【業界・用途】
自動車 建設機械 ドアミラー検査治具
【加工方法】
5軸複合加工機 DMU65MB DMG MORI
【数量・ロット】
LR1セット~
【形状・サイズ】
複雑形状 50mm×100mm×200mm
【材質】
アルミ A5052
【特徴】
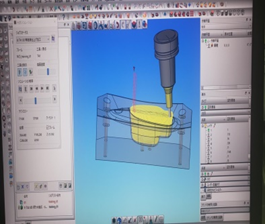
自動車ドアミラーの湾曲した複雑な形状を再現し、
不安定な曲面を固定するために三次元形状の受け治具を製作し、
しっかりクランプするために五軸加工機を用いて、3D加工をしています。
その他、自動車外装内装検査治具にも対応可能です。
☆コロナによる世界恐慌が予測される中、呉匠はピンチをチャンスと
捉え、この時期にあえてチャレンジを続けてまいります。
ご質問や、問い合わせがございましたらいつでも受け付けて
おります。

複合旋盤やマシニングセンタ・インデックスを用いてスクリュー形状を3D加工します。
写真は、樹脂成型品のチップコンベア用スクリューです。
φ350前後、1000L程まで対応致します。
A2017シリンダー部品を旋盤加工後、MCで内径にピンホールを空ける。
バリ厳禁のため、バリを発生させない加工方法。
写真は一部をワイヤーカットで切断したカットモデルです。
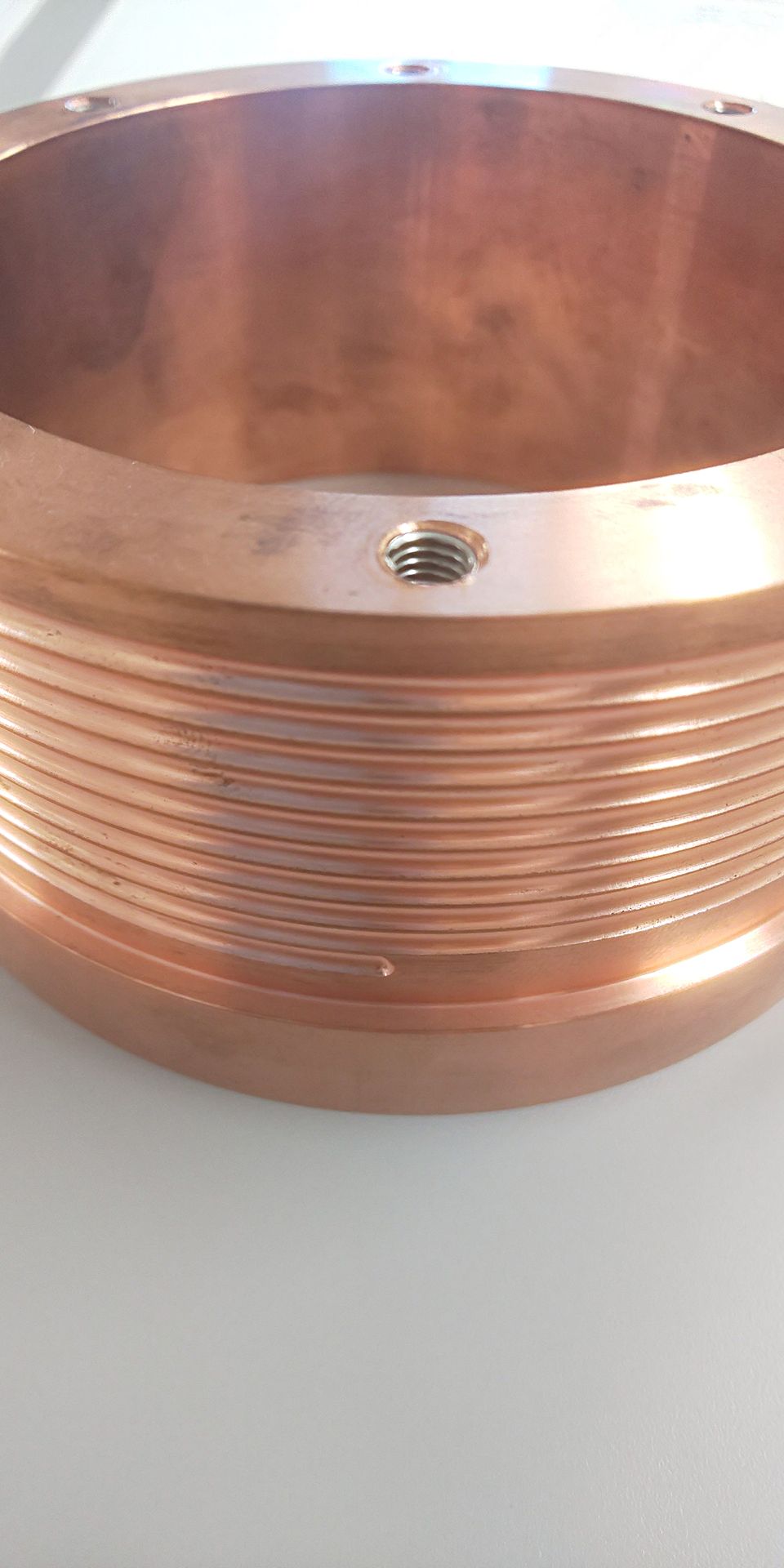
無酸素銅を無垢の丸棒から複合旋盤で削りだし、続けざま同時加工にて外周に螺旋溝加工、端面にタップ穴加工をします。
タップ箇所にはヘリサートを挿入致します。
写真の製品はサンプルとして弊社で長期飾っているのでサビが目立ちますが、実際に納める製品は外観も求められます。
その為、加工・検査後にスコッチブライトにてサビや黒ずみを落として洗浄し、そこからは一切素手で触らず梱包致します。
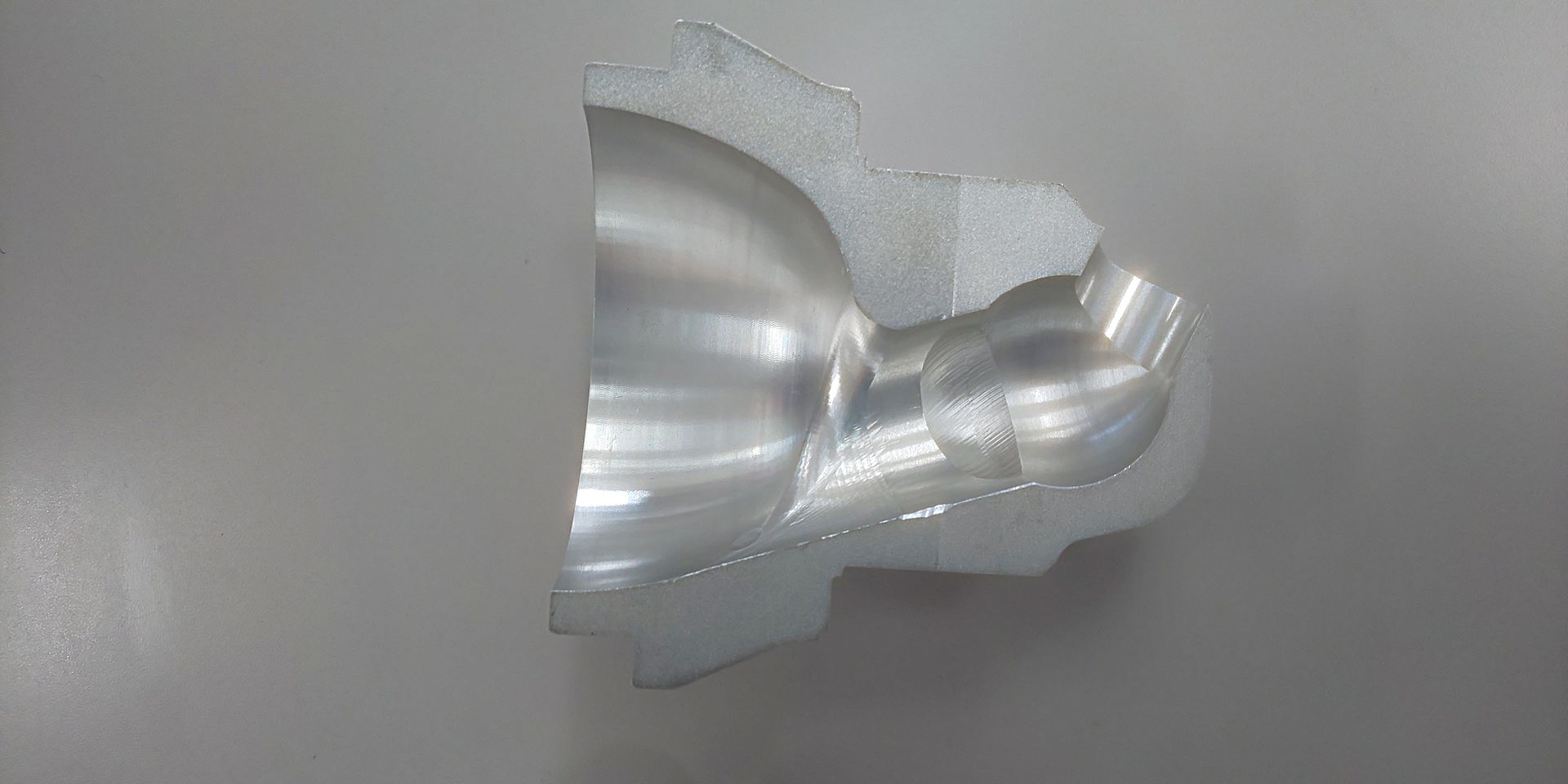
プラント用配管部品をA5052から削り出し。
複合旋盤により角度付きの穴明け、配管途中の球形状も同時加工。
写真は、内部構造を分かり易くワイヤーカットで切断した断面です。
検査室、専属の検査員もおり、角度やR寸法、外径形状等は輪郭形状測定機により精度保証。
光学機器用の精密削り出し、アルミブロック多面加工。
五軸マシニングによりワンチャックで多面を同時加工し、各面同士の相互精度を確保。
段取り工数も大幅に削減。

