
自動車部品等のアイデアスケッチ、クレーモデル、ハードモデル、データファイルの製作 ・製品設計、金型設計・製作、成形、検査具・治具設計 ・デザイン~生産までの一連の流れでの開発や、各部分でのお手伝いが可能です。 ・コアバック等の発泡成形が可能です。

期待を超える質の高い製品とサービスを提供します
PE、PP、合成ゴム(熱可塑性エラストマー)、PS、PET、PLA、 PC、PA等の各種合成樹脂のコンパウンド実績があります。 添加剤の高濃度配合や液体添加などの加工技術があります。 ISO9001 認証取得工場として、確立された品質管理体制があります。
► 20kgからの小ロット試作に対応 ─ 開発初期の「ちょっと試してみたい」にお応えします
► 最短納期での迅速対応 ─ 開発スピードの速い業界の要求に完全対応
► 技術者が直接お伺い ─ 営業担当だけでなく、専門技術者が課題をヒアリングし最適解を提案
► ISO9001認証工場での確立された品質管理 ─ 2017年にISO9001:2015へ更新取得済み
► 24時間運転のフレキシブル生産体制 ─ 緊急案件にも柔軟に対応
─────────────────────────────────────────────
【対応可能材料・技術】
●コンパウンド加工対応樹脂
PE(ポリエチレン)、合成ゴム(熱可塑性エラストマー)、PS(ポリスチレン)、PP(ポリプロピレン)、PLA(ポリ乳酸)、PET(ポリエチレンテレフタレート)、PA(ナイロン)、EVA(エチレン-酢酸ビニル共重合体)、PC(ポリカーボネート)、PMMA(アクリル樹脂)
●特殊加工技術
・添加剤の高濃度配合(最大20%程度まで対応可能)
・液体添加技術
・高濃度でありながら優れた分散性を実現
●マスターバッチ製品「テクノマスター」
・アンチブロッキング剤
・帯電防止剤
・耐候剤
・熱安定剤
※ポリエチレン樹脂ベースの添加剤マスターバッチを製造・販売
─────────────────────────────────────────────
【最新設備・生産能力】
◎主要生産設備
・TEX44二軸押出機(2024年9月に定量フィーダ2機を新規導入)
・TEX54二軸押出機(2019年11月導入、2020年2月より量産開始、定量フィーダ3基)
・TEM75二軸押出機
・PV90単軸押出機
◎生産体制
・少量試作から中量生産まで対応
・24時間連続運転可能
・フレキシブルな生産スケジュール調整
【提携グループの信頼性】
旭テクノ工業は、2016年12月20日より提案型化学品専門商社『オー・ジー株式会社グループ』に加入。
グループの豊富なネットワークと技術力を背景に、より幅広いソリューションを提供可能です。
・国内外のケミカル調達ネットワーク
・グループ内技術連携による総合提案力
・安定した経営基盤での継続的サポート
─────────────────────────────────────────────
【開発エンジニア・研究者の皆様へ】
✔ 「この性能があと少し足りない」という課題
✔ 「既存材料では実現できない」という壁
✔ 「少量だから断られてしまう」という悩み
✔ 「開発スピードに対応してくれない」というストレス
すべて旭テクノ工業が解決します!
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【まずはお気軽にご相談ください】
► 「こんな性能の材料はできますか?」という疑問
► 「競合他社で断られた案件」の相談
► 「新規プロジェクトの材料検討」の初期相談
どんな小さなことでも、まずは技術者にお聞かせください。
お客様の「やりたい」を形にする、開発パートナーとして
■ 開発担当者様の「あと一歩」を支える技術力
「高濃度の液体添加剤を樹脂に均一に分散させたい」
「特殊な配合の樹脂をまずは小ロットで試したい」
そんな合成樹脂材料の開発現場における難題に、押出機へのダイレクト注入 と事前含浸ブレンドの2つのアプローチで理想の分散を実現します。
【技術1】処方に応じて選べる液体添加手法
高濃度の液体を添加するには、樹脂の種類や添加量に応じて最適なアプローチが異なります。旭テクノ工業では長年の知見に基づき、以下の2つの手法を使い分けることで均一な分散を実現します。
(1)高精度な「ダイレクト注入」
2連プランジャー式ポンプを用い、原料根本、または混錬が進んだシリンダ(C4/C5)からの添加を選択できます。熱劣化を最小限に抑えたい場合や、連続生産での高い定量性が必要な処方に最適です。
常温では粘度が高く扱いが困難な液体添加剤も、最大70℃までの加温制御により流動性を確保。脈動を抑えた安定供給により、製品ロット内の品質のバラつきを最小限に抑えます。
(2)ヘンシェルミキサー(高速攪拌機)による「含浸ブレンド」
押出機に投入する前に、ヘンシェルミキサーを用いて原料(粉体やペレット)に液体を含浸・コーティングさせます。
液体をあらかじめ原料に馴染ませておくことで、押出機内での食い込み不良を防ぎ、より均一な分散を促進します。多量の液体を添加する場合や、粉体との馴染みが重要な処方に有効です。
【技術2】実績に裏打ちされた混錬ノウハウ
スクリューデザイン:
樹脂特性や液体の種類・添加量に応じて、最適なスクリューデザインを考案します。
スクリューピースの組み換えにより、強力な剪断からマイルドな混錬まで、理想の分散状態を追求します。
多様な液体添加実績:
改質剤: 帯電防止剤、界面活性剤など
機能性付与: シリコーン、可塑剤、各種オイル など
粘度や化学的性質の異なる材料に対し、豊富な加工実績に基づいた最適な混錬手法を提案します。
【生産体制】試作の機動力と、24時間・安定供給の両立
広範な生産設備:
少量試作に適した44mm機をはじめ、中・量産用の54mm、75mm機と計3ラインの二軸押出機を保有。生産規模に応じた最適な機番選定が可能です。
機動力ある試作対応:
44mm小型機を活用し、数十kg単位からの試作に対応。配合比率を変えた複数水準のテストも、現場で柔軟に条件変更しながらスピーディーに実施します。
24時間・連続生産:
三交代制による24時間稼働を基本としています。試作完了後の速やかな量産移行はもちろん、タイトな納期スケジュールにも確かな機動力で応えます。
安定供給・BCP体制:
同型機・予備装置の自社保有に加え、グループ企業との連携による相互バックアップ体制を構築。万が一の際も供給を止めないBCP体制を整えています。
原材料供給:
親会社である化学品商社「オー・ジー株式会社」との連携により、グローバルなネットワークを活かした安定的な原材料調達・供給が可能です。
■ 旭テクノ工業が大切にしている「共創」のカタチ
私たちは、単なる「受託加工先」「作って終わり」ではありません。
お客様のアイデアを形にするための技術的な相談相手でありたいと考えています。
「まずやってみる。ダメなら工夫して、もう一度。」
少人数の会社だからこそ、一人ひとりの技術者が高い当事者意識を持ち、設備の改良や押出プロセスの改善に粘り強く取り組みます。
立ち会い試作:
現場で結果を見ながら、その場で条件を変更。納得のいくまで突き詰められます。
Web中継対応:
遠方や多忙で来社が困難な方へは、リアルタイムでの試作中継も実施します。
「アイデアはあるが、加工に悩んでいる」
そんな時は、ぜひ一度お声がけください。スクリュー構成・生産温度条件の段階から、私たちの36年の経験を共有させていただきます。
旭テクノ工業株式会社 (まずはお気軽にお問い合わせください。)
▶「こんな材料の押出ができるの?」という疑問
▶「他社で断られた案件」の相談
▶「新規プロジェクトの材料検討の場」を探している
〒729-5112 広島県庄原市東城町新福代49-2
TEL:08477-2-4660 FAX:08477-2-4662
硬度A40の実績と長年のノウハウで、エラストマー開発を成功へ導く
■ 軟質樹脂特有の「扱いにくさ」を熟知しています
熱可塑性エラストマー(TPE)をはじめとする軟質樹脂のコンパウンド加工には、原料供給のトラブルや発熱による劣化、そして最終工程でのカッティング難など、多くの技術的ハードルが存在します。
「樹脂が柔らかすぎて刃に巻き付く」「カット面が歪む」「ペレット同士が合着(ブロッキング)してしまう」といった課題により、試作や量産を断念した経験はありませんか?
旭テクノ工業は、長年にわたり軟質系樹脂の加工を主力としてきた「コンパウンドのスペシャリスト」です。JIS A硬度40前後の軟質領域においても、材料の特性を最大限に引き出す最適な加工プロセスをご提案します。
【技術】軟質樹脂に最適化された混錬・カッティング技術
安定したコンパウンド加工:
軟質樹脂特有の粘性や摩擦熱を考慮し、最適な温度設定とスクリュー構成を考案。
長年の実績に裏打ちされた知見で、物性のバラつきを抑えた高品質な混練を実現します。
2種類の特化型ペレタイザー:
回転刃の形状・刃枚数が異なるタイプの軟質用ペレタイザーを保有しており、樹脂の粘性や
弾性に合わせた選択が可能です。軟質樹脂特有の「逃げ」を抑え、シャープな切り口を実現します。
冷却・合着防止ノウハウ:
カッティングを成功させる鍵は、刃だけではありません。冷却水の温度管理、冷却槽の距離、さらにはカット後の合着を防ぐ外潤剤の添加方法まで、長年の経験に基づく独自の工夫を施しています。
■ 試作の機動力と、グループ会社間でのBCP対応による安定供給
開発段階の数十kgの試作から24時間体制の量産まで、お客様のフェーズに合わせた柔軟なサポート体制を整えています。
柔軟な試作とスケールアップ:
「まずは少量で試したい」というご要望に応え、数十kg単位の試作から承ります。
試作時のデータは正確に管理され、量産へのスムーズな移行を約束します。
24時間・三交代制の生産体制:
三交代勤務によるフル稼働体制を敷いており、短納期対応や急な増産計画にも機動的に対応可能です。
強固な供給安定性とBCP対応:
同型装置や予備装置の自社保有に加え、グループ内での相互バックアップ体制を構築しています 。 親会社である化学品商社「オー・ジー株式会社」の調達ネットワークにより、不測の事態においても供給への影響を最小限に抑えるよう努めています 。
■ 私たちが大切にしている「まず、やってみる」姿勢
私たちは、カタログスペックだけでは測れない「現場の知見」を大切にする技術者集団です。
「お客様の『やりたい』を形にするために。」
困難な課題に対しても「まずはトライ」し、そこから得られた知見で設備を改良し、納得いくまで再トライする。少人数の会社だからこそできる、一人ひとりのスキルと熱意を込めたモノづくりが私たちの誇りです。
立ち会い試作・Web中継:
配合設計からのご相談はもちろん、現場での立ち会い試作も大歓迎です。
来社が困難な方には、リアルタイムのWeb中継によるリモート立ち会いも実施しています。
「形にするのが難しい」 その樹脂、一度私たちに預けてみませんか?
