
【なぜ?鉄が錆びるメカニズムと対策】
鉄が錆びるのは「酸素」と「水分」が原因となります。
空気中にある酸素と水分が鉄に付着することで錆(酸化鉄)が発生するので、水分が多い箇所だと錆びやすくなります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鉄や鋼とは?」
鉄は金属元素であり原子番号26、元素記号はFeです。
地球の地殻では4番目に多く存在する元素とされ、加工や入手のしやすさから幅広い分野で使用されています。
鉄や鋼は鉄鉱石という酸化鉄から酸素を取り除く事で作られています。
総称して鉄と呼ばれることがありますが、炭素の含有量が1.7%以下は鋼、1.7以上は銑鉄と区別されます。
炭素を多く含んだものは脆い性質があるため、身の回りで使用している鉄の多くは炭素を一定量取り除いた鋼となります。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
『錆とは?』
金属が空気中の酸素や水分と化学反応を起こし酸化する事で作られます。
この酸化還元反応を腐食と呼び、腐食が進行する事で生成される酸化物が錆です。
錆には多くの種類があり、金属の種類や環境によって発生する錆は異なります。
鉄や鋼に発生する多くは「赤錆」であり、赤錆は放置する事で金属強度や機械的性質を大きく損なう可能性があります。
腐食の進行を止めるには対策が必要となります。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『鉄が錆びるメカニズム』
Fe(鉄)が空気中のO₂(酸素)とH₂O(水)に接触する事で酸化は始まります。
まずFeに付着しているH₂OがO₂と結びつき酸化しますが、酸化は分子間を繋ぎ止める「電子」が必要となるのでFeから電子を奪ってしまいます。
水分は電子の多いOH⁻ 、電子の少ない鉄はFe⁺ と電子量が変化したものが多くできます。
①3OH⁻ + Fe³⁺ → Fe(OH)₃
Fe(OH)₃という水酸化鉄(Ⅲ)が生成されます。
②Fe(OH)₃ → FeOOH + H₂O
水とFeOOHというオキシ水酸化鉄が生成されます
③2FeOOH → Fe₂O₃ + H₂O
水と一緒にできたFe₂O₃が「赤錆」となります。
鉄が水分と酸素に接触している限り①~③が繰り返される事で腐食が進んでいきます。
『鉄の錆びやすさ』
まず鉄が錆びる場合に起こるのが電子の移動となります。
原子から電子が移動し増減させる現象を「イオン化」と言います。
イオン化によって酸化が始まる=錆びてしまう結果となりますが、このイオン化は金属によって起こりやすさが異なります。
イオン化の起こりやすさをイオン化傾向と呼び、イオン化傾向が大きい金属ほど錆びやすいです。
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
金、銀、プラチナはイオン化傾向が小さいので酸化が起こりにくく、恒久的に劣化しないのも価値が高い理由です。
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
『錆を防ぐ方法』
鉄は水分と酸素が接触する事で腐食が始まり、錆となります。
錆を防ぐためには表面をコーティングして水分と酸素の接触を遮断する必要があります。
広く行われている防錆方法は「メッキ」と「塗装」の2種類です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『まとめ』
鉄が錆びるのは付着した水分が酸化する時に鉄から電子が奪われるイオン化に起因する。
鉄と水分と酸素が結合を繰り返す腐食(酸化還元反応)が進むに従い、錆となる。
金属によってイオン化傾向が異なるので、錆びやすい金属と錆びにくい金属がある。
錆を防ぐためには水分と酸素を遮断する必要があるので、表面をメッキや塗装で覆う必要があります。
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島でブラストの事なら「原田鉄工」にお任せください!】
「ブラスト処理が可能な業者を探している」「大型製品のブラスト処理をしたい」「ブラスト処理後に錆止め(プライマー)までお願いしたい」などブラストや塗装でお困りでしたら、原田鉄工へお気軽にご相談ください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
また屋内塗装設備も所有しておりますので、素地調整後4時間以内が基本とされるプライマー塗装までの時間間隔も原田鉄工なら迅速に塗装可能です。
創業より80年間海上・海中といった厳しい環境下にも耐える重防食塗装を専門としてきましたので、規定膜厚の下限・上限といった厳しい塗装仕様も多くこなしてきました。
【SS400を長期間錆びさせない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/224597/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【広島での素地調整ブラスト処理|精密な素地調整で最高の仕上がり】
広島での素地調整ブラスト処理なら原田鉄工にお任せください。
創業80年で培った豊富な技術と経験で、最高品質の仕上がりを提供します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整のブラスト処理について』
素地調整は塗装の前処理として行うべき重要な工程です。
塗装対象物の表面を「塗装に適した状態へ変化させる作業」が素地調整となります。
素地調整は様々な方法が存在しますが、その中で最も優れているとされるのが「ブラスト処理」となります。
ブラスト処理は加工対象へ無数の研磨剤を衝突させる事で付着した不純物を除去し、表面を粗面・清浄化する処理となります。
詳しくは下記リンクを参照ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『原田鉄工のブラスト設備』
広島にある原田鉄工では大型のエアー式ブラスト装置を2種類設備する事で、多くの材質や仕上がりに対応する事が可能です。
「サンドブラスト」
「グリットブラスト」
幅7m×奥行10m×高さ3.5m×2基
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
また研磨剤を変更する事で「ガラスビーズブラスト」や「ショットブラスト」も行えます。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『原田鉄工のブラスト品質』
原田鉄工では国内・国外向けの多くの製品に対し、ブラスト処理を行ってきました。
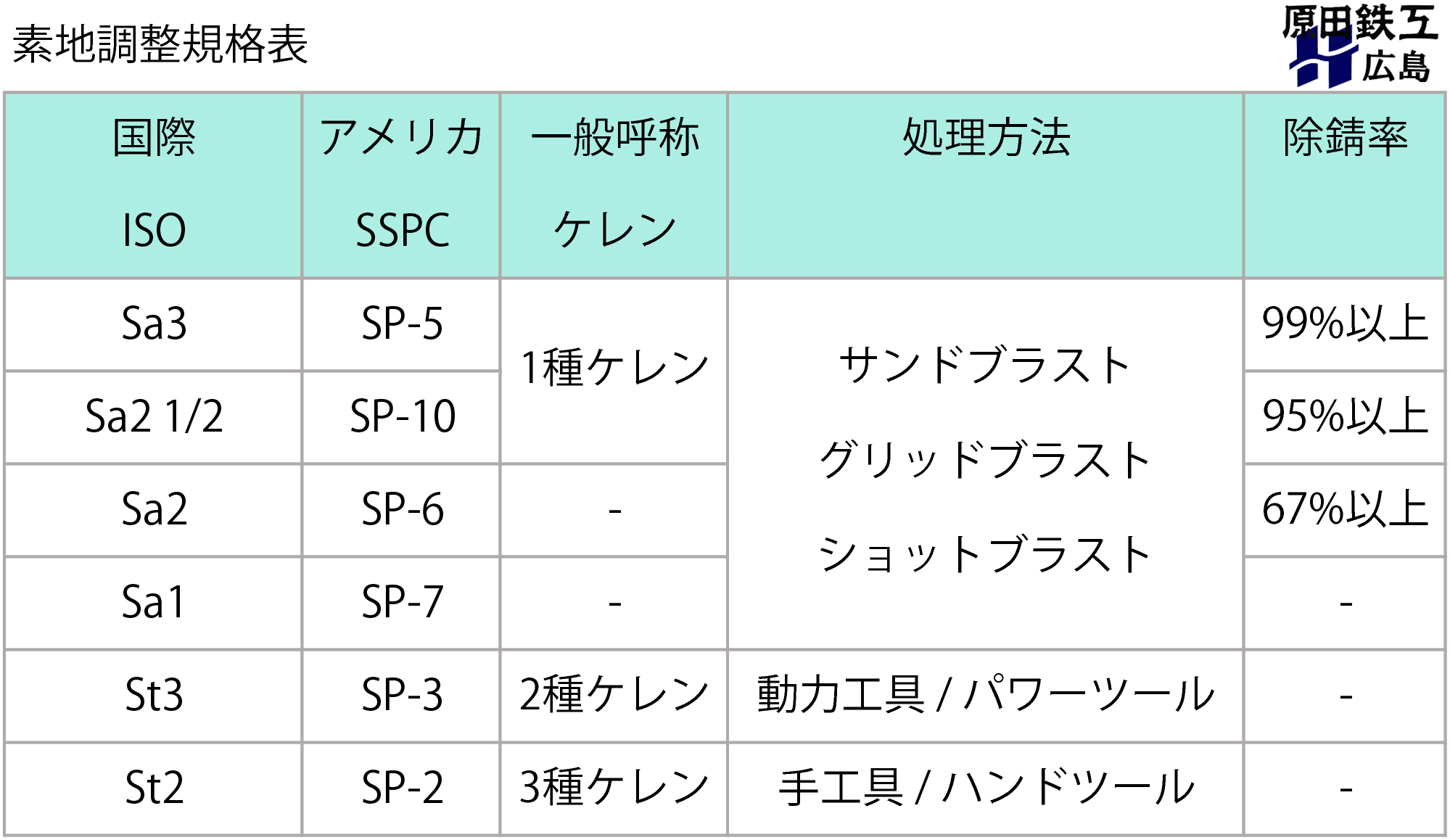
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
どちらの規格でも柔軟に対応可能です。
SSPCの場合は16種類、ISOの場合は6種類にも分類される規格です。
規格の選定から行う事もできますので、お気軽にご相談ください。
【ブラストの規格 SSPCとISO】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
ブラスト設備は作業員が直接ノズルを持って処理する手動式なので、複雑な製缶品やタンク内部でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
屋内塗装設備も完備しておりますので、ブラスト処理後は早急にプライマー処理を行います。
プライマー・下塗塗装まで/上塗塗装までなど必要な部分までお手伝いさせていただきます。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
広島のブラスト処理と塗装なら原田鉄工にお任せください。
原田鉄工は素地調整と塗装の専門工場ですので、徹底した管理で最高品質を提供します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整のブラスト処理について』
塗装工程の前には素地調整を必ず行う必要があります。
素地調整は塗装対象物の表面を「塗装に適した状態へ変化させる作業」です。
素地調整は様々な方法が存在しますが、その中で最も優れているとされるのが「ブラスト処理」となります。
ブラスト処理は加工対象へ高速で噴射する研磨剤を衝突させる事で表面を粗面・清浄化する処理となります。
詳しくは下記リンクを参照ください。
【「ブラスト処理」の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『原田鉄工 広島のブラスト設備』
広島にある原田鉄工では大型のエアー式ブラスト装置を2種類設備する事で、多くの材質や仕上がりに対応する事が可能です。
「サンドブラスト」
「グリットブラスト」
幅7m×奥行10m×高さ3.5m×2基
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
また研磨剤を変更する事で「ガラスビーズブラスト」や「ショットブラスト」も行えます。
【ブラストの研削材について ガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
『原田鉄工 広島のブラスト品質』
原田鉄工では国内・国外向けの多くの製品に対し、ブラスト処理を行ってきました。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
どちらの規格でも柔軟に対応可能です。
SSPCの場合は16種類、ISOの場合は6種類にも分類される規格です。
規格の選定から行う事もできますので、お気軽にご相談ください。
【ブラストの規格 SSPCとISO】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
ブラスト設備は作業員が直接ノズルを持って処理する手動式なので、複雑な製缶品やタンク内部でも問題なく施工できます!
防錆処理前の下地処理、メンテナンス品の塗装剥離、熱処理後の酸化被膜落とし、ゴムや樹脂などの密着力向上など様々な用途に対応させていただきます。
『原田鉄工 広島の塗装品質』
原田鉄工で塗装している製品は「通常の塗装では耐えられない」環境で使用されるものが多いです。
海上、海中、水上、水中といった環境では金属の上に塗料を塗るだけでは数年も経たないうちに塗装は剥げてしまいます。
塗装が剥がれた場所から腐食が進行し、製品はたちまち使用不可となるのです。
またそのような場所では補修の塗装を行う事も難しいため、可能な限り長期間に渡り製品を「保護できる塗装」が必要とされています。
原田鉄工はこのような「過酷な環境でも耐えられる塗装」を80年間行ってきました。
ブラスト設備と屋内塗装設備を完備しているので、ブラスト処理後の「戻り錆」は心配ありません。
ブラスト完了後4時間以内にプライマー・下塗塗装を行います。
また塗装が難しいとされるステンレスへの塗装もブラスト加工を行う事で可能になります!
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → グリットと呼ばれる鉄の研削材
サンドブラスト → サンドと呼ばれる砂(珪砂)の研削材
グリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性が高いので使用されておらず、現在は代替品が使用されています。)
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【最高品質のブラスト塗装で差をつける - [原田鉄工 広島]のサービス紹介】
原田鉄工 広島は、高水準の技術と豊富な経験を駆使して最高品質のブラスト塗装サービスを提供しています。
製品寿命を延長させる事で、新たな付加価値を製品に与えます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『原田鉄工 広島の会社概要』
原田鉄工は設計・製缶・組立から始まった鉄工所です。
建設、産業機器、造船、プラントなど幅広い分野の製品を製作していく中で、より長く・美しく使うことのできる製品を自社で作りたい!そんな思いからブラスト・塗装を設備しました。
素地調整の中でも最高品質となるブラスト加工を行い、塗装を塗り重ねていくことで海上・海中・臨海部といった過酷な環境にも耐えうる長寿命な製品が作れます。
原田鉄工はそのような高品質な製品を製作する事で、資源・メンテナンスコストを削減するとともにお客様の製品へ新たな付加価値を創造します!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『原田鉄工 広島のサービス』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
また高硬度にも関わらず粘りも強いため、粉砕されにくく粉塵や産廃の量が少ないです。
「サンドブラスト」
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレス等にも使用ができます。
「重防食塗装」
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『原田鉄工 広島の強み』
原田鉄工の強み
・製作+ブラスト×塗装の一貫施工が可能
製作加工、ブラスト、塗装といった各工程に対応できる会社は多く存在しますが、全てに対応できる会社は少ないです。
・どんな要望にも応えられる対応力と技術
原田鉄工は業種・分野を限定することなく幅広く対応し続け、創業80年を迎えました。
その蓄積した経験は現在の確かな対応力と技術力の礎となっています。
・ブラスト×塗装による高付加価値の付与
完璧なブラストと徹底的に管理された塗装は製品の防食性、耐久性は大幅に向上します。
新設塗装の耐久年数は40年~60年とまで言われ、塗り替え周期を長く保つことで資源とランニングコストを大幅削減!美しい外観を保ち続けます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『原田鉄工 広島の施工事例』
原田鉄工でブラスト×塗装施工した事例の一部を紹介します。
・プラント用機械・配管などのブラスト×塗装
プラントは臨海部に建設される事が多いので腐食しやすい環境となります。
また大規模な設備なので一度稼働してしまうと停止する事はもちろん、メンテナンスを行う事も難しい場合が多くあります。
このような条件により耐久年数を伸ばすため、ブラスト×塗装で施工しました。
・経年劣化した製品のメンテナンスでブラスト×塗装
経年劣化により発錆や塗膜が劣化しボロボロになった製品のメンテナンス。
錆びたり、劣化した塗膜の上から塗装するだけでは見た目は多少綺麗になりますが、本質的な問題は解決できません。
原田鉄工のブラストは錆はもちろん、劣化した塗膜も完全に除去する事が可能です。
表面の付着物を全て除去し、再度塗装をする事で新品同様に仕上げる事が出来ます。
・ステンレス製品の塗装でブラスト×塗装
塗料の密着性が悪く、塗装が剥がれやすいと言われるステンレスでもブラスト×塗装でしっかり塗装できます。
耐候性、耐腐食性の高いステンレスを塗装により更に向上させることが可能です。
また塗装する事でステンレスが錆びる原因となるもらい錆を防げます。
一般的にブラスト加工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト×塗装の一貫施工が可能なので、ブラスト加工後は直ちに塗装に取り掛かります。
ブラスト加工した実績だけではなく、ブラスト加工したものを直ちに塗装する事で効果を最大限に発揮させ品質に差をつける事が出来ます!
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト塗装のエキスパート - 高品質と信頼の原田鉄工 広島】
原田鉄工 広島は業界最高水準の技術と豊富な経験を駆使して最高品質のブラスト塗装を提供しています。
製品寿命を延長させる事で、お客様の製品へ新たな付加価値を与えます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『原田鉄工 広島の会社概要』
原田鉄工は設計・製缶・組立から始まった鉄工所です。
建設、産業機器、造船、プラントなど幅広い分野の製品を製作していく中で、より長く・美しく使うことのできる製品を自社で作りたい!そんな思いからブラスト・塗装を設備しました。
素地調整の中でも最高品質となるブラスト加工を行い、何層にも塗装を重ねていくことで海上・海中・臨海部といった過酷な環境にも耐えられる長寿命な製品が作れます。
原田鉄工はそのような高品質な製品を製作する事で、資源・メンテナンスコストを削減するとともにお客様の製品へ新たな付加価値を創造します!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『原田鉄工 広島のサービス』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
「サンドブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレスやアルミ、真鍮といった素材にも加工できます。
「重防食塗装」
屋内塗装工場:650㎡
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『原田鉄工 広島の強み』
原田鉄工の強み
・製作+ブラスト×塗装の一貫施工が可能
製作加工、ブラスト、塗装といった各工程に対応できる会社は多く存在しますが、全てに対応できる会社は少ないです。
・どんな要望にも応えられる対応力と提案力
原田鉄工は業種・分野を限定することなく幅広く対応し続け、創業80年を迎えました。
蓄積した経験や技術はお客様の希望を実現するための対応力や提案力へつながっております。
図面通り作るだけではなく、図面を作る構想からお手伝いさせていただきます!
・ブラスト×塗装による高付加価値の付与
完璧なブラストと徹底的に管理された塗装は製品の防食性、耐久性は大幅に向上します。
新設塗装の耐久年数は40年~60年とまで言われ、塗り替え周期を長く保つことで資源とランニングコストを大幅削減!美しい外観を保ち続けます。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『原田鉄工 広島の施工事例』
原田鉄工でブラスト×塗装施工した事例の一部を紹介します。
・耐水性を高めるためにブラスト×塗装
金属にとって水分・塩分は腐食を促進させる大敵です。
しかし金属製にも関わらず水中・水上・海中・海上などで使われえる製品は多くあります。
そのような製品は通常の塗装以上の耐水性能が求められるため、ブラスト×塗装が必要となります。
・購入した既製品では耐久性・塗装色に問題があるのでブラスト×塗装
既製品の多くはメーカーで一律に塗装され、市場に出回ります。
そのため購入した既製品は実際に使用する環境では耐久性に不十分、その他製品と塗装色が異なるなどといった問題が起こることも多くあります。
ブラスト×塗装を行う事で既製品の塗膜を完全に除去し、希望の塗装を行う事でメーカー以上の耐久性と仕上がりを提供します。
・ステンレス製品の塗装でブラスト×塗装
塗料の密着性が悪く、塗装が剥がれやすいと言われるステンレスでもブラスト×塗装でしっかり塗装できます。
耐候性、耐腐食性の高いステンレスを塗装により更に向上させることが可能です。
また塗装する事でステンレスが錆びる原因となるもらい錆を防げます。
一般的にブラスト加工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト×塗装の一貫施工なので、ブラスト加工後は直ちに塗装に取り掛かります。
ブラスト加工した実績だけではなく、ブラスト加工したものを直ちに塗装する事で効果を最大限に発揮させ品質に差をつける事が出来ます!
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【意外と知らない!?錆の7種類について】
錆は7種類もあるのはご存じでしょうか?
金属の種類や環境によっても発生する錆は異なります。
錆には多くの種類があり、発生過程や特性も異なりますので全て紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
金属表面が浸食される現象を「腐食」と呼び、腐食が進行する事で錆が出来ます。。
錆は金属のみに発生する現象で、酸素と結合する事で発生する腐食生成物です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあります。
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの場合は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの場合は表面を保護している酸化被膜を破壊し、腐食が進行する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
青錆(緑青)は表面に安定した保護膜を形成し、内部への腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
発生するのは非常にまれです。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【サビにも種類がある!?赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆について】
サビとは金属が酸素と結合する事で発生する腐食生成物です。
このサビが「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあるのをご存じですか?
サビ7種の特徴と発生原因を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆とは?』
金属が空気中の酸素や水分と化学反応を起こし酸化する事で作られます。
この酸化還元反応を腐食と呼び、腐食が進行する事で生成される酸化物が錆です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあり、金属の種類や環境によって発生する錆は異なります。
【金属材料の種類について】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
銅に発生する赤錆は水・海水などからある程度の腐食を防ぐ能力があるので、船底塗料の原料としても使用される事もあります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
銀に発生する黒錆(Ag₂S)も内部への浸食するものではありません。
しかし拭き取るだけで被膜を除去できるほど脆いため、防食効果は低く、電気抵抗の増加や美観の低下などの事からデメリットの方が多いとされています。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの白錆(2ZnCO₃、3Zn(OH)₂)は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの白錆(Al₂O₃)は表面を保護している酸化被膜を破壊し、内部へ浸食する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や自由の女神などの銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
内部への浸食はないので、青錆で覆う事によって腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
元々ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
ほぼ緑錆を見かける事はないと思います。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
亜鉛メッキ加工の前処理であるリン酸亜鉛処理の工程で発生する事が多くある。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【厚塗り塗装でも大丈夫!塗装剥離は原田鉄工にお任せください!】
「塗装を失敗したので剥がしたい」
「塗装仕様が変更になったので剥がしたい」
「古くなって汚れてきたから一度剥がして綺麗に塗りなおしたい」
サンドペーパーはもちろん電動工具でも落とす事が難しいぶ厚い塗装、複雑な形状でも大丈夫!
塗装剥離の事は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストとは?』
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
ブラストとはコンプレッサーで圧縮した空気と一緒に研磨材を高速で噴射し、対象物の表面を加工する方法です。
その威力は鉄の表面についた酸化被膜、塗料、樹脂、ゴムなど付着したものは全て削り取ってしまいます。
そうして不純物の付着していない素地を露出させることで、塗装を長持ちさせる加工法です。
作業者はタンクから伸びる太いホース先端に付けたノズルで加工箇所を狙い、少しづつ表面を加工していきます。
そのためショットブラストでは対応できないような複雑な形状でも加工する事が出来ます!
『対応する素材』
鋼や鋳鉄といった鉄はもちろん、ステンレス・アルミ・マグネシウムなどの非金属系の素材も加工可能です。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の設備』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
「サンドブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレスやアルミ、真鍮といった素材にも加工できます。
「重防食塗装」
屋内塗装工場:650㎡
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『ブラスト加工の効果』
ブラスト加工で表面の酸化被膜や錆を除去したり、表面に凸凹をつくる最大の理由は「塗装の性能を最大限に発揮させ、金属を長持ちさせる」事にあります。
塗装を行う前には必ず「素地調整(ケレン作業)」という前処理を行わなければなりません。
この素地調整を行う事で表面に付着した酸化被膜や錆と言った異物を除去し、清浄な表面に塗料を付着させる事が出来るのです。
異物が付着している汚れた表面に塗装しても塗料は密着する事が出来ず、簡単に剥がれてしまいます。
多くの規格に分かれている素地調整の中で「最も効果的な加工法がブラスト加工」です!
ブラスト加工は表面の異物を完全に除去できるほか、細かい凹凸を作る事で塗料が入り込み固着する「アンカー効果」が発揮されます。
これにより塗装の性能が最大限発揮する事ができ、更に長持ちする事が可能になるのです。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【施工事例②】ステンレス製クーラーボックスの塗装
お客様より艶消しブラックへしたいとのご要望があり、YETI(イエティ)の高級ステンレス製クーラーボックスを塗装しました。
元々ヘアライン仕上げのステンレスは高級感がありましたが、艶消し(3分艶)のブラックに塗装する事で更に高級感と存在感のある仕上がりにすることが出来ました。
世界に1つのオリジナルクーラーボックスにすることができます!
【Amazon商品紹介 YETI (イエティ) Vシリーズ55 ハードクーラーボックス】
https://x.gd/PiOS8
【YETI】
https://www.yeti.com/
【原田鉄工株式会社】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【クーラーボックス】
材質:ステンレス鋼
容量:30L
寸法:422mm×629mm×441mm
重量:15.88kg
【素地調整】
SSPC SP-16
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【塗装仕様】
ステンレス兼PP用下塗り塗料
ウレタン樹脂上塗り塗料 [ブラック 3分艶]
製品の外面のみ施工としております。
取り外せる部品は全て取り外し、施工する事でムラなく仕上げる事が出来ました。
外面はステンレスとプラスチック系の樹脂部分がありましたが、ブラストで素地調整を行いSUS・PPにも対応している専用塗料で下塗を行う事で密着性を確保しております。
クーラーボックスの板厚が分からないのでブラスト加工に耐える強度があるか心配で加減しながらの施工でしたが、本製品に関しては全く変形ありませんでした!
素地調整が完了後はすぐさま塗装工程へ
専用の下塗塗料で塗装を行い、ウレタン樹脂系のブラック3分艶にて仕上げます。
ブラック3分艶の塗膜は薄いと色ムラになり、厚いと艶が出てしまうので調整が難しい塗装でしたが職人の腕によりムラなく綺麗な3分艶に仕上がりました。
お客様の希望はブラック艶消しでしたが、完全なる艶消しは塗装表面が凹凸になっており、汚れが付きやすく・落ちにくいというデメリットがあります。
屋外にて使用する事が多いクーラーボックスで長く綺麗な状態で使ってもらえるよう、3分艶を提案し今回はそのように塗装を行いました。
無塗装でも美しい見た目のステンレスですが、色を付ける事で更に美しくする事ができます。
塗装が難しいと言われるSUS304といったステンレス材ですが、原田鉄工なら問題ありません。
自分だけのオリジナル製品を作ってみませんか?
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
SUS304などのステンレスは錆びにくい特徴がありますが、錆びない訳ではありません。
塗装を施す事で更に耐候性を向上させ「より錆びにくく、美しく仕上げる事が可能です!
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
原田鉄工では素地調整専用のブラスト設備を保有しています。
ステンレス塗装を長持ちさせるコツは塗装前の研磨を充分に行う事です。
ブラスト加工なら複雑な形状のステンレス製品でも確実に研磨できます!
塗装が難しいとされるアルミ製品・ステンレス製品ですが、原田鉄工には多くのブラスト加工と塗装実績があります。
アルミ製品やステンレス製品の塗装でお困りな場合は是非ご相談ください。
【施工事例①】SUS304への塗装
https://www.nc-net.or.jp/company/98405/product/detail/215809/
【SSPC SP-16】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208416/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎SUS304
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
加工が比較的容易で腐食に強いこともあり、ステンレス鋼の中では最も広く使われています。
一般的に『さすさんまるよん』と呼ばれています。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO St3】電動工具で行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
St3(パワーツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にSSPC SP-3と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『ISO St3とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO St3の作業方法』
1.表面に付着しているスラグなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.電動工具にて表面に弱く付着している有害物質を取り除く。
4.電動工具の使用できない箇所は手工具を使用し処理を行う。
5.清潔な乾燥空気で埃やゴミを取り除く。
『ISO St3の注意点』
作業上の危険性
・電動工具を使用しますので、適切な保護具の着用と火花が発生するので火災への予防が必要です。
作業完了後の塗装工程
・処理後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・電動工具で処理できないような隅や複雑な構造部は手工具なども併用して処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO St3で行うメリット』
ISO St3は電動工具と手工具を併用する洗浄度の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また作業時間とコストがかかるため大規模・広範囲に対しての作業には向いていませんが、一部損傷した塗装を修正する場合などにもSt3にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
St3は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
加工範囲が広範囲・大規模の場合には膨大なコストと作業時間が必要となるため不向きとなりますが、ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
塗装工程で最も重要とされるこの「ケレン作業」について詳しく解説しています。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
原田鉄工ではSt3での素地調整も対応しておりますが、
St3の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【頑固な錆!しつこい錆!錆落としは原田鉄工】
頑固な錆やしつこい錆を落とすのは原田鉄工にお任せください!
どんな錆でも完璧に落とし、綺麗な金属素地の状態に仕上げます。
錆を落とす方法や錆を防ぐ方法についても紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
私たちの身の回りで多く使われている鉄(鋼)は空気中の「酸素」「水分」と接触する事で腐食が進み錆びていきます。
「赤錆」とも呼ばれるこの錆は「酸素」「水分」と接触している限り、内部へと浸食していきます。
その結果鉄は金属強度や機械的性質を大きく損なう事になってしまいます。
・「酸素」「水分」を遮断する事で錆を予防する事。
・発生した錆は内部へ浸食が進む前に「除去」する事。
鉄を長く安全に取り扱う為には、しっかりと予防・除去(メンテナンス)する必要があります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『錆を防ぐ方法』
大気中には21%も酸素が含まれており、高温多湿の日本では湿度も高いので鉄は常に酸化し錆び続けます。
錆を防ぐためには鉄の表面をコーティングし、酸素と水分を遮断する必要があります。
広く使われているのは「メッキ」や「塗装」といった方法です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ、塗った後拭き取るだけなので簡単です。
ただし広範囲な錆や重度の錆はあまり向いていません。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
手間と時間はかかりますが、最も安価に錆を落とす事が出来ます。
広範囲の錆や重度の錆を落とすのはかなりの重労働となるので、オススメできません。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどと比較すると早く簡単に錆を落とす事が出来ます。
しかし広範囲の錆や重度の錆を落とすにはかなりの手間と時間が必要となります。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単に錆を落とす事が出来ます。
最も確実な錆を落とす方法ですが、設備が必要となります。
どんな錆でも落とす事が出来ますが、威力が高いので強度のない製品などには注意が必要です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『原田鉄工の錆落とし』
原田鉄工では大型のブラスト設備を完備しているので、対象製品の形状・サイズに関わらず錆を落とす事が出来ます。
ブラスト加工は最も優れた錆を落とす方法であり、広範囲にわたる「頑固な錆」「しつこい錆」も問題ありません。
ブラスト加工に使用する研磨剤の種類を変更すれば、対象製品の素材は問いません。
またブラスト加工後は完全に錆を取り除き、金属表面を清浄化させると同時に表面に微細な凹凸を形成します。
この表面に形成された凹凸は塗装を行う際に塗料の密着力を格段に向上させる効果があり、製品を長期間錆から守る事が可能になります。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『まとめ』
鉄に発生する赤錆は酸素と水分が原因となり発生する。
赤錆は一度発生したら内部へ浸食を進め、鉄の金属強度や機械的性質を大きく損なう。
早めに錆を取り除き、塗装・メッキなどの方法で酸素と水分を遮断する事が重要。
錆を落とす方法には錆除去剤を使った科学的な方法と、研磨する物理的な方法があり錆の進行具合や対象面積を考慮して選定する必要がある。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は錆、塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くてボロボロになった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【錆を落とす方法と防止方法|錆の原因についても紹介】
錆の原因は「酸素」と「水分」です。
鉄をコーティングする事で酸素と水分から遮断する事で錆は防ぐことができます!
錆は浸食すると表面に凹凸ができ反応面積が増大するので、一旦生じた錆は加速度的に進行します。
そのため一度発生した錆は早急に落とす(除去する)必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆の原因』
金属が空気中の「酸素」と「水分」に酸化還元反応を起こし生成される酸化物が錆です。
まず鉄が錆びる場合に起こるのが電子の移動となります。
安定状態だった鉄から水分へ電子が移動する事で鉄の電子は不足、水分は電子が多い状態となります。
(この電子が移動し増減する事を「イオン化」と呼びます)
鉄は過不足のない安定状態を目指し、水分と結合する事でオキシ水酸化鉄へと変化します。
オキシ水酸化鉄は錆の元で、分解される事で「赤錆」と水分となります。
酸素と水分に接触している限り、上記の反応が繰り返されるため赤錆は範囲を広げながら内部へ浸食していきます。
赤錆はこのように金属にとって「有害」な錆とされますが、逆に金属を「保護」する種類の錆もあります。
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『錆を防ぐ方法』
錆を防ぐためには鉄の表面をコーティングし、酸素と水分を遮断する必要があります。
広く使われているのは「メッキ」や「塗装」といった方法です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『金属の錆びやすさ』
金属は酸素と水分と接触し「イオン化」する事で錆が発生します。
イオン化の起こりやすさをイオン化傾向と呼び、金属の種類によって値が決まっています。
なので金属の錆びやすさはイオン化傾向の大きさによって決まっています。
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
金、銀、プラチナはイオン化傾向が小さいので酸化が起こりにくく、恒久的に劣化しないのも価値が高い理由です。
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ、塗った後拭き取るだけなので簡単です。
ただし広範囲な錆や重度の錆はあまり向いていません。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
手間と時間はかかりますが、最も安価に錆を落とす事が出来ます。
広範囲の錆や重度の錆を落とすのはかなりの重労働となるので、オススメできません。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどと比較すると早く簡単に錆を落とす事が出来ます。
しかし広範囲の錆や重度の錆を落とすにはかなりの手間と時間が必要となります。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単に錆を落とす事が出来ます。
最も確実な錆を落とす方法ですが、設備が必要となります。
どんな錆でも落とす事が出来ますが、威力が高いので強度のない製品などには注意が必要です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『まとめ』
鉄に発生する赤錆は酸素と水分が原因となり発生する。
赤錆は一度発生したら内部へ浸食を進め、鉄の金属強度や機械的性質を大きく損なう。
早めに錆を取り除き、塗装・メッキなどの方法で酸素と水分を遮断する事が重要。
錆を落とす方法には錆除去剤を使った科学的な方法と、研磨する物理的な方法があり錆の進行具合や対象面積を考慮して選定する必要がある。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は錆、塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くてボロボロになった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属の錆びやすさ(イオン化傾向)について】
「錆びやすい金属」と「錆びにくい金属」があることは何となくご存じかと思います。
ただなぜ錆びやすい金属と錆びにくい金属があるのでしょうか?
実は金属の錆びやすさは「イオン化のしやすさ=イオン化傾向」で決まっています!
・金属の錆びやすさに関わる「イオン化傾向」
・錆の落とし方と防止方法
2点を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆の正体』
金属が空気中の「酸素」や「水分」と酸化還元反応を起こし生成される酸化物が錆です。
酸化還元反応とは「電子の移動を伴う化学反応」です。
金属中から電子を失う(酸化する)、水が電子を得る(還元する)事で化学反応を起こし結果として錆が発生します。
この酸化還元反応を腐食と呼び、腐食は金属が酸素や水分と接触している限り浸食を続けます。
一度錆が生成されると表面に凹凸ができ反応面積が増大するため、一旦生じた錆は加速度的に進行してしまいます。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『電子とイオンについて』
錆は酸化還元反応によって作られます。
酸化還元反応つまり電子の移動が重要です!
通常物質を構成している原子には+の電気を帯びた陽子、-の電気を帯びた電子が同じ数存在し安定した中性な状態となっています。
この状態より電子が移動し電子が足りない場合は原子は+の電気を帯び、電子が多い場合には-の電気を帯びる事となります。
この原子が電気を帯びた状態の事を「イオン」と呼び、電子を放出し「陽イオン」となる事で腐食が始まります。
『金属の錆びやすさ=イオン化傾向』
電子を放出する事を酸化すると言います。
金属は電子を放出し陽イオンへ変化する事で最終的に錆びてしまいます。
つまり電子を「放出しやすい金属は錆びやすく」、「放出しにくい金属は錆びにくい」という事です。
この電子の放出しやすさ=「イオン化傾向」と呼びます。
『イオン化傾向』
金属原子ごとにイオン化傾向(電子の放出しやすさ)は異なります。
イオン化傾向の大きなものは錆びやすく、小さなものは錆びにくい金属となります!
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
Cu(銅)、Ag(銀)、Pt(プラチナ)、Au(金)などは高価・貴重とされますが、錆びにくく劣化しにくい事も大きな理由となっています。
自然界ではCu(銅)、Hg(水銀)、Ag(銀)は単体又は酸化物や硫化物として、Pt(プラチナ)、Au(金)は単体で存在しています。
その他金属は自然界では全て酸化物などの化合物や水溶液中の陽イオンとして存在しております。
『錆を防ぐ方法』
錆を防ぐためには表面を覆い水分と酸素の接触を遮断する必要があります。
広く行われている防錆方法は「メッキ」と「塗装」の2種類です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ簡単ですが、広範囲な錆や重度の錆はあまり向いていません。
化学薬品なので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
最も安価に錆を落とす事が出来ますが、広範囲の錆や重度の錆を落とすのはかなりの重労働となります。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどより早く簡単に錆を落とせますが、広範囲の錆や重度の錆を落とすのは重労働です。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単にどんな錆でも落とす事できます。
設備は必要となり、威力が高いので強度のない製品などには注意が必要です。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『まとめ』
金属は原子中の電子を放出する事で、陽イオンとなり酸化する。
その後、酸素・水分と化学反応を起こす事で錆が生成される。
電子の放出しやすさを「イオン化傾向」と言い、イオン化傾向の大きい金属は錆びやすい事になる。
錆を防ぐためには金属の表面を覆うことで、酸素と水分から保護するのが有効。
一度発生した錆は表面を凹凸にし反応面積が増大してしまい、進行が加速するため早めに処置するのが好ましい。
錆を落とすには多くの方法があるが方法によって作業時間や労力が大きく異なるので、錆の進行状況と面積を考慮して行うようにしましょう。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
原田鉄工では大型のブラスト設備と塗装設備を完備しているので、対象製品の形状・サイズに関わらず錆を落とし塗装を行う事が出来ます。
ブラスト加工後は完全に錆を取り除き、金属表面を清浄化させると同時に表面に微細な凹凸を形成します。
この表面に形成された凹凸は塗装を行う際に塗料の密着力を格段に向上させる効果があり、製品を長期間錆から守る事が可能になります。
様々な塗料・塗装仕様の経験がありますので仕様などが分からない、決まっていない場合には塗料の選定からお任せください。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO St2】手工具で行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
SP-2(ハンドツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にSSPC SP-2と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
【SSPC SP-2】手工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/219286/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『ISO St2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
手工具であるやすり・ワイヤーブラシ・スクレーパーなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO St2の作業方法』
1.表面に付着しているスラグなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.手工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO St2の注意点』
作業上の危険性
・工具を使用しますので、適切な保護具を着用する必要があります。
汚染状態の確認
・使用する工具は水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO St2で行うメリット』
SSPC SP-2は手工具で素地調整を行う場合の規格となります。
ブラストや電動工具を使用する場合は設備が必要であり、粉塵や騒音が発生しますので周辺環境を考慮しこれらの作業が難しい場合などで選定される規格となります。
また莫大な作業時間とコストが必要となるので大規模・広範囲に対しての作業には向いていませんが、一部損傷した塗装を修正する場合などにもSP-2にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
St2は素地調整の規格であり、ブラストではなく手工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
加工範囲が広範囲・大規模の場合には膨大なコストと作業時間が必要となるため不向きとなりますが、ブラストや電動工具での素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
要求基準の判断が難しいので要求・施工には注意が必要です。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
原田鉄工ではSt2での素地調整も対応しておりますが、
St2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事で「コスト」「資源」の削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装は下地で性能が決まる!?】
塗装の性能は何によって決まるのでしょうか?
塗料の質?塗装の回数?それとも塗装技術?
どれも重要な要素ではありますが、最も塗装の性能を左右するのは下地です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装の目的』
塗装を行う目的は主に3つに分けられます。
①保護
塗装は塗料で表面を覆う事で保護する役割があります。
元は液体や粉体だった塗料も完全に硬化した塗膜となる事で接触などによる衝撃、紫外線、雨風といったものから守ってくれます。
②美観
塗料は調整する事で様々な色や質感を与える役割があります。
優れた美観に変化させる事で商品に付加価値を付与します。
③機能性の付与
塗料によっては防錆、防腐、防虫や耐熱、断熱、蛍光などの機能・効果を付与する役割があります。
色によって危険性を示す事も可能です。
『塗装の工程』
まずは一般的な塗装の工程(手順)を紹介します。
①塗装の仕様を決める
まずは必要となる性能を元に「下地処理の方法」「塗装回数」「規定膜厚」「塗料の種類」などといった塗装仕様を決定する必要があります。
②下地処理(素地調整)
塗装前に表面に付着した油分・錆・ゴミ・酸化被膜などの不純物は除去する必要があります。
③塗装
使用する塗料を説明書通りの方法・分量にて混合・希釈を行います。
塗料を準備したら規定量を適切にムラなく塗装します。
④検査
塗料が完全硬化すると塗膜厚の計測を行います。
規程となる膜厚に対し過不足がある場合には調整を行います。
⑤再塗装+検査
③~④の工程を繰り返しながら塗装を塗り重ね、完成させます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
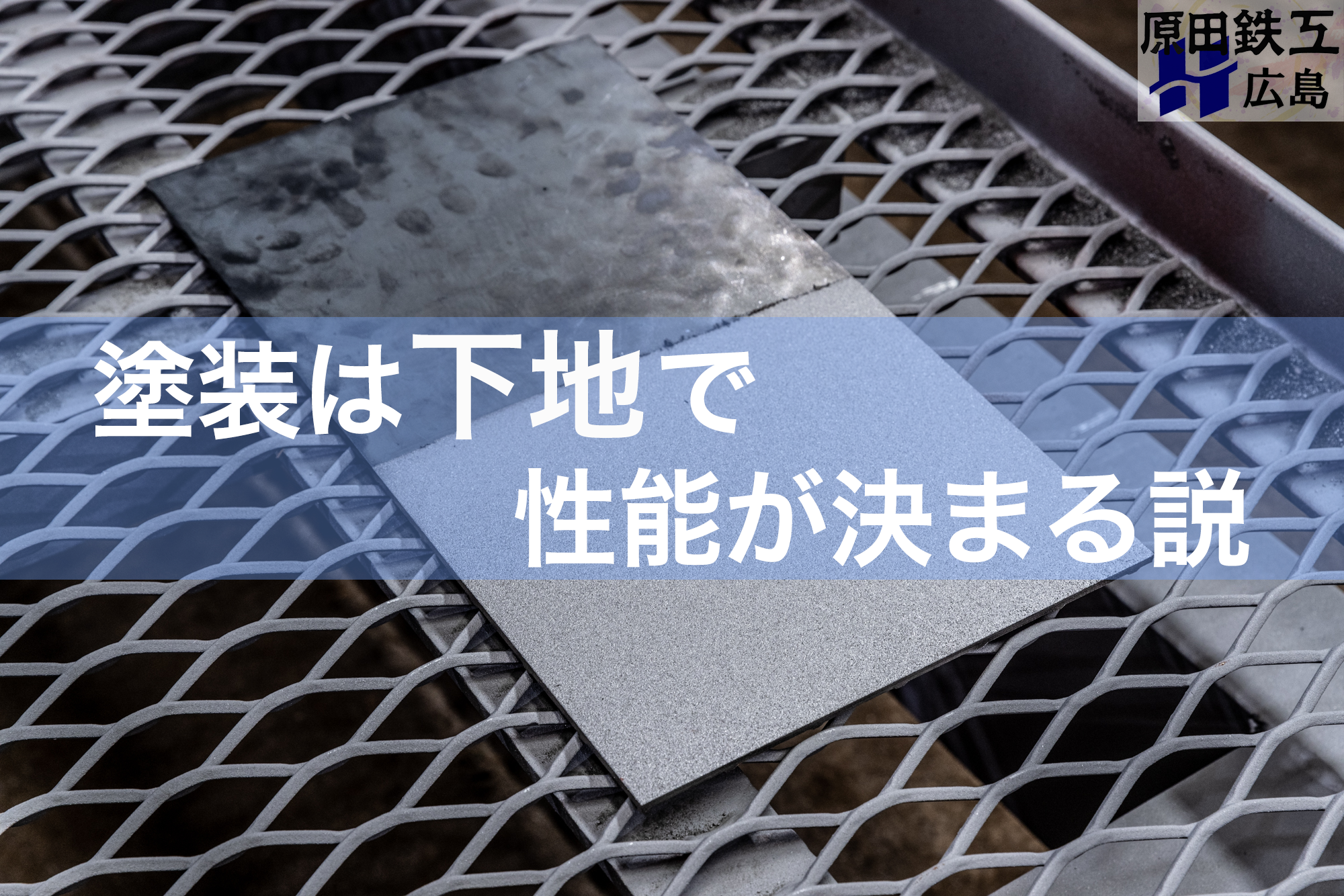
『塗装は下地で性能が決まる!?』
塗装の目的は3つありますが、最も重要とされるのは「保護」の役割です。
塗装寿命は仕様に大きく左右されますが5年~50年ほどと言われます。
この塗装寿命に影響を与える要素は大きく分けると以下の4項目となります。
49.5%❘下地処理(1種ケレンと2種ケレンの比較)
19.1%❘塗装回数
4.9%❘塗料の種類
26.5%❘塗装技術や周辺環境、気候
下地処理が塗装寿命に与える影響は約50%あり、ほかの項目と比較しても圧倒的です。
1種ケレンはブラスト加工による下地処理
2種ケレンは電動工具を使用した下地処理
方法が異なるだけでここまで塗装寿命に影響を与える下地処理は塗装工程の中で最も重要とされ、下地処理によって塗装性能は決まると言っても過言ではありません。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『そもそも下地処理とは?』
下地処理は下処理や素地調整などとも言われ「塗装に適した表面に変化させる処理」です。
多くの方法があり「表面の状態」や「必要な耐久性」を考慮して、いくつかの処理を組み合わせ作業します。
一般的な下地処理は以下の3工程となります。
〈脱脂作業〉
表面に付着している油分や汚れは塗料を弾いてしまいます。
有機溶剤や洗剤を使用し、ふき取る事で除去します。
〈ケレン作業〉
表面に付着している酸化被膜や錆、劣化した塗装などは塗料の付着を妨げ早期剥離の原因となります。
サンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去しましょう。
ケレン作業は使用する「工具」と「清浄度」によって4つのグレードに分類されます。
表面の状態や必要な耐久性を考慮し、グレードを選定する必要があります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈パテ、プライマー塗付〉
塗装対象物の材質や表面の状態によってはパテ付けが必要だったり、専用のプライマーを塗る必要があります。
パテは劣化している箇所を補修したり、凹んでいる箇所を均一にするなどで仕上がりを美しくします。
特殊な金属や木材、コンクリートに対してはそのまま塗装しても塗料が密着しない、吸い込んでしまう、滲んでしまうなどの不具合を防ぐ専用プライマーを使用する必要もあります。
『まとめ』
塗装性能を決めるのは下地処理です!
なぜここまで下地処理が重要かと言うとしっかり下地処理を行う事で「密着性」「仕上がり」が大きく向上するためです。
下地処理を行わず塗装を行うと表面に付着した油分・錆・酸化被膜といった不純物によって塗装が弾かれたり、簡単に剥がれ落ちてしまいます。
塗装は紫外線や雨風などの影響によって年々減少はしますが、多くの塗装は経年劣化による塗装寿命を迎える前に密着力不足によって剥がれ落ちてしまいます。
またケレン作業とパテ、プライマー塗布によって表面に付着した不純物を除去し、平滑な表面に変える事で塗装後の仕上がりも大幅に向上します。
塗装の性能は下地処理でほとんど決まってしまいますので、必ず行うようにしましょう!
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装のやり方!失敗する原因とは?】
金属に塗装を行い、完成後ちょっと触るだけで簡単に塗装が剥がれてしまった経験はありませんか?