自社でCADでデザインし真鍮から削り出し、パラジウムメッキを施しキセルを作製。
実際に吸えます。
三分割構造にすることでメンテナンス性も良好。
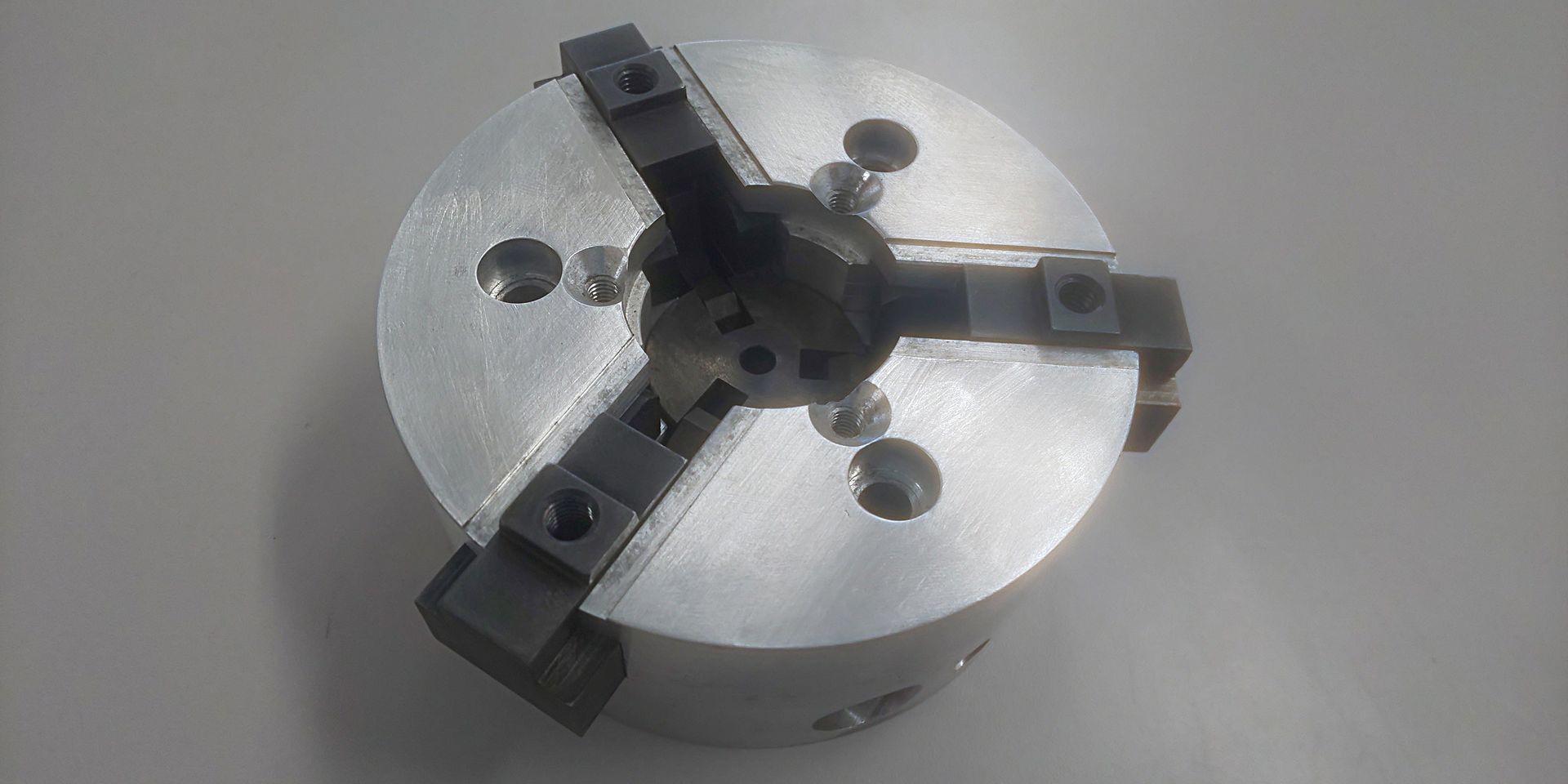
自動車部品生産ラインに組み込まれる搬送用ローダーチャックです。
ボディはアルミ、爪は鉄製で、設計から製作まで行っています。
CAD専属の社員がおり、仕様がほぼ明確であれば設計から製作、組立までさせて頂きます。
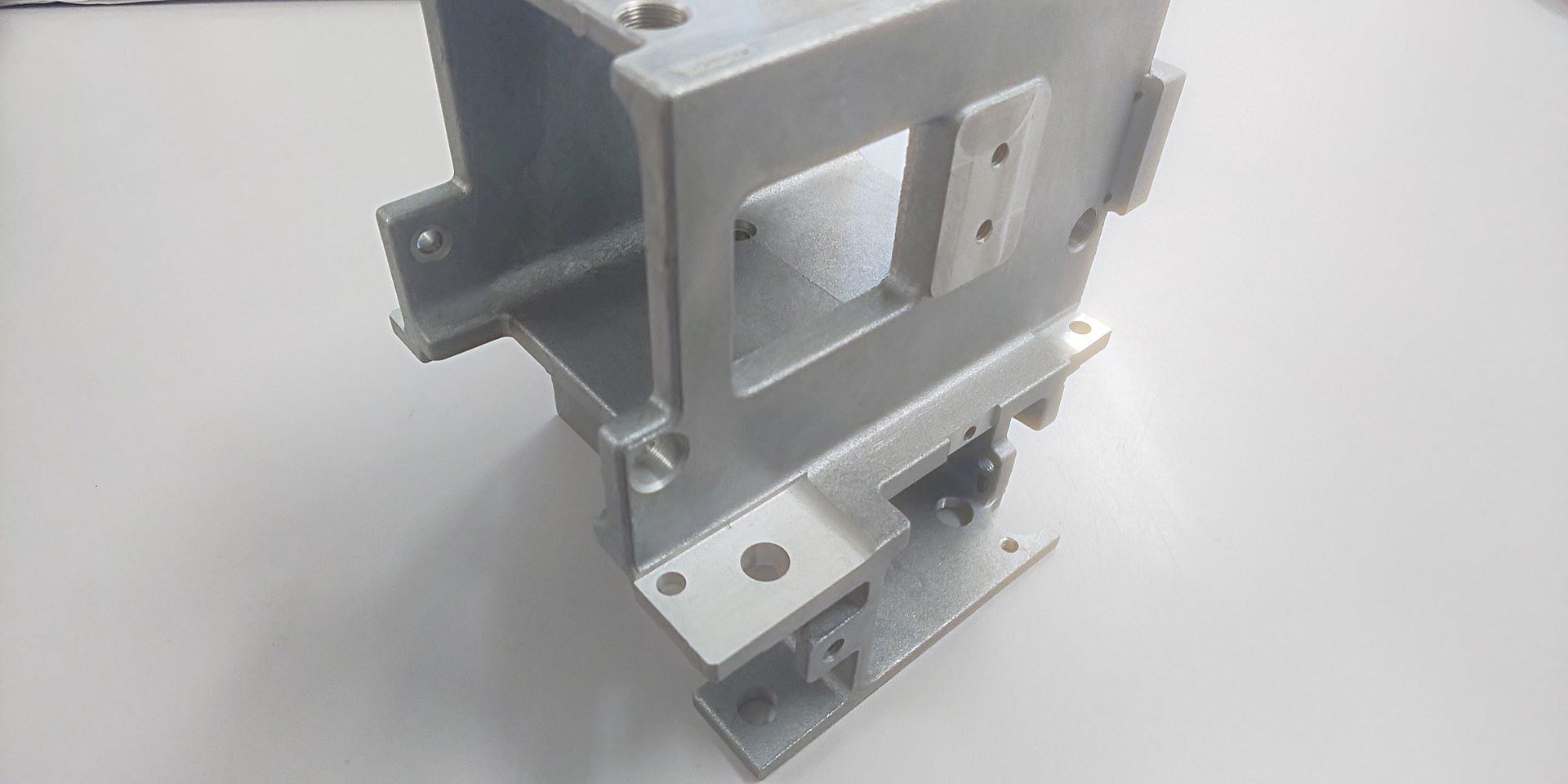
アルミ鋳造素材から基準をとり、複数面へ加工をします。
それぞれの面同士の位置関係精度が求められる製品です。
中には裏ザグリの加工も含まれております。
無酸素銅C1020製の電極部品です。
ブロック状素材の6F加工から始まり、ワイヤーカット、3Dマシニング加工、放電加工の工程を経て形にしていきます。
タップ箇所にはヘリサートを挿入します。
カッターマークやワイヤーカット目の残りは厳禁なので、最後は人による手仕上げで磨いていきます。
一度だけ発注が海外に流れた事がありましたが、この手仕上げの程度によって矢張り弊社の方が製品としてのスペックが良いとの要望で、結局その後も継続的に弊社へ発注頂いているという経緯のある製品です。

アクリルブロックから3Dマシニング加工で削りだしたパイプ部品です。
装置内を流れる二種の流体がこの部品の箇所で合流し、構想通り綺麗に混ざり合うかを目視で確認するため透明にした試験用の特注部品です。
弊社ではこの様な単品・スポットでの特注品製作も得意としています。