軟質材料の加工でお困りの際は、ぜひ旭テクノ工業へご相談ください。
36年の実績とともに、お客様のパートナーとして全力でサポートいたします。
旭テクノ工業株式会社 (お問い合わせ・資料請求先)
▶「こんな材料の押出ができるの?」という疑問
▶「他社で断られた案件」の相談
▶「新規プロジェクトの材料検討の場」を探している
〒729-5112 広島県庄原市東城町新福代49-2
TEL:08477-2-4660 FAX:08477-2-4662

・シャフト類のL加工からセンターレス研削加工、及び熱処理(外注)、メッキ等表面処理(外注)
・その他、NC旋盤によるブランク加工

ディストリビュータ
ドリブンギヤ(φ26)
材料:鋳物
材質:FCH-2
加工方法:レース加工
株式会社浜野鉄工所
https://hamano-works.co.jp/
〒736-0082
広島県広島市安芸区船越南四丁目9番26号
TEL:082-823-4488 FAX:082-823-4489
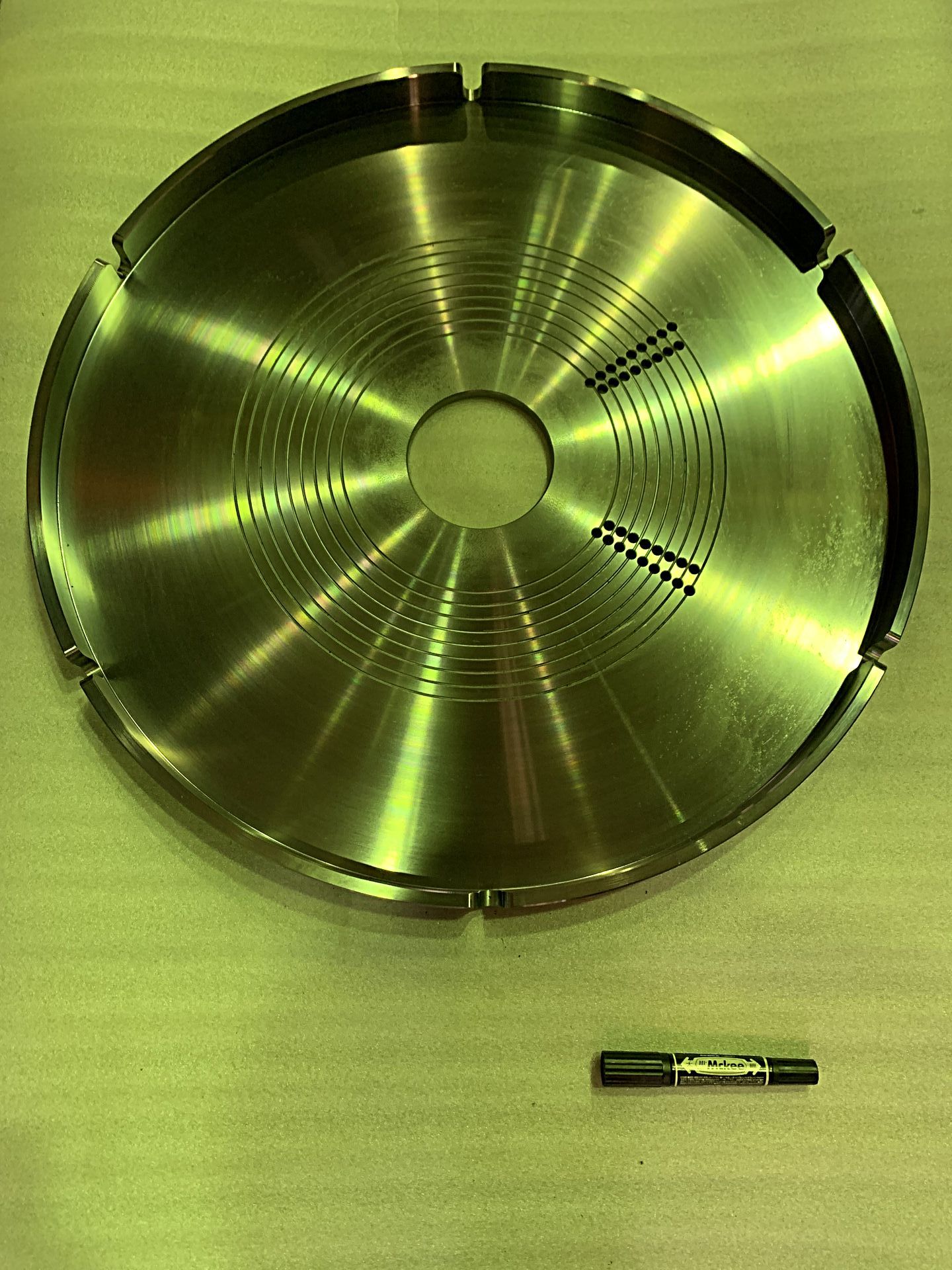
S45C材
Φ700サイズの旋盤、マシニング加工品です。
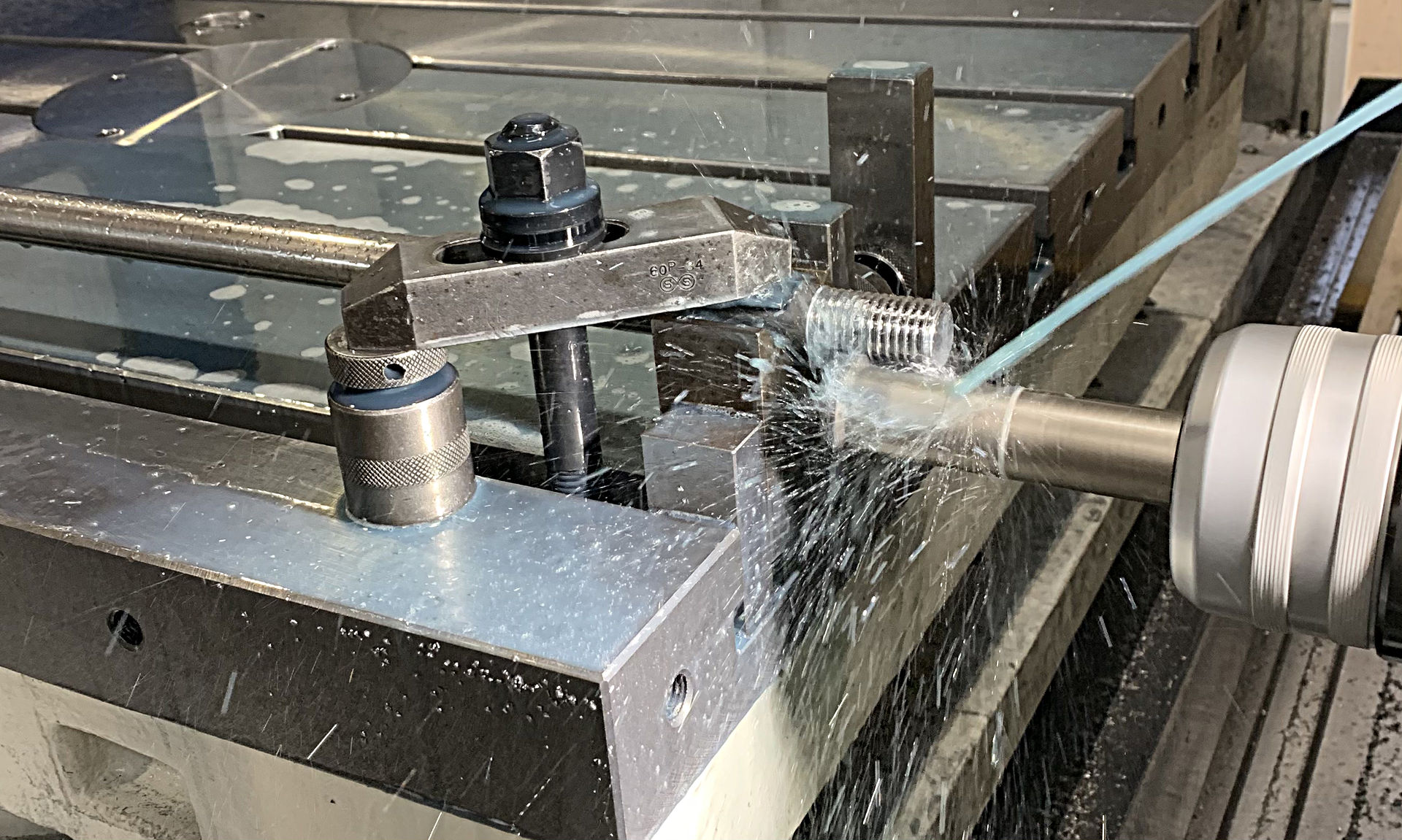
長尺物の先端ネジ加工
〜6,000mmのネジ加工等でお困りでしたらご相談ください。

大サイズの横中ぐり盤加工。
サイズ 1,300×1,200
【ナガトが推す!歪まない熱処理《オーステンパー》の秘密】
どうも!広島に本社を置く株式会社ナガトで、熱処理を担当している者です。私たちは山口で生まれ、広島と愛知で育てていただき60年。お客様の要望に応じた最適な熱処理を提供できることから、「熱処理のデパート」なんて呼ばれたりもしています。
そもそも熱処理とは何でしょう?簡単に言えば、熱を加えて冷やすことによって、金属の組織をガラッと変え、製品の硬さや《靭性(粘り強さ)》、《疲労強度》などをグッと向上させる技術です。昔ながらの刀鍛冶が「焼き」を入れる、まさにアレが熱処理なんですね。ナガトの役割は、この熱処理を通じて、お客様の部品・製品に最適な「付加価値」や「特性」を与えることです。
そんな数ある熱処理技術の中で、今回は特に《低歪み》と《高強度》を両立させる、ちょっと特殊で素晴らしい技術、『オーステンパー』について、熱く語らせてもらいます!
─
► オーステンパーとは何か?
通常の焼入れ処理は、高温に加熱した金属を一気に油や水で冷やし、マルテンサイトという硬い組織に変換させます。しかし、この急激な温度変化が原因で、製品に大きな《熱変形(歪み)》が生じたり、割れのリスクが高まったりするんです。特に《高炭素鋼の薄肉部品》なんかは、非常にデリケートなんよ。
そこで登場するのが、この《オーステンパー》です。
オーステンパーの処理の仕方は、普通の焼入れとは冷却方法が大きく違います。
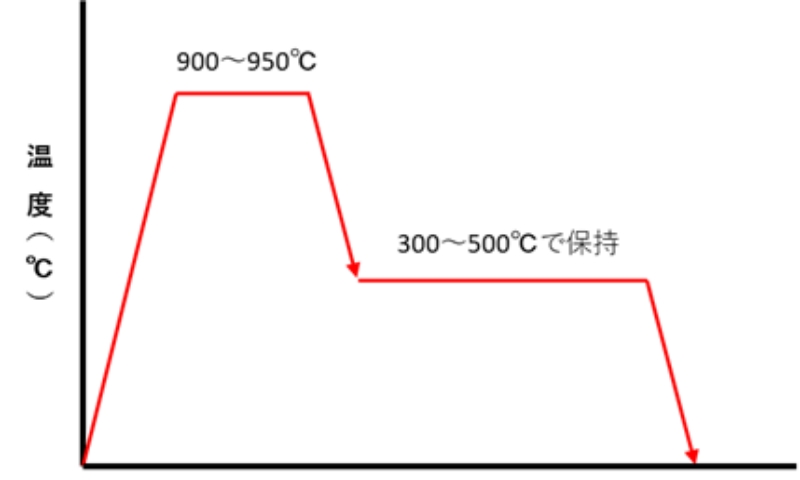
● オーステンパー処理の流れ
・加熱(オーステナイト化)
→ 製品を《900℃から950℃》の高温に熱します。
・急冷(特定の温度まで)
→ 常温まで一気に冷やさず、特定の温度帯、つまり《300℃から500℃》まで急冷します。
・保持(変態タイム)
→ その《300℃〜500℃》の状態で、一定時間じーっと保持します。
この「急冷後に熱い温度でしばらく待つ」という工程が、オーステンパーの最大の特徴です。この特別な温度帯で保持することで、金属の内部組織は、高い《耐衝撃性》に優れた『ベイナイト組織』に変換されます。
─
► オーステンパーがもたらす『二つの大きな利点』
オーステンパーが、通常の焼入れや調質処理と比べて優れている点は、大きく分けて二つあります。
【1】★製品の熱変形(歪み)が大幅に低減される
通常の焼入れでは、高温から常温まで冷却する際の温度変化が大きいため、歪みが発生しやすいんです。
しかし、オーステンパーでは、冷却の最終目標が《300℃〜500℃》の温度帯でストップします。これにより、通常の焼入れと比べて温度変化が小さくなるため、熱処理による《歪みの発生を低減》できるんです。形状が複雑だったり、精度が要求される部品にとって、これはめちゃくちゃ大きなメリットじゃけぇ、覚えとってつかあさい!
【2】★《強靭なベイナイト組織》の獲得
オーステンパー処理後の組織は《ベイナイト組織》となります。この組織は、ただ硬いだけでなく、非常に高い《耐衝撃性》を持っていることが特長です。
さらに、機械的性質も素晴らしいんです。高い《引張強さ》と《伸び》を兼ね備えており、一般的な《SCM440調質鋼と同等》の機械的性質を得ることが可能です。
✔ オーステンパーは、「歪みを抑えたい」と「強さと粘りが欲しい」という、一見矛盾する要求を両立させる、スグレモノの技術なんです。
対応実績としては、《高炭素鋼の薄肉部品》など、デリケートな製品への適用実績があります。
─
► ナガトの技術と対応体制
私たちナガトは、「熱処理のデパート」として、オーステンパーの他にも、ADI処理(球状黒鉛鋳鉄の高強度化)や、マルテンパ(熱変形や割れを軽減)など、様々な特殊熱処理を提供しています。
特に《オーステンパー》の処理は、《東海工場》(愛知県豊田市)で専門的に対応しており、精度が求められる部品の品質安定に貢献しています。
さらに、ナガトの強みは、熱処理だけでなく、その後の機械加工まで《ナガト1社で一貫して》ご提供・ご提案できることです。素材の特性を知り尽くしているからこそ、熱処理と加工の両面から、お客様に最適な価値を提供できると自負しています。
「部品の性能は上げたいけど、歪みは許されない」
そんなシビアなご要望があれば、ぜひ私たちナガトにご相談ください。長年培ってきた技術と知識を結集して、最高のパフォーマンスを発揮できる製品づくりを、全力でお手伝いさせていただきますけぇ、任せてつかあさい!
