
【CTスキャンを利用してできること】
・対象物を非破壊にて検査できる
・物体の内部情報を検証できる
・重要な文化財も壊さずに検査できる
・内部の形状を容易に観察できる
・断面図が任意の位置で見れる
【このような素材がスキャン可能です】
鋳造品、電池、半導体、石材、木材、
生物、歴史的文化財、金属部品など…
当社ではお客様から対象物をお預かりしてスキャン、
またはスタッフが付き添って
お客様がスキャンしていただくことも可能です。
X線の透過率の違いを利用し、
梱包のまま対象物をスキャンすることも可能です。
さらに、スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
難削材といわれるSKD、SKH、ステライトの鋳造品も
可能となっております。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
CTスキャンはX線の透過率を利用し
対象物を撮影するので、
破壊することなく内部の観察ができます。
【非破壊検査のメリット】
・CTスキャンを行うことで内部の詳細なデータが観察できる
・データを立体的に可視化することが可能
・CADデータも作成できるので、
設計図がないものや有機物のものが検査可能
・非破壊なので、貴重品もスキャン可能
当社ではお客様から対象物をお預かりしてスキャン、
またはスタッフが付き添って
お客様がスキャンしていただくことも可能です。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
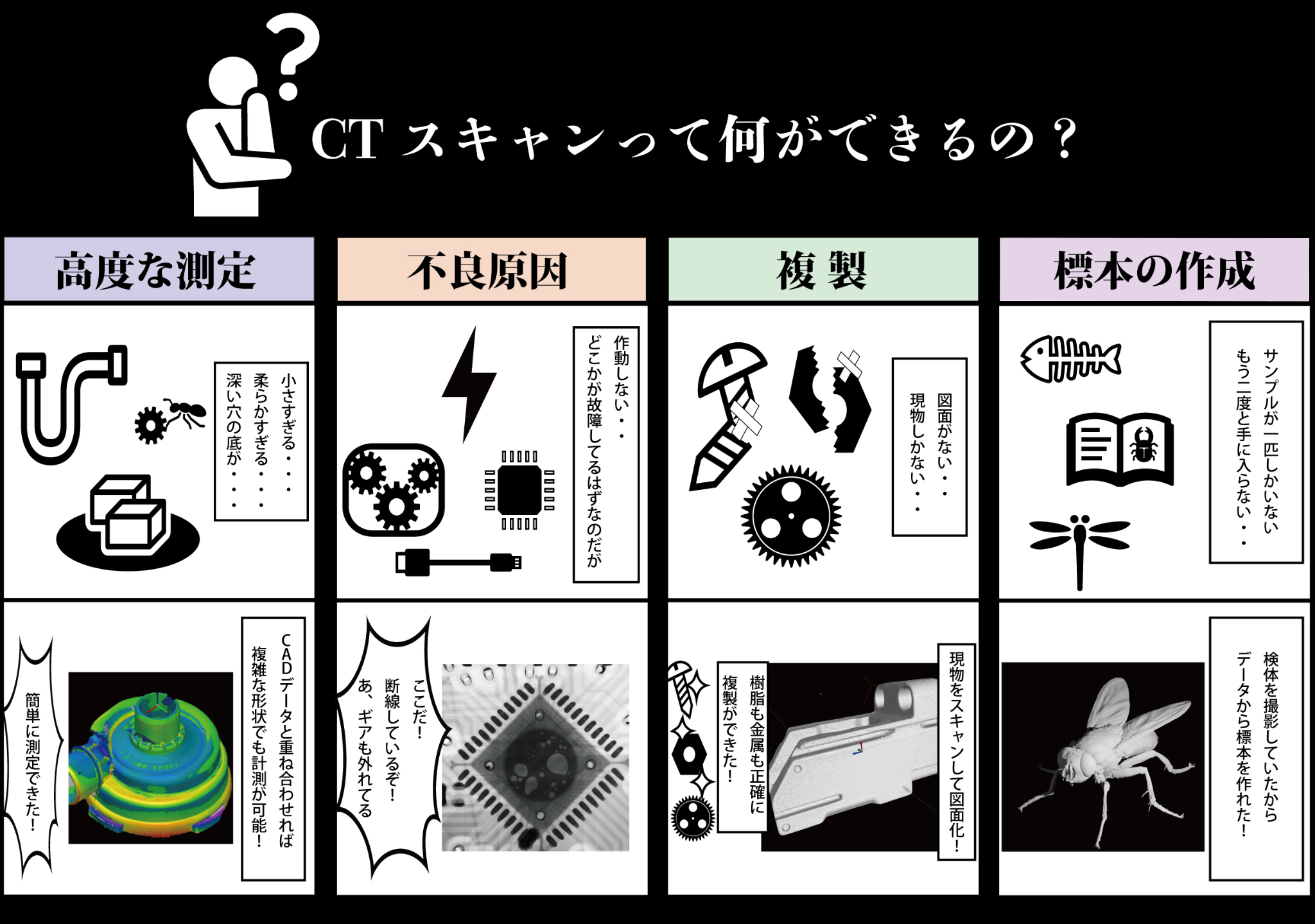
CTスキャンって何ができるの?ものづくりの課題を解決します!
・計測
基準データと重ね合わせる事でカラーマップで差異を可視化し数値化することが可能。
表面だけでなく例えば入り組んだ内部形状も含めて精度の高いデータが取得できる。
・検証
内部構造の状態や配置を可視化し欠陥の発見や機能の検証が可能。
例えばパッキンの状態や電子機器の断線、溶接のボイドなどを
非破壊で検証することができる
・複製
図面のない現品を直接スキャンする事で正確に図面化することができる。
また専用ソフトを使用する事で3DCADモデル化までが一気に行え
拡大縮小や金型製作までの時間が短縮できる。
・アーカイブ
生物、鉱物の標本や歴史的資料までをデジタルデータとして保存ができる。
サンプルの内部に至るまで緻密なデータを取得できる為、
復元の際の精度も向上する。
3DCGソフトやカラー3Dプリンタと組み合わせる事で高精度な複製も製作可能。
【ニコンMCT225】
「計測/3Ⅾ化/検証」
・鋳造製品の内部欠陥
・鋳物の鬆の確認
・鋳造製品の寸法誤差の検証
・射出成形品のフィラ配向解析
・異物の確認
・弾力/粘性/柔らかいものの肉厚測定
・組み立て後の寸法測定
「主な特徴」
・精度9+L/50μm(校正済み、VDI/VDE 2630準拠)
・フルスクリーン画像用と制御ソフトウェア用のデュアルモニタ
・開放管反射型225kVマイクロフォーカスX線源
・メンテナンスが容易な開放型X線管
・高精度マニピュレータ搭載
・防護キャビネット(特別な予防策は不要、放射線被曝を抑制)
・直径250mm、高さ450mmまで対応
【お問合わせはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
価格についてはこちらまで問い合わせください。

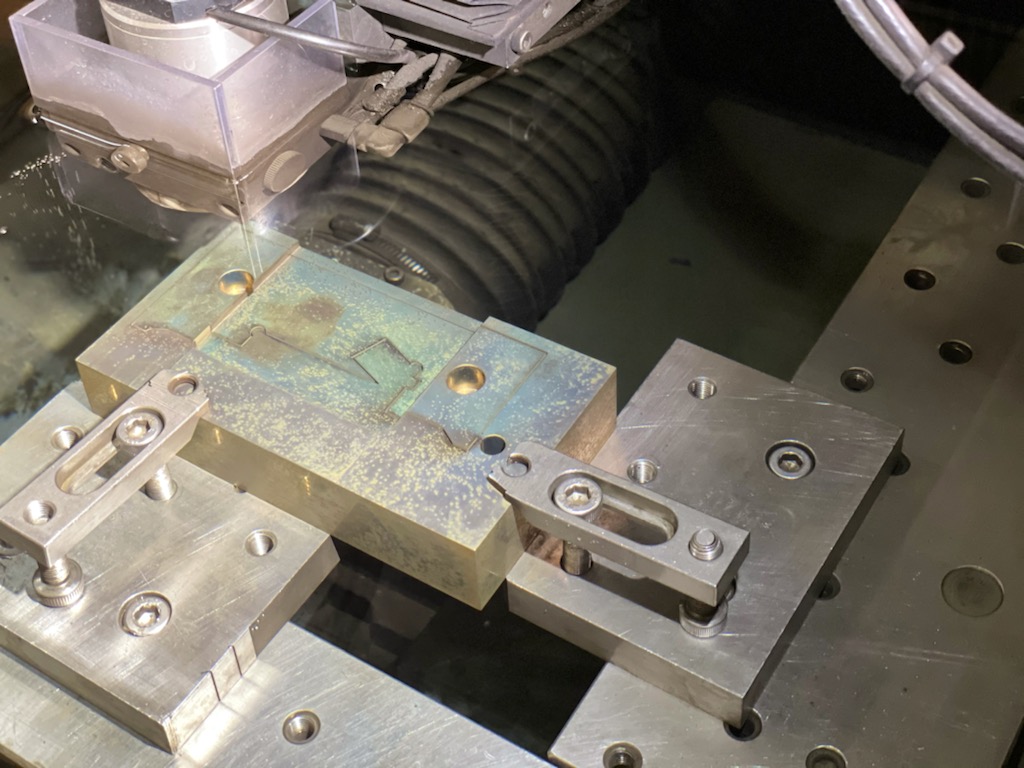
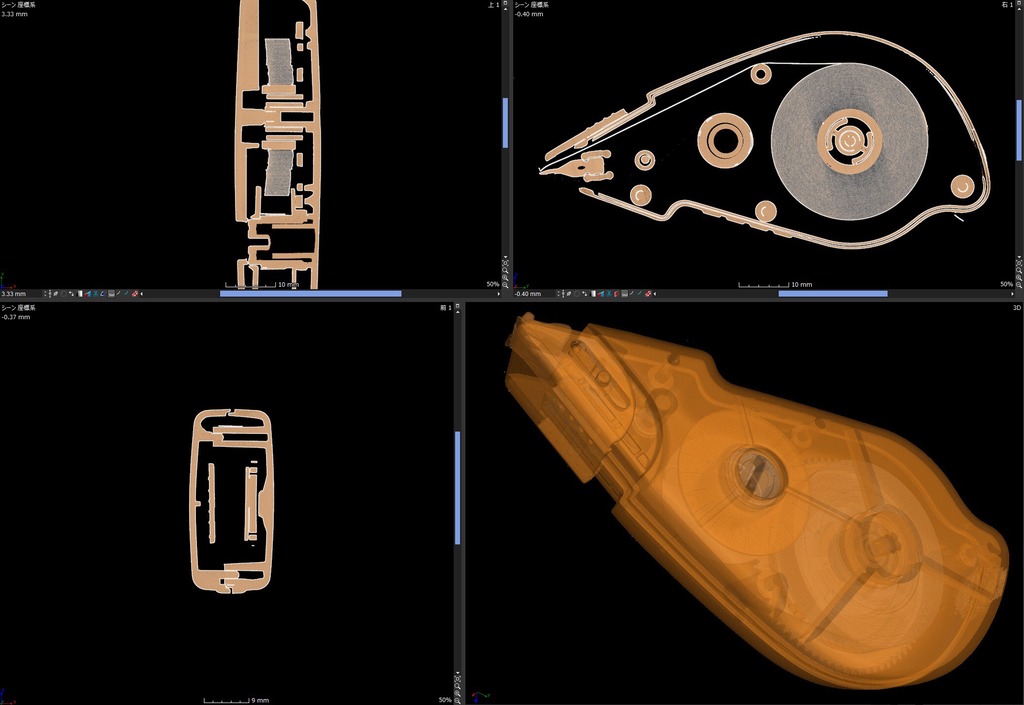
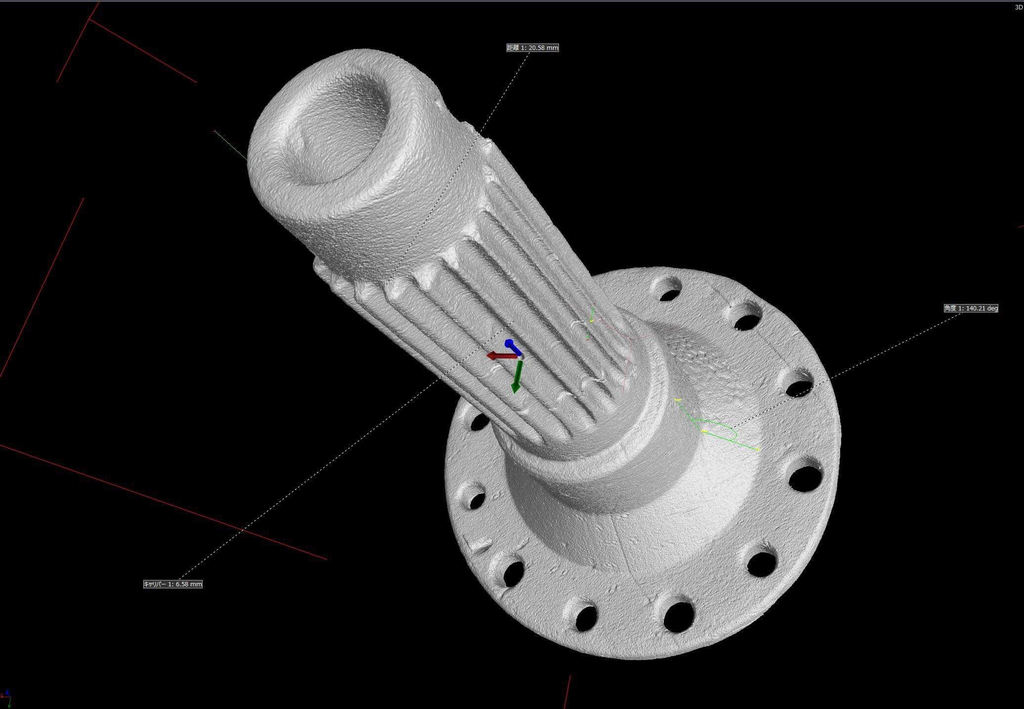
弾性をもつパーツの歪み具合を含めた寸法計測を製品を組み込んだまま分解せず測定することができました。パーツは超軟質ゴム製で非常に柔らかいため接触式の方法では測定が困難でした。特に従来の方法では組み込み後の内部の形状の評価が困難でした。CTスキャナはX線を使って物体を計測するため、非接触で内部形状、寸法の測定を行うことが出来ます。対象物の3Dデータを取得すると、任意の断面を表示することができます。また、画面上で部品を分解し検証も可能です。
● CTスキャンの価格に関しては撮影条件などをお聞きした上でお見積りさせていただきます。
①有機物や自由曲線を含む
物体のCTスキャンも容易にできます。
詳細で立体的なデータを得られます。
また、3DCADデータに変換して
図面に起こすことができます。
②完成前の製品の寸法測定ができます。
立体的に検証が可能で、製品が寸法通りに
できているか確認が容易です。
③仏像や文化財など、歴史的に価値のある
ものの検証にご利用いただけます。
検証用に撮影した3Dデータは
資料として保存が可能です。
CTスキャンにご興味のある方、製品の非破壊内部検査をお考えの方お気軽にご連絡ください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
X線により物体を透過するCTスキャンを利用すると、
自由な曲面を持つ複雑な形状も3Dデータに
することができます。
また、ノイズの除去や欠陥部をデータ処理作業を
することによって、より綺麗なデータを取得可能です。
なので植物や昆虫といった、
従来のスキャン技術では難しかった
複雑な形状の対象物も容易に
スキャニング可能となっております。
ぜひ、キャステム京都CTスキャンサービスを
ご活用くださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由となっておりますので、
お気軽に遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

X線CTスキャンを活用して
製品の開発・改良に生かすことができます。
さらには設計図のない現物から、
3DCADデータを作成するサービスもございます。
工業製品はもちろんのこと、
フィギュアや仏像といった歴史的に価値のあるものなど
幅広いジャンルの受託分析サービスを
弊社は行っております。
3Dスキャン技術は未知の可能性を存分に秘めており、
これから沢山の発見と便利な生活への
アシストをしてくれる存在だと捕らえています。
施設内の見学は自由となっておりますので
お気軽にお越しください。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
CTスキャナは鉄や鉛といった密度の高い金属で作られた製品を除いて、
材質を問わず様々な対象物の形状をスキャンすることが可能です。
ですので、植物や昆虫、生体などを代表する自由曲面を持つ
3Dデータ・3Dモデルの制作に活用することが出来ます。
また、一度のスキャンで細かな突起や対象物全体の形を
捕らえることが可能となっております。
さらに、スキャンしたデータを
3Dプリンターで出力できます。
鋳造で金属製品にすることも可能です。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

X線により物体を透過するCTスキャンを利用すると、
自由な曲面を持つ複雑な形状も3Dデータに
することができます。
また、ノイズの除去や欠陥部をデータ処理作業
することによって、より綺麗なデータを取得可能です。
なので植物や昆虫といった、
従来のスキャン技術では難しかった
複雑な形状の対象物も容易に
スキャニング可能となっております。
ぜひ、キャステム京都CTスキャンサービスを
ご活用くださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由となっておりますので、
お気軽に遊びに来てください。
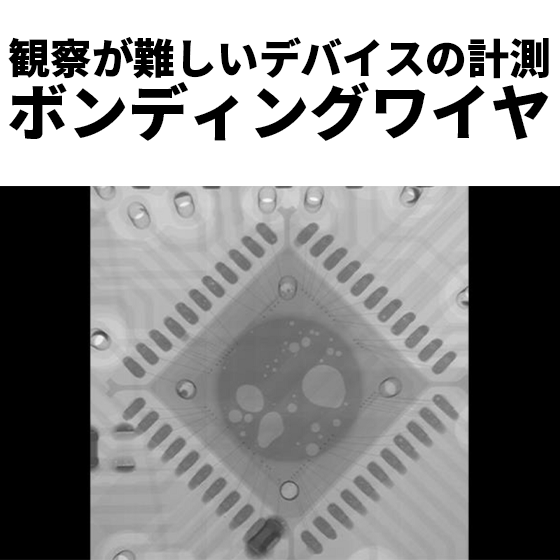
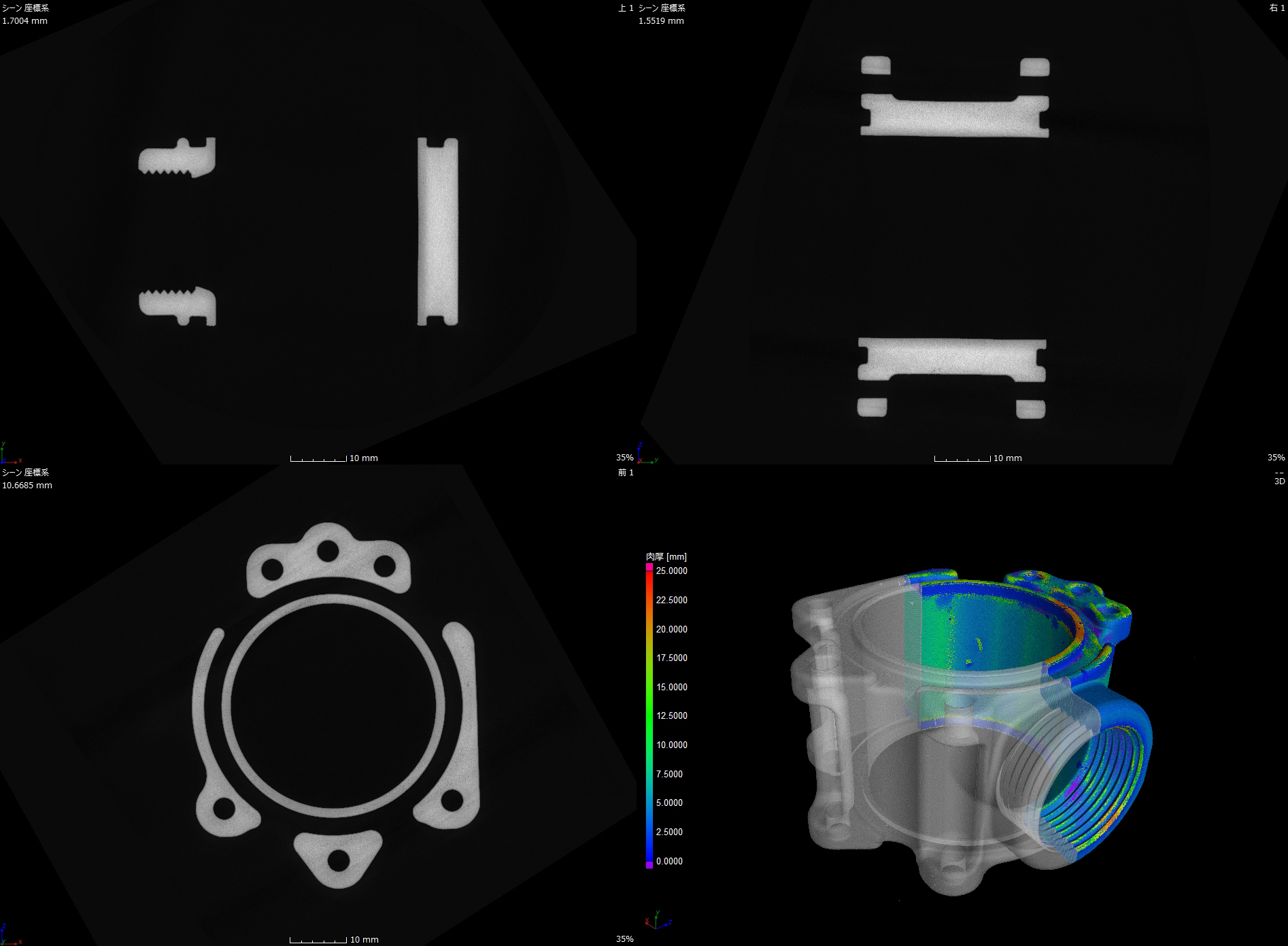
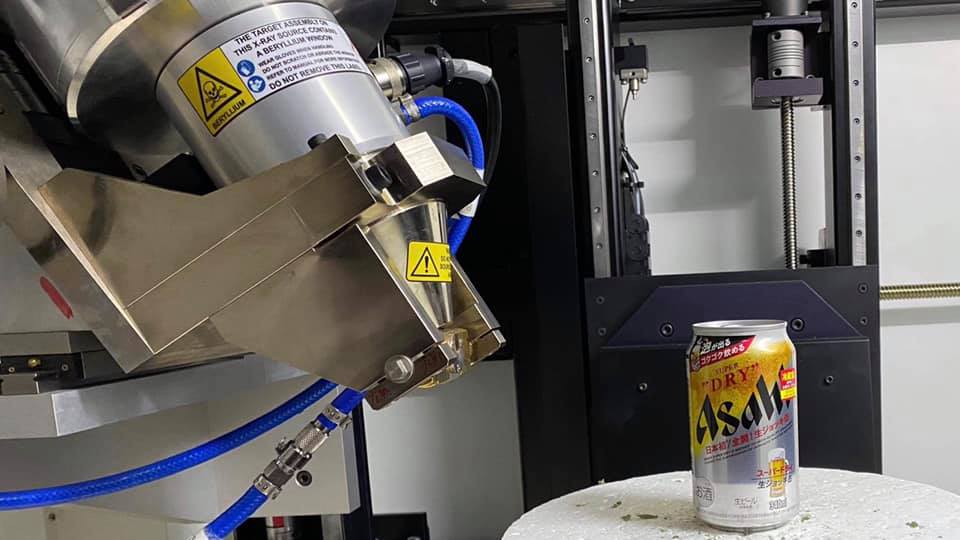
材質:プリント基板
観察範囲:5 x 5 (mm)
画像は、ボンディングワイヤを観察した際の様子です。
ボンディングワイヤとは、半導体の接続材料として使われる金属の細い線のこと。
通常の計測器では評価が難しいとされる接合不良や流れ率の算出などを可視化しました。
キャステムでは、Nikon MCT225を利用したCTスキャンサービスを行なっております。
お客様の試料をお預かり、もしくは当社スタッフ付き添いの上にお客様にスキャンしていただくことも可能です。
【設備概要】
ニコンソリューションズ MCT225
撮影方式:コンビームCT
X線源:225kV マイクロフォーカス管球
最大管出力:225W
最大焦点径:3μm
撮影倍率:1.6× ~ 150×
解像度:1.33 ~ 125μm
X線検出器:16bit 4M Pixel フラットパネルディテクタ(FPD)
最大サンプル重量:50㎏(寸法評価時最大5㎏)
【透過能力】
素材により、透過能力に制限があります。
樹脂:170㎜
アルミニウム:70㎜
チタン:45㎜
鉄:15㎜
重金属:撮影不可
CTスキャンを行うことで、内部の欠陥を解析や3Dデータの作成、内部寸法の計測等が可能になります。
ご興味がございましたら、お気軽にお問合せください。
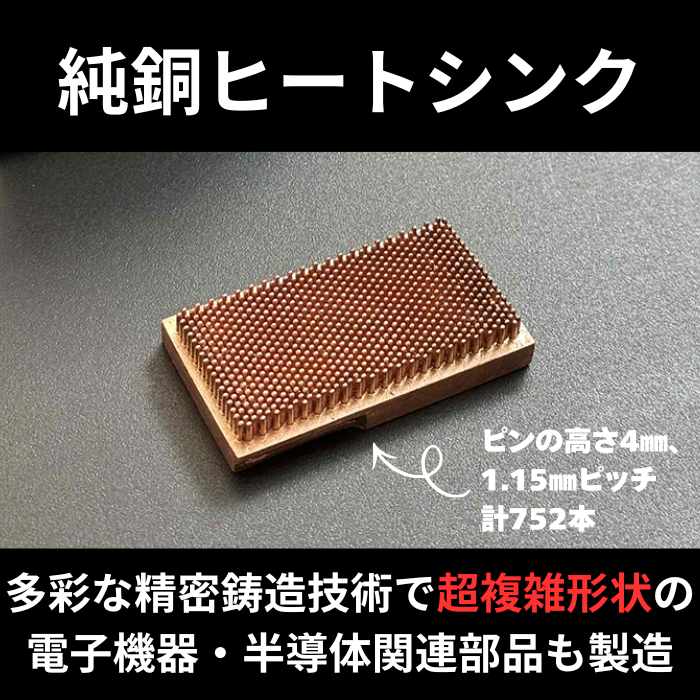
【純銅ヒートシンク】
・52×28×13 mm
・重さ64g
・ピンはφ1mm、高さ4㎜(1.15㎜ピッチで合計752本並んでいます)
エレクトロニクス業界における厳しい熱管理ニーズを満たすために開発した、純銅製のコンパクトな浸漬型ヒートシンクです。冷却チャンバーとして機能し、内部の電子部品からの熱を循環冷却液へと伝えます。
AIに必要なデータセンターで使用される高性能計算(HPC-Hyper Performance Computing)コンピューターのGPU(AIの心臓部)における、液浸冷却装置の重要部品となります。
樹脂3Dプリンターで作った犠牲型による石膏鋳造と、減圧溶解、加圧鋳造により微細な形状を実現。
後加工は単一の統合されたポートを仕上げる程度にとどまり、
±0.5 mm以内の高い寸法精度で部品をシームレスに組み立てています。
米国・カリフォルニア州に拠点を持つ「キャステムテクノロジーラボラトリーズ(CTL)」が製作し、アメリカのICI(Investment Casting Institute)の鋳造コンテストで総合優勝を獲得した製品となります。
キャステムでは創業時から技術を培ったロストワックス精密鋳造のほか、石膏鋳造、3Dプリント技術を用いた金型レス鋳造「デジタルキャスト®」、MIMなど、多彩な鋳造・微細成形技術であらゆる産業分野の金属部品を作っています。
金属部品のことなら、キャステムまでお気軽にお問い合わせください。