パイプ曲げ加工に使用する金型を長年製作させて頂いております。
(写真は曲げ金型をイメージしたPR用サンプル品です。)
SKD11にパイプ形状を3Dマシニング加工やNC複合旋盤のミーリング加工で彫り込んでいき、真空焼入れで硬度を上げます。
パイプを確実にクランプする為にはパイプ形状の径を1/100mm単位の精度で加工する技術が必要になります。
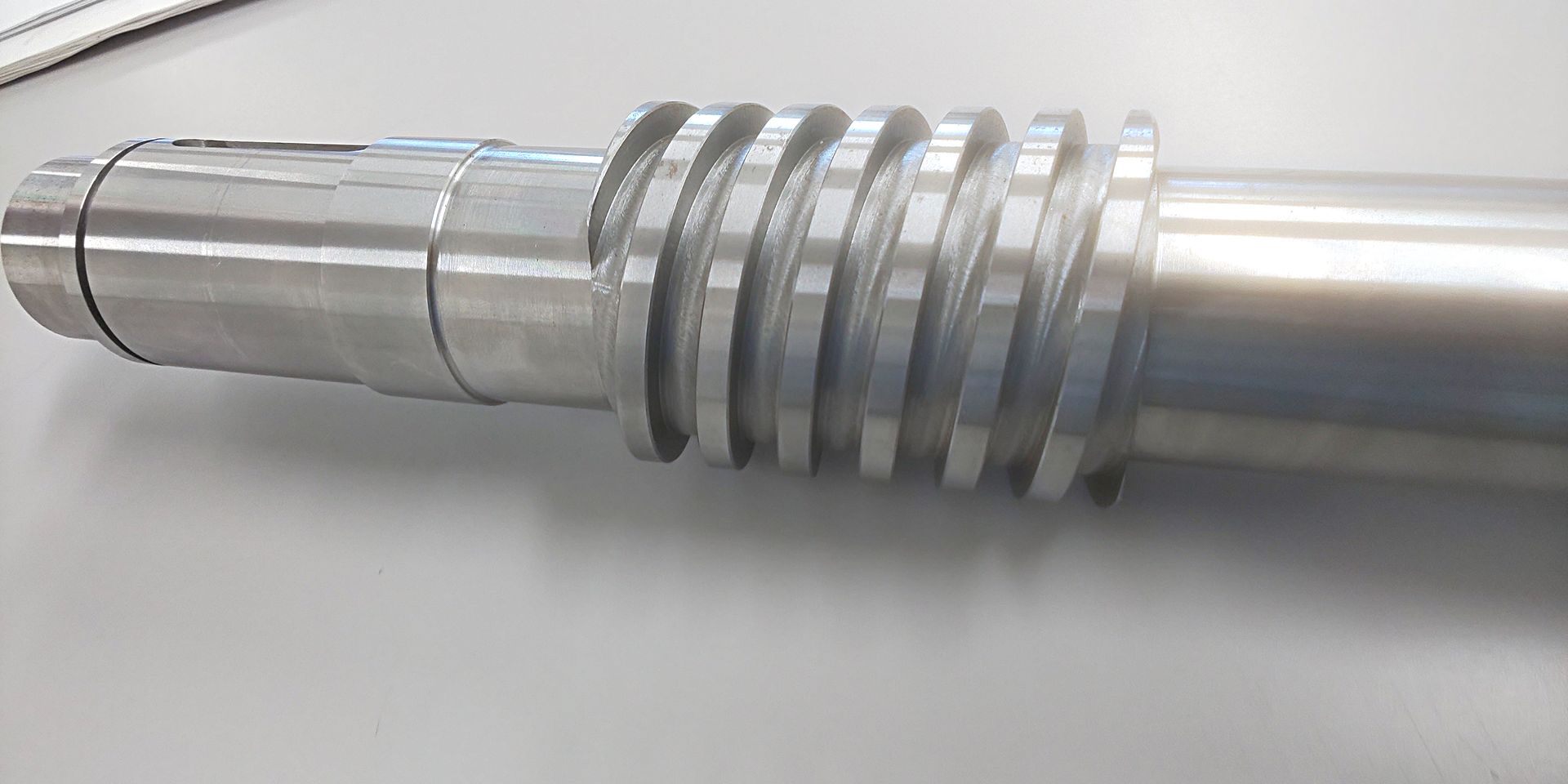
船舶部品のシャフトです。
複合旋盤のミーリング加工により外径キー溝と、螺旋形状を加工しております。
外径は円筒研磨で仕上げております。
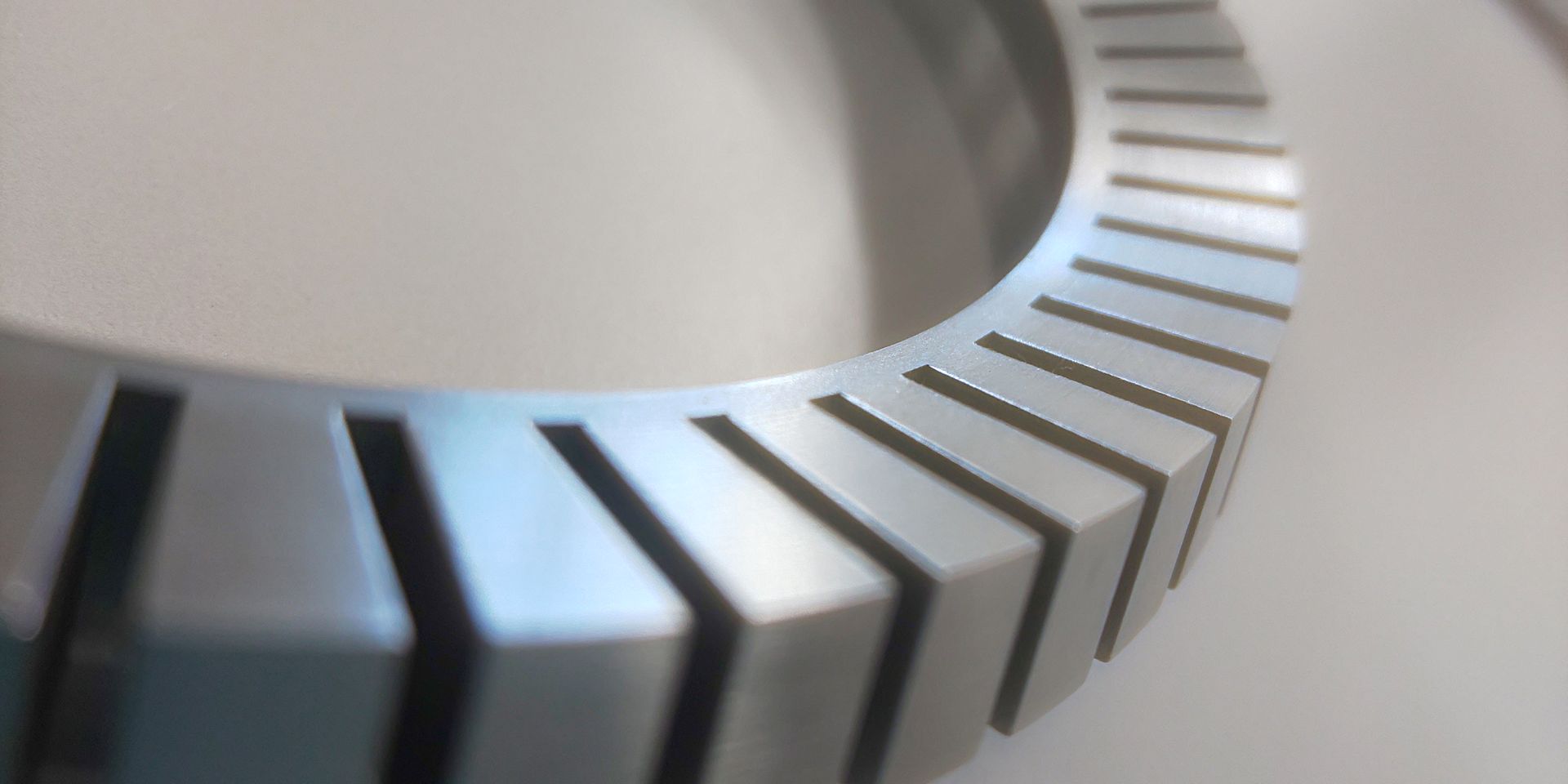
SUS310をNC旋盤で厚み1.7へ薄肉加工し、外径のスジ割りはマシニングにメタルソーとインデックスを取り付けて行う。

船舶用品の部品です。
真鍮パイプを複合旋盤で加工し、側面に開口部を設けています。

大型の装置をクレーンで吊り上げる為の吊り金具です。
上部のアイボルトを回すことで三箇所の鋼球が出入りし、相手物に噛み合ってロックがかかり安全に吊り上げることが出来ます。
この製品は製作だけでなく、設計から社内で行っております。
弊社は専属の設計担当スタッフがおり、3DCADを利用してこの様な治工具類の設計からも対応が可能です。
半導体製造設備向けの部品です。
アルミの6F材から加工しております。
外観面でもかなり厳しく傷は許されないので、加工時に切粉が製品と当たって傷つかないようなプログラムを組んで最終仕上げの手間を軽減しています。
弊社は各種アルミ類の材質も対応しております!

新型自動車のドアを試作する際に、部品同士の干渉など無く設計通り開閉するか試験する為の治具です。
こちらは3DCADを用いて弊社で治具の設計も行い、
設計⇒図面化⇒材料手配⇒加工⇒メッキ⇒組立⇒検査⇒納入
と、一貫して弊社で手配・管理致しております。
写真はその治具の一部、ドアのハンドルが取り付く部分です。
ドアハンドルはプラスチックの爪でボディパネルに留めてあるため、その状態を再現すべく治具も実際のボディパネルと同じ厚みにマシニングセンタで3D加工しています。

M36のボルトのネジ切り加工です。
NC旋盤を使用して各種ボルトの製作、1本から対応しております!
各種材質も対応しております!

工業用スプレーノズルの一部の部品です。
複合NC旋盤を用いてテーパー加工面に対して垂直な穴を円周上に6カ所あけております。
また、耐圧部品のためシール面の面粗度や傷やバリには厳しく、機能を果たすためには寸法だけでなく外観も徹底的な検査が求められます。

某自動車メーカー様向けのデファレンシャルギヤ試作加工です。
鋳物素材を支給頂き、NC複合旋盤にて加工しております。
車が走行時にプロペラシャフトとドライブシャフトが高速で回転するので、サイドギヤ当たり面の位置精度と面粗度が特に重要になります。
当たり面は光明丹を使い、当たりの割合を目視で確認します。
およその大きさは過去の実績では外径φ150×全長150以内のものが多いですが、それ以上のものも御相談に応じます。
弊社のNC複合旋盤は、φ380×1,000まで対応しております。
1ケ~数10ケのものが多いです。
試作1~100ケ以内の場合、基本的には材料入荷からおよそ1~2ケ月で対応させて頂きます。
価格は仕様、材料御支給か自給か、一体型か分割型かにより要相談です。
ご興味を持って頂けましたら、㈱呉匠 営業課『前田』まで宜しく御願い致します。
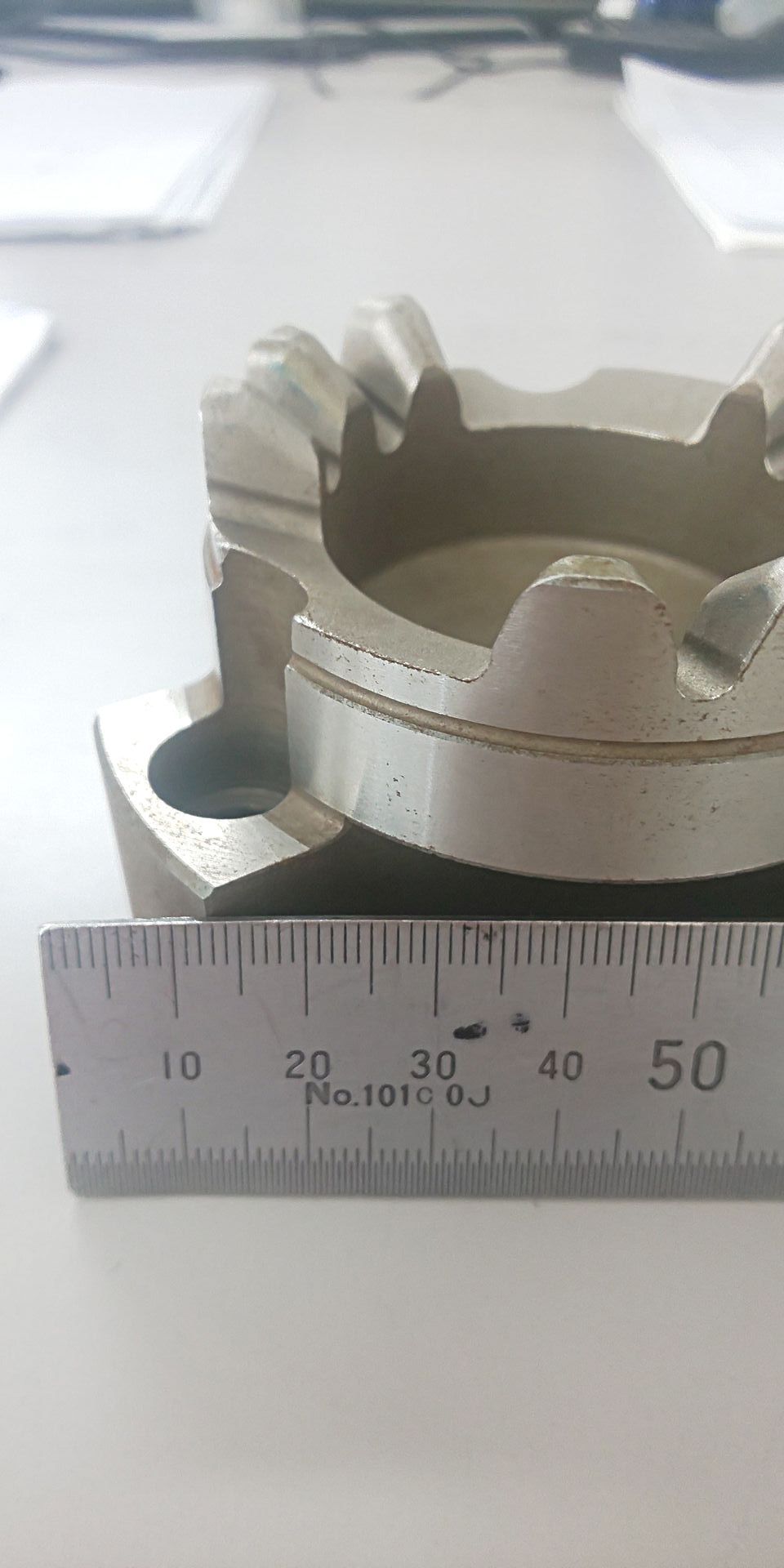
【業界・用途】自動車用デファレンシャルに内蔵されるサイドギヤの検査用マスターゲージです。
【加工方法】NC複合旋盤にて旋盤加工とおおよその形状加工をし、真空焼き入れ。
HRC60以上目一杯迄あがった硬度の製品を再度NC旋盤にて外径を仕上げ加工し、歯型形状部をマシニングにて3D加工。
【特徴】量産されるサイドギヤが寸法通り正しく出来ているか検査する為のマスターゲージです。
何個も繰り返し製品を置くため、摩耗に耐える為に真空焼き入れをしてHRC60以上迄硬度をあげております。
焼き入れをすると熱の影響でワークが歪みますが、歪んだ状態ではマスターゲージをしての役割を成しません。
そこで弊社では先ず粗加工の状態で焼き入れをし、硬度を立ち上げた後に仕上げ加工を行います。
焼き入れ後の仕上げ箇所は、検査台へ取り付ける際当たり面となる端面と、検査するサイドギヤが接触する歯型形状部です。
この二カ所それぞれの精度と、お互いの位置関係を精度良く出さないとマスターゲージとして使えない精密な品物です。
【サイズ】およそφ90×50
【表面粗さ】歯型形状当たり面はRa3.2、各端面はRa1.6
【数量・ロット】1ケから対応
【納期】熱処理(協力会社様)を挟むため、受注後3週間程
【コスト】過去の実績では、新規製作:25,000円~、歯面追込み:9,000円~
【加工方法】NC複合旋盤を用いてSUS310の薄肉加工もしております!
【業界・用途】半導体製造時に発生するガスを燃焼させるバーナーの部品です。
【特徴】厚みはおよそ0.95ミリ、さらに内径外径それぞれ0/-0.02の公差を満たしています!
【サイズ】およそφ50×73
【表面粗さ】▽▽▽
【数量・ロット】数ケ~10数ケ、ロットにより変動あり
その他難削材の機械加工経験豊富!
「この材質を削れる所があれば・・・」とお困りでしたら是非弊社までご連絡下さいませ!
ご興味持って頂けましたら、㈱呉匠 営業課『前田』まで!
-----------------------------------------
株式会社 呉匠
〒737-2212
広島県江田島市大柿町大君1462-6
営業課
前田 誠志郎(まえだ せいしろう)
TEL:0823-36-2785 FAX:0823-36-2786
メール:info@kuresho.com
------------------------------------------