─
【会社概要・お問い合わせ先】
会社名:株式会社ナガト
所在地:〒732-0802 広島市南区大州三丁目6番24号
TEL:082-282-4361
FAX:082-282-4262
コーポレートサイトURL:https://www.nagato-ht.co.jp/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93361/dl/catalog/226483
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93361/inquiry/
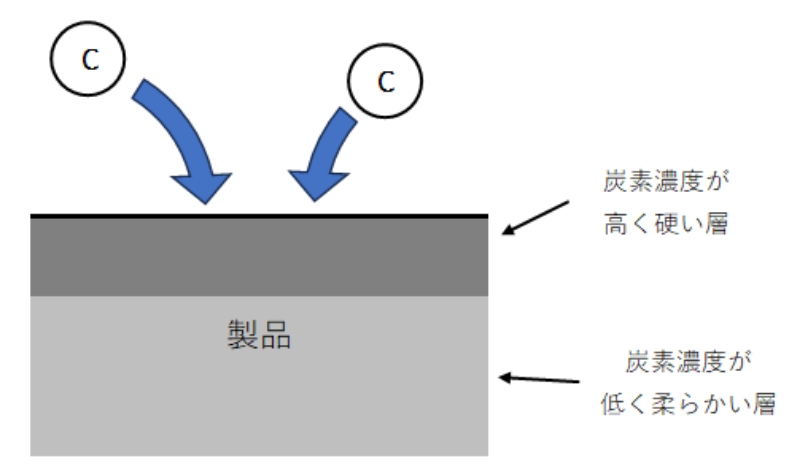
【浸炭焼入れ】
浸炭は低炭素の材料表面に炭素を浸透拡散させる熱処理方法です。そして浸炭後に焼入れを施すことで表面は硬く耐摩耗性を付与しつつ、中心部は軟らかい低炭素鋼のままとなるので靭性に富んだ製品となります。強度や耐摩耗性が要求されるギヤ、シャフトなど多くの部品に適用されています。
≪浸炭 適用材質・素材実績≫
S10C SAPH310 SAPH320 SCM415 SCM420H
SCM440H SCM-H1 SCr25 SCr415H SCr420H
SMF4050 SPCC SPHC SUM23 STKM13C
SWCH15K
*************************
納期の目安: 翌日~1週間程度。
1個からでも短納期でお受け致します。
対応工場 最大サイズ
海田工場(広島県安芸郡): 720×1,100×600
志和工場(広島県東広島市): Φ460×1,150L
東海工場(愛知県豊田市): 720×1,100×700
防府工場(山口県防府市): 720×1,100×700
*************************
『山口で生まれ、広島と愛知で育てていただき60年』
これまで熱処理で培ってきた知識と技能・技能を結集し、時代の変化を見極めながら、常に新しい視点で技術を提供し、次世代の素形材産業を全力で取り組んでまいります。
【会社概要・お問い合わせ先】
会社名:株式会社ナガト
所在地:〒732-0802 広島市南区大州三丁目6番24号
TEL:082-282-4361
FAX:082-282-4262
コーポレートサイトURL:https://www.nagato-ht.co.jp/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93361/dl/catalog/226483
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93361/inquiry/
関連URL:https://www.nagato-ht.co.jp/technical/carburizing/#link-target-1

【浸炭窒化焼入れ】
加熱した低炭素鋼や合金鋼の製品に炭素および窒素を浸透させ、製品表層の炭素濃度を高めたのち焼入れを行う処理です。
表面硬さなどが上昇するのは浸炭焼入れと同様ですが、窒素が浸透することで製品が焼入れされやすくなるため、焼入れがしにくいSPCC材や低炭素鋼の強度を高めることができます。
≪浸炭窒化 適用材質・素材実績≫
HM-71 S25C SAPH310 SAPH320 SCM420H
SCr415HX SCr420H SPCC SP-SD SPHC
SPHN1 SPHN310WT-DS SPHN400W-DS
STKM11A STKM11C STKM12C STKM13A-SC
STKM13C SUM23 SWCH15K
*************************
納期の目安: 翌日~1週間程度。
1個からでも短納期でお受け致します。
対応工場 最大サイズ
海田工場(広島県安芸郡): 720×1,100×600
防府工場(山口県防府市): 720×1,100×700
東海工場(愛知県豊田市): 720×1,100×700
*************************
『山口で生まれ、広島と愛知で育てていただき60年』
これまで熱処理で培ってきた知識と技術・技能を集結し、時代の変化を見極めながら、常に新しい視点で技術を提供し、次世代の素形材産業を全力で取り組んでまいります。
【会社概要・お問い合わせ先】
会社名:株式会社ナガト
所在地:〒732-0802 広島市南区大州三丁目6番24号
TEL:082-282-4361
FAX:082-282-4262
コーポレートサイトURL:https://www.nagato-ht.co.jp/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93361/dl/catalog/226483
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93361/inquiry/
関連URL:https://www.nagato-ht.co.jp/technical/carburizing/#link-target-1
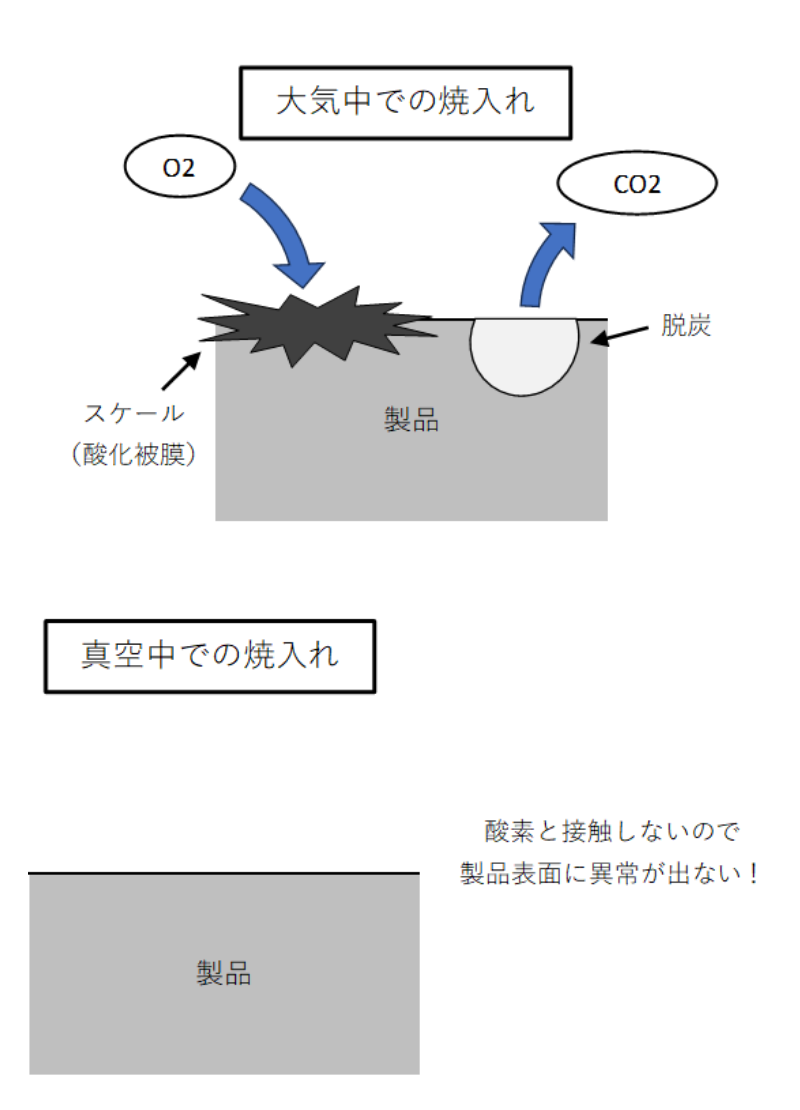
【真空焼入れ】
通常の焼入れでは空気中で製品を加熱し水や油によって急冷をします。このとき、製品と空気中の酸素が接触することによってスケール(酸化被膜)が発生したり、製品表面の炭素が奪われて柔らかくなったり(脱炭)、見た目や品質に悪影響を及ぼします。
真空焼入では真空中で製品を加熱したのち油や窒素ガスによって急冷をするため製品が酸素と接触せず、製品表面の美しさと品質を保ったまま焼入れすることができ、高い表面硬さや耐摩耗性を得ることができます。
*************************
納期の目安: 翌日~1週間程度。
1個からでも短納期でお受け致します。
対応工場 最大サイズ
沼田工場(広島市安佐南区): 850×550×390
400kg以下
*************************
『山口で生まれ、広島と愛知で育てていただき60年』
これまで熱処理で培ってきた知識と技能・技能を結集し、時代の変化を見極めながら、常に新しい視点で技術を提供し、次世代の素形材産業を全力で取り組んでまいります。
【会社概要・お問い合わせ先】
会社名:株式会社ナガト
所在地:〒732-0802 広島市南区大州三丁目6番24号
TEL:082-282-4361
FAX:082-282-4262
コーポレートサイトURL:https://www.nagato-ht.co.jp/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93361/dl/catalog/226483#frmDownload
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93361/inquiry/
関連URL:https://www.nagato-ht.co.jp/technical/vacuum/#link-target-1
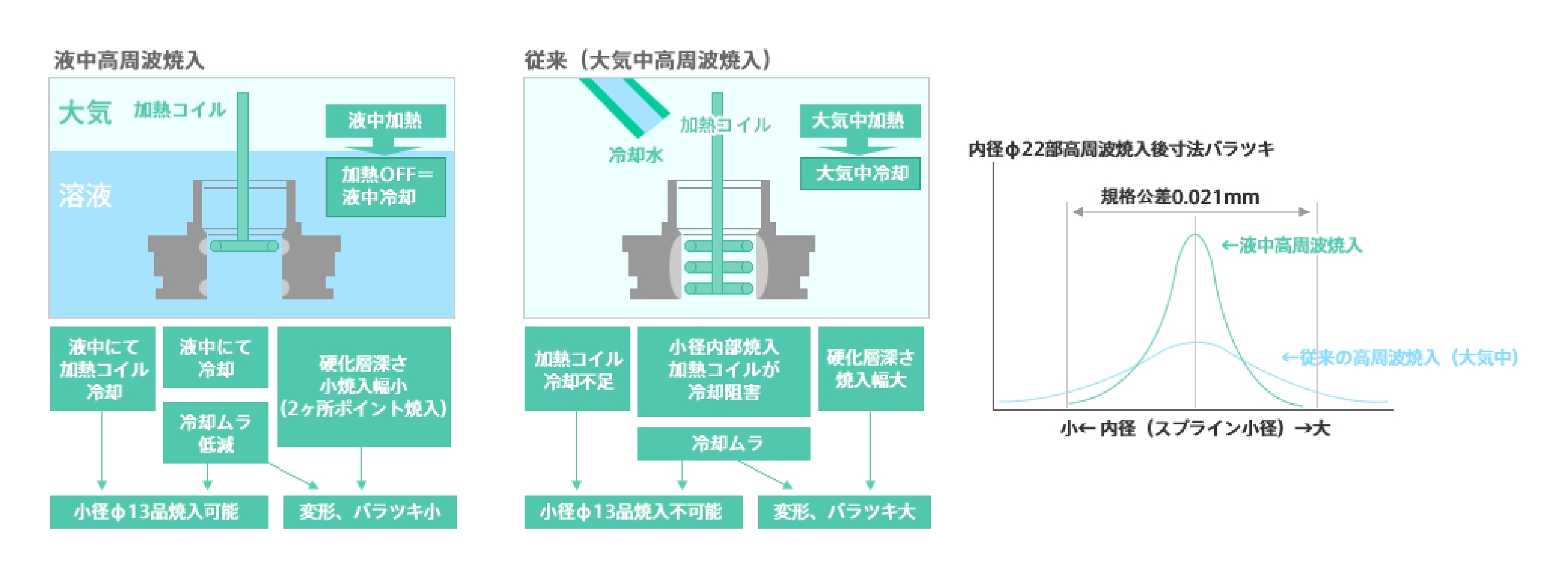
【油中高周波焼入れ】
一般的な高周波焼入れでは表面にスケール(酸化膜)が生ずる為、その後の工程で研磨が行われます。
油中高周波焼入れは酸素を遮断した環境で高周波焼入れを施すため、表面のスケール生成を僅少とすることができます。研磨工程廃止が可能となり、加えて焼入れによる変形を抑制することが出来るため、生産コストの削減につながります。
*************************
納期の目安: 翌日~1週間程度。
1個からでも短納期でお受け致します。
対応工場 最大サイズ
大州工場(広島市南区): Φ25×300
*************************
『山口で生まれ、広島と愛知で育てていただき60年』
これまで熱処理で培ってきた知識と技能・技能を結集し、時代の変化を見極めながら、常に新しい視点で技術を提供し、次世代の素形材産業を全力で取り組んでまいります。
【会社概要・お問い合わせ先】
会社名:株式会社ナガト
所在地:〒732-0802 広島市南区大州三丁目6番24号
TEL:082-282-4361
FAX:082-282-4262
コーポレートサイトURL:https://www.nagato-ht.co.jp/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93361/dl/catalog/226483#frmDownload
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93361/inquiry/
関連URL: https://www.nagato-ht.co.jp/technical/hardening/#link-target-2
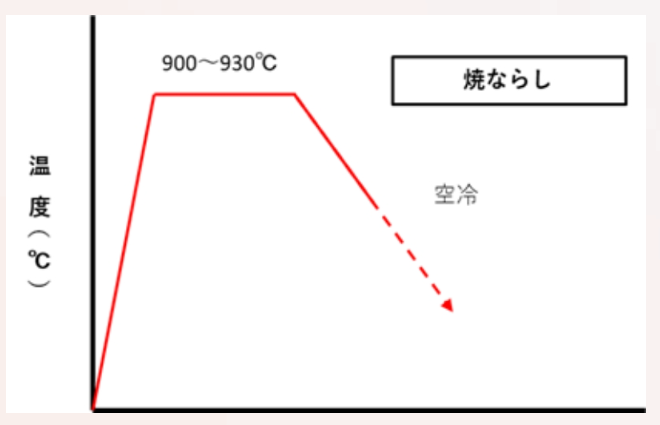
【焼準(焼ならし)】
鋳造や鍛造、圧延によって成形した製品は金属組織が変形することで表面硬さにムラが生じているため、そのままでは切削や研磨といった細かい成形加工を行うのに適していません。
焼ならしでは製品を900~930℃に加熱したあと空冷によってゆっくりと冷却することで、製品の金属組織が微細化、均一化されつつ適度な硬さを得られるため、製品を切削や研磨といった加工に適した状態にすることができます。
弊社では無酸化焼準にも対応しています。
≪焼準 適用材質・素材実績≫
S25C S35C S40C S45C SCM415
SCM420 SCM440H SCM822H SCr415
SCr420 SMnCr15B SNCM220 SNCN420H
*********************************
納期の目安: 翌日~1週間程度。
1個からでも短納期でお受け致します。
対応工場 最大サイズ
月見工場(広島市南区) : 950×400×250以下, 重量:1ヶあたり120㎏未満
志和工場(広島県東広島市): 1,500×1,800×800 以下,重量:1ヶあたり1,000kg未満
海田工場(広島県安芸郡): 720×1,100×600 ※無酸化焼準対応
東海工場(愛知県豊田市): 720×1,100×700 ※無酸化焼準対応
防府工場(山口県防府市): 720×1,100×700 ※無酸化焼準対応
*********************************
『山口で生まれ、広島と愛知で育てていただき60年』
これまで熱処理で培ってきた知識と技能・技能を結集し、時代の変化を見極めながら、常に新しい視点で技術を提供し、次世代の素形材産業を全力で取り組んでまいります。
【会社概要・お問い合わせ先】
会社名:株式会社ナガト
所在地:〒732-0802 広島市南区大州三丁目6番24号
TEL:082-282-4361
FAX:082-282-4262
コーポレートサイトURL:https://www.nagato-ht.co.jp/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93361/dl/catalog/226483
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93361/inquiry/
関連URL:https://www.nagato-ht.co.jp/technical/tempering/
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【鋳物FC/FCDの切削加工:複雑形状にも対応可能な技術力】
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
► なぜ鋳物の切削加工が重要なのか
ものづくりの世界で、鋳物と切削加工は欠かせない技術です。特に自動車産業では、エンジンブロックやシリンダーヘッドなど、複雑な形状の部品が多数あります。こういった部品は、まず鋳造で大まかな形を作り、その後切削加工で精密に仕上げていきます。
※ 鋳物加工の難しさ
鋳物は鉄やアルミなどを溶かして型に流し込んで作るため、内部に気泡ができたり、硬さにムラができやすい特性があります。これが切削加工時に厄介な問題となります。
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
► 真末鉄工所の鋳物切削加工技術
真末鉄工所では、長年の経験と最新技術を組み合わせ、難しい鋳物の切削加工を得意としています。自動車部品の金型製作で培った技術が、鋳物の切削加工にも活かされています。
★ 対応可能な材料・サイズ
・FC(片状黒鉛鋳鉄)やFCD(球状黒鉛鋳鉄)などの鋳物材料
・最大850×850×650mmサイズまでの大物部品
☑ 設備と技術
・5軸マシニングセンター「DMG MORI DMU85」による高精度加工
・CAD/CAMシステムによる最適加工方法の提案
・コンピューターシミュレーションによる効率的な加工経路の確立
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
► 真末鉄工所の技術力の根拠