厳しい社内基準に基づき、高品質かつ少量多品種対応の基板実装を提供。マウンター実装やDIP基板実装、手ハンダ実装などに対応しており、熟練の技術者に よる高度な技術力と、最新の設備導入、不良を出さない厳格な管理体制を整え、お客様の要望以上の製品を提供することを心がけています。また試作1枚から、 実装・製品組立をお引き受けしておりますので、お気軽にお問い合わせください。

中四国・広島で、アルミに代表される非鉄金属の鋳物に特化した切削を行っております。
高い治工具設計能力・フレキシブルな生産体制でお客様の要求にお答えいたします。
① 24時間体制・マシニングセンター70台以上の設備でご対応いたします。
② 各種ダイカスト・非鉄金属鋳物に特化したノウハウでご提案いたします。 (500製品・40年以上)
③ 小ロット製品も適切なライン構成・段取り替えで低コストにてご提供いたします。 (100台以上/月)
④ ISO9001:2015に基づく品質体制により、高い品質の製品をご提供いたします。
⑤ 非鉄金属(アルミ・マグネシウム・銅・真鍮)に特化した設備・ノウハウでご対応いたします。

制御ユニット部品精密加工:A2017(ジュラルミン)の魅力を引き出す
注目の素材!A2017(ジュラルミン)の魅力
みなさん、こんにちは!ものづくりの世界では、素材選びが製品の命を左右するんよ。今日は、そんな素材の中でも特に注目の「A2017」、別名ジュラルミンについて、ちょっと掘り下げて話してみようと思うんよ。
A2017っちゅうのは、アルミニウム合金の一種なんじゃ。軽いのに強度があって、しかも加工しやすい、言うたらスーパー素材みたいなもんよ。航空機や自動車、そして今回のテーマの制御ユニット部品にもよく使われとるんじゃ。
A2017の特徴
1. 軽量性:アルミニウムベースじゃけん、とにかく軽いんよ。
2. 高強度:銅や亜鉛、マグネシウムを含んどるけん、普通のアルミより強いんじゃ。
3. 耐食性:表面に酸化皮膜ができて、サビにも強いんよ。
4. 加工性:切削加工がしやすくて、鍛造もできるんじゃ。
制御ユニット部品にA2017を使う理由
制御ユニットっちゅうのは、機械や装置の頭脳みたいなもんじゃ。そこに使う部品は、軽くて強くて、しかも精密に作れんといけんのよ。A2017は、そんな要求にぴったりなんじゃ。
1. 軽量化:制御ユニットを軽くすれば、機器全体も軽くなるんよ。
2. 耐久性:強度があるけん、長持ちするんじゃ。
3. 放熱性:アルミは熱を逃がすのが得意じゃけん、電子部品の冷却にも役立つんよ。
4. 精密加工:複雑な形状も、A2017なら高精度で作れるんじゃ。
平岡工業のA2017加工技術
さて、ここからが本題じゃ。A2017は素晴らしい素材じゃけど、その性能を最大限に引き出すには、高度な加工技術が必要なんよ。そこで出番なのが、うちの平岡工業なんじゃ。
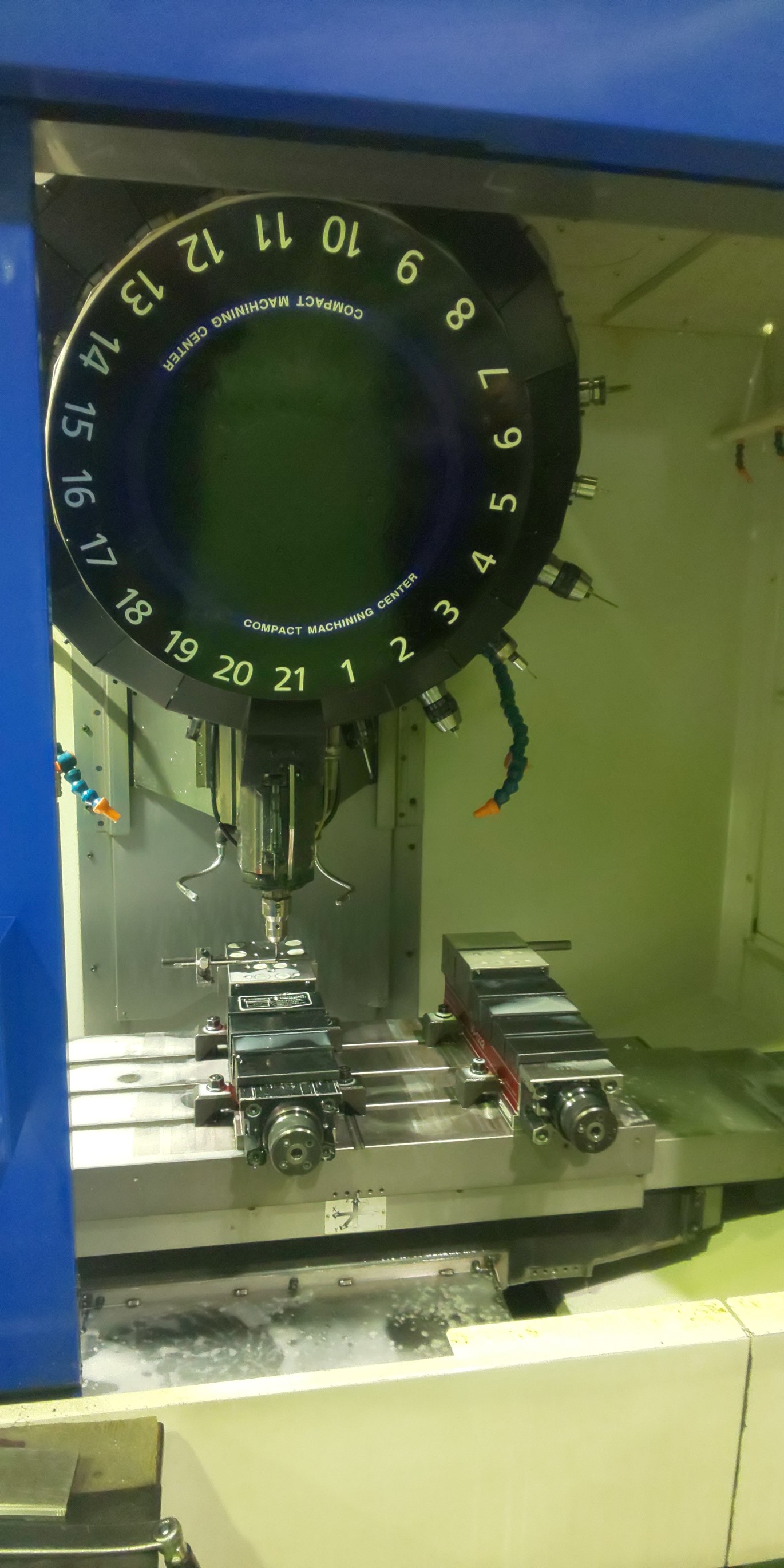
マシニングセンタによる高精度加工
うちには、最新鋭のマシニングセンタがあるんよ。これを使えば、A2017の持つポテンシャルを120%引き出せるんじゃ。
1. 複雑形状の加工:3D設計データから、複雑な形状も正確に再現できるんよ。
2. 高速加工:A2017は切削性が良いけん、高速で効率的に加工できるんじゃ。
3. 表面仕上げ:なめらかな表面を実現して、さらなる高品質を追求するんよ。
難加工への挑戦
A2017の特徴として、長穴加工が難しいっちゅう話があるんじゃ。でも、心配せんでええよ。うちの技術者たちは、そんな難しい加工もお手の物なんじゃ。
1. 専用工具の使用:長穴加工用の特殊工具を使って、精密に仕上げるんよ。
2. 加工条件の最適化:A2017の特性を考慮して、最適な切削速度や送り速度を設定するんじゃ。
3. 熱変形対策:加工中の熱による変形を最小限に抑える工夫もしとるんよ。
平岡工業の強み
うちの平岡工業が、なんで制御ユニット部品の加工に自信があるか、ちょっと聞いてみてくれんか?
1. 85年の実績:長年の経験で培った技術とノウハウがあるんじゃ。
2. 一貫生産体制:設計から製造まで、すべて社内で対応できるんよ。
3. 品質管理:厳しい検査基準で、高品質な製品を提供するんじゃ。
4. フレキシブルな対応:急な設計変更や短納期にも柔軟に対応するんよ。
まとめ:A2017を使った制御ユニット部品のポテンシャル
A2017を使った制御ユニット部品は、軽量化と高性能化を同時に実現できる、まさに未来の製品づくりに欠かせない選択じゃ。そして、その可能性を最大限に引き出すのが、うちの平岡工業の技術力なんよ。
もし、制御ユニット部品の製作で悩んどるんなら、ぜひ一度相談してみてくれんか?うちの技術者たちが、最適な解決策を提案させてもらうよ。
詳しい情報が知りたい方は、ぜひ下記のURLから資料をダウンロードしてみてくれんか?きっと、新しい発見があると思うんじゃ。
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
平岡工業と一緒に、最高の制御ユニット部品を作り上げましょう!
-----
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017