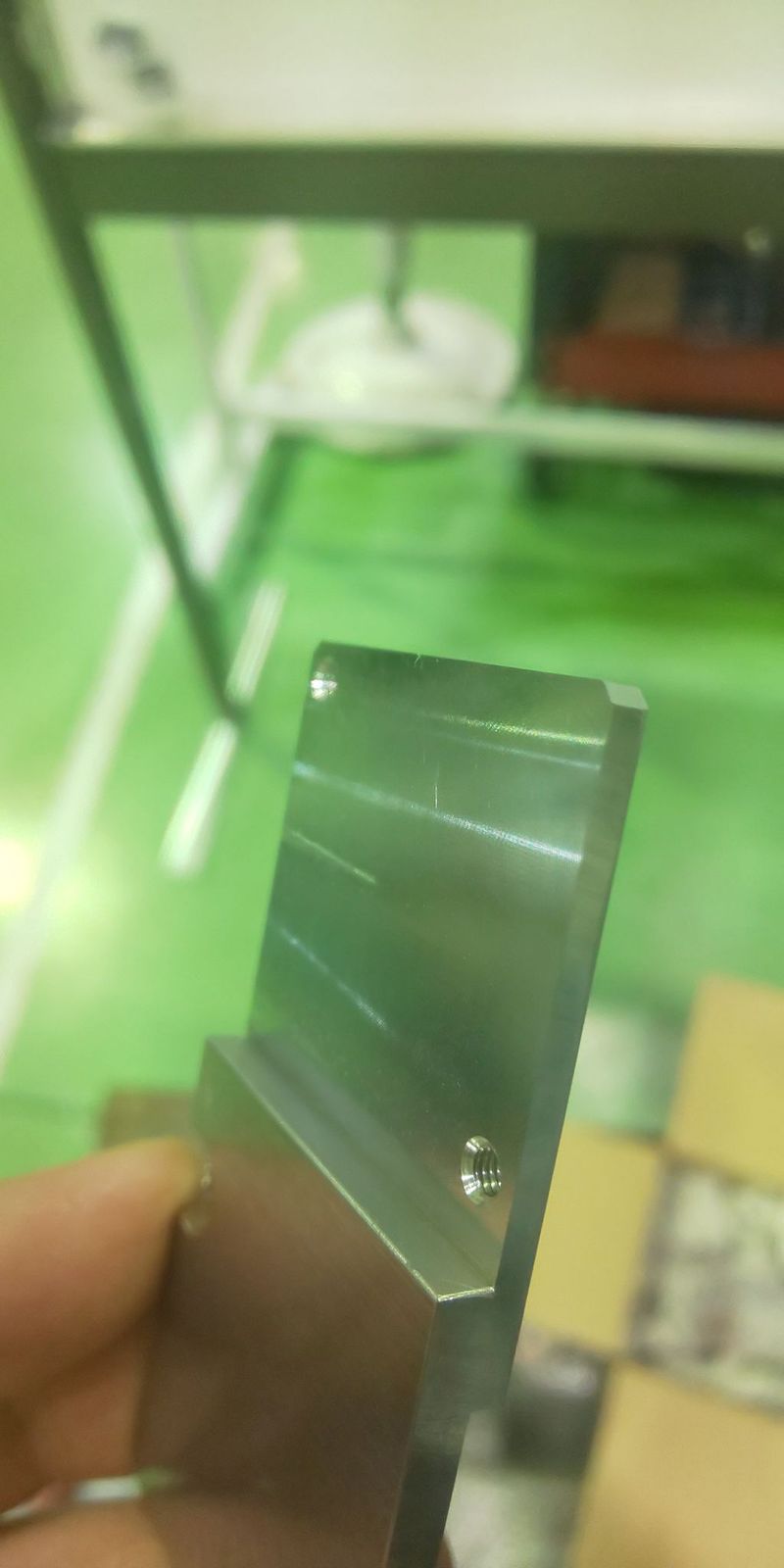
【加工方法】縦マシニングセンター
【業界・用途】サンプルワーク
【サイズ】肉厚0.5×27×67
【特徴】縦型マシニングのみ使用して加工した薄肉加工のサンプルワークです。
ビビリや反りを発生させないように段取りや加工条件を工夫して完成しました!
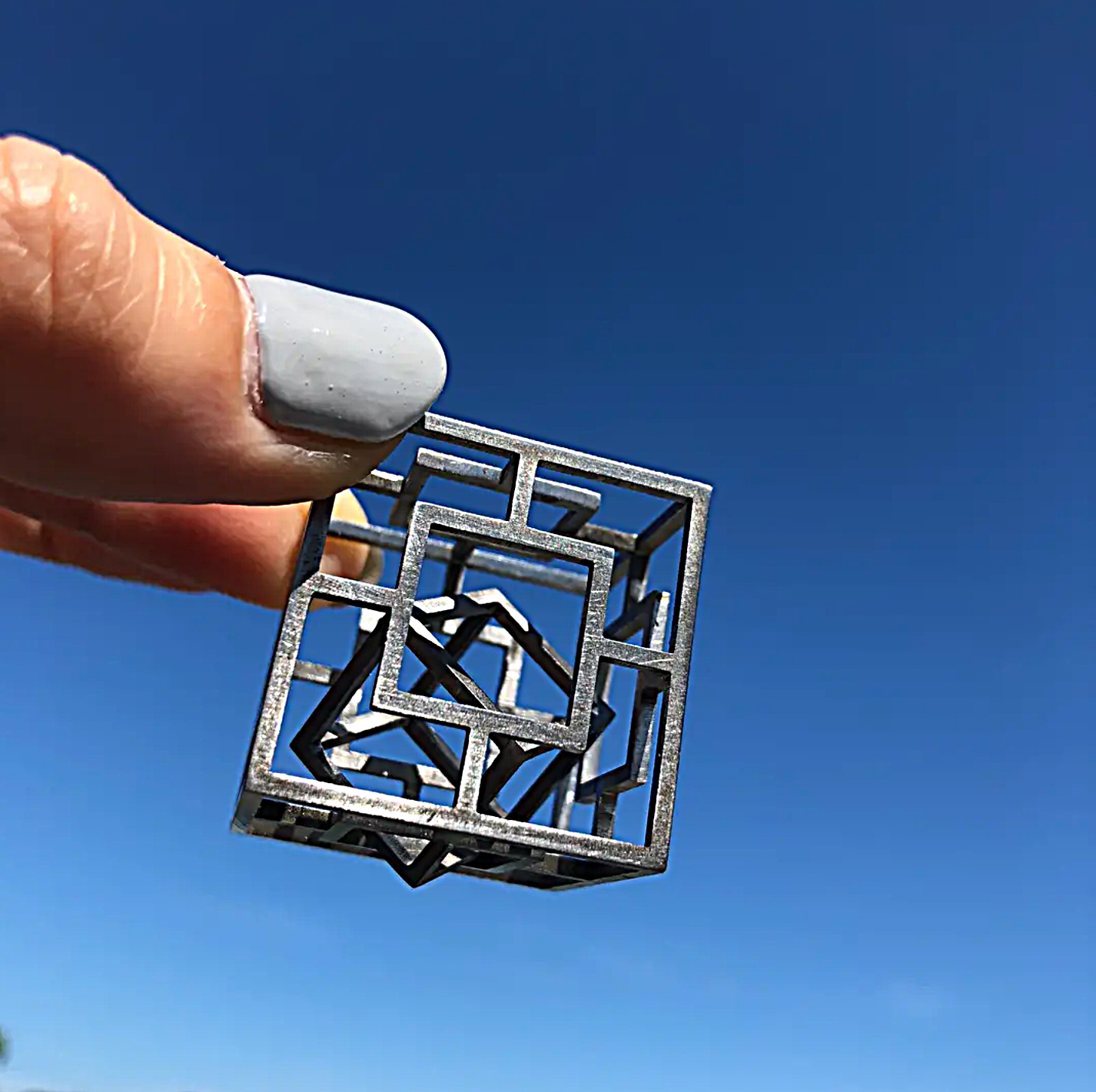
【加工方法】ワイヤーカット/黒アルマイト
【業界・用途】サンプルワーク
【サイズ】30角
【特徴】立方体の中に立方体が!
ワイヤーカットのみで加工したオブジェです。
中の立方体は何処からどうやっても取り出すことは出来ません。
機械部品だけでなく、こんな幾何学的でオシャレなオブジェもいかがですか!?
加工だけでなく、協力会社様と連携して黒アルマイトなど表面処理も一括受注可能です!