1934年の創業以来、90年近くにわたる金型づくりの経験と技術の蓄積があります。
◎ 特に優れている技術
・難削材や高硬度材の加工技術
・シリンダーブロック用ダイキャスト金型など高精度部品の製作
・三次元測定機によるミクロン単位での精度確認
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
► お問い合わせ方法
技術力にご興味をお持ちいただいた場合は、まずはお気軽にご相談ください。
⇨ 技術相談・見積依頼フォームからのお問い合わせ
URL: https://ja.nc-net.or.jp/company/93396/inquiry/
○ 対応内容
・専門スタッフによる丁寧な対応
・難しい加工案件の相談も歓迎
・詳しい技術資料のご提供も可能
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【会社情報】
〔社名〕株式会社真末鉄工所
〔住所〕〒731-1142 広島県広島市安佐北区安佐町飯室6861-2
〔TEL〕082-835-2442
〔FAX〕082-835-2021
〔URL〕https://masue.co.jp/
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
《広島の技術で日本のものづくりを支える》
自動車部品の金型製作で培った技術を鋳物の切削加工に活かし、難しい加工にも対応。広島の技術力で日本のものづくりに貢献します。ぜひご相談ください。一緒により良いものづくりを目指しましょう!
塩ビ接着加工
NCルータでの穴あけ加工、溝入れ加工後に接着加工
試作から量産品まで対応いたします。

カシメ
アセンブリ
各パーツをプレス加工し、カシメ加工。カシメ後の強度保障。
カシメにて固定されるものや、カシメ後にも回転する可動部分がある部品など様々です。
試作から量産まで対応できる、一貫型企業です
・厚板の高精度順送プレス加工(max600トン、9mm)
・サーボプレスによる高精度単発プレス加工(300トン、200トン)
・溶接加工(OEW、SW、PW)、アッセンブリー加工
・機械加工(ロータリー平面研削盤、マシニングセンター、旋盤)
・冶型具&設備の設計・製作

弊社所有のリフトです。
年末に社内で塗装し直したので、ピカピカです。
-------------------------------------------------------------------------------------------------
[設備情報]
最大荷重 2tonタイプ
[塗装仕様]
SSPC SP-3
エポキシ樹脂塗装×1回
ポリウレタン樹脂塗装×1回
-------------------------------------------------------------------------------------------------
社内設備で仕事としてではないですが、こんな事もできますという紹介でした。
もちろん車の板金屋さんのようにはできませんが...
Youtubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos

【マグネシウム製ホイール 塗装剥離 ブラスト 再塗装】
マグネシウム製ホイールを再塗装の為、ブラストで塗装剥離を行います。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
古くなり経年劣化により、塗装不良が発生したマグネシウム製ホイールを綺麗にしたいとのご要望でした。
電動工具等では綺麗に塗装剥離する事が難しいので、ブラストで旧塗膜を全て剥がします。
マグネシウムは耐腐食性が無いので、塗装の浮きやチヂミといった塗装不良が発生することがあるとの事です。
変形等を最小限に抑えるため、研削性のより低いサンドブラストにて施工をしました。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
弊社では焼付塗装は対応できませんので、塗装剥離完了の状態で出荷となります。
ブラストについての詳細ページはこちら!
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎マグネシウム(Mg 英語:Magnesium)
実用金属の中では最軽量で強度・剛性・切削性もアルミや鉄と比べ高いです。
しかしながら機械加工で発火の可能性が高い、耐腐食性が低い等のデメリットもあります。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗装剥離(英語:paint peeling)
金属製品の塗装や樹脂を剥がすことを指します。
溶剤の剥離剤を使う科学的な方法、研削材を当てるブラスト処理等の物理的な方法、熱を加えて塗料を溶かす方法の3種類が多く使われます。
-------------------------------------------------------------------------------------------------
[素地調整]
サンドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
工期は実働1日です。
その他金属や厚膜型塗装、ゴムやメッキ等もブラストで剥離させる事が可能です。
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型製缶・溶接の事なら原田鉄工 H 広島へ!】
大型製缶品や生産設備・搬送架台など多・少ロットに関わらず、なんでも承ります。
広島観音で溶接を続け80年!
様々なオーダーメイド品を作り続けたからこそ、無限の経験があります。
製缶・ブラスト・塗装の事なら原田鉄工へお任せください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
全長が15mにもなる煙突を出荷した時の写真です。
敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、製作~塗装そして出荷も難なくこなす事ができます。
これだけ大きな製品を運んで素地調整・塗装を外注する為には、多額のコストと納期が必要となりますが
原田鉄工は中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)を所有しており、屋内塗装工場があるので全て社内で対応いたします。
移動・外注のコストと納期をカット。
一貫体制なので品質にムラも無く、確かな製品を作り上げる事ができます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を製作する事。
◎素地調整(英語:Surface preparation)
下地処理方法の1つ「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し綺麗にします。
活性化した表面は塗料の付着性を大きく向上させ長期間製品を保護することが可能になります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去する事で塗装に最適な下地へ加工できます。
製缶・ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【広島で半自動・TIG溶接が得意な鉄工所】
創業80年の原田鉄工にお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「大量生産」ではなく「オンリーワン」の創造。
量産品はあまり取り扱っておらず、試作品、専用設備・治具などお客様にご希望に合わせた製品を製作します。
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【弊社の強み】
⒈創業80年で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる広い製缶スペースと確かな技術があります。
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製作、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。

【重量物】SS400 PL 錆落とし
SS400 PL100t 2600×2300 5tもあるプレートの錆をブラストで落としていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
※動画容量の都合上、[前編][後編]と分かれております。
5tもある大きな鉄板をグリットブラスト処理でサビを除去してていきます。
何に使われる鉄板かは分かりません。
サビが進行し腐食が激しい箇所はあばた状になっていましたが、サビを完全に落とし防食を行う事で腐食から母材を守ることが可能になります。
ちなみに本製品はブラストまでの施工範囲となっています。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
グリットとサンドの比較 設備の紹介【前編】
https://www.nc-net.or.jp/company/98405/product/detail/180268
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
[製品情報]
5tプレート
2,600 × 2,400
2.5tプレート
2,600 × 1,200
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の納期は入荷後、2日となっております。
ご要望があれば、ブラスト後の塗装なども対応させていただきます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重量物】SS400 PL 錆落とし
SS400 PL100t 2600×2300 5tもあるプレートの錆をブラストで落としていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
※動画容量の都合上、[前編][後編]と分かれております。
後編は5tのプレート残り工程と、少し小さいサイズの2.5tのプレートについてです。
何に使われる鉄板かは分かりません。
サビが進行し腐食が激しい箇所はあばた状になっていましたが、サビを完全に落とし防食を行う事で腐食から母材を守ることが可能になります。
ちなみに本製品はブラストまでの施工範囲となっています。
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
一種ケレン 古くて錆びてしまった製品を綺麗に!
https://www.nc-net.or.jp/company/98405/product/detail/179587/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
[製品情報]
5tプレート
2,600 × 2,400
2.5tプレート
2,600 × 1,200
[素地調整]
グリットブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
今回の納期は入荷後、2日となっております。
ご要望があれば、ブラスト後の塗装なども対応させていただきます!
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【上塗 仕上塗装 艶 光沢】
カバーや手摺など仕上塗装3色 しっかり艶と光沢を出しながら塗装します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
今回塗装したのは3色
黄色:2.5Y8/16
橙色:2.5YR6/13
薄緑色:2.5G6/3
※右側の数字とアルファベットはマンセル記号です。
部品ごとに仕上色が違うので、同じ色の部品をまとめてから塗装を行います。
鮮やかな色は十分に塗膜をつけなければ、きちんと発色してくれないので1点1点確かめながら塗装しています。
なかなか発色しにくい、ツヤが出にくい色や塗料は塗り重ねる事もあります。
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎マンセル値
日本塗料工業会が発行している標準カラーチャートです。
数字とアルファベットで色相・明度・彩度を表しています。
例)2.5Y8/16 →2.5Y [色相] 8[明度] 16[彩度]
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【製缶 ~金属材料の種類について~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「材料」
それに手を加えて何かを作り上げる、もととするものです。
製缶にとってのもととなる「材料」
金属材料には様々な種類があり、鉄鋼(炭素鋼)・鋳鉄・ステンレス鋼・アルミニウム合金などが一般的に多く使用されています。
その金属材料について紹介します!