簡単に剥がれてしまう塗装は「やり方」が間違っている事がほとんどです。
正しい塗装のやり方と失敗してしまう原因について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装で使う道具
・塗装する時に必要なもの
・塗装のやり方
・塗装を失敗する原因
・まとめ
『塗装で使う道具』
塗装は工業・建築用でもDIY用でも大型の塗装機を除いて、基本的に使う道具は同じです。
・刷毛
木やプラスチック製の持ち手の先に毛を取り付けた道具。
先端の毛は馬や豚といった動物の体毛や化学繊維で作られたものなど、多くの種類がある。
小さいものなら刷毛のみで塗装できますが、基本的には隙間や角など塗装しにくい箇所を事前に塗装し塗り残しを防ぐといった補助的な使い方をします。
また技術が無いと刷毛目と呼ばれる毛の筋が塗装後にできやすいので、注意が必要です。
・ローラー
持ち手の先に回転する筒状のローラーが付いた道具。
ローラーは化学繊維の毛で覆われたものやスポンジで作られたものがあり、模様を作る事も出来る。
塗料を付けてローラーを回転させだけで効率よく簡単に塗装する事ができる。
隙間や角といった平面以外は塗装が難しいので、他の道具も併用しながら塗装する。
・スプレー缶
スプレー缶に塗料が入っており吹き付け塗装ができる道具。
塗料の種類や色には限りがあるが、簡単に塗装する事ができる。
上手に塗装するには一定の距離を保ちながら、端から端まで一定の速度で吹き付ける事がコツ。
吹き付け量が多いと塗料が流れたり、溜まったりするので薄く均等に塗り重ねる事が重要。
・スプレーガン
コンプレッサーから圧縮した空気を送る事で、塗料を微細化し吹き付ける道具。
塗装するのには技術と設備が必要ですが、仕上がりが美しく広範囲を塗装できます。
スプレー缶と同様で綺麗に塗装するには一定の距離と速度を保ち吹き付ける必要があります。
DIY向けに吹き付け量の少ない小型なスプレーガンもあります。
『塗装する時に必要なもの』
・養生用マスキングテープ
まず塗装を始める前に周辺の環境を整える必要があります。
塗料は一度付着したら中々落ちないので、塗料で汚れないように養生します。
マスカーと呼ばれるマスキングテープにビニールが一体化した便利な道具もあります。
・手袋
塗料は手に付着すると落ちにくく、肌荒れや痛みを伴う可能性があります。
・ゴーグルやメガネ
多くの塗料は有機溶剤が含まれており、目に入った場合は強烈な痛みが襲います。
最悪の場合、失明の可能性もありますので必ず保護用のゴーグルなどを装着しましょう。
・防毒マスク
多くの塗料には有機溶剤が含まれており、揮発性のガスは人体にとって有害です。
・塗装ブース
吹き付け塗装を屋内で行う場合は特に必要となります。
周辺に塗料が飛び散ったり、有機溶剤の臭いが残る事を防いでくれます。
『塗装のやり方』
塗装を行う場合は大きく分けて4つの工程に分けられます。
①塗装準備
まずは塗装を行う金属素材に対して相性の良い塗料を選定します。
一括りに金属と言っても多くの種類がありますので、適切な塗料を選ぶ必要があります。
塗装を行う前に塗料が飛散しても問題ないよう周辺の養生を行う。
製品に塗装したくない箇所がある場合は、マスキングテープなどで養生を行い準備完了です。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
②下地処理(素地調整)
塗装の性能を大きく左右するのがこの「下地処理」となります。
下地処理とは表面に付着した油、錆、汚れといった不純物を取り除くことで「塗装に適した表面へ変化させる処理」となります。
有機溶剤や洗剤などを使用し、油分を綺麗に拭き取り乾燥させる。
サンドペーパーやディスクサンダー、ブラストなどで表面を研磨する事で錆や汚れ、酸化被膜などの不純物を除去する。
また研磨で表面に微細な傷をつける事で塗料の密着性が向上する効果もあります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
③塗装作業
市販されている多くの塗料はそのまま使用できる1液型、主剤と硬化剤を混ぜる事で使用できる2液型に分けられます。
塗料の説明書に記載されている混合比率や攪拌方法、塗装要領を確認し従いましょう。
塗装対象物の形状にもよりますがまずは刷毛でローラー・スプレーでは塗装できない箇所を事前に塗っておき、ローラー・スプレーで塗装を行い仕上げるのが一般的です。
塗装は均一に行わなければ垂れてしまう、ムラになるなどの不良が発生してしまいます。
吹付け塗装は常に一定の距離とスピードで行う事を心掛け、ムラなく塗装を行う事がコツです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
④塗装検査
塗装が完了したら、塗り残しが無いか?塗装が薄いところはないか?などチェックをします。
問題なければ乾燥させ、塗料を完全に硬化させます。
乾燥後には出来れば「膜厚計」で塗料の厚みを計測し、分厚い部分は研磨・薄い部分は追加塗装を行い塗料の厚みを均等にする事が望ましいです。
厚すぎる塗装はひび割れや剥離する可能性があり、薄すぎる塗装は基本的な性能を発揮できません。
調整が完了し均一な塗膜厚となった上へ、更に中塗り・上塗りを行いながら塗装検査をする事で完成となります!
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『塗装を失敗する原因』
せっかく頑張った塗装が「仕上がりが悪い」「簡単に剥がれてしまう」など失敗してしまう多くの原因は「下地処理」にあります。
下地処理が不十分だったために表面に不純物が付着しているまま塗装を行い表面がブツブツで仕上がりが悪い、油分が残っているや表面がツルツルしているため密着性が悪くすぐに塗装が剥がれるといった失敗に繋がっています。
もしすぐに不良が無い場合でも耐久性がかなり劣り、長持ちできないので下地処理(素地調整)は塗装工程において最も重要とされます。
しっかりと脱脂作業を行い油分を除去し、研磨で表面に凹凸を形成しつつ付着している酸化被膜・錆・汚れを全て除去!
丁寧に下地処理を行う事で剥がれず、美しい仕上がりの塗装が完成します。
『まとめ』
塗装で使用する道具には様々な種類がありますが、基本的な塗装のやり方は全て同じです。
塗装はまず「下地処理」を十分と行わなければ、失敗する可能性が格段に上がります。
また塗装完了後は綺麗な仕上がりだったとしても、1か月後/1年後など早期の段階で劣化してしまいます。
塗装を綺麗に長持ちさせるためには下地処理を十分に行い、塗装は一度に厚く塗るのではなく均一な塗装を塗り重ねる事が重要です。
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装で長持ちを実現!下地処理の重要性と原田鉄工の強み】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属塗装の耐久性向上に悩んでいませんか?
せっかく施した塗装が短期間で剥がれてしまったり、錆が発生したりと、このようなトラブルに頭を悩ませている方も多いのではないでしょうか。
実は、塗装の寿命を左右する大きな要因の一つに「下地処理」があります。
本記事では金属塗装における下地処理の重要性と、その効果的な実施方法について解説していきます。
また原田鉄工株式会社が提供する高品質なブラスト・塗装サービスについても詳しくご紹介します。
『なぜ下地処理が重要なのか?』
下地処理とは「表面を塗装に適した状態へ変化させる作業」です。
この工程を適切に行うことで、以下の効果が期待できます。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
塗料の密着性向上: 下地処理により金属表面の平滑化や汚れを除去、塗料との密着性が大幅に向上します。
これにより塗膜の剥がれや浮きを防止し、塗装の寿命を延ばすことができます。
錆の発生防止: 金属表面に付着した錆や汚れなどを完全に除去することで、錆の発生を抑制し金属の腐食を防止します。
塗料の耐久性向上: 下地処理によって、塗料の性能を最大限に引き出すことができます。
これにより塗膜の耐候性や耐薬品性、耐摩耗性が向上し、長期間にわたって美しい外観を維持することができます。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『下地処理の方法』
下地処理には、以下の方法があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
ブラスト処理: 高圧で研磨材を吹き付けることで、金属表面の汚れや錆を強力に除去する手法です。
電動工具処理: ディスクグラインダーなどの電動工具を使用し、金属表面を均一に研磨する方法です。
手動工具処理: 手作業で研磨紙などを用いて、金属表面を研磨する方法です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
どの方法を選択するかは、金属の種類、汚れの程度、求められる表面状態などによって異なります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社が提供するブラスト・塗装サービス』
原田鉄工株式会社は、広島で一貫してブラスト・塗装工程を行うことを強みとしています。
創業80年となる経験とノウハウを活かし、お客様のご要望に合わせた最適な施工をご提案いたします。
原田鉄工の強み
「高品質な下地処理」
ブラスト処理の規格であるISOやSSPCに準拠した厳格な品質管理のもと、高品質な下地処理を行います。
「幅広い対応力」
鉄骨や形鋼のようなシンプルな形状の製品はもちろんですが、タンク・や機械製品などの複雑な形状にも対応できます。
またステンレスやアルミといった金属にも対応可能です。
「短納期対応」
お客様のご要望に合わせた短納期での施工が可能です。
また塗装のプロフェッショナルとしてより短納期、高品質にするための仕様選定なども協力させて頂きます。
「確実な管理システム」
求められる品質が高ければ高いほど、それに従い検査表や工程写真などの確実な管理が必要となります。
検査器具も多く取り揃え定期的に校正しておりますので、全ての工程にて必要とされる検査を正確に行う事が可能です。
『サービス内容』
「塗装は下地で性能が決まる」という考えのもと、私たちは日々、高品質な下地処理と塗装に努めています。お客様の大切な製品を長寿命化するため、最適なソリューションをご提案いたします。
「下地処理(素地調整)」
金属表面の汚れや錆を完全に除去し、塗料との密着性を高める事で製品寿命を延ばします。
原田鉄工では大型ブラスト設備を完備しておりますので、最高品質の下地処理を提供しています。
詳細はこちら:https://www.nc-net.or.jp/company/98405/product/detail/197750/
「塗装」
高耐久性・高品質な塗料を用いて、美しい仕上がりを実現します。
塗膜厚を厳しく管理する事で適正な塗膜厚に調整致します。
『まとめ』
金属塗装の耐久性を向上させるためには、下地処理が非常に重要です。
原田鉄工株式会社は長年の経験とノウハウを活かし、お客様のご要望に合わせた高品質なブラスト・塗装サービスを提供いたします。
金属塗装でお困りの際は、ぜひ一度ご相談ください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
[関連情報]
原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程
https://www.nc-net.or.jp/company/98405/product/detail/195780/
塗装は下地で性能が決まる!?
https://www.nc-net.or.jp/company/98405/product/detail/229378/
ブラストの規格 ISOとSSPC
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【金属塗装の課題を解決!長持ちする塗装を実現する、徹底した下地処理】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属製品の塗装は、製品の耐久性や美観を保つ上で非常に重要な工程です。
しかし下地処理が不十分なまま塗装を行ってしまうと早期の剥がれや錆が発生し、せっかくの塗装が台無しになってしまうことがあります。
原田鉄工株式会社では金属塗装における下地処理の重要性を深く認識し、お客様の金属製品を長寿命化させるための最適な塗装をご提案いたします。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『なぜ下地処理が重要なのか?』
塗装の寿命を左右する最大の要因は、実は「下地処理」です。
下地処理とは塗装前の金属表面を適切に処理し、塗料との密着性を高めるための工程です。
「錆の発生を防ぐ」
錆は金属の劣化を加速させ、塗装の剥がれにつながります。
下地処理により錆の原因となる酸化物を除去し、防錆効果を高めます。
「塗料の密着性を高める」
下地処理によって金属表面に微細な凹凸を形成させる事で、塗料との密着性を高めます。
これにより塗料の剥がれやひび割れを防止することができます。
「塗装の耐久性を向上させる」
下地処理が適切に行われることで塗装の耐久性は大幅に向上し、長期間にわたって美しい外観を維持することができます。
『原田鉄工株式会社の下地処理』
原田鉄工株式会社ではお客様の金属製品の材質や形状、使用環境に合わせて、最適な下地処理方法をご提案いたします。
主な下地処理方法と特徴
「ブラスト処理」
メリット
・高圧で研磨材を吹き付けることで金属表面の汚れや錆を完全に除去し、金属素地を露出させます。
・処理後の表面は一様に微細な凹凸となり、塗料が隙間に入り込み硬化する事で密着性を高めることができます。
デメリット
・高圧で処理を行うため適切な圧力や研削材を選定しなければ、製品が変形や破損する場合があります。
・作業環境によっては粉塵が発生し、周辺への影響が懸念される場合があります。
「2種ケレン(電動工具処理)」
メリット
・大掛かりな設備を必要としないので、手軽に処理する事が可能です。
・多少の騒音・粉塵はありますが、ブラスト処理よりは影響が少ないです。
デメリット
・錆や汚れを完全に除去し、金属素地を露出させる事が難しいのでブラスト処理より効果が劣ります。
・作業時間と労力がかかるため、大面積の製品には不向きです。
「3種ケレン(手動工具処理)」
メリット
・比較的簡単な作業で、小規模な製品の処理に適しています。
・電動工具では処理できないような、細かい箇所も処理する事が可能です。
デメリット
・手作業で行うため作業時間がかかり、均一な処理が難しい場合があります。
また表面が滑らかになりすぎると、塗料との密着性が低下するので注意が必要です。
・効果としては2種ケレンより大きく劣ります。
それぞれの方法のメリット・デメリットを比較し、お客様の製品に最適な方法を選択いたします。
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社の強み』
金属塗装に関するお悩みは、ぜひ当社にご相談ください
原田鉄工株式会社は、お客様の金属塗装に関するあらゆるお悩みを解決いたします。
「一貫生産体制」
ブラストから塗装までの一貫生産体制により、コストを削減するとともに高品質な製品を短納期で提供します。
「豊富な経験と実績」
長年の経験と実績に基づいた、お客様にとっての最適な下地処理と塗装をご提案いたします。
「最新の設備」
最新の計測機器や設備を導入しておりますので、高品質な塗装を実現します。
「品質管理の徹底」
ISOやSSPCなどの国際規格に準拠した厳格な品質管理体制にて施工を行っております。。
「お客様との密な連携」
ご要望をしっかりとヒアリングし、要求品質にあった最適な塗装プランをご提案いたします。
・塗装が剥がれてしまう
・錆が発生してしまう
・耐久性の高い塗装を求めている
・短納期で納品してほしい
・どの下地処理方法が最適か分からない
どんなことでもお気軽にご相談ください。
『まとめ』
金属塗装の寿命を左右するのは、下地処理の質です。
原田鉄工株式会社では、お客様の金属製品を長寿命化させるための最適な塗装をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
金属塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【金属塗装の革新:下地処理から始まる耐久性向上の秘訣 - 原田鉄工の先進技術】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
金属製品の耐久性と美観を長期的に維持することは、多くの企業にとって重要な課題です。
しかし適切な下地処理と高品質な塗装技術がなければ、その実現は困難です。
原田鉄工は80年以上の経験と最新技術を融合させ、この課題に革新的なソリューションを提供しています。
『下地処理の重要性』
下地処理は、塗装の耐久性を決定づける最も重要な工程です。
適切な下地処理を行うことで、以下のような効果が期待できます。
・塗膜の密着性向上
・腐食の防止
・塗装の美観維持
・製品寿命の延長
当社の調査によると適切な下地処理を行った場合、塗装の寿命が最大3倍延びるというデータがあります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『効果的な下地処理の方法』
金属塗装における主な下地処理方法とそのメリット・デメリットを紹介します:
a) ブラスト処理
メリット:高い下地処理能力、均一な表面粗さの形成
デメリット:設備投資が必要、騒音・粉塵の発生
b) 化学的処理
メリット:複雑な形状にも対応可能、低コスト
デメリット:廃液処理が必要、下地処理能力が低い
c) 機械的処理
メリット:簡易的な処理が可能、設備が不要
デメリット:大面積処理に時間とコストがかかる、均一性に欠ける
各方法の詳細と規格については以下リンクで解説しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト処理と電動工具処理 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『下地処理が塗装性能に与える影響』
適切な下地処理は塗装性能を大きく向上させます
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
塗膜の密着性向上:剥離リスクの低減
耐久性の向上:錆びの発生を抑制
美観の長期維持:仕上がりの向上や塗装剥離を防止
メンテナンス頻度の低減:総合的なコスト(LCC)の削減
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『長持ちする金属塗装のポイント』
業界別の推奨方法を含む、金属塗装を長持ちさせるポイントをご紹介します
a) 適切な下地処理の選択
b) 塗装環境の管理
c) 高品質な塗料の使用
d) 定期的なメンテナンス
例:橋梁業界では厳しい腐食環境に対応するため、ISO Sa2.5以上のブラスト処理と重防食塗装システムの採用が推奨されています。
『原田鉄工の革新的ブラスト・塗装サービス』
原田鉄工では80年以上の豊富な経験と最新の技術を融合させ、金属塗装業界をリードする革新的なサービスを提供しています。
私たちが選ばれる理由は以下の通りです。
a) ワンストップソリューション
ブラスト処理から塗装、検査まで一貫して自社で行うことができるため、品質管理が徹底され高品質な製品を提供可能。
また製品の移動に関わる時間・コストも必要ありませんので、短納期・低コストを実現。
これにより、お客様の手間と時間を大幅に削減できます。
b) 最新の設備と技術
大型ブラスト室や最新の塗装設備を完備し、あらゆる規模と形状の金属製品に対応可能です。
また環境に配慮した無溶剤型塗料の使用など、先進的な技術を積極的に導入しています。
c) カスタマイズされたソリューション
お客様の業種や製品特性、使用環境に応じて最適な下地処理方法と塗装仕様を提案します。
単なる作業の請負ではなく「お客様の課題解決パートナー」として、コンサルティングから実施までトータルにサポートします。
d) 品質保証とアフターフォロー
社内一貫生産となる厳格な品質管理システムにより、高品質な仕上がりを保証します。
さらに塗装後の定期点検やメンテナンスのアドバイスなど、製品の長寿命化をサポートする充実したアフターフォローを提供しています。
e) 幅広い対応力
機械設備、橋梁、プラント設備、船舶、建築資材など多岐にわたる分野での施工実績があります。
小ロットから大型構造物まで、あらゆるニーズに柔軟に対応いたします。
f) 環境への配慮
低VOC塗料の使用やブラスト粉塵の適切な処理など、環境負荷の低減に積極的に取り組んでいます。
お客様の環境方針にも柔軟に対応いたします。
g) 技術力の証明
ISO規格やSSPC規格などに準拠した高度な技術力を保有しています。
品質と信頼性において、業界トップクラスの評価をいただいております。
h) 緊急対応力
突発的な工事や塗り替え需要にも迅速に対応し、お客様の事業継続性をしっかりとサポートします。
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
高品質な仕上がりはもちろん、厳しい検査基準、納期の厳守、コスト削減、環境配慮などお客様のさまざまなニーズにお応えいたします。
金属製品の耐久性向上や美観維持でお悩みの方、ぜひ原田鉄工にご相談ください。
私たちの専門家チームが、お客様の課題に最適なソリューションをご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
お客様の製品に新たな価値を吹き込む、原田鉄工の技術力をぜひ体験してください。
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
事例:沿岸部に設置するタンク・配管類
課題:塩害による深刻な腐食
解決策:SSPC SP-5 最高品質ブラスト処理と最新の重防食塗装システムの採用
結果:想定耐用年数が40年以上、ライフサイクルコストの大幅削減
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
よくある質問(FAQ)
Q: 下地処理にどのくらいの時間がかかりますか?
A: 製品の大きさや状態により異なりますが、最短で即日施工可能です。
Q: 塗装について知識がないので、相談に乗ってもらいたい。
A: 使用される環境や予算などを教えて頂ければ、最適な塗装システムを提案します。
Q:施工可能なサイズは?
A:トレーラーサイズまでなら施工可能です。10tを超える重量の場合はご相談ください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
金属塗装の課題解決に向けて、専門家が丁寧にご相談に応じます。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月2日

【究極の金属保護:原田鉄工が誇る革新的下地処理と長寿命塗装技術】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
[目次]
はじめに
下地処理の重要性
効果的な下地処理の方法
下地処理が塗装性能に与える影響
長持ちする金属塗装のポイント
原田鉄工の革新的ブラスト・塗装サービス
お客様の声と事例紹介
よくある質問(FAQ)
お問い合わせ
『はじめに』
金属製品の耐久性と美観を長期的に維持することは、多くの企業にとって重要な課題です。
しかし適切な下地処理と高品質な塗装技術がなければ、その実現は困難です。
原田鉄工は80年以上の経験と最新技術を融合させ、この課題に革新的なソリューションを提供しています。
『下地処理の重要性』
下地処理は、塗装の耐久性を決定づける最も重要な工程です。
適切な下地処理を行うことで、以下のような効果が期待できます。
・塗膜の密着性向上
・腐食の防止
・塗装の美観維持
・製品寿命の延長
当社の調査によると適切な下地処理を行った場合、塗装の寿命が最大3倍延びるというデータがあります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『効果的な下地処理の方法』
金属塗装における主な下地処理方法とそのメリット・デメリットを紹介します:
a) ブラスト処理
メリット:高い下地処理能力、均一な表面粗さの形成
デメリット:設備投資が必要、騒音・粉塵の発生
b) 化学的処理
メリット:複雑な形状にも対応可能、低コスト
デメリット:廃液処理が必要、下地処理能力が低い
c) 機械的処理
メリット:簡易的な処理が可能、設備が不要
デメリット:大面積処理に時間とコストがかかる、均一性に欠ける
各方法の詳細と規格については以下リンクにて解説しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト処理と電動工具処理 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『下地処理が塗装性能に与える影響』
適切な下地処理は塗装性能を大きく向上させます。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
塗膜の密着性向上:剥離リスクの低減
耐久性の向上:錆びの発生を抑制
美観の長期維持:仕上がりの向上や塗装剥離を防止
メンテナンス頻度の低減:総合的なコスト(LCC)の削減
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『長持ちする金属塗装のポイント』
業界別の推奨方法を含む、金属塗装を長持ちさせるポイントをご紹介します。
a) 適切な下地処理の選択
b) 塗装環境の管理
c) 高品質な塗料の使用
d) 定期的なメンテナンス
例:橋梁業界では、厳しい腐食環境に対応するため、SSPC SP-10以上のブラスト処理とジンクリッチプライマーを併用した重防食塗装システムの採用が推奨されています。
『原田鉄工の革新的ブラスト・塗装サービス』
原田鉄工では80年以上の豊富な経験と最新の技術を融合させ、金属塗装業界をリードする革新的なサービスを提供しています。
私たちが選ばれる理由は以下の通りです。
a) ワンストップソリューション
b) 最新の設備と技術
c) カスタマイズされたソリューション
d) 品質保証とアフターフォロー
e) 幅広い対応力
f) 環境への配慮
g) 技術力の証明
h) 緊急対応力
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
事例:沿岸部に設置するタンク・配管類
課題:塩害による深刻な腐食
解決策:SSPC SP-5 最高品質ブラスト処理と最新の重防食塗装システムの採用
結果:想定耐用年数が40年以上、ライフサイクルコストの大幅削減
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『よくある質問(FAQ)』
Q1: 下地処理にどのくらいの時間がかかりますか?
A1: 製品の大きさや状態により異なりますが、最短で即日施工可能です。
Q2: 塗装について知識がないので、相談に乗ってもらいたい。
A2: 使用される環境や予算などを教えて頂ければ、最適な塗装システムを提案します。
Q3: 施工可能なサイズは?
A3: トレーラーサイズまでなら施工可能です。10tを超える重量の場合はご相談ください。
Q4: ブラストとは何ですか?
A4: 高速で研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去する加工です。研削材には鋼、アルミ、ガラスなど多くの種類があります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
『お問い合わせ』
金属塗装の課題解決に向けて、専門家が丁寧にご相談に応じます。
お客様の製品に新たな価値を吹き込む、原田鉄工の技術力をぜひ体験してください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月2日

【究極の塗装剥離対策】
塗装剥離の原因は下地にあります!
下地処理(素地調整)を適切に行う事で塗装剥離は防ぐことが可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『下地処理・素地調整について』
塗装を行う前処理として「下地処理・素地調整」の工程があります。
下地処理・素地調整とは塗装前に表面を塗装に適した状態へ変化させる加工となります。
───塗装に適した状態───
・表面に異物が付着していない
酸化被膜、錆、塗料、汚れ、油分といった異物は塗料と表面の密着性を阻害します。
・表面に微細な傷をつける
表面を研磨し、微細な傷を作ることで塗料と表面の密着性が向上します。
───加工方法───
・ブラスト加工
大型の設備が必要となる加工で、塗装に適した完璧な状態に仕上げる事が可能です。
・電動工具処理
回転式の電動工具などを使用し、表面の異物をある程度除去する事が可能です。
・手動工具処理
やすりやブラシなどを使用し、表面に弱く付着した異物を除去する事が可能です。
下地処理は表面に微細な傷を作りながら、付着した異物を除去する事で塗料をしっかりと密着させ塗装剥離を防ぐための工程となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『塗装剥離の原因』
塗装剥離とは塗膜の密着力が弱くなり、素地や下層塗膜から剥がれてしまう現象です。
原因としては大きく分けて4つあります。
・不適切な下地処理(素地調整)
下地処理が不十分だった場合は表面に油分、酸化被膜、錆、塗料などが残り、密着不良のため剥離する。
・対象物と塗料の相性
塗装対象物の素材に合わせた塗料を使用しなければ、密着する事が出来ず剥離する。
・塗料の混合と塗装間隔
塗料は適切な混合比と塗装環境にて使用し、塗装間隔を守って塗装を行わなければ密着不足により剥離する。
・経年劣化
塗料は紫外線や雨風などの影響を受け年々劣化します。まず艶が無くなり、割れが生じ密着力が無くなり最終的に剥離します。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」については塗装を行う上で初歩的な部分なので、これらが原因となり塗装剥離する事例はあまりないかと思います。
塗装剥離のもっとも多い原因は「不適切な下地処理(素地調整)」となります。
電動工具処理や手動工具処理では表面に付着した全ての異物を除去する事が出来ません。
そのため、どこまで除去する必要があるのか?現在の製品状態と耐久年数を考慮し見極める必要があります。
この判断は容易ではなく処理自体も難しいため、塗装剥離は不適切な下地処理が原因となっている事が多くあります。
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『究極の塗装剝離対策』
塗装剥離への対策はすごくシンプルです。
・下地処理はブラスト加工にて行い、表面に付着した異物は全て除去する。
・素材と密着性の優れた塗料を適切に使用する。
・長期間剥離しないために防食性・耐候性の高い塗装仕様を選定する。
・塗膜は適切な膜厚を保つよう管理しながら塗装を行う。
上記4点を守る事で30年以上剥がれる事のない塗装が完成します!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
またブラスト加工で下地処理を行う事で、ステンレスやアルミといった金属にも塗装が可能になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『まとめ』
下地処理(素地調整)は表面と塗料の密着性を向上させるための処理。
「塗装物と塗料の相性」「塗料の混合と塗装間隔」「経年劣化」などが原因で塗装が剥離する場合もあるが、多くの原因は「不適切な下地処理」のため。
塗装剥離を防ぐ対策は下地処理をブラスト加工にて行う事。
ブラスト加工で表面に付着した異物は全て除去、微細な凹凸を形成する事で塗料はしっかりと密着するので剥がれる事が無くなります。
また塗装時には素材と密着性、防食性・耐候性の高い塗料を選定。
膜厚を管理しながら塗装することで、長期間剥がれる事が無い塗膜が完成する。
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の剥離と防錆】
金属製品の寿命と美観を左右する重要な要素、それが塗装です。
しかし、時間の経過とともに避けられないのが塗装の劣化と剥離。
この問題に直面したとき、専門家の助けが必要不可欠です。
原田鉄工株式会社は広島を拠点に金属塗装のエキスパートとして、最先端の技術と豊富な経験でお客様の大切な資産を守り続けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装剥離の原因と影響』
塗装の剥離は、単なる見た目の問題ではありません。
金属の腐食や劣化を引き起こし、製品の寿命を大幅に縮める可能性があります。
主な原因には以下のようなものがあります:
・経年劣化
・環境要因(紫外線、湿気、温度変化)
・化学物質への暴露
・不適切な下地処理や塗装技術
これらの要因が重なると塗装の密着力が低下し、剥離が始まります。
一度剥離が始まるとその部分から腐食が進行するため、金属本体にまで影響を及ぼす可能性があります。
『原田鉄工の革新的アプローチ』
原田鉄工では塗装剥離の問題に対して、包括的かつ革新的なアプローチを採用しています。
1. 高度な下地処理技術
塗装の寿命を決定づける最も重要な工程が下地処理です。
原田鉄工では最新のブラスト技術を駆使し、金属表面を完璧に清浄化・平滑化します。
これにより塗料の密着性が飛躍的に向上し、長期間にわたって剥離を防ぐことができます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
2. 最先端の塗装技術
下地処理の後は高品質な塗料と先進の塗装技術により、耐久性と美観を両立させた塗装を施します。
環境に配慮した水性塗料の使用や静電塗装法の採用など、常に最新の技術を取り入れています。
【究極の金属保護:原田鉄工が誇る革新的下地処理と長寿命塗装技術】
https://www.nc-net.or.jp/company/98405/product/detail/231024/
3. 効果的な剥離処理
厚みのある塗装や樹脂なども、原田鉄工のブラスト加工なら完璧に除去する事が可能です。
研削材を使い分ける事によってステンレスやアルミといった材質に対しても加工する事が出来ます。
【金属の塗装を剥がす方法】
https://www.nc-net.or.jp/company/98405/product/detail/204459/
4. 防錆処理の徹底
塗装剥離の根本的な問題である金属の腐食を防ぐため、原田鉄工では高度な防錆処理を行っています。
亜鉛含有の塗料やフッ素樹脂塗料を組み合わせ、過酷な環境でも長期間耐用できる重防食塗装を得意としております。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『原田鉄工の強み』
1. 一貫した工程管理
ブラストから塗装まですべての工程を自社で管理することで、高品質な仕上がりを保証します。
2. 豊富な経験
長年にわたる実績と多様な業種での施工経験を活かし、お客様のニーズに最適なソリューションを提供します。
3. 最新技術の導入
常に業界の最先端を行く技術を取り入れ、効率的かつ高品質な施工を実現しています。
4. 環境への配慮
低VOC塗料の使用や環境に優しい剥離方法の採用など、環境負荷の低減に努めています。
5. アフターフォロー
施工後のメンテナンスサポートも充実しており、長期的な視点でお客様の資産を守ります。
『お客様の声』
(製造業 A社様)
長年使用してきた工場設備の塗装が劣化し、困っていました。
原田鉄工さんに相談したところ丁寧な説明と提案をいただき、安心して依頼することができました。
施工後は見違えるほど美しく、耐久性も向上したと実感しています。
(建設業 B社様)
橋梁の塗装剥離で頭を悩ませていましたが、原田鉄工さんの防錆処理と塗装技術のおかげで長期的な保護が可能になりました。
コスト・納期の面でも納得のいく提案をしていただき、大変感謝しています。
『まとめ』
金属製品の塗装剥離と防錆は、製品の寿命と機能性に直結する重要な課題です。
原田鉄工株式会社は最先端の技術と豊富な経験を活かし、お客様の大切な資産を守るための最適なソリューションを提供しています。
塗装の剥離や防錆でお悩みの方は、ぜひ一度ご相談ください。
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
塗装剥離や防錆処理でお悩みの方は、お気軽にご相談ください。
経験豊富な専門スタッフが、最適なソリューションをご提案いたします。
ブラスト・塗装のご相談・お見積りはこちら
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の剥がれ対策|プロが教える長持ちの秘訣】
金属製品の寿命と美観を左右する重要な要素、それが塗装です。
しかし時間の経過とともに避けられないのが塗装の劣化と剥離。
原田鉄工株式会社は広島を拠点に金属塗装のエキスパートとして、最先端の技術と豊富な経験でお客様の大切な資産を守り続けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装剥離の主な原因:不十分な下地処理』
塗装の剥離は、単なる見た目の問題ではありません。
金属の腐食や劣化を引き起こし、製品の寿命を大幅に縮める可能性があります。
塗装剥離の最も重要な原因の一つが、不十分な下地処理です。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『下地処理の重要性』
1. 密着性の確保
適切な下地処理は不純物を除去する事で、塗料と金属表面の密着性を大幅に向上させます。
また研磨によって作られる細かな傷によって塗料の付着性が向上します。
これにより、長期間にわたって塗膜の剥離を防ぐことができます。
2. 腐食の防止
腐食が進んだ表面に塗装を行っても、腐食を完全に食い止める事はできません。
錆や酸化被膜などを全て除去した後、塗装を行う事で腐食を防止する事が出来ます。
3. 塗膜の耐久性向上
適切に処理された表面は平滑化されるため、塗料がより均一に付着します。
そのため塗膜の美観・耐久性が大幅に向上します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『2種ケレン、3種ケレンの限界』
2種ケレンや3種ケレンといった「電動工具」「手工具」での手法が多く用いられますが、これらには限界があります
1. 不完全な表面処理
これらの方法では、強固に付着した錆や劣化した塗膜といった不純物を完全に除去できません。
また目に見えない錆や汚れが残存する可能性があります。
2. 密着力の不足
残存する不純物の影響で塗料の密着力が十分に得られず、早期の剥離につながります。
また電動工具は過度に処理を行うと表面が滑らかになりすぎ、塗料が密着する事が出来なくなります。
3. 長期的な保護力の低下
不十分な下地処理は、長期的な金属保護において大きな課題となります。
結果として1種ケレンであるブラスト処理を行った製品と比較し、耐用年数に大きな差が生まれる事となっております。
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
『原田鉄工の革新的アプローチ:ブラスト処理』
原田鉄工では塗装剥離の問題に対して、最も効果的な下地処理方法であるブラスト処理を採用しています。
1. 完全な表面クリーニング
金属表面の錆、スケール、古い塗膜を完全に除去し素地を露出させます。
対象素材に適合する研削材を使用する事によって、ステンレスやアルミなどにも施工可能です。
2. 微細な凹凸の創出
表面に形成された微細な凹凸へ塗料が入り込み硬化する事で、塗料の密着性は飛躍的に向上します。
結果として塗膜は長期間剥離する事がありません。
3. 均一な表面処理
タンクや組立品のような複雑な形状の製品でも、均一な表面処理が可能です。
熟練の作業者がムラのない表面を作り出します。
4. 高速処理
原田鉄工の高圧エアー式ブラストは大規模な製品でも、効率的に処理を行うことができます。
また処理後は迅速に防食塗装を行い、錆の発生を防ぎます。
『ブラスト処理の工程』
1. 事前検討
金属の種類、腐食状態、既存の塗装状態を図面・製品を確認しながら打合せを行い処理内容を検討します。
処理が不必要となる機械加工面などは養生を行います。
2. ブラスト材の選択
金属の特性に合わせて最適な研削材を選定します。
また必要となる表面の面相度などによって研削材の粒度を決定します。
3. ブラスト処理
高圧で噴射された研削材により、表面を清浄化します。
均一に必要とされる洗浄度まで仕上げます。
4. 表面検査
処理後の表面状態を綿密に確認し、必要に応じて再処理を行います。
5. 防錆処理
ブラスト処理後は金属素地が露出するため、最低でも4時間以内の防錆処理が推奨されます。
原田鉄工は塗装工場一体型ですので、即座に塗装工程に進むことが可能です。
『原田鉄工の強み』
1. 一貫した工程管理
ブラストから塗装まですべての工程を自社で管理することで、高品質な仕上がりを保証します。
また製造部もありますので材料からの製作はもちろん、補修が必要な場合などにも対応可能です。
2. 豊富な経験
長年にわたる実績と多様な業種での施工経験を活かし、お客様のニーズに最適なソリューションを提供します。
3. 最新技術の導入
常に業界の最先端を行く技術を取り入れ、効率的かつ高品質な施工を実現しています。
4. 環境への配慮
低VOC塗料の使用や環境に優しい剥離方法の採用など、環境負荷の低減に努めています。
5. アフターフォロー
施工後のメンテナンスサポートも充実しており、長期的な視点でお客様の資産を守ります。
『お客様の声』
(製造業 A社様)
長年使用してきた工場設備の塗装が劣化し、困っていました。
原田鉄工さんに相談したところ丁寧な説明と提案をいただき、安心して依頼することができました。
ブラスト処理後の塗装は見違えるほど美しく、耐久性も向上したと実感しています。
(建設業 B社様)
橋梁の塗装剥離で頭を悩ませていました。
原田鉄工さんの革新的なブラスト処理と塗装技術のおかげで、長期的な保護が可能になりました。
コスト・納期面でも納得のいく提案をしていただき、大変感謝しています。
『まとめ』
金属製品の塗装剥離を防ぐ最大の秘訣は、適切な下地処理にあります。
原田鉄工株式会社は最先端のブラスト技術と豊富な経験を活かし、お客様の大切な資産を守るための最適なソリューションを提供しています。
塗装の剥離でお悩みの方は、ぜひ一度ご相談ください。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
【金属の塗装を剥がす方法】
https://www.nc-net.or.jp/company/98405/product/detail/204459/
塗装剥離や防錆処理でお悩みの方は、お気軽にご相談ください。
経験豊富な専門スタッフが、最適なソリューションをご提案いたします。
ブラスト・塗装のご相談・お見積りはこちら
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装が剥がれる原因と対策|剥離トラブル解決策】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装の剥がれは製品の寿命を縮め、再塗装のコスト負担を増やすなど、多くの問題を引き起こします。
それは製品の品質低下や納期遅延につながる可能性もあり、深刻な事態と言えるでしょう。
この記事では塗装が剥がれる原因を詳しく解説し、長寿命な塗装を実現するための具体的な対策を提案します。
また原田鉄工の強みである、長年の経験と高度な技術力、そして中国地方屈指の大型ブラスト設備を用いた高品質な施工についてご紹介します。
【原田鉄工株式会社】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
『なぜ塗装が剥がれてしまうのか?その原因を徹底解剖』
塗装が剥がれてしまう原因は様々ですが、主なものとして以下のものが挙げられます。
①下地処理
「下地処理の不足」
酸化被膜やサビ、古い塗料といった不純物は完全に除去しなければ、新しい塗料との密着性が低下し早期に剥がれてしまいます。
「油脂や汚れの残留」
表面に油脂や汚れが残っていると、塗料との密着が妨げられ剥がれの原因となります。
「素地調整の不適切」
金属の種類や状態に合わせた適切な素地調整を行わないと、塗料との密着性が低下し、剥がれやすくなります。
②環境条件の影響
「塩害」
海沿いや工場地帯など塩分を多く含む環境では、塗膜が塩害を受け劣化が早まります。
「紫外線」
紫外線は塗料の劣化を促進するためチョーキング、割れ、最終的に剥離を引き起こします。
「温度変化」
温度変化による塗膜や母材の伸縮が、ひび割れや剥がれの原因となります。
③塗料の選定ミス
「耐候性」
屋外用と屋内用、耐熱性など使用環境に合わせた塗料を選ばないと、短期間で剥がれる可能性があります。
「塗料の相性」
異なる種類の塗料を重ね塗りする場合、互いの相性を考慮しないと剥がれの原因となります。
「素材との相性」
木材・鉄・ステンレスなど素材に適合する塗料を使用しなければ、密着できず剥がれてしまいます。
④施工不良
「乾燥不足」
塗料が完全に乾燥する前に次の工程に移ると、塗膜が弱くなり剥がれやすくなります。
「塗布量の過不足」
規定の塗布量から過不足があった場合、塗膜の耐久性は大きく損なわれます。
「重ね塗り間隔」
重ね塗りのタイミングが早すぎたり遅すぎたりすると、密着不良の原因となります。
『塗装剥離を防ぐための具体的な対策』
塗装剥離を防ぐためには、以下の対策が有効です。
①徹底した下地処理
塗装工程の中でも重要とされるのが下地処理となります。
最も効果的な下地処理の方法はブラスト加工です。
ブラスト加工は表面に付着した不純物を全て取り除き、微細な凹凸を形成する事によって、塗料の密着性は大幅に向上し剥がれなくなります。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
②適切な塗料の選定
塗装対象物の素材と密着性の良い塗料を選定する事が必要です。
また使用される環境と想定される耐用年数を考慮して、最適な塗装システムを検討・選定を行いましょう。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
③適切な塗装工事
適切な塗布量を遵守せず塗膜が厚すぎると割れ・早期剥離、薄すぎると性能不足といった不良に繋がります。
硬化時間・塗装間隔を守り、塗膜の厚さは均一となるよう丁寧に塗装する必要があります。
④定期的な点検
塗料は紫外線などの影響により、日々劣化していきます。
塗装面の定期的な点検により早期に劣化を発見し、適切な処置を行うことができます。
【究極の塗装剥離対策】
https://ja.nc-net.or.jp/company/98405/product/detail/231837/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工の塗装サービス』
原田鉄工は創業80年以上の歴史と豊富な経験を持つ塗装のプロフェッショナルです。
お客様のニーズに合わせた最適な塗装ソリューションを提供いたします。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
「中国地方屈指の大型ブラスト設備」
原田鉄工のブラスト設備は中国地方最大級の大型設備です。
ISO規格 / SSPC規格に準拠した高度な技術力を保有しており、迅速かつ高品質な素地調整で塗料の密着性を高めます。
「一貫施工体制」
ブラストから塗装まで全て自社で管理する事で、品質管理が徹底され高品質な製品を提供します。
また製品の移動に関わる時間・コストを削減する事で、短納期・低コストを実現。
「経験豊富な職人」
長年の経験を持つ職人が、最高品質の塗装を行います。
複雑な形状、大型組立品でもブラスト・塗装ともに均一で美しい仕上がりを保証します。
「柔軟な対応力」
機械設備、橋梁、プラント設備、船舶、建築資材など多岐にわたる分野での施工実績があります。
小ロットから大型構造物まで、あらゆるニーズに柔軟に対応いたします。
『まとめ』
塗装の剥がれは製品の価値を下げ、コストを増やす原因となります。
しかし、適切な対策を行うことで長寿命な塗装を実現し、製品の価値を高めることができます。
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
高品質な仕上がりはもちろん、厳しい検査基準、納期の厳守、コスト削減、環境配慮などお客様のさまざまなニーズにお応えいたします。
金属製品の耐久性向上や美観維持でお悩みの方、ぜひ原田鉄工にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
『よくあるご質問(FAQ)』
・塗装の寿命はどれくらいですか?
塗装の寿命は使用する塗料の種類、環境条件、施工方法などによって異なりますが、一般的に10年程度と言われています。
原田鉄工の重防食塗装は約50年の寿命を期待する事が出来ます。
・塗装の費用はどのくらいかかりますか?
塗装費用は、塗装面積、使用する塗料の種類、下地処理の状況などによって異なります。無料でお見積もりいたしますので、お気軽にご相談ください。
・塗装後の養生期間はどのくらいですか?
塗装後の養生期間は、使用する塗料の種類や気象条件によって異なります。
一般的には、3日程度の養生期間が必要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
原田鉄工株式会社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください!
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月16日
【金属サビ落とし】ブラスト加工の効果と選び方 - 原田鉄工の高品質サービス
金属表面のサビ落としは、製品の耐久性と美観を維持する上で極めて重要な工程です。
サビが進行していくと金属は耐久性を著しく失い、安全上にも大きな問題となってしまいます。
大型の金属製品や複雑な形状を持つ部品では、効率的かつ効果的なサビ除去が求められます。
本記事では金属のサビ落としに特化したブラスト加工について詳しく解説し、その効果と選び方をプロの視点からお伝えします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『金属サビ落としの重要性』
金属製品の表面に発生するサビ(錆)は、単に見た目の問題だけではありません。
サビは金属を腐食させ、強度を低下させる原因となります。
特に以下のような状況では、迅速かつ効果的なサビ落としが不可欠です。
1. 海洋環境に曝される構造物
臨海部などの塩害は腐食を加速させるので、サビを十分に取り除く必要があります。
2. 化学プラントの設備
毒物や危険物などの化学物質を取り扱っているので、わずかな漏洩でも大惨事となります。
3. 屋外に設置される大型機械
屋内設置と比較して腐食しやすい環境であり、機械の破損や事故の可能性があります。
4. 長期保管後の再利用製品
長期保管中に腐食が進行し耐久性などが不足している可能性があります。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『ブラスト加工とは』
ブラスト加工は高圧の空気など利用して研磨材を高速で発射、金属表面に衝突させる事でサビや塗装を除去する方法です。
塗装前の下地処理(素地調整)として行われる事が多く、簡単に言うと金属のクリーニング作業です。
この加工は大面積や複雑な形状の製品に対して特に効果的で、以下のような利点があります
1. 均一な表面処理が可能
2. 複雑な形状でも加工可能
3. 塗装の耐久性を大きく向上させる
4. 短時間で広範囲の処理が可能
5. 環境に優しい(化学薬品を使用しない)
6. 表面の粗さを調整可能
7. 塗装・サビ以外の付着物でも除去可能
表面の付着物を除去すると共に塗装の密着性を上げる凸凹の表面を形成します。
塗装の耐久性を大きく向上させる事が出来ますので、腐食性の高い環境で使用される製品にブラスト加工は多く行われています。
またサビのみでなく塗装や樹脂、ゴムなどの付着物までも除去可能なので、メンテナンス時にも多く行われます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『グリットブラストとサンドブラスト』
ブラスト加工では以下の2種類が多く使用されており、それぞれ特徴が異なります。
a) グリットブラスト
研磨材:スチールグリット(鋼製金属粒子)
特徴:硬質で角ばった形状により、強力な研磨効果
用途:頑固なサビや厚い塗膜の除去
b) サンドブラスト
研磨材:砂、アルミナ、フェロニッケルスラグなど
特徴:比較的柔らかい研磨材による繊細な表面処理
用途:繊細な表面洗浄、ステンレスやアルミといった非鉄系金属の表面洗浄
原田鉄工ではグリットブラスト、サンドブラストのどちらも加工しております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『効果的なサビ落としのポイント』
ブラスト加工によるサビ落としでは、以下のポイントが重要です。
1. 適切な研磨材の選択
加工対象となる素材や強度、形状によって最適となる研磨剤は異なります。
2. 正確な圧力と角度の調整
噴出する圧力と角度を適切に調整する事で均一な表面処理が可能となります。
3. 処理後の表面状態の確認
ブラスト規格・仕様を満たしているか、厳格な検査が必要となります。
4. 二次サビの防止措置
ブラスト加工後は金属素地が露出しているため、非常に錆びやすくなっています。
早急な防錆処理が必要となります。
原田鉄工は創業80年以上となる経験と技術によって、これらのポイントを踏まえた最適なブラスト加工を提供します。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『ブラスト加工後の塗装処理』
サビ落とし後の防錆対策として、早急な塗装処理が不可欠です。
一般的にはブラスト加工後には4時間以内の防錆処理が必須となっています。
防錆処理が遅れた場合には再度ブラスト加工を行う事が推奨されますのでご注意ください。
素材との密着性、ブラスト加工後の表面粗さ、耐久年数を考慮して最適な塗装システムを構築、塗装を行う必要があります。
原田鉄工はブラスト・塗装一体型の屋内工場ですので、天候を気にする事なくブラスト加工後は即座に塗装を行っております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工では空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『原田鉄工のサービス優位性』
・80年以上の実績と豊富な経験
数々の業種、製品を加工していますのでどんな製品・仕様でも対応可能です。
・最新の大型ブラスト設備
小型な設備は数多くありますが、ここまで大型・高出力のブラスト設備は希少です。
・グリットブラストとサンドブラストの両方に対応
鋼、アルミ、真鍮、ステンレスなどに対応できるように2つのブラスト設備を有します。
その他、研磨剤の指定・希望があった場合には対応可能です。
・一貫した施工・品質管理システム
ブラスト・塗装一体型工場だからこそ、工程ごとの製品の移動が不要。
最短で施工する事でコストと納期を削減、一貫管理で高品質を保証致します。
・設計、製作、修理にも対応可能
原田鉄工には設計、製作、修理を得意とする「製造部」があります。
設計~製作~ブラスト~塗装の工程を一括施工する事で大幅に納期・コストを短縮します。
またメンテナンス時には修理~ブラスト~塗装で欠損が無い状態にして出荷する事も可能です。
『まとめ』
金属製品の長寿命化と品質維持には、適切なサビ落としと再塗装が不可欠です。
一度腐食が始まりサビが発生したら、表面積が増えるので加速度的に腐食は進行してしまいます。
早急な対応と定期的保全を行う事によって、品質維持と長寿命化を達成する事が可能となります。
また製品製作時の素地調整をブラスト加工で行い、耐久性の優れた塗装を行えば一般的な塗装と比較し3倍以上の耐久性を確保する事が出来ます。
修繕・点検や塗替え周期が大幅に伸びる事によって、LCC(生涯費用)を大幅に抑える事も可能です!