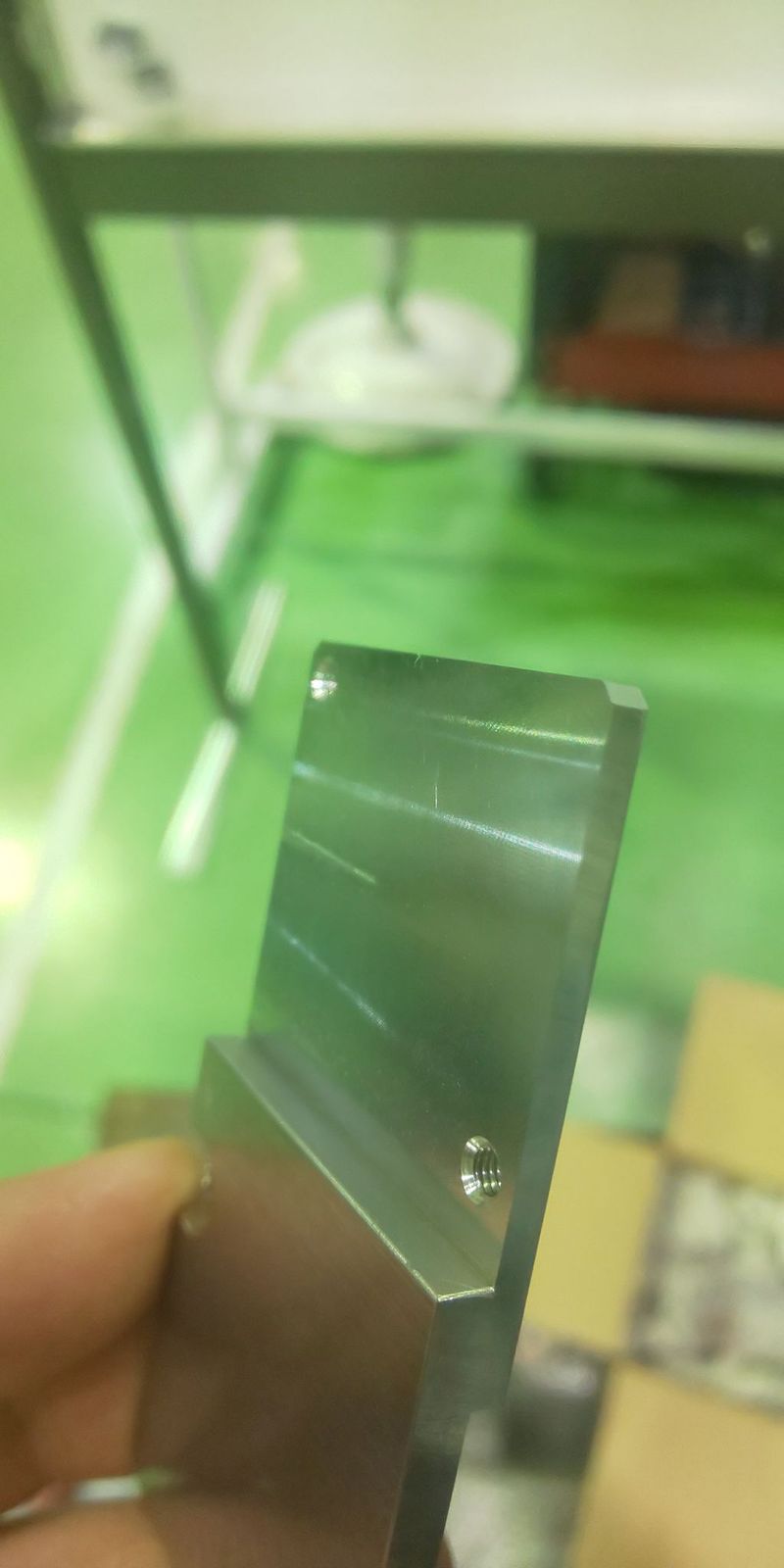
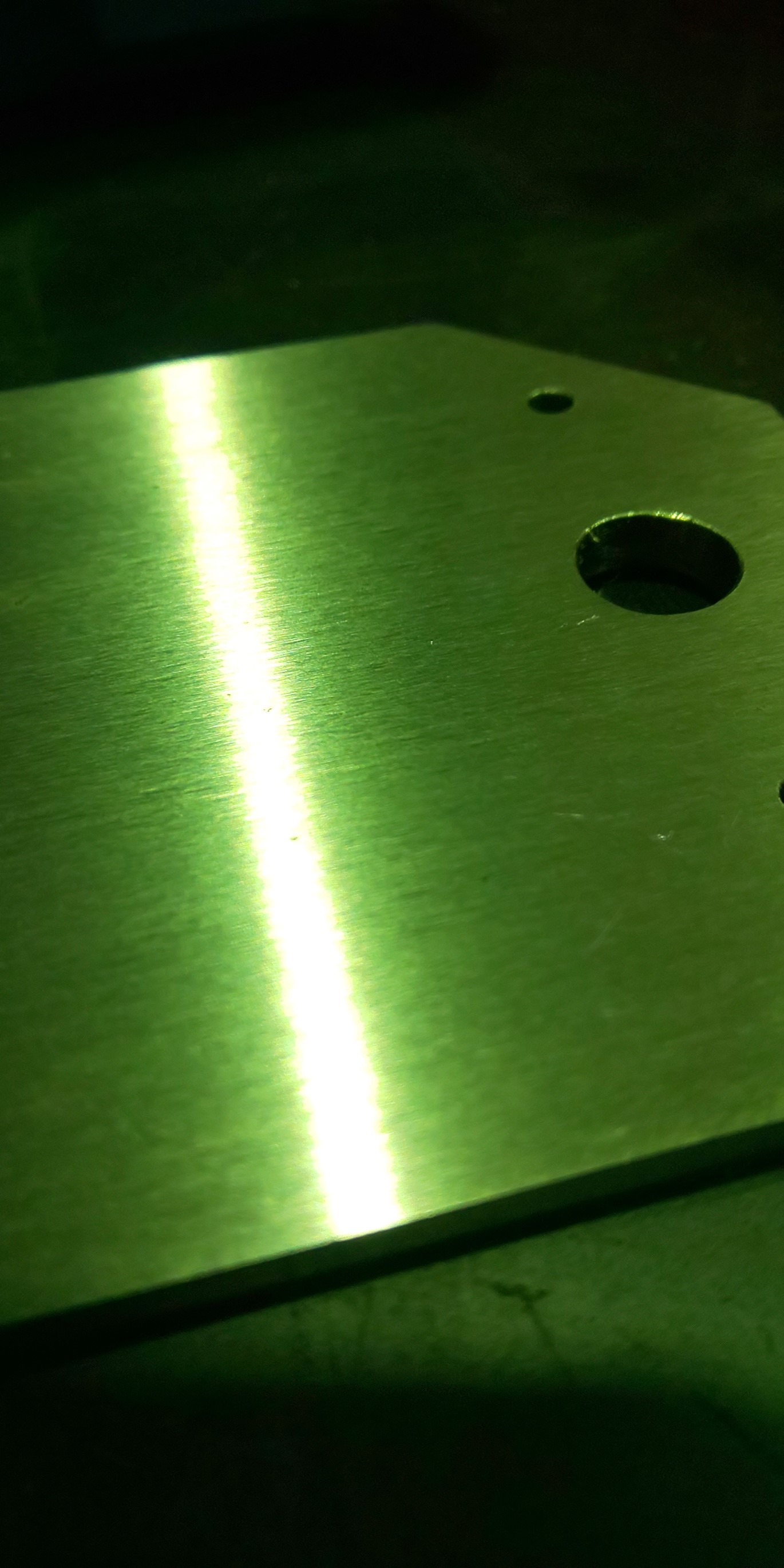
【加工方法】縦マシニングセンター
【業界・用途】サンプルワーク
【サイズ】肉厚0.5×27×67
【特徴】縦型マシニングのみ使用して加工した薄肉加工のサンプルワークです。
ビビリや反りを発生させないように段取りや加工条件を工夫して完成しました!
お客様の「やりたい」を形にする、開発パートナーとして
■ 開発担当者様の「あと一歩」を支える技術力
「高濃度の液体添加剤を樹脂に均一に分散させたい」
「特殊な配合の樹脂をまずは小ロットで試したい」
そんな合成樹脂材料の開発現場における難題に、押出機へのダイレクト注入 と事前含浸ブレンドの2つのアプローチで理想の分散を実現します。
【技術1】処方に応じて選べる液体添加手法
高濃度の液体を添加するには、樹脂の種類や添加量に応じて最適なアプローチが異なります。旭テクノ工業では長年の知見に基づき、以下の2つの手法を使い分けることで均一な分散を実現します。
(1)高精度な「ダイレクト注入」
2連プランジャー式ポンプを用い、原料根本、または混錬が進んだシリンダ(C4/C5)からの添加を選択できます。熱劣化を最小限に抑えたい場合や、連続生産での高い定量性が必要な処方に最適です。
常温では粘度が高く扱いが困難な液体添加剤も、最大70℃までの加温制御により流動性を確保。脈動を抑えた安定供給により、製品ロット内の品質のバラつきを最小限に抑えます。
(2)ヘンシェルミキサー(高速攪拌機)による「含浸ブレンド」
押出機に投入する前に、ヘンシェルミキサーを用いて原料(粉体やペレット)に液体を含浸・コーティングさせます。
液体をあらかじめ原料に馴染ませておくことで、押出機内での食い込み不良を防ぎ、より均一な分散を促進します。多量の液体を添加する場合や、粉体との馴染みが重要な処方に有効です。
【技術2】実績に裏打ちされた混錬ノウハウ
スクリューデザイン:
樹脂特性や液体の種類・添加量に応じて、最適なスクリューデザインを考案します。
スクリューピースの組み換えにより、強力な剪断からマイルドな混錬まで、理想の分散状態を追求します。
多様な液体添加実績:
改質剤: 帯電防止剤、界面活性剤など
機能性付与: シリコーン、可塑剤、各種オイル など
粘度や化学的性質の異なる材料に対し、豊富な加工実績に基づいた最適な混錬手法を提案します。
【生産体制】試作の機動力と、24時間・安定供給の両立
広範な生産設備:
少量試作に適した44mm機をはじめ、中・量産用の54mm、75mm機と計3ラインの二軸押出機を保有。生産規模に応じた最適な機番選定が可能です。
機動力ある試作対応:
44mm小型機を活用し、数十kg単位からの試作に対応。配合比率を変えた複数水準のテストも、現場で柔軟に条件変更しながらスピーディーに実施します。
24時間・連続生産:
三交代制による24時間稼働を基本としています。試作完了後の速やかな量産移行はもちろん、タイトな納期スケジュールにも確かな機動力で応えます。
安定供給・BCP体制:
同型機・予備装置の自社保有に加え、グループ企業との連携による相互バックアップ体制を構築。万が一の際も供給を止めないBCP体制を整えています。
原材料供給:
親会社である化学品商社「オー・ジー株式会社」との連携により、グローバルなネットワークを活かした安定的な原材料調達・供給が可能です。
■ 旭テクノ工業が大切にしている「共創」のカタチ
私たちは、単なる「受託加工先」「作って終わり」ではありません。
お客様のアイデアを形にするための技術的な相談相手でありたいと考えています。
「まずやってみる。ダメなら工夫して、もう一度。」
少人数の会社だからこそ、一人ひとりの技術者が高い当事者意識を持ち、設備の改良や押出プロセスの改善に粘り強く取り組みます。
立ち会い試作:
現場で結果を見ながら、その場で条件を変更。納得のいくまで突き詰められます。
Web中継対応:
遠方や多忙で来社が困難な方へは、リアルタイムでの試作中継も実施します。
「アイデアはあるが、加工に悩んでいる」
そんな時は、ぜひ一度お声がけください。スクリュー構成・生産温度条件の段階から、私たちの36年の経験を共有させていただきます。
旭テクノ工業株式会社 (まずはお気軽にお問い合わせください。)
▶「こんな材料の押出ができるの?」という疑問
▶「他社で断られた案件」の相談
▶「新規プロジェクトの材料検討の場」を探している
〒729-5112 広島県庄原市東城町新福代49-2
TEL:08477-2-4660 FAX:08477-2-4662
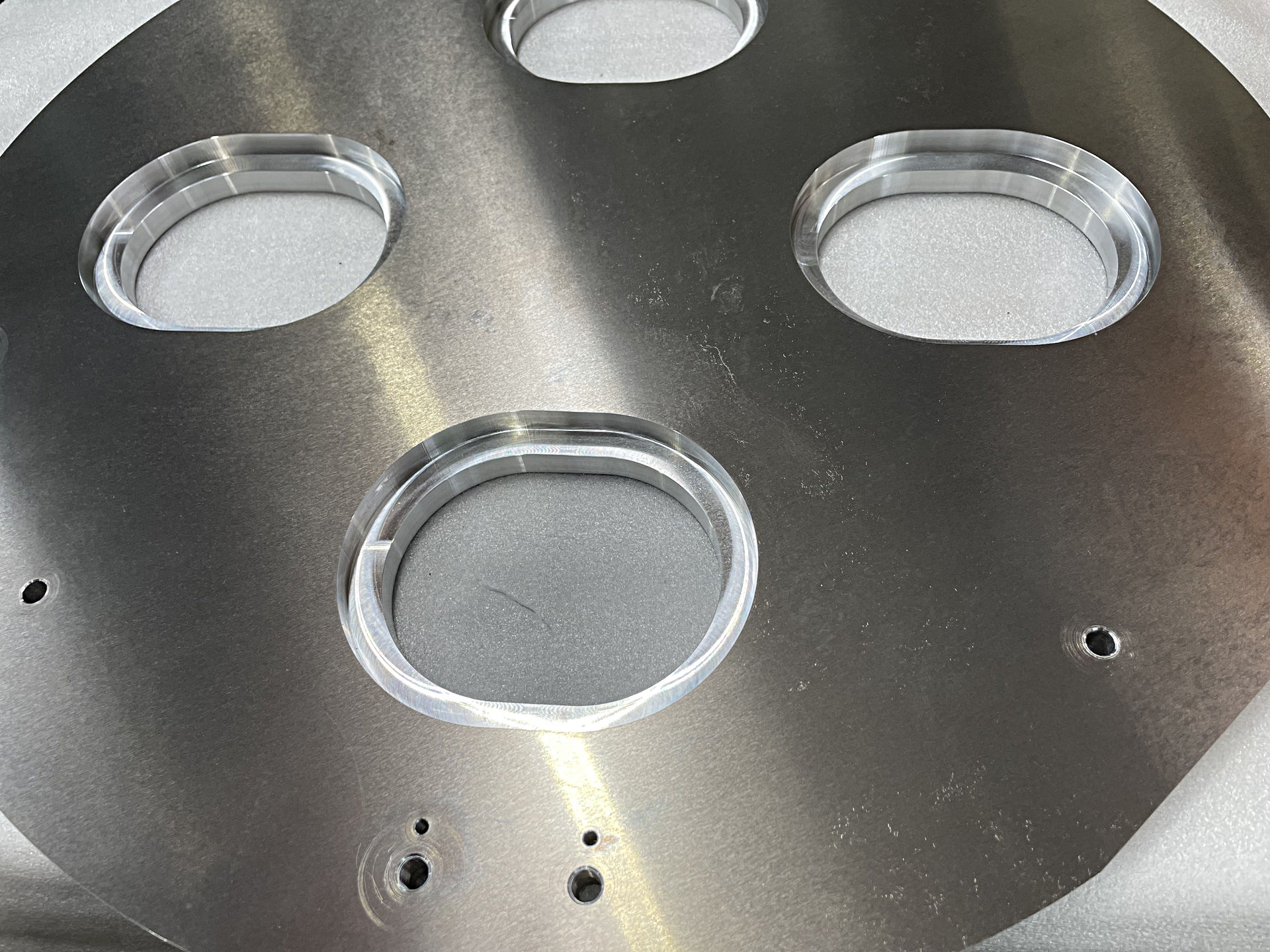
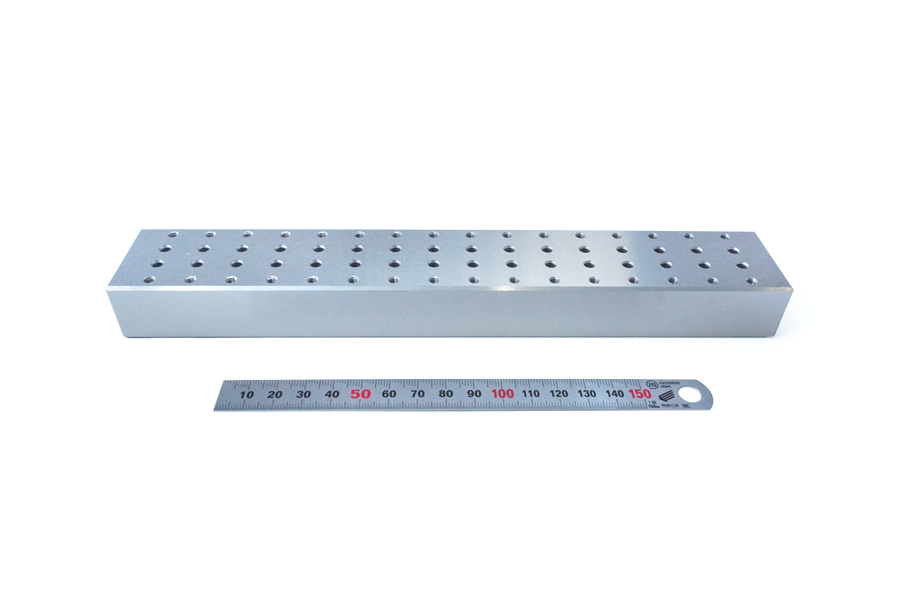
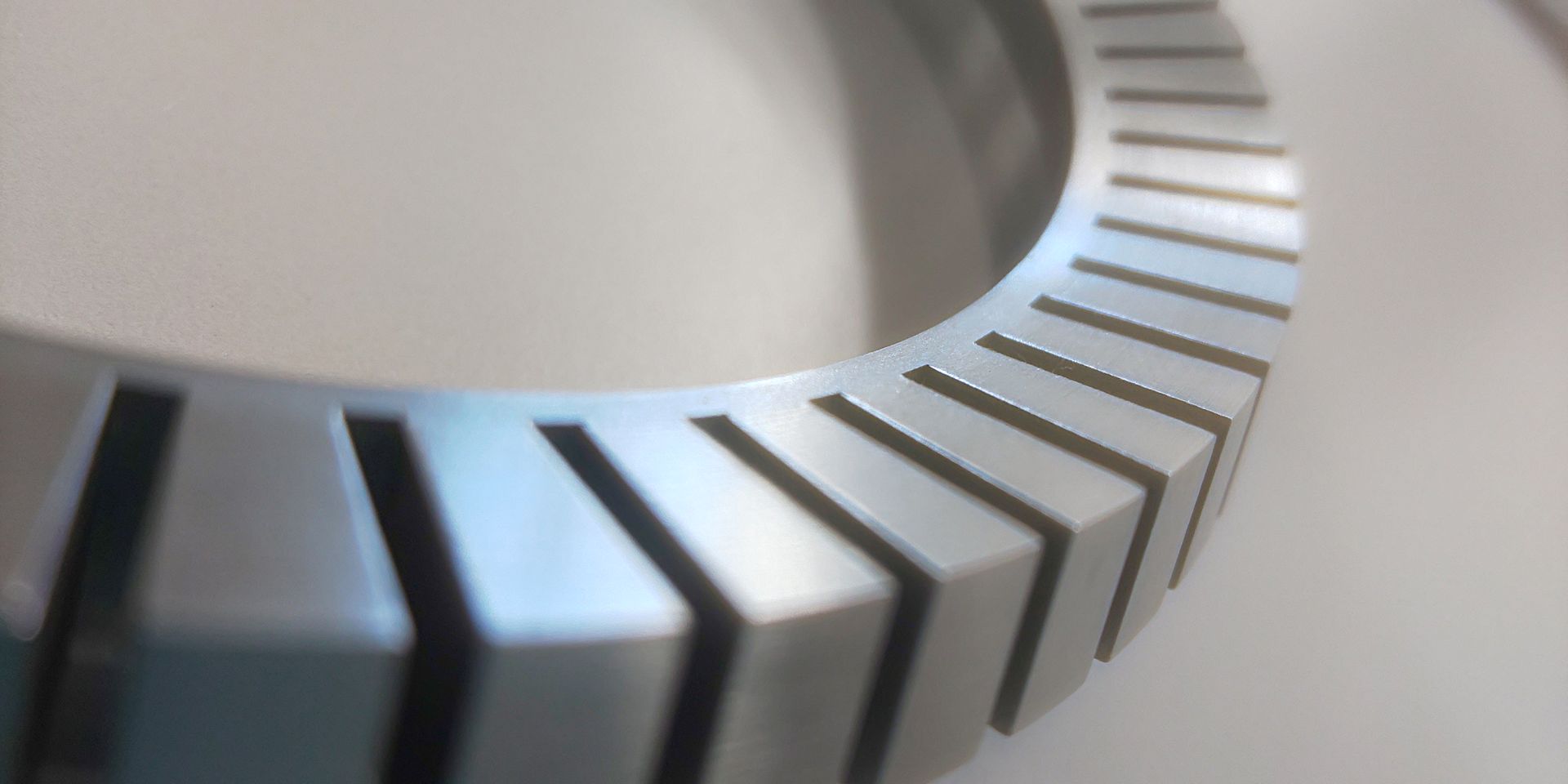
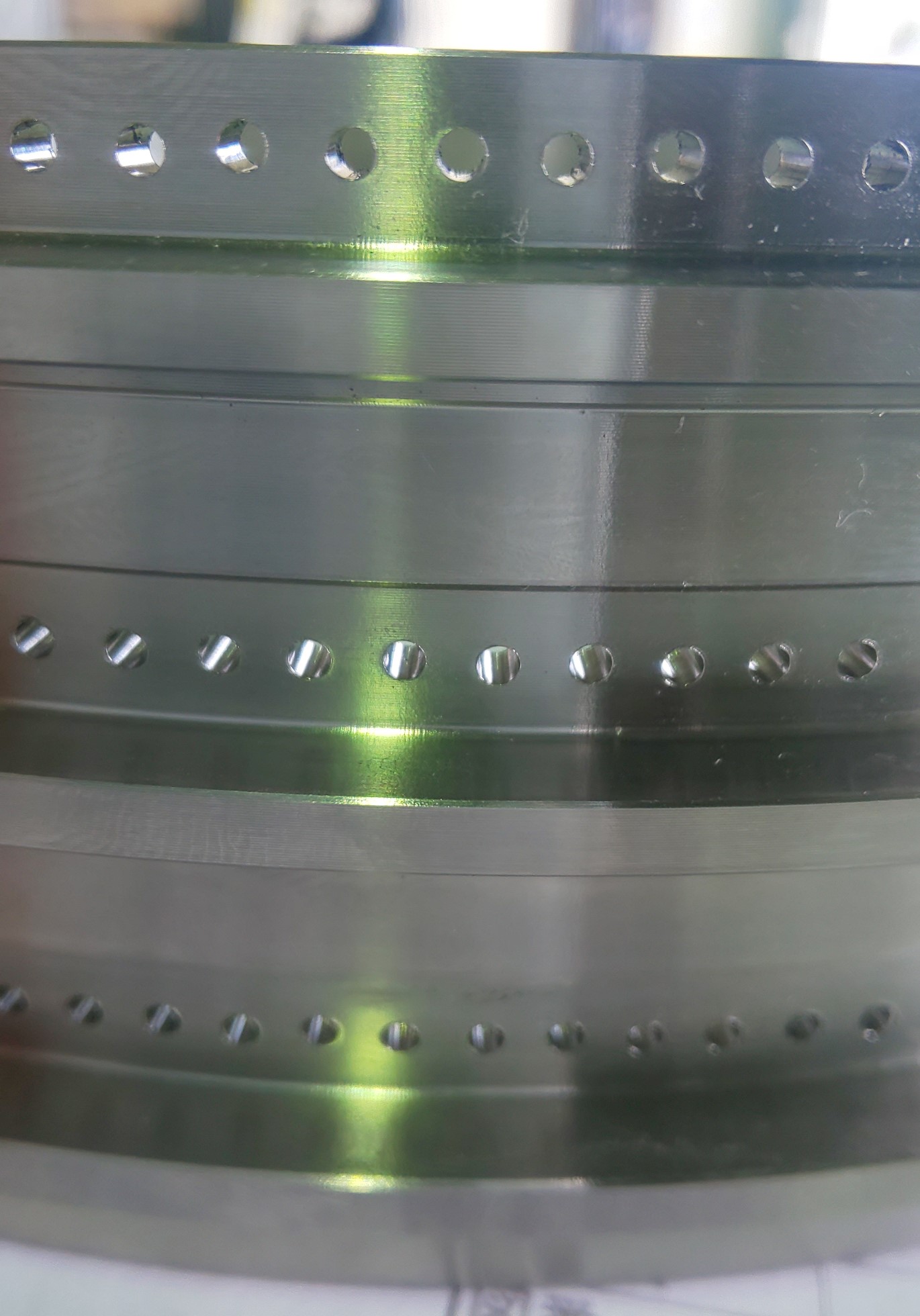
部品名:アルミプレート
業界・用途:ロボット用搬送治具
材質:アルミ
サイズ:Φ600
加工方法:立型マシニングセンタ
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
立型マシニングセンタ、NC横中ぐりフライス盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

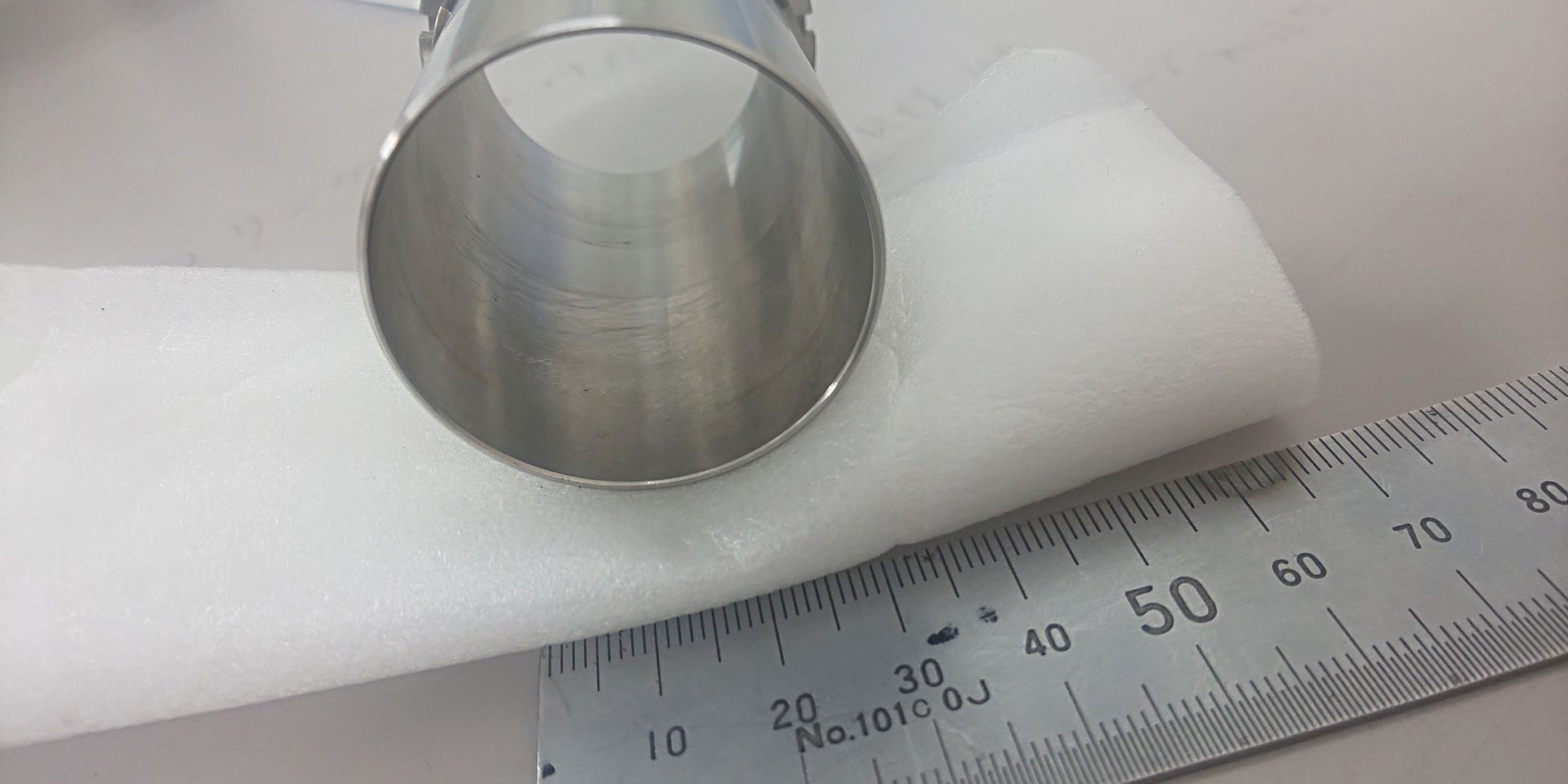
部品名:パイプフランジ
業界・用途:自動車生産用設備
材質:SS 製缶品
サイズ : Φ400×700L
加工方法:横中ぐり盤 旋盤
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ネジ長尺 プラント設備 SC材 ネジ台形 旋盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