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『鉄鋼・炭素鋼』
鉄と炭素の合金で、一般的に鋼とも呼ばれます。
純度の高い鉄はもろく加工も難しいので、工業製品では基本的に炭素などを含有させています。
JIS規格では炭素含有量が通常約0.02~2%の範囲が鋼となります。
炭素含有量が少ない順にSPC材、SS材、SC材、SK材となり、強度も様々です。
加工が容易で廉価なので自動車や家電、ビルや橋梁など幅広く使用されています。
『鋳鉄』
鉄と炭素の合金です。
炭素含有量が鋼より多く、2.1~6.7%の範囲の物となります。
保有する炭素量が多くなればなるほど、融点が低くなるので型に流し込んで成形します。
間違いやすいのが鋳鉄=鋳物となりがちですが
鋳物(いもの)は型に流し込む事で作られた製品を指す言葉です。
鋳物に鋳鉄が良く使われてはいますが、全ての鋳物が鋳鉄で作られるわけではありません。
『ステンレス鋼』
鉄とクロムの合金です。
炭素含有量が1.2%以下、クロム含有量が10.5%以上の鋼となります。
ステンレス鋼の最大の特徴は腐食に対する耐性があり、錆びにくいという事です。
含有されているクロムにより不動態被膜※₁と呼ばれる薄い被膜が形成され、金属を腐食から保護しています。
ステンレス鋼には主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『アルミニウム合金』
アルミニウムを主成分とする合金です。
軽い代わりに柔らかい金属である為、銅やマンガンやニッケル等と合金にすることで強度などの特性向上させています。
アルミニウムは4桁の数字で種類を表しています。
1000番台・・・純アルミニウム 加工性や耐食性、電気伝導性、熱伝導率が良いが強度が低い。
2000番台・・・AL-Cu系合金 航空機の材料として使われるジェラルミンもこの合金となります。
3000番台・・・Al-Mn系合金 加工性、耐食性、強度が良くジュース缶などに使用される合金もこの種類となります。
4000番台・・・Al-Si系合金 耐摩耗性が良好で、ピストン等に使われる事が多いです。
5000番台・・・Al-Mg系合金 強度や耐食性、加工性のバランスが良く船舶、車両や建築用外装などに使用される合金も含まれます。
6000番台・・・Al-Mg-Si系合金 強度や耐食性が良好で建築用サッシもこの合金が使用されている事があります。
7000番台・・・Al-Zn-Mg系合金 高強度材でありアルミ合金中の最高強度で超々ジェラルミンなどがあります。
8000番台・・・それ以外の合金
上記の4種類の中でも更に含有される金属によって細分化されていきます。
それぞれ強度や価格、加工性など特性が異なります。
《まとめ》
もはや無限にある金属材料
製缶するには必要な強度、価格、加工性を考慮しながら材料を選定していく事が重要となります。
原田鉄工は多くの金属材料での製缶・ブラスト・塗装に対応しております。
社内に素地調整専用の大型ブラスト設備を完備!
大型の一体型工場ですので、社内で製缶から仕上塗装、組立まで全て行うことが可能です。
一般的に塗装が難しいとされる「アルミ」「ステンレス」などもブラストで密着性を向上させる事により、長期間剥がれない塗装を実現させます。
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
また原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
補足
※₁不動態被膜
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
溶接の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【形鋼・鋼板・鋼管・棒鋼 ~鋼材の種類について~】
鋼材と一口に言っても様々な種類がありますが、その鋼材について詳しく紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鋼材」とは?
建築、機械、設備などの材料として利用できるよう加工された金属材料となります。
製缶していく上で必要となる「鋼材」
鋼材は製造方法や形状、強度などにより数多くの種類が規格化されています。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
まず鋼材は炭素鋼製と合金鋼製の2種類あります。
『炭素鋼』
鉄と炭素の合金。炭素保有量が2.14%以下となります。
鉄と炭素以外ではケイ素・マンガン・不純物リン・硫黄・銅を含みます。
炭素以外の保有元素量は合金鋼に分類される量に満たないものとなります。
『合金鋼』
炭素鋼に合金元素を添加させ、その性質を変化させた鋼となります。
「特殊鋼」と呼ばれる事も多いです。
合金元素にはクロム・ニッケル・モリブデン・タングステンなど様々な元素を組み合わせます。
作る事が難しい分高価で、形状や寸法の種類や流通量は少ないです。
次に一般的に使用されることが多い鋼材の形状について紹介します。
代表的な鋼材
『形鋼』
山形鋼・・・断面がLの形になっている鋼材です。アングルと呼ばれる鋼材です。
Ⅰ形鋼・・・断面がⅠの形になっている鋼材です。Iビームとも呼ばれます。
H形鋼・・・断面がHの形になっている鋼材です。H鋼と呼ばれます。
平鋼・・・・断面が長方形でローラーなどで4面圧延し形成された鋼材です。フラットバー、FBなどと呼ばれます。
『鋼板』
板状に圧延された鋼材の事です。プレート、PLなど呼ばれます。
平鋼と同様に圧延して作られますが、厚さを一定に揃えたのち剪断して板状に加工します。
また厚さによって次の4種類に分類されます。
薄板・・・厚さ3㎜未満
中板・・・厚さ3㎜以上、6㎜未満
厚板・・・厚さ6㎜以上
極厚板・・厚さ150㎜以上
『鋼管』
円筒型に成形された鋼材です。パイプ、配管と呼ばれます。
鋼管は材質や品種が多くあるので、使用箇所によって使い分ける必要があります。
またシームレスパイプとセミシームレスパイプの2種類に分類されます。
シームレスパイプ・・・・・継ぎ目のないパイプで、丸棒の中心を押し広げ中空にしたもの
セミシームレスパイプ・・・継ぎ目のあるパイプで、鋼板を円筒状に加工し溶接したもの
『棒鋼』
棒状に加工された鋼材です。
断面が円形、正方形、多角形など様々な形状があり、断面形状で丸棒や六角棒などと呼ばれます。
コンクリートの補強で良く使われるデコボコしたものは異形棒金です。
この他にも様々な種類がありますが、製缶では上記の鋼材で製品を作り上げる事が多いです。
細かく寸法、厚みで規格化されており、とても多くの種類が流通しています。
金属を錆から守る「塗装」その種類と選び方を紹介します。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を作る。
溶接の事ならお任せください。
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島 大型工場】
広島西区観音にて創業80年の原田鉄工
工場は広いですが、小型製品や小ロット品の加工も多く手掛けています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
長い経験の中で磨き上げた技能とノウハウを駆使し、試作品、専用設備・治具などお客様にご希望に合わせた製品を製作します。
量産品はあまり取り扱っておらず、一品物や小ロット品を多く製作しています。
『図面が無いもの』『どこに頼めば作れるか分からないもの』『イメージ段階の構想』などお気軽にご相談ください。
一緒に作り上げましょう。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【省力化装置・搬送装置 一貫生産】
https://www.nc-net.or.jp/company/98405/product/detail/183806/
敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【省力化装置・搬送装置 一貫生産】
原田鉄工にて設計から製作、塗装、組立まで一貫生産を行った搬送装置です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
お客様の希望された搬送装置を図面から書き起こし、製作しました。
全て社内にて対応しておりますので、図面作成段階・製作段階・組立段階においても細かな確認と修正対応が可能となります。
また社内一貫生産なので納期もタイムリーで部品ごとの品質にもバラつきがありません。
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【自社製作品 自動ショットブラストマシン】
https://www.nc-net.or.jp/company/98405/product/detail/176956/
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
長く使う社内設備こそ自分達の使いやすい設備にしたいですよね!
本製品は図面から作りましたが、既製品を改造し作り直すことも対応しております。
製缶についての詳細ページはこちら!
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
創業から80年に渡り多くの生産設備を手掛けてきたノウハウと技術があります。
『設計』
お客様のご希望を形にするため現地調査~図面の作成など幅広く対応させていただきます。
『製缶』
大型仕上定盤2基 3.6×6.4 / 2.4×9.0 天井クレーン17基 Max10t
あらゆる製品に対応できる、広い製缶スペースと確かな技術があります。
熟練の職人が多いので、何でもお任せください!
『機械加工』
最新式の機械ではありませんが、汎用工作機械を多く揃えていますので短納期にも対応可能です。
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
エアレス塗装機を多数保有しており、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
『組立』
広い敷地の屋内工場だから大型製品も簡単に組み立てる事が可能です。
数々のオーダーメイド品を製作、組立をしてきましたので高品質で誤差の少ない製品を組み立てます。
『検査』
材料調達~完成品まで全て社内で行うので、検査員・検査内容を一貫し品質のバラつきを抑えます。
製作・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鉄 錆落とし ケレン〈ISO Sa2.5〉】
錆が進行し一般の工具では落とせない状態になっても、1種ケレンのブラスト処理ならここまで綺麗な状態にできます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
かなり腐食が進行し、錆だらけのプレートをブラスト処理で全ての錆を落とします。
通常錆が発生した場合にはサンドペーパーやディスクサンダー、パワーブラシ等で錆を擦って落とすのが一般的かと思われます。
しかし腐食の範囲が広い、深いなどの理由により、どうしても落とせない・落としきれないものでも1種ケレンのブラストなら完全に錆を除去する事が可能です。
塗装剥離を1種ケレンと2種ケレンで行い、比較しています!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
錆の進行が進んだ母材はブラスト処理で素地調整したあと、直ちに防錆処理を行う事が必要です。
1~2時間の短い時間でも防錆処理を行わなければ、再び錆が進行し表面は黒ずんでいってしまいますのでご注意を。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
金属製品における「塗装の寿命」つまり「製品の寿命」は素地調整次第です!
どんなに良質な塗料を使用し、高い技術で塗り重ねたとしても
結局は塗装前の素地をどこまで洗浄しているかによる影響の方が大きいです。
詳細は以下リンクで説明してありますので、是非ご確認下さい。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
「腐食が酷くて捨てるしかない」「腐食が激しく安全性・耐久性に不安がある」などいった場合でも、ブラストで錆を全て取り除くことで母材の状態を確認する事が出来ます。
母材にそれほど劣化が見られない場合は塗装し直せばほぼ新品の状態に!
あまりに母材の劣化が酷い場合にはその部分を補修する事で、材料から購入し製作するコストや時間と比較し遙かに少なく済ませる事ができます!
ご相談だけでも構いませんので、お気軽にお尋ねください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鋳物 後処理 砂とバリの除去】
ブラスト処理にて鋳物の砂とバリを綺麗に除去します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
鋳物は型(鋳型)に溶かした金属を流し込むことで作られます。
しかし鋳型から取り出された鋳物はバリや鋳型の材料が付着しています。
付着物の砂やバリを除去する為には、ブラスト処理が適しています。
ブラストは研削材(メディア)を対象物に叩きつける事で、表面を削り取ります
そのため表面に細かい凹凸が形成され、塗装の密着性が大きく向上されます。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎鋳型(いがた 英語:Mold)
鋳物を作る時に流し込む容器。
大きく分けると砂型、金型の2種留に分類される。
金型はコストが高いが耐摩耗性に優れており、大量生産する事に向いている。
砂型はコストは安く複雑で大きな形状などにも対応できるので、幅広く用いられる。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【中国地方最大級 素地調整(ケレン)と重防食塗装】
原田鉄工は中国地方でも最大級の重防食塗装特化工場です。
ブラスト・塗装 防錆部の工場見学👇
https://www.nc-net.or.jp/company/98405/product/detail/177785
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
重防食塗装は素地調整(ケレン)が必須となります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
原田鉄工では最も優れた工法であるブラスト設備を完備しており、研削材(メディア)も多種取り揃えております。
ブラスト加工後は4時間以内での防錆処理が推奨されております!
原田鉄工はすぐさまプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備してますのでご安心ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅6m×奥行10m×高さ3m
職人が1点1点手作業で施工しますので、複雑な形状でもムラなく確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにて表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎プライマー(下塗り 英語:Primer)
腐食を防ぐため、最初に塗る下塗り塗装の事です。
英語のPrimari=最初の・1番目の意味から来ているとされます。
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
重防食塗装の事はお任せください!