【業界・用途】園芸用支柱を立てる際に使用する道具です。
パイプ先端におもりを溶接しており、支柱にかぶせるとコップトンカチの長さ分低い位置から杭打ち作業が出来、不安定な脚立の上で作業せずに済んで安心です!
【加工方法】マシニングセンタにより切り欠き加工、NC旋盤でおもりの加工、先端のラッパ状に広がった形状は弊社で設計した金型を使用して加工しました!
【特徴】弊社で保有する様々な加工機や設計ノウハウ、プレス加工や溶接といった協力会社様との連携。
この様に様々な工程が絡む製品も、弊社に御相談頂ければワンストップでの対応も可能です!
【サイズ】およそφ50×400

【業界・用途】組付けた配管の中を転がして、設計通り内径が確保できているか確認するボールです。
【加工方法】NC旋盤
【特徴】通常のタレット式のNC旋盤にて加工しております。
縦横斜め、各方向から測定し精度も保証致します。
【サイズ】過去実績、およそφ20~40、それ以外も対応可
【表面粗さ】▽▽▽
【数量・ロット】過去実績、1~10ケ、それ以外も対応可
【納期】通常受注後約2週間程

【業界・用途】コンベアローラーのベアリングを受ける箇所の削りだし加工品です。
【加工方法】マシニングセンターによる三軸同時加工
【特徴】素材は鋳物ブロックで、全面総削り出し。
ベアリング受け部の形状は取り代のみ残して鋳型でほぼ形になっているので、全面削り残しがないよう取り合いを計算するノウハウが必要です。
また、ベアリング受け部は製品外形に対して水平ではなくおおよそ0.5°程傾いています。
この僅かな傾きを実現するために、弊社の3D加工の技術が活かされています。
【サイズ】およそ255角
【表面粗さ】ベアリング受け部粗さ▽▽
【数量・ロット】過去実績、通常10ケ未満/ロット、単品や量産対応も可
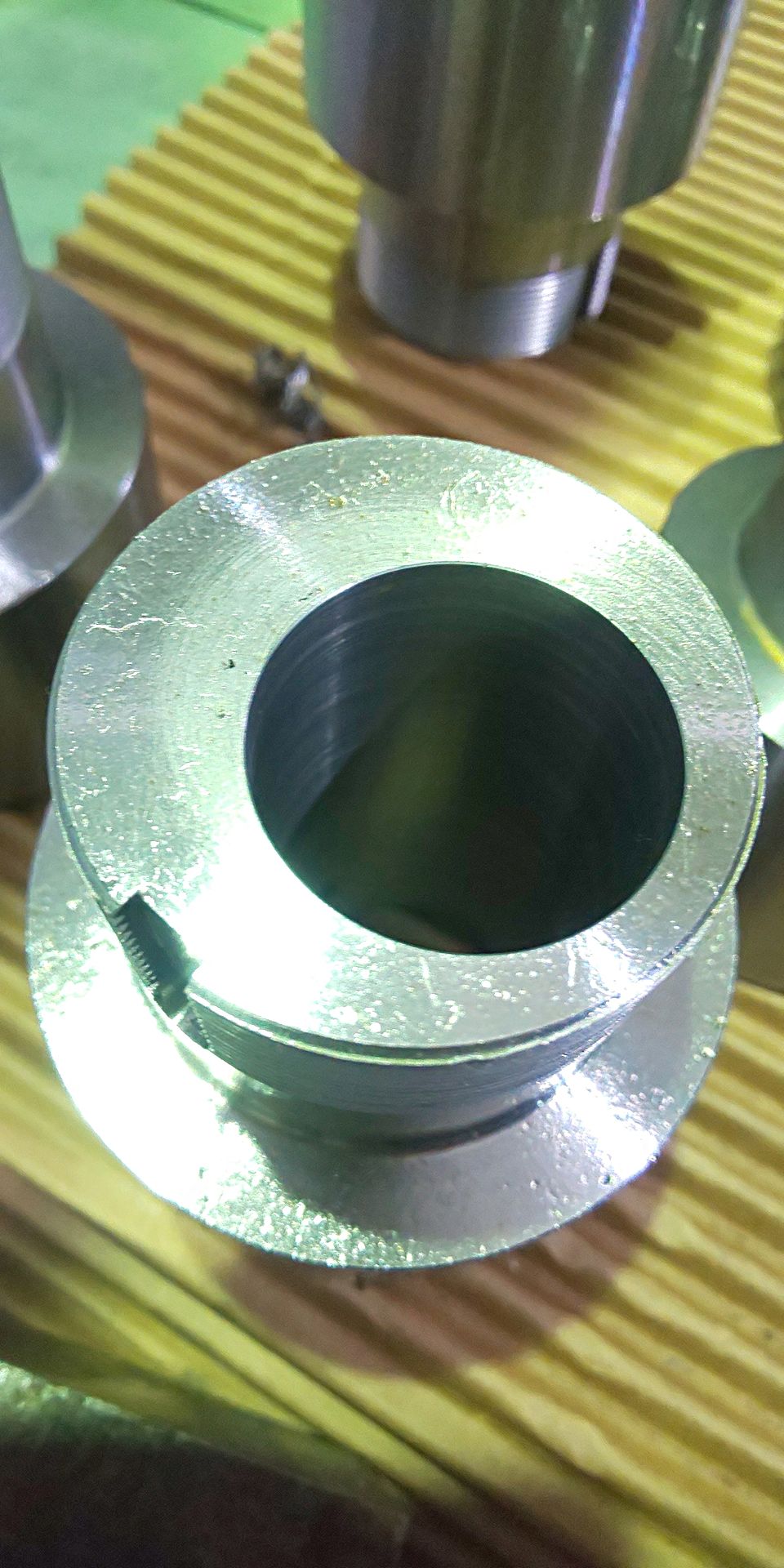
【業界・用途】偏心カムシャフト部品
【加工方法】NC複合旋盤にて外径、ネジ切り、キー溝加工。
その後偏心させてチャッキングし、内径加工。
【特徴】外径キー溝との位相が必要なので、その位相の出し方が肝です!
【サイズ】およそφ70×200
【表面粗さ】▽▽▽
【数量・ロット】1ケから対応
【業界・用途】食品充填梱包機器に使われる部品の一部です。
弊社では食品関連機器の部品製造の実績も多数あります!
【加工方法】製品外形と製缶迄済んだ状態で支給(弊社で対応も可)。
マシニングセンターで製缶品から穴明けなどの仕上げ加工。
【特徴】失敗すると直ぐに調達のきかない支給品のため、加工はスキルマップにて一定のレベルを満たした者しか行わない様対応しております。
特に写真手前の一際大きな穴は外形と薄肉になるため取り合いには気を遣います。
【サイズ】およそ100×150×30
【表面粗さ】▽▽
【数量・ロット】1ケから対応
【納期】製缶品支給の場合材着後1週間程、材料自給の場合受注後約1ケ月程
特急対応御希望の場合はこの限りではありません。

【業界・用途】歯部がMCナイロン製のギヤです。
【加工方法】旋盤加工で仕上げたS45CとMCナイロン(MC901)を圧入。(←弊社はここ迄済んだ材料を支給頂いてますが、対応も可能です。)
材料支給後、縦型マシニングセンターで回り止めホロセット挿入用のタップ加工。
【特徴】S45CとMCナイロンが滑って回ってしまうのを防ぐことが目的なので、異なる二種の材料にまたがって加工をしております。
また、加工時に刃物が柔らかいMCナイロンの方へ逃げていくので、それを防ぐ為にタップ穴の中心を硬いS45C側へオフセットしたり、刃物の長さや材質も最適な条件を見付けて加工しました。
【サイズ】およそφ160×35
【数量・ロット】実績:数10ケ/ロット
【納期】実績:材料着後1週間程
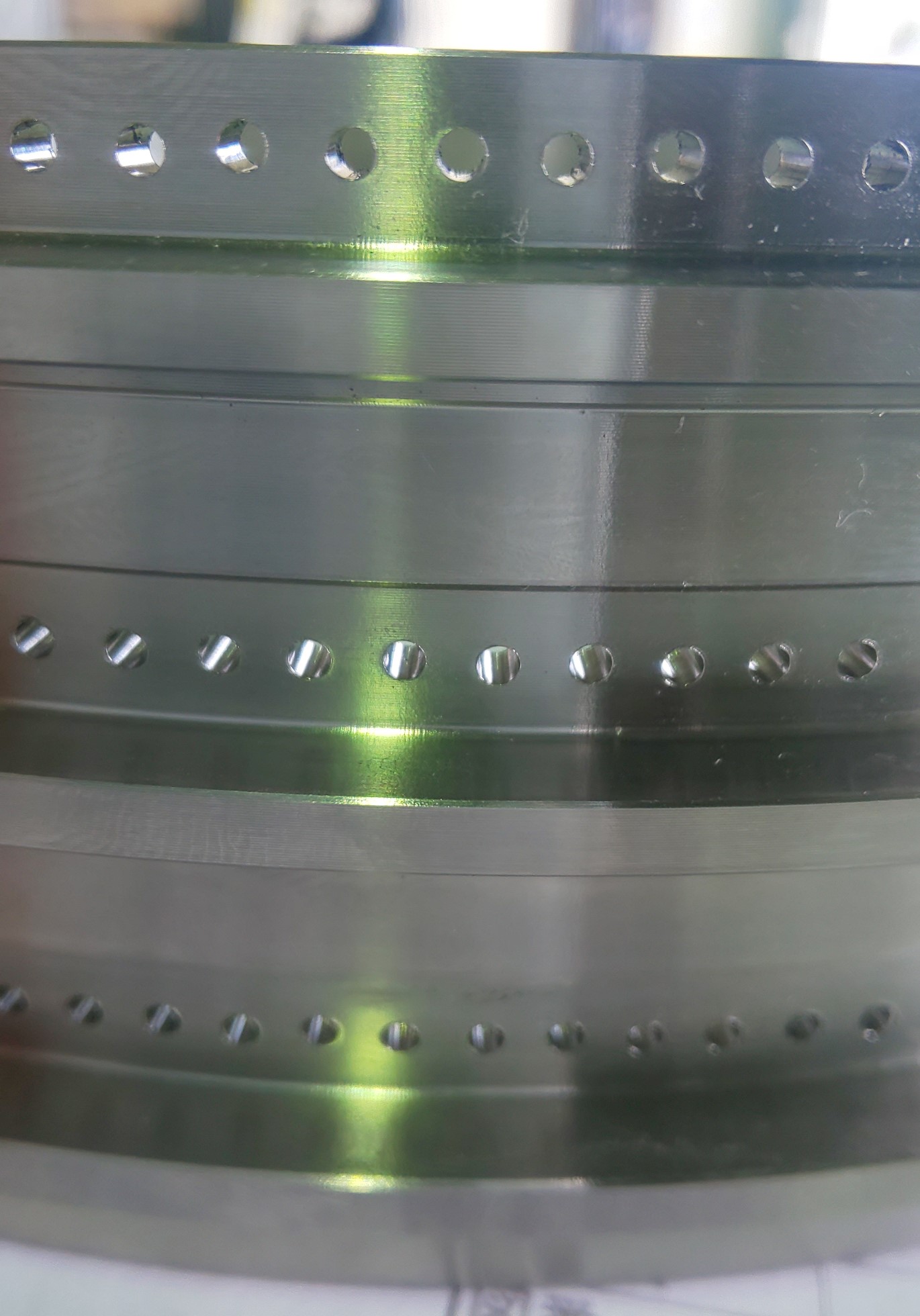
【業界・用途】生産材製造時に発生する有毒ガスを燃焼させるバーナー部品です。
【加工方法】NC複合旋盤にて総削り出し。
材質はSUS304で、最薄部は1.5ミリの薄肉加工。
外周にはφ1.5の穴を全周に加工。
【特徴】薄肉と外周穴明けを実現するために専用の治具を使っております。
この様な難削材難加工のノウハウを持っているのも弊社の強みです!
【サイズ】およそφ200
【数量・ロット】1ケから対応
【業界・用途】写真の物は一例ですが、計測機器の部品です。
機能的なものを求めて平面度や平行度、厚み公差を満たす為。
加工時にどうしても切り粉が接触してついてしまう細かな傷を消す為。
お客様の用途によって、ご満足頂ける製品を提供いたします!
【加工方法】マシニングセンターで研磨代を残して加工をし、平面研磨機で最終仕上げを行う場合がほとんどです。
また、熱処理後の表面の歪みを除去して平面度を満たしたり、硬度が高いので削って仕上げられない面も加工可能です。
【表面粗さ】Ra0.8程度。
それ以上の面粗度は要相談。
【数量・ロット】1ケから対応
【よくあるご質問】
Q:円筒研磨は対応していますか?
A:はい。
社内では設備は保有しておりませんが、円筒研磨を専門に行う協力会社様が数社あり、
弊社でNC旋盤・複合旋盤加工後に協力会社様で円筒研磨と、一貫して対応させて頂くことは可能です!