キックバネ 試作・単品・小ロット・少量1個~ SWP:ピアノ線 当日出荷 超短納期
裏面に接着剤の着いた印刷表示物
裏に着いた剝離紙を剝がせばそのまま貼り付けできます
取り扱い説明書、安全警告ように
バーコードシールや、QRコードシールを使って製造管理システム 品質保証等にお使い頂けます
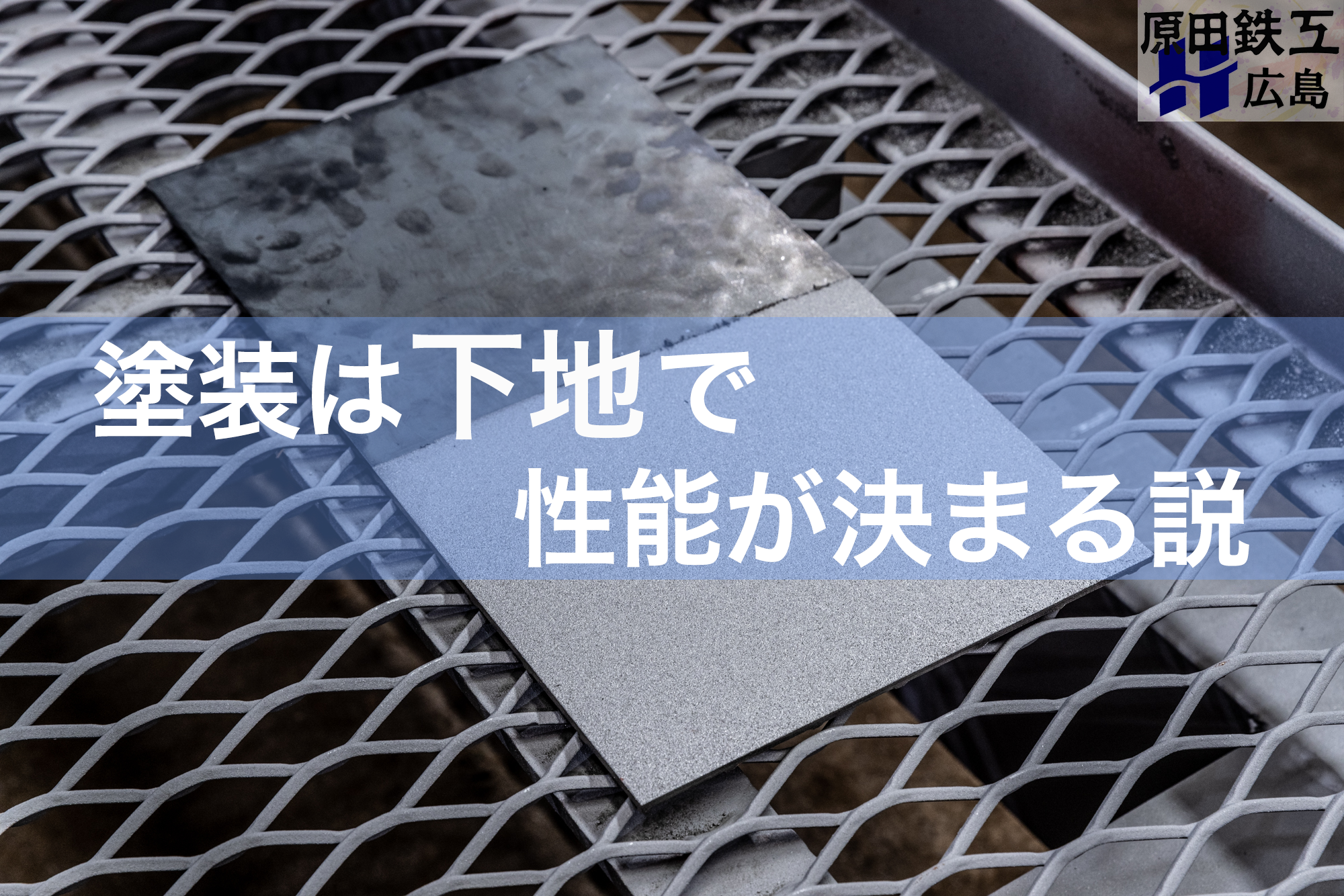
【塗装は下地で性能が決まる!?】
塗装の性能は何によって決まるのでしょうか?
塗料の質?塗装の回数?それとも塗装技術?
どれも重要な要素ではありますが、最も塗装の性能を左右するのは下地です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装の目的』
塗装を行う目的は主に3つに分けられます。
①保護
塗装は塗料で表面を覆う事で保護する役割があります。
元は液体や粉体だった塗料も完全に硬化した塗膜となる事で接触などによる衝撃、紫外線、雨風といったものから守ってくれます。
②美観
塗料は調整する事で様々な色や質感を与える役割があります。
優れた美観に変化させる事で商品に付加価値を付与します。
③機能性の付与
塗料によっては防錆、防腐、防虫や耐熱、断熱、蛍光などの機能・効果を付与する役割があります。
色によって危険性を示す事も可能です。
『塗装の工程』
まずは一般的な塗装の工程(手順)を紹介します。
①塗装の仕様を決める
まずは必要となる性能を元に「下地処理の方法」「塗装回数」「規定膜厚」「塗料の種類」などといった塗装仕様を決定する必要があります。
②下地処理(素地調整)
塗装前に表面に付着した油分・錆・ゴミ・酸化被膜などの不純物は除去する必要があります。
③塗装
使用する塗料を説明書通りの方法・分量にて混合・希釈を行います。
塗料を準備したら規定量を適切にムラなく塗装します。
④検査
塗料が完全硬化すると塗膜厚の計測を行います。
規程となる膜厚に対し過不足がある場合には調整を行います。
⑤再塗装+検査
③~④の工程を繰り返しながら塗装を塗り重ね、完成させます。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『塗装は下地で性能が決まる!?』
塗装の目的は3つありますが、最も重要とされるのは「保護」の役割です。
塗装寿命は仕様に大きく左右されますが5年~50年ほどと言われます。
この塗装寿命に影響を与える要素は大きく分けると以下の4項目となります。
49.5%❘下地処理(1種ケレンと2種ケレンの比較)
19.1%❘塗装回数
4.9%❘塗料の種類
26.5%❘塗装技術や周辺環境、気候
下地処理が塗装寿命に与える影響は約50%あり、ほかの項目と比較しても圧倒的です。
1種ケレンはブラスト加工による下地処理
2種ケレンは電動工具を使用した下地処理
方法が異なるだけでここまで塗装寿命に影響を与える下地処理は塗装工程の中で最も重要とされ、下地処理によって塗装性能は決まると言っても過言ではありません。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
『そもそも下地処理とは?』
下地処理は下処理や素地調整などとも言われ「塗装に適した表面に変化させる処理」です。
多くの方法があり「表面の状態」や「必要な耐久性」を考慮して、いくつかの処理を組み合わせ作業します。
一般的な下地処理は以下の3工程となります。
〈脱脂作業〉
表面に付着している油分や汚れは塗料を弾いてしまいます。
有機溶剤や洗剤を使用し、ふき取る事で除去します。
〈ケレン作業〉
表面に付着している酸化被膜や錆、劣化した塗装などは塗料の付着を妨げ早期剥離の原因となります。
サンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去しましょう。
ケレン作業は使用する「工具」と「清浄度」によって4つのグレードに分類されます。
表面の状態や必要な耐久性を考慮し、グレードを選定する必要があります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈パテ、プライマー塗付〉
塗装対象物の材質や表面の状態によってはパテ付けが必要だったり、専用のプライマーを塗る必要があります。
パテは劣化している箇所を補修したり、凹んでいる箇所を均一にするなどで仕上がりを美しくします。
特殊な金属や木材、コンクリートに対してはそのまま塗装しても塗料が密着しない、吸い込んでしまう、滲んでしまうなどの不具合を防ぐ専用プライマーを使用する必要もあります。
『まとめ』
塗装性能を決めるのは下地処理です!
なぜここまで下地処理が重要かと言うとしっかり下地処理を行う事で「密着性」「仕上がり」が大きく向上するためです。
下地処理を行わず塗装を行うと表面に付着した油分・錆・酸化被膜といった不純物によって塗装が弾かれたり、簡単に剥がれ落ちてしまいます。
塗装は紫外線や雨風などの影響によって年々減少はしますが、多くの塗装は経年劣化による塗装寿命を迎える前に密着力不足によって剥がれ落ちてしまいます。
またケレン作業とパテ、プライマー塗布によって表面に付着した不純物を除去し、平滑な表面に変える事で塗装後の仕上がりも大幅に向上します。
塗装の性能は下地処理でほとんど決まってしまいますので、必ず行うようにしましょう!
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
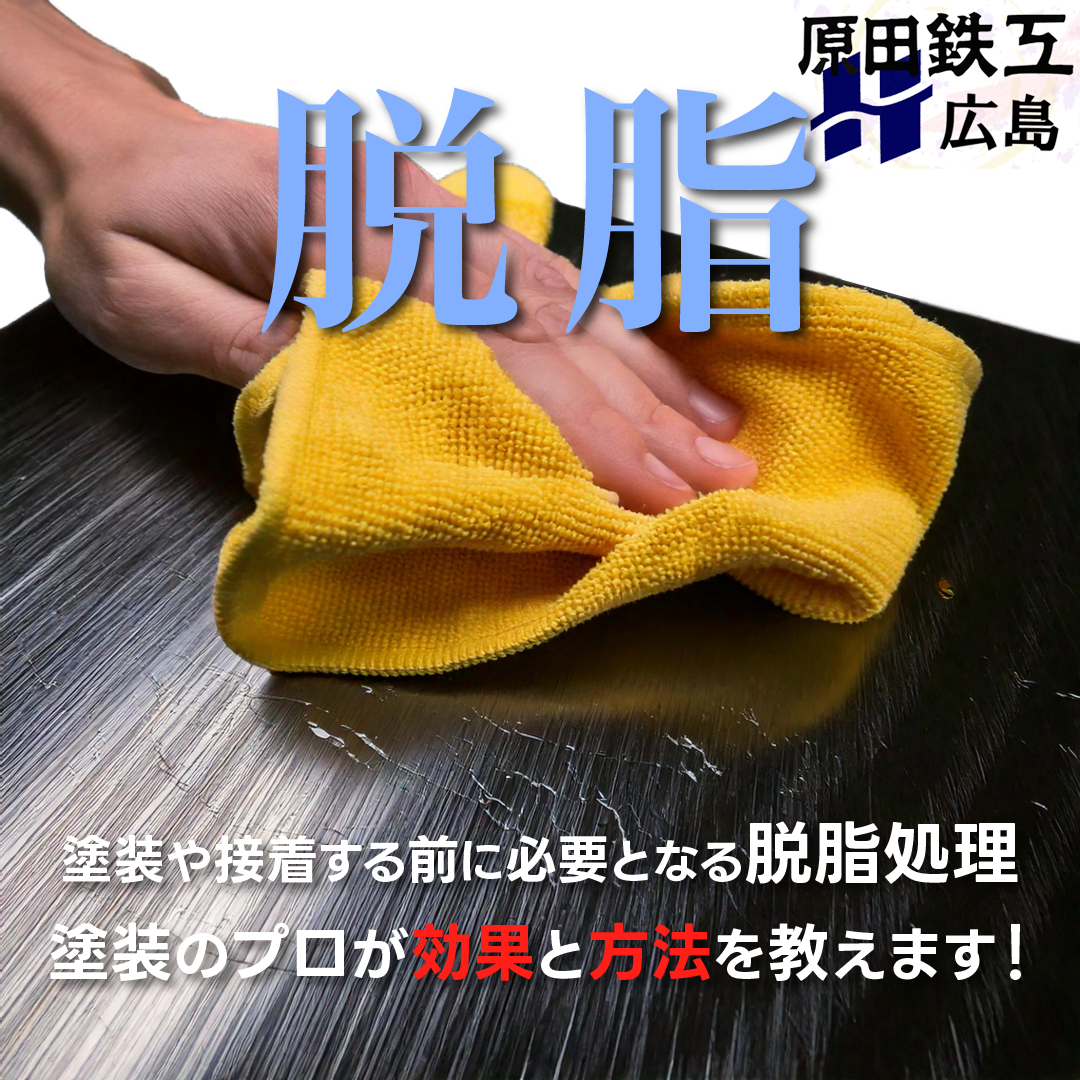
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
脱脂処理は油分や汚れなどの付着物を除去する表面処理の方法です。
塗装や接着を行う場合、表面に油分や汚れが残っている状態だと表面に密着する事ができないため簡単に剥がれ落ちてしまう不良が発生します。
そのため『脱脂処理は塗装や接着前には欠かせない重要な工程』となります!
今回は塗装を続けて80年以上の歴史を持つ原田鉄工が脱脂処理の「方法」と「効果」を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『脱脂処理について』
脱脂処理とは表面に付着した油分や汚れなとを取り除く処理となります。
表面処理の方法であり、塗装や接着する工程の前作業として必要とされる処理です。
この脱脂処理を怠ると、接着不良や塗装不良の原因に直結しますので重要な工程となります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装不良が発生する原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/217006/
『脱脂処理の方法』
脱脂処理は大型槽に浸漬させる方法などもありますが最も広く行われているのは
有機溶剤となる「シンナー」「ガソリン」「アセトン」や「中性洗剤」「専用のクリーナー」などを使用し、油分・汚れ残りが無いように清潔な布などで拭き上げつ方法となります。
有機溶剤であるシンナー等は洗浄力が高く、揮発性しやすいで作業性が高いのが特徴となります。
中性洗剤は洗浄力と揮発性は低いですが、簡単に入手でき危険性が無いことが特徴です。
『脱脂処理の注意点』
脱脂処理を行う場合にはいくつかの注意点があります。
《有機溶剤の場合》
・取扱に注意が必要で、ゴーグル・マスク・手袋など着用してから使用しましょう。
・可燃性のため火気厳禁となり、冬場などは静電気にも注意が必要です。
・対象の素材によっては溶解する可能性があります。
《中性洗剤・クリーナーの場合》
・付着している油の種類によっては洗浄力が不足している場合があるので注意しましょう。
・揮発性が低いため脱脂処理後は乾拭きを行い、十分乾燥させる必要があります。
・中性洗剤の場合は洗剤残りが無いように、注意する必要があります。
『脱脂処理の効果』
脱脂処理を含む表面処理は塗装工程の中で最も重要とされています。
脱脂処理を行う事で以下の効果があります。
①不良を防ぐ
油分による弾き、密着不良を防止する事が可能です。
②仕上がりの向上
汚れや油分が塗料と混ざり仕上がりが悪くなることを防ぎ、美しくします。
③耐久性の向上
密着不良による塗装の剥離、塗膜の不均一を防ぎ塗装の耐久性を最大限引き出します。
『脱脂処理の規格』
脱脂処理にはSSPC-SP1という規格が広く使用されています。
米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
【SSPC-SP1】溶剤洗浄で行う表面処理について
https://ja.nc-net.or.jp/company/98405/product/detail/210619
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『まとめ』
脱脂処理とは「油分や汚れを除去する処理」
塗装工程で最も重要とされる表面処理の一つとなります。
脱脂処理に使用する溶剤や洗剤は数多くありますが、長所と短所がありますので素材や付着している油分・汚れを考慮して選ぶ必要があります。
脱脂処理を行う事で表面の密着性・仕上がりだけではなく耐久性までを向上させることができます。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【💫⚙️半導体に使用される、精密部品加工!⚙️💫】
材質:AZ31
厚み:12mm
処理:陽極酸化処理(白)
製作期間:3週間~1カ月程度
■形状
ヘラのような形状へ削り出し、
穴を開けた加工を行っております。
■マグネシウムの精密加工
薄肉になる箇所も多々ある製品もありますが、
割れないように注意しながら加工を行っております。
■表面処理について
表面処理がありますが、制度穴の精度出しも行います。
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2020年9月28日(月)
担当者:寺島
【 トリム型に使用する1部品 】
KD11S 鉄 Mg射出成型品 トリム型 穴バリカット
精密なワイヤーカット加工も得意としています。
(焼き入れ後ver)
【材 質】 KD11S 鉄
【板 厚】 t=30.00
【全 長】 100mm程度
【 ロット 】 1~(要相談)
【業 界】 自動車業界 トリム型(穴バリカット)
【工 法】 設計製作
ボール盤
熱処理
ワイヤーカット
( 写真は熱処理後です。)
【特 徴】 設計・製作・組付けまで当社で行います。
マグネシウムの射出成型品のトリム型に使用される一部品です。
写真のような部品がたくさん集まって、1つの治具になります。
最終的に、現品(射出成型品)と合わせて調整まで行います。
お見積をご希望の方は、下の方にあります
【▶️資料請求・お問合せ】からでも、
見積対応可能ですので、お気軽にご相談下さい♬
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2021年04月26日(月)
今日は、よい風呂の日🛁.。o○
担当者:寺 島 🌹🔨
Facebookも更新中!
https://www.facebook.com/heiwakikai
動画などもUPしているので是非いいね!
よろしくお願い致します♪

真空雰囲気内で使用される部品や高圧環境で使用される部品は高い機密性が要求されます。
当社では製品の機密性・水密性を確認するためのリーク試験設備を用意し、安心して使用できるロストワックス製品をお客様に提供します。
(T.K.)
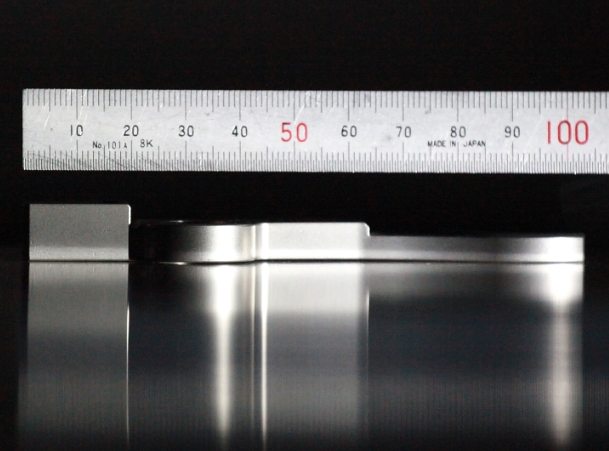
Mimは小さな部品を得意としていますが、例外もあります。写真の物は全長が100mmある製品です。(FF)
<何個からでも対応!>
1個からでも対応致します(製品によっては何万個も対応可!)
小ロットでお困りでしたらまずは何でもご連絡ください!
<加工、熱処理、表面処理など、ご要望の状態まで製品を仕上げてお届け致します!>
製品コスト、間接コストなど、さまざまなコスト削減のお手伝い!
まずはご連絡ください!
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.M)

金型での製品は、1,000個以上の多ロットしか引き受けてもらえないという概念を払拭し、10~50こ程度の小ロットに対応。
初期費用の金型費を、出来る限り安価『4.9万円』まで抑えた新しい提案。
【小ロット(10~50個程度)専用ロストワックス金型『4.9万円金型Quick1】
●対応サイズ;60mm×50mm×90mm(手の甲に納まるサイズ)
●製法;ロストワックス精密鋳造
●材質;鉄・ステンレス・アルミ・銅
※大気で鋳造できる金属は対応できますので、詳細はお問い合わせください。
●形状;単純2つ割り形状(上下・左右に割れる形状)
●納期;約1ヶ月程度
●加工完成までの対応可能
※ロストワックスで製造した部品に、精度が必要な箇所だけ加工して仕上げることも可能
●ロット20~30個程度で年に2~3回必要な部品、全切削加工で製造しているが、意外に費用が掛かっている製品
●20個程度で似たような形状の試作品、加工で振り分けることも可能
【 お問い合わせはこちら 】
広島支店(広島県福山市)
tel:084-955-7888 fax:084-955-7666
E-Mail: info@castem.co.jp
東京支店 北関東営業所(千葉県流山市)
tel:04-7178-6120 fax:04-7178-6121
E-Mail: kita-kantou@castem.co.jp
大阪支店(大阪市淀川区)
tel:06-6396-1517 fax:06-6396-1518
E-Mail: Osaka@castem.co.jp
名古屋支店(名古屋市千種区)
tel:052-745-2880 fax:052-745-2881
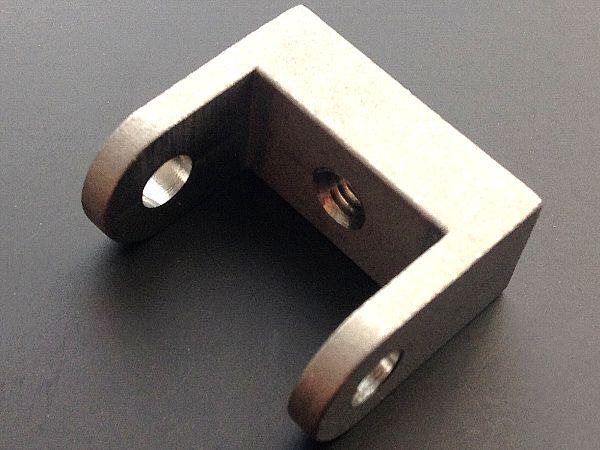
写真の形(約50×50×20)を50個作ろうとしたとき、すぐに「切削でしょ」と思われた方
切削よりも3割安く作る方法があります。
「ダイカストじゃ、型費の焼却ができないから無理だな」と思われた方、
この形なら10万円程度で金型が作れます。
写真形状の単なるコの字形状のものを作ろうとしたとき、数ある製法の中から、ロット・材質によってQCDが適正な製法を選択する必要がありますが、意外に選択肢にあがっていないのがロストワックスです。
他の型物と比べて金型費が安く、材質を選ばず、小ロット対応も出来る。
それがロストワックスです。
写真の形をステンレスでもアルミでも銅でも鉄でも作ることが出来ます。
単純二つ割りの金型ならば、破格の49,000円~
御見積のご依頼・お問合せはお近くの営業所まで
http://www.castem.co.jp/contact/index.html
(M.H)

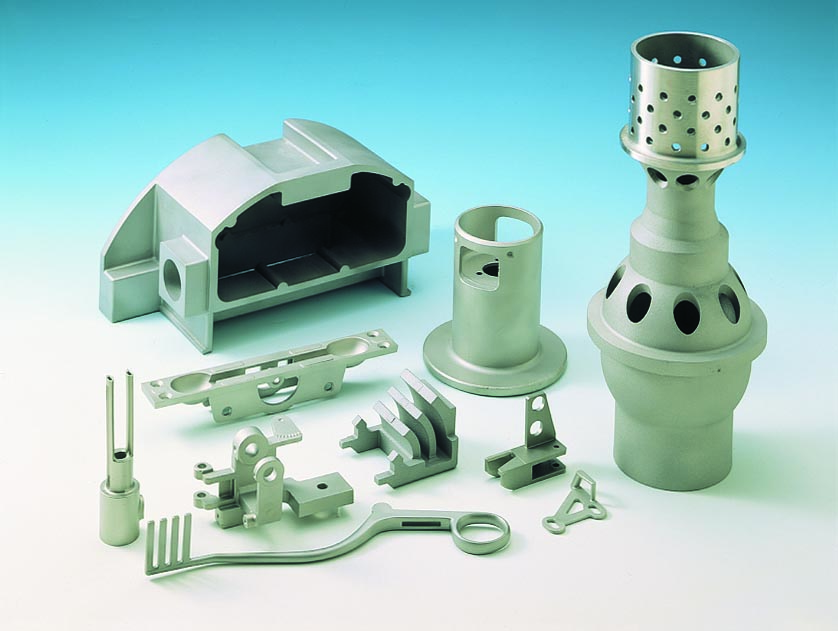
様々な業界の装置・機械を小さく作ろうとすると、
基本的に部品を小さく設計する必要があります。
部品が収納できる限られた小さなスペースの中で、色んな機能をこなせるように
設計しようとすると、形状が複雑になってきて、設計に行き詰り、頭を抱えていらっしゃる方も
多くおられるかと思いますが・・・
そんなときに、「 メタルインジェクション 通称:MIM(ミム)」 がお役に立てるかもしれません。
①形状が複雑すぎて、「どうやって削ればいいんだろう・・・。作れないよな・・・。
高くついちゃうよな・・・・。」と思われる部品
②製品重量が0.01g~100g程度(弊社平均重量は30g程度)
③ロット数量が1個~数十万個
④材質がステンレス・鉄・チタン
⑤小さな部品を更に軽量化して軽くしたい
⑥焼結だと強度が足りない
⑦MIMがどんなものか分からないので、一回、試作金型(簡易金型)で作ってみたい
上記に該当する部品がありましたら、是非ともお近くの弊社窓口まで
MIMをいつ検討する?設計に行き詰った「今でしょ!」
窓口:http://www.castem.co.jp/contact/index.html
製法詳細:http://www.castem.co.jp/technology.html
(M.H)

●親指に乗るほどの10mm程度の大きさの金属部品を、全切削で加工するとコストが意外にかかってしまします。MIMでの金型成形でコストダウンが見込めます。
●メタルインジェクション(MIM)は、3次元立体形状が製造できる射出成形機を用いて、金属の粉末を焼き固める焼結の技術を活かしております。
メタルインジェクション(MIM)
【材質】鉄系・ステンレス系、チタン・コバールなどの特殊な材質にも対応
【対応ロット】1個~10000個、20~50個程度の小ロットも喜んで対応
【納期】約1ヶ月、ロットにもよりますが、約1~1.5ヶ月で納品
【金型費】50万~150万円、複雑な形状は高価になりますが、加工費と比較比べてください。
【密度】95%程度、曲げたりねじったりしても欠けたり割れたりしません。
【対応サイズ】2~50mm程度、肉厚4mm。肉厚が厚い場合は除肉します。
【 お問い合わせはこちら 】
広島支店(広島県福山市)
tel:084-955-7888 fax:084-955-7666
E-Mail: info@castem.co.jp
東京支店 南関東営業所(神奈川県横浜市)
tel:045-323-6202 fax:045-323-6203
E-Mail: Tokyo@castem.co.jp
東京支店 北関東営業所(千葉県流山市)
tel:04-7178-6120 fax:04-7178-6121
E-Mail: kita-kantou@castem.co.jp
大阪支店(大阪市淀川区)
tel:06-6396-1517 fax:06-6396-1518
E-Mail: Osaka@castem.co.jp
名古屋支店(名古屋市千種区)
tel:052-745-2880 fax:052-745-2881
(A・S)

【CTスキャンで傷をつけずに中身を知ることが可能?!】
・非破壊検査
対象を壊すことなく、内部構造を確認することができます。
・内部欠陥の発見
鋳鬆などの内部欠陥を正確に把握することができます。
【ニコンMCT225】
「計測/3Ⅾ化/検証」
・鋳造製品の内部欠陥
・鋳物の鬆の確認
・鋳造製品の寸法誤差の検証
・射出成形品のフィラ配向解析
・異物の確認
・弾力/粘性/柔らかいものの肉厚測定
・組み立て後の寸法測定
「主な特徴」
・測定精度9+L/50μm(校正済み、VDI/VDE 2630準拠)
・フルスクリーン画像用と制御ソフトウェア用のデュアルモニタ
・開放管反射型225kVマイクロフォーカスX線源
・メンテナンスが容易な開放型X線管
・高精度マニピュレータ搭載
・防護キャビネット(特別な予防策は不要、放射線被曝を抑制)
・直径250mm、高さ450mmまで対応
【お問合わせはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
CTスキャンの価格についてはこちらまで!
【その他のお問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

キャステムLiQビルでは
Nikon MCT225を利用した
CTスキャンサービスを行なっております。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
CTスキャンを行うことで、
内部の欠陥を解析、
3Dデータの作成、
内部寸法の計測
等が可能になります。
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

キャステムLiQビルでは
Nikon MCT225を利用した
CTスキャンサービスを行なっております。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
昆虫、魚、手羽先、カエルなど…
今までいろんな対象物をスキャンしてまいりました!
CTスキャンを行うことで、
内部の欠陥を解析、
3Dデータの作成、
内部寸法の計測
等が可能になります。
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

キャステム京都LiQビルではNikon MCT225を利用したCTスキャンサービスを行なっております。
お客様の試料をお預かりしてスキャン、または当社スタッフが付き添ってお客様がスキャンしていただくことも可能です。X線透過率の違いを利用して、梱包のままスキャンすることも可能です。
当社ではさらに、スキャンしたデータを3Dプリンターで抽出、さらには、ロストワックス製法による鋳造で金属製品にすることも可能です。難削材といわれるSKD、SKH、ステライトの鋳造品も可能となっております。
ご興味ございましたらぜひ一度キャステム京都にお問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひぜひ遊びに来てください。
CTスキャンの価格に関しましては内容をお聞きしてお見積りいたします。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
内部形状の把握・測定には
破壊・分解する必要があり
手間も時間もかかるものでした。
産業用CTスキャンを利用することで
通常の手法では測定が難しい内部形状や
構造の評価が容易にできます。
有機的・自由曲線の形状の物体や
柔らかい素材で出来た製品も変形せずに
短時間で測定することが可能です。
(ただし、重金属の場合は除きます)
金属・樹脂製品の内部の可視化、
異物が混入していないかの検査、
素材の密度の検査ができます。
透明で光沢のある素材や柔らかい素材の形状取得
ベースデータ取得などが可能です。
CTスキャンしたデータは3Dプリンターで使用できる
STLファイルとして出力可能です。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
施設内、見学自由となっております。
お気軽にお越しくださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
【CTスキャンの特徴と利便性について】
①内部の観察ができる
内部の観察は他のスキャン方法では真似できない、
CTスキャンの一番の特徴です。
その特徴から非破壊検査に多く用いられ、
鋳造部品の巣穴検査や内部の寸法の計測を破壊・寸断することなく
手軽に行うことができます。
②スキャンにかかる時間が短い
工程の時間短縮だけでなく、
スキャン時間が短いことも特徴です。
X線を利用して360度あらゆる角度から撮影し
専用のソフトを用いて計算、データ上で立体化させます。
キャステム京都ではCTスキャン技術を駆使し
様々な活動を行っております。
また撮影した3DデータはCADデータ化
することも可能です。
有機的・自由曲線の設計図のない製品を
容易にCADデータ化出来ます。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひ遊びに来てください。