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装の厚み ~塗装道具による膜厚の違い~】
塗装の厚みは塗料の種類と塗装に使う道具によって大きく異なります。
使う塗装道具を変えた場合、どの程度乾燥した塗料の厚み(膜厚)が違うのか説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『乾燥膜厚とは?』
塗装を行い塗料が完全に硬化した後の厚さの事を「乾燥膜厚」と言います。
乾燥膜厚はμ/µm(ミクロン/マイクロメートル)の単位で表されます。
1μm=0.001mmとなっており、自動車の塗装でも100μm~200μm程度と言われています。
『膜厚の測定方法は?』
塗装の厚みは膜厚計という検査器を使用し、計測を行います。
電磁式という磁石を使って計測するタイプと過電流式という電気を使って計測するタイプがあります。
【膜厚計についての詳細はこちらから】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
『塗装道具によっての乾燥膜厚の違い』
塗装を行う際に使用する道具は刷毛、ローラー、エアースプレー、エアレススプレー、コテ、ゴムベラなどが一般的に使用されます。
塗装方法別での1回塗り、膜厚は以下のようなイメージとなります。
《刷毛、ローラー》
15μm~100μm
《エアレススプレー、エアスプレー》
15μm~300μm
《コテ、ゴムベラ》
200μm~600μm
あくまでイメージですが
コテ、ゴムベラは作業効率が悪く仕上りも汚くはなってしまいますが、ものすごく粘度の高い特殊な塗料を塗る事ができます。
次はエアレススプレー、エアスプレーでの塗料の種類
下塗り、中塗り、上塗りに分けた1回塗り、膜厚イメージです。
《下塗り》
15μm~300μm
《中塗り》
30μm~100μm
《上塗り》
30μm~50μm
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
一度で多くの膜厚がつけれる塗料は粘度が高い為、仕上がりが凸凹した印象で悪くなってしまいます。
仕上りも重要視される上塗り塗料は特殊な厚膜タイプを除き、他の塗装工程より薄い膜厚となります。
『まとめ』
乾燥膜厚は100μmの差でも、その後の耐久性は大きく変わります。
塗装物が晒される環境、想定される耐用年数によって必要となる塗料の種類・塗装回数・乾燥膜厚なども変化しますので、適切な塗料・膜厚を選別する事が重要となります。
また塗料の説明書を良く確認し、記載された既定の膜厚内で塗り重ねる事も重要です。
膜厚が厚い方が単純な耐候性などは高いですが、規定膜厚を超える厚さになるとひび割れや剥がれなどの不良が発生する可能性があるので注意しましょう。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
原田鉄工では膜厚の管理が厳しい工事を多く手掛けてきました。
膜厚の下限はもちろん、上限が設定されているものまで各層の膜厚を管理します。
厳しい塗装管理でお困りな場合は原田鉄工へご相談ください。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎膜厚計(英語:Film thickness meter)
膜厚を計測する為の機械。
磁性体(鉄、鋼等)は磁石の引っ張る強さから膜厚を測定する電磁式、
非磁性体(アルミ、ステンレス)は電流を流しその大きさから膜厚を測定する過電流式が多く使われています。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗装 下地処理の方法】
塗装前に行うべき下地処理について
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
下地処理とは表面を塗装に適した面へ整える事です。
あまり大した作業ではなさそうな、この下地処理こそが塗装において最も重要な工程となります。
基本的に下地処理は
・表面を擦り粗面を作る
・表面の油分、汚れを取り除く
この2つの工程を行います。
下地処理を行っていない塗装は塗料の付着不良で『早期剥離』、塗料の下に表面の汚れなどが残り『仕上がり不良』など様々な問題や不安を抱える事となってしまします。
仕上がり・性能とも優れた塗装にする為には、下地処理は必須です。
〈粗面を作る〉
塗装前に表面を紙やすりで擦るのはDIYが普及している最近は広く認知されているかと思います。
紙やすりで擦ることによって『表面の錆や付着物を落とす』と『表面に微小なキズをつけ粗面を形成する』の2つを同時に行う事ができます。
表面につけたキズに塗料が入り込み密着することで、剥がれない塗装となります。
どの程度塗料をかけるかにもよりますが、粗い番手のやすりだとキズが深すぎて塗装後もキズが透ける事がありますのでご注意を。
〈油分、汚れを取り除く〉
表面に油分や汚れが残ったまま塗装を行うと塗装が弾かれてしまったり、仕上がりが悪くなってしまいます。
紙やすりで研磨を行った後、削りカスや錆が残らない様にしっかりと乾いたウエス(ぞうきん)などで拭取ります。
油分が残っている場合もありますので、ラッカーシンナーなどの溶剤をウエスに染み込ませて拭きあげます。
溶剤を使用する際は耐溶剤用手袋など直接溶剤を触らない様に注意が必要です。
下地処理を行っている塗装は綺麗な仕上がりで圧倒的に長持ちします。
せっかく綺麗に塗装をしてもすぐに剥げてしまったら、意味がないですもんね。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【塗装を長持ちさせるためには?】
https://www.nc-net.or.jp/company/98405/product/detail/187066/
金属はもちろんの事ですが、樹脂や木材でも同様に下地処理が必要となります。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
原田鉄工株式会社では最高グレードの下地処理
ブラスト施工専用の大型設備を備えております。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗料を剥がす方法】
原田鉄工㈱は大型のブラスト設備を保有。
錆も塗料も簡単に剥がす事ができます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
圧縮した空気の力を利用して研削材を投射、対象物に衝突させる事で加工します。
コンプレッサーで圧縮した空気を研削材と混ぜ、ノズルから投射させる仕組みです。
圧力や投射距離、範囲が細かく調整でき、使用する研削材も制限がありません。
強力な研掃力で黒皮や錆、塗料なども簡単に剥離させます。
創業80年になる原田鉄工では幾度も『修繕工事』 『メンテナンス』 『塗料の塗り間違え』 『塗装での失敗』などの製品を多数塗装剥離及び塗り直しを行った実績があります。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
電動工具などでは落としきれない、工具が入らないような場合でも
手動型(職人がノズルを持って作業)なので複雑な形状でも対応が可能です。
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
相談だけでも構いませんので、お気軽にご連絡下さい。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗膜が剥がれる原因】
塗膜(硬化した塗料の膜)が剥がれてしまう原因について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
今回は実験として
【下塗りをしているもの】、【下塗りをしていないもの】
2点上塗り施工後の密着力を比較しました。
仕様は下記のようになります。
下地処理
洗浄用シンナーで脱脂 + サンドペーパーにて目荒し
塗装仕様
下塗:エポキシ変性樹脂塗料
上塗:アクリル変性フタル酸樹脂塗料
[2つある内の1つはあえて下塗りをせず、上塗りのみ塗装しています。]
十分な乾燥期間を置き、塗膜が完全硬化した事を確認して比較を開始しました。
密着力のかなり弱いマスキングテープを貼り付け、剥がしたところ・・・
下塗りをしていない方はテープの粘着力で塗料も一緒に剥がれてしまいましたが、
下塗り+上塗りと塗り重ねた方は塗料が剥がれる事はありませんでした。
この原因は下地(塗装対象物の表面)との密着性が優れた下塗り塗料が塗装されてないからです。
下塗り~上塗り塗料にはそれぞれ役割があります。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
密着力の弱いマスキングテープでも簡単に剥がれてしまうので、日常的に使用する事は困難かと思われます。
下塗りは塗装を行う上で最低限必要です!
下塗りを省けば見た目も綺麗で、工程も短縮できますが塗料としての性能は全く発揮できず塗装した意義もあいまいとなってしまいます。
今回は脱脂・サンドペーパーにて目荒しといった簡単な下地処理でしたが、1種ケレンであるブラスト加工ならより強固な塗膜を形成する事が可能になります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
塗膜の剥がれを防ぐためには
当たり前の事ですが下地処理(素地調整)と下塗りを塗装しておく事です。
今回は単純に下塗りを施工していない事が原因でしたが、その他塗装不良にまつわる原因と対策をまとめてます。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【鋳物 鋳造品の耐熱塗装】
大型の鋳造品をブラストにて素地調整を行い、厚膜型の耐熱塗料にて塗装をしています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
鋳物は溶かした金属を型に流して固めた製品の事を言い、その製法を鋳造と言います。
複雑な形状でも大量生産が可能なので安価で、高い耐久性を誇ります。
しかし塗装をしなければ非常に錆びやすい性質を持っています。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
鋳物の塗装には『脱脂』と『ブラスト』が必要不可欠です。
表面には多くの油分や酸化被膜、ゴミが付着しているので普通にそのまま塗装するだけでは塗装がすぐ剥がれてしまいます。
また鋳物の表面は凸凹でサンドペーパーや電動工具で擦る通常の素地調整では凸の部分しか素地調整ができません。
したがって脱脂で油分を除去し、凸凹の表面でも素地調整ができるブラスト加工を行う事で鋳物を塗装する事が可能になるのです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【ブラスト前、ブラスト後の比較】
https://www.nc-net.or.jp/company/98405/product/detail/192417/
原田鉄工のブラスト設備は手動式で作業員がノズルを手に持ちブラスト加工を行いますので、複雑な形状の鋳物でも隅々まで素地調整ができます。
良い塗装は良い素地調整から!
[重量]
約3t
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
厚膜型アルミニウム含有2液性エポキシ防食塗料
[膜厚]
100μm~200μm
◎鋳物(いもの 英語:Casting)
高温に加熱し溶かした金属を型に流し込み、冷やし固めた製品。
鋳物を作る事を「鋳造」と呼びます。
比較的安価で大量に作る事が可能です。
◎鋳鉄(鋳鉄 英語:Cast iron)
鉄(Fe)を主成分とし、2.1~6.7%の炭素(C)を含んでいる鉄の合金の総称。
鋳物用に使われ保有炭素量が多く融点が低いため、鋳造がしやすい。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【機械など金属への吹き付け塗装】
金属への吹き付け塗装の事はお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では長年「重防食塗装」について研鑽を重ね、製品の長寿命化を目指しています。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
吹き付け塗装とは?
塗料をスプレー等の専用の機器にて塗装を行う方法です。
刷毛塗りやローラー塗りと比較し、塗装効率が良く美しく仕上げる事が可能です。
原田鉄工ではエアレススプレーを使用し、吹き付け塗装を行っています。
金属塗装の寿命を決めるのは『素地調整』と『塗装膜厚』となります。
素地調整とは被塗装面を塗装に適した状態にする事です。
素地調整を怠った塗装物は錆や油分などの上に塗装を行う事となり、短期間のうちに塗装が剥がれてしまいます。
塗装膜厚とは塗膜(塗料が乾燥したもの)の厚みの事です。
塗装は被塗装物を保護する為に行われます。
この塗膜が均一で適切な厚さでなければ、被塗装物を長期間守る事が出来ないのです。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
原田鉄工では「ブラスト処理」にて素地調整を行っていますので、錆や油分など塗装の妨げになるものを一切排除します。
素地調整が完了後、そのまま塗装工程へと移る事が可能な一体型工場ですので清浄な状態で塗装を開始します。
塗装膜厚を常に検査、修正を行いながら塗装工程を進めますので均一で適切な塗装膜厚に仕上げる事が出来るのです。
大型の機械や製品は環境条件や作業条件などの理由から、メンテナンス・修繕を頻繁に行う事ができません。
原田鉄工の塗装ならメンテナンス・修繕の頻度を減らし、間隔を延ばす事が可能です。
金属への吹き付け塗装の事ならお任せください!
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【原田鉄工|生産治具からプラント設備まで幅広く対応】
原田鉄工は製造からブラスト・塗装まで一貫して行う鉄工所です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
広島市内に位置し創業80年。
創業より製造、ブラスト、塗装の各分野で様々な地元企業様の工事をお手伝いしてきました。
決まった製品を作り続けるメーカーとは違い、その時々でご依頼を頂き製品の製作~塗装を行ってきました。
今では多くの企業様よりお声がけを頂くようになり、対応品種は多岐に渡ります。
生産効率を上げるための生産治具からトレーラーで運ぶような大型のプラント設備まで鉄・ステンレスで製作可能なものなら全て対応します。
様々な製品をオーダーメイドで作ってきたからこそ、無限の経験があります。
原田鉄工の強みはこの何でも拒まず製作し培ってきた経験と知識があるので、『何でも作れる』ことです。
また社内設備に大型のブラスト設備、屋内塗装工場を完備しておりますので材料入手から製缶、ブラスト加工、仕上塗装までワンストップで対応。
「社内の工場が手狭で製作ができない」「製作のみできるけどブラスト、塗装ができない」「塗装はできるけど、ブラスト設備がない」などお困りな事がありましたら、お気軽にご相談ください。
管理・検査も全て社内で対応するので、品質にバラつきが生じず安定して良品をお届けします。
大型製缶・溶接の事なら原田鉄工 H 広島へ!
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
製缶・ブラスト・塗装の事ならお任せください。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

「ブラスト・塗装」メリットとデメリットは?
金属の防錆処理としてセットで加工される事が多い、ブラスト・塗装のメリットとデメリットについて説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラストとは】
ブラストは表面処理における加工方法の1つです。
研磨剤粒子を高速で投射し衝突させる事で、表面の状態や性質を変化・向上させます。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラストの目的】
《研掃》
表面の不純物を研磨剤粒子によって除去する事が可能なため、「錆」「バリ」「塗装」「ミルスケール」などを除去する目的で行われます。
《機能付与と性質の向上》
ブラスト加工後の素材表面は「梨地」と呼ばれる無数の凸凹を形成します。
この凹凸は塗装の密着性を上げるだけではなく、放熱性や保油性も向上させる事ができます。
その他にも滑り止め、反射防止、艶消しなど様々な機能を付与させます。
《塗膜の密着性が向上》
異物を除去し、凸凹に変化した表面は塗膜との密着性が大きく向上させることができます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【ブラスト・塗装のメリット】
《塗膜の密着性》
「研掃」で表面の異物を除去し、表面が「梨地」に変化した金属表面は最高に塗装に適した状態です。
密着性が向上した塗装は剥がれにくく、金属の大敵である錆を長期間防ぐ事で金属の寿命を延ばす事が出来るのです。
《塗膜の均一性の向上》
ブラストは研磨剤によって表面を均一に研磨します。
そのため表面の微妙な凹凸を補正し、塗膜に均一性を向上させる事ができます。
【ブラスト・塗装のデメリット】
《健康への影響》
ブラスト・塗装は研磨剤や塗料の微粒子が飛散します。
防塵・防毒マスクなど適切な保護具を正しく装着しなければ、作業員の呼吸器系へ悪影響を及ぼす可能性があります。
《騒音と振動》
ブラスト・塗装は大型のコンプレッサーが必要となり、ブラスト作業中は大きな騒音と振動が発生します。
《設備とコスト》
ブラスト・塗装は特別な設備と作業スペースを揃えなくてはなりません。
設備の規模や加工対象にもよりますが、コストが必要となります。
以上がブラスト・塗装のメリットとデメリットです。
【まとめ】
メリットとデメリットがあるブラスト・塗装。
しかしデメリットの多くは設備・環境・保護具等を用意すれば解消は可能です。
金属を長持ちさせるためには、どうしてもブラストと塗装は欠かせません。
また研磨剤粒子の種類が多く存在するため、どんな素材でも施工する事が可能な点も大きなメリットと言えます。
錆を防ぐのみではなく、方向の無い微細な凹凸は美しく装飾品などにも用いられる工法です。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
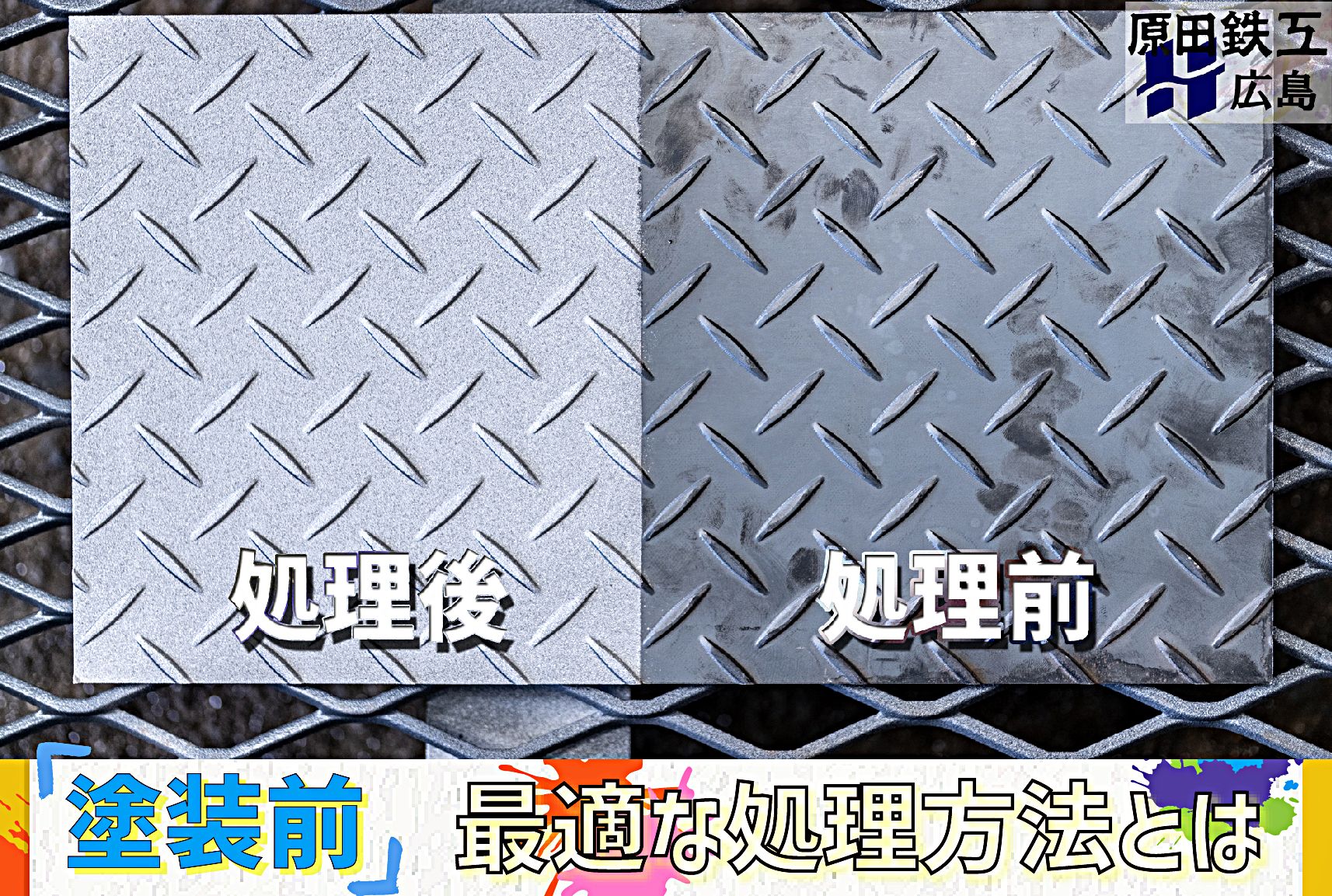
【塗装前の最適な処理方法とは?】
塗装前には必ず処理が必要となり、塗装の仕上がりや耐久性を左右する重要な工程です。
その前処理にはいくつかの方法がありますが、最適な処理方法を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装には見た目を美しく整えるだけでなく、表面を保護する事で劣化を防ぐ目的があります。
金属は材質によっては空気中の酸素と結合する事で、サビが発生し劣化・損傷してしまいます。
その劣化を防ぐための塗装ですが、金属塗装の前には「やらなければならない前処理」があります。
金属塗装についての詳細はこちら
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【塗装の前処理とは?】
塗装の前処理は塗装対象となる表面を塗料と密着しやすい状態にする工程となります。
この前処理が適切に行われていない場合「塗料が弾かれる」「塗装がすぐ剥がれる」などの原因に直結します。
【前処理の種類】
前処理は「科学的方法」と「機械的方法」があります。
化学的方法・・・化学の力で表面に化成処理を行い、被膜を形成し塗料の密着性を上げる方法。
機械的方法・・・物理的な力で表面を研磨する事で、塗料の密着性を上げる方法。
【前処理の手順】
機械的方法の一般的な手順です。
①表面の洗浄
脱脂作業とも呼ばれ表面についた油分や汚れを溶剤や洗剤で除去します。
金属は切断や加工の工程で油や汚れが付着しており、この状態では塗料が弾かれてしまいます。
②表面の研磨
ケレンや下地処理などと呼ばれ表面をサンドペーパー、ブラシ、ブラストで削ります。
サビや黒皮などを除去しつつ、表面に小さなキズを作る事で密着性と塗膜の均一性を向上させる事ができます。
【処理方法の種類】
ケレンや下地処理、表面処理とよばれる表面の研磨作業は多くの方法があります。
またその方法や精度によって規格で分けられています。
規格表
https://www.nc-net.or.jp/company/98405/product/detail/175671/
〈1種ケレン〉
ブラスト工法によって行われ、研磨剤と呼ばれる粒を高速でぶつける事で表面を削る。
〈2種ケレン〉
グラインダーやワイヤーホイール等の電動工具を使い、表面を擦る。
〈3種ケレン〉
やすりやワイヤーブラシ等の手動工具で表面を擦る。
〈4種ケレン〉
サンドペーパーや布を使い、表面についた汚れを簡単に除去する。
【最適な処理方法】
塗装前の処理はどの程度サビや汚れを除去し、多くの凹凸を形成する事が出来るかが重要となってきます。
最も処理の効果が高いのは1種ケレンの「ブラスト処理」となります。
処理の効果
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
【まとめ】
綺麗な塗装を長持ちさせるためには処理効果の高いブラスト処理を行う事!
せっかくやった塗装が剥がれた、弾かれて付着しない等の塗装不良を発生させないため
最低でも脱脂後、サンドペーパーなどで表面を研磨してから塗装を行うよう徹底しましょう。
塗装不良の原因と対策を一覧にまとめました。
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
-------------------------------------------------------------------------------------------------
機械塗装・金属塗装の事なら広島「原田鉄工㈱」へ
https://www.nc-net.or.jp/company/98405/product/detail/179075/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ステンレスへの塗装は可能?不可能?その方法について】
ステンレスに塗装はできるのか?その疑問にお答えします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは?』
普通の炭素鋼より耐蝕性を高める目的で作られた特殊鋼。
基本的に鉄とクロムを混ぜた合金で含有される金属の割合によって、細かく種類分けされる。
多くはCr12%以上のクロム鋼にNi(ニッケル)、Mo(モリブデン)、Ti(チタン)を添加しています。
主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの特徴』
ステンレスは通常の鋼と違いクロムを含ませている事が最大の特徴です。
クロムは酸素と結合し酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より錆びにくい状態になってます。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
『ステンレスへの塗装は可能?不可能?』
ステンレスへの塗装は可能です!
ステンレスの特性によって塗料が付着しにくいため「すぐに塗料が剥がれてしまう」と思われがちですが、きちんと手順を踏むことで剥がれない塗装が可能になります。
『ステンレスを塗装するメリット』
ステンレスは耐蝕性が高いですが「錆びない」「劣化しない」という訳ではありません。
水分、塩分、キズ、汚れや他種金属がぶつかる事で起きるもらい錆などが原因で錆びてしまう可能性があります。
塗装をすることによりステンレスの特性や性能を高め、美しい色を付与し「より錆びにくい、美しいステンレス」にできます。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
『ステンレスの塗装方法』
1.表面の清掃
ステンレスの表面には油分や汚れが付着してます。
これらの付着物を除去しなければ塗料は密着できないので、溶剤や洗剤を使用して表面を脱脂・洗浄しなければなりません。
2.表面の研磨
研磨し細かい傷を付け、表面の酸化物を除去する事で塗料の密着性を上げます。
サンドペーパーや電動工具の処理では不十分な場合がありますので、ブラスト処理が最も確実で効果的です。
3.塗料の選定
ステンレスは塗料の密着性が低いので、対応する塗料を選定する必要があります。
ステンレス用の下塗り塗料で塗装すれば、表面と塗料がしっかりと密着し剥がれる事を防いでくれます。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
『まとめ』
ステンレスは無塗装でも耐蝕性に優れ、見た目にも優れた素材です。
しかし錆びない訳ではありません。
ステンレスは塗装する事によって更に性能を向上する事が出来るのです。
「耐蝕性の向上」
腐食、サビ、酸化から守る能力を向上させます。
「耐候性の向上」
屋外の環境から守る能力を向上させます。
「耐摩耗性の向上」
ステンレスの表面を傷から守ります。
「装飾効果」
色と質感を追加する事で様々なデザインを実現します。
ステンレスへ塗装をする場合ただ塗料を塗るだけでは不十分です!
その特性をしっかり把握して、剥がれない対策を行ってから塗装を行いましょう。
原田鉄工では厳しい環境に晒されるので耐候性を上げたい、デザイン性を高める目的などで多くのステンレス製品へ塗装を行ってきました。
脱脂・ブラスト処理を確実に行い、専用の下塗塗料を使用する事で長期間剥がれる事の無い塗装を実現しています。
【施工事例①】SUS304への塗装
https://www.nc-net.or.jp/company/98405/product/detail/215809/
【施工事例②】ステンレス製クーラーボックスの塗装
https://www.nc-net.or.jp/company/98405/product/detail/227855/
またステンレス同様に塗装が剥がれやすいとされる「アルミ」ですが…
パートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」にも対応しております。
自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
ステンレス・アルミニウムの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラスト加工の構造と効果】
ブラスト加工はどんな仕組み?どのような効果があるの?
そんな疑問にお答えします!
ブラスト加工を行うための装置の「構造」、ブラスト加工を行った「効果」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラスト加工とは?】
ブラストは表面処理における加工方法の1つです。
「ブラスト加工」や「ブラスト処理」の他に「1種ケレン」とも呼ばれたりします。
研磨材と呼ばれる粒子を高速で投射し対象物の表面にぶつける事によって、表面の状態や性質を変化・向上させる加工です。
『素地調整 ブラスト以外の方法について』
https://www.nc-net.or.jp/company/98405/product/detail/197750/
【ブラスト加工の構造】
ブラストの加工方法は大きく分けて「エアー式」と「機械式」の2つに分けられます。
・エアー式は圧縮した空気の力を利用し、研磨材を投射する方法。
・機械式は回転させた羽根車に研磨材を入れ、遠心力を利用し投射する方法。
原田鉄工の設備であるエアー式ブラストは画像(1.ブラストの基本構造)のようになってます。
『その他の「ブラスト加工」の種類と特徴について』
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラスト加工の効果】
ブラスト加工後は研磨材が衝突したことにより表面は研削されます。
👆画像(2.ブラスト加工後の表面)を参照
表面に付着していた汚れ・錆・油分などの不純物は除去されると同時に細かい凹凸を無数に形成します。
その後塗装などの防錆処理を施すことで、「不純物が一切無い表面」へ塗装する事が可能になるのです。
更に表面に出来た無数の凹凸は塗料が入り込み硬化する事で、密着性を向上させる重要な役割があります。
また表面を研削し均一化する事で塗装の仕上がりも良くなる効果もあるのです。
『ブラスト・塗装のメリットとデメリットについて』
https://www.nc-net.or.jp/company/98405/product/detail/195960/
【まとめ】
金属の表面には必ず錆や油分、汚れが付着しています。
これらの不純物を残したまま塗装を施しても塗料が弾かれる、剥がれる、硬化不良などの塗装不良が起こります。
塗装などの防錆処理の大きな目的は「金属を腐食させない」「見た目を整える」の2点です。
ブラスト加工はこの2点を大幅に向上させる効果があるのです。
構造はシンプルですがその効果は絶大で、塗装を行う上では欠かせないのがブラスト加工です!
