を加工する技術です。
塗装業界では、塗装前に行う表面清浄化作業を「ケレン(素地調整)」と呼びますが、ブラストはこのケレン作業の中で最もグレードの高い手法とされています。
『なぜブラスト加工が必要なのか?』
どれほど高性能で高価な塗料を使用しても、土台となる金属表面にサビや酸化被膜(ミル スケール)、汚れが残っていれば塗膜は数年で剥がれ落ちてしまいます。
統計によれば、「塗膜寿命の約50%〜80%は素地調整(ケレン)の品質で決まる」と言われています。
ブラスト加工を行うことで、以下の3つの決定的効果が得られます。
①徹底した異物除去: サビ、黒皮、旧塗膜、目に見えない塩分や油分を完全に除去し、純粋な金属素地を露出させます。
②アンカー効果の付与: 表面に微細な凹凸(粗面)を形成することで、塗料が「くさび」のように食い込み、驚異的な密着力を生みます。
③製品寿命の延長: 腐食の原因を根本から絶ち、強固な塗膜を形成することで、メンテナンス周期を劇的に延ばし、トータルコストを削減します。
2. ブラスト加工の種類と方式
ブラスト加工には、使用する動力や研磨材によっていくつかの方式があります。
製品の形状や目的に応じて最適な方法を選択することが、メーカーとしての技術の見せ所です。
『代表的な4つの方式』
・エアーブラスト(乾式): コンプレッサによる圧縮空気で研磨材を噴射します。ノズルを自在に操れるため、大型構造物や複雑な形状、タンク内部の施工に最適です。原田鉄工ではこの方式を主力としています。
・ショットブラスト(機械式): 羽根車(インペラ)の遠心力で研磨材を投射します。定型品の大量処理に向いていますが、複雑な凹凸への対応には限界があります。
・ウェットブラスト(湿式): 水と研磨材を混合して噴射します。粉塵が少なく精密な加工が可能ですが、施工後のサビ管理が難しく、特殊な精密部品に用いられます。
・バキュームブラスト(吸引式): 噴射と同時に回収を行う方式で、粉塵を嫌う現場工事などで使用されます。
『研磨材(メディア)の使い分け』
・グリットブラスト: 鋭角な鉄の粒子を使用。研削力が極めて高く、重防食塗装の下地に最適です。
・サンドブラスト: 砂やセラミックを使用。クリーニングや梨地仕上げに適しています。
・ガラスビーズブラスト: 表面を傷つけすぎず、美しい光沢やバリ取り、ステンレスの仕上げに用いられます。
3. 国際規格(ISO/SSPC)とケレン区分
ブラスト業者に依頼する際、重要になるのが「清浄度」の規格です。原田鉄工では、国内外の厳しい規格に対応した施工を行っています。
『ケレンの分類』
・第1種ケレン(ブラスト法): 完全に金属光沢を露出させる最高グレード。船舶や橋梁など、過酷な環境下の構造物に必須です。
・第2種ケレン(電動工具): ディスクサンダー等を使用。ブラストが困難な部位などに用いられます。
『国際的なブラスト規格』
・ISO規格(Sa3 / Sa2.5 / Sa2): 世界的に普及している規格。Sa3は完全に不純物がない状態を指します。
・SSPC規格(SP5 / SP10 / SP6): アメリカの鋼構造物塗装協会が定める規格。海洋プラントや重工業分野で広く用いられます。
原田鉄工ではこれらの規格に基づき、熟練の専門検査スタッフによる徹底した品質管理を行っています。
4. ブラスト加工メーカーとしての「原田鉄工」の強み
広島から全国へ、高品質なブラスト・塗装を提供する原田鉄工には、選ばれる理由があります。
『中国地方最大級の大型設備』
幅7m × 奥行10m × 高さ3.5mの大型ブラストルームを2基完備。
10トンまでの大型製缶品や、10mを超える長尺物にも対応可能です。
さらにグリットブラスト用とサンドブラスト用の専用室を分けることで、材質に合わせた最適な処理をスピーディに行います。
『ブラストから塗装までの一貫施工』
ブラスト後の金属表面は非常に活性化しており、放置すると数時間で「戻りサビ」が発生します。
原田鉄工では、ブラスト設備と塗装工場を併設。
「ブラスト後4時間以内のプライマー塗装」を鉄則としており、理想的な防食性能を確保します。
『80年の実績が支える「重防食塗装」』
海上や水中といった過酷な環境で使用される構造物の保護を専門としてきました。
エアレス塗装機を駆使し、規定の膜厚をムラなく管理する技術は多くのインフラ・プラントメーカーから高い信頼を得ています。
ステンレスへの特殊塗装やアルミの剥がれない塗装など、難易度の高い素材にも対応可能です。
5. ブラスト加工の施工事例と対応範囲
原田鉄工では、多種多様な業界の製品を扱っています。