【CTスキャン受託サービス】
キャステムLiQビルでは
Nikon MCT225を利用した
X線CTスキャンサービスを行なっております。
プラスチック、樹脂、CFRPなどの製品のボイドをCTスキャンで検査いたします。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
大切な試料でしたら、梱包のまま
スキャンすることも可能です。
京都LiQビルではさらに、スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
見学自由ですので、是非お気軽に遊びに来てください。
お困りの件等ございましたら
お気軽にお電話ください!
【お問合せはこちら】
キャステム京都(LiQ) :
tel: 075-325-1811/ fax: 075-325-1911
kyoto@castem.co.jp
2018/11/05 中山
【CTスキャンの特徴と利便性について】
①内部の観察ができる
内部の観察は他のスキャン方法では真似できない、
CTスキャンの一番の特徴です。
その特徴から非破壊検査に多く用いられ、
鋳造部品の巣穴検査や内部の寸法の計測を破壊・寸断することなく
手軽に行うことができます。
②スキャンにかかる時間が短い
工程の時間短縮だけでなく、
スキャン時間が短いことも特徴です。
X線を利用して360度あらゆる角度から撮影し
専用のソフトを用いて計算、データ上で立体化させます。
キャステム京都ではCTスキャン技術を駆使し
様々な活動を行っております。
また撮影した3DデータはCADデータ化
することも可能です。
有機的・自由曲線の設計図のない製品を
容易にCADデータ化出来ます。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
2018/11/19 harada

生物や植物などの有機的で自由曲線をもつ
複雑な形状の対象物に関して、
X線CTスキャンを利用することで
容易に3Dデータの取得が可能です。
従来では再現が難しかった
細かい突起、曲線も高度な技術により
再現することができます。
また、撮影した3Dデータを
CADデータに変換することで、
設計図のない複雑な形状の物体も
容易に画面上で再現が可能です。
弊社では今までに多くの
ご依頼を承ってまいりました。
お客様立会いでのスキャン作業可能と
なっております。
まずはお気軽にご連絡くださいませ。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
X線CTスキャンでは数千枚単位でスキャンすることで
製品内部全体の詳細が色々な角度から見るれ、
内部を切断するよりも詳しく部分調査が可能です。
非破壊・非分解なので様々な対象物に使用出来ます。
また、その特徴から工業製品の試作品の欠陥観察や
貴重な文化財を壊すことなく内部の調査が出来ます。
CTスキャンで得られた3Dデータから
設計図や製品との重ね合わせによる
形状比較・誤差の有無の確認ををしていただけます。
さらには製品の出来栄えが
3Dデジタル画像で検証でき、3Dプリンタにて
出力することが弊社では可能となっております。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
2018/11/19 harada

内部欠陥の検証を含め、X線CTスキャンの活用は製品の
迅速な開発・改良に生かすことができます。
さらには現品のスキャンをすることで設計図のない現物から、
3DCADデータを作成するリバースエンジニアリングサービスもございます。
その他、工業製品はもちろんのこと、フィギュアや仏像といった歴史的に価値のあるものなど
幅広いジャンルの受託スキャンサービスを行っております。
3Dスキャン技術は未知の可能性を存分に秘めており、これから沢山の発見と便利な生活へのアシストをしてくれる存在だと捕らえています。
施設内の見学は自由となっておりますのでお気軽にお越しください。
ご興味、ご質問等ございましたらぜひ一度キャステム京都にお問合せください。
可能な限りわかりやすくまとめましたので、こちらのYouTubeも参考にご覧ください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
【CTスキャンでできること】
・製品内部の寸法の測定
・不良品の有無の調査
・内部欠陥があるかの観察、評価
・任意の位置での断面図の観察
【適用するもの】
鋳造品、電子基盤、岩石、生物、植物、
歴史遺産、半導体、玩具 etc...
X線透過率の違いを利用して
梱包状態のままCTスキャンしていただけます。
キャステム京都では今まで多くの
ご依頼を承ってまいりました。
スキャニングの際にはお客様に
お立会いいただき、
観察作業を行うことも可能です。
ご興味、ご質問等ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
2018/11/20 harada

①有機物や自由曲線を含む
物体のCTスキャンも容易にできます。
詳細で立体的なデータを得られます。
また、3DCADデータに変換して
図面に起こすことができます。
②完成前の製品の寸法測定ができます。
立体的に検証が可能で、製品が寸法通りに
できているか確認が容易です。
③仏像や文化財など、歴史的に価値のある
ものの検証にご利用いただけます。
検証用に撮影した3Dデータは
資料として保存が可能です。
CTスキャンにご興味のある方、
製品の非破壊内部検査をお考えの方
お気軽にご連絡ください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
キャステム京都(LiQ)では、
CTスキャンサービスを行っております。
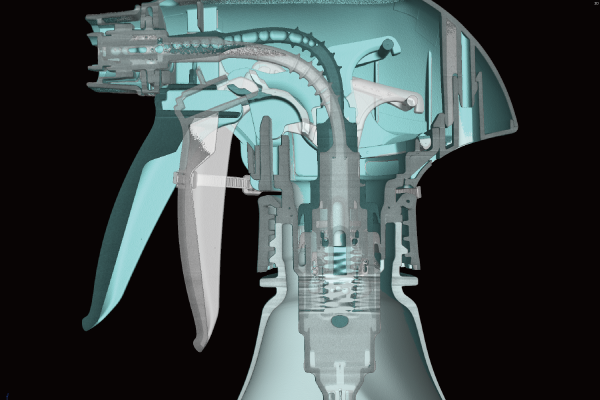
樹脂パーツや金属部品、溶接補修後の部分など、
今まで非破壊では見えなかった内部欠陥の観察が容易に行えます。
図面化しずらい3次元形状や有機的なデザイン、
今まで手仕上げしていた形状をCTスキャナで読み取り
データ化することで簡単に複製することができます。
内部構造のスキャンはもちろん、
透明な材質や表面に光沢のある材質のものも
処理をせずにそのままスキャンすることができます。
CTスキャンを産業活用される際は
ぜひ一度キャステム京都にお問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
①産業用X線CTスキャナを用いて破壊することなく
内部の状態が用意に観察できます。
その特徴を利用して試作品や文化財等を
非破壊にて内部の調査や観察が可能となります。
②またCTスキャンにより得られた3Dデータから
設計図との重ね合わせによる形状比較が可能です。
製品の出来栄えが3Dデジタル画像で検証できます。
③CTスキャンは、物体内部の異物の検出に活用していただけます。
またX線の透過率の違いからおおよその異物の材質を
推定することが可能です。
袋や梱包を破ることなく、検査することができます。
④CTスキャンによって得られた3Dデータを、
設計図データと照らし合わせ、設計値と実値の差を
実際に検証することが可能です。
CTスキャンから得られたデータは、
寸法の測定や3DCADデータに変換可能です。
まずはお気軽に弊社までご相談ください。
お問いあわせお待ちしております。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

生体や歴史的に価値のあるものの観察もキャステム京都では行っています。キャステム京都の工業用CTスキャン受託サービスのご利用にあたってのメリットはこちら。
・製品化する前に内部欠陥の有無を調査できます。
・問題が起こってから検査するのではなく起こる前に事前に検査をすることで事故や損害を防ぐことができます。
・安全で確実な製品作りに役立ちます。
【様々な対象物がスキャン可能です】
CTスキャンでは、対象物を非破壊で検査することができます。また、X線透過率の違いを利用し梱包状態のままでのスキャンも可能です。
ご興味、ご質問等ございましたらぜひ一度キャステム京都にお問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
施設内 見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
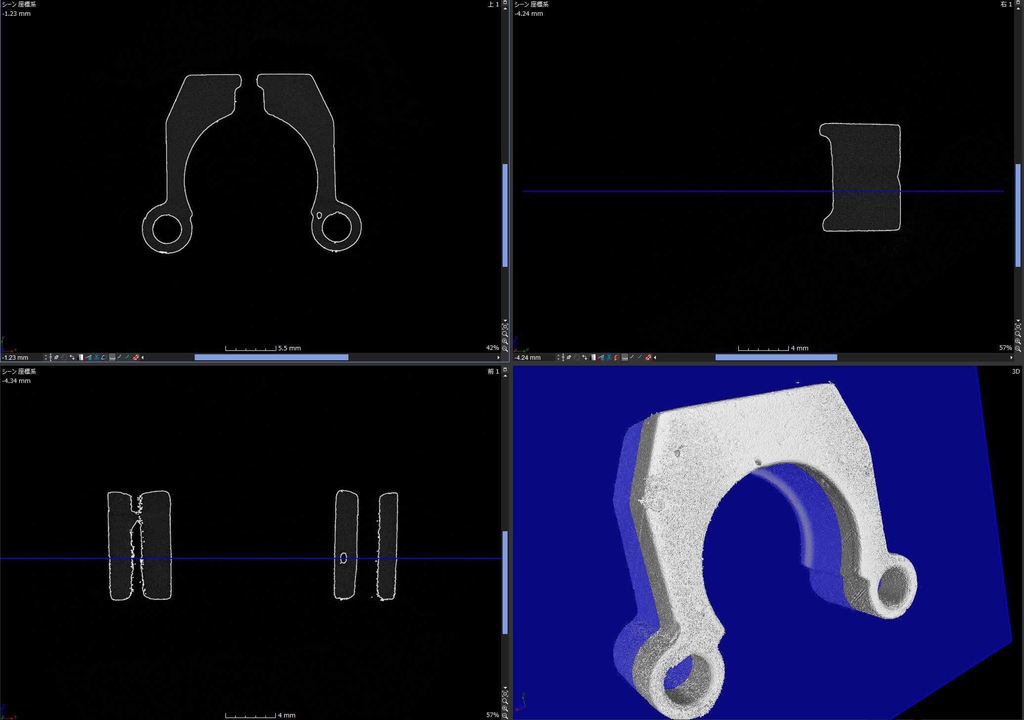
CTではX線を用いて対象物を透過するため、
内部寸法の取得、断面(任意の位置にて)の観察や
内部形状の測定・評価が可能となっております。
多くのパーツが組み合わさった部品の評価も
CTスキャンではその力を発揮します。
今まで分解したりパーツ毎に分けて測定していた
手間も大きく省け、容易に観察できます。
完成前の製品の実値測定に、ぜひ当社所有の
CTスキャンサービスをご利用ください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
見学自由ですので、お気軽に遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
【CTスキャンでできること】
・ 微小な形状を繰り返しすばやく計測したい。
・ 起伏の激しい精密な形状で光学式の3Dスキャンがしづらい。
・ 初回試作品の検査するためワークを切断しなければならない。
・ ワークを非破壊で切断することなく内部形状の確認がしたい。
・ 組立済み完成品の寸法検査、干渉チェックが手間。
・ ボイドや気泡など樹脂部品の内部欠陥や微細なクラックの発見に時間ががかかる。
このようにあらゆる設計シーンでの計測、検査、リバースエンジニアリングのお手伝いが可能です。
【X線CTスキャンとは?】
Computed Tomography (コンピュータ断層撮影)の頭文字の略称で対象ワークを360度回転させ、X線をワークに透過、減衰したエネルギーの値を検出器で測り、専用のソフトウェアで立体構築の計算する事でワークの外観形状と内部の三次元情報を同時に取得します。
【ニコンソリューションズ MCT225】
弊社が所有するMCT225 マイクロフォーカスCTスキャンは微細で複雑なパーツを非破壊で検査する事は勿論、直径200mm高さ200mmに収まるサイズの樹脂パーツや軽金属部品を1回のスキャンで撮影することも可能です。取得したX線CTデータから寸法計測を行い3DCAD化までを一気通貫で対応いたします。
【お問合せはこちら】
広島支店
tel:084-955-7888 fax:084-955-7666 Mail:info@castem.co.jp
横浜支店
tel:045-323-6202 fax:045-323-6203 Mail:tokyo@castem.co.jp
立川支店
tel:042-512-5862 fax:042-512-5863 Mail:tachikawa@castem.co.jp
北関東支店
tel:04-7178-6120 fax:04-7178-6121 Mail:kita-kantou@castem.co.jp
大阪支店
tel:06-6396-1517 fax:06-6396-1518 Mail:osaka@castem.co.jp
名古屋支店
tel:052-745-2880 fax:052-745-2881 Mail:nagoya@castem.co.jp

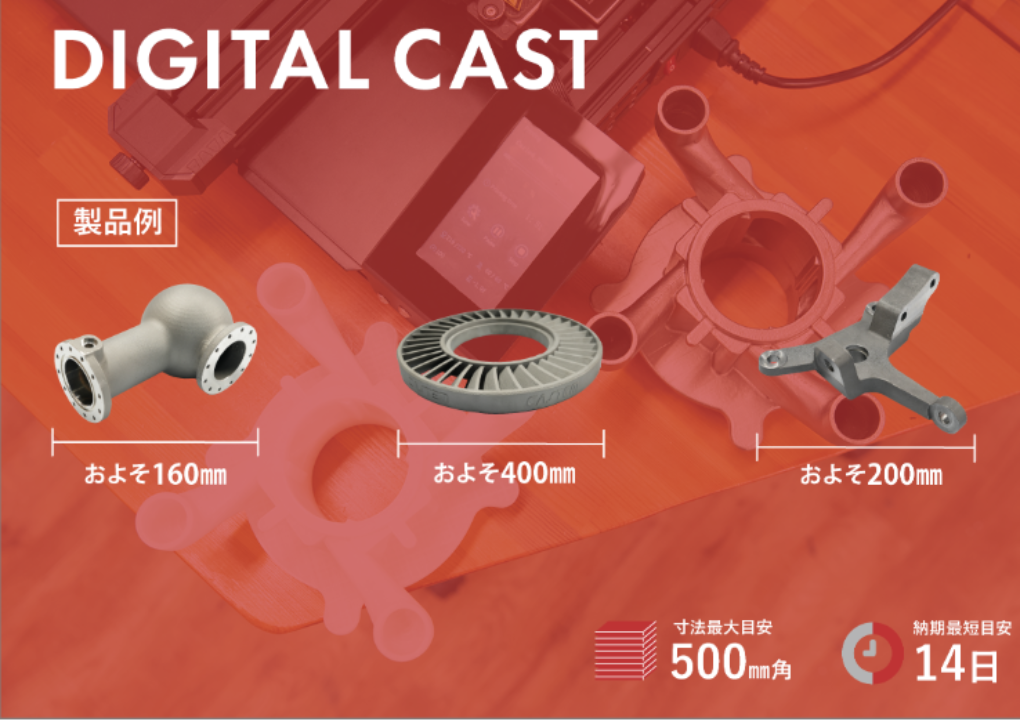
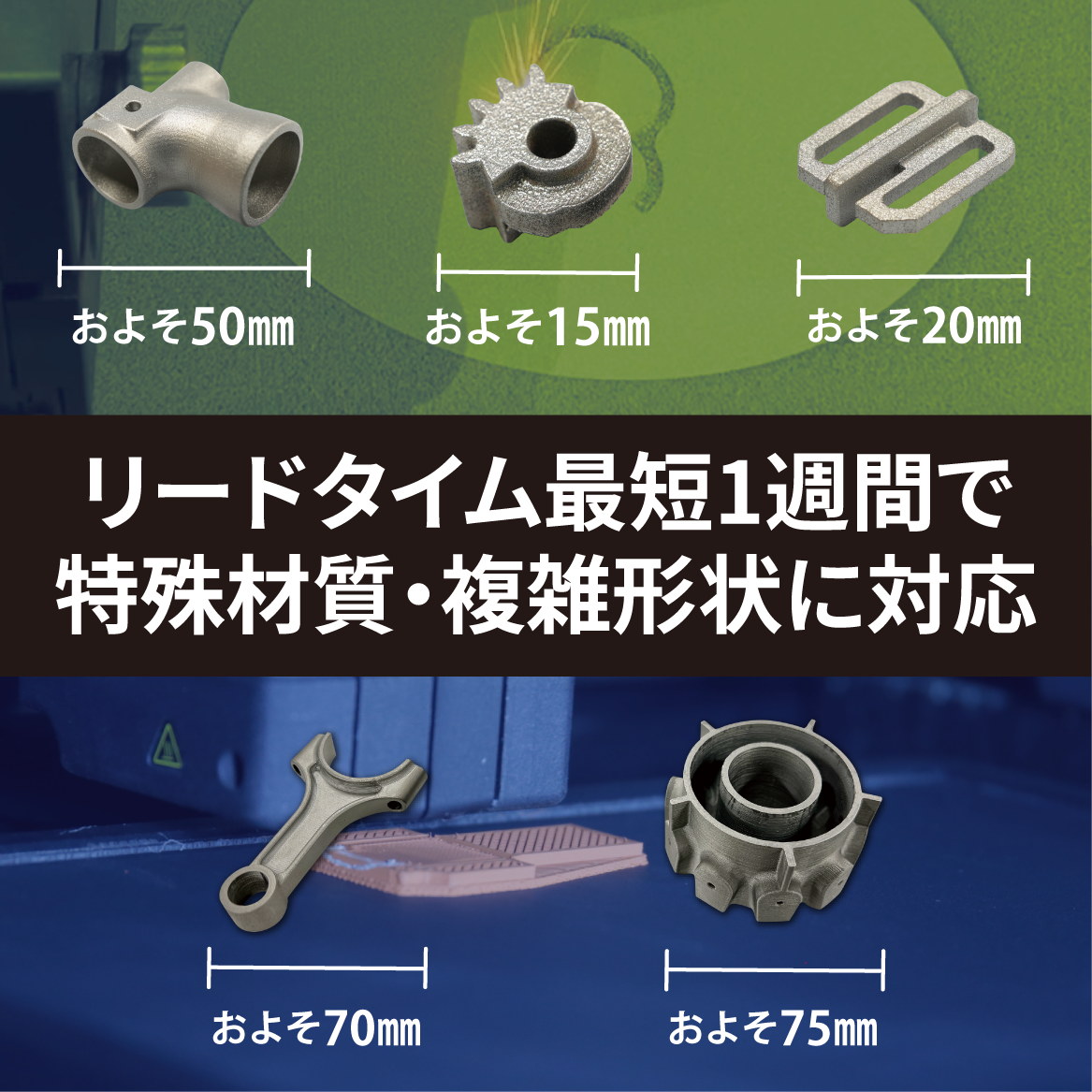
急遽必要になった部品も、金型要らずの鋳造「デジタルキャスト®」で素早くご用意いたします。
デジタルキャスト®のポイントは、以下の通りです。
✅最短納期は1週間
✅70鋼種以上の材質(鋳造材)を選択可能
✅1個から製造可能
✅型費0円
量産を見据えた試作や小ロット量産の見積も大歓迎です!
お客様のご希望に柔軟に対応いたしますので、軽量化・形状変更など検討中の部品がございましたらまずはお気軽にお問い合わせください。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。

建長寺“さわる”模型は、ユニバーサル絵本ライブラリーUniLeaf(ユニリーフ、神奈川県葉山町、大下利栄子代表)が、視覚障がい者も手で触って歴史的建造物を感じることで、共に旅の感動を分かち合えるようにすることをコンセプトに企画されました。その後、「ささえあい基金」の助成金やクラウドファンディングなどで多くの支援者を獲得し、製作されています。
コンセプトである触って歴史的建造物を感じるという想いをカタチにするため、建長寺仏殿1/50サイズのミニチュア化を細部の表現までこだわり鋳物(ブロンズ製)で再現されています。
当社では、約30点のパーツから構成される鋳物製作を担当させていただきました。この自社技術は数の少ない一点物を得意とする金型製作が不要な鋳造法『デジタルキャスト®』で製作いたしました。
建長寺仏殿前には式典翌日より常設され、来訪された方が自由に触れられるようになっています。
鎌倉 建長寺にお越しの際はぜひご覧ください。
【製造担当】
検討用樹脂模型製作・鋳物機械加工:株式会社JMC
鋳物〈金型レス鋳造『デジタルキャスト』〉:株式会社キャステム
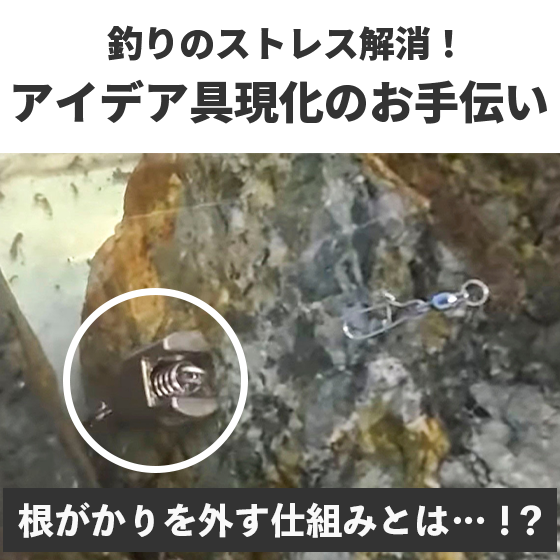
この度、株式会社組織改革の中間優さまのアイデア「ねがかりぼうず」の開発に携わらせていただきました。
【「ねがかりぼうず」とは?】
釣りに使用するルアーや仕掛けの根掛かりを防ぐために生まれた商品。
バネを使って糸を引く方向と逆方向に力を加えることで、釣り針の根がかりを外すことができる画期的な仕掛けです。
【釣りの課題から生まれた新発想】
釣りを楽しむ多くのアングラーが直面する課題の一つに、仕掛けのロスト問題があります。ルアーや仕掛けが根掛かりして回収できずに失われることは、コストの増加だけでなく、環境への影響も懸念され、そして何より釣りを楽しむ方のストレス問題もあります。
そこで、中間さまは「引っかかっても自力で回収できる仕掛け」を実現したいと考え始めました。
【二人三脚での具現化の過程】
アイデアが頭に浮かんだものの、その試作品は金属で製作する必要がありました。
当時は、どこに相談すればよいのすら分からない状況だったといいます。
そんな中、試作品の製作を依頼できる企業を探し、知人の紹介などを頼りに約15社へ相談しましたが、1/3は返答がなく、見積を提示してくれたのはその更に1/3程度。
最終的に、中間さまの奥様のご紹介によりキャステムへご依頼いただくに至ったようです。
中間さまはCADで作図する事など経験が無かったため、アイデアを伝える手段として紙粘土で形状を表現しました。それを受けたキャステムの担当営業は、紙粘土の試作品を基に金属化に向けた設計を行い、3Dデータを制作。その後、中間さまとキャステム技術者が協力しながら細部を調整し、最適な形状へと仕上げていきました。
試作の過程では、以下のような3つの改良が加えられました。
①強度を保ちながら軽量化する形状変更
②鋳造の特性を考慮した流動解析による設計最適化
③穴加工などの後工程を削減するための設計工夫
通常ロストワックス精密鋳造で試作品を作る際には金型を製作する必要があり、これには数カ月の時間と高額な費用がかかります。しかし、デジタルキャスト技術を活用することで、金型なしで迅速に試作が可能となり、短期間でコストを抑えた試作品を提供する事ができました。
【キャステムへのご依頼を決断された理由とは?】
他社と比較してキャステムの試作単価は最も高額でしたが、中間さまはキャステムへのご依頼を決断されました。
その理由は、「キャステムの担当営業が真摯に話を聞いてくれたから」ということでした。金属製品の製造経験がなく、手探りで試作品開発を進めていた中間さまにとって、紙粘土のサンプルからでも技術検討を行ってくれるキャステムの対応に大きな感動を覚えたと言います。
さらに、試作から量産まで可能な一貫生産体制とそれを見据えた技術提案ができる企業だったことも決め手となりました。
【量産化への道】
現在、この釣り具は試作評価を終え、量産品製造に入っています。ウェブ販売だけでなく、釣具店への展開も視野に入れており、プロの釣り人からも高い関心を集めています。
また、製品改良を進める中で新たなアイデアも生まれ、今後のラインナップ拡充も期待されています。
【デジタルキャストがもたらす可能性】
本事例は、個人のアイデアがデジタルキャスト技術によって具現化し、市場展開まで進むことを示しています。キャステムは単なる製造請負ではなく、「お客様の最良のパートナーでありたい」という想いのもと、アイデアの実現を全力でサポートします。
中間さまより、「知らなくても作れるということを、もっと多くの方に届けたい」とのお声もいただいています。デジタルキャスト技術は、これまで製造業に関わったことのない人々にも、新たな可能性を提供する技術です。