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
原田鉄工の高度な技術と充実した設備は、お客様の多様なニーズに応える最適なソリューションを提供します。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属サビ落とし専門家が解説】効果的なブラスト加工技術 - 原田鉄工の高品質サービス
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
金属製品のサビ落としは、製品寿命の延長と性能維持に不可欠な工程です。
特に大型金属構造物や複雑な形状の金属部品では、効率的で徹底的なサビ除去が求められます。
本記事では金属サビ落としの重要性と、最も効果的な方法であるブラスト加工について詳しく解説します。
『金属サビ落としの重要性』
金属表面に発生するサビ(錆)は、単なる美観の問題ではありません。
サビは金属を腐食させ、強度低下や機能不全を引き起こす原因となります。
以下のような状況では、迅速かつ効果的な金属サビ落としが極めて重要です。
1. 海洋環境に曝される構造物
臨海部などの塩害は腐食を加速させるので、サビを迅速かつ確実に取り除く必要があります。
2. 化学プラントの設備
毒物や危険物などの化学物質を取り扱っており、わずかな漏洩でも大惨事となるので破損の元となるサビは天敵です。
3. 屋外に設置される大型機械
屋内設置と比較して腐食しやすい環境であり、機械の破損や事故の可能性があります。
4. 長期保管後の再利用製品
長期保管中に腐食が進行し耐久性などが不足している可能性があり、使用する際に破損や事故の恐れがあります。。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『金属サビ落としにおけるブラスト加工の優位性』
ブラスト加工は、金属サビ落としに最も効果的な方法の一つです。
高圧の空気など利用して研磨材を高速で発射、金属表面に衝突させる事でサビや塗装を除去する方法です。
塗装前の下地処理(素地調整)として行われる事が多く、簡単に言うと金属のクリーニング作業です。
金属サビ落としにおけるブラスト加工の利点は以下の通りです。
1. 均一な表面処理が可能
2. 複雑な形状でも加工可能
3. 塗装の耐久性を大きく向上させる
4. 短時間で広範囲の処理が可能
5. 環境に優しい(化学薬品を使用しない)
6. 表面の粗さを調整可能
7. 塗装・サビ以外の付着物でも除去可能
表面の付着物を除去すると共に塗装の密着性を上げる凸凹の表面を形成します。
塗装の耐久性を大きく向上させる事が出来ますので、腐食性の高い環境で使用される製品にブラスト加工は多く行われています。
またサビのみでなく塗装や樹脂、ゴムなどの付着物までも除去可能なので、メンテナンス時にも多く行われます。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『金属サビ落としに使用するブラスト加工の種類』
金属サビ落としに用いるブラスト加工には主に2種類あり、それぞれ特徴が異なります。
a) グリットブラスト
研磨材:スチールグリット(鋼製金属粒子)
特徴:硬質で角ばった形状により、強力な研磨効果
用途:頑固なサビや厚い塗膜の除去
b) サンドブラスト
研磨材:砂、アルミナ、フェロニッケルスラグなど
特徴:比較的柔らかい研磨材による繊細な表面処理
用途:繊細な表面洗浄、ステンレスやアルミといった非鉄系金属の表面洗浄
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『効果的な金属サビ落としのポイント』
ブラスト加工による金属サビ落としでは、以下のポイントが重要となります。
1. 金属の種類と腐食度に応じた適切な研磨材の選択
加工対象となる素材や強度によって研磨剤を選定する必要があります。
また現在の腐食度を考慮し、素地調整の規格・洗浄度を選定します。
2. 金属表面へのダメージを防ぐための正確な圧力と角度の調整
噴出する圧力や角度を調整する事で素材にダメージが少なく、均一な表面処理と仕上がります。
3. 金属サビ落とし後の表面状態の詳細な確認
素地調整の規格・洗浄度を満たしているのか検査を行う必要があります。
4. 金属サビ落とし後の二次サビ防止措置
ブラスト加工後は金属素地が露出し非常に錆びやすい状態となるので、早急な防錆処理が必要となります。
原田鉄工は創業80年以上となる経験と技術によって、これらのポイントを踏まえた最適なブラスト加工を提供します。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『金属サビ落とし後の塗装処理』
サビ落とし後の防錆対策として、早急な塗装処理が不可欠です。
一般的にはブラスト加工後には4時間以内の防錆処理が必須となっています。
防錆処理が遅れた場合には再度ブラスト加工を行う事が推奨されますのでご注意ください。
素材との密着性、ブラスト加工後の表面粗さ、耐久年数を考慮して最適な塗装システムを構築、塗装を行う必要があります。
原田鉄工はブラスト・塗装一体型の屋内工場ですので、天候を気にする事なくブラスト加工後は即座に塗装を行っております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工では空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『原田鉄工の金属サビ落としサービスの優位性』
・80年以上の実績と豊富な経験
数々の業種、製品を加工していますのでどんな製品・仕様でも対応可能です。
・最新の大型ブラスト設備
小型な設備は数多くありますが、ここまで大型・高出力のブラスト設備は希少です。
・グリットブラストとサンドブラストの両方に対応
鋼、アルミ、真鍮、ステンレスなどに対応できるように2つのブラスト設備を有します。
その他、研磨剤の指定・希望があった場合には対応可能です。
・一貫した施工・品質管理システム
ブラスト・塗装一体型工場だからこそ、工程ごとの製品の移動が不要。
最短で施工する事でコストと納期を削減、一貫管理で高品質を保証致します。
・設計、製作、修理にも対応可能
原田鉄工には設計、製作、修理を得意とする「製造部」があります。
設計~製作~ブラスト~塗装の工程を一括施工する事で大幅に納期・コストを短縮します。
またメンテナンス時には修理~ブラスト~塗装で欠損が無い状態にして出荷する事も可能です。
『まとめ』
金属製品の長寿命化と品質維持には、適切なサビ落としと再塗装が不可欠です。
一度腐食が始まりサビが発生したら、表面積が増えるので加速度的に腐食は進行してしまいます。
早急な対応と定期的保全を行う事によって、品質維持と長寿命化を達成する事が可能となります。
また製品製作時の素地調整をブラスト加工で行い、耐久性の優れた塗装を行えば一般的な塗装と比較し3倍以上の耐久性を確保する事が出来ます。
修繕・点検や塗替え周期が大幅に伸びる事によって、LCC(生涯費用)を大幅に抑える事も可能です!
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属のサビを徹底除去!効果的なサビ落とし方法とは?】
金属製品のサビでお困りですか?
原田鉄工はブラスト加工のサビ落とし技術で、金属製品を新品同様に再生します。
防錆処理も併用し、製品の長寿命化を実現します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『サビ落とし:金属製品の寿命を延ばすために』
金属製品は長年の使用や環境の影響でサビが発生し、その機能や美観が損なわれてしまいます。
サビ落としはこれらの問題を解決し、金属製品の寿命を延ばすための重要な工程です。
『サビの原因と種類』
サビは鉄が空気中の水分や酸素と反応し、酸化物となる現象です。
塩分や酸性雨は、サビを加速させる要因となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『サビ落としの重要性』
サビを放置すると、以下の問題が発生する可能性があります。
安全性の低下: 構造物の強度が低下し、倒壊などの危険性が高まります。
機能の低下: 機械の動きが鈍くなったり、故障の原因となったりします。
美観の損傷: 製品が錆びてしまい、見た目が悪くなります。
『サビ落としの方法』
サビ落としには、様々な方法があります。
ブラスト加工: 高圧の空気で研磨材を吹き付け、サビを強力に除去します。
ケミカルピーリング: 化学薬品を用いて、サビを溶かして除去します。
機械研磨: 研磨剤を用いた機械で、サビを削り落とします。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『サビ落とし後の処理』
サビを落とした後は即座に防錆処理を行うことで、再発を防ぐ必要があります。
メッキ: 金属表面に別の金属を薄く被覆する。
塗装: 金属表面に塗料を塗布する。
酸化皮膜形成: 金属表面に酸化皮膜を形成する。
『原田鉄工のサビ落とし』
原田鉄工は長年の経験と高度な技術を駆使し、お客様の金属製品に最適なサビ落とし方法をご提案いたします。
無料診断: 専門スタッフがお客様の製品の状態を診断し、最適な処理方法をご提案します。
多様な処理方法: グリットブラスト、サンドブラスト、ケミカルピーリングなど様々な処理方法に対応可能です。
高品質な仕上がり: 最新の設備と熟練の技術者が、高品質な仕上がりを実現します。
迅速な対応: お客様の納期に合わせた対応が可能です。
『まとめ』
金属製品のサビは、放置すると様々な問題を引き起こします。
早急・適切な対応を行う事で製品は
原田鉄工では大型のエアー式ブラスト装置を設備しております。
研削材は「グリットブラスト」「サンドブラスト」を常用していますが、その他研削材も対応可能ですのでお気軽にお問い合わせください。
ブラスト処理後は早急な防錆処理が必要となりますが、原田鉄工では塗装工場も併設しておりますので社内でブラストから上塗施工まで一貫対応可能です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【鉄の錆対策と防食技術】
鉄鋼構造物の所有者や管理者にとって、錆(腐食)は常に頭を悩ます問題です。
本記事では鉄の錆のメカニズム、その影響、そして最新の防食技術について詳しく解説します。
原田鉄工が誇るブラスト技術と高度な塗装システムによって錆は長期的に防止する事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄の錆とは ~化学的プロセスの解明~
2. 錆がもたらす構造的・経済的影響
3. 原田鉄工のブラスト技術 「錆対策の革新」
4. 高性能塗装システム 「長期的な保護の実現」
5. メンテナンスと予防 「継続的な防食戦略」
1. 鉄の錆とは ~化学的プロセスの解明~
鉄の錆、すなわち腐食は鉄または鋼が酸素や水分と反応して酸化鉄を形成するプロセスです。
この化学反応は以下の式で表されます:
4Fe + 3O₂ + 2H2O → 4Fe(OH)₃
環境因子(温度、湿度、塩分濃度など)がこのプロセスの速度に大きく影響し、酸化と還元反応が同時に進行します。
錆の形成は単に美観を損なうだけでなく、構造物の強度や耐久性に深刻な影響を及ぼします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
2. 錆がもたらす構造的・経済的影響
錆の進行は、鉄鋼構造物に次のような重大な影響をもたらします。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、資源の無駄遣いや環境負荷の増大につながります。
これらの問題に対処するため、効果的な防食技術の採用が不可欠です。
長期的に錆を防ぐことで、これらの問題は大幅に減少します。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
3. 原田鉄工のブラスト技術 「錆対策の革新」
原田鉄工では最先端のブラスト技術を駆使して、錆対策における画期的なソリューションを提供しています。
当社のブラスト処理は単なる表面クリーニングにとどまらず、防食システム全体の基盤となる重要なプロセスとなります。
『原田鉄工のブラスト技術の特徴』
①高精度な表面処理
熟練の作業者によって複雑な形状の製品でも、均一で再現性の高い表面処理を実現します。
表面粗さの精密なコントロールにより、後続の塗装工程での密着性を最大化します。
②環境配慮型プロセス
密閉型ブラストシステムにより粉塵の飛散を最小限に抑え、作業環境と周辺環境を保護します。
リサイクル可能な研磨材の使用により廃棄物の削減、製品の長寿命化により改修に必要な資源削減へ貢献します。
③多様な素材への対応
鉄鋼はもちろんアルミニウムやステンレス鋼など、様々な金属材料に適した処理が可能です。
大型構造物から手のひらサイズの小型部品まで、幅広いサイズと形状に対応できる柔軟性を備えています。
④高効率処理
自社開発のブラストシステムにより、処理時間の大幅な短縮を実現しています。
自動化システムの導入により、大規模プロジェクトでも高い処理能力により納期短縮を実現します。
⑤品質管理システム
品質管理を徹底するため選任の検査官が全ての製品を検査します。
ブラスト処理は加工前の表面状態を見極め、適切な処理を行う必要があるので検査官の知識・経験が必要となります。
原田鉄工のブラスト技術は、表面処理における最新技術として業界でも高い評価を頂き創業より80年間続けてきました。
この技術により後続の塗装工程の効果を最大化し、長期的な防食性能を確保しています。
【素地調整のブラスト処理なら広島のプロにお任せ|素地調整と塗装のエキスパート】
https://www.nc-net.or.jp/company/98405/product/detail/227136/
4. 高性能塗装システム 「長期的な保護の実現」
「原田鉄工の高性能塗装システム」
ブラスト処理された表面に最適化された多層構造を採用し、長期的な防食性能を提供します。
この塗装システムは、臨海部・海上・海中など厳しい環境条件下でも優れた保護機能を発揮します。
『原田鉄工の塗装システムの特徴』
①多層構造設計
プライマー層:金属表面との密着性を高め、防食の基礎を形成します。
中間層:塗膜の厚みと強度を増し、バリア性能を向上させます。
トップコート:耐候性と化学的耐性を提供し、美観を維持します。
②先進的な塗料技術
ガラスフレーク入り塗料や超厚膜型塗料といった特殊な塗料も取り扱いしております。
低VOC(揮発性有機化合物)塗料の使用により、環境負荷を低減しています。
③最適化された塗装設計
使用環境や要求性能に応じて、最適な塗装仕様を提案します。
海洋環境、化学プラント、食品工場など、特殊環境にも対応可能です。
④高度な塗装技術と設備
熟練の塗装技術と最新の計測器を駆使し、均一で高品質な塗膜を形成します。
広大な屋内塗装工場ですので、大型構造物や大規模プロジェクトにも余裕をもって対応できます。
⑤品質保証システム
非破壊検査技術を用いた塗膜厚測定や密着性試験により、品質を厳密に管理しています。
最適な素地調整と塗装システムにより、製品寿命は30~50年とされています。
高性能塗装システムにより鉄鋼構造物の寿命を大幅に延長し、メンテナンスコストや資源削減を実現します。
5. メンテナンスと予防 「継続的な防食戦略」
効果的な防食は初期処理だけでなく、継続的なメンテナンスと予防策の実施が効果的です。
原田鉄工では包括的な防食戦略の一環として、以下のようなメンテナンスサービスを提供しています。
『原田鉄工の防食メンテナンス戦略』
①定期な点検
必要であれば現地へ目視・非破壊検査を行い、潜在的な問題を事前に特定。
工場へ持ち帰り補修の対応を致します。
②補修技術
局所的な損傷に対してスポット補修技術を適用し、効率的な修復を行います。
最新の補修材料と技術を用いて、既存の防食システムとの互換性を確保します。
また原田鉄工には製造部もあり、損傷が激しい箇所は取替えや補強を行う事が可能です。
③環境管理
腐食を促進する環境因子(湿度、温度、塩分など)の対策方法についてアドバイスを提供します。
必要に応じて、耐薬品・耐塩害システムの導入を提案します。
④総合的なコンサルティング
専門家によるコンサルティングサービスにより、お客様が抱えている課題や起こりうる問題について最適なソリューションを提供します。
初期処理のみではなく、継続的なメンテナンスを行うことによって金属製品の耐久年数を更に伸ばす事が可能になります。
結果として生涯コスト(LCC)を大幅に削減するとともに、修繕・改修に必要となる資材も削減し所有者・環境どちらに対しても大きなメリットを生み出す事が出来るのです。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【錆から鉄を守る方法!錆びる原因も解説】
私たちの身の回りでは多くの製品が金属によって作られています。
中でも最も広く使用されているのが鉄であり、専門的には鋼(SS400)と言う素材を使われることが多いです。
鉄は生産性が高く、流通量が多いので安価で使いやすい素材ですが「空気」「水分」と接触する事で「錆」が発生する問題があります。
錆は時間経過と共に内部へ浸食し、鉄の強度を著しく低下させてしまいます。
今回は鉄の天敵となる「錆」から鉄を守る方法と錆びてしまう原因について解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
目次
1. 鉄や鋼とは?
2. 鉄が錆びる原因とは?
3. 錆がもたらす影響について
4. 鉄を錆から守る方法とは!?
5. もし鉄が錆びた場合の対処法について
6. まとめ
『鉄や鋼とは?』
鉄は金属元素であり元素番号26、元素記号はFeで表されます。
原料は鉄鉱石でコークスなどと一緒に高温で熱する事でまず銑鉄が作られます。
その銑鉄へ鉄スクラップやフェロマンガンなどの副原料を混ぜ、炭素量を調整したものが「鋼」となります。
身の回りにある鉄の多くはこの鋼が使用されていることが多いです。
鋼は強度と柔軟性を兼ね備えているので耐久性があり、加工しやすいのが特徴です。
この鋼にも成分を変化させることで多くの種類がありますが、最も多く流通している規格が「SS400」となります。
本記事では分かりやすいように鋼の事をまとめて鉄と呼称します。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『鉄が錆びる原因とは?』
金属表面が浸食される現象を「腐食」と呼び、その後酸素や水分と結びつくことで「錆」となります。
鉄自体は腐食を防ぐ能力が低いため、自然の環境下では時間経過と共に錆びてしまいます。
鉄が錆びる原因は空気中の酸素や水分にあります。
まず鉄の表面に付着した水分は鉄から電子(エネルギー)を奪う事で、酸素と結合し「水酸化物イオン」が作られます。
そうして作られた水酸化物イオンは鉄と結合する事で「オキシ水酸化鉄」と「水」の2つに分かれます。
いくつも作られたオキシ水酸化鉄同士が結合し、最後は赤錆が作られます。
電子の増減(イオン化現象)が発端で、鉄は空気中にある「酸素」「水分」と結合し最終的に錆が発生しています。
また錆の進行速度は温度・湿度・塩分濃度などによって変化しますが、基本的に一度腐食が始まると表面積が増大していくため加速度的に進行していきます。
鉄が錆びるメカニズムについてより詳しい解説
【錆が発生する過程】
https://x.gd/E4z9z
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『錆がもたらす影響について』
錆は見た目的な美観を損なう影響もありますが、安全性や経済性にも大きな影響を与えます。
①強度の低下
錆は鉄の表面から内部へと進行し、断面積を減少させます。
これにより構造物の強度が著しく低下するため最悪の場合、崩壊につながる可能性があります。
②経済的損失
錆による損傷は修理や交換の必要性を高め、大きな経済的負担となります。
米国腐食技術者協会(NACE)の報告によると、腐食による年間経済損失は世界のGDPの約2.5%に相当するとされています。
③効率の低下
産業設備において錆はパイプラインの流量減少や機械部品の摩擦増大など、操業効率の低下を引き起こします。
④環境への影響
錆による構造物の劣化は、保守の際に多くの資材が必要となりますので環境負担の増大につながります。
【鉄の錆対策と防食技術】
https://ja.nc-net.or.jp/company/98405/product/detail/233667
『鉄を錆から守る方法とは!?』
鉄を錆びさせないためには鉄をとにかく酸素・水分と「接触させない」事が重要です。
基本的には鉄の表面をコーティングし接触を防ぐ方法になりますが、大きく分けて3種類あります。
①防錆油
表面を油でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・特殊な装置などが必要なく手軽に処理が可能 / 修正・補修が簡単
デメリット・・防錆期間が1カ月~12カ月と比較的短期間 / 防錆能力が低い
②メッキ
表面を金属の薄膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・傷がつきにくく耐久性が高い / 膜厚が均一でムラになりにくい
デメリット・・沿岸部など不得手な環境や対応できない素材がある / 修正・補修が困難
③塗装
表面を塗料の膜でコーティングする事で酸素・水分を遮断し、錆を防ぎます。
メリット・・・・様々な色彩や機能性を付与できる / 安価で修正・補修が容易
デメリット・・適切な素地調整(下地処理)を行わなければ剥がれやすい / ムラが生じやすい
一時的な防錆は「防錆油」、長期的な防錆は「メッキ」「塗装」という風に使い分けされています。
メッキと塗装はそれぞれにメリット・デメリットがあり周辺環境や使用用途、コストなどを
考慮して選定する必要があります。
また塗装はブラスト処理にて素地調整(下地処理)を行う事によって、剥がれやすいデメリットを解決し、高い耐久性を確保する事が出来ます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『もし鉄が錆びた場合の対処法について』
錆は鉄の天敵で、安全性・経済性にも大きな損失を与えます。
もし鉄か錆びた場合にはどのように対処すればいいのでしょうか?
対処法は錆の進行程度によっても大きく異なりますので、状態を確認し対処する必要があります。
「軽度の錆」
比較的軽度の錆はサンドペーパーで研磨又は錆取り剤などで溶解、軽減する事が可能です。
広範囲の処理や重度の錆を落とすのには向いていません。
「中程度の錆」
中程度の錆は金ブラシや電動工具などを使用して軽減する事が可能です。
完全に錆を除去する事は難しいので、あくまで軽減となります。
時間がかかり重労働となりますが、安価に軽減する事が可能です。
「重度の錆」
重度の錆はブラスト処理にて落とす事が可能です。
金属素地を露出させるため、完全に錆を落とす事が出来ます。
設備が必要となりますが、塗装の密着性を大きく向上させる効果もあります。
錆の程度を見極める事で、上記の方法によって錆を除去・軽減する事が可能です。
錆を除去した後は再び錆が発生しないように、なるべく早く防錆処理を行いましょう。
またあまりにも錆が進行した部分は母材に穴が空いたり、薄くなっていたりしている場合には錆を落とすだけではなく追加で補修・補強を行う必要があります。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
『まとめ』
鉄(鋼)は鉄鉱石を原料としており、存在している鉄鉱石は錆びているのが自然の状態ではあるので再び錆びた自然の状態に戻ろうとします。
「酸素」「水分」と鉄が接触、電子の増減(イオン化現象)が起こり錆が発生する。
錆は表面に凹凸を形成しながら表面積を増やし、反応面積が増大するので加速度的に進行する。
一度錆が発生した場合、早急に対処する事で最低限の損害で済ませる事ができます。
鉄の表面をコーティングし、酸素と水分を遮断する事で錆を防ぐことが可能です。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重防食塗装|産業構造物の長寿命化と防食性能の向上】
産業構造物の長寿命化と維持管理コストの削減が求められる現代では、重防食塗装の重要性が高まっています。
本記事では重防食塗装の基本概念から最新の技術動向まで、専門的な観点から詳細に解説します。
また、防食性能の向上とライフサイクルコストの最適化についても触れ、産業界における重防食塗装の意義を多角的に考察します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『重防食塗装とは』
重防食塗装は腐食性の高い環境下で使用される鋼構造物や設備を長期にわたって保護するための高性能な塗装システムです。
一般的な塗装と比較して、耐久性の優れた塗料で厚い塗膜を形成し複数の塗料層を組み合わせることで優れた防食性能を発揮します。
[主な特徴]
1. 高い耐久性
・塩害や化学物質にも耐える強固で分厚い塗膜を有しています。
2. 長期防食
・過酷な腐食環境下において最低10年~30年以上の防食性能を条件とされています。
3. 多層構造
・下塗り、中塗り、上塗りを複数の塗料を使用し、適切に組み合わせます。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『防食性能の向上』
重防食塗装の核心となる「防食性能」は、産業構造物の寿命を大きく左右する要因です。近年は技術開発により、防食性能は飛躍的に向上しています。
[最新の防食技術]
1. ナノテクノロジーの応用
・ナノ粒子による塗膜の緻密化
・自己修復機能を持つ塗料の開発
2. 環境配慮型塗料
・低VOC(揮発性有機化合物)塗料の普及
・水系塗料の性能向上
3. 複合防食システム
・電気防食との組み合わせによる相乗効果
・犠牲防食顔料の高度化
[防食性能評価方法]
1. 塩水噴霧試験(JIS Z 2371)
2. 複合サイクル腐食試験(JIS K 5600-7-9)
3. 屋外暴露試験
4. 電気化学的インピーダンス測定
これらの評価方法を通じて重防食塗装の性能を客観的に測定し、品質保証を行います。
『ライフサイクルコストの最適化』
重防食塗装を適用することで、構造物のライフサイクルコスト(LCC)を大幅に削減することが可能です。
初期投資は一般的な塗装より高くなりますが、長期的には維持管理コストを大幅に削減する事で通常塗装の場合よりLCCを低減する事が可能です。
[LCC削減のポイント]
1. 塗り替え周期の延長
・従来の10年程度から30~40年以上と延長する事が可能です。
・塗り替えに必要となる塗料や資源を削減し、環境負担を軽減します。
2. 補修頻度の低減
・点検やメンテナンスを削減でき、費用や工数の削減となります。
・作業員の安全性を向上させます。
3. 構造物の長寿命化
・鋼材の腐食進行を抑制する事で腐食に伴う生産性の低下を防ぐ事が可能です。
・大規模修繕や更新時期を大幅に延期する事が可能です。
4. エネルギー効率の向上
・断熱性能を持つ塗料の使用する事で、エネルギー効率を向上させる事が出来ます。
・空調コストを削減する事が可能です。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『重防食塗装の適用事例』
重防食塗装は一般的な塗装と比較し、3倍以上の耐久性を持つと言われています。
構造物が大型になるほど維持管理コストの割合が大きくなる傾向があるので、大型の構造物や一般的な塗装では耐用できない環境下などで頻繁に適用されています。
1. 橋梁
・海洋環境下の長大橋
・都市高速道路の高架橋
2. プラント設備
・化学プラントの貯蔵タンク
・発電所の冷却塔
3. 港湾施設
・岸壁の鋼矢板
・クレーン設備
4. offshore構造物
・石油掘削プラットフォーム
・洋上風力発電設備
これらの構造物では重防食塗装の適用により、厳しい腐食環境下でも長期的な防食性能が維持されています。
『重防食塗装の施工プロセス』
1. 素地調整
最も重要な工程とされ、塗装後の耐久性を大きく左右します。
・ブラスト処理(SSPC SP-10以上 / ISO Sa2.5以上)
・素地調整完了後4時間以内に防錆処理を行う。
2. 下塗り
最大の目的は防食で、要となる層です。
・ジンクリッチペイントにて防食下地を行う。
・厚膜型のエポキシ樹脂塗料で下塗を行う。
3. 中塗り
密着性と塗膜の厚みを確保する事が目的です。
・エポキシ樹脂塗料や厚膜型エポキシ樹脂塗料を塗り重ねる事で塗膜の厚みを確保。
・上塗りと同じ種類の塗料を使用する事で、密着性を確保します。
4. 上塗り
耐候性と美しい外観を得ます。
・ポリウレタン樹脂塗料やふっ素樹脂塗料にて塗装を行う
各工程において、適切な乾燥時間と環境管理が不可欠です。
また品質管理のための各種測定(膜厚、付着力など)も重要なプロセスとなります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『重防食塗装の課題と今後の展望』
1. 環境負荷の低減
・さらなる低VOC化
・バイオマス由来原料の利用拡大
2. 施工性の向上
・1コート化による工期短縮
・低温硬化型塗料の開発
3. 診断技術の進化
・IoTを活用した遠隔モニタリング
・AI診断による早期劣化検知
4. 新素材との融合
・ナノカーボン材料の活用
・スマートコーティングの実用化
これらの課題に取り組むことで重防食塗装の適用範囲及び耐久性がさらに拡大し、産業インフラの安全性と経済性が向上することが期待されます。
『原田鉄工の重防食塗装』
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工ではお客様のニーズに合わせたカスタマイズされた重防食塗装ソリューションを提案いたします。
構造物の長寿命化とライフサイクルコストの最適化にお悩みの方は、ぜひ当社にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『まとめ』
重防食塗装は産業構造物の防食技術において中心的な役割を果たしています。
その高い防食性能とライフサイクルコストの最適化効果により、多くの産業分野で採用が進んでいます。
技術の進歩とともに、さらなる性能向上と環境負荷低減が期待される重防食塗装。
原田鉄工はこれからも最先端の技術と確かな品質で、お客様の資産保護と維持管理の効率化に貢献してまいります。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【重防食塗装について|耐用年数を超える長寿命化】
重防食塗装とは臨海部や海上で使用される製品を長寿命化させる塗装仕様です。
海を渡る橋脚、沿岸部で稼働するプラント、港湾のクレーン設備などは一般的な塗装では耐用年数があまりに短いため、頻繁に塗り替え工事や点検が必要となってしまいます。
そんな問題を解決したのが、塗料の開発と塗装技術の発展により考案された「重防食塗装」です。
重防食塗装の耐久性は一般的な塗装の3倍以上となる30年~50年。
重防食塗装と適切にメンテナンスによって安全性を確保する事で、耐用年数を超え長寿命化させる事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『重防食塗装について』
重防食塗装とは海岸や海上などの腐食性の高い環境に建設・設置される鋼構造物に対し、塗り替え周期を長くする目的で防食性・耐久性に特化した防食塗装の事です。
重防食塗装が考案される以前は一般仕様で塗装を行っていましたが、腐食性の高い環境下では頻繁に塗り替え工事や点検が必要となるため問題となっていました。
1970年以降より高い耐久性を持つ塗装仕様「重防食塗装」が考案されました。
従来の一般的な塗装と比較し、耐久性は3倍以上となっており塗り替え周期を大幅に延長する事が出来ました。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『重防食塗装の定義』
重防食塗装は「海岸や海上のような腐食性の厳しい環境に建設される鋼構造物の塗り替え周期を長くするため防食性、耐久性を有する防食塗装の事です。
更に条件としてこれらを満たす塗装とされています。
[重防食塗装の条件]
・ブラストにて素地調整を行う
・無機/有機ジンクリッチペイントにて防食下地を行う
・腐食因子の遮断性に優れた塗料を下塗塗料として使用する。
・耐候性に優れた上塗塗料を使用する。
・合計膜厚は250μm以上
・新設塗装に期待する耐久性は30年以上
当然ですが通常の塗装時と同様に管理と実施が必要となっています。
・ブラスト処理後4時間以内の塗装
・各工程での適切な乾燥時間と環境管理
・品質管理の為の膜厚管理及び測定
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
『重防食塗装の耐久性』
重防食塗装の期待耐久年数は新設塗装では50年、塗り替え工事では40年と言われます。
塗膜厚も厚いため経年劣化による膜厚減少の影響を受けにくく、定期的なメンテナンスを行う事によって更に長寿命化します。
また上塗塗料はウレタン樹脂塗料やフッ素樹脂塗料を使用されますが、フッ素樹脂塗料の方が耐候性に優れているのでより耐久性を確保できます。
[ウレタン樹脂塗料]
2年目以降塗膜劣化 2.0μm/年
[フッ素樹脂塗料]
7年目以降塗膜劣化 0.5μm/年
【膜厚(塗装の厚み)の重要性】
https://x.gd/hPHFF
『重防食塗装の仕様』
重防食塗装仕様の一例です。
素地調整:ブラスト処理[SSPC SP-10 / ISO Sa2.5]
防食下地:無機ジンクリッチペイント 75μm
ミストコート:エポキシ樹脂塗装下塗り -μm
下塗り:エポキシ樹脂塗装下塗り 120μm
中塗り:ふっ素樹脂塗装中塗り 30μm
上塗り:ふっ素樹脂塗装上塗り 25μm
最も簡素な仕様で上記の様になり、想定される環境や耐用年数を考慮しここから塗装工程を追加・変更していく形となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『重防食塗装のメリット』
重防食塗装は塗り替え周期を長期化する目的で考案された仕様ですが、様々なメリットがあります。
・ライフサイクルコスト(LCC)を削減
塗り替え工事や点検・保守に必要なコストを大幅に低減する事でLCCを削減します。
・耐用年数を超えた長寿命化
一般的に耐用年数を終えた構造物は安全性などの理由により処分となる場合がありますが、高い耐久性で構造物への腐食を防ぎ長寿命化させる事が出来ます。
・生産性の確保
腐食による流量減少や摩擦拡大などを防ぎ、生産性を一定に保つことができます。
また塗り替え工事や保守工事に伴う設備停止の頻度を減少させます。
・環境負担の軽減
腐食を防ぎ、塗り替え・保守を減らす事により本来必要となっていた大量の資材を削減し環境負担を減らします。
・作業負担の軽減
過酷な現場での塗り替え・点検作業を減少させ負担を軽減、腐食を防ぐことで安全性を向上させます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『まとめ』
重防食塗装は産業構造物の防食技術において中心的な役割を果たしています。
その高い防食性能とライフサイクルコストの最適化効果により、多くの産業分野で採用が進んでいます。
技術の進歩とともに、さらなる性能向上と環境負荷低減が期待される重防食塗装。
これからも重防食塗装の需要は増加していくと見込まれ、産業インフラの安全性と経済性を確保する大きな役割を担っていく。
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工ではお客様のニーズに合わせたカスタマイズされた重防食塗装ソリューションを提案いたします。
構造物の長寿命化とライフサイクルコストの最適化にお悩みの方は、ぜひ当社にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎耐用年数(英語:Useful life)
固定資産を通常の用途用法に沿って使用した場合、本来期待する役割を果たすとみなされる期間。
耐用年数は減価償却資産の使用可能な期間を指します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性と高い耐久性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗料について』
塗料を構成している要素として「顔料」「樹脂」「溶剤」「添加剤」の4つがありますが、主成分であり最も重要な役割を持つものが樹脂となります。
簡単にそれぞれの役割を説明すると
顔料:塗料に色を付けるための成分。
樹脂:特性や耐久性など塗料の主体となる成分。
溶剤:樹脂を溶かして塗装しやすくする成分。
添加剤:塗料の性能を引き出すための成分。
塗料は○○樹脂塗料と言うように最も特徴が変化する樹脂によって種類分けされています。
【塗料の種類と樹脂の特徴について】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『エポキシ樹脂ってなに?』
エポキシ樹脂とは簡単に言うと「プラスチック素材」です。
身近なところだと洋服に使われている「ポリエステル」、ポリ袋に使われている「ポリエチレン」も同じくプラスチック素材なのでエポキシ樹脂の仲間となります。
エポキシ樹脂は分子量を調整する事で液体・個体と様々な形態に変化するため使い勝手が良く、用途に合わせて幅広い分野で使用されています。
『エポキシ樹脂塗料の特徴』
エポキシ樹脂塗料はエポキシ樹脂を用いている事で、エポキシ樹脂の持つ多くの優れた特性を受け継いでいます。
[エポキシ樹脂塗料のメリット]
①耐腐食性
酸素と水分を通さないため、腐食に対して強い耐性があります。
②耐水性・耐薬品性
耐溶剤性とも呼ばれ、溶剤に浸かっている状態でも変化しにくいです。
強力な薬品でもある硫酸や塩酸などにも強い耐性があります。
③耐熱性
耐熱性能も高く、高温にも耐性があります。
④接着性
接着性が高く金属、ガラス、木材など様々な素材と接着が可能です。
⑤電気絶縁性
電気絶縁性が高く電気を通さない性質があります。
[エポキシ樹脂塗料のデメリット]
①紫外線耐性
紫外線に弱いので、直接太陽光などを照射されていると短期間で劣化します。
②硬化性
低温化では硬化が遅く、使用できない場合があります。
『エポキシ樹脂塗料の使い方』
エポキシ樹脂塗料はその高い耐久性、密着性、耐水性などから多くの製品で使用されています。
エポキシ樹脂塗料を使った一例を紹介します。
[屋外]
エポキシ樹脂塗料はその高い密着性と耐腐食性、耐水性により屋外の下塗塗装として使用されます。
屋外では雨・風・湿気などに常に晒されるため、金属にとっては腐食しやすい環境ですが…
エポキシ樹脂塗装を行う事で屋外でも長期間腐食を防ぐ事が可能になります。
また高い密着性によりキズ・衝撃による塗装剥がれを軽減します。
エポキシ樹脂塗料は紫外線に弱いという欠点があるため、上塗は耐候性の高いウレタン樹脂塗料やフッ素樹脂塗料などを使用します。
[水中]
エポキシ樹脂塗料は耐腐食性、耐水性が高いので水中部の下塗~上塗塗料として使用されます。
水中部は紫外線の透過率が少ないので、上塗にもエポキシ樹脂塗料が使用されることが多くあります。
またエポキシ樹脂を石油・石炭系樹脂によって変性させた「変性エポキシ樹脂塗料」は更に強い耐水性、耐腐食性を有しています。
[タンク内]
エポキシ樹脂塗料は耐薬品性が高いので、薬品を保管するタンク内の塗料として使用されます。
塩酸・硫酸はもちろん濃硫酸といった危険性の高い薬品にも耐える事が出来ます。
身近なところでは飲料水の缶の内面もエポキシ樹脂塗料で塗装されています。
『まとめ』
エポキシ樹脂とはプラスチック素材であり、様々な優れた特性を持っている。
エポキシ樹脂塗料はそのエポキシ樹脂の特性を持つ優れた塗料。
密着性が良いので様々な素材に付着する事が可能で、塗装を行えば耐腐食性・耐水性・耐薬品性・耐熱性などの効果を付与する事が出来る。
その高い性能ゆえ通常の塗料と比較して塗料費・塗装費が高価な場合がありますが、費用対効果は高いです。
エポキシ樹脂塗料を使用し塗装を行う事で、大幅に耐久年数を延長しLCC(ライフサイクルコスト)を削減する事が可能になります。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://ja.nc-net.or.jp/company/98405/product/detail/232278
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【エポキシ樹脂塗料の完全ガイド】耐久性と密着性に優れた工業用塗料の特徴と使い方
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性、高い耐久性と密着性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
[目次]
1. エポキシ樹脂塗料とは
2. 塗料の基礎知識
3. エポキシ樹脂塗料の特性
4. メリット・デメリット分析
5. 用途別活用方法
6. 塗装トラブル対策
7. 品質管理とメンテナンス
1. エポキシ樹脂塗料とは
エポキシ樹脂塗料は、高い耐久性と優れた密着性を持つ工業用塗料です。
一般的な塗装から重防食塗装まで、幅広い用途で使用される高機能塗料として知られています。
特に金属製品の防食対策として、産業界で広く採用されています。
『主な用途』
・建築用鋼材の防食
・海洋構造物の保護
・化学プラントの設備保護
・飲料用タンクの内面コーティング
2. 塗料の基礎知識
塗料は顔料、樹脂、溶剤、添加剤の4つで構成されており、組み合わせや配合比率を変化させることで様々な特性を持った塗料が作られています。
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
『塗料の4大構成要素』
顔料:色彩や防錆性を付与
樹脂:塗膜の主要な性能を決定
溶剤:塗料の流動性を調整
添加剤:特殊機能を付加
┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈
塗料を構成で最も重要となるのが、「樹脂」の部分です。
使用する樹脂を変える事で塗料の性能・特性は大きく変化します。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
3. エポキシ樹脂塗料の特性
エポキシ樹脂は高機能プラスチック素材の一種で、以下の特性を持ちます。
『エポキシ樹脂の優れた特性』
・優れた化学的安定性
・高い機械的強度
・素材を選ばない高い接着性
・優れた電気絶縁性
エポキシ樹脂は接着力が高く様々な素材に対し、強く付着するため接着剤や塗料として多く用いられます。
高い電気絶縁性、硬度、耐水性・耐薬品性・防食性にも優れています。
4. メリット・デメリット分析
多くの特性を持ち耐久性が高いエポキシ樹脂塗料ですが、デメリットも存在します。
『メリット』
①優れた耐腐食性
・酸素や水分を遮断
・金属の腐食を効果的に防止
②高い耐薬品性
・酸・アルカリに対する優れた抵抗力
・各種溶剤への高い耐性
③優れた密着性
・金属、コンクリート、木材など多様な素材に対応
・剥離リスクの低減
④優れた耐熱性
・高温環境下での安定性
・熱による変形が少ない
『デメリット』
①紫外線への弱さ
・屋外使用時は上塗り塗装が必要
・経年による黄変の可能性
②温度依存性
・低温時の硬化遅延
・作業環境の温度管理が重要
5. 用途別活用方法
エポキシ樹脂塗料の活用方法の一例です。
『屋外用途』
・下塗り塗装として使用
上塗りにウレタンまたはフッ素樹脂塗料を採用する事で耐候性と防食性の両立が可能です。
『水中部用途』
・下塗りから上塗りまでエポキシ系を使用可能
優れた耐水性、耐腐食性は水中でも効果を発揮します。
またジンクリッチプライマーや、変性エポキシ樹脂塗料の活用することでより高い耐久性を得る事も可能です。
『タンク内部用途』
・下塗りから上塗りまでエポキシ系を使用可能
高い耐薬品性によって化学薬品タンクの内面保護、飲料水タンクの衛生管理が可能です。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
6. 塗装トラブル対策
優れたエポキシ樹脂塗料ですが、その他塗料と同様に塗装トラブルが発生する可能性はあります。
塗装トラブルを回避するための対策をご紹介します。
『剥離防止のポイント』
・適切な素地調整
密着性に優れているエポキシ樹脂塗料ですが、適切な素地調整を行わない場合では剥離する可能性が高いです。
最低でも有機溶剤を用いた脱脂洗浄を行うようにしましょう。
ブラスト処理で適切な表面粗度と洗浄度を確保すれば更に高い耐久性を確保する事が可能で、維持費・管理費を低減しトータルコストを削減できます。
・環境管理
エポキシ樹脂塗料は低温化では硬化しにくい特性があるので、使用時には温度を適切に管理する必要があります。
またその他塗料と同様ではありますが、塗装環境の湿度管理・清浄度維持も必要です。
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
7. 品質管理とメンテナンス
エポキシ樹脂塗料はその高い耐久性と耐水性・耐薬品性によって橋梁、化学プラント、船舶など大型の構造物に使用されることが多くあります。
大型構造物の長寿命化、安全性の確保、メンテナンス周期の延長、トータルコストの削減などが目的となります。
『長期耐久性の確保』
・定期的な点検
・早期補修の実施
・適切な維持管理計画の策定
『LCC(ライフサイクルコスト)の最適化』
・初期投資と維持費用の検討
・長期的な経済性の確保
・適切な更新計画の立案
『まとめ』
エポキシ樹脂塗料は、その優れた特性により産業界で広く使用されている高機能塗料です。適切な使用方法と管理により、50年以上の耐久性を実現することが可能です。
初期コストは比較的高価にはなりますが、長期的な視点では極めて経済的な選択となるので需要が拡大しています。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
-------------------------------------------------------------------------------------------------
【お問い合わせ】
施工のご相談、お見積りについては、以下までご連絡ください。
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL: 082-232-2445
FAX: 082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
Email: bousei@harada-tekkou.co.jp
※本記事は2024年4月時点での情報に基づいています。
【高温に負けない!耐熱塗装について】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『耐熱塗料とは』
耐熱塗料は主にシリコーン樹脂をベースにして作られています。
シリコーン樹脂とは砂や岩石の主成分であるシリカ(SiO2・酸化ケイ素)と有機物(炭素を主体とする化合物)とを結合させる事で有機ケイ素化合物とし、これを高分子にしたもので天然には存在しない物質です。
このシリコーン樹脂へ顔料・溶剤・添加剤を混ぜ合わせる事で耐熱性の高い塗料を構成しています。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『耐熱塗料の耐熱性』
一般的な塗料の耐熱温度は80℃~130℃程度のものがほとんどとなります。
耐熱温度以上で使用した場合には変色、塗膜剥離、発火などの可能性があるため、高温となる箇所ではこれらの塗料を使用する事はできません。
耐熱塗料の耐熱温度は200℃~600℃まで幅広くあり、最大で1000℃近くの耐熱性を持つ塗料もあります。
『耐熱塗料のメリット』
耐熱塗料を使う事で様々なメリットがあります。
・耐熱性
高温から守る事で塗装箇所の高温による劣化を防ぐことができます。
・耐腐食性
通常では塗装できない高温となる箇所にも塗装する事で保護します。
・耐候性
塗装を行う事で雨や紫外線といった環境から保護します。
・耐寒性
高温にも強い特性がありますが、実は-50℃までの耐寒性もあります。
・美観
色彩を付与する事で塗装対象物の美観を美しくします。
【塗装について|塗装の効果と方法】
https://www.nc-net.or.jp/company/98405/product/detail/201759/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗装の方法』
①塗装物の最高温度を確認する
まずは耐熱温度を確認する必要があります。
平均温度ではなく最高温度+100℃にて耐熱塗料を選定しましょう。
無駄に耐熱温度を高く設定してしまうと、耐熱塗料の価格が大きくなりますので注意が必要です。
②適切な素地調整(下地処理)を行う
通常の一般塗装でも言える事ですが、適切な素地調整を行う必要があります。
「ブラスト処理」にて素地調整を行う事が推奨されます。
ブラスト処理が難しい場合には油分、古い塗膜、錆などは最低限取り除く必要があります。
適切に下地処理を行っていない場合には塗膜の早期剥離が発生しますので注意が必要です。
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
③塗膜厚を管理しながら塗装を行う。
耐熱塗料では一般的に厚塗りは推奨されていません。
これは厚塗りをした場合、加熱・硬化する際に残留溶剤や反応ガスの影響でフクレが発生するからです。
規定された膜厚を遵守しながら塗装を行う必要があります。
『耐熱塗装の注意点』
①素地調整(下地処理)の精度
素地調整が適切に行われていない場合では塗膜の早期剥離が発生します。
また高温になるため金属と塗膜は熱により膨張します。
加熱・冷却を繰り返す事で疲労し剥離する可能性が高まりますが、ブラスト処理で表面の粗面化・表面積の増大させておくことで軽減する事が出来ます。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
②塗膜厚と塗装間隔
耐熱塗料は常温では完全に硬化する事はありません。
高温になる事で塗膜は完全に硬化していきますが膜厚が厚すぎる、塗装間隔が短すぎる場合には塗膜中に残っていた残留溶剤や反応ガスによって「フクレ」が生じてしまいます。
このフクレが発生すると耐腐食性の低下などの問題が生じてしまいます。
耐熱塗料は一般的に溶剤が蒸発しやすいように薄く塗装を行い、塗装間隔を十分にとる必要があります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
③初期加熱
急激に高温にした場合、フクレが発生する可能性があります。
塗装後の最初の運転時には段階的な昇温が推奨されます。
200℃/1時間
④塗装色
高温域に対応しているものは色彩を決める顔料も制限されるため、対応できる色彩に限りがある場合が多くあります。
『まとめ』
耐熱塗料は一般的な塗料と比較した場合、数倍以上の高温化にも対応できる塗料。
塗装を行う事で塗装物を熱による劣化、腐食、雨風から守る事が出来る。
通常の塗料と異なり厚く塗れば耐久性が向上する訳ではないので注意が必要。
耐熱塗料の耐久性を向上させるためにはブラスト処理による「適切な素地調整」と塗膜厚を「規定値内に管理する」事が重要となります。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【高温環境での劣化を防ぐ!耐熱塗料の特性と選び方】
耐熱塗料とは、高温に耐久性のある特殊な塗料です。
この塗料は自動車のマフラーや工業プラントの煙突やダクトなど、特に高温にさらされる環境で使われています。
高温な環境下で、耐熱塗料を使用することで機材や構造の保護が可能になります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【耐熱塗料の種類と成分】
耐熱塗料は主にシリコーン樹脂などの耐熱性の高い樹脂をベースに顔料や溶剤、添加剤を加えて構成されています。
シリコーン樹脂は自然界には存在しない有機ケイ素化合物となります。
特に高温環境下での安定性が高いのが特徴で、この化学的な構造が一般的な塗料と比べて優れた耐熱性を提供しています。
『主成分』
シリカ(酸化ケイ素)、有機物、顔料、溶剤、添加剤
『耐熱温度の範囲』
200℃から600℃、一部には1000℃に耐えるものもあります。
『用途』
自動車部品、工場の配管、煙突、発電所の高温機器など
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【耐熱塗料の特徴とメリット】
耐熱塗料を使用することで、他の塗料には無い多くのメリットが得られます。
『高温からの保護』
耐熱塗料は機材や構造物を高温から守り、劣化を防ぎます。
高温の場所や環境に塗装されることで腐食や劣化を抑え、製品寿命を延ばす効果があります。
『環境耐性』
耐熱塗料は高温に加えて-50℃までの寒性もあり、さらに雨や紫外線からの保護も可能です。
このため厳しい環境での使用に最適です。
『美観の向上』
耐熱塗料は色彩の付与が可能で、塗装対象の外観を美しくすることができます。
高温環境でも変色などが発生せず、長期間美観を維持します。
【耐熱塗料の塗装手順】
耐熱塗料の塗装は通常の塗装以上に慎重な作業が求められます。
適切な下地処理と膜厚・塗装間隔などの管理が必要で、以下の手順に従う事が推奨されます。
①最高温度の確認
稼働した場合での最高温度を確認し、耐熱温度を設定します。
平均温度ではなく最高温度を基準に+100℃の余裕を持つことが一般的です。
②適切な下地処理
塗料の密着性と耐久性を確保するために「ブラスト処理」を行います。
この処理により油分や古い塗膜、錆などを除去し、塗料が密着しやすい表面を作ります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
③塗膜厚の管理
塗膜厚を均一に保ちながら塗装することが重要です。
厚塗りを避け、加熱・硬化時にフクレが発生しないよう丁寧に塗ります。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【塗料とは? ~膜厚計の紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
【耐熱塗装の注意点】
耐熱塗料の使用にはいくつかの注意点があります。
正しい手順で行うことで、耐熱塗料の性能を十分に発揮することができます。
『下地処理不足』
正確な下地処理が実施されていない場合、塗膜の早期剥離が起きる可能性があります。ブラスト処理にて下地処理を行う事で塗膜がしっかりと付着し、長期の耐久性が確保されます。
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
『膜厚過多・乾燥時間不足』
耐熱塗料は常温では完全硬化しないため、膜厚が厚すぎると内部に残留した溶剤や反応ガスが膨張し、フクレが発生することがあります。
膜厚を規定値内に調整する、乾燥時間を十分にとる必要があります。
『段階的な初期加熱』
塗装後に段階的な加熱を行うことでフクレを妨げ、完全硬化させることができます。
例として200℃で1時間加熱するなど、徐々に温度を上げることが推奨されます。
『原田鉄工の耐熱塗装設備と技術』
広島に本社を置いている原田鉄工では高温に対応する耐熱塗装に適した「大型ブラスト設備」と「屋内塗装設備」を完備しており、長年の経験と技術で高温環境下での腐食防止や美観維持に貢献しています。
自社設備にて最適なブラスト処理を行い、塗膜の密着性と耐久性を確保することで製品の耐久性を格段に向上させます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
高温に負けない!耐熱塗装の完全ガイド【技術解説編】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『目次』
耐熱塗料とは:技術的特徴と構造
耐熱塗料の性能と機能性
産業用途と適用事例
耐熱塗装の施工技術
技術的な留意点と品質管理
耐熱塗料の一般的なトラブルと対策
まとめ
お問い合わせ
『耐熱塗料とは:技術的特徴と構造』
耐熱塗料は、シリコーン樹脂を主成分とする高機能塗料システムです。
その分子構造は、無機物であるシリカ(SiO2)と有機物を化学結合させた特殊な構造を持ちます。
◇シリコーン樹脂の特徴
・Si-O-Si結合による高い熱安定性
・無機・有機ハイブリッド構造による優れた密着性
・架橋構造による耐薬品性の向上
・分子間結合による優れた耐候性
◇シリコーン樹脂の種類
・メチルシリコーン樹脂:200℃~400℃対応
・フェニルシリコーン樹脂:400℃~600℃対応
・特殊シリコーン樹脂:600℃以上対応
◇顔料の種類
・無機酸化物系顔料:金属酸化物による耐熱性
・セラミック系顔料:1000℃までの超高温対応
・複合金属酸化物:耐候性と耐熱性の両立
塗料についての詳細ページはこちら!