・橋梁、土木:橋桁、鉄骨、重機、設備、防護柵、海上または海中構造物。
・プラント設備:タンク、配管、サポート、圧力容器、フレーム、架台、鋼構造物。
・造船、海洋:船体部品、甲板設備、海中構造物。
・産業機械:建設機械部品、産業機械部品、搬送装置、駆動部品、大型構造物。
・インテリア:装飾品等の特殊梨地仕上げ、美装塗装。
手動式エアーブラストを採用しているため、複雑な溶接構造物や機械では届かない「内径部や隅肉部」まで余すことなく熟練の職人が1点1点丁寧に施工します。
6. ブラスト業者選びで失敗しないためのポイント
信頼できるブラストメーカーを選ぶには、以下の3点を確認することが重要です。
①設備規模と対応重量: 依頼したい製品が無理なく入るか、クレーン容量は十分か。
②塗装までの一括対応: 運送コストの削減だけでなく、ブラスト直後の塗装が可能かどうかが品質の鍵です。
③規格への理解と検査体制: ISOやSSPCといった規格に準じて対応、適切な検査データ(膜厚・環境管理・使用した塗料の詳細情報などを含めた塗装報告書)を提出できるか。
原田鉄工はこれらすべての条件を満たし、お客様の製品に「最高の鎧」をまとわせるお手伝いをいたします。
7. まとめ:広島のブラスト・塗装なら原田鉄工へ
ブラスト加工は完成してしまえば目に見えない工程です。
しかし、その「目に見えないこだわり」こそが、製品の価値を決め社会インフラの安全を守ります。
「サビを完全に落としたい」「塗装を長持ちさせたい」「大型品の処理に困っている」といったお悩みがあれば、ぜひ原田鉄工株式会社へご相談ください。
創業より培った経験と最新の大型設備、そして徹底した品質管理で、お客様の期待を超える仕上がりをお約束します。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
-------------------------------------------------------------------------------------------------
お問い合わせ・お見積りはこちら
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
対応エリア:広島を中心に全国対応(大型品輸送もご相談ください)
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の専門業者が教える|長持ちする塗装を実現する重防食塗装メーカー原田鉄工】
金属製品や鋼構造物の寿命を左右する最も重要な要素、それが「塗装」です。
しかしどんなに高性能な塗料を使用しても、塗装前の下地処理が不十分であれば本来の性能を発揮できません。
広島県で創業80年、塗装業者として橋梁・プラント・船舶など過酷な環境下で使用される構造物の重防食塗装を専門に手がけてきた原田鉄工株式会社が、長寿命化を実現する塗装技術と業者選びのポイントをご紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『塗装業者とメーカーの違い|一貫生産体制の強み』
塗装業界には大きく分けて「塗装のみを行う業者」と「製缶から塗装まで一貫対応できるメーカー」の2種類が存在します。
原田鉄工は後者に属し、設計・製缶加工・機械加工・ブラスト・塗装・据付けまで自社で完結できる一貫生産体制を持つメーカーです。
一貫生産体制のメリットは外注コストの削減、工程管理の効率化、品質の均一化にあります。
特に塗装において重要なのが、ブラスト処理後4時間以内にプライマー塗装を行うという鉄則です。
外注業者に依頼する場合、運搬時間や工程調整の問題でこの時間を守ることが困難ですが自社で一貫対応できるメーカーであれば迅速な処理が可能となり、塗装の密着性と耐久性が飛躍的に向上します。
『塗装の寿命を49.5%も左右する素地調整の重要性』
塗装業者やメーカーを選ぶ際、最も注目すべきポイントは「素地調整(下地処理)の品質」です。
実は塗料の種類は塗装寿命にわずか4.9%、塗り回数は19.1%の影響しかありませんが、素地調整の違いは49.5%もの影響を与えることが実証されています。
つまりいくら高性能な塗料を何度も塗り重ねても、下地処理が不十分であれば数年で剥離してしまう可能性があるということです。
逆に、適切な素地調整を行えば、塗装の耐用年数を2倍以上に延長することも可能です。
『1種ケレンと2種ケレンの決定的な違い』
塗装業者が行う素地調整には、1種から4種までのケレン方法があります。