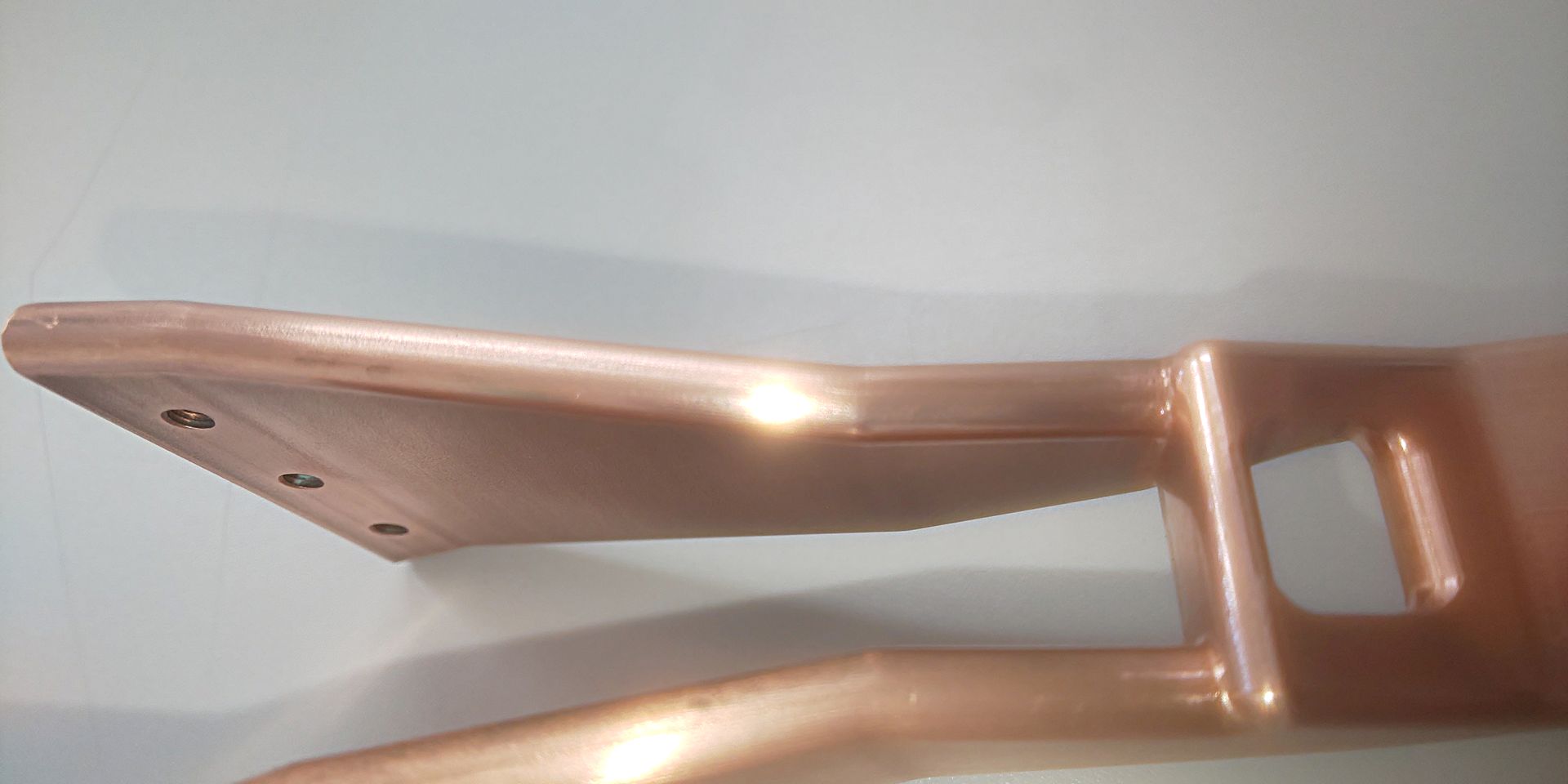
【業界・用途】軽量で高強度、耐塩性にも優れている特徴を生かして、機械や治具のパフォーマンスアップに役立ちます!
(写真の製品は64チタン)
【加工方法】NC旋盤、またはNC複合旋盤。
【特徴】チタンのボルトは売っている所が限られており、売られていてもラインナップはそう多くはありません。
少しでも特殊な形状が入ると既製品で求める物を探すのは極めて困難です。
弊社ではチタンをはじめ難削材・特殊材の旋盤加工実績があり、特殊なボルトの製作も承ります!
【サイズ】写真の物はM6。
その他サイズも対応可。
【数量・ロット】1ケから対応
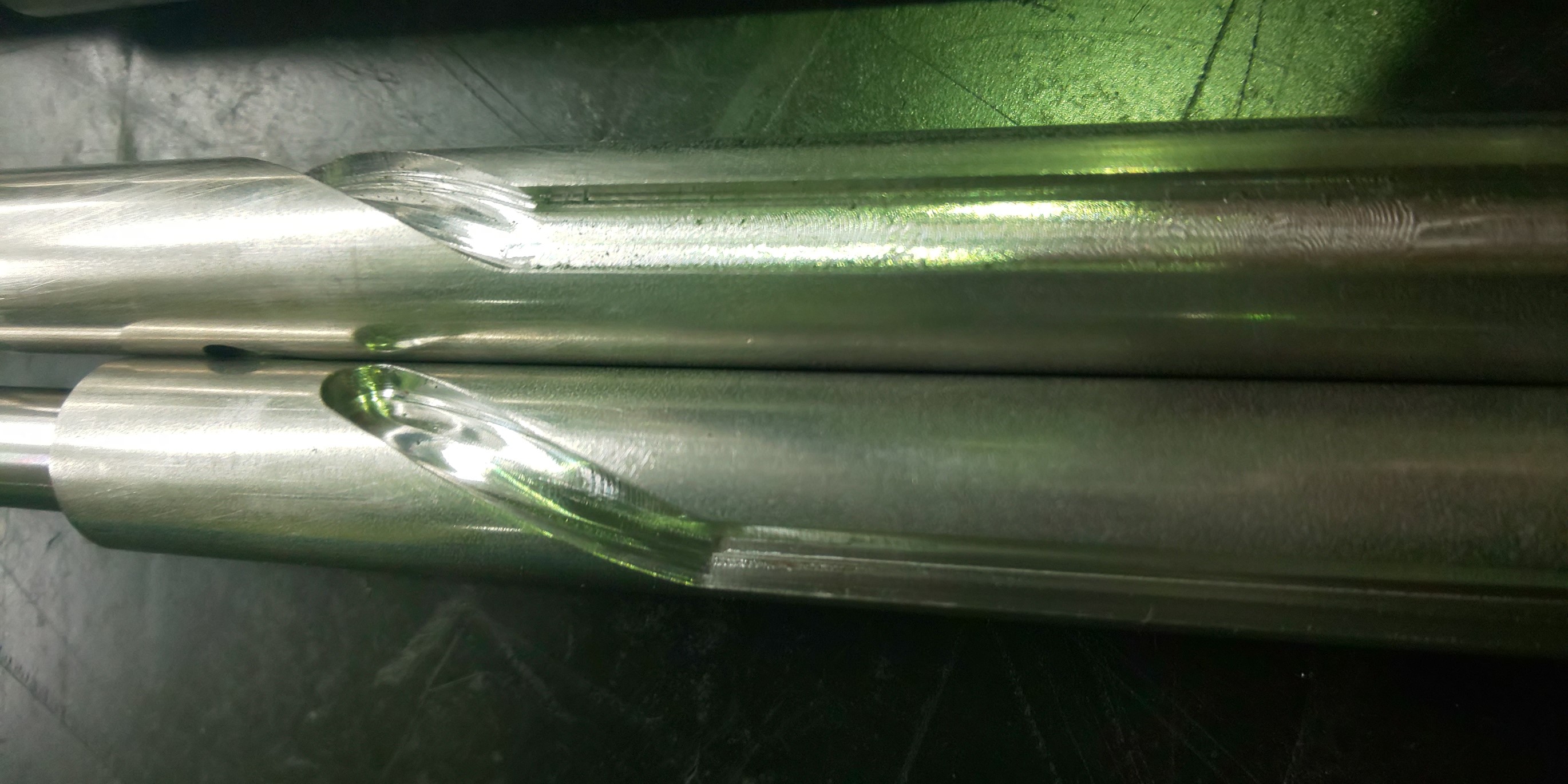
【加工方法】SUS304ステンレス鋼をNC複合旋盤にて旋盤加工。
側面のカム溝も機械から降ろさずそのままミーリング加工が可能なため、他にキー溝や穴などがあっても同時加工で位相もバッチリです!
【サイズ】およそφ20×300
【その他特徴】
加工後の円筒研磨仕上げや、
硬質クロムメッキ施工も一貫して対応可能です!
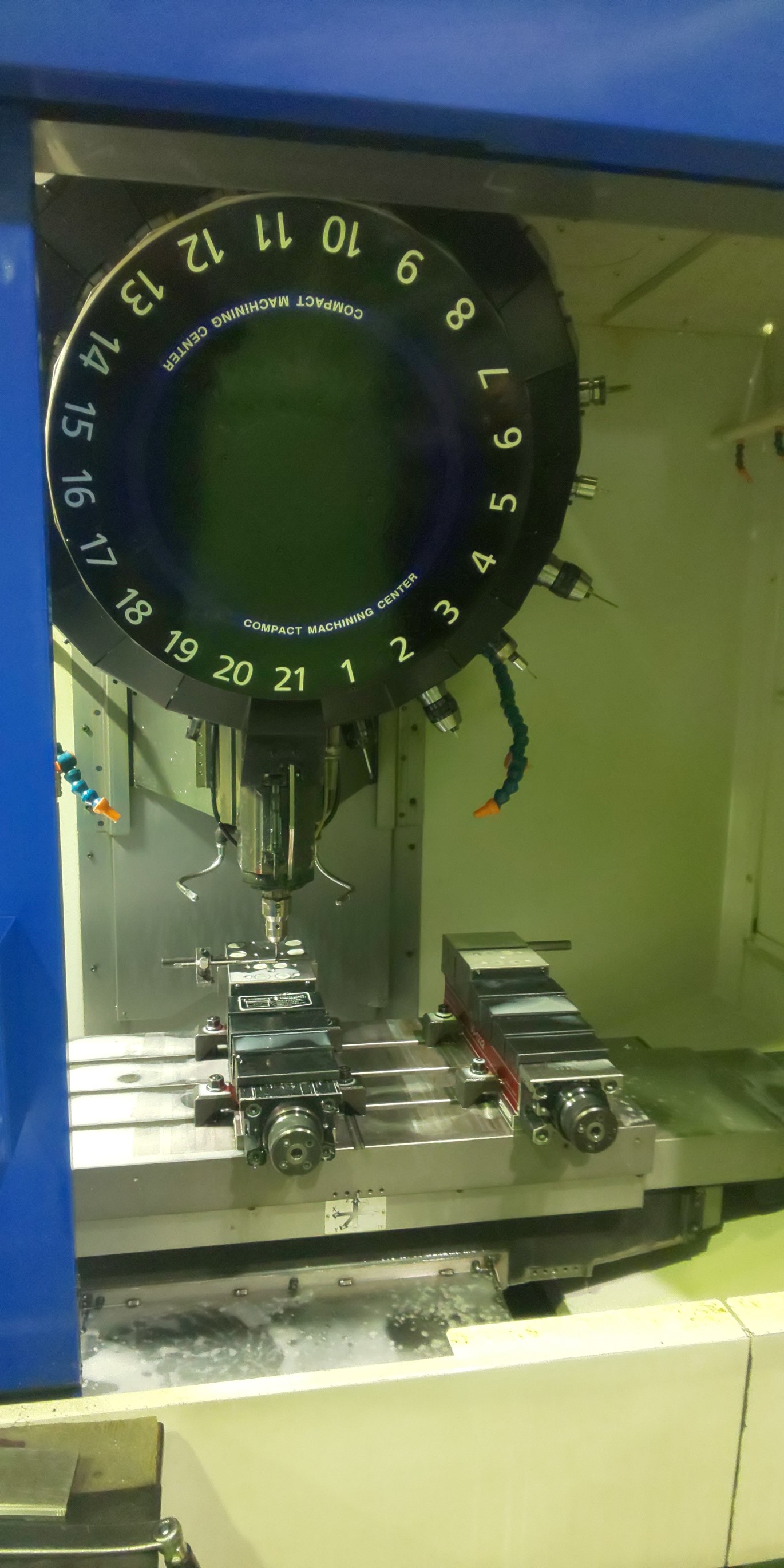
★弊社は単品・少ロットをメインにしておりますが、数十~数千個程迄の準量産案件も喜んで対応させて頂きます!
☆参考写真:加工機マシニングセンター ブラザー SPEEDIO S700X1
サイズ:X700×Y400×Z300
小物の製品であれば、写真の様にバイスを二丁掛、三丁掛けしたり、
専用の治具を作って量産対応致します。
★準量産品加工事例:半導体製造設備部品、航空機エンジン部品、精密工作機械部品、自動車駆動系部品などなど・・・
☆対応材質:日常的にはSS400,S50C,SKD11などの鉄、SUS304,SUS316などのステンレス、A5052,A7075などのアルミが多いですが、
他にもチタン,インコネル,ハステロイなどの難削材,特殊鋼、銅,真鍮,砲金などの色物、MCナイロン,ジュラコンなどのエンプラ、
多種多様な材質の加工実績がありますので、迷ったら先ずは御相談下さいませ!