弊社、保有技術の中である金型レス鋳造『デジタルキャスト®』と金属3Dプリント『デジタルシンター』の違いとメリットを比較いたします!
近年、金属部品の製造技術は飛躍的に進化しており、その中で弊社技術カテゴリにおいて金型レス鋳造法や金属3Dプリントも特に注目を集めています。これらの製法は用途や条件に応じてさまざまなメリットを提供します。
それぞれの特徴と選ぶ際のポイントは、以下の通りです。
【1】金型レス鋳造:デジタルキャスト
①短納期対応
リードタイムはわずか2週間(最短実績5日内)程度で納品可能。一般的に起型製作からの鋳造法は1ヵ月~数ヵ月を要しますが、本技術ではスピーディに進めることが出来るため、開発期間など工期短縮に役立ちます。
②豊富な金属材質に対応
デジタルキャストは、70鋼種以上の材質(鋳造材)を選択可能です。これにより、一般的によく使用される鉄系、ステンレス系、アルミニウム、銅(純銅含む)といった材質のほか、特殊な合金(ジュラルミン系A7075やインコネル)、耐熱鋼、工具鋼、ハイス鋼を含む幅広いニーズに対応できます。設計者にとって、より柔軟な選択肢を提供します。
③小~中型から大型部品まで製造可能
最大500㎜角のサイズに対応できるため、小~中型から大型部品の製造に最適です。これにより、大型機械部品や複雑形状、中空形状を伴うパーツの一貫(一体化)製造が実現します。
④量産鋳造を見据えた理に適った試作検証
量産リピート時はロストワックス精密鋳造法(弊社基盤技術)にて起型し、製品製造する前に同様の鋳造品で試作検証することは機械的性質(強度確認等)評価面にとっても理に適った検証方法といえます。
※サイズ、形状、仕様、数量等により対応可否検討およびリードタイム目安は異なります。
【2】金属3Dプリント:デジタルシンター
①圧倒的なスピード
デジタルシンターはリードタイムが約1週間(最短実績2日)と短く、特急対応が求められる試作や少量生産に非常に有利です。
②複雑形状で小部品製作に強い
最大対応サイズは80㎜角ですが、その分小型で複雑な形状の部品製造に強みを発揮します。医療機器や電子機器の小型部品、極少量の開発部品などに最適です。
③特定の鋼種対応
使用可能な材質はSINTER T(SUS316L)、SINTER D(純銅・SUS316L・SUS630)に限定されますが、その分難物形状品も迅速に提供できます。
※あくまで弊社対応技術での金属3Dプリントサービスによる最大サイズ目安、鋼種です。
【あなたのニーズに最適な金属造形は?】
部品調達の目的(QCD)や仕様条件に応じてVE提案と合わせ最適な製法を提供いたします。また、プロジェクトに最適な製法選びのお手伝いもいたします。
皆様のお問い合わせをお待ちしています。

「試作や小ロット製作に鋳造は不向き」
――そう思っていませんか?
キャステムの「デジタルキャスト」なら、3Dプリントを活用して金型レスで鋳造部品を1個から製作可能。
形状自由度も高く、納期・コスト・工数をまるごと削減することもできます。
【コストダウン事例】
サムネイルの部品は、以前は2部品を切削加工で作ったのち溶接して作られていたCGマニホールドです。
また、インコネル625という特殊材質の為、海外の加工業者より仕入れていたこともあり、かつてはかなり高コストな部品でした。
しかし、一体成型にすることにより、80%に及ぶコスト削減と強度向上に繋がりました。
「切削ではできない形状」「本番と同じ材質で検証したい」
そんな開発現場のお悩みを、次世代精密鋳造技術・デジタルキャストで解決いたします。
3Dデータがあれば、あとはお任せください。
精密鋳造品をスピーディーにご提供いたします!
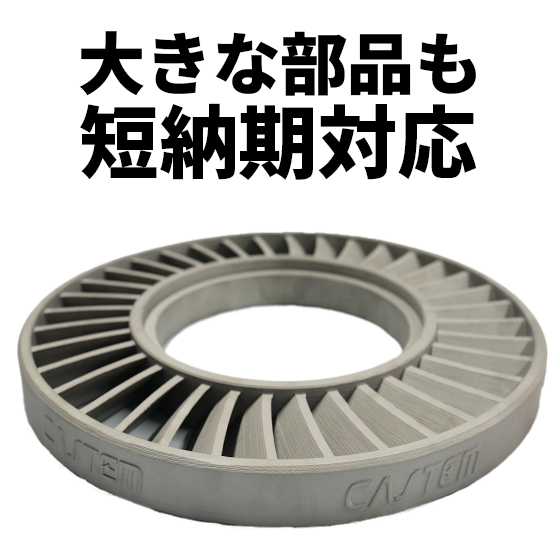
【製法】
デジタルキャスト®
【内容】
3Ⅾプリンターで作ったモデルをもとに鋳造する「デジタルキャスト」製法で、短納期対応を実現!
φ380の大物部品では、従来では金型製作に1ヶ月~2ヶ月は必要です。
しかし、デジタルキャスト製法であれば、金型レスで鋳造品が1つから製作可能なので、大幅な納期短縮となります。
また、耐熱鋼、ジュラルミン系など特殊材に対応可能
※写真の製品はSCS13
【デジタルキャストとは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
オーダーメイドで、個人のお客様からの製作依頼にも対応いたします。

【製法】
デジタルキャスト®
【内容】
軽量化することにより、ロボット制御に精度を出すことができるのかどうかの検証。
また、トポロジー形状での試作をしてみたいとの事で、1個から対応可能な金型レス鋳造のデジタルキャストを提案。
【デジタルキャストとは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。

【製法】
デジタルキャスト®
【従来工法】
切削加工及び砂型鋳物
【内容】
画像は、象鼻(人力車の持ち手・先端部分に用いられる部分)の製造に用いられた事例。
以前の材質は真鍮で、切削で製造していたのですが加工屋が廃業してしまったそうです。
その後、砂型鋳物で一度製造するも切削に比べ高額かつ巣が多く発生してお困りでした。
そこで、小ロット対応可能なデジタルキャストを提案しコスト・品質ともに向上させることができました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能

画像はタップダンスで使用されるかかとチップのオーダーメイド事例です。
キャステムの金型レス鋳造デジタルキャストは、3Ⅾプリントモデルを基に鋳型をつくり、以降は通常のロストワックス精密鋳造と同じ工程で製造。
金型がない分リードタイム短縮につながり、最短納期実績は5日間です。(通常2週間)
鉄、ステンレス、アルミはもちろん70種類以上の鋼種に対応し、複雑三次元形状の精密な金属部品を作ることができます。
オーダーメイドで1点モノの記念品がほしい…。
機械部品が故障したけど昔の機械で図面がない…。
必要な部品が生産中止してしまった…。
試作で1個だけ金属部品がほしいけど切削だとコストがかかる…。
そんなご要望やお悩みも、デジタルキャストが解決します!
【部品概要】
材質:A6061
用途:タップダンスで使用される踵チップ
(オーダーメイド)
【キャステムのデジタルキャスト】
■工程
1.3Dプリント
3Dプリンターでモデルを成形する(樹脂素材)
2.セラミックコーディング
ワックスツリーにセラミック液および粉末を4〜6層程度コーディングする
3.鋳型焼成
高温で3Dプリントモデルを完全に消失させ、セラミック鋳型を焼成する
4.鋳造
溶融させた金属を鋳型に注湯する
■対応サイズ
最大500mm角
■鋼種
鉄、ステンレス、アルミニウム、銅(純銅含む)のほか、特殊合金(ジュラルミン系A7075やニッケル合金)、耐熱鋼、工具鋼、ハイス鋼を含む幅広いニーズに対応できます。

【従来製法】
切削加工
【製法】
デジタルキャスト®
【内容】
量産を見据え、形状提案を実施した際の事例です。
金型なしで1個から鋳造品を作るデジタルキャスト®は、このような形状変更や試作も低リスクで出来るので安心です。
量産と同様の製法で試験用部品を作ることが出来ました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能

試作・開発・設計担当の皆様へ。まだ切削だけで試作してますか?
試作=切削の常識を覆す
金型レス鋳造「デジタルキャスト」なら、
✅複雑三次元形状も対応
✅最短1週間納品
✅金型費0円で1個からOK
「この形状、切削じゃ無理だな…」
「コストが高すぎて数が出せない…」
そんなときこそ、“鋳造”という選択肢。
デジタルキャストは、
3Dプリンターでマスターを造形 → 鋳造する新しい試作手法です。
金型不要で、1個からでもスピーディーに対応可能です。
1000件以上の導入実績。
すでに多くの企業が、
「試作=切削」という思い込みから脱却しています。
まずはお気軽にご相談ください。
あなたの“ものづくりスピード”が変わります。
【キャステムのデジタルキャスト】
■工程
1.3Dプリント
3Dプリンターでモデルを成形する(樹脂素材)
2.セラミックコーディング
ワックスツリーにセラミック液および粉末を4〜6層程度コーディングする
3.鋳型焼成
高温で3Dプリントモデルを完全に消失させ、セラミック鋳型を焼成する
4.鋳造
溶融させた金属を鋳型に注湯する
■対応サイズ
最大500mm角
■鋼種
鉄、ステンレス、アルミニウム、銅(純銅含む)のほか、特殊合金(ジュラルミン系A7075やニッケル合金)、耐熱鋼、工具鋼、ハイス鋼を含む幅広いニーズに対応できます。
【事例】
産業機械、半導体部品、航空宇宙部品、タービン、車両開発部品、ゴルフクラブヘッド、ターボチャージャー、複雑形状の試作検証、鋳造品での強度検証、材質変更での試作検証、オリジナル製品製作

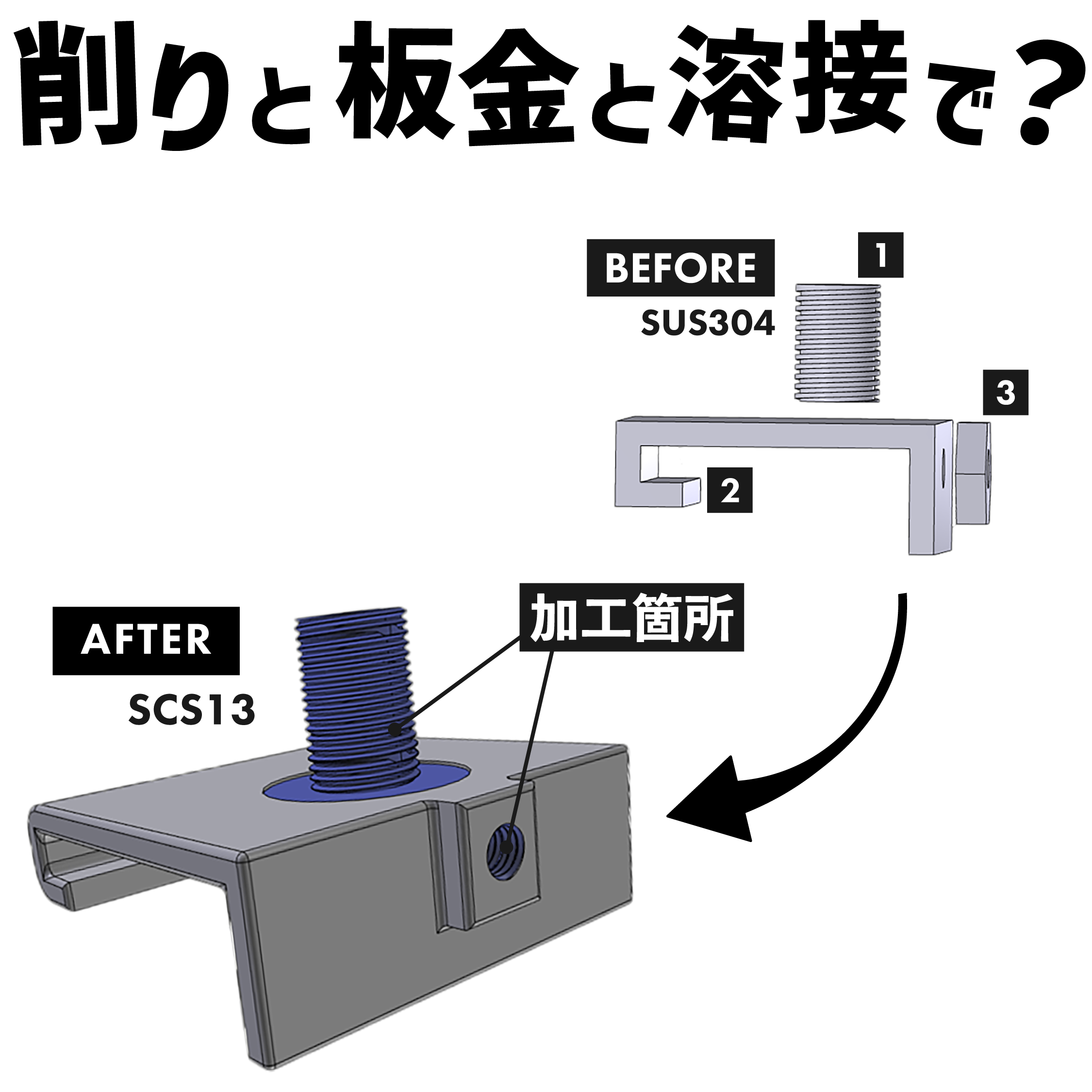
元々溶接で製作していたため、工程数が多く時間がかかっていた部品の試作開発の依頼です。
ロストワックス化して工程を短縮したいけれど、急に金型を起こすのはリスクがあり不安...。
そこで、金型レス鋳造が可能なデジタルキャスト製法にて試作検証を実施しました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能

【従来製法】
溶接
【製法】
デジタルキャスト®
【内容】
画像は、架線を補強する鉄道部品です。
元々2部品だったものを一体化する際、試作検証時も量産と同じ素材での検証を希望されていました。
そこで、金型なしで部品1つから製造できるデジタルキャストを提案。
要望通り、量産と同じ素材を用いて試作検証を行い、ロストワックスでの量産に繋げました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能

【製法】
デジタルキャスト®
【内容】
調達先を変更するにあたり、量産に向けて試作検証をした事例です。
ロストワックス化に向けた試験を、金型レスのデジタルキャストでご提案しました。
また、元々レーザーマーカーで印字されていた部分を鋳出し文字で再現することになり、その仕上がりも事前にデジタルキャストで確認できました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能
金型なしで鋳造にトライ!
簡単で素早く、試作検証しませんか?
✅一体化形状により強度アップ
✅製品コスト40%ダウン
✅工程別手配、管理面の手間解消
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能

いま切削や溶接で製造している部品を、より低コスト・短納期で作ってみませんか?
画像の部品は、元々は2つの部品を切削加工で製作したのち、溶接して製作されていたものです。
【インコネル625】という特殊材質であるため、海外の加工業者から仕入れが必要で余計にコスト高となっていました。
また、この材質は加工硬化が生じやすく、切削加工が非常に困難でもあります。
しかし、金型不要・多材質対応の鋳造方法である【デジタルキャスト®】ですべて解決!
デジタルキャスト®のポイントは、以下の通りです。
✅最短納期は1週間
✅70鋼種以上の材質(鋳造材)を選択可能
✅1個から製造可能
✅型費0円
量産を見据えた試作や小ロット量産の見積も大歓迎です!
お客様のご希望に柔軟に対応いたしますので、軽量化・形状変更など検討中の部品がございましたらまずはお気軽にお問い合わせください。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。

経営者・設計調達の担当者様へ
試作しやすい鋳造方法で、色んな形状・素材を試してみませんか?
【現状】
①溶接部分の強度が心配
②腐食のリスクが拭いきれない
↓
【改善ポイント】
①溶接で作っていたものを一体化形状にし、強度UP!
②錆びにくい素材【SCS11】を試し、量産に採用!
このように、従来製品で気になっていた部分を一気に解決できました。
デジタルキャスト®のポイントは、以下の通りです。
✅最短納期は1週間
✅70鋼種以上の材質(鋳造材)を選択可能
✅1個から製造可能
✅型費0円
型要らずで1個から作ることが出来る鋳造方法【デジタルキャスト®】であれもこれも気軽に試作検証してみましょう!
量産を見据えた試作や小ロット量産の見積も大歓迎です!
お客様のご希望に柔軟に対応いたしますので、軽量化・形状変更など検討中の部品がございましたらまずはお気軽にお問い合わせください。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
「鋳造を試したいけど、金型費が高い…」
「スピーディーに試作したいから、起型に時間がかかる鋳物は不向きでは?」
そんな思い込みから、鋳物での試作に踏み切れていない設計・試作担当者の方へ。
キャステムの金型レス鋳造「デジタルキャスト®」なら、心配ご無用です。
リードタイムはわずか【2週間】。最短納期実績はなんと【5日】。
金型を使わず、3Ⅾプリンターで作った樹脂モデルから鋳型をつくるので、初期コストがぐっと抑えられます。
「ロストワックス精密鋳造」同様、複雑三次元形状や中空形状が得意。最大500㎜角まで対応し、小~中型から大型部品の製造に最適です。
量産で鋳造をお考えの場合、機械的性質の評価のためにも鋳造での試作検証は理にかなっています。
詳しくはホームページなどからお気軽にお問合せください。
―すぐに必要な部品、最短1週間でご用意いたします!
最先端の製造方法である金属3Dプリント「デジタルシンター」のメリットは以下の3つ。
✅圧倒的なスピード
リードタイムが約1週間(最短実績2日)と短く、特急対応が求められる試作や少量生産に非常に有利です。
✅複雑形状で小部品製作に強い
最大対応サイズは80㎜角ですが、その分小型で複雑な形状の部品製造に強みを発揮します。医療機器や電子機器の小型部品、極少量の開発部品などに最適です。
✅特定の鋼種対応
使用可能な材質はSINTER T(SUS316L)、SINTER D(純銅・SUS316L・SUS630)に限定されますが、その分難物形状品も迅速に提供できます。
※あくまで弊社対応技術での金属3Dプリントサービスによる最大サイズ目安、鋼種です。
部品調達の目的(QCD)や仕様条件に応じてVE提案と合わせ最適な製法を提供いたしますので、お気軽にお問い合わせください。

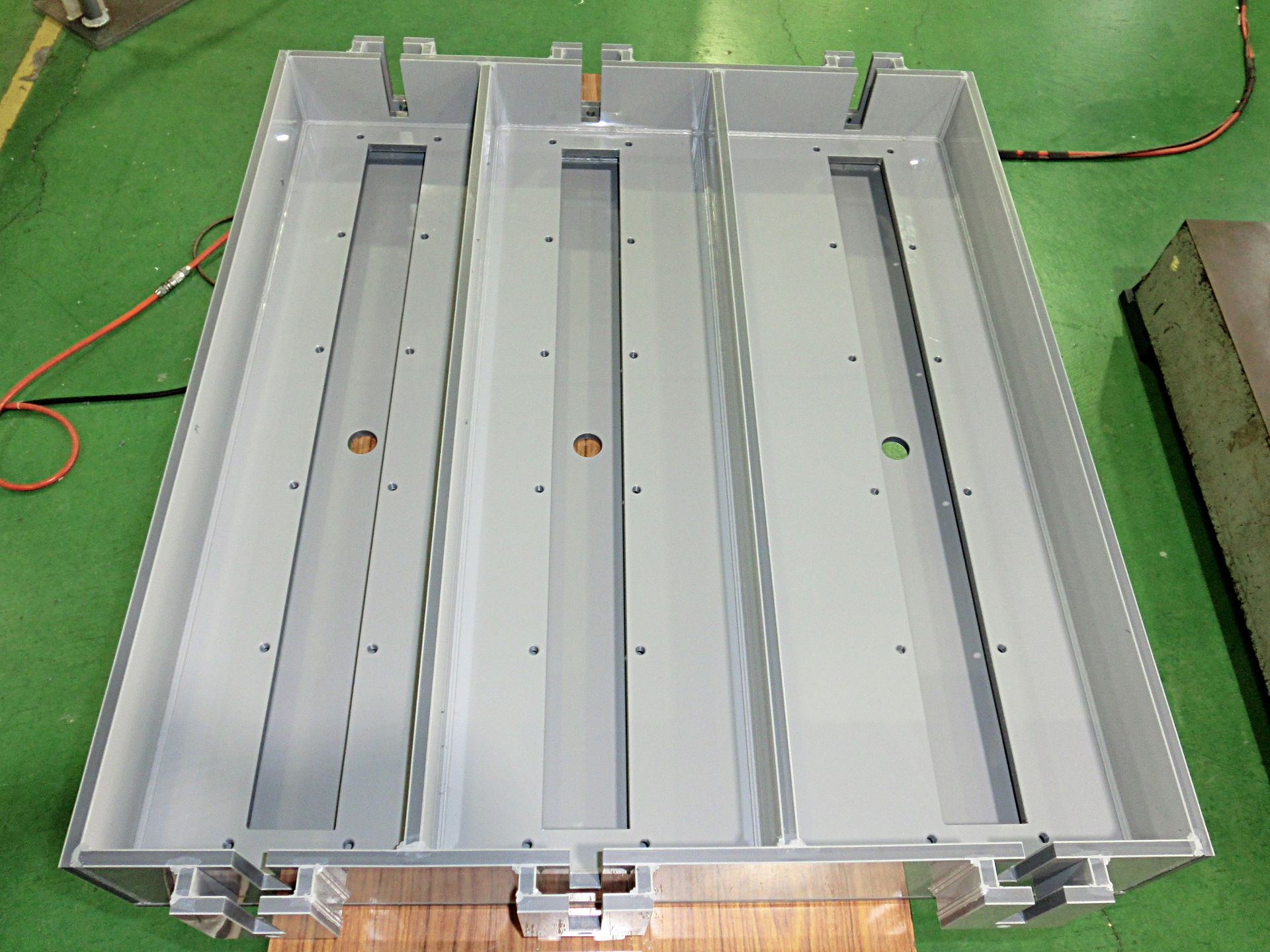
筐体に関しては、外板パネルの止めネジ穴等全ての穴加工を、各部材単体の状態でNC加工し、製缶後の穴制度は±0.5以内に止めております。
そのおかげでお客様への納品後に、部品が取り付かないと言う様なクレームはほとんど皆無です。
又、#400番研磨及びヘアーライン等外観重視の筐体も評判で、現在注文頂いているSUS筐体の8~9割りは、その様な外表面仕上げ品です。
精密板金に関しましては、筐体と同様SUS#400研磨品等が大半を占めますが、酸洗い後の超音波洗浄、蒸気洗浄で他社に無いクリーンな製品をご提供できます。
又、SUS製品は全てベンジンで拭き上げをし、エアキャップで梱包して外観の保護には十分注意して納品しております。
スチールの筐体及び板金も製作しており、社内に塗装設備も備え、焼付け乾燥炉は4000x6500x4000の大きさで、大型の筐体にも対応可能となっております。

一貫生産にて成形と金型の両面から思う存分PEEK成形を楽しんでおります。
成形機 30t~350tクラスまで33台対応可能
ガラスファイバー(GF)、カーボンファイバー(CF)グレード対応。
半導体分野製品量産中。
工業分野製品量産中。
一般グレード常備在庫。
着色成形対応可能。
厚肉成形対応可能。
1個から成形可能。
試作成形のみ対応可能。
<運営サイト>
https://www.fuchu-pla.com/ 【コーポレートサイト】
https://injection-fuchu.com/ 【ソリューションサイト】
府中プラ株式会社
726-0002 広島県府中市鵜飼町800-132
TEL 0847-41-3659 FAX 0847-41-3661
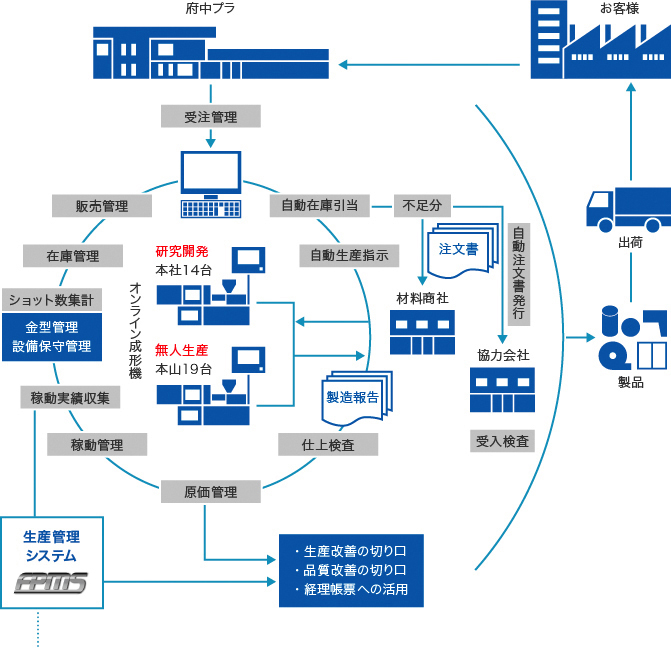
受注から生産・出荷までの生産管理業務を精度を高めて簡素化するため
独自の管理ソフト(FPMS)を開発しました。
「販売」・「在庫」・「原価管理」から「部材発注」まで
あらゆる管理業務を「自動処理化」することで
「研究開発」に全力投入できる体制を整え
我々は「提案開発型」の企業スタイルを構築しています。
<運営サイト>
https://www.fuchu-pla.com/ 【コーポレートサイト】
https://injection-fuchu.com/ 【ソリューションサイト】
府中プラ株式会社
726-0002 広島県府中市鵜飼町800-132
TEL 0847-41-3659 FAX 0847-41-3661

製品重量:100g~4,000㎏にわたる多種多様な鋳物部品の製造販売。湯流れ及び凝固シュミレーションを用いた不具合発生予測にもとづいた安定品質の実現。様々な顧客要求に対応可能な商品開発力。
ミーハナイト・メタルとは、ミーハナイト法によって製造される種々の鋳鉄をいう。
ミーハナイト法は、鋳鉄中の黒鉛分布および基地組織をコントロールするための、いくつかのノウハウに基づいている。まず第一に、材質に応じた化学成分に基づくチル値と黒鉛核の量で決まる過冷度をもつ元湯を作り、これに接種を行うことにある。
このためには、極めて慎重な原材料の選択、細心の注意を払った操作、そ れに鋳鉄の鋳造上の特性を見極める十分な知識が必要である。
ミーハナイト法は、溶解・材質管理に止まらず、鋳造方案に関する技法をはじめ、 鋳物製造全般に対し総合的に体系化された技術を駆使するものである。
従来のいわゆる「勘」に頼るやり方を排することによって、信頼性の高い製品を得ることを目的としている。
耐熱用タイプ-Hタイプ
一般工業用タイプも耐熱性はかなり優れているが、耐熱タイプのミーハナイト・メタルは広範囲の高温使用条件に特に適合するように作られたものである。
このシリーズは、用途によって次のように区分しているが、それぞれの組織に応じた特性をもっている。
UCは共晶黒鉛をもつタイプであり、熱影響による内部酸化に対して良好な耐久性を持っている。また、機械加工面の緻密度に富んでいる。
CV黒鉛タイプのFC275,PC400は、片状黒鉛鋳鉄と球状黒鉛鋳鉄の中間的な性質を示す。適度な強さ、靭性、熱伝導率、および耐熱衝撃性の組み合わせが得られ、表面ひび割れが起こりにくい。基地組織により2種に区分している。

本社鋳造工場は生型ライン部門と自硬性製造部門があり、
またミーハナイト認定工場で同製法をもつメーカーのみが用い得る
世界共通の登録商標を取得しています。
ミーハナイトGタイプは片状の黒鉛をもつ鋳鉄で、GM400,GA350,GB300,GC275, GD250,GE200,GF150およびAQの8種類があり、産業全般にわたる要請に応えて適正な材料を提供しようと開発されたものである。
その基本的な性質、各材質の特徴および用途は以下のとおりである。
塩ビ製のメッキ槽。酸、アルカリなどの耐薬性に優れている。
塩ビは半導体、液晶などの洗浄機にも使わています。

精密部品加工で こんなお悩み、課題はありませんか?
☑高精度での加工ができるメーカーを探している
☑小ロット小回りの利くメーカーを探している
☑工事一式の部品調達に困っている
☑短納期での対応
☑図面無しで3Dデータのみでの対応
≪主要対応分野≫
金属加工:切削加工、板金加工、製缶加工、プレス加工、特殊加工、鋳造
樹脂加工・ゴム加工:切削加工、射出成形、ゴム成形
表面処理・熱処理:各種鍍金処理、熱処理、防錆処理
機工分野:FA機器、メカトロ機器、自動機、専用機など
治工具:各種加工治具、検査治具、輸送治具
対応分野:自動車部品、電子機器
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
お気軽にご相談下さい。
制御ユニット部品:A2017の魅力と加工
●はじめに:制御ユニット部品の重要性
みなさん、こんにちは!制御ユニット部品って、ものづくりの世界では欠かせんものじゃけど、その素材や加工法について詳しゅう知っとる人は意外と少ないんよ。今日は、そんな制御ユニット部品の中でも、特にA2017(ジュラルミン)というすごい素材について、広島の片隅から熱く語らせてもらいますわ。
●A2017(ジュラルミン)の秘密:軽量で強い味方
A2017、別名ジュラルミンちゅうのは、アルミニウム合金の中でもスーパースターみたいな存在なんよ。なんでかって?
1. 軽いのに頑丈:飛行機にも使われとるくらい、軽量で強度が高いんじゃ。
2. 加工しやすい:切削加工性が高くて、複雑な形状も自在に作れるんよ。
3. 多才:鍛造もできるし、熱処理で強度アップもできる優れもんじゃ。
ほいじゃけど、A2017は制御ユニット部品にぴったりなんよ。軽量化と高強度化の両立が求められる現代のものづくりにはうってつけじゃろ?
●難関!長穴加工への挑戦
さて、A2017の魅力は分かっていただけたと思うんじゃけど、ここからが本題よ。制御ユニット部品の側面にある長穴、これがくせもんなんじゃ。普通の会社じゃ、「そりゃ無理」言うてお手上げになるんよ。
でもな、うちの平岡工業じゃったら、この難しい長穴加工もバッチリできるんじゃ!85年以上の経験と、最新鋭の設備を使うて、お客さんの「できんかも」を「できた!」に変えるんよ。
●平岡工業の強み:技術と経験の融合
1. マシニングセンタの匠技:5軸制御の最新マシンで、複雑形状もお手の物。
2. 熟練の技術者:長年の経験を持つ職人が、機械じゃできん細かい調整をするんよ。
3. 一貫生産体制:設計から製造まで、全部うちでやるけん品質管理もバッチリ!
こりゃ自慢じゃないんじゃけど、うちの技術力はホンマもんよ。難しい加工も、「まぁやってみんさい!」ちゅう姿勢で挑戦しとるんじゃ。
●お客様の声:A2017部品の実績
「平岡工業さんに頼んでよかった!」ちゅう声をようけ聞くんじゃ。例えば:
- 自動車メーカーA社:「特殊車両の軽量化に成功して、燃費が改善したわ」
- 航空機部品メーカーB社:「高精度の部品で、安全性が向上したんよ」
- 医療機器メーカーC社:「複雑な形状も思い通りに仕上がって感動した!」
みんな、A2017の特性を最大限に活かした制御ユニット部品で、製品の価値をグンと上げとるんよ。
●まとめ:制御ユニット部品とA2017の可能性
A2017を使うた制御ユニット部品は、軽量化と高強度化の夢を叶える魔法の素材じゃ。でも、その魔法を引き出すんは、やっぱり匠の技術なんよ。
平岡工業は、そんな匠の技と最新技術を融合させて、お客さんの「できたらいいな」を現実にする、いわば「ものづくりの魔法使い」なんじゃ。
あんたの会社の製品、もっと軽く、もっと強く、もっと高性能にできるかもしれんのよ。ほんじゃけど、一度うちに相談してみんさいや。
→ さあ、次のステップへ!
もっと詳しい情報が知りたいんじゃったら、ぜひこちらの資料をダウンロードしてみてください。きっと、新しい発見があるはずじゃ。
【資料PDFダウンロード】
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
この資料、社内の上司や同僚にも見せてあげてくださいね。みんなで「へぇ~」言うて驚くこと間違いなしじゃけん!
ほんで、もっと詳しゅう聞きたいことがあったら、遠慮せんと連絡くださいや。うちらも、あんたの会社の成功を全力で応援するけんね!
【会社概要】
平岡工業株式会社
https://www.hiraokaind.co.jp/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
制御ユニット部品のことなら、平岡工業にお任せあれ!一緒に、ものづくりの新しい歴史を作りましょうや!
A2017(ジュラルミン)とは? 〜材質特性について、成分や用途も詳しく紹介〜
A2017(ジュラルミン)とは?
ものづくりコンシェルジュの平岡工業(https://hiraoka-sales.com/)が
材質特性について、成分や用途、その他アルミ材質規格各種との違い
比較やメリット・デメリット・切削加工性まで詳しく紹介させていただきます。
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
・A2017(ジュラルミン)の主な特性
アルミの2000番台は銅が添加されており、高強度が特徴です。
A2017はアルミニウムに銅(Cu)とマグネシウム(Mg)を添加したアルミニウム熱処理合金です。銅を3.5~4.5%、マグネシウムを0.4~0.8%含有することで、高い強度を実現しています。
環境によっては鉄鋼材料(鉄やステンレス等)に匹敵する強度を持ち、切削加工性にも優れ鍛造加工も可能です。そして何より「軽い!」。その為、強度と軽量化も同時に必要な部品に有利です。
一方で、銅を含むため耐食性は他のアルミ合金と比べて劣る傾向があります。
・A2017(ジュラルミン)の機械的性質 ★あくまで目安値です。
- 降伏点(耐力):185~260 N/mm² 以上
- 引張強さ:350~390 N/mm² 以上
※JIS H 4000:2022より引用
・A2017(ジュラルミン)の物理的性質
- 密度(比重):2.79 g/cm³
- 溶融点:約660℃
- 熱伝導率:201 W/m・K
- 線膨張率:23.6 ppm/K
- 縦弾性係数(ヤング率):72.6 GPa
- 横弾性係数 (剛性率):26 GPa
・A2017(ジュラルミン)の化学成分(%)
主要成分:
- アルミニウム(Al):残部
- 銅(Cu):3.5~4.5
- マンガン(Mn):0.40~1.0
- マグネシウム(Mg):0.40~0.8
- けい素(Si):0.20~0.8
その他:
- 鉄(Fe):0.7以下
- 亜鉛(Zn):0.25以下
- チタン(Ti):0.15以下
- クロム(Cr):0.10以下
※JIS H 4000:2022より引用
・A2017(ジュラルミン)の主な用途
半導体製造装置部品、医療機器部品、航空機や宇宙ロケット部品、船舶用部品、自動車部品、金型部品、油圧装置、ギヤ、機械部品、ねじ、リベット、家屋の窓枠、スーツケース、テント・コット・椅子・テーブルなどアウトドア用品のフレームやポール
・A2017(ジュラルミン)の加工における注意点
1. 切削加工時の温度管理
- 融点が約660℃と低いため、切削時の温度上昇に注意
- 適切なクーラントの使用やエアブローによる冷却が効果的
2. 腐食対策
- 耐食性が低いため、必要に応じてアルマイト処理などの表面処理が必要
※難易度が高いため、経験値のある表面処理屋さんへ要相談
- クーラント選定時は変色に配慮が必要
3. 溶接性
- 酸化皮膜の影響で溶接が難しい
- 溶接時は事前の酸化皮膜除去が必要
・各種アルミ合金の規格と特徴比較 ~違い、メリット・デメリット~
1. A2017(ジュラルミン)
強度:引張強さ 350~390 N/mm² 以上 ★あくまで目安値です。
メリット:汎用的な高強度アルミ、切削性に優れる、鍛造も可能
デメリット:溶接性が低い、耐食性に劣る
2. A2024(超ジュラルミン)
特徴:A2017より高強度
強度:引張強さ 380~490 N/mm² 以上 ★あくまで目安値です。
メリット:A2017より強度が約15%向上、疲労強度が高い
デメリット:A2017より耐食性が低い、価格が比較的高い
3. A7075(超々ジュラルミン)
特徴:アルミ合金中最高クラスの強度
強度:引張強さ 360~545 N/mm² 以上 ★あくまで目安値です。
メリット:、最高水準の強度
デメリット:、難削材、応力腐食割れの懸念、溶接が極めて困難
4. A5052(汎用アルミ)
特徴:最も一般的なアルミ合金
強度:引張強さ 175~305 N/mm² ★あくまで目安値です。
メリット:耐食性・成形性・溶接性に優れる、加工性が良好、アルマイト処理が容易、
デメリット:強度が比較的低い
・各種アルミ合金 選定のポイント(強度・耐食性・切削性・価格の違い)
1. 強度重視の場合:(強度が高い順)
A7075 > A2024 > A2017 > A5052
2. 耐食性重視の場合:(耐食性が良い順)
A5052 > A2017 > A2024 > A7075
3. 切削加工性重視の場合:(切削加工が容易な順)
A2024 > A2017 >A5052 > A7075
4. コスト重視の場合:(安価な順)※一般的な市場価格の傾向として
A5052 > A2017 > A2024 > A7075
※これらの選定ポイントは一般的な傾向であり、実際の使用環境や要求仕様、製造ロットなどにより、特性が変動する可能性があります。
平岡工業では、A2017(ジュラルミン)材を含む各種アルミニウム合金の加工に対応しております。切削加工、表面処理など、お客様のご要望に応じた最適な加工方法をご提案させていただきます。特に航空機部品や産業機器部品など、高精度・高品質が要求される製品の製作に豊富な実績がございます。
↓A2017(ジュラルミン)対応加工製品事例(一部抜粋)↓
A2017 シリンダボディ アルマイト処理 管用テーパねじ穴
https://ja.nc-net.or.jp/company/91713/product/detail/85129/
A2017 監視カメラ用チャンバ フタ 解体ロボット部品
https://ja.nc-net.or.jp/company/91713/product/detail/80087/
■品名:ケーブルガイド ■材質:A2017 ■加工法:ワイヤーカット
https://ja.nc-net.or.jp/company/91713/product/detail/97340/
■品名:溝付きドラム ■材質:A2017 ■設備名:複合加工機 ヤマザキマザック INTEGREX i-200 ■工法:ボールエンドミル
https://ja.nc-net.or.jp/company/91713/product/detail/98871/
■品名:ベースプレート ■材質:A2017 ■設備名:マシニングセンタ ■対応(小ロット)
https://ja.nc-net.or.jp/company/91713/product/detail/105278/
★その他製品事例資料PDFダウンロードはこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
▼ご相談・お見積もり依頼はこちらから▼
https://ja.nc-net.or.jp/company/91713/inquiry/
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
SUS310をNC旋盤で厚み1.7へ薄肉加工し、外径のスジ割りはマシニングにメタルソーとインデックスを取り付けて行う。
半導体製造設備向けの部品です。
アルミの6F材から加工しております。
外観面でもかなり厳しく傷は許されないので、加工時に切粉が製品と当たって傷つかないようなプログラムを組んで最終仕上げの手間を軽減しています。
弊社は各種アルミ類の材質も対応しております!
【加工方法】NC複合旋盤を用いてSUS310の薄肉加工もしております!
【業界・用途】半導体製造時に発生するガスを燃焼させるバーナーの部品です。
【特徴】厚みはおよそ0.95ミリ、さらに内径外径それぞれ0/-0.02の公差を満たしています!
【サイズ】およそφ50×73
【表面粗さ】▽▽▽
【数量・ロット】数ケ~10数ケ、ロットにより変動あり
その他難削材の機械加工経験豊富!
「この材質を削れる所があれば・・・」とお困りでしたら是非弊社までご連絡下さいませ!
ご興味持って頂けましたら、㈱呉匠 営業課『前田』まで!
-----------------------------------------
株式会社 呉匠
〒737-2212
広島県江田島市大柿町大君1462-6
営業課
前田 誠志郎(まえだ せいしろう)
TEL:0823-36-2785 FAX:0823-36-2786
メール:info@kuresho.com
------------------------------------------
【業界・用途】生産材製造時に発生する有毒ガスを燃焼させるバーナー部品です。
【加工方法】NC複合旋盤にて総削り出し。
材質はSUS304で、最薄部は1.5ミリの薄肉加工。
外周にはφ1.5の穴を全周に加工。
【特徴】薄肉と外周穴明けを実現するために専用の治具を使っております。
この様な難削材難加工のノウハウを持っているのも弊社の強みです!
【サイズ】およそφ200
【数量・ロット】1ケから対応
【業界・用途】写真の物は一例ですが、計測機器の部品です。
機能的なものを求めて平面度や平行度、厚み公差を満たす為。
加工時にどうしても切り粉が接触してついてしまう細かな傷を消す為。
お客様の用途によって、ご満足頂ける製品を提供いたします!
【加工方法】マシニングセンターで研磨代を残して加工をし、平面研磨機で最終仕上げを行う場合がほとんどです。
また、熱処理後の表面の歪みを除去して平面度を満たしたり、硬度が高いので削って仕上げられない面も加工可能です。
【表面粗さ】Ra0.8程度。
それ以上の面粗度は要相談。
【数量・ロット】1ケから対応
【よくあるご質問】
Q:円筒研磨は対応していますか?
A:はい。
社内では設備は保有しておりませんが、円筒研磨を専門に行う協力会社様が数社あり、
弊社でNC旋盤・複合旋盤加工後に協力会社様で円筒研磨と、一貫して対応させて頂くことは可能です!

【業界・用途】軽量で高強度、耐塩性にも優れている特徴を生かして、機械や治具のパフォーマンスアップに役立ちます!
(写真の製品は64チタン)
【加工方法】NC旋盤、またはNC複合旋盤。
【特徴】チタンのボルトは売っている所が限られており、売られていてもラインナップはそう多くはありません。
少しでも特殊な形状が入ると既製品で求める物を探すのは極めて困難です。
弊社ではチタンをはじめ難削材・特殊材の旋盤加工実績があり、特殊なボルトの製作も承ります!
【サイズ】写真の物はM6。
その他サイズも対応可。
【数量・ロット】1ケから対応
★弊社は単品・少ロットをメインにしておりますが、数十~数千個程迄の準量産案件も喜んで対応させて頂きます!
☆参考写真:加工機マシニングセンター ブラザー SPEEDIO S700X1
サイズ:X700×Y400×Z300
小物の製品であれば、写真の様にバイスを二丁掛、三丁掛けしたり、
専用の治具を作って量産対応致します。
★準量産品加工事例:半導体製造設備部品、航空機エンジン部品、精密工作機械部品、自動車駆動系部品などなど・・・
☆対応材質:日常的にはSS400,S50C,SKD11などの鉄、SUS304,SUS316などのステンレス、A5052,A7075などのアルミが多いですが、
他にもチタン,インコネル,ハステロイなどの難削材,特殊鋼、銅,真鍮,砲金などの色物、MCナイロン,ジュラコンなどのエンプラ、
多種多様な材質の加工実績がありますので、迷ったら先ずは御相談下さいませ!
☆5軸加工向けCADCAM HYPERMILL導入!
【導入経緯】
既存のCADCAMでは加工の限界が見えてきました。
複軸ワークに対して加工プロセスが多くなり、工具の干渉やプログラムの信頼性に不満があり、さらに加工時間の増加が、作業員への負担となってきました。
【HYPERMILLを導入することによって解決すること】
1.工具やワーク、治具などの干渉をしっかりと回避したプログラム作りの実現
2.プログラミングが容易なので誰でも5軸加工機を使用できるようになる
3.同時5軸といった複雑なデータも作成可能
4.安全で完璧な加工データが作成できる
★今までにデータ作成に数日かかっていたものが短くなり正確な加工が実現することでリードタイムの短縮が期待できます。
通常の3軸加工のデータ作成も可能なので、工場のキャパも広がり全体の効率がupすると予想されます。
☆コロナによる世界恐慌が予測される中、呉匠はピンチをチャンスと
捉え、この時期にあえてチャレンジを続けてまいります。
ご質問や、問い合わせがございましたらいつでも受け付けて
おります。

【材質】アルミニウム(A5052)・・・その他、A7075、A2017、なども対応可能です。
【形状・サイズ】200角ほど・・・弊社五軸加工機のテーブルサイズはφ650
【ロット】10ケ以内、スポット案件。・・・その他単品、更に多い数、リピート案件も御相談にのります!
【工法】五軸加工機(マシニングセンター)にて6F材から総削り出し。
一段取りで五面を加工することで穴同士の位相・精度を確保し、この複雑形状をツーチャックで加工完了!!
【用途】軽量高強度が求められる機械設備の一部品。
【特徴】五軸加工機で段取り回数を減らすことで、
・リードタイム短縮
・段取りミスの可能性の低減
・コスト減
☆サンプル品製作も御相談承ります!
硬度A40の実績と長年のノウハウで、エラストマー開発を成功へ導く
■ 軟質樹脂特有の「扱いにくさ」を熟知しています
熱可塑性エラストマー(TPE)をはじめとする軟質樹脂のコンパウンド加工には、原料供給のトラブルや発熱による劣化、そして最終工程でのカッティング難など、多くの技術的ハードルが存在します。
「樹脂が柔らかすぎて刃に巻き付く」「カット面が歪む」「ペレット同士が合着(ブロッキング)してしまう」といった課題により、試作や量産を断念した経験はありませんか?
旭テクノ工業は、長年にわたり軟質系樹脂の加工を主力としてきた「コンパウンドのスペシャリスト」です。JIS A硬度40前後の軟質領域においても、材料の特性を最大限に引き出す最適な加工プロセスをご提案します。
【技術】軟質樹脂に最適化された混錬・カッティング技術
安定したコンパウンド加工:
軟質樹脂特有の粘性や摩擦熱を考慮し、最適な温度設定とスクリュー構成を考案。
長年の実績に裏打ちされた知見で、物性のバラつきを抑えた高品質な混練を実現します。
2種類の特化型ペレタイザー:
回転刃の形状・刃枚数が異なるタイプの軟質用ペレタイザーを保有しており、樹脂の粘性や
弾性に合わせた選択が可能です。軟質樹脂特有の「逃げ」を抑え、シャープな切り口を実現します。
冷却・合着防止ノウハウ:
カッティングを成功させる鍵は、刃だけではありません。冷却水の温度管理、冷却槽の距離、さらにはカット後の合着を防ぐ外潤剤の添加方法まで、長年の経験に基づく独自の工夫を施しています。
■ 試作の機動力と、グループ会社間でのBCP対応による安定供給
開発段階の数十kgの試作から24時間体制の量産まで、お客様のフェーズに合わせた柔軟なサポート体制を整えています。
柔軟な試作とスケールアップ:
「まずは少量で試したい」というご要望に応え、数十kg単位の試作から承ります。
試作時のデータは正確に管理され、量産へのスムーズな移行を約束します。
24時間・三交代制の生産体制:
三交代勤務によるフル稼働体制を敷いており、短納期対応や急な増産計画にも機動的に対応可能です。
強固な供給安定性とBCP対応:
同型装置や予備装置の自社保有に加え、グループ内での相互バックアップ体制を構築しています 。 親会社である化学品商社「オー・ジー株式会社」の調達ネットワークにより、不測の事態においても供給への影響を最小限に抑えるよう努めています 。
■ 私たちが大切にしている「まず、やってみる」姿勢
私たちは、カタログスペックだけでは測れない「現場の知見」を大切にする技術者集団です。
「お客様の『やりたい』を形にするために。」
困難な課題に対しても「まずはトライ」し、そこから得られた知見で設備を改良し、納得いくまで再トライする。少人数の会社だからこそできる、一人ひとりのスキルと熱意を込めたモノづくりが私たちの誇りです。
立ち会い試作・Web中継:
配合設計からのご相談はもちろん、現場での立ち会い試作も大歓迎です。
来社が困難な方には、リアルタイムのWeb中継によるリモート立ち会いも実施しています。
「形にするのが難しい」 その樹脂、一度私たちに預けてみませんか?
軟質材料の加工でお困りの際は、ぜひ旭テクノ工業へご相談ください。
36年の実績とともに、お客様のパートナーとして全力でサポートいたします。
旭テクノ工業株式会社 (お問い合わせ・資料請求先)
▶「こんな材料の押出ができるの?」という疑問
▶「他社で断られた案件」の相談
▶「新規プロジェクトの材料検討の場」を探している
〒729-5112 広島県庄原市東城町新福代49-2
TEL:08477-2-4660 FAX:08477-2-4662
レーザー加工
https://unliex.co.jp/advantage.html
株式会社 アンリックス
〒721-0952
広島県福山市曙町4丁目14番17号
TEL:084-953-6900
FAX:084-953-9655

「こんな製品を作りたい」というお客様のご要望に、信頼の精密性でお答え。
微細な加工技術で、使用用途・目的に合わせた製品づくりを目指しています。(実績多数あり)
●半導体装置関連
半導体を製造する装置に使われるチャンバー、ベースプレートなど
●液晶装置関連部品
液晶パネルを製造する装置に使われるホットプレート、クールプレートなど
●車両関連部品
鉄道車両に使われるフレーム、パネルなど
●ロボット装着部品
産業用ロボットに使われるアーム、フランジなど
□私たちの強み
独自の加工技術とスタッフの知識・経験をフル活用します
⊕工作機械メーカーとして培った独自の加工技術
⊕充実の設備と確かな技術で、正確な加工を実現
⊕コスト削減につながるジャストな提案力
⊕機械と人による様々な角度からの品質チェック
□ミクロ単位の精度
創業以来培ってきた独自のトータルテクノロジーをもとに「高品質」な製品をご提供します。
☆技術と設備を駆使してお客様のご要望をカタチに☆
「小ロットなので、注文するのは気が引ける」
└─社内一貫生産で多品種・小ロットに対応
「短納期かつコストを抑えたい」
└─充実した設備により一貫生産が可能なのでスピーディーな対応とコストダウンを実現
「ドリル加工ではストロークが届かない」
└─最大1,500mmの負荷穴加工を行う自社ガンドリルマシンを複数台所持
「部品だけでなく製品として欲しい」
└─製缶から機械加工・組立・塗装まで完成品をお届け
「0.01以下の高い精度を求めている」
└─高い技術で製造し信頼ある製品を提供
すべての工程で正確さを求めています。

# 深穴加工の精度向上と時間短縮 | ガンドリル活用のポイント
## 1. 加工精度の向上
深穴加工において高精度を実現するためのポイントは以下の通りです:
1. **工具選択の最適化**:加工対象の材質や深さに適したガンドリルを選択することで、加工精度が大幅に向上します。硬度の高い材料には高靭性の刃先を、深い穴には剛性の高いシャンクを選ぶなど、的確な工具選定が重要です。
2. **冷却液の管理**:適切な冷却液の選択と管理は、加工熱による変形を防ぎ、精度を保つ鍵となります。高圧クーラントシステムの導入により、切りくずの排出効率も向上し、安定した加工が可能になります。
3. **振動抑制技術の導入**:長尺加工時の振動は精度低下の主要因です。制振合金を用いたツールホルダーや、動的制振装置の活用により、振動を最小限に抑え、高精度加工を実現できます。
## 2. 加工時間の短縮
生産性向上のために加工時間を短縮する方法として、以下のポイントが挙げられます:
1. **高送り加工技術の採用**:最新の高送りガンドリルを使用することで、従来比で30%以上の送り速度向上が可能です。これにより、大幅な加工時間短縮を実現し、生産性を向上させることができます。
2. **マルチスピンドル加工の活用**:複数のスピンドルを同時に使用するマルチスピンドル加工機の導入により、同時に複数の穴加工が可能になります。これにより、特に量産品の加工時間を劇的に短縮できます。
3. **自動化システムの導入**:ワーク交換や工具交換の自動化システムを導入することで、段取り時間を最小限に抑えられます。24時間無人運転も可能になり、稼働率と生産性が大幅に向上します。
## 3. コスト削減と品質向上の両立
コスト削減と品質向上を同時に実現するためのポイントは以下の通りです:
1. **工具寿命の延長**:最適な切削条件の設定と定期的な工具メンテナンスにより、ガンドリルの寿命を延ばすことができます。これにより、工具交換頻度が減少し、コスト削減と品質の安定化を同時に実現できます。
2. **シミュレーション技術の活用**:CAE(Computer Aided Engineering)を用いた加工シミュレーションにより、実加工前に最適な条件を見出すことができます。試作回数の削減によるコスト削減と、高品質化の両立が可能になります。
3. **インラインモニタリングの導入**:加工中のリアルタイムモニタリングシステムを導入することで、異常の早期検出が可能になります。不良品の発生を最小限に抑え、安定した品質を維持しながらコストを削減できます。
これらのポイントを押さえることで、深穴加工の精度向上と時間短縮を実現し、競争力のある製品づくりが可能になります。当社では、これらの技術を駆使した最新の深穴加工事例を多数有しております。具体的な導入効果や実績については、弊社の製造事例ページでさらに詳しくご覧いただけます。
株式会社 河原 テクノ事業部
〒722-0221 広島県尾道市長者原2-162-11
TEL:0848-48-6900 FAX:0848-48-6901
https://www.kawahara-techno.com/php/result_index.php
精密板金加工のエキスパート
・精密板金加工(打抜き、曲げ、溶接、組立)
・機械加工を含めたアッセンブリ加工
・特殊加工(アルミ、ステンレス)
・ISO9001取得
・ISO14001取得
【技術提案】鋳物の高精度化を実現する5軸加工:金型技術の応用
株式会社真末鉄工所です。
鋳物部品の《精度向上》《複雑形状への対応》《コスト効率》といった課題に対し、金型製造で培った技術を応用した《鋳物の5軸加工》による解決策をご提案いたします。
➤ 1. なぜ金型屋が鋳物加工に強いのか?
鋳造は伝統的な技術ですが、現代ではより高い精度と複雑な形状が求められています。私たちは、金型製造を通じて得た以下の知見を鋳物部品加工に活かしています。
・《精密加工技術》:金型で要求されるミクロン単位の精度を部品加工にも適用。
⇨ これら金型屋特有の技術が、高品質な鋳物部品製造の基盤となります。
➤ 2. 5軸加工技術:精密さと効率性の新次元
5軸加工機は、3つの直線軸(X, Y, Z)と2つの回転軸(A, B or C)を同時に制御する先進的な加工技術です。
● 5軸加工の主な利点:
・《複雑形状の一括加工》:一度の段取りで多面からのアプローチが可能。⇒ ★設計自由度が大幅に向上します。
・《高精度加工》:工具を最適な角度で当てられるため、加工精度が向上。⇒ ☆部品の品質向上に直結します。
・《効率化》:段取り替えの時間と手間を削減。⇒ ◎コスト削減と納期短縮に貢献します。
● 金型技術の応用:
・金型製造における「抜き勾配」などの3次元形状処理ノウハウを応用し、5軸加工による複雑な曲面やアンダーカット形状も高精度に仕上げます。
➤ 3. 真末鉄工所の強み:高精度部品加工の実現力
当社は、以下の設備と長年の実績に基づき、お客様の厳しい要求に応える高精度部品を提供します。
〔保有設備と技術力〕
・最新鋭5軸マシニングセンター:DMG MORI DMU85 → 複雑形状への対応力
・高精度三次元測定機:ミツトヨ CRYSTA-Apex S7106 → 《ミクロン単位》での精度保証体制
〔実績と信頼〕
・☆主要取引先であるマツダ株式会社様とは《1951年》から継続取引。
・70年以上にわたり自動車産業で培ってきた技術力と品質管理体制が、私たちの信頼性の証です。
➤ 4. 《鋳物 × 5軸加工》が生み出す相乗効果
鋳造技術と5軸加工技術を組み合わせることで、従来にないメリットが生まれます。
● 超高精度・複雑形状部品の実現プロセス:
鋳造で製品に近い形状(ニアネットシェイプ)を作成 ⇒ 5軸加工機で要求精度に合わせて精密仕上げ
● この組み合わせによる具体的な効果:
・《設計自由度の拡大》:従来の切削加工では困難だった、内部構造や複雑な曲面を持つ部品の製造が可能に。
・《部品精度の飛躍的向上》:金型レベルの精密加工技術を鋳物部品に適用。
・《効率的な生産プロセス》:鋳造による材料削減と5軸加工による工程集約で、生産性とコスト効率を両立。
● 加工事例:〈エンジン用シリンダーヘッド〉
・鋳造で大まかな形状を成形し、5軸加工で複雑な冷却水路や精密な燃焼室形状を高精度に加工。
・結果:エンジンの性能向上と軽量化を同時に実現。〔設計・生産技術者様へ〕
➤ 5. 業界トレンドと将来への対応力
自動車業界におけるEVシフト、軽量化・高強度化のための新素材採用、バッテリー関連部品の需要増など、市場は常に変化しています。
・当社はこれらの変化に対応するため、難削材の効率的な加工技術や環境負荷を低減する技術開発にも積極的に取り組んでいます。
・✔ 将来を見据えた技術開発により、お客様の新たなニーズにも継続的に対応します。
➤ 6. まとめ:金型屋の技術が拓く、部品加工の新たな可能性
鋳物の5軸加工は、単なる加工技術の組み合わせではありません。金型製造で培った《精密加工技術》と《金属特性への深い理解》が融合することで初めて実現する、高付加価値な部品製造ソリューションです。
真末鉄工所は、創業90年近い歴史で培った経験と、最新技術への継続的な投資により、常に最高品質の部品をお届けすることをお約束します。「広島から技術で日本を牽引する」をモットーに、技術革新への挑戦を続けてまいります。
---
皆様の製品開発における課題、部品加工に関するお困りごと(精度、形状、コスト、納期など)はございませんか?
当社の技術力が、解決の一助となるかもしれません。
→ 技術相談・見積もり依頼は、下記フォームまたはお電話にてお気軽にお問い合わせください。
技術相談・見積依頼フォーム:https://ja.nc-net.or.jp/company/93396/inquiry/
真末鉄工所の技術力を、ぜひ貴社の製品開発・製造プロセスにご活用ください。
---
〔会社概要〕
株式会社真末鉄工所
〒731-1142 広島県広島市安佐北区安佐町飯室6861-2
TEL: 082-835-2442
FAX: 082-835-2021
URL: https://masue.co.jp/

鉄・ステンレス製品はもちろんの事、アルミ製品も製作しております。最新設備の導入を積極的に行い、半導体をはじめとする精密製品を高精度に製作致します。試作品から量産品、短納期対応、そして価格を抑えた製作方法のご提案などあらゆるご相談に対応致します。3Dデータでの受注も可能です。

【SUS304/SUS316 ステンレス溶接】
ステンレスの溶接は原田鉄工へお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
図面の作成~組立、据付けはもちろん、図面や材料の持ち込みも歓迎!
これまで溶接してきた様々な材質や形状の経験を活かし、丁寧に溶接させていただきます。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【大型製缶品|ブラスト加工~吹き付け塗装できます】
https://www.nc-net.or.jp/company/98405/product/detail/195489/
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる、広い製缶スペースと確かな技術があります。
この対応力は「オーダーメイド」で数々の製品を手掛けてきた原田鉄工だからこそ!
熟練の職人が多いので、何でもお任せください!
また敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、製作~塗装そして出荷も難なくこなす事ができます。
ブラスト・塗装設備も取り揃えておりますので、ステンレス材への塗装なども対応可能です!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
鉄、鋼、ステンレス、アルミなど
製缶や塗装に関する事なら原田鉄工へお任せください。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎SUS304
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
加工が比較的容易で腐食に強いこともあり、ステンレス鋼の中では最も広く使われています。
一般的に『さすさんまるよん』と呼ばれています。
◎SUS316
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
SUS304にモリブデン[Mo]を添加することで耐食性と耐孔食性を向上させたステンレス鋼です。
より錆びにくくなっている分高価な金属なので、使いどころが選ばれます。
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型 プレス機 製造】
原田鉄工にて製缶・塗装を行ったプレス機械です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
プレス機メーカー様よりご依頼を頂き、材料から形にしました。
部品点数がすごく多いので機械加工、メッキ、ライニングなどあらゆる加工がありました。
メッキやゴムライニングなど社内だけでは対応できない加工も協力会社様の力を借り、完成までたどり着けることができました。
総重量は20t超となります。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
◎プレス機(プレス機械/鍛圧機械 英語:Forming press)
金属などの素材を上下に装着した金型ではさみ込むことで、金型と同じ形状へ加工する機械。
作動方法により大きく2種類に分けられます。
「機械式プレス」モーターの回転運送を動力として、加工を行うタイプ。
「油圧式プレス」油に圧力をかけることで加工を行うタイプ。
◎溶融亜鉛メッキ(ドブづけ 英語:Hot dip galvanizing)
鋼材の防錆処理の一種で高温で溶かした亜鉛に鋼材を浸すことによって、表面に亜鉛皮膜(メッキ)を形成する。
◎ゴムライニング(英語:Rubber linig)
ゴムを金属などに接着させ、表面を覆うこと。
ライニングとは定着可能な物質を厚く覆う表面処理の1種です。
ゴムを密着させ表面を覆う事で耐食性や耐摩耗性などの向上が見込まれます。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【FC/FCD 鋳鉄の表面処理】
鋳物の表面処理は原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
鋳物とは金属材料を熱で溶かし、型に入れて作る製品の事です。
鋳鉄、アルミ、銅など多くの種類の金属材料で作られています。
鋳鉄とは鉄を主成分とし、2.1~6.7%の炭素を含んでいる合金の事です。
炭素量が多いと融点(溶ける温度)が下がるので、通常の炭素鋼や合金より融点が低く比較的容易に成形が可能になります。
鋳物を成形した直後はバリや鋳型の材料が付着しています。
そのため成形後は表面処理が必要となります。
ブラスト処理は研削材(メディア)を対象物に叩きつける事で、表面を削り取りとるので表面に細かい凹凸が形成され、塗装の密着性が大きく向上されます。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
◎鋳鉄(鋳鉄 英語:Cast iron)
鉄(Fe)を主成分とし、2.1~6.7%の炭素(C)を含んでいる鉄の合金の総称。
鋳物用に使われ保有炭素量が多く融点が低いため、鋳造がしやすい。
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎鋳型(いがた 英語:Mold)
鋳物を作る時に流し込む容器。
大きく分けると砂型、金型の2種留に分類される。
金型はコストが高いが耐摩耗性に優れており、大量生産する事に向いている。
砂型はコストは安く複雑で大きな形状などにも対応できるので、幅広く用いられる。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【SS400 S45C ケレン】
ケレン処理する前と後では、これほど変わります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
写真は無塗装の製品に腐食が発生していたので、1種ケレン(ブラスト工法)にて素地調整を行ったものです。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的かと思われます。
上記の方法を2種ケレンや3種ケレンと呼びます。
素地調整の規格や除錆率は下記リンクにて説明しております。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
しかし、腐食が著しく進行している、範囲が広い、工具が入らないなどの理由で2種ケレンや3種ケレンでは十分に清浄できていない事が多いです。
1種ケレンのブラストなら工具の入らないような狭い隙間や腐食が激しい状態でも完全に錆を除去する事が可能です。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
また一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト後すぐにプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備しております。
大型の製缶品や多ロット品でも対応可能です。
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎S45C
機械構造用炭素鋼と呼ばれるJIS規格の鋼材です。
「S」はSteelの略「45」は炭素の保有量「C」はCarbon(炭素)を表しています。
熱処理や機械加工に向いている半面、溶接に向いていないといった面もあります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【再塗装】古い製品を新品に!?
経年劣化でボロボロになってしまった製品を新品に変えます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ご依頼頂いた製品は社内治具です。
経年劣化により塗装が剥がれ、錆が進行していた状態でした。
かなり古い治具だそうで、図面が無いため新しく製作するのにも手間と予算が必要でこまっているとの事でした。
そのため今回はどうしても必要な部分のみ改造と修理を施した後に、再塗装を行いました。
まずブラスト(1種ケレン)で塗装と錆を全て剥がし、下地処理(素地調整)を行います。
その後下塗り、上塗りと塗り重ねを行い完成となりました。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
ブラスト後、塗装した製品は見違えるほど綺麗になり、錆が進行を続け不安があった耐久性も長期に渡って安心できるものとなりました。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
[製品情報]
1500×1500 L=2500
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
合成樹脂調合ペイント上塗り塗装×1回
-------------------------------------------------------------------------------------------------
今回の工期は4日となります。
架台本体と手摺・梯子が塗分けだった為、多少工期が必要でしたが短納期にも対応させていただきます。
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ブラスト工法】エアーブラスト、バキュームブラスト、湿式ブラスト
素地調整の最も有効な手段「ブラスト工法」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整(ケレン)は塗装を長期に渡り保持する為の必須条件です。
素地調整の工法は様々ありますが、最もグレード(品質)の高いものがブラスト工法となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
ブラスト工法とは?
研磨剤粒子(メディア)を対象物にぶつけ、その表面を叩く・削る事で表面を『清浄化』と『粗面化』する工法となります。
【ブラストを行う事によるメリットは下記リンクへ】
https://www.nc-net.or.jp/company/98405/product/detail/185459/
~主なブラスト工法について~
▽エアーブラスト
圧縮した空気に研磨剤を混ぜ、同時に投射する方法です。
『メリット』
・投射力や投射距離の変更ができるので精度の高い加工を行う事ができる。
・すべての研削材に対応できる。
・あらゆる形状でも加工可能で打ち分けもできる。
『デメリット』
・研磨剤と粉塵多く舞うので、作業環境を整える必要がある。
▽バキュームブラスト
エアーブラストと仕組みは同じですが、ノズル(噴射口)が特殊で研磨剤の噴射と回収を同時に行う方法です。
『メリット』
・研磨剤と粉塵の飛散が少ない。
・使用した研磨剤を回収し、再利用ができる。
『デメリット』
・対象物に対してノズルを密着させていないと加工ができない。
・加工範囲が狭いので、作業効率が悪い。
▽湿式ブラスト
ウェットブラストとも呼ばれ、水と研磨剤を混ぜ、同時に投射する方法です。
『メリット』
・粉塵の発生がほとんどない。
・加工と洗浄を同時に行う事が出来る。
『デメリット』
・製品が濡れてしまう。
・使用後の水処理が必要となる。
上記3種類ともそれぞれメリットとデメリットが存在します。
工法によって必要な機材や施工時間も大きく変わってくるので、もちろん加工単価も異なります。
どのブラスト工法で施工を行うか?
対象物の材質、形状、大きさ・作業環境・予算・工期などを考慮して、どの工法にするかを選ぶ事が重要です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装 ~金属塗装の条件について~】
塗装では周囲の環境、条件によって「塗装できる場合」と「塗装してはいけない場合」があるのをご存じでしょうか?
この条件について説明します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装が可能な条件って知っていますか?
自然乾燥させる場合では屋内・屋外問わず気象条件の影響を受けながら塗装を行う事になります。
そのため自然乾燥させる塗装では、塗装『出来る』『出来ない』の条件があります!
塗装できない条件にも関わらず塗装した場合、ほぼ塗装不良が発生してしまいます。
塗装不良を無くすためにも、知っておきたい塗装の条件について説明します。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
「塗料と塗装についての説明はこちら」
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
多くの塗料メーカーに共通する下記2つの塗装条件は一般的にも広く知られています。
①湿度85%以下
②気温5℃以上
その他にもいくつか重要な条件もありますので、まとめて説明します。
①湿度85%以下
塗装を行う環境は湿度が85%以下でなければなりません。
塗装時及び乾燥の間湿度85%を超える場合、硬化不良・変色等の可能性があります。
湿度に限った条件ですので、降雨は問題ありません。
また一部塗料(例:無機ジンク)は湿度50%以上が条件など例外もありますので、メーカーの塗料説明書を確認下さい。
②気温5℃以上
塗装を行う環境は気温が5℃以上でなければなりません。
塗装時及び乾燥の間気温5℃未満の場合、硬化不良などの可能性があります。
一部塗料は0℃以上など低温でも塗装可能な塗料もありますので、メーカーの塗料説明書を確認下さい。
③表面温度が露点+3℃以上
塗装を行う対象物の表面温度が露点より3℃以上高くなければなりません。
塗装時及び乾燥の間露点より3℃未満の場合、硬化不良・剥離等の可能性があります。
これは露点により表面に水分が発生してしまう可能性が高いからです。
露点は水蒸気が露として凝固する温度であり、温度と湿度によって測定されます。
④水濡れ不可
塗装の対象物が濡れている場合は塗装できません。
濡れた状態で塗装をした場合、硬化不良・変色・塗料が弾かれる可能性があります。
特に雨の中には様々な不純物も含まれるため、雨に晒される状況は厳禁です。
濡れてしまった製品は十分に素地調整を行ってから塗装する必要があります。
塗装対象物が濡れているや水中にある状態でも塗装可能な特殊塗料もありますので、メーカーの塗料説明書を確認下さい。
⑤付着物の除去
塗装の対象物に錆、油分、ダスト等の異物が付着している状態では塗装できません。
異物が付着した状態で塗装した場合、塗膜の早期剥離・硬化不良・美観を損なう可能性があります。
塗料にとって有害となる異物は完全に除去して塗装してください。
屋外での強風時は様々な異物が飛んでくる可能性があるので、塗装環境を整える必要があります。
⑥塗装間隔
塗り重ねを行う場合に限りますが、塗装間隔以内で塗装を行わなければなりません。
塗装間隔が早すぎる又は遅すぎる場合、塗膜の早期剥離・硬化不良等の可能性があります。
塗装間隔はメーカーの塗料説明書に明記してありますので確認が必要です。
上記の6つは塗装を行う上では最低限守らなければならない決まりです。
状況によっては中々塗装が行えない日が続く事もあります。
納期や早く完成させたいなど焦る気持ちも分かりますが、
条件を無視して塗装を行えば不良が発生する可能性が非常に高く
結果として大きな損害に繋がってしまうので、塗装は条件を守ってキチンと行いましょう。
また気象的な条件とは異なりますが、塗装を行う上で下地処理は必須となります。
清浄化された下地にのみ塗料本来の性能を発揮する事が出来るのです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
原田鉄工では最上級の下地処理/素地調整
大型ブラスト設備を完備しております。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗替え】係船柱(ボラード) 色剥がして塗る!
係船柱(ボラードとも呼ばれる)のエポキシ塗装を剥がし、無機ジンク塗装へ変えます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
今回依頼をもらった製品は係船柱(ボラードともいう)の塗替えです。
別に古くなったとかではなく、メーカーが製作した既製品で新品です。
メーカー仕様でエポキシ樹脂塗料を使っているそうですが、より長持ちするように更に耐候性の強いジンクリッチプライマー塗料へ塗替えます
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
鋳物なので表面に凹凸があり、へこみに入り込んでいる塗料を剥がすのが意外に大変でした。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
港に使われる製品で直接海水が掛かったり、潮風に晒される金属にとって過酷な環境下なので長持ちするよう丁寧に施工しました。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
弊社では下塗りだけを行いましたが、本製品を設置した後に中塗りと上塗りを行うみたいです。
色んな種類や形状があるみたいなので、港に行った際には探してみてください!
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。