原田鉄工が専門とする1種ケレン(ブラスト処理)は最高グレードの処理方法で、表面に付着した錆や塗膜などの異物を95%以上除去し、清浄化された鋼材の素地を露出させます。
一方、多くの塗装業者が採用する2種ケレン(電動工具処理)では、工具の入らない狭い場所や平滑面で全ての付着物を除去できず、密着の悪い付着物だけを除去する処理にとどまります。
業者によって加工精度が大きく異なり、本来除去すべき付着物の上に塗装を行ってしまうと早期剥離などの不良が発生します。
重要構造物や長期使用を前提とした製品には、1種ケレンを実施できる専門業者・メーカーを選ぶことが不可欠です。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『ブラスト処理で実現する塗装の長寿命化』
原田鉄工は中国地方最大級の大型エアー式ブラスト装置を2基完備し、敷地面積3,700㎡、塗装場面積650㎡という広大なスペースで、あらゆるサイズの製品に対応可能な塗装専門メーカーです。
グリットブラストとサンドブラストを常用研磨材として使用し、加工対象物の素材・形状・目的に応じて最適な研削材を選定します。
ブラスト処理の最大の効果は、研削材の衝突によって形成される微細な凹凸(アンカーパターン)が、塗料の機械的結合力を高め、剥離や浮きを防止することです。
国土交通省の基準においても重防食塗装にはブラスト処理が推奨されており、橋梁・プラント・船舶など過酷な環境下で使用される構造物には不可欠な工程となっています。
『重防食塗装の専門メーカーとしての技術力』
原田鉄工の防錆部では、長年にわたりブラスト処理と重防食塗装の研究開発に取り組んできました。
重防食塗装とは、海上・海中・化学プラントなど特に厳しい腐食環境下で使用される構造物に施される高耐久性塗装のことです。
塗装メーカーとして重要なのは、単に塗料を塗るだけでなく、環境条件・素材特性・使用目的に応じた最適な塗装仕様・耐久力を実現できる経験と技術力です。
原田鉄工では多様な塗料を取り扱い、創業80年の経験と知識で最適な塗料選定、仕様選定を行い、徹底的な環境管理のもと塗装を進めています。
『塗装業者が守るべき環境管理基準』
プロの塗装業者・メーカーは、塗装環境の管理を徹底しています。
広く使用されている常温乾燥型の塗料には、一般的に3つの環境条件があります。
①気温5℃以上である。
低温環境では塗料の硬化に通常以上の時間がかかり、ゴミやホコリの付着リスクが高まります。
逆に35℃を超える高温では乾燥が早すぎて仕上がりが悪くなるため、夏用シンナーなどで調整が必要です。
②湿度(相対湿度)85%未満である。
高湿度では塗料中の水分や溶剤が気化しにくくなり、乾燥が遅れるだけでなく、塗膜が白く濁る「白化」、光沢がなくなる「艶引け」など仕上がりや塗膜性能に大きな悪影響を及ぼします。
最も重要なのが結露対策です。
③表面温度が露点温度より3℃以上高い状態を保つ。
結露した表面へ塗装すると「白化」「フクレ」「密着不良」「剥離」など致命的な不良が発生します。
『ISO規格・SSPC規格に準拠した品質管理』
信頼できる塗装業者・メーカーを見極める重要な指標が、国際規格への準拠です。
原田鉄工では、ブラスト処理で広く使用されている「ISO規格」と「SSPC規格」に準拠した施工を行い、作業方法や検査方法を細かく管理しています。
素地調整に関してはISOでは6種類、SSPCでは16種類もの規格に分類されており、お客様の要求仕様に応じて最適な規格での施工を実施します。
施工後は表面粗度計での測定、目視検査による除錆度確認を行い、品質を保証します。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
『塗装業者・メーカー選びの5つのポイント』
信頼できる塗装業者やメーカーを選定する際は、以下の5つのポイントを確認しましょう。
第一に、ブラスト設備を保有し1種ケレンに対応できるかです。
これが塗装品質の基盤となります。
第二に、一貫生産体制を持っているかです。
ブラスト後の迅速な塗装が可能な体制は品質向上に直結します。
第三に、ISO規格やSSPC規格など国際規格に準拠した品質管理体制があるかです。
客観的な品質保証の証となります。
第四に、豊富な施工実績と専門資格を持つ技術者が在籍しているかです。
防錆管理士・塗装技能士などの有資格者がいる業者なら安心です。
第五に、塗料選定から施工、アフターフォローまで総合的にサポートできる経験と技術力があるかです。
長期的なパートナーとして信頼できる業者を選びましょう。
『広島の塗装専門メーカー原田鉄工の強み』
原田鉄工は昭和24年の創業以来、工業用機械装置の設計・製作、各種製缶加工、サンド・グリットブラスト施工、重防食塗装施工を手がけ、既製品にない1品ものを作り続けてきました。
80年の長い経験の中で磨き上げた技能とノウハウにより、お客様のニーズに最適な製品を創出し、より良い社会の実現に貢献しています。
大型仕上定盤2基(3.6×6.4m、2.4×9.0m)と天井クレーン17基(最大10t)を備えた製缶スペース、中国地方最大級のブラスト設備、そして650㎡の塗装場により、小型部品から大型構造物まで幅広く対応可能です。
広島市西区観音新町に位置し、アクセス条件が良好なため、中国地方全域からのご依頼に迅速に対応できます。
現地調査から図面作成、製缶、ブラスト、塗装、据付けまで一貫してサポートし、お客様の困ったを良かったに変えるソリューションを提供します。
『まとめ|長持ちする塗装は業者選びから』
塗装の品質と耐久性を決定づける最も重要な要素は素地調整です。
高性能な塗料を使用するよりも、1種ケレン(ブラスト処理)による適切な下地処理を行うことが、塗装寿命を大幅に延長する鍵となります。
塗装業者やメーカーを選ぶ際は、価格だけでなく、ブラスト設備の有無、一貫生産体制、品質管理体制、施工実績、技術力を総合的に評価することが重要です。
原田鉄工株式会社は、創業80年の確かな技術力と中国地方最大級の設備を持つ塗装専門メーカーとして、お客様の製品を長期間保護し、美しく仕上げることをお約束します。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【大型サンドブラスト処理の技術と品質基準|ISO・SSPC規格に準拠した重防食下地処理】
広島で大型構造物のサンドブラスト・重防食塗装を一貫施工する原田鉄工です。
「塗装の寿命は、すなわち製品の寿命である」を掲げ、創業80年以上の経験に基づいた高品質な素地調整(下地処理)を提供します。
本記事では、塗装の密着性を飛躍的に高める「アンカーパターン」の形成技術や、国際規格(ISO 8501-1 / SSPC)に基づいた厳格な除錆度管理について詳しく解説します。全天候型の大型屋内ブラストルーム(高さ4m×幅6m×奥行10m)を完備し、雨天時でも戻り錆を徹底防止。大型プラント部材や鋼構造物の長期防食を実現します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
1. 塗装寿命を左右する「素地調整」の重要性
塗装工程において最も重要なのは、実は「塗料の種類」ではなく、塗装前の「素地調整(下地処理)」です。
どれほど高機能な重防食塗料を使用しても、表面にサビや酸化被膜(ミルスケール)が残っていては、塗膜は早期に剥離します。
サンドブラストはこれらの不純物を物理的に除去し、表面に微細な凹凸(アンカーパターン)を形成することで塗料の「投錨効果」を引き出し、密着力を最大化させる最高グレードの工法です。
2. 原田鉄工の大型サンドブラスト設備と特長
当社では、広島県内でも有数の「全天候型・大型ブラストルーム」を完備しています。
『対応サイズ』
高さ4m × 幅6m × 奥行10m(最大対応重量 10t)
『直圧式(加圧式)ブラスト』
DIY用とは異なる圧倒的な研削力を誇り、厚い黒皮や旧塗膜も根こそぎ除去します。
『屋内施工』
湿度・温度を管理された屋内環境で施工するため、大気中の湿気による「戻り錆」を発生させず、常にクリーンな素地を提供します。
3. 国際基準(ISO・SSPC)に基づいた品質管理
世界基準の重防食仕様に対応するため、JIS規格のみならず国際規格に基づいた施工・管理を行っています。
・ISO 8501-1:Sa 2.5(準白金属ブラスト洗浄)に対応
・SSPC-SP10: Near-White Blast Cleaningに対応
施工後の清浄度確認はもちろん、粗さ測定計によるアンカーパターン深さの計測など、エビデンス(施工記録)に基づいた品質保証を徹底しています。
4. アルミ・ステンレス等、非金属への施工にも対応
当社では主に従用研削材として、非金属系研削材「ネオブラスト(フェロニッケルスラグ)」を採用しています。
鉄粉を含まないため、アルミやステンレス製品への施工においても「もらいサビ」の心配が一切ありません。
異種金属との接触を嫌うプラント部材などの下地処理にも最適です。
5. よくあるご質問(Q&A)
Q:研削材の指定は可能ですか?
A:はい、可能です。ただし特注材の調達や入れ替え工数により、常用材(ネオブラスト)よりコストは増加いたしますが、柔軟に対応いたします。
Q:サンプル施工はお願いできますか?
A:もちろんです。大型製品の歪み確認や仕上がりの比較検討など、お気軽にご相談ください(一部実費負担あり)。
Q:最短納期は?
A:製品形状によりますが、入荷後「最短翌日〜2週間」を目安としています。図面をいただければ即時お見積りいたします。
6. まとめ
広島を拠点に、大型ブラストから重防食塗装まで。
80年以上の歴史で培った「確かな品質」で、お客様の製品寿命を最大化させます。
大型構造物の下地処理・塗装にお悩みの方は、ぜひ原田鉄工へお問い合わせください。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎アンカー効果(投錨効果/ファスナー効果)
接着剤や塗料などの流動性が高い物質が表面にある微細な凹凸に入り込み、硬化する事で釘や楔のように引っかかり密着性が向上する原理。
素地調整で行う研磨・目粗し作業は表面積の増加とこのアンカー効果を期待して行われています。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【保全担当者必見】鋼構造物の寿命を原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 塗装は「色を塗る」ことではない
多くの現場で、塗装は「古くなったから綺麗にするもの」と思われがちです。
しかし産業設備や公共インフラにおける塗装の本質は、見た目以上に「構造物そのものの寿命(資産価値)を維持すること」にあります。
適切な塗装メンテナンスを怠れば、鋼材は酸素と水によってまたたく間に腐食し、最終的には「造り替え」という莫大なコストを招くことになります。
2. 塗装が果たす「3つの決定的な役割」
塗装には、大きく分けて以下の3つの目的があります。
① 保護:腐食という「病」から鋼材を守る
これが最も重要な役割です。
鋼材を外気から遮断し、サビの発生を物理的に封じ込めます。
重防食塗装の世界ではこの「保護膜」をいかに強固に、かつ長く維持させるかが技術の核心となります。
② 美観:企業の信頼と地域の景観を形作る
工場の外観や橋梁の色彩は、企業のブランドイメージや周辺環境との調和に直結します。適切な光沢や色相を維持することは、資産を大切に管理しているという「信頼の証」でもあります。
③ 機能:目的に応じた「付加価値」を与える
遮熱、防汚、耐薬品性など、塗料には特定の課題を解決する機能を持たせることができます。
環境に合わせた最適な機能を選定することで、運用コストの削減も可能になります。
3. 「延命化」がもたらす圧倒的なコストメリット
「サビが出てから塗る」のではなく、「サビる前に守る」という予防保全の考え方が、ライフサイクルコスト(LCC)を劇的に下げます。
高品質な下地処理(ブラスト)と最適な塗料選定を組み合わせることで、塗り替え周期を5年、10年と延ばすことができれば、数十年単位でのメンテナンス費用は数千万円単位で変わることも珍しくありません。
💡 塗装の役割と「失敗しない仕様選定」の詳細はこちら
なぜ塗装が剥がれるのか、環境ごとにどのような塗料を選ぶべきか、といったより深い専門知識については、弊社公式サイトの技術解説ページにて詳しく公開しております。
「とりあえず塗る」から「資産を守るための投資」へ。
仕様検討の際の判断基準としてぜひご活用ください。
▼ 塗装の役割と目的(詳細解説ページ)
https://harada-tekkou.co.jp/pages/73/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】
https://harada-tekkou.co.jp/pages/72/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp