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗料の性能と機能性』
耐熱塗料は一般塗料とは大きく異なる性能と機能性を兼ね備えています。
◇耐熱温度について
一般塗料(80℃~130℃)
・有機樹脂の熱分解により劣化
・分子切断による強度低下
耐熱塗料(200℃~1000℃)
・無機化による安定構造の形成
・セラミック化による保護層の形成
◇耐熱塗料の耐環境性について
耐候性:紫外線による劣化を防止
・UV吸収剤の配合
・表面保護層の形成
耐寒性:-50℃~高温域まで対応
・撥水性の付与
・水蒸気透過性の制御
◇耐熱塗料の防食性能
バリア効果
・酸素遮断性
・イオン透過抑制
犠牲防食効果
・金属粉末の配合(必要に応じて)
・電気化学的保護機能
『産業用途と適用事例』
◇化学プラント
・反応槽外装:耐薬品性要求
・配管系統:耐熱・耐食性要求
・制御機器:耐熱・耐候性要求
◇発電設備
・ボイラー設備:600℃以上の耐熱性
・排気システム:耐熱・耐食性
・熱交換器:熱効率維持
◇排気設備
・マフラー外装:600℃までの耐熱性
・触媒コンバーター:800℃以上の耐熱性
・排気管:熱膨張対応
『耐熱塗装の施工技術』
耐熱塗装では通常塗装より厳しい塗装基準と管理が必要となります。
◇ブラスト処理
・処理規格:SSPC SP-10 / ISO Sa 2.5以上
・表面粗度:25~75μm
・アンカーパターン:均一な凹凸形成
◇環境条件
・温度:5~35℃
・湿度:85%以下
・露点+3℃以上
◇塗装仕様
・膜厚:15~25μm/回
・塗装間隔:メーカー規定間隔を厳守
・最終膜厚:40~75μm
◇管理基準
・素地調整の検査
・膜厚の検査
・膜厚過不足の修正
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『技術的な留意点と品質管理』
耐熱塗料の品質を保証するために以下の塗装検査が必要となる場合があります。
また長期的な耐久性を確保するには定期的な点検と補修が必要です。
◇外観検査
・塗膜の均一性
・ピンホールの有無
・色調の均一性
◇物性測定
・膜厚測定:電磁式測定
・付着性試験:碁盤目試験
・耐熱サイクル試験
◇定期点検項目
・外観変化の確認
・膜厚の減少量測定
・付着力の確認
◇補修技術
・部分補修手順
・タッチアップ技術
・全面補修判断基準
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『耐熱塗料の一般的なトラブルと対策』
◇塗膜剥離
原因
・不適切な素地調整
・膜厚管理不足
・環境条件不適合
対策
・ブラスト処理の徹底
・適切な膜厚管理
・環境条件の厳守
◇フクレ発生
原因
・急激な温度上昇
・残留溶剤の蓄積
・過剰膜厚
対策
・段階的な昇温
・適切な乾燥時間確保
・規定膜厚の遵守
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
『まとめ』
耐熱塗料は一般的な塗料の数倍以上の耐熱性を有しています。
しかし耐熱塗料の特性上、一般的な塗装より厳しい検査・管理が必要となります。
耐熱塗装の長期的な耐久性を向上させるためには「ブラスト処理」と「均一な塗膜形成」が必要となります。
『お問い合わせ』
耐熱塗装に関する技術的なご相談は、原田鉄工株式会社の防錆部門までお気軽にご連絡ください。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎樹脂(英語:Resin)
樹脂には自然由来となる漆、松油などの天然樹脂と石油等の化石資源を原料とした合成樹脂があります。
塗料で使用されるのは合成樹脂となります。
合成樹脂は様々なものに加工されており、プラスチックやポリ袋、衣類にも使用されています。
◎犠牲防食(英語:Sacrifical protection)
犠牲防食とは素地金属よりイオン化傾向の低い金属(卑金属)で覆う事により、素地金属の腐食進行を防ぐ事です。
傷がついて素地金属が露出した場合でも、周囲の卑金属が素地金属より先に溶けだす事ので素地金属の腐食は妨げられます。
【金属の錆びやすさ(イオン化傾向)について】
https://ja.nc-net.or.jp/company/98405/product/detail/228626
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-11】電動工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-11(パワーツールクリーニングトゥベアメタル)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物、塗膜など)を全て取り除く必要がありますが、表面のくぼみに付着したものは許容されます。
ISOでは同等の規格とされるものがなく、SSPC特有の規格となります。
【ブラストの規格 ISO / SSPC】
https://ja.nc-net.or.jp/company/98405/product/detail/187739
【ISOの規格について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-11とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に付着した錆、ミルスケール、塗膜などの有害物質は完全に除去する必要があり、電動工具処理の中で最も洗浄度の高いものとなります。
表面粗さが25.4μm以上にする必要があり、表面のくぼみに付着した有害物質のみ許容されます。
目視にて検査を行います。
【SSPC / NACE 規格一覧】
https://ja.nc-net.or.jp/company/98405/product/detail/219398
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-11の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.電動工具にて表面に付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-11の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真で確認する必要があります。。
作業完了後の塗装工程
・処理後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-11で行うメリット』
SSPC SP-11は電動工具で素地調整を行う規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
同様にSP-3も電動工具を使用した規格ではありますが、SP-11は素地金属を完全に露出させ表面粗さも求められるため大きく異なります。
コスト・加工時間はかかりますが、ブラスト処理が行えない環境においては最も優れた素地調整方法です。
『まとめ』
SSPC SP-11は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
くぼみに付着し除去できないものを除いて、表面に付着した有害物質を全て剥離する必要があります。
また表面粗さは25.4μm以上にしなければなりません。
通常の電動工具では表面粗さの確保が難しいため、下記のような工具をオススメします。
【G-TOOL】ブラスト面形成動力工具 Blastriker(ブラストライカー)
https://g-tool.jp/
電動工具処理ですが完全に金属素地を露出させますので、処理時の環境を整える必要や処理完了後の早急な塗装が必要となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-11での素地調整も対応しておりますが、
SP-11の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト研磨材(メディア)の種類】
ブラストは研磨材又はメディアや研削材と呼ばれる粒子を高速でぶつける事で表面を洗浄する加工方法です。
研磨材には数えきれないほど種類があり、素材・形状・サイズなどそれぞれ異なります。
今回はそんなブラストの研磨材について、代表的な11種類の素材とその選び方、使い方を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『研磨材・研削材・メディアとは?』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『研磨材の種類について』
噴射・投射が可能なら研磨材となるので、研磨剤には本当に多くの種類がありますが…
基本的に多く流通、使用されている11種類について紹介します。
「植物」
クルミの種など
特徴:高度が低く素材の損傷を抑えながら加工可能。樹脂製品などの軽いバリ取りに使用。
「樹脂」
ナイロンビーズなど
特徴:柔らかく素材にダメージレスな加工可能。冷凍、軟質金属の軽いバリ取りに使用。
「アルミ」
アルミワイヤーなど
特徴:植物や樹脂に次いで硬度が低いので素材への損傷が少ない。アルミダイカスト製品のバリ取りや洗浄に使用。
「亜鉛」
ジンクショットなど
特徴:アルミと同程度の硬度なので損傷を抑えた加工。アルミダイカスト製品のバリ取りや塗装剥離に使用。
「銅」
銅スラグなど
特徴:硬度が低く素材への損傷は低いが、高比重なので塗装剥離などに使用。
「ガラス」
ガラスビーズなど
特徴:硬度はあるが軽量なので素材への損傷が低い。アルミダイカスト製品や樹脂製品の仕上げやバリ取りに使用。
「砂」
珪砂など
特徴:研削力が高いので表面を粗面化。塗装の下地処理や塗装剥離に多く使用。
「ステンレス」
ステンレスビーズなど
特徴:研削力が高く表面を粗面化。アルミやステンレス製品のバリ取りや清掃に使用。
「鉄(鋼)」
スチールグリットなど
特徴:研削力が非常に高く最も流通が多いのでサイズ・形状が豊富。サイズ・形状を変える事で仕上がりを調整できるので塗装の下地処理、金属製品のバリ取りなど幅広く使用。
「アルミナ」
褐色アルミナなど
特徴:研削力が非常に高く表面を粗面化。塗装の下地処理、塗装剥離などに使用。幅広い素材に対し使用可能。
「セラミック」
炭化ケイ素など
特徴:研磨材の中で最も硬度が高く、硬くて脆い高脆材の加工が可能。サイズが豊富なので塗装の下地処理や損傷を抑えた微細な加工も可能。
≪詳細は下記リンクより「ブラストの研磨材」をダウンロードください≫
https://ja.nc-net.or.jp/company/98405/dl/catalog/207124
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【素地調整/下地処理 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『研磨材の選び方』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です!
項目が多いですが、どれも研磨材を選ぶ上では重要となります。
「素材」
もらい錆などを防ぐため、加工対象に合わせた素材を選定する必要があります。
「形状」
多角形は塗装に適した粗面化、球体はバリ取りやピーニングを目的とします。
「サイズ」
大きければより粗面化が可能で、細かければ微細な加工が可能となります。
「硬度」
硬ければ研削力が高く、柔らかいと損傷を抑えた加工ができます。
「比重」
比重(重量)は加工力に影響し、重ければ加工力が大きく軽ければ小さいです。
「粉砕性」
粉砕性は施工コストに影響し、大きければすぐ粉砕し小さければ長持ちします。
このように研磨材は加工対象となる素材、目的、形状などに合わせて選定する必要があります。
多くの種類が存在しますので、最適な研磨材を見つけましょう!
『原田鉄工で使用している研磨材』
原田鉄工で普段使用している研磨材を紹介します!
①スチールグリット
グリットブラストの研磨材はこのスチールグリットを使用しています。
鋼が原料で研削力が高く、形状は多角形です。
塗装の下地処理に最適なアンカーパターン(表面の凹凸)を形成する事が出来ます。
黒皮はもちろん、分厚い塗装も完璧に除去する事が可能です。
加工効率が良く粉塵の発生が少ないので、多くの鋼製品に使用しています。
②ネオブラスト
サンドブラストの研磨材はこのネオブラストです。
フェロニッケルスラグというステンレスの副産物が原料となります。
珪砂より高硬度で鉱石が原料のアルミナやガーネットと近しい性能となります。
多角形なので塗装の下地処理に適したアンカーパターンを形成する事が可能です。
鋼製のスチールグリットと比較すると粉砕性が高く粉塵が発生しやすいので加工効率は悪いですが、ステンレスやアルミなど幅広い素材に対して加工できます。
③ガラスビーズ
ガラスビーズブラストの研磨材はこのガラスビーズです。
ガラスが原料で軽い、砕けやすい、球状なので素材への損料を抑えて加工できます。
多角形でなく球状の為、塗装の下地処理としてはあまり向いていません。
素材を選ばず加工可能でバリ取り・研掃・仕上げ加工に使用しています。
原田鉄工では上記の3種類を加工対象物の素材、大きさ、形状、加工目的によって使い分けています。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『まとめ』
ブラストの研磨材は噴射か投射が出来れば、何でも構いません。
素材、形状、サイズなど種類の異なる研磨材が多く流通しています。
研磨材で重要とされるのは「素材」「形状」「サイズ」「硬度」「比重」「粉砕性」の6つの項目。
研磨材を使い分ける事で加工可能な素材・仕上がり・効果が大きく変わってくるため、加工対象物に最適な研磨材を選定する事が重要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
塗装寿命に影響する原因は下地処理によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ショットとグリット|研磨材の形状について】
ブラスト処理に使用される研磨材(研削材)には様々な形状があり、その形状によって加工効果と仕上がりは大きく変化します。
研磨材で一般的に広く流通している形状は大きく分けて3種類です。
球状・ラウンドカット
円柱状・ワイヤーカット
多角形状・鋭角状
研削材の3つの形状とその加工効果について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストの研磨材について』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798
『ブラスト研磨材の形状について』
冒頭でも紹介しましたが、研磨剤の形状は大きく分けて3種類となります。
①球状・ラウンドカット
球状またはラウンドカットと呼ばれる円柱状・多角形状のエッジを削り球状に近づけた形状です。
「ショット」、「ビーズ」、「ラウンドカット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールショット、ステンレスビーズ
②円柱状・ワイヤーカット
線材(ワイヤー)を細かく切断する事で円柱の形状をしています。
「ワイヤーカット」、「カットワイヤー」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールカットワイヤー、ステンレスカットワイヤー
③多角形状・鋭角状
鋭角の多い多角形で尖っている角が多くある形状です。
「グリット」と呼ばれ、前後に材質名が付いた商品が多くあります。
例)スチールグリット、ステンレスグリット
意外と勘違いされる事が多い
ショットとグリットの違いは材質・加工方法ではなく、形状の違いとなります。
【ブラスト処理の種類と特徴】
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
『ショット、グリット、ワイヤーカット|形状による加工効果の違い』
球状・ラウンドカット / 円柱状・ワイヤーカット / 多角形状・鋭角状
研磨材の形状が異なる事で加工後の仕上がり、加工効果、損傷度は大きく異なります。
①球状・ラウンドカット
球状であるため、被加工物への損傷を抑えた加工が可能です。
表面を叩くように加工する事で丸い打痕を形成します。
微細な凹凸を形成する事での梨地加工、バリ取り、残留応力の除去が可能なショットピーニングといった加工効果を目的として使用されることが多くあります。
②円柱状・ワイヤーカット
円柱状で円形部と切断面のエッジ部があるので、被加工物は球状と多角形状の中間の損傷程度となります。
切断面のエッジを活かし鋭角ではありませんが、表面を粗面化させることが可能です。
切削力が高い訳ではなので、バリ取りを目的として使用されることが多いです。
③多角形状・鋭角状
不規則で鋭角の多い形状なので、強力な研削力があり被加工物の表面へランダムな凹凸を形成するため損傷程度は大きいです。
塗装や接着剤などの密着を大きく向上させる最適なアンカーパターンを形成します。
塗装前の素地調整(下地処理)、古くなった塗膜や樹脂の除去、錆落としなどを目的として使用されることが多くあります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
『まとめ』
ブラストの研磨材は金属製・非金属製・樹脂製・ガラス製・植物の種など数えきれない程の多くの素材が利用されています。
その研磨材の形状は大きく分けて3種類
①球状・ラウンドカット
②円柱状・ワイヤーカット
③多角形状・鋭角状
形状が異なるだけで加工後の仕上がり、加工効果、損傷度は大きく異なります。
被加工物・加工目的に合わせた研磨材の形状を選定する事が重要です。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
製造業において重要な表面処理技術である「ブラスト加工」
この加工方法の成否を決める重要な要素が「研磨材(メディア)」の選択です。
本記事ではブラスト加工の専門企業として50年以上の実績を持つ原田鉄工が、研磨材の種類や特徴・選定方法について詳しく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工における研磨材とは』
ブラスト加工とは、様々な粒子(研磨材)を高速で対象物に噴射・投射することで表面を加工する表面処理技術です。
この加工に使用される粒子のことを「研磨材」「研削材」「メディア」などと呼びます。
研磨材の選択は加工品質を左右する重要な要素であり、対象物の材質や目的に応じて最適な研磨材を選定する必要があります。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『代表的な研磨材の11種類と特徴』
1. 鉄鋼系研磨材(スチールグリット等)
特徴
・最も一般的で研削力が高い
用途
・鋼材の塗装前処理
・厚い塗膜の除去
・大型構造物の表面処理
メリット
・耐久性が高く、コストパフォーマンスに優れる
・サイズ・形状が豊富で仕上がりの調整が容易
・粉塵の発生が少なく作業効率が良い
2. セラミック系研磨材(炭化ケイ素等)
特徴
・最高レベルの硬度を持つ
用途
・高精度な表面処理
・精密部品の加工
・硬質材料の加工
メリット
・サイズが豊富で繊細な加工が可能
・高脆材の加工に適する
・微細な表面処理が実現可能
3. アルミナ系研磨材(褐色アルミナ等)
特徴
・高い研削力と安定した品質
用途
・多様な素材の表面処理
・塗装剥離
・表面の粗面化
メリット
・幅広い素材に対応可能
・安定した加工品質が得られる
・耐久性が高い
4. ガラス系研磨材(ガラスビーズ等)
特徴
・軽量で素材への損傷が少ない
用途
・アルミ製品の仕上げ
・精密部品のバリ取り
・樹脂製品の表面処理
メリット
・クリーンな作業環境を維持できる
・均一な表面仕上げが可能
・幅広い素材に使用可能
5. 砂系研磨材(珪砂等)
特徴
・高い研削力と経済性
用途
・塗装の下地処理
・塗装剥離
・表面の粗面化
メリット
・コストパフォーマンスが良い
・安定した供給が可能
・取り扱いが容易
6. ステンレス系研磨材(ステンレスビーズ等)
特徴
・高い研削力と耐食性
用途
・アルミ製品の加工
・ステンレス製品のバリ取り
・金属製品の洗浄
メリット
・もらい錆の心配が少ない
・表面粗さの調整が容易
・リサイクル使用が可能
7. アルミ系研磨材(アルミワイヤー等)
特徴
・低硬度で素材損傷を抑制
用途
・アルミダイカスト製品の加工
・軽金属製品のバリ取り
・表面洗浄
メリット
・素材への負担が少ない
・クリーンな仕上がり
・アルミ製品に最適
8. 亜鉛系研磨材(ジンクショット等)
特徴
・アルミに近い硬度特性
用途
・アルミダイカスト製品の加工
・塗装剥離
・軽金属の表面処理
メリット
・損傷を抑えた加工が可能
・均一な表面処理
・リサイクル性が高い
9. 銅系研磨材(銅スラグ等)
特徴
・低硬度だが高比重
用途
・塗装剥離
・表面洗浄
・軽度な研削加工
メリット
・素材への損傷が少ない
・効率的な塗装剥離が可能
・安定した加工品質
10. 樹脂系研磨材(ナイロンビーズ等)
特徴
・最も柔らかい研磨材の一つ
用途
・樹脂製品のバリ取り
・軟質金属の表面処理
・デリケートな部品の加工
メリット
・素材へのダメージが極めて少ない
・クリーンな作業環境
・精密部品に適する
11. 植物系研磨材(クルミの殻等)
特徴
・自然由来の低硬度材
用途
・軽度なバリ取り
・樹脂製品の表面処理
・環境配慮が必要な加工
メリット
・環境負荷が少ない
・素材への損傷を最小限に抑制
・廃棄が容易
『研磨材選定の重要ポイント』
1. 素材との適合性
加工対象物の材質に応じた研磨材の選定が不可欠です。
例)
・鋼材→スチールグリット
・アルミニウム→ガラスビーズ
・ステンレス→セラミック系
加工対象物の材質と適合していない研磨材で施工をした場合には「もらい錆」などの不良が発生する可能性があります。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
2. 加工目的との整合性
目的に応じた最適な研磨材を選択することで、理想的な仕上がりを実現できます。
・塗装下地処理→多角形状の研磨材
・表面仕上げ→球状の研磨材
・バリ取り→硬度の低い研磨材
加工目的にそぐわない研磨材を使用した場合、必要以上に表面を研削する可能性や研削力が低すぎるため長時間の加工が必要となる可能性があります。
【ショットとグリット|研磨材の形状について】
https://ja.nc-net.or.jp/company/98405/product/detail/241118
3. コストパフォーマンス
研磨材の寿命や作業効率を考慮した総合的な判断が重要です。
・初期コスト
・耐久性
・作業効率
・メンテナンス頻度
『原田鉄工のブラスト加工設備』
当社では最新鋭の大型ブラスト設備(幅7m×奥行10m×高さ3.5m)を完備し、以下の研磨材を使用した高品質な加工を提供しています。
1. スチールグリット
・塗装下地処理に最適なアンカーパターンを形成
・大型製品にも対応可能な優れた作業効率
・塗膜や錆を残さず除去する強力な研削性能
・優れた粉塵抑制効果
2. ネオブラスト(フェロニッケルスラグ)
・塗装下地処理に最適なアンカーパターンを形成
・ステンレスやアルミなどほぼ全ての素材に対応可能
・安定した加工品質
・環境負荷の低減
3. ガラスビーズ
・ステンレスやアルミなどほぼ全ての素材に対応可能
・素材へのダメージを最小限に抑制できるので精密な加工が可能
・梨地と呼ばれる光沢を抑えた高級感のある仕上がり
・クリーンな作業環境
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
『お問い合わせ・ご相談』
ブラスト加工でお困りの方は、ぜひ原田鉄工にご相談ください。50年以上の実績を持つ専門家が、最適な加工方法をご提案いたします。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製品サンプル、テスト加工も承っております
まずは小ロットからのご相談も可能です。お気軽にお問い合わせください。
【素地調整(下地処理)規格】SSPC / ISO / SIS
塗装の前工程である「素地調整」又は「下地処理」ではSSPC規格、ISO規格、SIS規格が広く使用されています。
それぞれの規格について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整や下地処理について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
方法や精度を「「SSPC規格」ISO規格」「SIS規格」などの規格で定められます。
『SSPC規格について』
米国構造物塗装協会(Steel Structures Painting Council USA)
産業・海上構造物を保護するコーティングを専門とした規格を定めています。
SSPCはアメリカに本部がある非営利組織です。
塗装や素地調整といった分野に特化しており、素地調整の規格などを数多く制定しています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ISO規格について』
国際標準化機構(International Organization for Standardization)
あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格について』
スウェーデン規格協会(Swedish Institute for Standards)
又はスウェーデン工業規格と呼ばれる団体です。
素地調整に関わる規格はISOと内容が同一です。
『ケレンについて』
ケレンは英語の「Clean(クリーン)」が語源とされる一般呼称です。
1種ケレン~4種ケレンに分類されていますが、規格ではないので明確な定義がされておりません。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
『まとめ』
塗装において最も重要とされる工程が「素地調整」です。
素地調整は製品の仕上がり、耐久性の大きな影響を与えるためです。
仕様書で定められた規格で確実に施工する必要があります。
規格によって検査方法や手順など定められている事が違いますので施工前によく確認しましょう。
原田鉄工では上記の規格はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は素地調整に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
製品の耐久性と美観を大きく左右する塗装工程。
その成否を決める重要な前処理が「素地調整」(下地処理)です。
今回は高品質な素地調整に不可欠な各種規格について、40年以上の実績を持つ原田鉄工がわかりやすく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ素地調整が重要なのか?』
塗装の仕上がりと耐久性を決定づけるのが「素地調整」です。
適切な素地調整を行うことで様々な効果があります。
・塗膜の密着性が大幅に向上
・製品の耐久性が向上
・メンテナンス頻度の低減
・トータルコストの削減
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◆主要な素地調整規格の詳細解説
『SSPC規格(米国構造物塗装協会)』
SSPC規格は、産業構造物の防食塗装分野で最も権威のある規格の一つです。
以下の点で重要な基準を提供しています。
[SSPC規格の主要な等級]
・SSPC-SP 5:最も厳格な基準で、目視可能な錆、塗装、異物を100%除去
・SSPC-SP 10:表面の95%以上の清浄度を要求、SP 5に次ぐ高清浄度基準
・SSPC-SP 6:表面の67%以上の清浄度を要求
・SSPC-SP 7:緩やかな基準で、浮き錆などの除去が主目的
[SSPC規格の特徴]
・表面処理の方法と清浄度を明確に規定
・検査方法や合否判定基準が具体的
・各種産業での豊富な採用実績
・国際的な信頼性の高さ
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【SSPC 素地調整規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/219360/
『ISO規格(国際標準化機構)』
ISO規格は世界共通の品質基準として広く認知されています。
素地調整に関する規定も非常に体系的です。
[ISO 8501シリーズの主要規格]
・ISO 8501-1:目視による表面清浄度の評価基準
・ISO 8501-2:既存塗膜の除去後の清浄度評価
・ISO 8501-3:溶接部や鋭角部の処理基準
・ISO 8501-4:高圧水による処理後の評価基準
[ISO規格の重要ポイント]
・写真による標準サンプルの提供
・詳細な表面状態の分類(A~D)
・処理グレードの明確な定義(Sa1~Sa3)
・国際取引での標準的な採用
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格(スウェーデン工業規格)』
SIS規格は特に欧州での防食塗装分野で重要な位置を占めています。
[SIS規格の特徴]
・ISO規格との高い互換性
・北欧発の厳格な品質基準
・防食性能に関する詳細な要求事項
・環境配慮型の処理方法の規定
[SIS規格の等級区分]
・Sa 3:表面の清浄度99%以上 SP5相当
・Sa 2.5:表面の清浄度95%以上 SP10相当
・Sa 2:表面の清浄度67%以上 SP6相当
・Sa 1:浮き錆などの除去が主目的となる簡単な洗浄
『各規格の比較と選択のポイント』
素地調整は使用環境や想定する耐久年数などを考慮し、選定する必要があります。
[使用環境による選択基準]
・海洋環境:SSPC-SP 10またはSa 2.5以上を推奨
・工業地帯:SSPC-SP 6またはSa 2以上を推奨
・一般環境:SSPC-SP 7またはSa 1以上を推奨
[コスト面での考慮事項]
・高グレード(SP 5、Sa 3):初期コスト大、長期的メリット大
・中グレード(SP 10、Sa 2.5):バランスの取れた選択
・軽度処理(SP 7、Sa 1):初期コスト小、長期的デメリット有
『原田鉄工の素地調整サービスの特長』
原田鉄工は素地調整の重要性に気付き、素地調整専用の大型ブラスト設備を導入。
確実な素地調整と完璧な塗装管理による製品の長寿命化を掲げ、50年以上の期間研鑽を積んできました。
原田鉄工の特徴を紹介します。
[充実した設備]
・大型ブラスト室(幅7m×奥行10m×高さ3.5m)
・グリットブラスト・サンドブラスト2種類に常時対応
・一貫した品質管理体制で素地調整後は早急に塗装
[豊富な施工実績]
・50年以上の経験と実績
・国内外の様々な業界での施工実績
・各種規格に完全対応
[ワンストップソリューション]
・ブラスト・塗装一体型工場
・即日塗装対応が可能
・厳密な品質管理による均一な塗膜形成
『長期的なコストメリット』
適切な素地調整は初期投資は大きくなりますが、以下のメリットにより長期的なコスト削減につながります。
1. 塗膜の耐久性向上
2. メンテナンス頻度の低減
3. 製品寿命の延長
4. 補修・再塗装コストの削減
5. 管理・運用コストの削減
6. 長期的な安全性の向上
高品質な塗装を行う事でトータルコストとなるLCC(ライフサイクルコスト)を大きく削減する事が可能となります!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属の錆だけ除去】
金属の錆や汚れは製品寿命を縮めるだけではなく、品質・安全性・生産効率などに大きな影響を与えます。
原田鉄工では「錆」「油分」「汚れ」といった付着物をブラスト加工による物理的な除去のみではなく、特殊薬品を使用した科学的な除去も可能です。
特殊薬品を使用した場合では金属表面を傷つける事なく、錆や油分、汚れを除去します。
機械精度が必要な製品、強度の低い製品、小型量産品などは特殊薬品を使用した除去方法が効果的です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『金属の錆が引き起こす問題』
金属表面に発生する錆(サビ)は美観が損なわれるだけの問題ではありません。
錆は金属内部まで腐食させ、強度低下や機能不全を引き起こす原因となります。
その結果「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性があります。
錆が発生した早期段階で「錆の除去」と「錆を防ぐ処理」を適切に行う事で、製品寿命の延長・安全性の確保・トータルコストの削減が可能となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『金属の油分・汚れが引き起こす問題』
金属に付着した油分や汚れはコーテイングを行う際、大きな妨げとなります。
金属の加工を行う際に付着する油分や汚れは確実に除去しておかなければ、塗装やメッキ・樹脂などがキチンと密着する事が出来ず早期剥離の原因となります。
塗装やメッキといった防錆処理が剥離してしまうと、その部分は空気・雨風や紫外線に直接晒される事となるため簡単に錆が発生してしまいます。
そのため油分・汚れを除去する「素地調整(下地処理)」は塗装工程で最も重要とされています。
『金属の錆・油分・汚れを除去する方法』
金属に付着した錆を落とすには大きく2つの方法があります。
①物理的な加工による錆除去
サンドペーパーや研磨材などを使用し、表面を研磨・切削する事で錆を除去する方法です。
②科学的な加工による錆除去
特殊薬品を使用し錆と化学反応を起こす事で表面を傷つけることなく除去する方法です。
原田鉄工ではブラスト加工による物理的な方法と特殊薬品による科学的な方法
どちらの方法でも錆除去する事が可能です。
『ブラスト加工による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐頑固な錆や分厚い塗装・樹脂などの付着物も除去可能
‐重量物・大型品などでも加工可能
‐金属表面を粗面化させる事で塗装・メッキといったコーテイングの密着性向上、剥離防止
デメリット
‐表面を研削するため、傷付く
‐強度の低い製品は変形・破損の可能性
‐小型量産品はコスト的に割高となる
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『特殊薬品による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐表面を傷つける事がない
‐強度の低い製品でも対応可能
‐小型量産品を低コストで対応可能
デメリット
‐除去しきれない可能性がある
‐大型品は形状によって対応できない場合がある
‐除去するために時間を要する
『まとめ』
金属に発生、付着した錆・油分・汚れなどは強度低下や機能不全を引き起こす原因。
「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性がある。
早期段階で適切に除去及び防錆処理を行う事でトータルコストを大きく削減できる。
金属表面の錆・油分・汚れを除去する方法は2種類
・ブラスト加工など表面を研磨する物理的な除去方法
・特殊薬品を使用し表面を傷つけない科学的な除去方法
どちらの方法もメリットとデメリットがありますので、製品・目的に適した除去方法を選定する必要があります。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属の錆だけを除去する特殊薬品処理|原田鉄工の表面処理技術】
金属製品の錆や汚れに関する問題でお困りではありませんか?
原田鉄工では金属表面を傷つけることなく錆や汚れを除去する事も可能です。
『目次』
1. 金属の錆除去における革新的アプローチ
2. 金属の錆が引き起こす重大な問題
3. 錆・油分・汚れの除去方法
4. 特殊薬品による処理の優位性
5. 原田鉄工の技術力と設備
6. まとめ
1. 金属の錆除去における革新的アプローチ
金属製品の錆や汚れは、見た目の問題だけではありません。
製品の寿命を大きく縮め、品質や安全性に重大な影響を及ぼす深刻な問題です。
特に工場設備や建築資材において、この問題は事業継続に関わる重要な課題となっています。
原田鉄工では従来のブラスト加工による物理的除去に加え、特殊薬品を用いた革新的な化学的除去技術を提供しています。
この特殊薬品処理は以下のような優れた効果を発揮します。
『錆の完全除去』
特殊薬品が錆と選択的に反応し、健全な金属部分を傷つけることなく錆のみを除去します。
『油分の分解除去』
特殊な界面活性剤の働きにより、頑固な油分も効果的に分解・除去します。
『付着汚れの洗浄』
環境に配慮した洗浄剤により、様々な汚れを安全に除去します。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【金属塗装のやり方!失敗する原因とは?】
https://www.nc-net.or.jp/company/98405/product/detail/230399/
2. 金属の錆が引き起こす重大な問題
『構造的な影響』
金属の錆は表面から内部へと徐々に浸食していきます。
この過程で金属の結晶構造が変化し、強度が著しく低下します。
特に応力が集中する部分で錆が発生すると、突然の破断や機能不全を引き起こす可能性があります。
例えば建築用鉄骨では、錆による断面欠損が進行すると建物の安全性に重大な影響を及ぼします。
また機械部品では、わずかな錆でも精密な動作に支障をきたす可能性があります。
一般的に錆による強度低下は以下のような段階で進行します。
①表面錆の発生(強度低下:5-10%)
②錆の内部浸食(強度低下:20-30%)
③断面欠損の進行(強度低下:40%以上)
『経営面での影響』
錆の進行は、予期せぬコスト増大を招きます。
定期的なメンテナンス頻度が増加し最悪の場合、設備の全面的な交換が必要となることもあります。
適切な防錆処理を行わなかった場合、製品の寿命が最大60%も短縮されるケースが確認されています。
これは企業の資産管理において非常に重要な問題となります。
メンテナンスコストの増加要因
・定期点検・修繕の頻度増加
・部品交換の早期化
・予期せぬ緊急修理
・生産ライン停止による機会損失
『生産への影響』
製造ラインにおける設備の錆は、連鎖的な問題を引き起こします。
①生産ラインの突然の停止
・機械の突発的故障
・緊急修理による計画外の停止
・生産スケジュールの乱れ
②製品精度の低下
・加工精度の悪化
・寸法誤差の増大
・表面品質の劣化
③品質管理コストの増加
・検査工程の強化必要性
・不良品発生率の上昇
・再加工による工数増加
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
3. 錆・油分・汚れの除去方法
『ブラスト加工による物理的除去』
ブラスト加工は、高速で噴射される研磨材により物理的に表面を処理する方法です。
この方法は分厚い錆や頑固な付着物の除去に効果的です。
当社の大型ブラスト設備では最大幅7m×奥行10m×高さ3.5mまでの製品を処理可能です。
処理時の粉塵を完全に管理する環境対策設備も備えており、作業環境と製品品質の両方を確保しています。
「効果と適用」
特に以下のような場合に高い効果を発揮します。
・高い耐久性が必要とされる製品
・厚い塗装や錆の除去が必要な製品
・新規塗装前や劣化した製品の下地処理
精密部品や薄板製品では変形や損傷のリスクがあるため、別の方法を検討する必要があります。
『特殊薬品による化学的除去』
特殊薬品による処理は、金属表面を損傷することなく選択的に錆を除去します。
そのため、これまで処理が困難だった精密機器や薄板製品の錆除去が可能となりました。
「効果と適用」
特に以下のような場合に高い効果を発揮します。
・高い精度を有する製品
・強度の低い製品
・小型量産品は低コスト
大型製品や分厚い塗装や錆の除去などは対応できない場合があります。
また表面を粗面化する訳ではないので、塗装などのコーティング前処理としてはブラスト加工の方が優れています。
4. 特殊薬品による処理の優位性
『表面品質の維持』
特殊薬品処理の最大の特徴は、金属本来の表面性状を完全に保持できる点です。
以下のような利点が得られます。
①寸法精度の維持
・公差範囲内での処理が可能
・精密部品への適用可能
②表面粗さの制御
・既存の表面仕上げを維持
・均一な処理面の実現
③微細加工面の保護
・ミクロン単位の加工面保護
・機能性表面の保持
『幅広い適用範囲』
特殊薬品処理は、様々な産業分野で活用されています。
①精密機械部品
・ベアリング類
・歯車
・軸受け部品
②医療機器関連
・手術器具
・インプラント部品
・検査装置部品
③電子部品
・端子類
・コネクタ
・基板実装部品
④航空宇宙部品
・機体部品
・エンジン部品
・制御機器
5. 原田鉄工の技術力と設備
『最新の処理設備』
①大型ブラスト設備
・対応寸法:幅7m×奥行10m×高さ3.5m
・対応重量:10t
・環境対策設備完備
上記以外の寸法・重量でも対応可能な場合がありますので、ご相談ください。
②特殊薬品処理設備
・各種処理槽
・濃度管理
・排水処理設備
③大型塗装設備
・完全屋内塗装工場:延床面積660㎡
・エアーレス塗装機4台
・鉄・非鉄対応膜厚計
『品質管理体制』
①管理システム
・社内一貫施工による品質の安定
・各工程での品質検査実施
・各種検査表・工程写真による管理
②技術者教育
・定期的な技術研修
・資格取得支援
・選任の検査員による品質安定化
【広島で塗装の事なら「原田鉄工」にお任せください】
https://www.nc-net.or.jp/company/98405/product/detail/202624/
6. まとめ
『錆処理の重要性』
金属製品における錆や汚れの問題は、単なる美観の問題ではありません。
適切な処理を怠ると以下のような深刻な問題を引き起こします。
・製品寿命の大幅な短縮
・安全性への重大な影響
・予期せぬコスト増大
・生産効率の低下
『原田鉄工の解決策』
当社では80年の実績に基づき、お客様のニーズに応じた最適な処理方法を提供しています。
①特殊薬品による処理
・表面を傷つけない安全な処理
・精密部品にも対応可能
・低コストでの処理
②大型ブラスト設備による処理
・大型構造物に対応
・強力な錆除去能力
・粗面化させる事でコーティングの剥離防止
『導入のメリット』
当社の表面処理技術を導入することで、以下のような効果が期待できます。
①コスト面
・トータルコストの大幅な削減
・製品寿命の1.5〜2倍延長
・設備投資の最適化
②品質面
・製品の信頼性向上
・精密な加工精度の維持
・安定した品質の確保
③生産性
・不良品発生率の低減
・生産計画の安定化
・安定的な製品供給の実現
『今後の展望』
金属製品の長寿命化と維持管理の効率化は、持続可能な社会の実現に向けた重要な課題です。
原田鉄工は最新の技術開発と環境配慮を両立させながら、お客様の課題解決に貢献してまいります。
金属製品の錆や汚れでお困りの方は、まずは気軽にご相談ください。
経験豊富な技術者がお客様の状況を詳しくお伺いし、最適な解決策をご提案いたします。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【錆落とし】傷つけずに錆だけ落とす
金属の錆や汚れは製品寿命を縮めるだけではなく、品質・安全性・生産効率などに大きな影響を与えます。
原田鉄工では「錆」「油分」「汚れ」といった付着物をブラスト加工による物理的な除去のみではなく、特殊薬品を使用した科学的な除去も可能です。
特殊薬品を使用した場合では「金属表面を傷つける事なく」錆や油分、汚れを除去します。
機械精度が必要な製品、強度の低い製品、小型量産品などは特殊薬品を使用した除去方法が効果的です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『金属の錆が引き起こす問題』
金属表面に発生する錆(サビ)は美観が損なわれるだけの問題ではありません。
錆は金属内部まで腐食させ、強度低下や機能不全を引き起こす原因となります。
その結果「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性があります。
錆が発生した早期段階で「錆落とし」と「防錆処理」を適切に行う事で、製品寿命の延長・安全性の確保・トータルコストの削減が可能となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【鉄の錆対策と防食技術】
https://ja.nc-net.or.jp/company/98405/product/detail/233667
『金属の油分・汚れが引き起こす問題』
金属に付着した油分や汚れはコーテイングを行う際、大きな妨げとなります。
金属の加工を行う際に付着する油分や汚れは確実に除去しておかなければ、塗装やメッキ・樹脂などがキチンと密着する事が出来ず早期剥離の原因となります。
塗装やメッキといった防錆処理が剥離してしまうと、その部分は空気・雨風や紫外線に直接晒される事となるため簡単に錆が発生してしまいます。
そのため油分・汚れを除去する「素地調整(下地処理)」は塗装工程で最も重要とされています。
『金属の錆・油分・汚れを落とす方法』
金属に付着した錆を落とすには大きく2つの方法があります。
①物理的な加工による錆除去
サンドペーパーや研磨材などを使用し、表面を研磨・切削する事で錆を落とす方法です。
②科学的な加工による錆除去
特殊薬品を使用し錆と化学反応を起こす事で表面を傷つけることなく落とす方法です。
原田鉄工ではブラスト加工による物理的な方法と特殊薬品による科学的な方法
どちらの方法でも錆を落とす事が可能です。
『ブラスト加工による錆・油分・汚れを落とすメリット・デメリット』
メリット
‐頑固な錆や分厚い塗装・樹脂などの付着物も除去可能
‐重量物・大型品などでも加工可能
‐金属表面を粗面化させる事で塗装・メッキといったコーテイングの密着性向上、剥離防止
デメリット
‐表面を研削するため、傷付く
‐強度の低い製品は変形・破損の可能性
‐小型量産品はコスト的に割高となる
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
https://www.nc-net.or.jp/company/98405/product/detail/188843/
『特殊薬品による錆・油分・汚れを落とすメリット・デメリット』
メリット
‐表面を傷つける事がない
‐強度の低い製品でも対応可能
‐小型量産品を低コストで対応可能
デメリット
‐除去しきれない可能性がある
‐大型品は形状によって対応できない場合がある
‐除去するために時間を要する
『まとめ』
金属に発生、付着した錆・油分・汚れなどは強度低下や機能不全を引き起こす原因。
「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性がある。
早期段階で適切に錆を落とし、防錆処理を行う事でトータルコストを大きく削減できる。
金属表面の錆・油分・汚れを落とす方法は2種類
・ブラスト加工など表面を研磨する物理的な除去方法
・特殊薬品を使用し表面を傷つけない科学的な除去方法
どちらの方法もメリットとデメリットがありますので、製品・目的に適した除去方法を選定する必要があります。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
脱脂処理は油分や汚れなどの付着物を除去する表面処理の方法です。
塗装や接着を行う場合、表面に油分や汚れが残っている状態だと表面に密着する事ができないため簡単に剥がれ落ちてしまう不良が発生します。
そのため『脱脂処理は塗装や接着前には欠かせない重要な工程』となります!