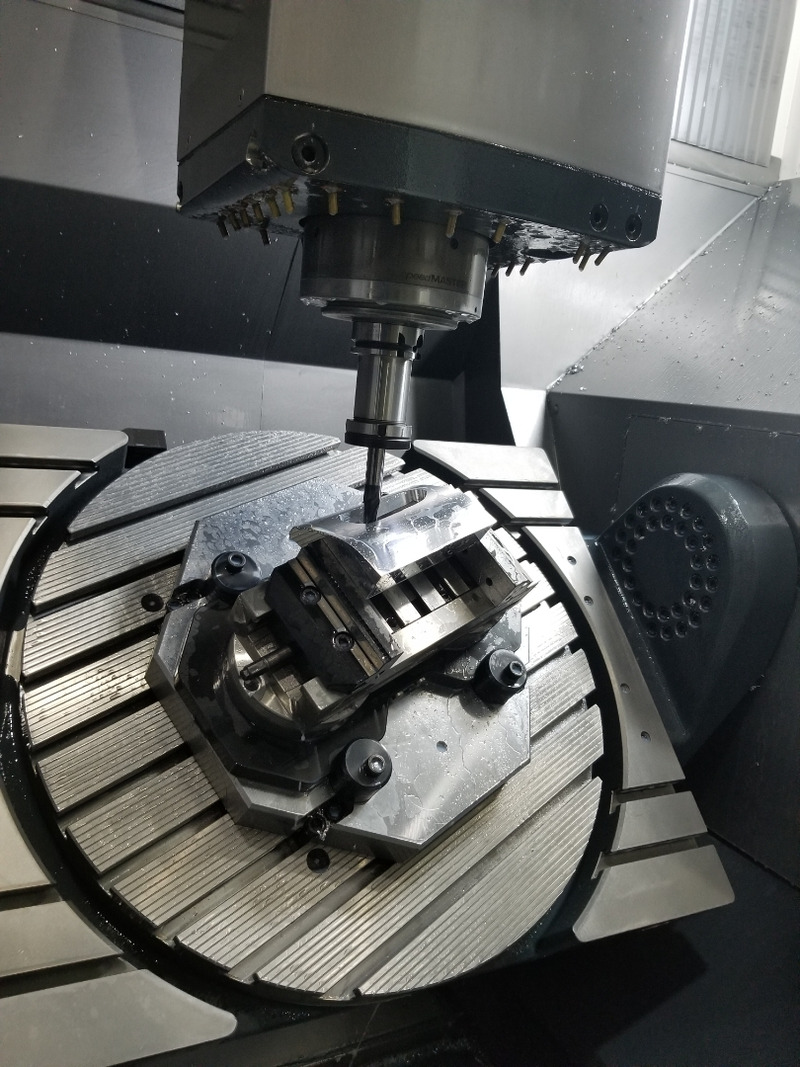
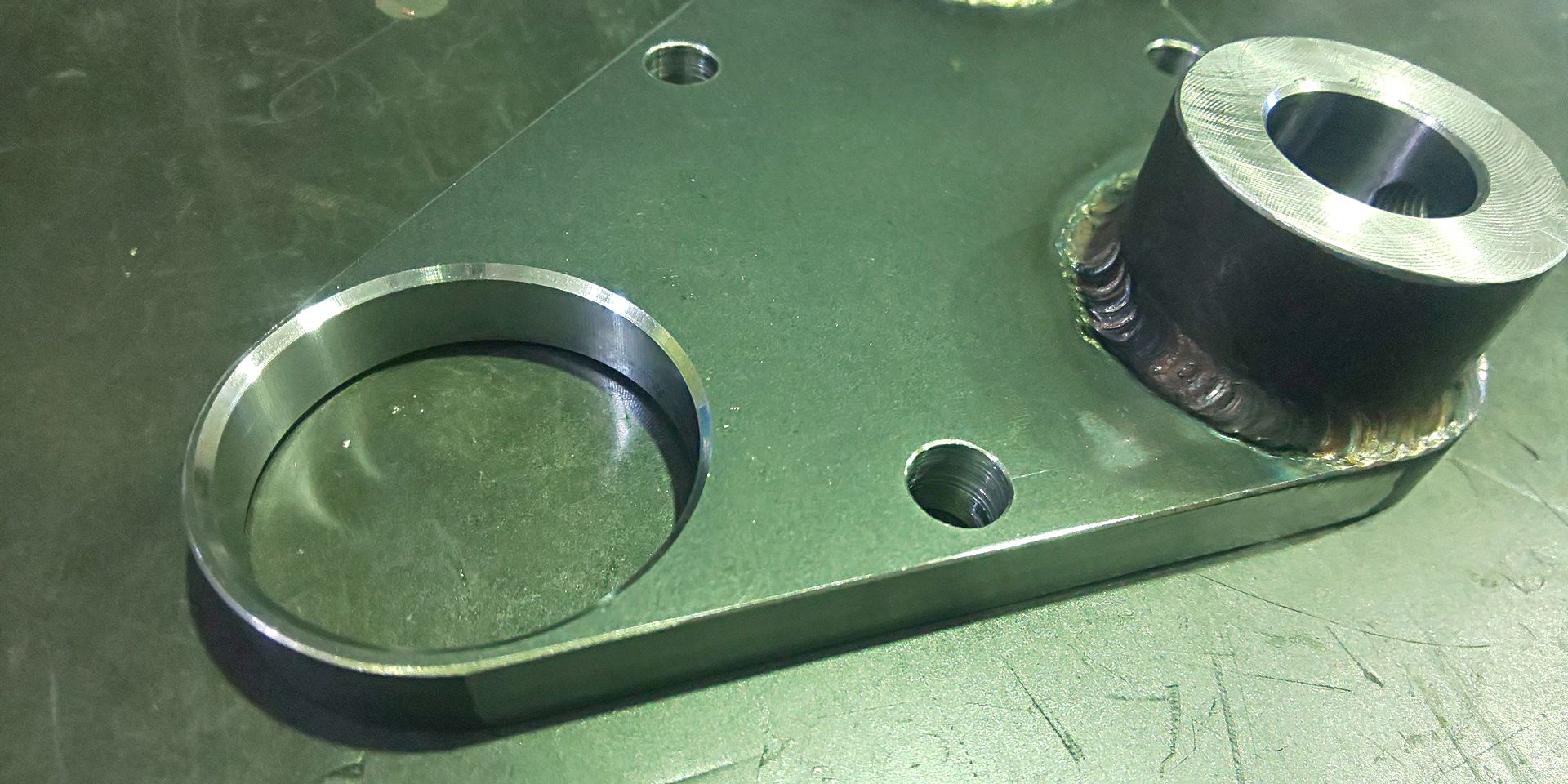
【業界・用途】複雑形状のケーブル通し金具
【加工方法】同時五軸マシニングセンターにて加工。
3つの穴はそれぞれ球面のその点に対して垂直に空けています。
☆5軸加工向けCADCAM HYPERMILL導入!
【導入経緯】
既存のCADCAMでは加工の限界が見えてきました。
複軸ワークに対して加工プロセスが多くなり、工具の干渉やプログラムの信頼性に不満があり、さらに加工時間の増加が、作業員への負担となってきました。
【HYPERMILLを導入することによって解決すること】
1.工具やワーク、治具などの干渉をしっかりと回避したプログラム作りの実現
2.プログラミングが容易なので誰でも5軸加工機を使用できるようになる
3.同時5軸といった複雑なデータも作成可能
4.安全で完璧な加工データが作成できる
★今までにデータ作成に数日かかっていたものが短くなり正確な加工が実現することでリードタイムの短縮が期待できます。
通常の3軸加工のデータ作成も可能なので、工場のキャパも広がり全体の効率がupすると予想されます。
☆コロナによる世界恐慌が予測される中、呉匠はピンチをチャンスと
捉え、この時期にあえてチャレンジを続けてまいります。
ご質問や、問い合わせがございましたらいつでも受け付けて
おります。