今回は塗装を続けて80年以上の歴史を持つ原田鉄工が脱脂処理の「方法」と「効果」を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『脱脂処理について』
脱脂処理とは表面に付着した油分や汚れなとを取り除く処理となります。
表面処理の方法であり、塗装や接着する工程の前作業として必要とされる処理です。
この脱脂処理を怠ると、接着不良や塗装不良の原因に直結しますので重要な工程となります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装不良が発生する原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/217006/
『脱脂処理の方法』
脱脂処理は大型槽に浸漬させる方法などもありますが最も広く行われているのは
有機溶剤となる「シンナー」「ガソリン」「アセトン」や「中性洗剤」「専用のクリーナー」などを使用し、油分・汚れ残りが無いように清潔な布などで拭き上げつ方法となります。
有機溶剤であるシンナー等は洗浄力が高く、揮発性しやすいで作業性が高いのが特徴となります。
中性洗剤は洗浄力と揮発性は低いですが、簡単に入手でき危険性が無いことが特徴です。
『脱脂処理の注意点』
脱脂処理を行う場合にはいくつかの注意点があります。
《有機溶剤の場合》
・取扱に注意が必要で、ゴーグル・マスク・手袋など着用してから使用しましょう。
・可燃性のため火気厳禁となり、冬場などは静電気にも注意が必要です。
・対象の素材によっては溶解する可能性があります。
《中性洗剤・クリーナーの場合》
・付着している油の種類によっては洗浄力が不足している場合があるので注意しましょう。
・揮発性が低いため脱脂処理後は乾拭きを行い、十分乾燥させる必要があります。
・中性洗剤の場合は洗剤残りが無いように、注意する必要があります。
『脱脂処理の効果』
脱脂処理を含む表面処理は塗装工程の中で最も重要とされています。
脱脂処理を行う事で以下の効果があります。
①不良を防ぐ
油分による弾き、密着不良を防止する事が可能です。
②仕上がりの向上
汚れや油分が塗料と混ざり仕上がりが悪くなることを防ぎ、美しくします。
③耐久性の向上
密着不良による塗装の剥離、塗膜の不均一を防ぎ塗装の耐久性を最大限引き出します。
『脱脂処理の規格』
脱脂処理にはSSPC-SP1という規格が広く使用されています。
米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
【SSPC-SP1】溶剤洗浄で行う表面処理について
https://ja.nc-net.or.jp/company/98405/product/detail/210619
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『まとめ』
脱脂処理とは「油分や汚れを除去する処理」
塗装工程で最も重要とされる表面処理の一つとなります。
脱脂処理に使用する溶剤や洗剤は数多くありますが、長所と短所がありますので素材や付着している油分・汚れを考慮して選ぶ必要があります。
脱脂処理を行う事で表面の密着性・仕上がりだけではなく耐久性までを向上させることができます。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
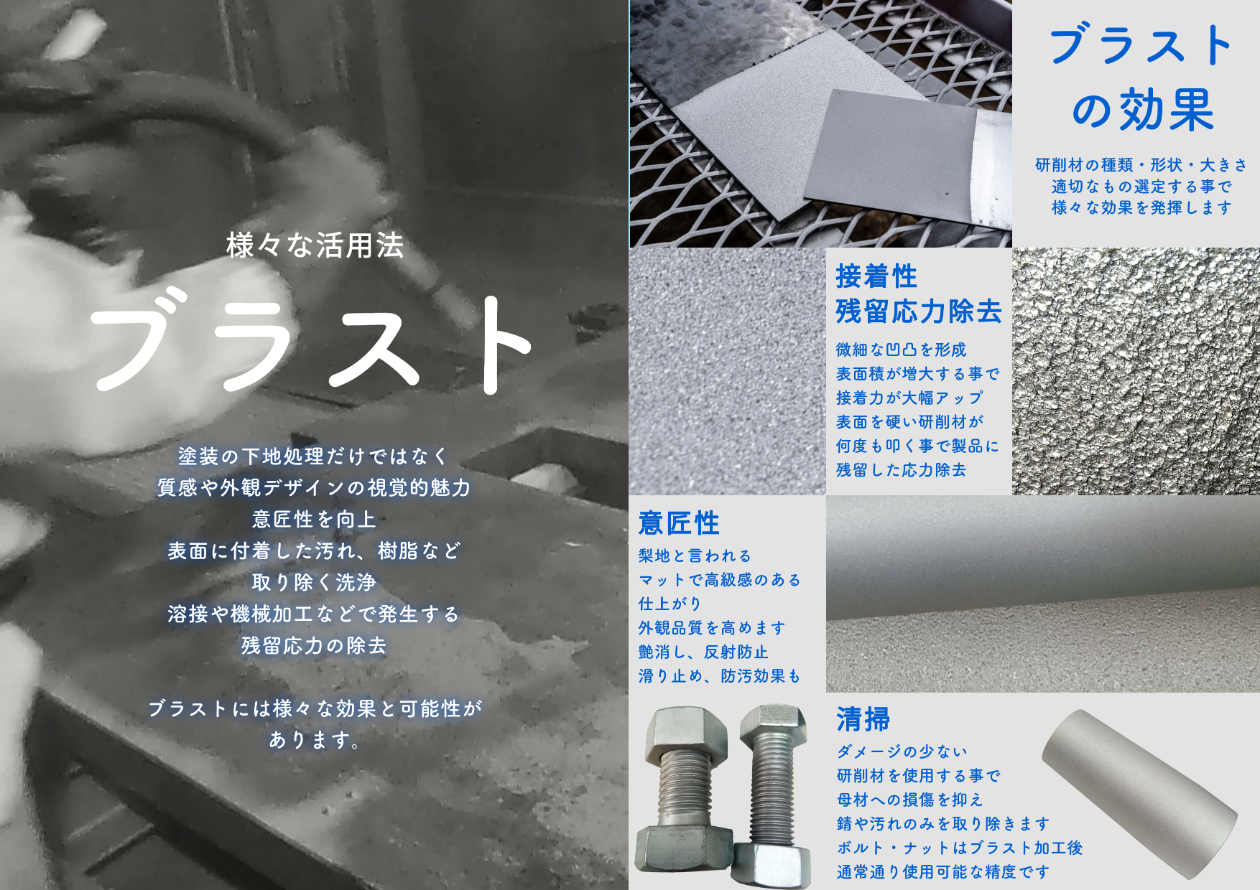
【梨地加工】ブラスト処理による様々な効果
塗装前の素地調整や下地処理といった工程で頻繁に行われるブラスト処理
塗装の密着性を向上させ製品寿命を延ばす以外でも、多くの目的でブラストは行われています。
ブラスト処理によって表面は「梨地」と呼ばれる無数の凹凸で形成された表面となります。
実は、この梨地には様々なメリットがあります。
今回はブラストによる梨地加工 4つの効果
「意匠性の向上」「接着性の向上」「疲労強度の向上」「損傷を抑えた清掃」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『梨地加工とは?』
梨地(なしじ)とは梨のように凹凸のある質感に仕上げられた表面の事を言います。
表面を梨地にする加工が梨地加工や梨地仕上げとなります。
梨地加工には以下の効果があります
①高級感を演出
梨地加工により光沢を抑えマットで高級感のある仕上がりになります。
塗装とは違った凹凸のある質感は独特で素材本来の風合いを表現する事が可能です。
②汚れ・キズを目立たせない
梨地加工の凹凸は汚れやキズを目立ちにくくする効果があります。
また製作時についてしまったキズ・焼け跡なども隠す事が可能です。
③機能性の付与
梨地加工には滑り止め、ぼかし、反射防止といった効果があります。
表面積が増える事による密着性、放熱性や保油性も向上します。
『梨地の加工方法』
表面を梨地にする加工方法は大きく2つに分けられます。
①機械的加工方法
・きさげ加工
・ワイヤブラシ法
・ブラスト法
・液体ホーニング法
②科学的加工方法
・化学腐食法
・電解腐食法
・分散メッキ法
原田鉄工ではブラスト法にて梨地加工を行っております。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
『ブラスト処理による様々な効果』
ブラスト処理は表面を梨地に変え、塗装の耐久性を向上させるだけではありません。
多くの効果をもたらすブラストは塗装前処理以外の場面でも活用されています。
ブラストの活用方法について4つ紹介します。
①意匠性の向上
表面を梨地に変える事で質感や外観デザインといった視覚的魅力を向上させる事ができます。
製品に高級感・デザイン性といった新たな付加価値を付与する事が可能です。
②損傷を抑えた清掃
サビを落とす、塗装を剥がすなどはもちろんですが、ダメージレスな研削材を使用する事で母材への損傷を抑えた清掃も可能です。
余分な汚れや付着物のみを除去し、新品のような見た目に戻す事が可能です。
③疲労強度の向上
ブラスト処理で何度も表面を叩かれることによって塑性変形及び冷間加工が同時に行われます。
これにより材料は疲労強度の向上(繰り返し外力が与えられても壊れにくくなる)、耐摩耗性の向上させることができます。
④接着性の向上
ブラスト処理後の微細な凹凸は塗料だけではなく、接着剤などにも有効で接着性を大きく向上させます。
接着不足による不良品発生率を大幅に低減し、品質向上に役立ちます。
『まとめ』
梨地とはデコボコした質感に仕上げられた表面。
大きく分けるとブラスト処理を含む機械的加工方法、化学的加工方法の2つの加工方法がある。
ブラストによって梨地加工を行う事で様々なメリットがあります。
・質感や外観デザインの視覚的魅力である意匠性を向上させ、商品へ付加価値をつける。
・加工前の汚れ・キズを隠し、加工後は汚れ・キズが付きにくい。
・滑り止め、反射防止、放熱性・保油性などの向上。
・接着性の向上、疲労強度及び耐摩耗性の向上
・損傷を抑えた加工でサビや汚れのみを取り除く。
梨地には塗装では生み出すことのできない唯一の美しさがあります。
金属の質感やデザイン性を高めるだけではなく、接着性の向上やキズや汚れを防ぐ防汚効果など様々なメリットが存在します。
気になった方は一度お試しください。
【金属塗装で長持ちを実現!下地処理の重要性と原田鉄工の強み】
https://www.nc-net.or.jp/company/98405/product/detail/230884/
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト後の表面粗さ「Ra」「Rz」「RzJIS」について】
ブラスト加工は研削材を高速でぶつける事により表面を研削し、不純物を除去しながら表面を粗面化する加工方法です。
「ブラスト加工後の表面の粗さについて」「表面粗さとは?」「表面粗さの測定方法」「代表的な表面粗さのパラメーターであるRa/Rz/RzJIS」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『そもそも表面粗さって何?』
表面粗さとは物体表面の細かい凹凸の程度を評価する指標です。
表面粗さの大きい表面はザラザラしており、逆に小さい表面はツルツルしています。
見た目や肌触りなどで何となく表面粗さは分かりますが、この表面粗さは見た目や質感だけでなく、機能や特性にも作用する重要な要素です。
そのため検査を行い、数値化する事で品質が一定水準に保たれるようにした製品が多くあります。
表面粗さの数値によって変化する機能や特性は以下のようなものがあります。
[接触部や接合部など]
・表面粗さが大きい場合は摩擦抵抗が大きくなる。
・表面粗さが小さい場合は気密性、密着性などが高くなる。
[塗装]
・塗料のぬれ性や厚み、密着性などに影響を与えます。
上記の理由より年々表面粗さはその重要性を高めており、表面の凹凸を数値管理する必要性が求められています。
またこの表面粗さは面粗度と呼ばれることもあり、JISやISOにて規格化されています。
『表面粗さの測定方法』
表面粗さの測定方法は大きく「接触式」と「非接触式」の2種類になります。
[接触式]
現在最も主流となっている方法です。
ダイヤモンド製の尖った触針で表面をなぞる事で凹凸数値を読み取る仕組みです。
なぞった狭い範囲しか測定できないので、測定範囲によって結果にバラつきが多くあるデメリットがあります。
[非接触式]
レーザーなどの光を用いて表面の凹凸数値を細かく読み取る仕組みです。
凄い機械だと3次元で正確に広い範囲を測定する事ができるそうです。
内径や影になる部分が測定できない事と設備が非常に高価というデメリットがあります。
『代表的な表面粗さのパラメーター』
表面粗さを表すパラメーターには算出方法が異なる多くの種類が存在します。
代表的に広く使用されている3つのパラメーターについて紹介します。
①算術平均粗さ[Ra]
機械加工などの表面粗さを評価する際に多く使用されるパラメーターです。
中心線より上にある凸部分の面積と、下にある凹部分の面積を足して測定した長さで割った数値となります。
簡単に言えば、表面の凹凸の平均値となります。
平均化されているため部分的にできた大きなキズなどの影響を受けにくく、表面粗さを評価する上で安定した結果を得やすいパラメーターです。
②最大高さ粗さ[Rz]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで最も高い凸[Rq]の数値と、最も低い凹[Rv]の数値の合計となります。
こちらは比較的分かりやすいと思いますが、単純に最高点と最低点の距離です。
部分的にできた大きなキズの影響を大きく受けてしまうので、Raと合わせて評価する場合があります。
旧規格の場合では[Ry]や[Rmax]といった表記になっています。
③10点平均粗さ[RzJIS]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで1番高い凸から5番目までの平均値、1番低い凹から5番目までの平均値これらの合計値となります。
[Rz]より1~5番目までを平均化しているので、安定した結果を得やすいパラメーターです。
しかしISO(国際標準化機構)より除外されてしまいましたが、国内では広く普及していたためJIS(日本産業規格)のみで定義されています。
JIS'94の古い規格では[Rz]と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『ブラスト後の表面粗さについて』
表面粗さの測定は一般的にコンマ数µm~数十µmの表面の微細な凹凸を測定します。
1μm(マイクロメートル)=0.001mmです。
非接触式については測定の実績が無いので詳しくは不明ですが接触式の場合、物凄く細かくデータを取るため基本的に測定する範囲はかなり狭く20mm程度です。
なので測定する位置を数cm変えるだけで結果の数値も大きく変わってしまいます。
原田鉄工で実際ブラスト加工した場合の表面粗さの目安を紹介します。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
原田鉄工の場合はグリットブラストもサンドブラストでも同じような表面粗さとなります。
またブラスト加工後の表面粗さは「加工対象物の素材・硬度」「研削材の素材・形状」「エアー圧力」「加工時間」によっても大きく変化します。
試作と測定が必要とはなりますが、おおよそなら調整が可能ですので特定の表面粗さが必要な場合でもお気軽にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
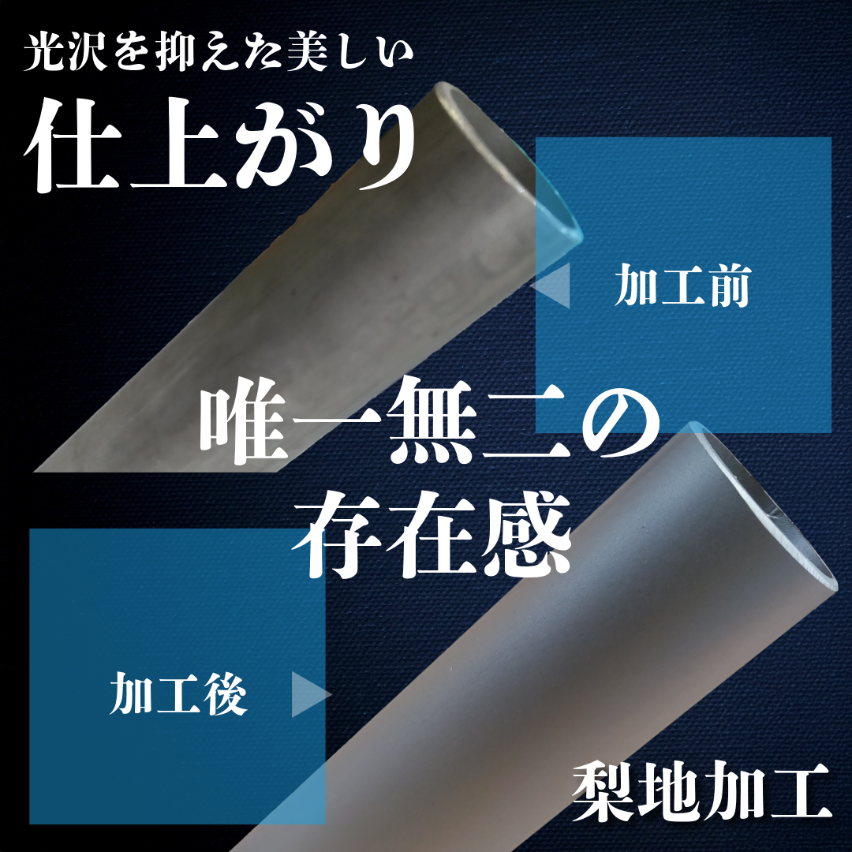
【デザイン性と機能性を高める!梨地加工について】
「梨地加工」とは金属など素材表面を凹凸にし、梨のようにザラザラした質感にする加工です。
表面の凹凸により光沢が抑えられ、独特の質感に仕上げる事が可能です。
塗装とは異なる梨地の質感はそのデザイン性の高さにより、様々な製品に加工されています。
また表面を梨地にする事によって滑り止め、防汚効果などといった機能性を付与する事が可能です!
今回は梨地加工について「加工方法」、「デザイン性と機能性」、「用途」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『梨地加工について』
梨地(なしじ)加工とは梨のように細かい凹凸でザラザラとした質感「梨地」と呼ばれる表面に変化させる加工方法です。
梨地仕上げとも呼ばれたりします。
光が乱反射する事で光沢を抑えたマットで高級感のある仕上がりで、素材によって異なる雰囲気を表現する事が可能です。
またデザイン性や質感といった意匠性の向上だけではなく、機能性に優れており素材を選ぶことなく加工する事ができるのも梨地加工の特徴です。
表面の凹凸により接着性や滑り止め効果、汚れやキズを目立ちにくくさせる効果など多くの機能性を付け加えることができます。
【梨地加工】ブラスト処理による様々な効果
https://ja.nc-net.or.jp/company/98405/product/detail/244689
『梨地の加工方法』
表面を梨地にする加工方法は大きく2つに分けられます。
①機械的加工方法
・きさげ加工
きさげと呼ばれるノミのような工具で研削し、表面を加工する方法です。
・ワイヤブラシ法
金属製のブラシで研磨する事によって、表面を加工する方法です。
・ブラスト法
研磨材となるガラスの球体などを高速で衝突させることで、表面を加工する方法です。
・液体ホーニング法
水と研磨材を混ぜたものを衝突させることで、表面を加工する方法です。
②化学的加工方法
・化学腐食法
エッチング加工とも呼ばれ、腐食液に浸漬させることで表面を加工する方法です。
・電解腐食法
電位差の異なる金属を接触、腐食させることで表面を加工する方法です。
・分散メッキ法
メッキと微粒子を混ぜ合わせたものを付着させることで表面を加工する方法です。
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『梨地加工のデザイン性と機能性』
①意匠性の向上
梨地の光沢を抑えた落ち着いた風合いは質感や新たなデザイン性を付与させ、高級感のある仕上がりする事ができます。
②防汚効果
表面の汚れ・指紋などの付着が目立ちにくくなります。
また凹凸のある表面は光を乱反射させるため、キズも目立ちにくくなります。
③光沢を抑える
マットで高級感のある仕上がりになり艶消し、反射防止、防眩の効果があります。
④摩擦抵抗の増大
表面のザラザラした凹凸には、滑り止めの効果があります。
⑤密着性の向上
凹凸により表面積が増大、アンカー効果によって塗装やメッキなどより強固に密着します。
⑥疲労強度と耐摩耗性の向上
ブラスト法によって加工された表面は研磨材によって何度も叩かれます。
表面の強度が高まり「疲労強度」や「耐摩耗性」が向上し、材料寿命を延長します。
⑦表面積の増大
凹凸によって表面積が増える事で放熱性、保油性なども向上します。
『梨地加工の用途』
・家具などインテリア
・指輪やネックレスなどアクセサリー
・自動車のホイールやギアなどパーツ
・コップやタンブラーなど日用品
・包丁など調理器具
・スマートフォンやパソコンなど家電
・シンクや換気装置などキッチン設備
・塗装やメッキ処理前の下地処理
・疲労強度と耐摩擦性の向上を目的としたギアやシャフトなど工業用品
梨地加工は「素材を選ばず加工が可能」、素材そのものを塑性変形(永久変形)させているので「半永久的に加工状態を維持可能」この2点によって幅広い分野で加工されています。
『まとめ』
梨地(なしじ)加工とは梨のように細かい凹凸でザラザラとした質感「梨地」と呼ばれる表面に変化させる加工方法です。
梨地仕上げとも呼ばれたりします。
表面に直接的に力を加える機械的加工方法と薬品などを反応させる化学的加工方法がある。
梨地加工の特徴は「素材を選ばず」加工が可能で「半永久的に加工状態を維持」する点。
塗装では得る事の出来ない素材の美しさを引き立てる、高級感のある梨地加工。
デザイン性に優れているだけではなく、多くの機能性を付与する効果もあります。
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」を完備しており、各種研磨材を取り揃えています。
梨地加工の仕上がりや加工効果は「対象素材」「加工方法」と「研磨材」などによっても変化します。
数種類の研磨材にて施工を行い、ご納得できる理想の仕上がりにする事が可能です。
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
広大な「屋内塗装設備」も完備しておりますのでブラスト加工後、そのまま塗装工程へ。
耐久年数50年以上と言われる高い耐久性を有した塗装が可能です。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
https://ja.nc-net.or.jp/company/98405/product/detail/242966/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【徹底解説】梨地加工とは?デザイン性と機能性を両立する表面処理技術
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『梨地加工とは?』
梨地(なしじ)加工とは、金属などの表面に微細な凹凸を形成し、梨の皮のようなザラザラした質感に仕上げる表面処理技術です。
この凹凸によって光沢を抑えた「マットな質感」や「高級感ある見た目」を実現できるほか、「滑り止め効果」や「汚れが目立ちにくい」など、実用性・機能性にも優れた効果があります。
デザイン性と機能性を兼ね備えた梨地加工は、工業製品から日用品まで幅広い分野で採用されています。
『梨地加工の主な方法|機械加工と化学加工の違い』
■ 機械的加工
1. きさげ加工:ノミ状の工具で表面に細かい傷をつける手作業技術。
2. ワイヤブラシ法:金属ブラシで表面をこする研磨技法。
3. ブラスト加工:高圧空気で研磨材(メディア)を吹き付けて凹凸を形成する。
4. 液体ホーニング法:水と研磨材を混ぜて表面に噴射する技法。
■ 化学的加工
1. 化学腐食法(エッチング):腐食液に浸漬し、表面に微細な凹凸を作る方法。
2. 電解腐食法:電気を利用して金属を腐食させる。
3. 分散メッキ法:メッキ液に微粒子を混ぜて凹凸を形成する。
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
https://www.nc-net.or.jp/company/98405/product/detail/188843/
『梨地加工のメリット|高いデザイン性+優れた機能性』
✅ 見た目の美しさ(意匠性の向上)
・光沢を抑えたマットな質感で、高級感のある仕上がりに。
・製品の独自性を演出。
✅ 防汚・防傷効果
・指紋や汚れ、傷が目立ちにくくなる。
・キッチンや電子機器などで人気。
✅ 光の反射を抑える
・反射防止や防眩(ぼうげん)機能。
・ディスプレイや自動車部品に最適。
✅ 滑り止め効果(摩擦抵抗の向上)
・凹凸によってグリップ力が向上。
・工具や持ち手部分などに有効。
✅ 密着性アップ(アンカー効果)
・塗装やメッキの下地処理に最適。
・表面積が増えることで塗膜の密着力が向上。
✅ 耐久性の向上
・ブラスト加工によるピーニング効果で疲労強度と耐摩耗性がアップ。
・長寿命化につながります。
『梨地加工の活用例|こんな製品に使われています』
・家電(スマートフォン、PCなど)
・自動車部品(ホイール、シャフトなど)
・キッチン用品(シンク、包丁、換気フード)
・アクセサリー・ジュエリー
・インテリア家具・建材
・工業用部品(塗装前の下地処理や強度向上目的)
『梨地加工に最適な表面処理「ブラスト加工」とは』
当社「原田鉄工㈱」では、梨地加工に最適な大型ブラスト設備を完備。
グリットブラスト・サンドブラストどちらにも対応し、製品に最適な仕上がりをご提案します。
🔹研磨材(メディア)の種類も豊富
ガラスビーズ・アルミナ・スチールグリットなど、材質・粒径・形状の異なる各種メディアを揃え、目的に応じた最適な加工が可能です。
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
🔹 屋内塗装ブースも完備
ブラスト加工後はそのまま塗装工程へスムーズに移行可能。
膜厚・環境管理を徹底した高品質な塗装を実現します。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『原田鉄工に梨地加工を依頼するメリット』
✅ 自社製の大型ブラスト設備を保有
✅ 各種研磨材に対応した最適な加工提案
✅ 塗装設備も完備、ワンストップで対応
✅ 一貫施工なので、短納期・低コストを実現
✅ 製缶加工を得意とする製造部もあるため、材料~塗装~組立まで一括対応
✅ 多くの施工経験と実績があるので、塗装仕様からの選定も可能
✅ 高性能の膜厚測定機、表面粗さ比較板、表面温度計など塗装専用の検査器具を保有
✅ 厳しい検査基準にも対応
✅ 熟練スタッフによる安定した品質
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
『まとめ』
梨地(なしじ)加工とは梨のように細かい凹凸でザラザラとした質感「梨地」と呼ばれる表面に変化させる加工方法です。
梨地仕上げとも呼ばれたりします。
表面に直接的に力を加える機械的加工方法と薬品などを反応させる化学的加工方法がある。
梨地加工の特徴は「素材を選ばず」加工が可能で「半永久的に加工状態を維持」する点。
塗装では得る事の出来ない素材の美しさを引き立てる、高級感のある梨地加工。
デザイン性に優れているだけではなく、多くの機能性を付与する効果もあります。
【金属の錆だけを除去する特殊薬品処理|原田鉄工の表面処理技術】
https://ja.nc-net.or.jp/company/98405/product/detail/244165/
【ブラスト後の表面粗さ「Ra」「Rz」「RzJIS」について】
https://ja.nc-net.or.jp/company/98405/product/detail/246185
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
📞 TEL:082-232-2445 担当:垰(タオ)
📱 携帯:090-3742-9768
✉ メール:bousei@harada-tekkou.co.jp
【🔧デザインと機能を両立!「梨地加工」で差がつく製品づくり】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
✅ 「梨地加工」って何?
梨の皮のようにザラザラした質感を表面に施すことで、
製品に高級感・機能性・耐久性をプラスする表面処理技術です!
✅ 塗装では出せない落ち着いた美しさ
✅ 金属・樹脂など幅広い素材に対応
✅ 滑り止め、防汚、密着性UPなど機能性も抜群
この記事では、梨地加工の方法・特徴・用途を分かりやすくご紹介!
➡ 加工依頼をご検討中の方は、ぜひ最後までご覧ください!
‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗
🛠️ 梨地加工の方法とは?
梨地加工には大きく分けて以下の2種類の方法があります👇
🔹機械的加工
・きさげ加工(ノミ状工具で細かい凹凸をつける)
・ワイヤブラシ法(金属ブラシで表面を荒らす)
・ブラスト法(研磨材を高速で吹き付ける)
・液体ホーニング(水と研磨材で加工)
🔹化学的加工
・エッチング(腐食液に浸す)
・電解腐食(電気で腐食させる)
・分散メッキ(微粒子を混ぜたメッキ処理)
📌 中でも主流は「ブラスト法」!
→ 加工面を物理的に叩くことで、機能性と見た目を同時に高めます!
‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗
✨梨地加工が選ばれる理由
梨地加工は、見た目だけじゃありません。
機能性も優れているからこそ、選ばれ続けています!
🔸高級感あるマットな質感
🔸指紋・汚れが目立ちにくい
🔸光沢を抑えて反射防止
🔸滑り止めで安全性UP
🔸塗装・メッキの密着力UP
🔸表面強化で耐久性UP
🔸表面積UPで放熱性や保油性もUP!
🧠 見た目×機能性の両立が求められる製品に最適!
‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗
🏭 梨地加工の用途いろいろ!
あなたの身近なあの商品にも梨地加工が使われているかも?
🪑 家具・インテリア
💍 アクセサリー類(指輪、ネックレス)
🚗 自動車部品(ホイール・ギア)
🍷 食器・タンブラーなど日用品
🔪 調理器具(包丁など)
📱 電子機器(スマホ・パソコン)
🍳 キッチン設備(シンク・換気装置)
🔧 工業部品(ギア・シャフトなど)
📌 特に「塗装・メッキ前の下地処理」や
「滑り止め・防汚性の強化」が求められる分野で活躍!
‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗
🚀原田鉄工のブラスト設備が選ばれる理由
🔧 大型ブラスト設備完備!
➡ グリットブラスト・サンドブラスト どちらにも対応!
📐 処理サイズ:幅7m×奥行10m×高さ3.5m
➡ 大型構造物も一括対応可能!
🎯 多種類の研磨材(メディア)をご用意
➡ 加工対象やご希望に合わせ、最適な仕上がりを実現!
🎨 屋内塗装ブース完備!
➡ ブラストから塗装まで一貫対応可能。
➡ 耐用年数50年以上の重防食塗装もOK!
📞 お見積り無料!まずはお気軽にご相談ください!
‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗
📌まとめ|ブラスト加工・梨地加工は原田鉄工にお任せ!
梨地加工は、
✅ 美しさ(意匠性)
✅ 高い機能性(耐久・防汚・密着性UP)
✅ 幅広い素材への対応力
…という3拍子揃った優秀な表面処理です!
原田鉄工では
🔧 豊富な研磨材
🎯 大型加工対応
🖌️ 高耐久塗装までワンストップ対応!
\「理想の質感」「機能を強化した製品」をお考えなら/
📞 今すぐお問い合わせください!
‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗‗
🔗 公式サイト・お問い合わせ
▶ https://harada-tekkou.co.jp/contact/
📧 メール:bousei@harada-tekkou.co.jp
📞 TEL:082-232-2445(担当:垰 / タオ)
✅ 実績多数 / お見積り無料 / 工業製品・デザイン製品 どちらも対応可!
【徹底解説】ブラスト加工後の表面粗さ「Ra」「Rz」「RzJIS」とは?📏
金属表面処理の一つであるブラスト加工。その仕上がりを左右する重要な要素が「表面粗さ」です。
この記事では、Ra・Rz・RzJISといった表面粗さの基礎知識から、実際のブラスト加工で得られる数値の目安まで、詳しくご紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『🔍 表面粗さとは?』
表面粗さとは、金属などの表面の凹凸の度合いを数値で表したものです。
ザラザラしていれば数値は大きく、ツルツルしていれば小さくなります。
見た目や触感だけでなく、表面粗さは次のような機能にも深く関わっています。
・🔧 摩擦性・密着性(接触部・接合部の精度)
・🎨 塗装の乗りやすさ・耐久性(ぬれ性、密着性)
だからこそ、数値で管理することで製品の品質を一定に保つことが可能になるのです。
『🧪 表面粗さの測定方法』
・接触式
ダイヤモンドの針で表面をなぞって測定。主流。細部まで測れるが測定範囲が狭い。
・非接触式
レーザー等で非接触測定。広範囲を3次元で測定可能だが高価で一部測定困難。
※接触式ではわずか数cmの位置の違いでも数値に差が出るため、あくまで目安とした評価が必要です。
『📐 代表的な表面粗さパラメーター』
✅ ① 算術平均粗さ【Ra】
・凹凸の平均的な粗さ
・機械加工などに広く用いられ、安定した評価が可能
✅ ② 最大高さ粗さ【Rz】
・最も高い凸と最も深い凹の距離
・局所的な傷などの影響を受けやすいが、分かりやすい指標
✅ ③ 10点平均粗さ【RzJIS】
・上位5つの凸・下位5つの凹の平均値を合計
・安定性が高く、国内JIS規格で主に使われる指標(ISOでは非採用)
『📊 ブラスト加工後の表面粗さの目安(SS400)』
種類 Ra(μm) Rz(μm) RzJIS(μm)
グリットブラスト 8~13 40~65 40~55
サンドブラスト 6~14 35~65 35~60
※測定位置により数値は変動します。試作測定にて最適条件をご提案可能です。
『🏭 原田鉄工のブラスト加工が選ばれる理由』
✅ 大型ブラスト設備(自社製)完備
✅ 屋内塗装ブースで一貫処理
✅ 特殊薬品による非破壊洗浄対応可
✅ 塗装密着性向上・耐久性UP
✅ 試作測定による最適条件のご提案
\ 設備詳細や導入事例はこちら /
【広島で塗装の事なら「原田鉄工」にお任せください】
https://www.nc-net.or.jp/company/98405/product/detail/202624/
『📝 まとめ』
・表面粗さは製品の性能・品質に直結する重要な指標
・ブラスト加工ではRa、Rz、RzJISを使って評価
・素材や圧力、加工時間によって粗さは大きく変化
・原田鉄工では試作→測定→条件調整まで対応可能!
「特定の表面粗さに仕上げたい」「図面通りの粗さが欲しい」
そんなときは、ぜひ私たち原田鉄工へご相談ください!
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
📞 TEL:082-232-2445(担当:垰)
📩 メール:bousei@harada-tekkou.co.jp
🔗 関連リンク
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【金属の錆だけを除去する特殊薬品処理|原田鉄工の表面処理技術】
https://ja.nc-net.or.jp/company/98405/product/detail/244165/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【図面にある「Ra」や「Rz」の意味とは?表面粗さの基礎と加工対応のポイント】
製品図面に「Ra6.3」や「Rz50」などの記載があり、「これは何を示しているのか?」とお困りではありませんか?
このような表面粗さの指定は、部品の機能性や見た目に大きく関わる重要な要素です。
専門的な知識がなくても理解できるよう、表面粗さの基本と対応方法をご紹介いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面粗さとは?どんな場面で必要?』
表面粗さとは、部品表面の凹凸の度合いを数値で表したものです。
この数値はたとえば以下のような性能に影響を与えるため、多くの製品設計で指定されます。
・接着剤や塗料の密着性
・摺動部(こすれ合う部品)の摩耗や抵抗の軽減
・液体・気体の漏れを防ぐシール性
・外観上の質感や仕上がり
用途に応じた表面の滑らかさや粗さが求められるということです。
『「Ra」「Rz」「RzJIS」などの用語の違いについて』
表面粗さにはいくつかの表し方があります。
図面に書かれている「Ra」「Rz」「RzJIS」は、それぞれ異なる測定基準を表します。
「Ra」
表面の凹凸の平均的な高さを数値化したもの。
もっとも一般的な指標で、全体的な滑らかさの目安になります。
「Rz」
表面の最も高い点と低い点の差を測ったもの。
局所的な凹凸に敏感で、粗い表面の評価によく使われます。
「RzJIS」
日本工業規格(旧JIS)で定められた、表面の高低差の平均値。
日本の古い図面によく見られます。
JIS'94の古い規格で「RzJIS」は「Rz」と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『測定方法と注意点』
表面粗さの測定には、大きく分けて2つの方法があります。
「接触式」
非常に細い針が表面をなぞり、凹凸を正確に数値化する方式です。
広く普及しており、RaやRzなどを安定して測れます。
「非接触式」
レーザーや光で表面形状を測る方式です。
接触式より高い精度を誇り接触せずに広範囲を測れるメリットはありますが、機器が高価で導入している加工業者は限られます。
【表面粗さの測定方法と各パラメーター解説】
https://x.gd/qRqdF
『ブラスト加工と表面粗さの関係』
原田鉄工では、グリットブラストやサンドブラストによる表面加工に多数の実績があります。
加工後の実測値としては、以下のような目安があります。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
実際の粗さは使用する材料や研磨材、エア圧力条件によって変動します。
図面の粗さ指示がこの範囲に収まるかどうかの確認も事前にご相談いただけます。
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『原田鉄工でできること』
粗さ指定がある図面に対し、原田鉄工では以下のような対応が可能です。
・図面の記載内容が不明確な場合でも、加工可否の検討・提案
・試作を行い、実際の粗さを測定 → 数値付きのレポート提出
・要求粗さに合わせた研磨材や施工条件の調整
・必要に応じて、その後の塗装・防錆処理まで対応
専門的な知識がなくても大丈夫です。
図面やお悩みを共有いただければ、粗さの意図や必要性を一緒に整理した上で、最適な加工方法をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
https://ja.nc-net.or.jp/company/98405/product/detail/242486
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
アルミは「着色アルマイト」又は「カラーアルマイト」と呼ばれる表面処理法で色を付ける事ができます!
一般的な塗装と異なりますが、塗装と同様またはそれ以上に豊富なカラーバリエーションを誇ります。
また着色アルマイトは着色によって「意匠性」を付与し美観を高めるだけではなく、「耐食性」や「耐摩耗性」などを向上させる効果もあります。
今回はアルミを塗装のように豊かな色彩と防食性能を加える「着色アルマイト(カラーアルマイト)」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミニウムについて』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
アルミニウムは酸素と結びつきやすく、空気中の酸素と結合する事で薄い酸化被膜を作るため、錆びにくく耐蝕性の高い素材とされています。
また軽くて加工しやすいので様々な分野で使用されていますが、傷が付きやすい欠点があります。
表面を保護している酸化被膜は非常に薄いため、表面についた傷が原因で化学反応を起こし、腐食する可能性があります。
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『アルマイト処理とは?』
アルマイト処理(陽極酸化処理)とはアルミニウムを陽極として電解処理を行い、人工的に耐久性の高い「アルマイト被膜(酸化被膜)」を生成する処理となります。
アルミニウムが本来生成している酸化被膜にプラスして人工的に厚みのあるアルマイト被膜を作る事で、アルミニウムの耐食性能を高める事ができます。
アルマイト被膜は無色透明でハチの巣のようなハニカム構造となっています。
表面には無数の穴(ポア)が開いておりますので、最後に穴を閉じる「封孔処理」を行う事でより高い耐食性を発揮します。
この無色透明のアルマイト処理(加工)を「白アルマイト処理(加工)」「ホワイトアルマイト」「クリアアルマイト」「アノダイズド」などとも呼びます。
『着色アルマイト処理(カラーアルマイト)とは?』
着色アルマイト処理とはアルマイト処理によって生成されたアルマイト被膜へ染料を吸着させ、封孔処理を行う事で無色透明のアルマイトを着色する処理です。
染料の色彩、濃度、温度、染色する時間によって様々な色合いを実現する事が可能です。
通常の塗装と異なる点はアルマイト処理は素材表面より±10~20μmが酸化被膜となりその酸化被膜に着色を行いますが、通常の塗装は素材表面に+10~350μmの塗料の層を形成する点です。
素材表面を変化させ着色する「着色アルマイト」と素材表面に塗料を上乗せする「塗装」
同じ色になったとしても、理屈が異なります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『着色アルマイト(カラーアルマイト)のメリット』
着色アルマイトのメリットは大きく5つあります。
①装飾性と意匠性を高める
塗装とは異なり表面の穴に染料を吸着させるため、均一で美しい発色となります。
また染料や染色時間の調整によってそのカラーバリエーションは無限です。
②耐食性の向上
アルマイト処理によって形成される被膜が表面を保護しますので、腐食から守ります。
③耐摩耗性の向上
アルミニウムの硬度は一般的にHv20~150とも言われますが、アルマイト処理によってHv200以上の硬度にする事が可能です。
硬度を高める事によって耐摩耗性・耐久性の向上が期待できます。
④絶縁被膜となる
着色アルマイトは絶縁被膜となりますので、電流を流したくない部分への着色が可能です。
⑤放熱性に優れる
アルマイト処理後は熱伝導率が低く、遮熱性となります。
遠赤外線などの放射性は高い特性がありますので、放熱性に優れています。
『着色アルマイト(カラーアルマイト)のデメリット』
着色アルマイトのデメリットは大きく4つあります。
①色ムラが発生する可能性がある
着色アルマイトは染料や染色時間の調整によって発色が変化します。
そのため加工条件やロット、材質などの変化によって色ムラが発生する可能性があります。
②色落ち、退色の可能性がある
太陽光の紫外線や空気中の水分などに弱い特性があります。
周辺環境が原因となり色落ちや退色する可能性があります。
③被膜が脆い
アルマイト被膜は硬度はありますが柔軟性が無いので、アルマイト処理後に曲げ加工などを行うと割れたり、剥がれたりする可能性が高いです。
④高温に弱い
通常のアルマイト被膜は約100℃程でひび割れる可能性があります。
『まとめ』
アルミニウムはアルマイト処理をしていないと傷付きやすい性質があり、傷が付くことによって化学反応を起こし腐食が発生する。
アルマイト処理によって保護している被膜を増加、硬化させることにより更に腐食に強いアルミニウムとなります。
アルマイト処理で生成されるアルマイト被膜を着色する事によって、様々な色合いを実現する事が可能。
塗装が難しいとされるアルミニウムに豊富な色彩を付与し、意匠性を向上させる事ができます。
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
原田鉄工ではこれまでに多数のアルミニウム製品の塗装及び着色アルマイト処理を承っております。
アルミニウムの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎アルマイト処理(陽極酸化処理/アノダイズ処理 英語:Anodizing/Anodising)
アルミニウムを陽極とし、電気分解する事で人工的に酸化被膜(アルマイト被膜)を生成する。
表面に厚みのある酸化被膜を作る事で、耐食性や耐摩耗性を向上させる。
酸化被膜に染料を着色すれば、多彩な色彩を表現する事も可能となる。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【アルミの着色・塗装ならお任せください!剥がれにくく高耐久な「着色アルマイト処理」とは?】
アルミニウムに色を付けたいと考えたとき
「塗装だと剥がれやすいのでは?」「見た目が安っぽくならないか?」と心配になる方も多いのではないでしょうか。
そんなお悩みにおすすめなのが「着色アルマイト処理(カラーアルマイト)」です。
耐久性と美観を兼ね備えた表面処理で、アルミ製品に高付加価値をプラスできます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
🎨 アルマイトとは?塗装との違い
アルマイト処理(陽極酸化処理)は、アルミの表面に人工的に酸化皮膜を作る技術です。
透明な皮膜ができることで、耐食性や耐摩耗性が向上します。この状態を「白アルマイト」や「クリアアルマイト」と呼びます。
この酸化皮膜には染料を吸着させることが可能でこれにより色を付けたものが「着色アルマイト処理」です。
塗装とは異なり、表面に色を“のせる”のではなく“染み込ませる”ため、剥がれにくく耐久性に優れています。
💡 着色アルマイト処理のメリット
・カラーバリエーションが豊富で、発色が美しい
・耐久性・耐候性に優れ、屋外使用にも対応
・被膜が硬く、摩耗にも強い
・絶縁性・放熱性もあり、電子部品やケースにも最適
・腐食しにくく、製品の長寿命化につながる
👀 注意点も知っておきたい!
・条件によって色ムラや退色が発生することがある
・高温や曲げに対しては被膜が弱くなる可能性がある
・染料の種類や処理条件によって、色の再現性に差が出ることもある
🛠 ブラスト処理との組み合わせで高意匠化も可能!
原田鉄工では着色アルマイト処理の前にブラスト処理(サンドブラスト・グリットブラスト)による下地調整も可能です。
これにより被膜の密着性が向上し、梨地風の高級感ある仕上がりを実現できます。
📦 対応実績・設備も充実!
当社では、アルミ部品における塗装・アルマイト処理の実績が多数あります。
パートナー企業と連携し、塗装・白アルマイト・着色アルマイトのいずれにも対応可能です。
💬 こんな方におすすめ!
・ブランドカラーで他社製品と差別化したい
・屋外使用でも色褪せにくい仕上げを探している
・軽量かつ高耐久なアルミ製品を作りたい
・見た目と機能性、どちらも妥協したくない
📞 アルミの塗装・着色に関するご相談はお気軽に!
原田鉄工では、お客様のニーズに合わせた最適な表面処理をご提案いたします。
自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
初めての方も、他社で断られた仕様のご相談も大歓迎です。
ぜひ一度、お問い合わせください!
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎アルマイト処理(陽極酸化処理/アノダイズ処理 英語:Anodizing/Anodising)
アルミニウムを陽極とし、電気分解する事で人工的に酸化被膜(アルマイト被膜)を生成する。
表面に厚みのある酸化被膜を作る事で、耐食性や耐摩耗性を向上させる。
酸化被膜に染料を着色すれば、多彩な色彩を表現する事も可能となる。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
📩 お問い合わせ・お見積りはこちら
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社(広島)
TEL:082-232-2445
担当:垰(タオ)/ 携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【アルミニウムの着色処理・塗装でお困りの方へ|機能性と意匠性を両立する「着色アルマイト処理」のご提案】
アルミニウム部品に対して色を付与する手法として「塗装」や「着色アルマイト処理」が一般的です。
しかし用途・環境・コスト・量産性などの条件によって最適な表面処理は異なります。
原田鉄工では耐候性・耐摩耗性に優れ、かつ剥がれにくい「着色アルマイト処理(カラーアルマイト)」を中心に、仕様に応じた処理方法の選定から量産対応まで一貫してサポート可能です。
🔍 着色アルマイト処理の概要
着色アルマイトとは、アルミニウムの陽極酸化処理によって生成される酸化皮膜に染料を吸着させることで色を付与する表面処理です。
この処理は一般的な塗装と異なり、皮膜内部に染料を浸透させるため、密着性が高く、剥がれにくいのが特長です。
処理後の酸化皮膜は、
・硬度が高く耐摩耗性に優れる
・腐食環境下でも高い耐食性を発揮
・絶縁性や放熱性を持つ
といった機能的メリットがあるため外装部品・筐体・構造部品・電子機器など幅広い用途で採用実績があります。
✅ 着色アルマイト処理のメリット
・皮膜の厚み(通常5〜25μm)を調整することで、用途に応じた機能性を付加可能
・塗装や印刷では難しい、アルミ本来の金属質感を残した意匠性の高い仕上げが可能
・再処理や部分処理も対応可能(要条件確認)
⚠ 留意点
・素材状態(鋳造材、押出材、鍛造材など)や合金成分によって、発色や皮膜生成量に差が出る場合があります。
・高温環境下や紫外線に長時間晒される用途では、退色の可能性があります。
・R加工部や深溝形状への均一処理には工法上の制約があるため、図面段階でのご相談を推奨します
🛠 前処理(ブラスト処理)との組み合わせによる意匠性向上
処理前にブラスト処理(サンドブラスト・グリットブラスト)による下地調整も実施可能です。
これにより光沢を調整した仕上げ・梨地調仕上げなど、高級感や意匠性を重視する製品にも対応可能です。
🏭 加工体制・協力ネットワーク
原田鉄工では社内加工と協力企業との連携により、以下の処理への対応が可能です。
・アルミニウムの白アルマイト処理(クリア)
・着色アルマイト処理(ブラック、レッド、ブルー、ゴールド 他)
・塗装処理(特殊エアレス塗装、焼付塗装)
・ブラスト処理との組み合わせ処理
協力企業との連携により「一括手配・短納期対応・仕様相談」も承っております。
📈 こんな課題をお持ちの企業様に
・自社製品の外観品質と耐久性を同時に高めたい
・金属筐体のカラー統一を図りたいが、塗装では剥がれやすく不安がある
・従来の白アルマイトでは差別化が難しく、意匠性の高い表面処理を探している
・加工から表面処理まで一括して依頼できる業者を探している
📩 処理選定のご相談・試作対応も承ります
仕様未確定の段階からの技術相談や、少量試作・支給材対応も柔軟に対応可能です。
詳細はお気軽にお問い合わせください。
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎アルマイト処理(陽極酸化処理/アノダイズ処理 英語:Anodizing/Anodising)
アルミニウムを陽極とし、電気分解する事で人工的に酸化被膜(アルマイト被膜)を生成する。
表面に厚みのある酸化被膜を作る事で、耐食性や耐摩耗性を向上させる。
酸化被膜に染料を着色すれば、多彩な色彩を表現する事も可能となる。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
📩 お問い合わせ・お見積りはこちら
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社(広島)
TEL:082-232-2445
担当:垰(タオ)/ 携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
アルミの着色なら着色アルマイト処理!独自性と耐久性を両立する最適な表面処理技術
【アルミに美しい色彩を】着色アルマイト(カラーアルマイト)処理の魅力とメリット
アルミニウム製品に独自性のある色彩を付けたい、耐久性の高い表面処理をお探しではありませんか?
通常の塗装では実現できない美しい発色と耐久性を兼ね備えた「着色アルマイト処理(カラーアルマイト)」が、あなたの製品に新たな価値を生み出します。
競合製品との差別化を図る、最適なアルミニウム表面処理をご提案します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミニウムの魅力と課題』
アルミニウムはボーキサイトを原料とした軽量で加工しやすい金属です。
自然に酸化被膜を形成するため基本的な耐食性を持ちますが、この自然酸化被膜は非常に薄いため表面に傷がつくと腐食が進行する可能性があります。
《アルミニウムの主な特徴》
軽量性: 鋼鉄の約1/3の重量で優れた強度を発揮
加工性: 柔軟で様々な形状に加工可能
自然耐食性: 表面に酸化被膜を形成
課題: 傷つきやすく、表面保護が必要
『アルマイト処理とは?アルミニウムを強化する表面処理技術』
アルマイト処理(陽極酸化処理/アノダイズド)はアルミニウムを電気分解の陽極として用い、人工的に厚く硬い酸化被膜(アルマイト被膜)を生成する技術です。
《アルマイト処理のメリット》
・表面硬度が向上(Hv20~150→Hv200以上)
・耐食性が大幅に強化
・耐摩耗性が向上
・素材自体の表面改質が実現
アルマイト被膜はハニカム構造で無数の微細な孔(ポア)を持ち、最終工程で「封孔処理」を行うことでさらに耐久性が高まります。
『着色アルマイト処理(カラーアルマイト)—アルミに美しい色彩を与える高機能処理』
着色アルマイト処理はアルマイト被膜の微細な孔に染料を浸透させ、さらに封孔処理を行うことで、美しい色彩と高い耐久性を兼ね備えた表面処理を実現します。
《通常塗装と着色アルマイトの根本的な違い》
■ 着色アルマイト:
- 素材表面が±10~20μm酸化被膜に変化
- 素材自体を改質して着色
- 金属の質感を活かした発色
- 均一で美しい仕上がり
■ 通常の塗装:
- 素材表面に+10~350μmの塗料層を形成
- 素材上に塗料を積層
- 塗料本来の発色
- 塗装技術により仕上がりに差
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
【着色アルマイト(カラーアルマイト)の5大メリット】
1. 卓越した意匠性と豊富なカラーバリエーション
微細な孔に染料を均一に吸着させることで、塗装にはない深みと輝きのある発色を実現。
染料の種類や染色時間によって無限のカラーバリエーションが可能です。
金属本来の質感を活かした高級感ある仕上がりが製品の価値を高めます。
2. 優れた耐食性
アルマイト被膜が強固な保護層となり、アルミニウムを腐食から守ります。
屋外環境での使用にも適しており、長期間美しい外観を維持します。
3. 高い耐摩耗性と耐久性
アルマイト処理によって表面硬度がHv200以上に向上し、傷や摩耗に強くなります。
日常的な使用による摩擦にも強く、美観を長期間保ちます。
4. 絶縁性能
着色アルマイト被膜は電気を通しにくい特性があり、電子機器部品などで絶縁が必要な部分に最適です。
機能性と意匠性を同時に満たします。
5. 優れた放熱性
遠赤外線の放射性に優れており、熱を効率よく放出。
電子機器や放熱が必要な部品に適しています。
【着色アルマイトの特性と注意点】
高い品質と美しさを持つ着色アルマイト処理ですが、以下の特性について理解しておくことが重要です。
1. 材質や加工条件による色味の差
色味は材質や加工条件によって変化します。
アルミ合金の種類や加工ロットによって微妙な色味の差が生じる場合があります。
2. 環境による経年変化
太陽光に含まれる紫外線に弱いです。
強い紫外線や特殊環境下では長期間使用で退色する可能性があります。
3. 被膜の硬度と柔軟性
硬度が高い反面、アルマイト処理後の曲げ加工では被膜にひび割れが生じる場合があります。
4. 温度特性
約100℃程度の高温環境では被膜特性が変化する可能性があります。
【原田鉄工の強み - ブラスト処理×着色アルマイト処理で実現する高付加価値】
原田鉄工では自社ブラスト設備とパートナー会社との連携により、アルミニウム製品に対する最適な表面処理をご提案しています。
《独自の組み合わせ技術》
当社では「ブラスト処理」と「着色アルマイト処理」を組み合わせることで、従来にない独自の質感と発色を実現します。
この組み合わせにより、他社では真似できない付加価値の高い製品を生み出すことが可能です。
《豊富な実績と高い技術力》
これまで多数のアルミニウム製品の表面処理を手がけてきた実績があります。
塗装、着色アルマイトなどお客様のご要望に合わせた最適な処理方法をご提案します。
《自社設備によるワンストップ対応》
幅7m×奥行10m×高さ3.5mの大型ブラスト設備を自社で保有し、グリットブラストとサンドブラストの両方に対応。
素地調整から仕上げまで一貫した品質管理が可能です。
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【アルミニウム製品の差別化を実現しませんか?】
製品の見た目を美しく彩り、なおかつ耐久性を高める着色アルマイト処理はアルミニウム製品の価値を大きく向上させる最適な選択です。
他社と差別化された独自性のある製品を実現するために、原田鉄工の技術をぜひご活用ください。
アルミニウムの着色や表面処理でお悩みの方は、ぜひ一度ご相談ください。
経験豊かな専門スタッフがお客様のご要望に合わせた最適なソリューションをご提案いたします。
専門用語解説
◎アルミニウム (Aluminium)
元素記号Al、元素番号13の金属。鋼鉄の約1/3の重量で、自然に酸化被膜を形成する特性を持つ。単体では柔らかいため、通常は銅やマンガン、ニッケルなどと合金して使用される。
◎アルマイト処理 (Anodizing/Anodising)
アルミニウムを陽極として電気分解し、人工的に酸化被膜を生成する表面処理。耐食性・耐摩耗性が向上し、染料による着色も可能。
◎ブラスト処理 (Blast)
高圧空気で研削材を噴射し、表面の汚れや酸化膜を除去する処理。表面に微細な凹凸を形成し、後工程の密着性を向上させる。素地調整や梨地加工に使用。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【脱脂処理とは?】塗装前に絶対欠かせない工程!効果と方法をプロが解説🔍
「脱脂のやり方が分からない」「社内でうまく脱脂できない」「品質を高めたい」——そんなときは、脱脂処理のプロにお任せください!
塗装や接着の品質を大きく左右する「脱脂処理」。
油分や汚れが残ったままでは「どんなに高性能な塗料でも密着不良・剥離・不具合の原因」になります。
この記事では、創業80年・金属塗装の専門企業【原田鉄工】が、脱脂処理の方法・効果・注意点を分かりやすくご紹介。
塗装をご検討中のご担当者様へ向けて、失敗しない脱脂処理のポイントもお伝えします!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
✅ 脱脂処理とは?
脱脂処理とは金属表面などに付着した油分・汚れ・グリース等を除去する表面処理のことです。
主に塗装や接着の前処理として行われ、処理が不十分だと以下のような問題が起こります。
・塗装がはじかれる
・塗膜がすぐに剥がれる
・接着力が極端に低下する
つまり脱脂処理は「不良防止」と「品質維持」の要となる工程です。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
✅ 脱脂処理の主な方法
脱脂処理には複数の手法があり、対象素材や付着物の種類に応じて選定することが重要です。
🔹 有機溶剤を使った脱脂(一般的な方法)
[シンナー、ガソリン、アセトンなど]
・特徴:洗浄力が高く、揮発性に優れており作業性が良い。
・注意点:可燃性のため火気厳禁。防護具の着用が必要!
🔹 中性洗剤や専用クリーナーを使った脱脂
[中性洗剤、市販の脱脂クリーナーなど]
・特徴:安全性が高く、手軽に扱える
・注意点:油分が多い場合は洗浄力が不足することも。乾燥・洗剤残りに注意が必要
🔹 槽浸漬による脱脂
[大型部品や複雑形状の脱脂]
・特徴:短時間でムラなく洗浄できる
・注意点:大型の設備が必要となります。高コストな場合が多くあります。
✅ 脱脂処理の効果とは?
脱脂処理には、以下のような大きなメリットがあります。
✔️ ① 不良の防止
油分による“はじき”や密着不良を防ぎます。
✔️ ② 仕上がりの向上
表面が清潔になることで、塗装の見た目も美しくなります。
✔️ ③ 耐久性の向上
密着性が高まることで塗膜のはがれを防止し、耐久性能を最大限発揮します。
【金属塗装のやり方!失敗する原因とは?】
https://www.nc-net.or.jp/company/98405/product/detail/230399/
✅ 脱脂処理の規格:SSPC-SP1とは?
国際的に採用されている脱脂処理の規格に、「SSPC-SP1(米国構造物塗装協会)」があります。
これは、「溶剤を使用して油や汚れなどの可視汚染物を除去する処理」に関する明確な基準です。
📌 詳しくはこちら
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
✅ 原田鉄工の脱脂処理サービスが選ばれる理由
当社では以下の2つの手法を使い分け、あらゆる脱脂洗浄に対応しています。
🧪 ① 特殊薬品による洗浄
素材を傷つけずに、油分や錆を確実に除去できます。
【金属の錆だけ除去】
https://ja.nc-net.or.jp/company/98405/product/detail/244065
🧰 ② 大型ブラスト・塗装設備
脱脂とブラスト処理によって微細な凹凸を形成し、塗料の密着性を大幅に向上させます。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
▶️ 設備スペック:幅7m × 奥行10m × 高さ3.5m
▶️ ブラスト加工の効果と選び方
広大な屋内塗装ブースを完備しており、処理後の塗装までワンストップで対応可能です。
海上・海中・沿岸部向けなどの厳しい環境下で、50年以上の耐久実績を誇ります。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
✅ こんなお悩みありませんか?
・塗装がすぐに剥がれてしまう
・社内の脱脂処理がうまくいかず不良が出る
・外注先を探しているが、どこが信頼できるか分からない
\ そのお悩み、原田鉄工が解決します!/
脱脂処理〜塗装まで一貫対応可能だから、工程管理がラクに。
信頼性・コストパフォーマンス・納期厳守でお応えします!
📞 ご相談・御見積もりはこちら
▶️ お問い合わせフォーム
📞 TEL:082-232-2445
📠 FAX:082-293-0286
📧 メール:bousei@harada-tekkou.co.jp
担当:垰(タオ)/携帯:090-3742-9768

【汚れ・キズから表面を守る養生!現場で使われている道具と方法】
現場作業では作業に取り掛かる前に必ず「養生」を行う必要があります。
現場でよく言われる養生とは表面を汚れ・キズなどから表面を保護するために行う作業の事を指します。
今回は養生についてよく使用されている道具と方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『養生とは?』
養生とは一般的に健康状態の維持を心掛ける、病気やケガなどからの回復に努めるなどの意味で使われます。
しかし、工事現場や建設・道路工事、塗装現場などの現場作業における「養生」は少し意味合いが異なります。
マスキングとも呼ばれたりしますが現場作業の養生とは「汚れ、傷、破損から守る」ための作業の事を指します。
『養生が必要となる場面』
養生を怠ってしまうと大切な製品の破損や精度低下、周囲に多大な迷惑が掛かるため
大きなトラブルの元となってしまいます。
様々な職種や場面でも養生は必要となります。
・引っ越し
搬出・搬入する経路の壁や床などが損傷しないように保護シートを貼る。
家財道具が破損・傷付かないようエアキャップなどの緩衝材で包む。
・工事現場
周囲に粉塵や騒音などの被害が無いように足場全体をシートで被う。
車両など工事によって汚れなどの影響がある場合には不繊布性のカバーで覆う。
・塗装現場
塗装不要箇所に塗料の付着が無いようにテープやシートで隠す。
周辺に塗料の飛散を防止するために、作業環境周辺を覆う。
地味で大変な作業ですが、養生を丁寧に行う事によって仕上がり向上やトラブルを回避する事ができますので、作業現場ではまず最初に取り掛かる作業となります。
『養生に使用する道具と使い方』
養生は「目的」や「対象物の形状」、必要となる「強度」や「範囲」によって使用する道具を使い分ける必要があります。
そのため各メーカーより色々な養生資材が販売されていますが、今回は代表的な養生に使用されている道具と使い方について何点か紹介します。
・マスキングテープ
養生のみでなく、近年には様々な模様やキャラクターがプリントされた装飾用テープとしても人気のマスキングテープです。
養生としての使い方はキズや汚れが付かないようにテープを貼って覆い隠す、その他養生資材を固定するために使う事が多いです。
特徴としてはものすごく薄いテープなので強度は低いですが、切ったり貼ったりの加工が容易に可能で、粘着力が弱いため剥がした時の糊残りや製品を損傷する可能性が低いです。
・ガムテープ(養生テープ)
資源ごみ、可燃ごみなどゴミ出しには欠かせないガムテープです。
こちらは養生テープと呼ばれる粘着力を弱くしたものと、ガムテープがあります。
養生テープの使い方は基本的にマスキングテープと同じような形です。
ガムテープの種類にはテープに繊維を含ませた布テープと呼ばれるものもあり、布テープは厚みがあり粘着力・強度が高いので原田鉄工ではブラスト加工時などに加工が不要な部分へ数枚重ねて張り付ける事で強力な養生を行っています。
・マスカー
テープに透明なビニールシートが付いたマスカーです。
テープを1ヵ所貼るだけで広範囲を一度に覆い隠すことができます。
ビニールシートはものすごく薄いので強度は低いですが、接触の可能性が低い部分や
粉塵の飛散・付着の防止などに活用します。
原田鉄工では塗装時、広い範囲で無塗装箇所があった場合などに張り付けたり、周囲で別の塗装を行う、出荷前の汚したくない製品などへ貼り付け養生を行ってます。
・段ボール
梱包もできるし、養生もできる万能な段ボールです。
段ボールにはよく見る紙製とプラスチック製の2パターンあります。
プラスチック製はもちろん、通常の紙製段ボールも実はかなりの強度があります。
また切ったりする加工も容易なので、原田鉄工ではブラスト・塗装加工時に広範囲を養生する場合などは段ボールを使用しています。
・ボルト、ゴム栓
タップ穴と呼ばれるネジが切ってある穴、細かい機械精度で開けてあるリーマ穴など精度が必要となっている穴を塞ぐのに使うのがボルトやゴム栓です。
こちらは穴に色々な規格があり、多くの種類があるのでそれに対応するボルトやゴム栓も多種多様にあります。
ボルトを使用した場合は養生に時間がかかりますが、回す以外で外れる事が無いので確実な養生ができます。
ゴム栓は先端が細い円錐状なので差し込むだけで簡単に養生が可能ですが、簡単に外れる事もあるので注意が必要です。
『養生作業の注意点』
養生を丁寧に行えば、必要な範囲のみをキッチリ加工する事ができます。
ただし手順や養生資材の選定を間違えると…
せっかく頑張ってやった養生が機能せず不必要な範囲まで加工を行ってしまったり、周辺とのトラブルの元などになりかねません。
養生作業における注意点をいくつか紹介します。
「脱脂処理は確実に!」
テープを張り付けて養生を行う場合、強度や粘着力が必要とされる箇所には事前に油分やゴミを除去するための脱脂処理を行いましょう。
雨風のある屋外などの環境下、強度が必要となる部分などは脱脂処理を行う事で剥がれず、しっかりと密着し保護する事が可能となります。
脱脂を行う対象が樹脂や繊維の場合は使用する洗浄剤によって変形・損傷する可能性がありますので、洗浄剤と素材の組み合わせには注意が必要です。
「隙間はNG」
作業する内容にもよりますが、塗装作業などでは養生テープが少し浮いていた、少し隙間が空いていただけでも養生は全く機能しません。
隙間から塗料が飛散し、大きなトラブルの原因となる事も。
隙間なく確実に養生を行う必要があります。
「適正な養生資材を選ぶ」
養生資材には多くの種類がありますが、養生を行う目的や形状によって適切なものを選ぶ必要があります。
広い範囲で高い強度が必要な場合は段ボール、低い強度の場合はマスカー。
狭い範囲で高い強度が必要な場合は布テープ、低い強度の場合はマスキングテープ。
不適切な養生資材を使用した場合は余分に資材や時間が必要となったり、最悪の場合、養生の強度が足りず製品が損傷してしまう事も。
しっかりと必要となる強度に見合った養生資材を選定しましょう。
『まとめ』
現場作業における「養生」とは対象物や周辺を「傷や汚れから守る」もの。
しっかりと養生を行うからこそ、その後の作業が安心して確実に行える。
養生資材は色んな種類がありますが養生作業の目的、対象物の形状や必要となる強度などを考慮して適切な養生資材を選定する必要があります。
製品の仕上がりや損傷の有無を決定する「養生」は実は非常に重要な作業です!
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
ご依頼いただく製品の養生作業も、もちろん承っております。
「養生の仕方が分からない」「養生資材が無い」などお困りでしたら是非お気軽にご相談ください。
複雑な形状などでもしっかりと養生を行います!
また可能であれば養生した製品の加工依頼もお待ちしております。
強度的に不十分な場合などは弊社で少し修正を行いますので、ご安心下さい。
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
https://ja.nc-net.or.jp/company/98405/product/detail/244449
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラストとは?加工方法とメリット・デメリットを紹介】
ブラスト加工とは圧縮した空気や高速回転する羽根(インペラ)の力を利用することで、研磨材と呼ばれる粒子を勢いよく吹きつけ、加工対象物の表面にぶつけて加工する方法です。
ブラスト加工には金属などの下地処理として表面を洗浄、粗面化する効果のほかにバリ取り、デザイン性・機能の付与、疲労強度向上など様々な効果を得る事ができます。
加工方法には「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」などがあります。
どのようにしてブラスト加工がおこなわれているのか?
「加工方法の仕組み」と「メリット・デメリット」を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『ブラスト加工とは?』
ブラスト加工とは表面処理加工の1種です。
研磨材と呼ばれる粒子を勢いよく加工対象物の表面へ衝突させることによって、加工を行います。
化学処理と異なり対象物の成分・性質に変化を加える事が無く、研磨材の種類が豊富にあるため加工対象物の素材を問わず加工できる特徴があります。
研磨材の素材を変更する事で様々な加工効果を得る事が可能です。
①削る
表面を粗く削る事で塗料などのコーティングが剥がれにくくなる、滑り止め、デザイン性を付与する効果があります。
「梨地加工」「下地処理」「研磨」「意匠性向上」「接着性の向上」「放熱性の向上」「保油性の向上」「防汚効果」「滑り止め」「艶消し」
②除去
表面に付着した塗料、樹脂、錆、黒皮、汚れなどあらゆる付着物を除去し、表面を清浄化させる効果があります。
「塗装剥離」「樹脂除去」「錆落とし」「酸化スケール除去」「バリ取り」「洗浄」「クリーニング」
③改善
表面を叩く事で金属の強度を高め、改善する効果があります。
「ショットピーニング」「疲労強度の向上」「耐摩耗性の向上」「材料」
研磨材は鋼・ステンレス・アルミ・銅などの金属からガラス・砂・セラミック・樹脂・植物の種子まで幅広いものが使用されています。
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『ブラスト加工の分類』
ブラスト加工は大きく以下のように分類されます。
①研磨材の状態
・乾いている → 乾式
・濡れている → 湿式
②研磨材の加速方法
・圧縮空気を利用 → エアー式
・モーターを利用 → 機械式
『加工方法とメリット・デメリット』
一般的に普及しているブラスト加工4種類の加工方法とそれぞれのメリット・デメリット
①エアーブラスト(別名:乾式ブラスト)
コンプレッサを使用し、圧縮した空気(エア)を利用する事で研磨材を吹きつけます。
作業員が加工を行う「手動式」、ロボットによる「自動式」があります。
使用する研削材によって一般的な呼び方が異なります。
砂 = サンドブラスト、グリット(多角形状の鋼) = グリットブラスト、ドライアイス = ドライアイスブラストなどここから多くの種類に分類されます。
エアー圧力と研削材を変更する事で研削力・仕上がりを調整できる特徴があります。
加工目的は下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工など多岐にわたります。
[メリット]
・脆く割れやすいガラス~重量のある鋼など豊富な種類・サイズを使用できる。
・ノズルを変更する事で、配管内部や入り組んだ内面など特殊な部分も加工可能。
・複雑な形状でも加工可能で、対応できる素材の幅が最も多い。
[デメリット]
・圧縮した空気を一緒に研削材を発射するので、研削材・粉塵が広範囲に飛散する。
・圧縮した空気の力で強度の無い製品は変形・歪みなどが発生しやすい。
・作業員の防具の他、集塵装置や研削材の回収装置、コンプレッサなど設備が必要。
②ショットブラスト(別名:機械式ブラスト)
モーターでインペラ(羽根車)を回転させ、遠心力を利用し研削材を投射します。
製品をセットするだけで自動で加工する仕組みとなります。
ショットと呼ばれる金属製球状の研削材を使用する事がほとんどです。
自動で広範囲に研削材が投射できるのが特徴で、大面積・多ロットの加工に適しています。
加工目的はバリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
[メリット]
・構造的にシンプルかつ自動な為、設備とコストを抑える事が可能。
・広範囲に研削材を投射するので、大面積の加工が容易。
・球状の研削材を使用するため、粉塵の飛散が比較的少ない。
[デメリット]
・一定の方向・距離・角度から投射するので、複雑な形状などは加工が難しい。
・加工する力を調整できないので、精度の高い加工には向かない。
・使用可能な研削材の種類が少なく、対応できる加工に限りがある。
③ウェットブラスト(別名:湿式ブラスト)
エアーブラストと似たような仕組みですが、圧縮した空気の力を利用して水と研削材を混ぜたものを発射します。
作業員が加工を行う「手動式」とロボットによる「自動式」があります。
水と研削材を混ぜる事によって通常では制御できない微粒子を研磨剤として使用し、精密加工ができるのが特徴です。
加工目的は微細な粗面化、表面研磨、表面洗浄、バリ取り、梨地加工など。
[メリット]
・薄物や電子部品、プラスチックなども損傷を最大限に抑えた加工が可能。
・エアーブラストでは扱えない細かい研削材を使用する事ができる。
・水と研削材を混ぜているため、粉塵がほとんど発生しない。
[デメリット]
・水に弱い、錆びやすい、濡れると性質が変化する素材などは加工できない。
・研削力が低いため、対応できる加工に限りがある。
・エアーブラストにプラスで水を循環させる装置、排水などの装置が必要となる。
④バキュームブラスト(別名:吸引式ブラスト)
圧縮した空気の力を利用し、ノズル内で研削材を発射及び回収を行います。
作業員がノズルを押し当てながらブラスト加工を行う仕組みです。
ノズル内で加工を行う為、研削材の飛散・粉塵の発生を防ぐ特徴があります。
加工目的は屋外現場の下地処理としての粗面化、錆や汚れの除去、塗装剥離など。
[メリット]
・屋外作業などでも養生作業不要で加工できる。
・機材設備がコンパクトなので、運搬と設置が容易。
・研削材の飛散が無いので、複数人での作業が可能。
[デメリット]
・研削力が低いので、小面積でも加工に時間と労力がかかる。
・ノズルを密着させる必要があるので、基本的に平滑面の処理となる。
・作業員の防具の他、発電機、コンプレッサなど設備が必要。
『まとめ』
ブラストは加工方法と仕組みの違いによって「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」などに分かれます。
エアーブラストが研削材によってサンドブラストやグリットブラストなど呼び方が色々あるので、注意が必要です。
紹介したブラスト加工4種類は使用可能な研削材、研削力、加工方法が大きく異なるのでそれぞれメリット・デメリットがあります。
加工する目的や周辺の環境、製品の形状や強度など考慮し、適切な方法にてブラスト加工を行う必要があります。
原田鉄工では大型エアーブラストを2基設備しております。
研磨材はグリット、サンドを常用しておりますが、その他研磨材にも対応可能ですのでお気軽にご相談ください。
様々な検査、規格に対応し国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は塗装前の洗浄度に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト加工とは?エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト】
ブラスト加工(ブラスト処理)とは研磨材・研削材・メディアと呼ばれる粒子を製品表面に衝突させる表面処理加工の1種です。
表面を「削る」「付着物を除去する」「改善する」といった効果があります。
ブラスト加工は「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しています。
ブラスト加工の方法とそれぞれの特徴について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工について』
ブラスト加工とは圧縮した空気の力や高速回転するインペラ(羽根車)の遠心力を利用する事で、「研磨材」と呼ばれる粒子を加工対象の表面へ衝突させ加工を行います。
ブラスト加工は材料の表面に加工を施すことで、表面の性質・機能性を向上させる「表面処理」の一種となります。
「素地調整」や「下地処理」などといった塗装の前工程で多く活用されています。
【素地調整の規格とその施工方法について】
https://harada-tekkou.co.jp/pages/57/
『ブラスト加工の目的と効果』
ブラスト加工には素地調整、バリ取り、クリーニング、意匠性の向上、機能性の付与を目的として加工されています。
大きくブラスト加工には3つの効果があります。
①削る
表面を粗く削る事で「面粗し」「密着性の向上」「梨地加工」「下地処理」「研磨」などの効果
②除去
表面の異物を除去する事で「洗浄」「塗装剥がし」「黒皮除去」「バリ取り」「錆取り」などの効果
③改善
表面に強く衝突する事で「疲労強度向上」「耐摩擦性向上」「表面硬化」などの効果
『ブラスト加工に使われる研磨材』
ブラスト加工に使われる粒子は研磨材・研削材・メディアなどと呼ばれています。
ブラスト加工においての研磨材とは「噴射・投射する事が可能な粒子」です。
そのため使用されている研磨材は多くの素材・形状・サイズのものが流通しています。
加工対象となる製品の素材や加工目的によって、適切な研磨材を選定する必要があります。
【ブラスト研削材の種類と特徴ついて】
https://00m.in/IJVdo
『ブラスト加工4種の加工方法と特徴』
どれも研磨材となる粒子を表面に衝突させ、加工する仕組みは同一です。
①エアーブラストエアーブラスト(別名:乾式ブラスト)
コンプレッサを使用し、圧縮した空気(エア)を利用する事で研磨材を吹きつけます。
作業員が加工を行う「手動式」、ロボットによる「自動式」があります。
使用する研削材によって一般的な呼び方が異なります。
砂 = サンドブラスト、グリット(多角形状の鋼) = グリットブラスト、ドライアイス = ドライアイスブラストなどここから多くの種類に分類されます。
エアー圧力と研削材を変更する事で研削力・仕上がりを調整できる特徴があります。
加工目的は下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工など多岐にわたります。
[メリット]
・脆く割れやすいガラス~重量のある鋼など豊富な種類・サイズを使用できる。
・ノズルを変更する事で、配管内部や入り組んだ内面など特殊な部分も加工可能。
・複雑な形状でも加工可能で、対応できる素材の幅が最も多い。
[デメリット]
・圧縮した空気を一緒に研削材を発射するので、研削材・粉塵が広範囲に飛散する。
・圧縮した空気の力で強度の無い製品は変形・歪みなどが発生しやすい。
・作業員の防具の他、集塵装置や研削材の回収装置、コンプレッサなど設備が必要。
②ショットブラスト(別名:機械式ブラスト)
モーターでインペラ(羽根車)を回転させ、遠心力を利用し研削材を投射します。
製品をセットするだけで自動で加工する仕組みとなります。
ショットと呼ばれる金属製球状の研削材を使用する事がほとんどです。
自動で広範囲に研削材が投射できるのが特徴で、大面積・多ロットの加工に適しています。
加工目的はバリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
[メリット]
・構造的にシンプルかつ自動な為、設備とコストを抑える事が可能。
・広範囲に研削材を投射するので、大面積の加工が容易。
・球状の研削材を使用するため、粉塵の飛散が比較的少ない。
[デメリット]
・一定の方向・距離・角度から投射するので、複雑な形状などは加工が難しい。
・加工する力を調整できないので、精度の高い加工には向かない。
・使用可能な研削材の種類が少なく、対応できる加工に限りがある。
③ウェットブラスト(別名:湿式ブラスト)
エアーブラストと似たような仕組みですが、圧縮した空気の力を利用して水と研削材を混ぜたものを発射します。
作業員が加工を行う「手動式」とロボットによる「自動式」があります。
水と研削材を混ぜる事によって通常では制御できない微粒子を研磨剤として使用し、精密加工ができるのが特徴です。
加工目的は微細な粗面化、表面研磨、表面洗浄、バリ取り、梨地加工など。
[メリット]
・薄物や電子部品、プラスチックなども損傷を最大限に抑えた加工が可能。
・エアーブラストでは扱えない細かい研削材を使用する事ができる。
・水と研削材を混ぜているため、粉塵がほとんど発生しない。
[デメリット]
・水に弱い、錆びやすい、濡れると性質が変化する素材などは加工できない。
・研削力が低いため、対応できる加工に限りがある。
・エアーブラストにプラスで水を循環させる装置、排水などの装置が必要となる。
④バキュームブラスト(別名:吸引式ブラスト)
圧縮した空気の力を利用し、ノズル内で研削材を発射及び回収を行います。
作業員がノズルを押し当てながらブラスト加工を行う仕組みです。
ノズル内で加工を行う為、研削材の飛散・粉塵の発生を防ぐ特徴があります。
加工目的は屋外現場の下地処理としての粗面化、錆や汚れの除去、塗装剥離など。
[メリット]
・屋外作業などでも養生作業不要で加工できる。
・機材設備がコンパクトなので、運搬と設置が容易。
・研削材の飛散が無いので、複数人での作業が可能。
[デメリット]
・研削力が低いので、小面積でも加工に時間と労力がかかる。
・ノズルを密着させる必要があるので、基本的に平滑面の処理となる。
・作業員の防具の他、発電機、コンプレッサなど設備が必要。
『まとめ』
ブラスト加工とは研磨材という粒子を高速で噴射・投射する事で表面の加工を行う。
研磨材には異なる素材・形状・サイズのものが流通している。
「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やメリット・デメリットが異なる。
ブラスト加工を行う「周辺の環境」、加工対象となる製品の「素材」「形状」「強度」、加工を行う「目的」、使用する「研削材の種類」などによってどの方法でブラスト加工を行うのか?選定する必要があります。
原田鉄工では大型エアーブラストを2基設備しております。
研磨材はグリット、サンドを常用しておりますが、その他研磨材にも対応可能ですのでお気軽にご相談ください。
様々な検査、規格に対応し国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト加工とは何か?基本原理と4つの代表的手法をわかりやすく解説】
ブラスト加工とは研磨材(メディア)と呼ばれる粒子を圧縮空気や回転体の力で勢いよく対象物に衝突させ、表面処理を施す加工法です。
洗浄、粗面化、バリ取り、意匠性の付与、疲労強度向上など、幅広い用途に対応できるのが特徴です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
使用される研磨材は鋼・ステンレス・アルミなどの金属から、セラミック、樹脂、果実の種子まで多岐にわたり、加工目的や素材に応じて選定されます。
詳細はこちらをご覧ください。
👉【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『ブラスト加工の効果とは?』
ブラスト加工は主に次の3つの目的で用いられます。
①削る
粗面化により塗装や接着剤の密着性を向上。意匠性・滑り止め・放熱性・防汚効果なども得られます。
②除去
錆、塗膜、黒皮、樹脂、酸化スケールなどを除去し、清浄な表面状態を実現します。
③改善
ショットピーニングに代表されるように表面を叩くことで金属の残留応力を低減し、疲労強度や耐摩耗性を向上させます。
『ブラスト加工の分類と4つの代表的手法』
加工方法は以下のように分類されます。
・乾式 or 湿式(研磨材の状態)
・エアー式 or 機械式(加速方式)
ここから代表的な加工方法として、以下の4種が存在します。
①エアーブラスト(乾式ブラスト)
圧縮空気で研磨材を噴射する方式で、「サンドブラスト」や「グリットブラスト」なども含まれます。
柔らかい素材から硬い金属まで幅広く対応可能です。
メリット
・複雑な形状や内部の加工に対応
・使用メディアが豊富
・手動・自動いずれも可能
デメリット
・粉塵が飛散しやすい
・作業環境の整備が必要(集塵装置、コンプレッサなど)
②ショットブラスト(機械式ブラスト)
モーターで羽根車(インペラ)を高速回転させ、遠心力でメディアを投射。
球状のショット材を用い、主に自動処理装置で使用されます。
メリット
・大面積・多ロットの処理に適する
・粉塵が少なく清掃性が高い
・自動化による作業効率の向上
デメリット
・複雑な形状には不向き
・加工力の調整が困難
・使用メディアが限定される
③ウェットブラスト(湿式ブラスト)
水と研磨材を混合し、圧縮空気で噴射する方式。
微細な研磨材を使った精密な表面処理が可能です。
メリット
・粉塵が出ない
・電子部品・薄物への低ダメージ加工が可能
・微細な研磨が可能
デメリット
・水に弱い素材は不可
・設備費用が高くなる(水循環・排水処理設備が必要)
・研削力は低め
④バキュームブラスト(吸引式ブラスト)
ノズルから研磨材を噴射しつつ、その場で吸引回収する方式。
研磨材の飛散を防ぐため、屋外や養生不要な現場で活躍します。
メリット
・粉塵・飛散が発生しない
・機材がコンパクトで持ち運びやすい
・屋外でも安全に作業可能
デメリット
・研削力が低く、大面積処理に不向き
・密着加工が必要なため、凹凸面には対応不可
『ブラスト加工を成功させるポイント』
ブラスト加工を最適に行うためには、以下の要素を総合的に判断する必要があります。
・対象素材の種類と形状
・加工目的(洗浄・粗面化・意匠性など)
・処理後の工程(例:塗装との相性)
・加工環境(屋内・屋外)
原田鉄工では大型エアーブラスト設備を2基所有しております。
加工対象物の素材、加工目的などに合わせた最適な研磨材、塗装仕様を提案させていただきます。
👉【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『原田鉄工のブラスト設備と対応力』
原田鉄工では幅7m×奥行10m×高さ3.5mの大型ブラスト設備を2基所有。
自社製のサンドブラストおよびグリットブラスト機にて、国内外向けの製品に多数の実績があります。
研磨材はグリット及びサンドを常用で使用し、その他の材質にも対応可能です。
さらにブラストと塗装が同工場内で一貫して行えるため、ブラスト直後の塗装も可能。
塗膜厚の厳格な管理も行っており、均一かつ高耐久な塗装仕上がりを実現しています。
👉公式HPはこちら
https://harada-tekkou.co.jp/
👉設備や加工の様子を動画で紹介
https://www.youtube.com/@hara-tetu
『ブラスト加工をご検討の方へ』
ブラスト加工は「目的」「素材」「環境」などの要素によって最適な方法が異なります。
研磨材の選定ひとつで仕上がりは大きく変わります。
表面処理・塗装の品質は、下地処理で決まるといっても過言ではありません。
特に高グレードの素地調整を行うことで、塗膜の寿命が大きく延び、メンテナンスコストを削減できます。
ブラストから塗装まですべてお任せください。確かな技術と設備で、お客様の製品品質向上に貢献します。
📞 ブラスト・塗装に関するご相談はお気軽に
原田鉄工株式会社(広島)
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
✉️ メール:bousei@harada-tekkou.co.jp
【ブラスト加工の全て:高度な表面処理技術と最適な発注先の選び方】
序論:ブラスト加工とは?
ブラスト加工は、現代産業における基幹的な表面処理技術の一つです。
これは圧縮空気や高速回転するインペラ(羽根車)の運動エネルギーを活用し、微細な研磨材(メディア)を対象物の表面に高速で衝突させることで、多様な表面改質を実現する工法です。
このプロセスにより、金属部品の洗浄、粗面化、バリ取り、表面硬化(ショットピーニング)、あるいは装飾的な意匠付与まで幅広い目的を達成することが可能です。
ブラスト加工は単に表面を清浄化するだけでなく、素材の機能性や耐久性を飛躍的に向上させる潜在能力を秘めています。
例えば、塗装やコーティングの密着性を高めるための「アンカーパターン」形成、製品の疲労寿命を延ばすための残留応力改善、さらには特定の外観テクスチャを付与する「梨地加工」などその応用範囲は広範です。
原田鉄工は、長年にわたりブラスト加工の専門知識と実績を積み重ねてきました。
ブラスト加工に関する詳細は、弊社公式ウェブサイトをご覧ください。
HP:https://harada-tekkou.co.jp/
『ブラスト加工のメカニズムと効果』
ブラスト加工は研磨材の種類、投射速度、角度、距離といったパラメータを精密に制御することで、対象物の表面に物理的な変化をもたらします。
化学処理とは異なり、対象物の材質や組成に化学的な変化を与えることなく加工が可能です。
[主な加工効果]
1. 削る・粗面化
梨地加工・意匠性向上: 特定の光沢度や触感を付与し、デザイン性を高めます。
下地処理・接着性向上: 塗料や接着剤の密着面積を増やし、強力なアンカー効果により剥離耐性を向上させます。
放熱性・保油性向上: 微細な凹凸により表面積が増加し、放熱効率や潤滑油の保持能力を改善します。
防汚効果・滑り止め・艶消し: 特定の機能性や視覚効果を付与します。
2. 除去・洗浄
塗装剥離・樹脂除去: 旧塗膜や不要な樹脂層を効率的に除去します。
錆落とし・酸化スケール除去: 強固に付着した錆やミルスケールを除去し、清浄な金属表面を露出させます。
バリ取り・洗浄・クリーニング: 加工時に発生する微細な突起(バリ)を除去し、製品の精度と安全性を確保します。
3. 改善・強化
ショットピーニング: 研磨材の衝突エネルギーにより表面層に圧縮残留応力を導入し、金属材料の疲労強度、耐摩耗性、耐応力腐食割れ性を劇的に向上させます。
使用される研磨材は、鋼、ステンレス、アルミといった金属系から、ガラス、砂、セラミック、樹脂、さらには植物の種子まで多岐にわたり、加工目的に応じて最適なメディアが選定されます。
ブラスト研磨材の具体的な種類については、こちらをご参照ください。
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『ブラスト加工の4大工法:特性と応用』
1. エアーブラスト(乾式ブラスト)
コンプレッサによって生成された圧縮空気(エア)を動力源とし、ノズルから研磨材を高速噴射する方式です。
手動操作による柔軟な加工と、ロボットによる自動化された高精度加工の両方が可能です。
使用する研磨材によって「サンドブラスト(砂)」「グリットブラスト(多角形状の鋼)」「ドライアイスブラスト(ドライアイス)」など、多種多様な呼称が存在します。
エア圧力と研磨材の選定により、研削力と仕上がりの微調整が可能です。
下地処理、錆・汚れ除去、塗装剥離、梨地加工など、その応用範囲は極めて広範です。
[メリット]
・複雑形状への対応: 特殊なノズルを用いることで、配管内部や入り組んだ内面など、複雑な形状の部品も効率的に加工できます。
・汎用性の高さ: 最も多様な素材と形状に対応可能な汎用性の高い工法です。
[デメリット]
・粉塵・飛散:圧縮空気と研磨材が広範囲に飛散するため、適切な集塵・回収設備が必要です。
・製品の変形・歪み: 強度の低い製品では、強力な噴射力により変形や歪みが発生するリスクがあります。
2. ショットブラスト(機械式ブラスト)
モーターで駆動するインペラ(羽根車)の遠心力を利用して、研磨材を広範囲に投射する方式です。
主に「ショット」と呼ばれる球状の金属製研磨材が使用されます。
製品をセットするだけで自動的に加工が進むため、大面積の処理や多ロット生産に適しています。
バリ取り、表面研磨、梨地加工、そして特に疲労強度向上のためのショットピーニング処理に広く用いられます。
[メリット]
・低コスト・自動化: 構造がシンプルで自動化が容易なため、設備コストと運用コストを抑えることが可能です。
・広範囲・効率的: 大面積の加工を効率的に行え、生産性が高いです。
[デメリット]
・形状制限: 一定方向からの投射となるため、複雑な形状の部品や入り組んだ部分は加工が難しい場合があります。
・研磨材の種類制限: 使用可能な研磨材の種類が限られており、対応できる加工内容に制約があります。
3. ウェットブラスト(湿式ブラスト)
エアーブラストと同様に圧縮空気を動力源としますが、水と研磨材を混合したスラリー状のものを噴射する方式です。
手動および自動の両方に対応します。
水を使用することで、通常では制御が難しい微細な研磨材も均一に投射可能となり、精密な加工を実現します。
微細な粗面化、精密研磨、表面洗浄、バリ取り、梨地加工などに適しています。
[メリット]
・精密加工: 薄物、電子部品、プラスチックなど、デリケートな素材への損傷を最小限に抑えつつ精密な加工が可能です。
・粉塵抑制: 水と研磨材を混合しているため、加工時の粉塵発生がほとんどありません。
[デメリット]
・素材の制約: 水に弱い素材や錆びやすい素材、あるいは水に触れると性質が変化する素材には適用できません。
・研削力の限界: 乾式ブラストと比較して研削力が低いため、対応できる加工内容に限りがあります。
4. バキュームブラスト(吸引式ブラスト)
圧縮空気を利用し、ノズル内部で研磨材の噴射と回収を同時に行う方式です。
作業員がノズルを加工面に密着させながらブラストを行います。研磨材の飛散や粉塵の発生をノズル内で完結させるため、周囲への影響を最小限に抑えられます。
屋外現場での下地処理、錆・汚れ除去、塗装剥離などに特に有効です。
[メリット]
・現場作業の簡素化: 研磨材の飛散がほとんどないため、屋外作業における養生作業が不要となり、作業環境を選びません。
・複数作業: 研磨材の飛散がないため、同一空間で複数の作業員が同時に作業可能です。
[デメリット]
・加工効率: 研削力が比較的低いため、小面積でも加工に時間と労力を要します。
・加工面への制約: ノズルを加工面に密着させる必要があるため、基本的に平滑な面の処理に限定されます。
『まとめ:最適なブラスト加工の選択と発注の重要性』
ブラスト加工は、その加工方法、研磨材の種類、動力源によって多種多様な特性を持ち、それぞれが独自のメリットとデメリットを有しています。
発注先の選定においては、加工目的、対象物の形状や強度、素材、さらには周辺環境やコスト、納期など、多角的な要素を総合的に考慮し、最適な工法を選択することが極めて重要です。
原田鉄工では、大型エアーブラスト設備を2基保有し、グリットやサンドを常用研磨材として使用しております。
加工対象物の素材、加工目的によって最適な研削材を提案・使用する事も可能です。
長年の経験と実績に基づき、様々な検査基準や国内外の規格に準拠したブラスト処理と塗装を一貫して提供しております。
当社の強みは、ブラストと塗装の一体型工場である点です。
ブラスト処理後、直ちに塗装工程へ移行することで、製品の品質劣化リスクを最小限に抑え、最適な仕上がりを実現します。
また、塗膜の寿命は塗装前の素地調整の品質に大きく左右されます。
当社では厳格な検査体制と管理のもと、均一でムラのない塗膜形成を徹底し、高い品質を保証します。
適切な素地調整は、初期コストこそ必要とするものの、長期的な視点で見れば塗膜の耐久性を向上させ、メンテナンス頻度を削減することで、トータルコスト(LCC:ライフサイクルコスト)の低減に大きく貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
ブラスト加工や塗装に関するご相談、お見積もり依頼は、ぜひ原田鉄工株式会社 広島までお気軽にお問い合わせください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ブラスト設備概要
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/

【なぜ鉄は錆びる?サビの除去方法を詳しく解説します!】
「錆(サビ)」とは鉄が酸素と水分に反応する事で酸化、表面に生成される酸化物や水酸化物の事です。
鉄がいつの間にか茶色くザラついていた、孔が開いていた。
それは「錆(サビ)」と呼ばれる現象で、鉄にとっては避けられない自然な変化です。
しかし、放っておくと製品の強度が落ち、大きなトラブルにつながる事も…
本記事では、なぜ鉄が錆びてしまうのか?原因と錆を除去する方法について、
錆を除去して70年以上の実績を持つ原田鉄工が詳しく解説します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『鉄はなぜ錆びる?鉄が錆びる原因について』
私たちの身の回りで使われている「鉄」と呼ばれる金属の多くは「鋼」と呼ばれる金属です。
鋼の原料となる鉄鉱石(酸化鉄)はすごく錆びた状態で自然界に存在しています。
錆びた鉄を原料としているため、鉄は環境に晒されると元の酸化状態に戻ろうとし、自然に錆びてしまいます。
鉄が錆びるためには「酸素」と「水分」が必要です。
これらに接触する事で鉄は「イオン化(電子の移動)」し、錆びていきます。
金属によってこのイオン化のしやすさはバラバラで、金・銀・プラチナなどは錆びにくく、鉄などの錆びやすい、といった形で錆びやすさも金属によって異なります。
イオン化のしやすさをイオン化傾向と呼びます。
金属のイオン化傾向について詳しい解説をしています!
【金属の錆びやすさについて】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『サビの抱える大きなデメリット』
金属にとって「錆びること」は実に自然な現象であり、化学的には安定した状態とも言えます。
例えば冷凍庫で無理に凍らせた氷が常温では自然に水へと戻るのと同じように、金属も環境に晒されると酸化して安定しようとします。
しかし私たちが金属を使用する目的は、その強度や耐久性です。
錆は金属組織を内部から破壊、強度低下や機能不全、最終的には製品破損を引き起こす要因となるため、極めて大きなデメリットとなります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『サビを放置するとどうなる?実際のリスクとは』
錆にも種類があり、有益となる錆も中にはありますが…
鉄に頻繁に発生する「赤錆」と呼ばれる酸化鉄(Fe₂O₃)は多くの問題を引き起こす原因となります。
[赤錆を放置した場合のリスク]
1. 強度低下
赤錆は鉄の金属組織を破壊しながら、内部へと浸食します。
そのため時間経過と共に鉄本体の強度はどんどん低下、軽い接触でも変形・破損が生じる恐れがあります。
製品の部分又は全体的な破損、安全性の著しい低下など深刻な問題が発生してしまいます。
2. 機能性の低下
赤錆が進行する事で流体を運ぶ配管や蓄える製品などは孔が開き、漏水やつまりの原因となります。
また、錆によって寸法精度が悪化、摩擦抵抗の増大や稼働不良を起こす事も…
生産効率の大幅な低下、機能不全など品質や生産性を損なう事態となります。
3. 美観の低下
赤錆は美観(見た目)も美しくありません。
赤錆に覆われた製品や建造物は美観が大きく低下、本来有していた意匠性などの付加価値を損ねる事態となります。
『サビを除去する効果的な方法』
サビを除去(落とす)方法は大きく2パターンあります。
1. 薬品などを使用する化学的な方法
2. 工具などを使用する物理的な方法
二種類のサビを除去する効果的な方法について、詳しく紹介します。
1. 化学的な方法
錆に直接薬品を塗る、製品ごと薬品に漬けるなどして時間を経過させる事で錆を除去する方法です。
ほぼ労力を使わず錆を除去する事ができるのが、最大のメリットとなります。
しかし錆を除去するためには時間が必要となり、広範囲や重度の錆は除去しきれないなどのデメリットがあります。
また薬品残りによる不具合、薬品を使用したことによる母材の変色・溶解などが起こる可能性がありますので、注意が必要です。
[効果的な除去方法]
・専用の錆除去剤
各社メーカーより鉄(鋼)用やステンレス用など様々な錆除去剤が販売されております。
除去可能となる錆の進行具合、必要となる時間、価格もそれぞれ異なります。
錆の状態を確認し、適合する錆除去剤を選定・使用するのが効果的です。
薬品となりますので使用方法や必要となる保護具、使用環境、廃棄方法などメーカー推奨に従い作業を行いましょう。
・クエン酸やお酢
酸性は鉄の錆から酸素を切り離す効果がありますので、軽度の錆を除去する事が可能です。
水に溶かしたクエン酸水溶液を布に染み込ませ錆部分を覆う、霧吹きなどで散布して1時間程度放置。
その後拭き上げる事で軽度の錆は除去できます。
錆が除去しきれない場合は上記の作業を数回繰り返す事で徐々に錆は軽減されます。
拭き残しが無いようにキチンと拭き上げを行わなければ、錆の再発原因となりますので注意が必要です。
・サンポール
トイレ掃除用の酸性洗剤で強力な酸性となるので、クエン酸やお酢と比較してもかなり早い時間で錆を取る事ができると有名です。
※サンポールの使用はあくまで自己責任となり、製品や人体への影響が出る可能性もあるため推奨はしておりません。
2. 物理的な方法
表面の錆を直接サンドペーパー、ワイヤーブラシといった工具などを使用し、研磨する事で除去する方法です。
短時間で確実に錆を除去する事ができるのが、最大のメリットとなります。
研磨を行うため大小はありますが表面に傷を付ける、労力が必要となるなどのデメリットがあります。
[効果的な除去方法]
・サンドペーパーやワイヤーブラシ
錆を直接研磨する事で軽度の錆なら比較的簡単に除去する事が可能です。
サンドペーパーの場合、目の粗さが様々ありますので頑固な錆には粗目から始めて仕上げに細目を使用する事で効率的に除去する事が可能です。
ワイヤーブラシの場合、ブラシの素材が様々ありますので非鉄金属に対し研磨する場合は素材に合わせたブラシを選定する事で「もらい錆」の二次被害を防ぐことが可能です。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
・電動工具
金属製ブラシが高速回転する電動工具を使用する事で、おおよその錆を除去する事が可能です。
金属製ブラシにも様々な素材のものがありますので、もらい錆を防ぐため研磨対象素材に合わせた素材にする必要があります。
短時間で錆を除去する事が可能ですが、完全に除去する事は難しいです。
・ブラスト加工
金属製の研磨材を表面に吹付け表面を研磨するので、錆を完全に除去する事が可能です。
研磨材は様々な素材のものがありますので、研磨対象素材に合わせた素材にする必要があります。
短時間で確実に錆を除去する事が可能ですが、強度の低い製品などは変形や破損などの可能性があるので注意が必要です。
『まとめ』
金属の中でも鉄(鋼)は錆びやすく、酸素と水分に接触する事で錆は発生します。
錆は金属の強度、機能性、美観を大きく低下させる原因となります。
錆を除去する方法には「化学的な方法」と「物理的な方法」があり、それぞれメリットとデメリットがあります。
錆の進行度合いと母材の状態を見極め、除去方法の選定をする必要があります。
また状況によっては化学的な方法と物理的な方法を組み合わせて行う事も効果的です。
錆を除去した後は塗装・防錆油を塗布し、再発防止に努めましょう。
発錆後の早期発見・対応する事で製品は長寿命化します!
『原田鉄工の強み』
原田鉄工では錆の物理的な除去方法である「大型ブラスト設備」、化学的な除去方法の「特殊薬品」
2つの方法で錆を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【ブラスト加工とは何か?基本原理と4つの代表的手法をわかりやすく解説】
https://ja.nc-net.or.jp/company/98405/product/detail/250425
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装に大事な気象条件とは!?天候?湿度?気温?】
塗装を行う時に気を付ける点と言えば脱脂など下地処理の精度、塗料の混合比及び攪拌状態、塗料の付着量などが有名ですよね。
これらも重要ではありますが、まず塗装に取り掛かる前に注意しなければならない事があります!
それが「塗装時の気象条件」です。
塗装環境によっては「天候」、または「気温や湿度」によってそもそも「塗装ができない」とされる条件があるのをご存じでしょうか?
今回は「塗装ができない気象条件」について原田鉄工が詳しく説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装と気象条件の関係』
広く使用されている常温乾燥型の塗料は、塗装時には液体で時間が経過する事で硬化し、強固な塗膜を形成します。
液体だった塗料が硬化するためには、主に2種類の方法があります。
①揮発乾燥
塗料に含まれているシンナーといった溶媒が揮発する事で硬化する方法。
②重合乾燥
溶剤の揮発および熱・酸素・硬化剤などが重合反応(化学反応)を起こす事で硬化する方法。
多くの塗料はこの「揮発」と「重合反応」によって硬化します。
気温が低ければ揮発性は低下し、湿度が極端に低いや高い場合には重合反応の妨げとなる可能性があります。
そのため塗装時には気温や湿度といった気象条件が重要となります。
『屋外塗装時の雨』
塗料が乾くまでの間は基本水濡れ厳禁です。
そのため屋外塗装をする際には塗料が乾燥するまでの間に「雨が降らない」または「雨に濡れない」事を確認しなければなりません。
乾燥中の塗料が雨に濡れてしまった場合、密着不良による剥離、塗料の膨れや変色・艶引け、塗料の性能低下、異物の混入による仕上がり低下など様々な不具合に繋がる可能性が高くなります。
そのため多くの塗装業者は雨天が予測される場合には塗装を中止します。
『塗装の基本!3つの気象条件』
屋内塗装の場合には「塗装をしてはならない」とされる3つの気象条件があります。
①湿度
塗装を行う周辺環境は湿度が85%未満である必要があります。
②気温
塗装を行う周辺環境は5℃以上である必要があります。
③露点温度と表面温度
塗装対象物の表面温度は露点温度より3℃以上高い必要があります。
この3つの条件ですが、最大の目的は「結露を防ぐ」ことにあります!
『結露とは?』
結露とは暑い季節に冷たい水を入れたグラス外にできる水滴、寒い季節に暖かい部屋のガラス内に水滴ができる現象の事です。
一度は体験した事があるのではないでしょうか。
結露は温度差と湿度によって発生します。
まず空気中に含むことのできる水蒸気(水分)の絶対量である、「飽和水蒸気量」は気温によって決まっています。
例)気温:30℃ 飽和水蒸気量:30.3g/㎥
その飽和水蒸気量中の水蒸気の割合が「湿度(相対湿度)」となります。
例)飽和水蒸気量:30.3g/㎥ 水蒸気量:15.15g/㎥ 湿度:50%
キンキンに冷やした0℃のビールをテーブルに置いたとき、ビール周辺の気温は0℃近くまで低下する事となります。
0℃の飽和水蒸気量は4.8g/㎥なので、気温:30℃・湿度:50%の空間にある15.15g/㎥もの水蒸気を保持できません。
その結果、ビールの周りに保持できなくなった水蒸気が水滴となって表れる現象が結露となります。
『塗装時に結露が起こると、どうなる?』
結露は物質の表面に空気中の水蒸気が水滴となって表れる現象です。
状況によって表面に大きな水滴となって表れる場合などは目視でも分かりやすいですが、目視では分からないほどの細かい水滴となっている事もあります。
どちらにせよ塗装物の表面と塗料の間、下塗りと中塗りの間などに水分があることになるので、塗料の性能や仕上がりを大きく損なう結果に繋がります。
塗装前や塗装時に結露が発生した場合、以下のような不良が発生する恐れがあります。
[白化(かぶり)]
塗料が乾燥過程に水分と接触する事で発生する不良です。
水濡れ、結露だけではなく、高湿度の環境下でも発生します。
塗装色が白く変色する、本来あるはずの艶が無くなるといった現象。
[剥離(密着不良、剥がれ)]
硬化した塗膜が剥がれ落ちてしまう不良です。
結露などで表面に水分が付着していた場合、塗料が密着できず発生します。
また水分に塗料がはじかれてしまうなどの不良も起こり得ます。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『塗装時の結露対策』
結露が発生する温度の事を露点温度と言います。
露点温度より気体を低い温度にした時に結露は発生しますので、露点温度より高い状態なら結露は発生しないという事になります。
なので塗装時は露点温度より表面温度が+3℃以上高い必要があるという訳になります。
この露点温度は気温と相対湿度から近似値を割り出すことが可能となります。
塗装前には気温・湿度・塗装対象物の表面温度を計測し、結露が発生しない事を確認する必要があります。
また塗装後、乾燥期間中の結露も不良原因となりますので、塗料の乾燥期間も気象予測などを確認してから塗装に取り掛かりましょう。
専用の測定器などで表面温度や露点温度を計測する事が確実ではありますが…
高価な機械ですので「たまにしか塗装しないしもったいない」という方は、簡単な目安になる方法もあります。
それは「塗装面にセロハンテープを張り付けてみる」方法です。
結露が発生していた場合は油分やゴミなどが付着していない綺麗な表面でも、セロハンテープは密着せず簡単に剥がれてしまいます。
あくまで目安ではありますが、測定器が用意できない場合は塗装前に一度お試し下さい。
『まとめ』
降雨や降雪などの「天候」は、塗装対象物が濡れてしまう環境下だと基本的に塗装はできません。
天候に左右されない屋内塗装では「気温」「湿度」「露点温度と表面温度」この3つが重要です。
これらは全て乾燥中の塗料が水分と接触する事を防ぐためです。
屋外塗装時の降雨や降雪、屋内塗装時の結露。
乾燥中の塗料が水分と接触した場合、塗料は本来の性能を発揮する事ができないので、「塗装ができない」とされます。
梅雨時期などの降雨予測が続く時期は塗装ができない日が続き、大幅に予定工期が延びる可能性もあります。
気象状況を確認しながら、余裕を持った塗装計画を作るようにしましょう。
原田鉄工は80年以上に渡り、塗装についてを研究・施工を続けてきました。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
ブラスト~塗装工場まで全て屋内工場ですので、雨が降っても製品が濡れる心配はありません。
製品の運搬可否はあるかと思いますが、現地で天気を気にしながら塗装を行うより工場で塗装を行った方が早く完了する場合もあります。
もしお困りの際にはお気軽にご相談ください。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
https://ja.nc-net.or.jp/company/98405/product/detail/242966/
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の耐久性を左右する下地処理と塗料】
多くの金属製品は腐食による劣化防止や美観向上、安全性を確保するため塗装されています。
しかし金属はもちろん、金属を保護している塗膜(塗料の膜)も常に劣化しています。
金属は「酸素」「水分」と接触、化学反応を起こす事で劣化が始まります。
この化学反応によって表面から浸食される現象を「腐食」と呼び、腐食によって生成された酸化物を「錆」と呼びます。
この腐食が進行する事によって金属製品は美観を損なわれ、強度不足による安全性低下、動作不良など様々な問題を引き起こす事になります。
また金属製品を保護している塗膜は雨風、紫外線、熱。酸素などの影響を受ける事で劣化が進みます。
塗膜の劣化は変色やつや引けから始まり、進行していくことでひび割れ、最終的に剥離してしまいます。
正常な機能を失った塗膜では金属製品を保護する事が出来ませんので、腐食がどんどん進行していくことになります。
これらの劣化を長期間防ぐためには耐久性の高い塗装が必要不可欠です。
耐久性の高い塗装とはなにか?について詳しく紹介します。
【原田鉄工株式会社】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『金属塗装とは?』
金属塗装とは鋼(一般的な鉄)、ステンレス、アルミなどの金属へ行う塗装です。
金属塗装は「表面を覆い保護する」「色や光沢を付与し美しくする」「耐熱や断熱など機能性を付与する」これらの3つを目的とし行われます。
金属の素材によって錆びやすさは異なりますが、金属を腐食(サビ)などから保護すると同時に色や模様、質感など美観を向上。
更には耐熱性や耐薬品性、耐油性など様々な機能性まで付与する事が出来るので、多くの多くの金属製品に塗装が施されています。
金属製品を長持ちさせるためには欠かせない技術です。
『金属塗装の耐久性』
金属塗装の耐久性とは大きく分けて2つの要素に分かれます。
①塗膜の耐久性
塗膜(塗料が硬化した膜)は紫外線、雨風、熱、酸素に晒されるため、少しずつですが確実に劣化を始めます。
劣化の進行度合いは周辺の環境、塗料に使用されている樹脂の種類などによっても異なりますが、
一般的な上塗り塗料の場合
エポキシ樹脂塗料・・・初年度より塗膜劣化 10.0μm / 年
ウレタン樹脂塗料・・・2年目以降塗膜劣化 2.0μm / 年
フッ素樹脂塗料・・・7年目以降塗膜劣化 0.5μm / 年
上記のように塗膜は摩耗すると言われています。
「使用する塗料の種類」、「塗装回数(塗膜厚)」によって耐久性は大きく左右されます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
②塗膜の密着性
塗膜は素地(下地)となる金属と十分な密着性が必要となります。
密着性が不足している場合は塗膜の劣化を待つことなく、早期に塗膜は金属から剥がれてしまうからです。
塗膜の寿命となる剥離に大きな影響を与えるのが「下地処理(素地調整)」となります。
この下地処理は塗装工程でも最も重要な作業とも言われ、適切な下地処理を行う事で塗膜の密着性を確保する事が可能となります。
「下地処理の方法」、「下地処置の作業精度」によって密着性は大きく左右されます。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『約30年以上の耐久性を持つ金属塗装とは?』
高い耐久性を有する金属塗装に必要なものは2つ
使用環境に耐えうる「適切な塗料」と「適切な下地処理」が必要不可欠となります。
高い耐久性をもつ金属塗装と言えば海上や臨海部など過酷な環境下に対して採用される「重防食塗装」です。
重防食塗装とは海上などの厳しい腐食環境下において新設塗装で30年以上の耐久性を想定された塗装仕様となります。
重防食塗装はその高い耐久性を評価され「東京スカイツリー」、「明石海峡大橋」などの大型構造物に採用されている塗装仕様です。
【重防食塗装|産業構造物の長寿命化と防食性能の向上】
https://ja.nc-net.or.jp/company/98405/product/detail/234533
『重防食塗装の塗装仕様』
高い耐久性を誇る重防食塗装は「最高レベルの下地処理」と「最高レベルの塗料」によって成立します。
①下地処理(素地調整)
・ブラスト処理(SSPC-SP10以上 / ISO Sa2.5以上)
・ブラスト処理後4時間以内の防錆処理
②下塗
・無機あるいは有機ジンクリッチペイントにて防食下地を行う
・厚膜型エポキシ樹脂塗料など腐食因子遮断に優れた下塗り塗料を使用
③中塗
・厚膜型エポキシ樹脂塗料を塗り重ねる事で塗膜の厚みを確保
・上塗り塗料と同種の中塗り塗料を使用し、密着性を確保
④上塗
・ウレタン樹脂塗料やフッ素樹脂塗料など耐候性に優れた上塗り塗料を使用
各工程にて適切な乾燥時間や環境状況の管理が必要となります。
また塗膜厚のムラ、過不足などあると耐久性にも偏りが出来るため、調整と検査を行いながら塗装する必要があります。
『原田鉄工の重防食塗装』
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
『まとめ』
金属は酸素・水分と接触、反応する事によって腐食という劣化を起こします。
金属塗装を行う事で劣化から金属を「保護」し、「美観向上」や「機能性」を付与する事が出来る。
そのため多くの金属は塗装されていますが、金属同様に塗装(塗膜)も劣化からは逃れられません。
長期間劣化しない(耐久性の高い)塗装には使用環境に合わせた「適切な塗料」選定、「適切な下地処理」が必要です。
塗料の種類・塗装回数、下地処理の方法・精度によって金属塗装の耐久性は大きく左右されます。
求められる耐久性に応じて下地処理方法や塗料種類などを選定しましょう。
下地処理、塗料、塗装仕様など分からない事がありましたら、原田鉄工へお気軽にご相談ください!
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
塗装寿命に影響する原因は下地処理によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の耐久性を左右する下地処理と塗料選定のポイント】
金属製品の寿命を大きく左右する要素のひとつが「塗装の下地処理」です。
どんなに高性能な塗料を使用しても、下地処理が不十分であれば、数年で塗膜が剥がれたり、錆が再発することがあります。
本ページでは、金属塗装の耐久性を長く維持するために欠かせない「下地処理の重要性」と「塗料選定のポイント」について、原田鉄工の技術をもとに解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ下地処理が重要なのか』
塗膜は、金属を空気や水分、塩分などの腐食因子から守る“防食バリア”の役割を果たします。
しかし、金属表面に油分・酸化皮膜・汚れ・サビなどが残っていると、塗料が密着せず、わずかな隙間から腐食が進行します。
そのため、塗装工程の中でも「下地処理」は最も重要な工程であり、仕上がりの耐久性の約7割を左右するといわれています。
原田鉄工では素材や使用環境に応じて、最適な処理方法を選定しています。
主な下地処理方法には以下のようなものがあります。
・ブラスト処理:金属表面に研削材を吹き付け、サビ・スケール・旧塗膜を除去し、微細な凹凸を形成。塗料の密着力を高める。
・ケレン作業:ワイヤーブラシや電動工具を使用し、部分的なサビや汚れを除去。現場補修などにも有効。
・脱脂処理:洗浄剤や溶剤を用いて油分を取り除き、塗膜の密着不良を防止。
・リン酸塩皮膜処理:防錆力と塗料密着性を向上させる化学処理。鉄系材料に多く採用。
これらの処理を正しく行うことで、塗膜と金属の密着性が飛躍的に高まり、長期的な防食性能を発揮します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『塗料の選定が耐久性に与える影響』
金属塗装に使用される塗料は、用途や環境条件によって最適な種類が異なります。
以下に代表的な塗料と特徴を挙げます。
・エポキシ樹脂塗料:防錆性と密着性が高く、下塗り(プライマー)として多用される。
・ウレタン樹脂塗料:耐候性・耐摩耗性に優れ、屋外構造物や設備に最適。
・フッ素樹脂塗料:紫外線や酸性雨に強く、長期的な光沢保持が可能。
・ジンクリッチペイント(亜鉛リッチ塗料):犠牲防食作用により鉄の腐食を防止。重防食仕様に採用。
これらを「下地処理+塗料の組み合わせ」で最適化することが、長期防食の鍵です。
たとえば、ブラスト処理後にジンクリッチペイントを下塗りし、その上にウレタンまたはフッ素塗料を中・上塗りとして重ねることで、海浜地域や屋外構造物でも20年以上の耐久性を確保できます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『重防食塗装仕様の一例』
一般的な重防食塗装では、以下のような5層構造が採用されます。
防食下地:エポキシジンクリッチペイント(膜厚75μm)
下塗り:エポキシ樹脂塗料(膜厚75μm×2回)
中塗り:ポリウレタン樹脂塗料(膜厚30μm)
上塗り:ポリウレタン樹脂塗料(膜厚30μm)
合計膜厚約300μm近い仕様で、厳しい屋外環境にも対応します。
このような塗膜構成により、金属表面の防食・美観保持・メンテナンスコスト低減を実現しています。
『塗装劣化の主な原因と対策』
長年使用する中で発生する塗膜劣化には、いくつかのパターンがあります。
・チョーキング(白亜化):紫外線による樹脂分解 → 耐候性の高い上塗り塗料で対策
・剥離:下地処理不良・水分侵入 → ブラスト処理と乾燥管理を徹底
・錆の再発:塗膜欠損部からの腐食 → 局所補修と定期点検が重要
・変色・ツヤ引け:環境汚染物質や熱影響 → 上塗りの材質選定で対応
塗装仕様を決定する際には、**使用環境(屋外/屋内、湿度、塩害、薬品など)**を十分に考慮することが重要です。
【変色?時間経過による塗膜の劣化について】
https://zc1.campaign-view.jp/ua/viewinbrowser?od=3za5d769fea8002e9c31b83c814d556f2898f0a35241558fe32586041800b52b1a&rd=113dc134c6e2687&sd=113dc134c6e2677&n=11699e4be84f0f9&lkd=113dc134c6e23e4&mrd=113dc134c6e2661&vm=y
『原田鉄工の取り組み』
原田鉄工では、鉄・アルミ・ステンレスなど各種金属に対し、最適な下地処理と塗装仕様を提案しています。
ブラスト、脱脂、重防食塗装など、工程ごとに専門スタッフが品質を管理。
塗装前後の環境条件の確認、膜厚・外観検査を実施し、安定した品質を維持しています。
また、塗料メーカーと連携した試験データの共有により、最新の防錆技術にも対応しています。
「長期耐久性」「美観性」「コストバランス」を兼ね備えた塗装仕様のご提案が可能です。
『まとめ』
金属塗装の寿命を決めるのは、塗料そのものよりも“下地処理”の品質です。
確実な脱脂・ブラスト・プライマー処理を行い、適切な塗料を組み合わせることで、長期的な耐食性を確保できます。
塗装トラブルを防ぎ、設備の寿命を延ばすためにも、施工段階からの技術的サポートが欠かせません。
原田鉄工では、用途・環境・コストに応じた塗装仕様のご相談を随時承っております。
塗装に関する技術的なご質問やお見積りのご依頼は、ぜひお気軽にお問い合わせください。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗料の種類|1液型と2液型、油性と水性どれがいいの?耐久性について】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗料とは』
塗料は物質の表面に塗装し、強固な塗膜を形成することで「保護」「美装」「機能の付与」という3つの効果をもたらす材料です。
『塗料の歴史』
日本では古くから漆の樹液を精製したものを使用していました。明治初期の黒船来航(1854年)で油性塗料が持ち込まれ、鉄の需要増加と工業化に伴い国内での塗料開発・生産が活発化しました。現在では自動車・船舶・建造物・生活用品など、あらゆるものに塗装が行われています。
『塗料の3大機能』
1. 保護
塗料で表面を覆うことで対象物を守ります。紫外線、雨、湿気、塩分などから劣化を防ぎ、長持ちさせます。
2. 美装
対象物に色や模様、光沢、質感などを追加し、美しく見せる機能です。
3. 機能の付与
耐火性、耐熱性、耐薬品性、耐油性、防音性、防水性など様々な機能を付与できます。
『塗料の構成』
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つの成分で構成されています。
顔料:塗料に色彩を与える役割。着色顔料(色付け)、体質顔料(粘度・比重の調整)、さび止め顔料(防錆)、骨材(厚みや質感の調整)があります。
樹脂:塗料の主成分で性質を左右します。エポキシ、ウレタン、アクリルなど多様な樹脂が使用され、耐候性や耐熱性といった塗料の能力が決まります。
溶剤:顔料・樹脂などを溶かす、薄める役割。水性塗料では「水」、油性塗料では「有機溶剤」を使用します。
添加剤:塗料の性能を向上・補助します。消泡剤、分散剤、たれ防止剤、硬化促進剤などがあります。
『水性塗料と油性塗料』
油性塗料
メリット:耐久性に優れる、仕上がりが美しい、乾燥時間が短い、密着性が高い、塗膜が硬い
デメリット:強いにおい、VOC(揮発性有機化合物)発生のため換気や防毒マスクが必要、引火性が高く保管・管理に注意が必要
水性塗料
メリット:においがほとんどしない、環境と人体に影響が少ない、引火の危険性が低い、水で希釈可能、道具の洗浄が容易
デメリット:油性塗料と比較すると光沢感・耐久性が低い、乾燥に時間が必要で気象条件に左右される、金属には密着しにくい
『塗料の種類(樹脂別)』
ポリエステル樹脂塗料:安価で作業性に優れ、光沢のある仕上がり。耐水性や耐薬品性が低く、耐久年数は短め。
エポキシ樹脂塗料:防食性、耐水・耐薬品性、耐熱性が高く密着性も優れる。紫外線に弱いため屋外では上塗が必要。
アクリル樹脂塗料:最も一般的で多くの種類が存在。金属、コンクリート、樹脂、木材など様々な素材に対応。安価で光沢、耐候性、耐水性に優れるが耐久年数は短め。
ウレタン樹脂塗料:光沢、耐候性、耐水性に非常に優れ、高い耐久性を持つ。木材から自動車や橋梁まで幅広く使用。
フッ素樹脂塗料:最高レベルの耐候性、耐薬品性、耐熱性、撥水性を持つ。六本木ヒルズや東京スカイツリーなど大型建造物に使用。
シリコン樹脂塗料:耐熱性に非常に優れる。100℃を超える高温になる製品に使用。
『1液型塗料と2液型塗料』
1液型塗料
主剤のみの1缶に溶剤を入れて使用。
メリット:安価、計量不要で手軽、余っても再利用可能
デメリット:耐久性が低い、塗料の種類に限りがある
2液型塗料
主剤と硬化剤の2缶を混ぜ合わせ、溶剤を入れて使用。
メリット:耐久性が高い、豊富な種類の塗料がある
デメリット:正確な計量・混合が必要で手間、混合後は使用可能時間がある、再利用不可
『塗料使用時の注意点』
塗料選び
・素材と塗料の相性確認が必要
・塗料の種類によっては調色ができないものがある
・下地の状態によって使用可否が変化
・塗り重ねを行う場合は塗料同士の相性に注意
使用時
・防毒マスク、手袋、ゴーグル等の保護具を着用
・可燃物のため火気厳禁
・常に換気できる環境で使用
・2液型は正確な混合比と十分な攪拌が必要
・適切な素地調整で塗料本来の性能を発揮
使用後
・密閉し、直射日光を避け40℃以下で保管
・残った油性塗料は産業廃棄物として処分
・使用した道具は硬化前に清掃
・塗膜の寿命を決める最重要要素「素地調整」
塗膜の寿命は「素地調整」「塗装回数」「塗料の種類」「塗装技術」など多くの要因で決まりますが、最も大きな影響を与えるのが「素地調整」です。素地調整の方法の違いだけで塗膜寿命に約50%もの影響があるとされています。
「1種ケレン(ブラスト処理)」を行うことが塗膜の長寿命化への最も確実な手法です。素地調整では、表面のサビ・汚れ・劣化した塗膜などを除去し、粗面化によって塗料の付着性を大幅に向上させます。
『まとめ』
塗料は「保護」「美装」「機能の付与」という3つの機能を対象物へ与えます。塗料は1液型と2液型、樹脂、水性と油性などの違いによって性能・特性が大きく変わります。
使用方法、使用環境、求める耐久年数、予算、対象物の素材などによって適切な塗料を選定する必要があります。そして最も重要なのは塗装前の素地調整です。適切な素地調整を行うことで、塗料の性能を最大限に引き出し、製品の長寿命化とトータルコストの削減に貢献できます。
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】
https://harada-tekkou.co.jp/pages/72/

【塗装工程における最重要プロセス「ケレン(素地調整)」の完全ガイド】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. はじめに:なぜ「ケレン」が重要なのか
塗装の目的は、対象物の美観を整えるだけでなく、腐食(サビ)から守り、製品寿命を延ばすことにあります。しかし、どれほど高級で高性能な塗料を使用しても、土台となる表面が汚れていたり、サビが残っていたりすれば、塗料は本来の性能を発揮できません。ここで登場するのが「ケレン」という工程です。
「ケレン」は、塗装業界において「素地調整(下地処理)」と同義で使われる言葉であり、塗装の耐久性を左右する最も重要なプロセスと言っても過言ではありません。統計的には、塗膜の寿命の約50%から80%は、このケレンの品質によって決まるとされています。本稿では、原田鉄工の専門的知見に基づき、ケレンの定義から種類、具体的な工法、そしてその効果について深く掘り下げていきます。
2. ケレンの定義と語源
「ケレン」という言葉は、英語の「Clean(クリーン)」がなまったものと言われています。文字通り、表面を「清浄にする」作業を指します。 通常の金属表面には、目に見えるサビだけでなく、酸化被膜(ミルスケール)、古い塗膜、油脂、水分、塵埃などの「異物」が付着しています。これらを物理的・化学的に除去し、塗料が直接金属原子と密着できる状態を作るのがケレンの役割です。
「素地調整と下地処理の違い」
厳密には、以下のように使い分けられることがあります。
素地調整: まだ塗装されていない真っさらな金属(素地)に対して行う処理。主にブラスト加工などが含まれます。
下地処理: すでに塗装されている面や、補修が必要な面に対して行う処理。古い塗膜の剥離や段差修正などが含まれます。 現在ではこれらを総称して「ケレン」と呼ぶのが一般的です。
3. ケレンの4つの目的
ケレンを行う目的は、大きく分けて以下の4点に集約されます。
① 異物の除去
サビ、ミルスケール(黒皮)、油分、塩分、水分などを徹底的に取り除きます。これらが残っていると、塗料の下でサビが進行したり、塗料が浮き上がったりする原因となります。
② 塗料の密着性向上(アンカー効果)
金属表面を適度に粗くすることで、表面積を増大させます。これにより、塗料が微細な凹凸に入り込み、乾燥後に「くさび」のような役割を果たして強固に固着します。これを「アンカー効果」と呼びます。
③ 表面の平滑化
溶接跡のスラグやスパッタ、金属のバリなどを取り除き、表面を滑らかにします。これにより、仕上がりの美観が向上するだけでなく、塗膜の厚みが均一になり、局所的な劣化を防ぐことができます。
④ 塗膜寿命の最大化
前述の通り、適切なケレンは塗膜の剥離やフクレを劇的に減らします。結果としてメンテナンス周期が長くなり、トータルコストの削減に直結します。
4. ケレンの種類と規格(1種〜4種)
ケレン作業は、その清浄度や作業方法によって1種から4種に分類されます。これは鋼構造物塗装設計指針などに基づいた分類です。
第1種ケレン(超高度な処理)
方法: ブラスト法(研削材を高速で衝突させる方法)。
状態: 金属光沢が出るまで完全にサビや黒皮を除去します。
用途: 船舶、橋梁、海洋構造物などの「重防食塗装」が必要な過酷な環境。最も信頼性が高い工法です。
第2種ケレン(高度な処理)
方法: ディスクサンダーやパワーブラシなどの電動工具を使用。
状態: 完全にサビを除去し、活膜(しっかり密着している古い塗膜)以外の異物を取り除きます。
用途: 屋外の一般構造物や、ブラストが困難な現場での補修塗装。
第3種ケレン(中程度の処理)
方法: 電動工具に加え、ワイヤーブラシやスクレーパーなどの手工具を併用。
状態: 浮いているサビや剥がれかけた塗膜を除去しますが、強固に付着しているサビや塗膜は残る場合があります。
用途: 一般的な建物の鉄部塗り替え、腐食が比較的軽微な場所。
第4種ケレン(軽微な処理)
方法: 手工具による清掃、研磨紙(サンドペーパー)による足付け。
状態: 表面の汚れや粉化した塗膜(チョーキング)を除去する程度の清掃。
用途: 新品の鋼材でサビがない場合や、非常に状態の良い既存塗膜への重ね塗り。
5. ブラスト加工による究極のケレン
原田鉄工が最も得意とするのが、この第1種ケレンに該当する「ブラスト加工」です。ブラストは、圧縮空気や遠心力を用いて、砂や金属の粒(グリット・ショット)を高速で金属表面に叩きつける手法です。
ブラストの優位性
電動工具や手工具では届かない微細な凹部や、強固に焼き付いたミルスケールも、ブラストであれば一瞬で粉砕・除去できます。また、表面全体に均一な粗度(粗面)を形成できるため、他の工法とは比較にならないほどの圧倒的な密着強度を確保できます。
研磨材の選定
サンドブラスト: 砂(珪砂など)を使用。主にクリーニングや梨地仕上げに適します。
グリットブラスト: 鋭角な金属片を使用。非常に高い研削力があり、重防食塗装の下地に最適です。
ショットブラスト: 丸い金属球を使用。表面の強化(ピーニング効果)も期待できます。
6. ケレン作業における注意点と品質管理
ケレンは「やった直後」が最も重要です。
迅速な塗装
ブラスト等で露出した純粋な金属面は、非常に活性が高く、空気中の水分と反応して瞬時に「戻りサビ」が発生し始めます。そのため、ケレン終了後、通常は4時間以内、遅くとも当日中にプライマー(下塗り)を塗装することが鉄則です。
環境条件
湿度が高すぎる(85%以上)場合や、鋼材表面温度が露点より3℃以上高くない場合は、目に見えない結露が発生している可能性があるため、作業を中断する必要があります。
清掃の徹底
ケレンによって発生した粉塵や研磨材の残骸が表面に残っていると、それがそのまま塗膜内部に閉じ込められ、欠陥の原因となります。塗装直前の入念なエアブローや真空掃除が欠かせません。
7. 原田鉄工の強み:一貫施工と大型設備
原田鉄工は、中国地方最大級の大型ブラスト設備を有しています。これにより、以下のような他社にはない強みを提供しています。
大型製缶品への対応
橋梁の部材やプラント設備、船舶の大型パーツなど、他社では入り切らない巨大な製品も、そのままブラスト室に入れて丸ごとケレンすることが可能です。分解の手間を省き、構造物全体の防食性能を均一に保ちます。
徹底した検査体制
ケレン後の表面清浄度は、標準図との比較や表面粗度計を用いた数値管理によって厳格にチェックされます。経験だけに頼らず、データに基づいた品質保証を行っています。
一貫体制によるコスト削減
「設計・製缶」から「ケレン・塗装」、さらには「組立・検査」まで自社工場内で完結するため、物流コストの削減や納期短縮が可能です。また、各工程の責任主体が明確であるため、高度な品質管理が実現します。
8. おわりに:持続可能な社会のために
現代社会において、インフラや産業機械の長寿命化は、資源の有効活用と環境負荷低減の観点から非常に重要な課題です。適切なケレンを行い、強固な防食塗装を施すことは、製品を20年、30年と持たせるための「先行投資」です。
原田鉄工は、昭和24年の創業以来、この「ケレン」という地味ながらも過酷な作業に向き合い続けてきました。目に見えなくなる工程だからこそ、一切の妥協を許さない。そのこだわりが、日本の産業を支える数々の構造物の耐久性を守り続けています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
ブラスト加工とは?4種類の方法を徹底比較|メリット・デメリットと選び方【2026年版】
広島にてブラスト加工を続けて創業80年となる原田鉄工がブラスト加工について詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工とは』
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を対象表面に衝突させ、表面を加工する技術です。
塗装前の素地調整・下地処理、洗浄・クリーニング、粗面化、バリ取り、塗装剥離、疲労強度向上、デザイン性や機能性の付与など幅広い目的・用途で使用されています。
使用する研磨材の素材や形状、加工方法によって仕上がりや加工効果は異なります。
研磨材には鋼・ステンレス・アルミなどの金属から砂・セラミック・ガラス・樹脂・果実の種子まで多くの種類が存在します。
『ブラスト加工の3つの効果』
1. 除去
研磨材を衝突させることで表面に付着している錆、塗膜、樹脂、汚れ、酸化被膜などを除去します。
塗装前の素地調整で錆や酸化被膜を除去することで塗料の密着不良や早期剥離を防ぎます。
劣化した塗装や樹脂を除去し、再びコーティングを行うことで新品に再生できます。
2. 研削
研磨材が表面を削ることで表面を粗面化させます。
ブラスト加工により表面に微細な凹凸が無数に形成され、凹凸に塗料などのコーティングが入り込み硬化することで格段に剥がれにくくなります(アンカー効果)。
ブラスト加工後のザラザラとした表面は梨地と呼ばれ、光が乱反射することで光沢が抑えられた高級感のある仕上がりとなります。
また、粗面化により表面積が増大することで摩擦抵抗の増大、放熱性・保油性の向上、防眩性の向上、キズや汚れが目立ちにくくなる防汚・防傷などの効果があります。
3. 改善
研磨材が表面を何度も叩くことで表面を改善します。
ショットピーニングにより金属表面を圧縮するため疲労強度を向上させ、表面の硬さや強度が高まるため耐摩擦性能も向上します。
これにより材料の寿命を延長させる効果があります。
『ブラスト加工に使われる研磨材』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です。
素材:加工対象に合わせた素材を選び、もらい錆などを防ぐ必要があります。
形状:鋭角が多い多角形状は除去目的、球状はバリ取りやピーニング効果などの改善が目的です。
サイズ:大きな研磨材は表面に与える影響も大きく、小さな研磨材は影響も小さくなります。
硬度:大きければより粗く、低ければ損傷を抑えた加工が可能です。
比重:重量が重いものほど加工性に優れます。
粉砕性:小さいものは回収・再利用が可能なのでコストパフォーマンスに優れます。
ブラスト加工は研磨材を使い分けることで対応する素材、仕上がり、加工効果が大きく変わります。
『ブラスト加工の分類』
ブラスト加工は研磨材の状態(乾いている→乾式、濡れている→湿式)と加速方法(圧縮空気→エアー式、モーター→機械式)により分類されます。
基本的に工場などで採用されているのは「エアーブラスト」か「ショットブラスト」で、「バキュームブラスト」は現地工事、「ウェットブラスト」は微細加工が必要な特殊部品などで主に活用されています。
『代表的な4種類の加工方法』
エアーブラスト(別名:乾式ブラスト)
原理:コンプレッサによる圧縮空気を動力源とし、ノズルより研磨材を高速噴射します。作業員が手動操作する「手動式」、ロボットにより自動で加工する「自動式」両方に対応可能です。
加工目的:コーティング前の素地調整・下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工、クリーニングなど。
メリット
・豊富な種類・サイズの研磨材を使用できる
・ノズルの形状変更で特殊な製品も均一に加工可能
・加工目的、製品形状、製品素材など最も汎用性に優れる
デメリット
・研磨材と粉塵が広範囲に飛散する
・強度の無い製品は変形や歪みが発生する場合がある
・専用設備や大型コンプレッサなど初期コスト・運用コストが高い
ショットブラスト(別名:機械式ブラスト)
原理:モーターを動力源としインペラ(羽根車)を高速回転させ、遠心力を利用し研磨材を高速投射します。製品を装置やコンベアラインに設置し、自動で加工する仕組みです。
加工目的:バリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
メリット
・構造的にシンプルで初期コストや運用コストを抑えられる
・広範囲に研磨材を投射するため大面積の加工が容易
・球状の研磨材を使用するため粉塵の発生・飛散が比較的少ない
デメリット
・一定の方向・距離・角度から投射するため複雑な形状は加工が難しい
・加工力を調整できないので精度の高い加工には不向き
・研磨材の種類に制限があるため対応できる加工も限定的
ウェットブラスト(別名:湿式ブラスト)
原理:エアーブラストと同様に圧縮空気を動力源としますが、水と研磨材の混合液を高速噴射します。粒子の小さな研磨材を利用することが多いです。
加工目的:デリケートな素材への微細な粗面化、表面研磨、クリーニング、バリ取り、梨地加工など。
メリット
・薄物、電子部品、プラスチックなどのデリケートな素材への損傷を最小限に抑えた加工が可能
・通常では扱えない微粒子を研磨材として使用できる
・水と研磨材を混合しているため粉塵の発生が少ない
デメリット
・水に弱い、錆びやすい、濡れることで性質が変化する素材などは加工できない
・研削力が低いので対応できる加工に限りがある
・水を循環・混合・攪拌させる装置や排水等の設備が必要で初期コスト・運用コストが最も高い
バキュームブラスト(別名:吸引式ブラスト)
原理:エアーブラストと同様に圧縮空気を動力源としますが、ノズル内にて研磨材の噴射及び回収を行います。作業員が手動操作する「手動式」で、屋外工事での使用を想定しています。
加工目的:屋外工事でのコーティング前の下地処理、錆や汚れなどの除去、落書きなどの塗装除去、アスファルトやコンクリート製品のクリーニングなど。
メリット
・研磨材の飛散・粉塵の発生がほとんどないため最小限の養生作業で済む
・同一空間で複数人の同時加工が可能
・機材・設備がコンパクトなので運搬と設置が容易
デメリット
・研削力が高くないので小面積でも加工に時間と労力が必要
・ノズルを加工面に密着させる必要があるので基本的に平滑面の加工に限定される
・研磨材の種類に制限があるため対応できる加工も限定的
『ブラスト加工の重要性』
ブラスト加工は塗装工程において最も重要とされる「素地調整」や「下地処理」の工程です。製品の仕上がりはもちろん、耐久性に多大な影響を及ぼします。
1種ケレンと呼ばれる「ブラスト加工」と2種ケレンと呼ばれる「電動工具処理」の処理方法の違いだけでも、塗膜寿命に約50%もの影響を与えるとされています。
これは「塗装回数」や「塗料の種類」を大きく上回る影響力です。
「塗装の回数を増やす」「高性能な塗料を使う」ことも重要ですが、「ブラスト加工で素地調整をする」だけで塗装寿命は大幅に延長することが可能です。
『まとめ』
ブラスト加工とは研磨材となる粒子を加工対象表面に衝突させる表面処理加工の一種です。
塗装前の素地調整・下地処理、洗浄・クリーニング、粗面化、バリ取り、塗装剥離、疲労強度向上、デザイン性や機能性の付与など幅広い目的・用途で加工されています。
ブラスト加工は研磨材が「乾いている or 濡れている」、研磨材の加速方法が「圧縮空気 or モーター」で大きく分類されます。
「エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やサイズ、メリット・デメリットが異なります。
ブラスト加工を行う周辺環境、加工対象製品の素材・形状・強度、加工目的、使用する研磨材の種類を考慮し、適切な加工方法を選定する必要があります。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
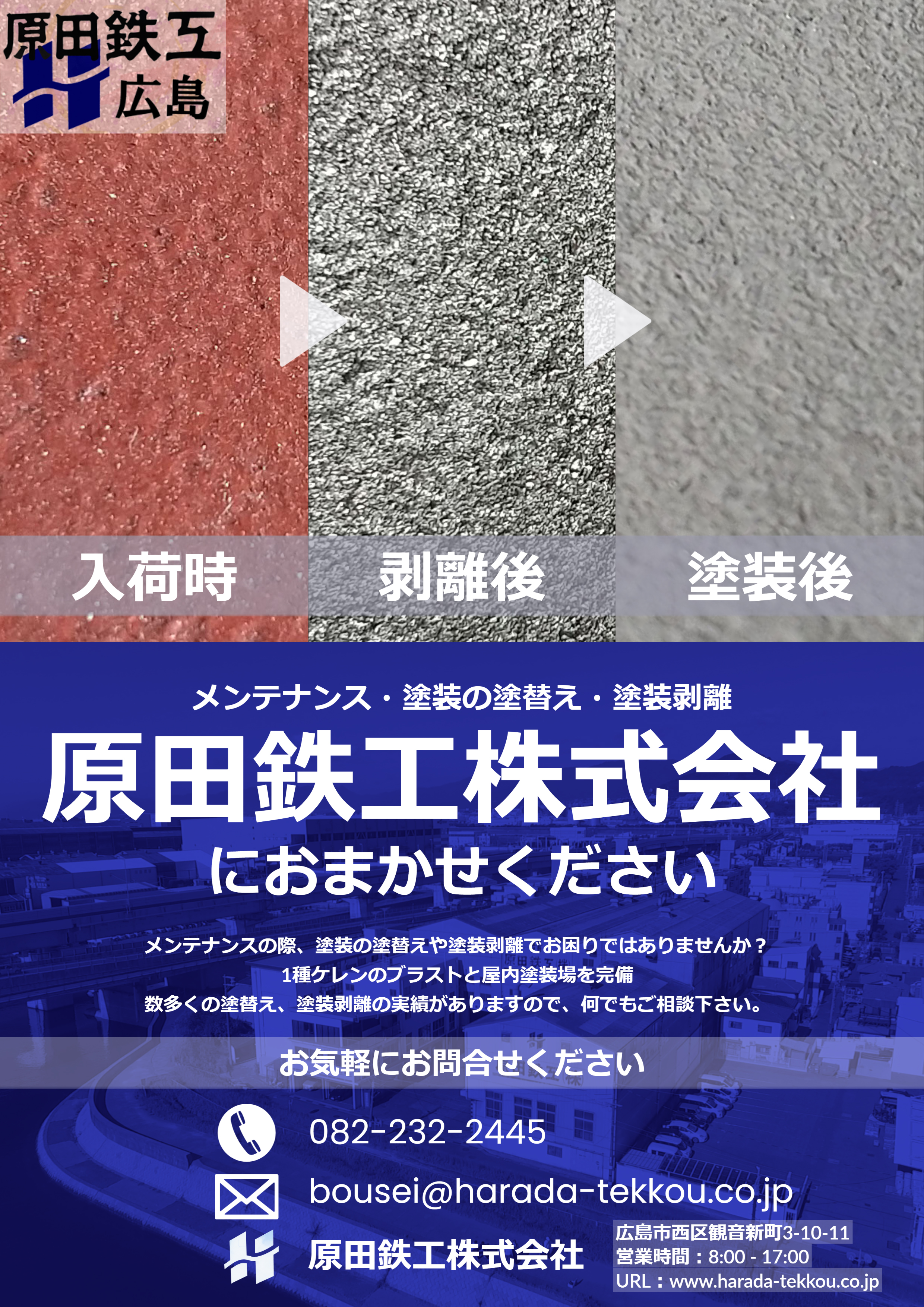
【ブラスト加工業者・メーカーの決定版|原田鉄工が教える素地調整と重防食塗装のすべて】
金属製品の長寿命化や高品質な塗装を実現するために欠かせないのが「ブラスト加工」です。
しかし、ブラスト加工を依頼する際、「どの業者を選べばよいのか」「どのような規格があるのか」と悩まれる方も少なくありません。
本記事では、広島を拠点に創業80年以上の歴史を持ち、中国地方最大級の設備を誇るブラスト・重防食塗装のスペシャリスト「原田鉄工株式会社」の知見をもとに、ブラスト加工の基礎知識から、業者選びのポイント、最新の施工事例までを徹底解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. ブラスト加工とは?塗装の寿命を左右する「素地調整」の重要性
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を金属表面に高速で衝突させ、表面を加工する技術です。
塗装業界では、塗装前に行う表面清浄化作業を「ケレン(素地調整)」と呼びますが、ブラストはこのケレン作業の中で最もグレードの高い手法とされています。
『なぜブラスト加工が必要なのか?』
どれほど高性能で高価な塗料を使用しても、土台となる金属表面にサビや酸化被膜(ミル スケール)、汚れが残っていれば塗膜は数年で剥がれ落ちてしまいます。
統計によれば、「塗膜寿命の約50%〜80%は素地調整(ケレン)の品質で決まる」と言われています。
ブラスト加工を行うことで、以下の3つの決定的効果が得られます。
①徹底した異物除去: サビ、黒皮、旧塗膜、目に見えない塩分や油分を完全に除去し、純粋な金属素地を露出させます。
②アンカー効果の付与: 表面に微細な凹凸(粗面)を形成することで、塗料が「くさび」のように食い込み、驚異的な密着力を生みます。
③製品寿命の延長: 腐食の原因を根本から絶ち、強固な塗膜を形成することで、メンテナンス周期を劇的に延ばし、トータルコストを削減します。
2. ブラスト加工の種類と方式
ブラスト加工には、使用する動力や研磨材によっていくつかの方式があります。
製品の形状や目的に応じて最適な方法を選択することが、メーカーとしての技術の見せ所です。
『代表的な4つの方式』
・エアーブラスト(乾式): コンプレッサによる圧縮空気で研磨材を噴射します。ノズルを自在に操れるため、大型構造物や複雑な形状、タンク内部の施工に最適です。原田鉄工ではこの方式を主力としています。
・ショットブラスト(機械式): 羽根車(インペラ)の遠心力で研磨材を投射します。定型品の大量処理に向いていますが、複雑な凹凸への対応には限界があります。
・ウェットブラスト(湿式): 水と研磨材を混合して噴射します。粉塵が少なく精密な加工が可能ですが、施工後のサビ管理が難しく、特殊な精密部品に用いられます。
・バキュームブラスト(吸引式): 噴射と同時に回収を行う方式で、粉塵を嫌う現場工事などで使用されます。
『研磨材(メディア)の使い分け』
・グリットブラスト: 鋭角な鉄の粒子を使用。研削力が極めて高く、重防食塗装の下地に最適です。
・サンドブラスト: 砂やセラミックを使用。クリーニングや梨地仕上げに適しています。
・ガラスビーズブラスト: 表面を傷つけすぎず、美しい光沢やバリ取り、ステンレスの仕上げに用いられます。
3. 国際規格(ISO/SSPC)とケレン区分
ブラスト業者に依頼する際、重要になるのが「清浄度」の規格です。原田鉄工では、国内外の厳しい規格に対応した施工を行っています。
『ケレンの分類』
・第1種ケレン(ブラスト法): 完全に金属光沢を露出させる最高グレード。船舶や橋梁など、過酷な環境下の構造物に必須です。
・第2種ケレン(電動工具): ディスクサンダー等を使用。ブラストが困難な部位などに用いられます。
『国際的なブラスト規格』
・ISO規格(Sa3 / Sa2.5 / Sa2): 世界的に普及している規格。Sa3は完全に不純物がない状態を指します。
・SSPC規格(SP5 / SP10 / SP6): アメリカの鋼構造物塗装協会が定める規格。海洋プラントや重工業分野で広く用いられます。
原田鉄工ではこれらの規格に基づき、熟練の専門検査スタッフによる徹底した品質管理を行っています。
4. ブラスト加工メーカーとしての「原田鉄工」の強み
広島から全国へ、高品質なブラスト・塗装を提供する原田鉄工には、選ばれる理由があります。
『中国地方最大級の大型設備』
幅7m × 奥行10m × 高さ3.5mの大型ブラストルームを2基完備。
10トンまでの大型製缶品や、10mを超える長尺物にも対応可能です。
さらにグリットブラスト用とサンドブラスト用の専用室を分けることで、材質に合わせた最適な処理をスピーディに行います。
『ブラストから塗装までの一貫施工』
ブラスト後の金属表面は非常に活性化しており、放置すると数時間で「戻りサビ」が発生します。
原田鉄工では、ブラスト設備と塗装工場を併設。
「ブラスト後4時間以内のプライマー塗装」を鉄則としており、理想的な防食性能を確保します。
『80年の実績が支える「重防食塗装」』
海上や水中といった過酷な環境で使用される構造物の保護を専門としてきました。
エアレス塗装機を駆使し、規定の膜厚をムラなく管理する技術は多くのインフラ・プラントメーカーから高い信頼を得ています。
ステンレスへの特殊塗装やアルミの剥がれない塗装など、難易度の高い素材にも対応可能です。
5. ブラスト加工の施工事例と対応範囲
原田鉄工では、多種多様な業界の製品を扱っています。
・橋梁、土木:橋桁、鉄骨、重機、設備、防護柵、海上または海中構造物。
・プラント設備:タンク、配管、サポート、圧力容器、フレーム、架台、鋼構造物。
・造船、海洋:船体部品、甲板設備、海中構造物。
・産業機械:建設機械部品、産業機械部品、搬送装置、駆動部品、大型構造物。
・インテリア:装飾品等の特殊梨地仕上げ、美装塗装。
手動式エアーブラストを採用しているため、複雑な溶接構造物や機械では届かない「内径部や隅肉部」まで余すことなく熟練の職人が1点1点丁寧に施工します。
6. ブラスト業者選びで失敗しないためのポイント
信頼できるブラストメーカーを選ぶには、以下の3点を確認することが重要です。
①設備規模と対応重量: 依頼したい製品が無理なく入るか、クレーン容量は十分か。
②塗装までの一括対応: 運送コストの削減だけでなく、ブラスト直後の塗装が可能かどうかが品質の鍵です。
③規格への理解と検査体制: ISOやSSPCといった規格に準じて対応、適切な検査データ(膜厚・環境管理・使用した塗料の詳細情報などを含めた塗装報告書)を提出できるか。
原田鉄工はこれらすべての条件を満たし、お客様の製品に「最高の鎧」をまとわせるお手伝いをいたします。
7. まとめ:広島のブラスト・塗装なら原田鉄工へ
ブラスト加工は完成してしまえば目に見えない工程です。
しかし、その「目に見えないこだわり」こそが、製品の価値を決め社会インフラの安全を守ります。
「サビを完全に落としたい」「塗装を長持ちさせたい」「大型品の処理に困っている」といったお悩みがあれば、ぜひ原田鉄工株式会社へご相談ください。
創業より培った経験と最新の大型設備、そして徹底した品質管理で、お客様の期待を超える仕上がりをお約束します。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
-------------------------------------------------------------------------------------------------
お問い合わせ・お見積りはこちら
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
対応エリア:広島を中心に全国対応(大型品輸送もご相談ください)
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【鋼構造物の長寿命化を実現する「ブラスト×重防食塗装」の専門メーカー|原田鉄工株式会社】
「過酷な環境下でも錆びない塗装を依頼したい」
「大型製缶品の素地調整から塗装まで一括で任せられる業者を探している」
「ライフサイクルコストを低減したい」。
このような課題を抱える設計・開発・製造担当者様にとって、塗装の品質は製品の信頼性を左右する生命線です。
広島県広島市に拠点を置く原田鉄工株式会社は、中国地方最大級のブラスト設備と広大な塗装工場を完備し、設計から加工、表面処理、組立までの一貫体制を誇る「金属防錆のスペシャリスト」です。
本記事では、原田鉄工が提供する最高品質のブラスト・塗装サービスの全貌と、他社には真似できない独自の強みを詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
■ 塗装の寿命を決定づける「素地調整(ブラスト)」の重要性
塗装の寿命を決定づける要因は、塗料の性能だけではありません。
実は「塗装前の下地処理(素地調整)」が品質の8割を決定すると言われています。
どれほど高級な塗料を塗布しても、下地に錆やミルスケール(黒皮)、汚れが残っていれば数年で剥離や発錆が発生してしまいます。
原田鉄工ではこの素地調整において国内最高レベルの「ブラスト加工」を採用しています。
ブラスト加工とは、研磨材を高速で金属表面に衝突させる技術です。
これにより、目に見えない微細な凹凸(粗面)を形成します。
この凹凸に塗料が食い込むことで「アンカー効果」が生まれ、塗膜の密着性が飛躍的に向上します。
原田鉄工では用途や材質に合わせて最適なブラスト手法を選択可能です。
・グリットブラスト
特殊鋼製の鋭角な粒子を使用。
強力な研掃力で頑固な錆や旧塗膜、メッキ層までも完全に除去し、強固な下地を作ります。
・サンドブラスト
非金属系の研磨材(フェロニッケルスラグ等)を使用。
ステンレスやアルミなど、鉄分を嫌う素材の加工に最適です。
■ 過酷な環境に耐える「重防食塗装」の技術力
原田鉄工の強みはブラストによって「完璧な下地」を作った直後に、専用の屋内塗装工場で防錆処理を行える点にあります。
金属はブラスト直後から酸化が始まるため、このスピード感が品質を左右します。
重防食塗装とは海岸付近や海上、化学プラントなど、腐食リスクが極めて高い環境で使用される鋼構造物のための特殊な塗装仕様です。
重防食塗装によって長期間のメンテナンスフリー、メンテナンス周期の延長、製品の長寿命化、トータルコスト削減など様々なメリットが見込まれ、世界中で広く使用されています。
原田鉄工は長年にわたり、橋梁、船舶部品、大型プラント設備などの重防食塗装を手掛けてきた豊富な実績があります。
塗装の品質は施工時の湿度や温度に大きく左右されますが、原田鉄工では650平方メートルを超える広大な屋内塗装スペースを複数確保しており、天候に左右されず安定した施工が可能です。
最新の電子膜厚計や環境測定器を用い、指定された膜厚が均一に確保されているかを厳密に検査。
工程ごとに詳細な写真管理を行い、信頼性の高いエビデンスを提供します。
■ 国内最大級の設備が実現する「大型製缶・一貫生産」
多くの塗装業者が抱える課題が「サイズ制限」です。
しかし、原田鉄工は違います。
当社は中国地方最大級のブラスト室を保有しており、10メートルを超える大型クレーンガーダーや搬送装置、複雑な形状の大型タンクなども、分解することなくそのままブラスト・塗装が可能です。
また、原田鉄工は単なる塗装業者ではありません。
「製造部」と「防錆部」を併せ持つ「メーカー」としての顔を持っています。
これにより、以下の「ワンストップサービス」を実現しています。
設計・図面作成:3D CADを駆使した最適な設計提案。
材料調達・製缶加工:高度な溶接技術による大型構造物の製作。
ブラスト・塗装:社内設備による最高水準の表面処理及び塗装。
組立・試運転:塗装後の部品を組み上げ、最終動作確認まで実施。
この一貫体制により、業者間を往復する運搬コストの削減、中間マージンのカット、そして納期短縮が可能となります。
また、全工程を一社で完結させることで責任の所在が明確になり、お客様の管理工数を大幅に削減します。
■ ライフサイクルコスト(LCC)を低減する原田鉄工の付加価値
初期費用(イニシャルコスト)の安さだけで業者を選んでいませんか?
粗悪な下地処理による塗装は、数年後の修繕費用(メンテナンスコスト)を増大させます。
「ブラスト×重防食塗装」を施した製品の耐久年数は、環境によっては40年以上と言われています。
塗り替え周期を長く保つことは単なるコスト削減だけでなく、資源の節約や廃棄物の低減など、SDGs(持続可能な開発目標)の観点からも極めて重要です。
またブラスト技術は防錆目的だけでなく、意匠性を高める手段としても活用されます。
金属本来の質感を引き出す「梨地仕上げ」は、建築金物やモニュメントにおいて、高級感のある外観と指紋が目立ちにくい機能性を同時に実現します。
■ あらゆる業界のニーズに応える対応範囲
原田鉄工の技術は、多種多様な分野で活用されています。
「産業機械・搬送設備」
工場内の大型ラインやクレーン、産業機械部品、架台。
「プラント・インフラ」
薬品タンク、配管、橋梁部材。
「建築・建材」
鋼製階段、手すり、外装パネル(ステンレス・アルミ対応)。
「リサイクル・修繕」
錆びた旧製品の塗装剥離と再塗装による新品同様に再生。
■ よくあるご質問
Q.1点ものや小ロットでも対応可能ですか?
A.はい、もちろんです。試作品や個人様からのご依頼、または多量生産品のスポット対応まで柔軟に承ります。
Q.ステンレスやアルミの塗装剥離はできますか?
A.可能です。サンドブラストを使用することでもらい錆などの心配なく旧塗膜のみを除去し、再塗装の下地を作ることができます。
Q.遠方からの依頼でも大丈夫ですか?
A.広島県内はもちろん、全国のお客様からご相談をいただいております。大型車両の出入りが容易な立地ですので、物流面でのご相談もお気軽にどうぞ。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
■ まとめ
塗装・ブラストの業者選びで迷ったら、原田鉄工へ
原田鉄工株式会社は、創業以来培ってきた製缶・溶接のノウハウと、最高水準の表面処理設備を融合させ、お客様の「形にしたい」という想いに応えてきました。
「塗装が剥がれて困っている」「大型品の処理ができる業者が見つからない」「一括発注で管理の手間を減らしたい」とお考えの担当者様。
ぜひ一度、原田鉄工の技術力をお確かめください。
専門の技術スタッフが、最適な仕様提案と見積もりを迅速に回答いたします。
【会社情報】
原田鉄工株式会社
所在地:広島県広島市西区観音新町3丁目10-11
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
対応業務:ブラスト加工(グリット・サンド)、重防食塗装、製缶加工、機械設計・組立
【金属塗装の専門業者が教える|長持ちする塗装を実現する重防食塗装メーカー原田鉄工】
金属製品や鋼構造物の寿命を左右する最も重要な要素、それが「塗装」です。
しかしどんなに高性能な塗料を使用しても、塗装前の下地処理が不十分であれば本来の性能を発揮できません。
広島県で創業80年、塗装業者として橋梁・プラント・船舶など過酷な環境下で使用される構造物の重防食塗装を専門に手がけてきた原田鉄工株式会社が、長寿命化を実現する塗装技術と業者選びのポイントをご紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『塗装業者とメーカーの違い|一貫生産体制の強み』
塗装業界には大きく分けて「塗装のみを行う業者」と「製缶から塗装まで一貫対応できるメーカー」の2種類が存在します。
原田鉄工は後者に属し、設計・製缶加工・機械加工・ブラスト・塗装・据付けまで自社で完結できる一貫生産体制を持つメーカーです。
一貫生産体制のメリットは外注コストの削減、工程管理の効率化、品質の均一化にあります。
特に塗装において重要なのが、ブラスト処理後4時間以内にプライマー塗装を行うという鉄則です。
外注業者に依頼する場合、運搬時間や工程調整の問題でこの時間を守ることが困難ですが自社で一貫対応できるメーカーであれば迅速な処理が可能となり、塗装の密着性と耐久性が飛躍的に向上します。
『塗装の寿命を49.5%も左右する素地調整の重要性』
塗装業者やメーカーを選ぶ際、最も注目すべきポイントは「素地調整(下地処理)の品質」です。
実は塗料の種類は塗装寿命にわずか4.9%、塗り回数は19.1%の影響しかありませんが、素地調整の違いは49.5%もの影響を与えることが実証されています。
つまりいくら高性能な塗料を何度も塗り重ねても、下地処理が不十分であれば数年で剥離してしまう可能性があるということです。
逆に、適切な素地調整を行えば、塗装の耐用年数を2倍以上に延長することも可能です。
『1種ケレンと2種ケレンの決定的な違い』
塗装業者が行う素地調整には、1種から4種までのケレン方法があります。
原田鉄工が専門とする1種ケレン(ブラスト処理)は最高グレードの処理方法で、表面に付着した錆や塗膜などの異物を95%以上除去し、清浄化された鋼材の素地を露出させます。
一方、多くの塗装業者が採用する2種ケレン(電動工具処理)では、工具の入らない狭い場所や平滑面で全ての付着物を除去できず、密着の悪い付着物だけを除去する処理にとどまります。
業者によって加工精度が大きく異なり、本来除去すべき付着物の上に塗装を行ってしまうと早期剥離などの不良が発生します。
重要構造物や長期使用を前提とした製品には、1種ケレンを実施できる専門業者・メーカーを選ぶことが不可欠です。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『ブラスト処理で実現する塗装の長寿命化』
原田鉄工は中国地方最大級の大型エアー式ブラスト装置を2基完備し、敷地面積3,700㎡、塗装場面積650㎡という広大なスペースで、あらゆるサイズの製品に対応可能な塗装専門メーカーです。
グリットブラストとサンドブラストを常用研磨材として使用し、加工対象物の素材・形状・目的に応じて最適な研削材を選定します。
ブラスト処理の最大の効果は、研削材の衝突によって形成される微細な凹凸(アンカーパターン)が、塗料の機械的結合力を高め、剥離や浮きを防止することです。
国土交通省の基準においても重防食塗装にはブラスト処理が推奨されており、橋梁・プラント・船舶など過酷な環境下で使用される構造物には不可欠な工程となっています。
『重防食塗装の専門メーカーとしての技術力』
原田鉄工の防錆部では、長年にわたりブラスト処理と重防食塗装の研究開発に取り組んできました。
重防食塗装とは、海上・海中・化学プラントなど特に厳しい腐食環境下で使用される構造物に施される高耐久性塗装のことです。
塗装メーカーとして重要なのは、単に塗料を塗るだけでなく、環境条件・素材特性・使用目的に応じた最適な塗装仕様・耐久力を実現できる経験と技術力です。
原田鉄工では多様な塗料を取り扱い、創業80年の経験と知識で最適な塗料選定、仕様選定を行い、徹底的な環境管理のもと塗装を進めています。
『塗装業者が守るべき環境管理基準』
プロの塗装業者・メーカーは、塗装環境の管理を徹底しています。
広く使用されている常温乾燥型の塗料には、一般的に3つの環境条件があります。
①気温5℃以上である。
低温環境では塗料の硬化に通常以上の時間がかかり、ゴミやホコリの付着リスクが高まります。
逆に35℃を超える高温では乾燥が早すぎて仕上がりが悪くなるため、夏用シンナーなどで調整が必要です。
②湿度(相対湿度)85%未満である。
高湿度では塗料中の水分や溶剤が気化しにくくなり、乾燥が遅れるだけでなく、塗膜が白く濁る「白化」、光沢がなくなる「艶引け」など仕上がりや塗膜性能に大きな悪影響を及ぼします。
最も重要なのが結露対策です。
③表面温度が露点温度より3℃以上高い状態を保つ。
結露した表面へ塗装すると「白化」「フクレ」「密着不良」「剥離」など致命的な不良が発生します。
『ISO規格・SSPC規格に準拠した品質管理』
信頼できる塗装業者・メーカーを見極める重要な指標が、国際規格への準拠です。
原田鉄工では、ブラスト処理で広く使用されている「ISO規格」と「SSPC規格」に準拠した施工を行い、作業方法や検査方法を細かく管理しています。
素地調整に関してはISOでは6種類、SSPCでは16種類もの規格に分類されており、お客様の要求仕様に応じて最適な規格での施工を実施します。
施工後は表面粗度計での測定、目視検査による除錆度確認を行い、品質を保証します。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
『塗装業者・メーカー選びの5つのポイント』
信頼できる塗装業者やメーカーを選定する際は、以下の5つのポイントを確認しましょう。
第一に、ブラスト設備を保有し1種ケレンに対応できるかです。
これが塗装品質の基盤となります。
第二に、一貫生産体制を持っているかです。
ブラスト後の迅速な塗装が可能な体制は品質向上に直結します。
第三に、ISO規格やSSPC規格など国際規格に準拠した品質管理体制があるかです。
客観的な品質保証の証となります。
第四に、豊富な施工実績と専門資格を持つ技術者が在籍しているかです。
防錆管理士・塗装技能士などの有資格者がいる業者なら安心です。
第五に、塗料選定から施工、アフターフォローまで総合的にサポートできる経験と技術力があるかです。
長期的なパートナーとして信頼できる業者を選びましょう。
『広島の塗装専門メーカー原田鉄工の強み』
原田鉄工は昭和24年の創業以来、工業用機械装置の設計・製作、各種製缶加工、サンド・グリットブラスト施工、重防食塗装施工を手がけ、既製品にない1品ものを作り続けてきました。
80年の長い経験の中で磨き上げた技能とノウハウにより、お客様のニーズに最適な製品を創出し、より良い社会の実現に貢献しています。
大型仕上定盤2基(3.6×6.4m、2.4×9.0m)と天井クレーン17基(最大10t)を備えた製缶スペース、中国地方最大級のブラスト設備、そして650㎡の塗装場により、小型部品から大型構造物まで幅広く対応可能です。
広島市西区観音新町に位置し、アクセス条件が良好なため、中国地方全域からのご依頼に迅速に対応できます。
現地調査から図面作成、製缶、ブラスト、塗装、据付けまで一貫してサポートし、お客様の困ったを良かったに変えるソリューションを提供します。
『まとめ|長持ちする塗装は業者選びから』
塗装の品質と耐久性を決定づける最も重要な要素は素地調整です。
高性能な塗料を使用するよりも、1種ケレン(ブラスト処理)による適切な下地処理を行うことが、塗装寿命を大幅に延長する鍵となります。
塗装業者やメーカーを選ぶ際は、価格だけでなく、ブラスト設備の有無、一貫生産体制、品質管理体制、施工実績、技術力を総合的に評価することが重要です。
原田鉄工株式会社は、創業80年の確かな技術力と中国地方最大級の設備を持つ塗装専門メーカーとして、お客様の製品を長期間保護し、美しく仕上げることをお約束します。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト処理業者選びの決定版】種類・規格から信頼できる業者の見極め方まで解説
「ブラスト処理を依頼したいが、どの業者を選べばいいかわからない」「処理方法や規格が複雑で判断できない」とお悩みではありませんか?
ブラスト処理は、塗装の寿命を左右する「素地調整(下地処理)」において最も重要な工程です。
適切な処理を行わないと、どんなに高級な塗料を塗っても数年で剥がれてしまうリスクがあります。
本記事では、ブラスト処理の基礎知識から、プロが教える「信頼できる業者の選び方」まで詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
1. ブラスト処理とは?なぜ業者選びが重要なのか
ブラスト処理とは、金属などの表面に「研磨材(メディア)」と呼ばれる微細な粒子を高速で衝突させ、表面の錆や古い塗膜を除去し、細かな凹凸(アンカー)を作る技術です。
ブラスト処理の3大効果
①徹底除去:錆や酸化被膜(黒皮)、汚れを完全に取り除き、金属素地を露出させます。
②アンカー効果:表面に微細な凹凸を作ることで、塗料の密着性を飛躍的に高めます。
③表面改善:金属を叩くことで疲労強度や耐摩耗性を高める効果(ショットピーニング等)があります。
塗装寿命の約50%は、この「素地調整」の品質で決まると言われています。
そのため確かな技術と設備を持つブラスト業者の選定が、製品の長寿命化に直結するのです。
2. ブラスト処理の種類と工法(業者への依頼時に役立つ知識)
ブラスト処理には、用途に合わせていくつかの加工方式があります。
業者がどのような設備を持っているか確認しましょう。
・エアーブラスト(乾式):圧縮空気で噴射する方式。複雑な形状や大型製缶品に適しており、汎用性が高い。
・ショットブラスト(機械式):羽根車の遠心力で投射。大面積や大量生産に向くが、複雑な形状には不向き。
・ウェットブラスト(湿式):水と研磨材を混合。粉塵が少なく、精密な微細加工に適している。
・バキュームブラスト(吸引式):噴射と同時に回収。屋外や現場施工で粉塵を抑えたい場合に有効。
3. 「ケレン」と「ブラスト規格」の違いを正しく理解する
業者と仕様を打ち合わせる際、「1種ケレン」や「ISO/SSPC規格」といった用語が頻出します。
ケレン区分(国内の通称)
・1種ケレン:ブラスト処理による最高グレードの素地調整。除去率95%〜99%以上。
・2種・3種ケレン:電動工具や手工具による処理。ブラストに比べると耐久性は落ちます。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
国際的なブラスト規格
プロの現場では、以下の規格が使われます。
・ISO規格(Sa3, Sa2.5など):世界的に広く使われる品質基準。
・SSPC規格(SP5, SP10など):アメリカ発祥の重防食塗装に特化した規格。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
「Sa2.5(除錆度95%以上)」といった具体的な規格を指定できる業者は、品質管理が徹底している証拠です。
4. 失敗しないブラスト処理業者の選び方
「ブラスト処理 業者」と検索して出てくる多くの会社から、どこを選ぶべきか。
以下の3つのチェックポイントを参考にしてください。
① 大型設備と対応サイズ
大型のタンクや複雑な形状の構造物を処理できる「大型ブラスト」を完備しているか。
また、エアーブラストなどの汎用性の高い設備があるかを確認しましょう。
② ブラストから塗装までの一括施工
ブラスト処理後の金属は非常に活性化しており、短時間内での防錆処理が必須となります。
「ブラスト後、4時間以内にプライマー塗装が可能」な、一括施工体制を持つ業者が理想的です。
③ 品質証明と実績
重防食(橋梁や船舶など、過酷な環境に耐える塗装)の実績があるか。
目視だけでなく、膜厚管理や検査体制が整っているかを確認しましょう。
5. 広島でブラスト処理・重防食塗装なら「原田鉄工」へ
原田鉄工株式会社は、創業80年の歴史を持つブラスト・塗装の専門業者です。
・国内最大級の大型ブラスト設備:2基の大型設備を所有し、大型製缶品や複雑な形状にも対応。
・一括管理のスピード施工:ブラストから塗装、検査までを同一工場内で行うため、最高品質な仕上げを実現。
・重防食のプロフェッショナル:海上・海中といった過酷な環境で使用される製品の防錆において、圧倒的な実績があります。
「ブラスト処理の費用が知りたい」「この部材に最適な規格は?」といったご相談も無料で承っております。
まとめ:ブラスト処理は「信頼の技術」が価値を決める
ブラスト処理は、塗装してしまえば中が見えなくなる工程です。
だからこそ、誠実に規格を守り、確かな設備で施工する業者選びが重要です。
製品の長寿命化とトータルコスト削減のために、ぜひ一度プロのブラスト業者にご相談ください。
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【大型ブラスト処理・重防食塗装の専門業者なら原田鉄工|1種ケレン・ISO/SSPC規格・一括施工対応】
■ブラスト処理の業者選びで失敗しないための重要ポイント
金属製品、特に大型の構造物や屋外・海上などの過酷な環境で使用される製品において、塗装の寿命を決定づけるのは塗料の種類だけではありません。塗装寿命の約50パーセントは、塗装前に行われるブラスト処理(素地調整)の品質で決まります。
せっかく高価な塗料を使用しても、下地となる金属表面に目に見えない錆や酸化被膜(黒皮)、油分が残っていれば、数年で剥離や錆の再発を招きます。信頼できるブラスト処理業者を選ぶことは、製品の長寿命化とトータルメンテナンスコストの削減に直結します。
■原田鉄工が提供する最高グレードのブラスト処理
広島県広島市に拠点を置く原田鉄工株式会社は、創業80年にわたり金属表面処理の専門業者として、橋梁、船舶、大型プラント設備などの重防食塗装を手掛けてきました。
大型エアーブラスト設備2基完備 弊社は、国内でも数少ない大型エアーブラスト室を2基所有しています。大型製缶品、タンク内部、複雑な形状の組立品まで、室内に収まるあらゆる製品の加工が可能です。熟練の職人が手作業で均一に研磨材を噴射するため、機械式では届かない細部まで確実に清浄な金属素地を露出させます。
1種ケレンへの完全対応 国内で最高グレードとされる1種ケレンから、2種、3種、4種ケレンまですべてのグレードに対応可能です。特にブラスト加工による1種ケレンは、除錆率95パーセントから99パーセント以上を誇り、超重防食が求められる環境に最適です。
■国際規格(ISO・SSPC)に基づいた徹底的な品質管理
ブラスト処理の仕上がりは感覚的なものではなく、国際的な数値基準で管理されるべきです。原田鉄工では、以下の規格に基づいた施工と検査を徹底しています。
・ISO 8501-1(Sa3 / Sa2.5 / Sa2):世界標準の除錆度評価 ・SSPC規格(SP5 / SP10 / SP6):産業・海上構造物で頻出するコーティング規格
Sa2.5(斑点状のわずかなシミのみ許容)やSa3(完全に均一な金属色)といった厳格な指定に対しても、確実な品質証明と共に納品いたします。
■原田鉄工が選ばれる理由:ブラスト・塗装の一括施工体制
錆戻りを防ぐスピード施工 ブラスト処理直後の金属表面は極めて活性化しており、瞬時に錆戻りが始まります。理想はブラスト後4時間以内の塗装です。弊社は同一工場内にブラスト設備と塗装設備を併設しているため、ブラスト完了から最適なタイミングでプライマー処理を行うことが可能です。このスピード感が、数十年経っても剥がれない強靭な塗膜を作り上げます。
工程管理の簡略化 設計、製缶、ブラスト、塗装、検査までを一括でお引き受けできるため、お客様の輸送コスト削減、納期管理の簡略化、責任所在の明確化に大きく貢献いたします。
■あらゆるニーズに応える研磨材の選定
加工対象の材質や目的に応じて最適な研磨材を選定します。グリットブラストによる強力なアンカー効果の形成から、サンドブラストによる梨地加工、さらにステンレス製品等の「もらい錆」を防ぐ専用メディアによる施工まで幅広く対応可能です。
■ブラスト処理の主な用途と実績
・大型構造物:橋梁部材、水門、プラント配管、架台 ・タンク内部:防錆塗装、既存塗膜の剥離 ・メンテナンス:既存塗装の除去、新品同様への再生
■お問い合わせをお待ちしております
製品の耐久性に不安をお持ちの方、大型品のブラスト業者が見つからずお困りの方は、創業80年の知見を持つ原田鉄工へご相談ください。長期間「綺麗」で「錆びない」塗装を提供し、製品価値を最大化いたします。
原田鉄工株式会社 広島県広島市西区観音新町3丁目10番11号 電話:082-232-2445 (検索用:ブラスト処理 業者 1種ケレン 重防食塗装 大型ブラスト 素地調整 ISO規格 SSPC規格)

【大型サンドブラスト処理の技術と品質基準|ISO・SSPC規格に準拠した重防食下地処理】
広島で大型構造物のサンドブラスト・重防食塗装を一貫施工する原田鉄工です。
「塗装の寿命は、すなわち製品の寿命である」を掲げ、創業80年以上の経験に基づいた高品質な素地調整(下地処理)を提供します。
本記事では、塗装の密着性を飛躍的に高める「アンカーパターン」の形成技術や、国際規格(ISO 8501-1 / SSPC)に基づいた厳格な除錆度管理について詳しく解説します。全天候型の大型屋内ブラストルーム(高さ4m×幅6m×奥行10m)を完備し、雨天時でも戻り錆を徹底防止。大型プラント部材や鋼構造物の長期防食を実現します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
1. 塗装寿命を左右する「素地調整」の重要性
塗装工程において最も重要なのは、実は「塗料の種類」ではなく、塗装前の「素地調整(下地処理)」です。
どれほど高機能な重防食塗料を使用しても、表面にサビや酸化被膜(ミルスケール)が残っていては、塗膜は早期に剥離します。
サンドブラストはこれらの不純物を物理的に除去し、表面に微細な凹凸(アンカーパターン)を形成することで塗料の「投錨効果」を引き出し、密着力を最大化させる最高グレードの工法です。
2. 原田鉄工の大型サンドブラスト設備と特長
当社では、広島県内でも有数の「全天候型・大型ブラストルーム」を完備しています。
『対応サイズ』
高さ4m × 幅6m × 奥行10m(最大対応重量 10t)
『直圧式(加圧式)ブラスト』
DIY用とは異なる圧倒的な研削力を誇り、厚い黒皮や旧塗膜も根こそぎ除去します。
『屋内施工』
湿度・温度を管理された屋内環境で施工するため、大気中の湿気による「戻り錆」を発生させず、常にクリーンな素地を提供します。
3. 国際基準(ISO・SSPC)に基づいた品質管理
世界基準の重防食仕様に対応するため、JIS規格のみならず国際規格に基づいた施工・管理を行っています。
・ISO 8501-1:Sa 2.5(準白金属ブラスト洗浄)に対応
・SSPC-SP10: Near-White Blast Cleaningに対応
施工後の清浄度確認はもちろん、粗さ測定計によるアンカーパターン深さの計測など、エビデンス(施工記録)に基づいた品質保証を徹底しています。
4. アルミ・ステンレス等、非金属への施工にも対応
当社では主に従用研削材として、非金属系研削材「ネオブラスト(フェロニッケルスラグ)」を採用しています。
鉄粉を含まないため、アルミやステンレス製品への施工においても「もらいサビ」の心配が一切ありません。
異種金属との接触を嫌うプラント部材などの下地処理にも最適です。
5. よくあるご質問(Q&A)
Q:研削材の指定は可能ですか?
A:はい、可能です。ただし特注材の調達や入れ替え工数により、常用材(ネオブラスト)よりコストは増加いたしますが、柔軟に対応いたします。
Q:サンプル施工はお願いできますか?
A:もちろんです。大型製品の歪み確認や仕上がりの比較検討など、お気軽にご相談ください(一部実費負担あり)。
Q:最短納期は?
A:製品形状によりますが、入荷後「最短翌日〜2週間」を目安としています。図面をいただければ即時お見積りいたします。
6. まとめ
広島を拠点に、大型ブラストから重防食塗装まで。
80年以上の歴史で培った「確かな品質」で、お客様の製品寿命を最大化させます。
大型構造物の下地処理・塗装にお悩みの方は、ぜひ原田鉄工へお問い合わせください。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎アンカー効果(投錨効果/ファスナー効果)
接着剤や塗料などの流動性が高い物質が表面にある微細な凹凸に入り込み、硬化する事で釘や楔のように引っかかり密着性が向上する原理。
素地調整で行う研磨・目粗し作業は表面積の増加とこのアンカー効果を期待して行われています。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【重防食の常識】塗装寿命を左右する「国際規格(ISO/SSPC)」に基づいたブラスト品質管理の重要性
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 塗装の寿命は「下地」で50%決まる
鋼構造物のメンテナンスにおいて、高性能な塗料を選ぶことは重要です。
しかしどんなに高価な塗料も、その性能を100%発揮できるかどうかは「素地調整(下地処理)」にかかっています。
統計的には塗膜寿命の約50%は下地処理の精度に依存すると言われており、不適切な下地処理は、早期の剥離や腐食を招く最大の原因となります。
2. 「経験と勘」から「国際規格による数値管理」へ
日本の多くの現場では、未だに「見た目」や「職人の経験」に頼った下地処理が行われているケースが散見されます。
しかし公共インフラやプラント設備、海外案件においては、客観的な品質証明が不可欠です。
そこで基準となるのが、国際規格(ISO 8501-1 / SSPC)です。
除錆度(清浄度): ブラスト処理によって、黒皮やサビ、汚れをどこまで除去できたか。
アンカーパターン(表面粗さ): 塗料が食いつくための凹凸を、ミクロン単位でどう制御するか。
原田鉄工ではこれらの規格を厳格に適用し、感覚ではなく「数値」による品質管理を徹底しています。
3. 除錆度 Sa 2.5(準鏡面仕上げ)の壁
ブラスト処理において、最も一般的かつ重要な指標が「Sa 2.5(ISO)」や「SP10(SSPC)」と呼ばれる準鏡面仕上げです。
これは金属光沢を確実に露出させ、腐食の原因となる汚れを分子レベルまで除去する工程です。
この基準をクリアすることで、塗料と鋼材の界面で強固な密着が生まれ、過酷な環境下でも耐えうる防食性能の「土台」が完成します。
4. 塗料を「食いつかせる」アンカーパターン制御
もう一つの鍵は「表面の粗さ」です。投射材(グリットやショット)の選定や圧力調整により、塗料の特性に合わせた最適な凹凸(アンカーパターン)を作り出します。
粗すぎれば塗料が凹部に行き渡らず、平滑すぎれば密着力が不足します。
この絶妙なコントロールこそが、創業80年の歴史を持つ弊社の熟練工による「数値化された職人技」です。
5. 「戻り錆」を許さない屋内一貫体制
ブラスト直後の鋼材は非常にデリケートで、湿気があれば数時間で「戻り錆(再発錆)」が発生します。
弊社は大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」。
清浄な状態を維持したまま、最適な環境下ですぐさま塗装工程へ移行できるため、現場施工では成し得ない高次元の品質を担保しています。
💡 より詳細な技術データ・規格対照表について
本記事で触れた「ISOとSSPCの具体的な規格対照表」や、施工管理記録として提出する「写真帳のサンプル」、およびブラスト清浄度の判定基準(Sa 2.5の詳細など)については、弊社公式サイトの技術解説ページにて詳しく公開しております。
社内での仕様検討や、発注者様への説明資料としてぜひご活用ください。
▼ 国際規格に基づいたブラスト品質管理(詳細ページ)
https://harada-tekkou.co.jp/pages/84/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【技術解説】なぜブラストが「最強の防錆」なのか?4つの加工方式と密着のメカニズム
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「塗る」前の工程が、製品寿命を10年変える
鋼構造物のメンテナンスにおいて、最もコストパフォーマンスに影響を与えるのは「塗料のグレード」ではなく、実は「ブラスト加工の質」です。
ブラスト加工は単に表面のサビを落とすだけの工程ではありません。
鋼材の表面を物理的に作り変え、塗料が持つ本来の防食性能を200%引き出すための「科学的な下地作り」なのです。
2. 塗料を「食いつかせる」投錨(とうびょう)効果とは
ブラスト加工の最大のメリットは、表面に微細な凹凸を作る「アンカーパターン(表面粗さ)」の形成にあります。
この凹凸に塗料が入り込むことで、まるで船の「錨(いかり)」を下ろしたかのように塗膜が鋼材と一体化します。
これが「投錨効果」です。
この状態を作ることで過酷な塩害地域や湿潤環境でも、剥がれや膨れを寄せ付けない強固な保護層が完成します。
3. 現場に合わせた「4つのブラスト方式」の使い分け
ブラスト加工には対象物の形状や材質、施工環境に応じて主に4つの方式があります。
エアーブラスト: 複雑な形状や大型構造物に最適。熟練工による精密なコントロールが可能。
ショットブラスト: 大量の鋼板や型鋼を効率よく処理。自動化による安定した品質が特徴。
ウェットブラスト: 粉塵を抑えたい環境や、精密な表面仕上げが求められる場合に有効。
バキュームブラスト: 投射と回収を同時に行う。現場での部分補修などに適したクリーンな工法。
それぞれの方式にはメリットとデメリットがあり、これらを正しく選定することがコスト削減と品質向上の両立(VE提案)に繋がります。
4. 「一貫体制」が生む、ブラスト後の黄金時間
ブラスト加工で露出した純粋な金属面は、非常に酸化しやすく、放置すれば数時間で「戻り錆」が発生します。
原田鉄工では大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」を構築しています。
加工直後の最も清浄な状態を維持したまま、最適なタイミングで塗装工程へ移行。
このスピード感こそが、屋外施工や外注分離では決して真似できない「圧倒的な長寿命化」の根拠です。
💡 ブラスト加工の詳細な仕組み・工法比較はこちら
各ブラスト方式のより詳しいメカニズムや、被加工物ごとの最適な工法選定ガイドについては、弊社公式サイトの技術解説ページにて図解入りで詳しく公開しております。
設計段階での仕様検討や、品質基準の策定にぜひお役立てください。
▼ ブラスト加工の仕組みと種類(詳細解説ページ)
https://harada-tekkou.co.jp/pages/61/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎アンカーパターン
ブラスト処理などで金属やコンクリート表面へ形成される、細やかな凹凸(粗面)のこと。
塗料の密着性を大幅に高め、剥がれにくくする「アンカー効果」をもたらします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【保全担当者必見】鋼構造物の寿命を原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 塗装は「色を塗る」ことではない
多くの現場で、塗装は「古くなったから綺麗にするもの」と思われがちです。
しかし産業設備や公共インフラにおける塗装の本質は、見た目以上に「構造物そのものの寿命(資産価値)を維持すること」にあります。
適切な塗装メンテナンスを怠れば、鋼材は酸素と水によってまたたく間に腐食し、最終的には「造り替え」という莫大なコストを招くことになります。
2. 塗装が果たす「3つの決定的な役割」
塗装には、大きく分けて以下の3つの目的があります。
① 保護:腐食という「病」から鋼材を守る
これが最も重要な役割です。
鋼材を外気から遮断し、サビの発生を物理的に封じ込めます。
重防食塗装の世界ではこの「保護膜」をいかに強固に、かつ長く維持させるかが技術の核心となります。
② 美観:企業の信頼と地域の景観を形作る
工場の外観や橋梁の色彩は、企業のブランドイメージや周辺環境との調和に直結します。適切な光沢や色相を維持することは、資産を大切に管理しているという「信頼の証」でもあります。
③ 機能:目的に応じた「付加価値」を与える
遮熱、防汚、耐薬品性など、塗料には特定の課題を解決する機能を持たせることができます。
環境に合わせた最適な機能を選定することで、運用コストの削減も可能になります。
3. 「延命化」がもたらす圧倒的なコストメリット
「サビが出てから塗る」のではなく、「サビる前に守る」という予防保全の考え方が、ライフサイクルコスト(LCC)を劇的に下げます。
高品質な下地処理(ブラスト)と最適な塗料選定を組み合わせることで、塗り替え周期を5年、10年と延ばすことができれば、数十年単位でのメンテナンス費用は数千万円単位で変わることも珍しくありません。
💡 塗装の役割と「失敗しない仕様選定」の詳細はこちら
なぜ塗装が剥がれるのか、環境ごとにどのような塗料を選ぶべきか、といったより深い専門知識については、弊社公式サイトの技術解説ページにて詳しく公開しております。
「とりあえず塗る」から「資産を守るための投資」へ。
仕様検討の際の判断基準としてぜひご活用ください。
▼ 塗装の役割と目的(詳細解説ページ)
https://harada-tekkou.co.jp/pages/73/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】
https://harada-tekkou.co.jp/pages/72/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【完全ガイド】鋼構造物を守る「塗料選定」の基本。環境に合わせた最適な防食仕様とは
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「高い塗料」が必ずしも「最良」ではない
重防食塗装の世界には安価なものから高機能なものまで無数の塗料が存在します。
しかし、高価なフッ素塗料を塗ればすべて解決するかというと、そうではありません。
大切なのは、その構造物が「どこにあり」「何を目的とし」「あと何年持たせたいか」という条件に塗料の特性を合致させることです。
2. 代表的な塗料とその役割
重防食塗装では、通常「下塗り・中塗り・上塗り」を組み合わせた層状の塗膜を形成します。
下塗り(防錆): ジンクリッチペイントなど。鋼材と直接接し、化学的にサビを抑制します。
中塗り(遮断): エポキシ樹脂塗料など。塗膜の厚みを確保し、水や酸素の浸入を物理的にブロックします。
上塗り(保護): フッ素樹脂やポリウレタン樹脂など。太陽の紫外線や雨風から、下層の塗膜を保護します。
3. 環境条件による「選定の公式」
設置環境によって、腐食のスピードは劇的に変わります。
海岸部(塩害地域): 強力な犠牲防食作用を持つジンクリッチペイントが不可欠です。
工業地帯(腐食性ガス): 耐薬品性に優れた塗料構成が求められます。
一般地域: コストと耐久性のバランスを重視した仕様が経済的です。
これらを無視して過剰なスペックを選べばコストの無駄になり、逆に不足すれば数年でサビが再発し、補修費用が膨らむことになります。
4. VE提案:LCC(ライフサイクルコスト)を最適化する
私たちは、単に指定された塗料を塗るだけでなく、設計段階からのVE提案(バリュー・エンジニアリング)を得意としています。
例えば「初期コストは10%上がるが、メンテナンス周期が2倍に延びる」といったシミュレーションを行い、お客様の資産にとってトータルで最も安くなる仕様を導き出します。
💡 塗料ごとの特性比較・環境別選定チャートはこちら
具体的な塗料(エポキシ、ウレタン、フッ素、シリコン等)の詳しいメリット・デメリットや、環境に合わせた標準的な塗装仕様の組み合わせ表については、弊社公式サイトの技術解説ページにて公開しております。
現場の状況に合わせた「失敗しない塗料選び」の資料として、ぜひご活用ください。
▼ 塗料の種類と選定基準(詳細解説ページ)
https://harada-tekkou.co.jp/pages/72/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
金属塗装の教科書|プロが実践する仕上がりを綺麗にするための鉄則と手順
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装寿命の50%は「下地」で決まる。再発を許さない究極の防錆戦略:大型サンドブラストの重要性】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
1. はじめに:貴社の設備、その「塗り替え」で本当に大丈夫ですか?
プラント設備、大型機械、橋梁、海洋構造物。
過酷な環境下で稼働する鉄鋼製品にとって、最大の天敵は「サビ(腐食)」です。
多くの現場担当者様、施設管理担当者様が、サビが発生するたびに補修塗装を検討されます。しかし、ここで一つの大きな問いがあります。
「なぜ、多額の費用をかけて塗り替えたばかりの塗装が、わずか1〜2年で再び剥がれ、サビが発生してしまうのか?」
高級な塗料を使わなかったからでしょうか? 職人の塗り方が悪かったのでしょうか?
実は、その原因のほとんどは「塗料」そのものではなく、塗装前の「表面の状態」にあります。
本稿では、創業80年以上の歴史を持つ防錆塗装のプロフェッショナル、原田鉄工株式会社が、科学的データに基づいた「サビの再発を防ぐ唯一の回答」を詳しく解説します。
2. 衝撃のデータ:塗装寿命を決める「寄与率」の真実
「どんな塗料を塗るか」に心血を注ぐ方は多いですが、防錆の専門家の世界では、塗装の寿命を決定づける要因は既に明らかになっています。
素地調整(下地作り):49.5%
塗回数・膜厚管理:19.1%
塗料の種類:4.9%
(その他、環境要因や施工条件など)
この数字が示す通り、塗装の寿命の約半分は「下地作り(素地調整)」の質で決まります。 驚くべきことに、塗料の種類が寿命に与える影響はわずか5%程度に過ぎません。
どんなに高機能で高価な塗料を選んだとしても、下地作りが不十分であれば、その性能は10%も発揮されず、コストの大部分が「無駄」になってしまうのです。
3. なぜ手工具のケレンでは「再発」を止められないのか
現場で一般的に行われるディスクグラインダーやワイヤーブラシを用いたケレン(素地調整)は、目に見える範囲のサビを落とすには有効に見えます。しかし、顕微鏡レベルで鉄の表面を見ると、そこには深い凹凸が存在します。
手工具によるケレンでは、
凹部の奥に残ったサビ(塩分・水分)を掻き出せない
鉄の表面を鏡面のように滑らかにしてしまい、塗料の「食いつき」が悪くなる
という致命的な欠点があります。
残った不純物は塗膜の下で密かに増殖し、数年後に塗膜を内側から押し上げて剥離させます。これが「膜下腐食(まくかふしょく)」の正体です。
4. 解決策としての「サンドブラスト」:鉄を完全に初期化する
この問題を根本から解決するのが、弊社の主力技術である**「サンドブラスト(エアーブラスト)」**です。
ブラストとは、研削材(グリットやショット)を圧縮空気で高速噴射し、金属表面に衝突させる工法です。この工法には、手工具には真似できない2つの絶対的な優位性があります。
① 不純物の完全粉砕と除去
高速で衝突する研削材は、微細な凹部の底まで到達し、目に見えないサビの芽、塩分、古い塗膜を物理的に叩き出します。これにより、鉄の表面を「完全な初期状態」へと戻すことができます。
② 「アンカーパターン(投錨効果)」の形成
ブラスト後の表面には、均一で微細な凹凸が形成されます。ここに塗料が流れ込むことで、まるで「楔(くさび)」を打ち込んだかのように塗膜が強固に密着します。これを「投錨(とうびょう)効果」と呼び、剥離リスクを劇的に低減させます。
5. 原田鉄工の強み:中国地方最大級の「大型」対応力
エミダスをご覧の皆様の中には、「ブラストをしたいが、製品が大きすぎて断られた」という経験をお持ちの方もいらっしゃるのではないでしょうか。
原田鉄工は、他社にはない圧倒的な設備キャパシティを誇ります。
大型ブラストルーム完備: 長さ10m、幅5mを超えるような大型製缶品、プラント設備、フレーム等もそのまま収容可能です。
全天候型屋内工場: ブラスト直後の鉄は非常にデリケートで、湿気ですぐに再発錆が始まります。弊社は完全屋内型のため、天候に左右されず、最適な湿度管理下でブラストから塗装までを一貫して行います。
多種多様な研削材: フェロニッケルスラグ、スチールグリット、アルミナなど、母材の材質(ステンレス、アルミ、鋳物)や求められる除錆度に合わせて最適な素材を選定します。
6. まとめ:防錆は「未来への投資」である
サビは一度発生すると、毎日、毎秒、貴社の貴重な設備資産を削り続けます。「まだ大丈夫だろう」という放置は、最終的に「全損」という莫大な損失、あるいは設備の破断という重大な事故を招きかねません。
確かに、ブラストを伴う重防食塗装は、簡易的な塗装に比べて初期費用は高くなります。しかし、その後のメンテナンスサイクルが2倍、3倍と延びることを考えれば、ライフサイクルコスト(LCC)は圧倒的に安くなります。
私たちは、サビ対策を「経費」ではなく、資産を守るための「投資」であると考えています。
7. さらに詳しい技術解説と、実際の施工事例について
「自社のこの製品にブラストはかけられるか?」
「サビの種類によって、どの程度の施工が必要か?」
「具体的なコストメリットを知りたい」
そんな疑問をお持ちの皆様へ向けて、弊社ウェブサイトでは、本稿では書ききれなかった**「7種類のサビの危険度診断」や「膜下腐食のメカニズム」をさらに詳しく、図解入りで解説した特設ページ**を公開しています。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【鉄に現れるイヤな錆|原因・予防・確実な落とし方】
製缶・ブラスト・塗装を手がける原田鉄工です。
創業80年以上、海上・沿岸部など過酷な環境で使われる鉄製品の防錆・錆落としに取り組んできた経験をもとに、現場で役立つ錆の知識をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
▼ なぜ鉄は錆びるのか?
鉄が錆びるには「酸素」と「水分」の2つが必要です。これらが接触することで鉄はイオン化し、酸化が始まります。一度発生した赤錆は表面に凹凸を作り、反応面積が広がることで加速度的に進行するため、早期対応が重要です。
▼ 錆を進行させる主な環境要因
高湿度・雨水への暴露
海沿い・沿岸部(塩分による促進)
酸性環境(酸性雨・薬品など)
異種金属との接触(ガルバニック腐食)
▼ 錆の予防策と落とし方のポイント
錆の予防には、酸素・水分と鉄を遮断する「塗装」が基本。ただし、塗装前の素地調整(ケレン)の品質が耐久性を左右します。
すでに錆が発生している場合は、物理的除去(ブラスト処理)と化学的除去(薬品処理)を組み合わせる方法が確実です。
▼ 詳しい解説は記事でご覧ください
錆が発生するメカニズム・予防策・プロの落とし方を、図解を交えてより詳しく解説しています。
製品の長寿命化や防錆対策でお悩みの方はぜひご一読ください。
🔗 記事はこちら → https://harada-tekkou.co.jp/pages/75/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp