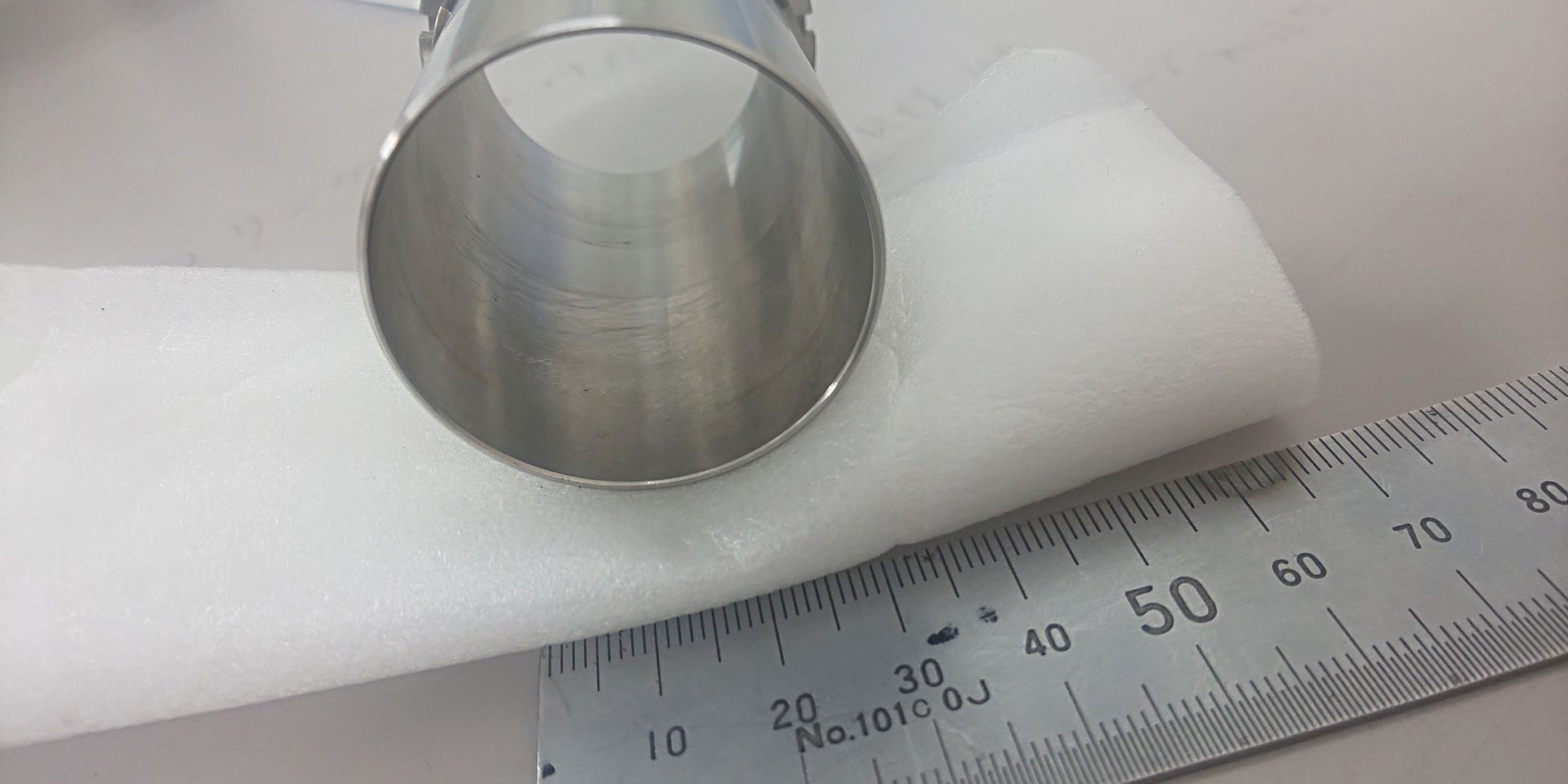
【業界・用途】市販品のハンドル等、市販の仕様ではお求めのサイズが無い場合、追加工にて対応致します。
【加工方法】マシニングセンター
【特徴】単品・少ロットの場合、「市販品では合うものがないから」と1から新規で作製するよりも、市販品を購入して追加工する方が遥かに安上がりです。
H7公差等精度が求められる穴加工、タップ加工、キー溝付等、お求めの形状に追加工致します!
【数量・ロット】1ケから対応

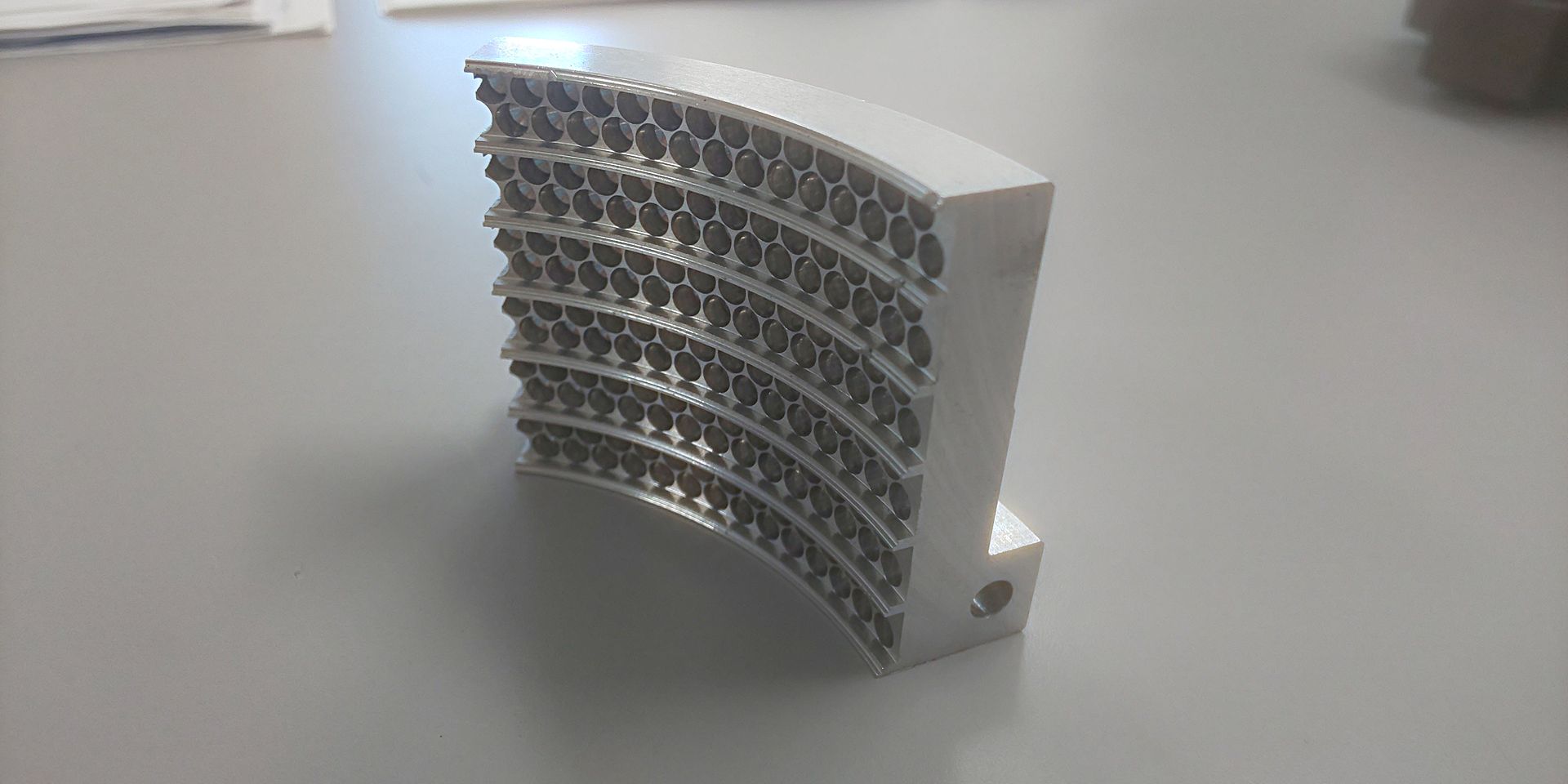
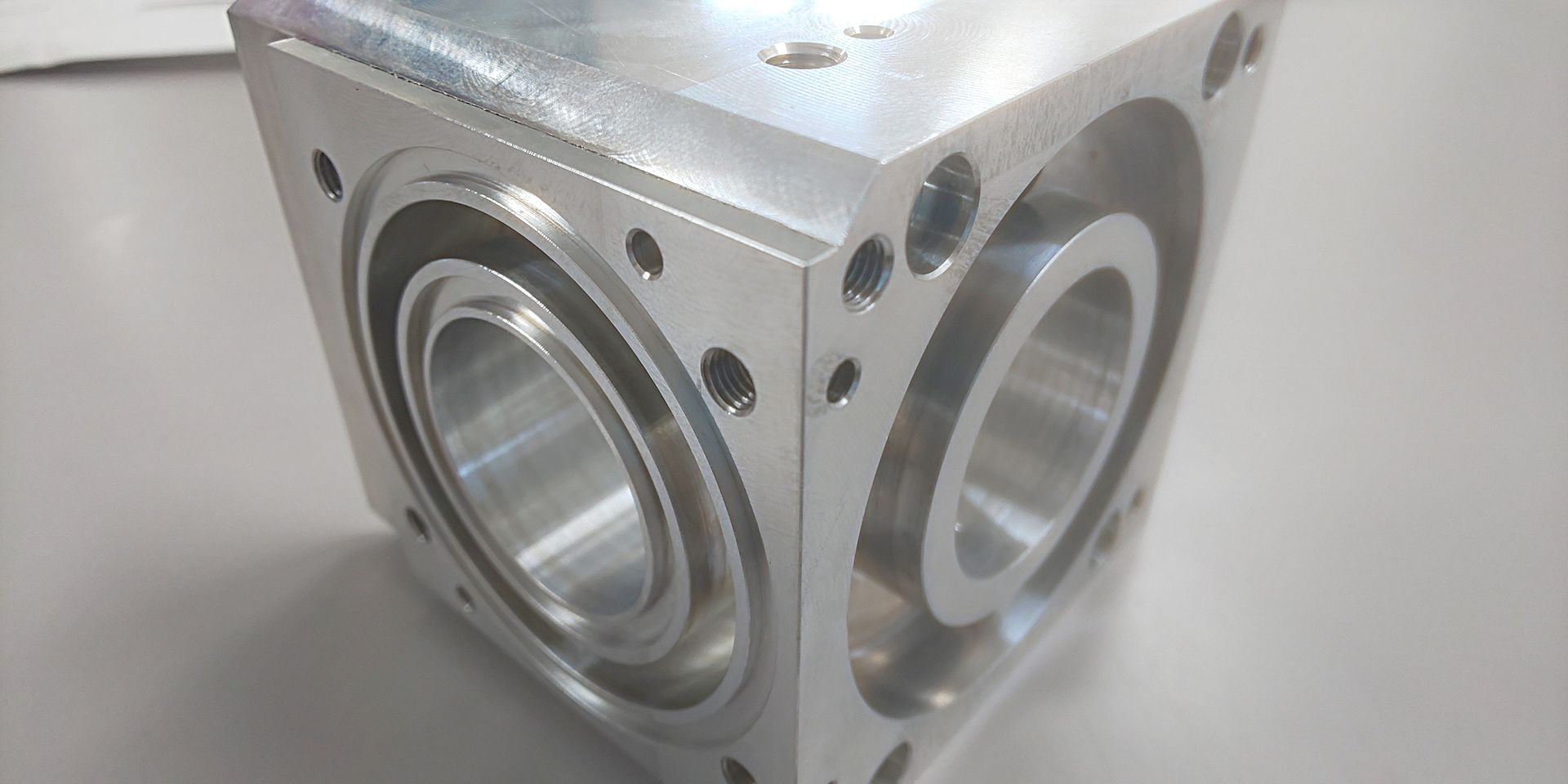
【材質】アルミニウム(A5052)・・・その他、A7075、A2017、なども対応可能です。
【形状・サイズ】200角ほど・・・弊社五軸加工機のテーブルサイズはφ650
【ロット】10ケ以内、スポット案件。・・・その他単品、更に多い数、リピート案件も御相談にのります!
【工法】五軸加工機(マシニングセンター)にて6F材から総削り出し。
一段取りで五面を加工することで穴同士の位相・精度を確保し、この複雑形状をツーチャックで加工完了!!
【用途】軽量高強度が求められる機械設備の一部品。
【特徴】五軸加工機で段取り回数を減らすことで、
・リードタイム短縮
・段取りミスの可能性の低減
・コスト減
☆サンプル品製作も御相談承ります!