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎研削(英語:Grinding)
研ぎ減らす事。
高硬度の粒子、粉末、砥石などで表面を擦る。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ステンレスを塗装する方法】
塗装してもすぐ剥がれてしまうと言われる事の多いステンレスですが、適切な塗装方法で行えば剥がれる心配はありません。
またアルミニウムなども同様の方法で塗装が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは』
鉄(Fe)とクロム(Cr)を主成分とした合金です。
クロムは酸素と結合し酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より耐食性が高く、錆びにくい性質が特徴です。
ステンレス鋼は主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの塗装が剥がれやすい理由』
・表面が滑らか
ステンレス鋼の表面は非常に滑らかなので、塗料が十分に密着できず剥がれてしまいます。
・酸化クロムの存在
ステンレス鋼に含まれているクロムは酸素と結合し、酸化クロムとなって表面を薄い膜で保護しています。
この被膜が塗料の密着を阻害し、剥がれやすくなります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『ステンレスの塗装方法』
①表面の洗浄
金属、非鉄金属に限らず全ての材質に対しても必要な工程です。
表面に付着した油分、ゴミ、汚れを確実に取り除きます。
有機溶剤や洗剤、脱脂剤などで拭きあげる事で表面を洗浄します。
②下地処理
この下地処理が2つの剥がれやすい理由を解決する重要な工程となります。
1つ目は表面を保護している酸化クロムを取り除くためにエッチングという処理が必要です。
エッチングには化学薬品を使用する事で表面を溶かす科学的な方法と研磨剤をぶつけるブラストで表面を削る物理的な方法があります。
2つ目は滑らかな表面へ微細なキズを付け密着性を向上させる研磨が必要となります。
ブラストでエッチングを行った場合は既に塗料が密着しやすい表面に変化しているので不要となりますが、化学薬品でエッチングを行った場合はワイヤーブラシや紙やすりで表面を研磨する。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
③塗料
ステンレスは塗料の付着性が低いので、通常の塗料ではすぐ剥がれてしまう可能性が高いです。
ステンレスに対応した塗料で下塗り(プライマー)を施す事で、しっかりと表面に密着し剥がれなくなります。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
『まとめ』
ステンレスが錆びにくい理由は含まれているクロムが酸化する事で表面に膜を作り保護しているから。
これらの表面に出来た膜と滑らかな表面によって、塗料の付着が阻害される。
塗装を行うためには「エッチング」「下地処理」「適切な塗料」が重要である。
ステンレスは錆びにくいですが、錆びない訳ではありません。
適切な塗装方法で塗装する事によって更に耐候性・耐食性を向上させ、デザイン・色も変化させる事が可能になります。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎エッチング(英語:Etching)
主に金属やガラスなどの表面を溶解浸食・食刻する事で目的形状を得る。
半導体製造などに良く用いられる表面加工。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【金属の塗装を剥がす方法】
古くてボロボロになった塗装(塗膜)を剥がしたいと思ったことありませんか!?
改修・メンテナンスで塗り直しを行う場合は古い旧塗膜を「どれだけ除去し下地処理を行ったか」でその後の耐久年数が大きく変化します。
今回は塗装を剥がす方法について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装を剥がすメリットについて
・塗装剥離について
・塗装を剥がす方法
・剥離方法の長所と短所
・まとめ
『塗装を剥がすメリットについて』
塗装は「紫外線」「水分」「衝撃」といった要因により日々劣化しています。
改修・メンテナンスの際に劣化した塗装の上へ新しい塗料を塗り重ねる事は基本的にNGです。
必ず近いうちに「劣化した塗装ごと剥がれる」「密着出来ず新しい塗料が剥がれる」といった塗装不良へ直結するからです。
また劣化した塗装の上に塗り重ねた場合、仕上りもとても悪いです。
したがって塗装を塗り直す場合は原因となる古く劣化した塗装を剥がす必要があるのです。
塗装をキチンと剥がし再度塗装を行う事で「見た目・耐久性」ともに新品状態へと戻せる大きなメリットがあります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
『塗装剥離について』
塗装を剥がす方法は大きく分けて2つあります。
特殊な溶剤を使用し塗装を剥がす「化学的な方法」
工具や研磨剤をぶつけ塗装を剥がす「物理的な方法」
どちらの方法もメリットとデメリットがあり、塗装物の材質・塗料の種類・使用する環境によって使い分ける必要があります。
『塗装を剥がす方法』
「化学的な方法」
①塗装を剥がすために作られた「剥離剤」を使用します。
塗装に剥離剤を塗って置いておく、容器に剥離剤を溜めておき漬け置きするなどの方法があります。
「物理的な方法」
②「紙やすり」や「スクレーパー」といった工具を使用する。
工具で塗装を擦る・削る事で塗装を剥がす方法で、多くの専用工具も販売されています。
③「ディスクサンダー」や「エアーハンマー」などの電動工具を使用する。
電動で回転やピストンする工具を押し付ける事で塗装を剥がす方法です。
④「ブラスト処理」
研磨剤を高速で衝突させる事で表面の塗装を剥がす方法です。
基本的に塗装を剥がす場合は①+②や①+③といった方法を併用します。
完全に剥離させる事が難しいため剥離剤を使用しある程度剥がした後、工具を使用して残った塗装を除去するといった方法です。
④ブラスト処理では塗料の種類に関係なく早く・確実に塗装を除去する事が可能です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『剥離方法の長所と短所』
①剥離剤
長所
・塗る・漬けておくだけで塗料が剥がせる。
・塗装物が小型などの場合はまとめて剥がせる。
短所
・剥がせない塗料の種類もある。
・剥離剤を処分する場合は中和作業や専門業者への委託が必要な場合がある。
②工具
長所
・どんな塗装でも剥がせる。
・細かい箇所まで剥がす事が出来る。
短所
・とにかく時間と労力がかかり、広範囲は現実的でない。
③電動工具
長所
・どんな塗装でも剥がせる。
・少ない力で剥がす事ができる。
短所
・広範囲の剥離には多くの時間と労力が必要となる。
・怪我などのリスクがある。
④ブラスト
長所
・どんな塗装や樹脂、ゴムなどでも剥がせる。
・広範囲でも確実に剥がせる。
短所
・設備が必要となる。
・粉塵が発生する為、周囲の環境設備が必要となる。
『まとめ』
改修・メンテナンスなどで塗り直しを行う場合は古い塗装を剥がす必要がある。
そのまま塗り重ねた場合は早期剥離などの重大な塗装不良へ繋がる。
塗装剥離の方法は様々あるが、塗装物の材質、塗装されている塗料の種類や周囲の環境などを考慮して最適な剥離方法を選択する必要がある。
原田鉄工では「1種ケレン」とも呼ばれる大型ブラスト設備を完備しております。
これまで多くの塗装物の塗り直しを行ってきました。
古くなった塗装物を「新品」に戻してみせんか?
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ステンレスでも錆びる!?原因と錆を落とす方法】
ステンレスは錆びないと思っていませんか?
錆びにくいステンレスですが、実は条件によっては簡単に錆びてしまいます。
ステンレスが錆びてしまう原因と錆を落とす方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスについて』
ステンレスは鉄(Fe)とクロム(Cr)を主成分とした合金です。
Stainless=錆びにくい・錆びないと言った意味です。
ステンレスが錆びにくい理由はクロムが空気中の酸素と結びつき「不動態被膜」で表面を覆っているからです。
内部の金属は不動態被膜によって酸素を遮断されているため、錆びにくい性質を持っています。
『ステンレスが錆びる原因』
1.塩分
塩分は不動態被膜を損傷、阻害します。
塩分の強いものとの接触、沿岸部と言った状況下ではステンレスは錆びてしまいます。
2.酸性
酸は不動態被膜を溶かしてしまいます。
酸性の薬品と接触している場合は内部の金属が空気に晒されるので、錆びが発生します。
3.もらい錆び
ステンレスに鉄成分が付着する事で錆びてしまう現象です。
錆びているステンレスや他の金属製品と長期間接触する状況では錆びる可能性があります。
4.汚れ・水分
汚れや水分は不動態被膜を損傷、阻害します。
キズついた部分から汚れや水分が不働態被膜と内部の金属の間に入り込むことで、錆びが発生します。
5.溶接・曲げ
溶接や曲げと言った部分には加工の際に生じた、残留応力が残っている場合があります。
残留応力を残したままの状態が続くと結晶構造に劣化が生じ、そこから錆びが発生します。
『ステンレスの錆びを除去する方法』
1.お酢や重曹でこすり洗い
軽度な錆びにはお酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.錆除去剤を使用する
ステンレス専用の錆除去剤も存在します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.研磨材を使用し研磨する
軽~中度の錆びはペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり力を入れてこすると不動態被膜が傷付きますので、力を入れ過ぎないよう注意です。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『ステンレスの錆びを防ぐ方法』
ステンレスは確かに錆びにくい金属ではありますが、状況や環境によっては錆びてしまう事があります。
そのような環境下に晒される場合はステンレスを塗装する方法が有効です。
「塗装しにくい」「剥がれやすい」と思われているステンレスですが、きちんと下地処理を行い塗料を選定する事で塗装が可能です。
塗装を行う事で沿岸部などでも耐用できる、より高い防食性と耐候性を付与できます。
更に塗料で表面を覆っているので、もらい錆や傷がつく事も防いでくれます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
『まとめ』
ステンレスは「不動態被膜」によって保護されているため、錆びにくい。
特定の状況下では錆びが発生しやすいので、使用状況に応じた素材の選定が必要となります。
錆が発生した場合は薬品による除去、研磨材でこする、ブラスト加工といったが有効です。
ただし研磨材でこする場合は表面に傷が付いてしまうと、そこから錆びやすくなってしまうのでそれほどお勧めできません。
また塗装を行う事で耐久性や耐候性を向上しつつ、もらい錆などと言った不具合からも保護することが可能となります。
原田鉄工では大型のブラスト設備を完備しております。
ステンレスにも使用可能な研磨材も常備しておりますので、いつでもステンレス製品のブラスト加工が可能です。
ブラスト加工を行う事で表面は「梨地加工」と呼ばれる微細な凹凸模様へと変化します。
ツヤが無い落ち着いた光沢になるので、反射防止や指紋・キズなど目立ちにくい仕上がりとなります。
またブラストによる「ショットピーニング効果」により残留応力を除去することもできます!
ステンレスのブラスト加工、塗装どちらも多くの実績がありますのでお気軽にご相談ください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【アルミの剥がれない塗装方法】
塗装が剥がれやすいと言われるアルミニウム
剥がれない塗装にするためには適切な下処理が必要不可欠です。
アルミの剥がれない塗装方法について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.専用の下塗塗料
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面を研磨する事で塗料が密着しやすい表面へ変化させる必要があります。
研磨する事で細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
また表面の酸化物を除去する効果もあるのでこの工程が非常に重要となり、塗装剥がれの結果を左右します。
3.専用の下塗り
アルミと密着性の良い専用の塗料で塗装しなければ、簡単に剥がれてしまう可能性があります。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【施工事例】ステンレス製クーラーボックスの塗装
https://www.nc-net.or.jp/company/98405/product/detail/227855/
『アルミを塗装するメリット』
1.防食性の向上
アルミは酸化被膜のおかげで錆びにくいですが、錆びない訳ではありません。
特に屋外で使用される場合などは塗装を行う事で「腐食」「錆」「酸化」から守り長寿命化させる事ができます。
2.耐摩耗性の向上
塗料で表面を覆う事で、アルミの表面を傷からまもれます。
アルミに錆が発生する大きな要因の1つである「もらい錆」を防ぐ効果もあります。
3.装飾効果
色や質感を追加する事で様々なデザインを実現する事が出来ます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミは錆びにくい素材ではありますが、剥がれない塗装を行う事で更に防食性を向上させ長持ちさせる事ができます!
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
【機能性と意匠性を両立する「ブラスト×着色アルマイト処理」】
https://ja.nc-net.or.jp/company/98405/product/detail/246724
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
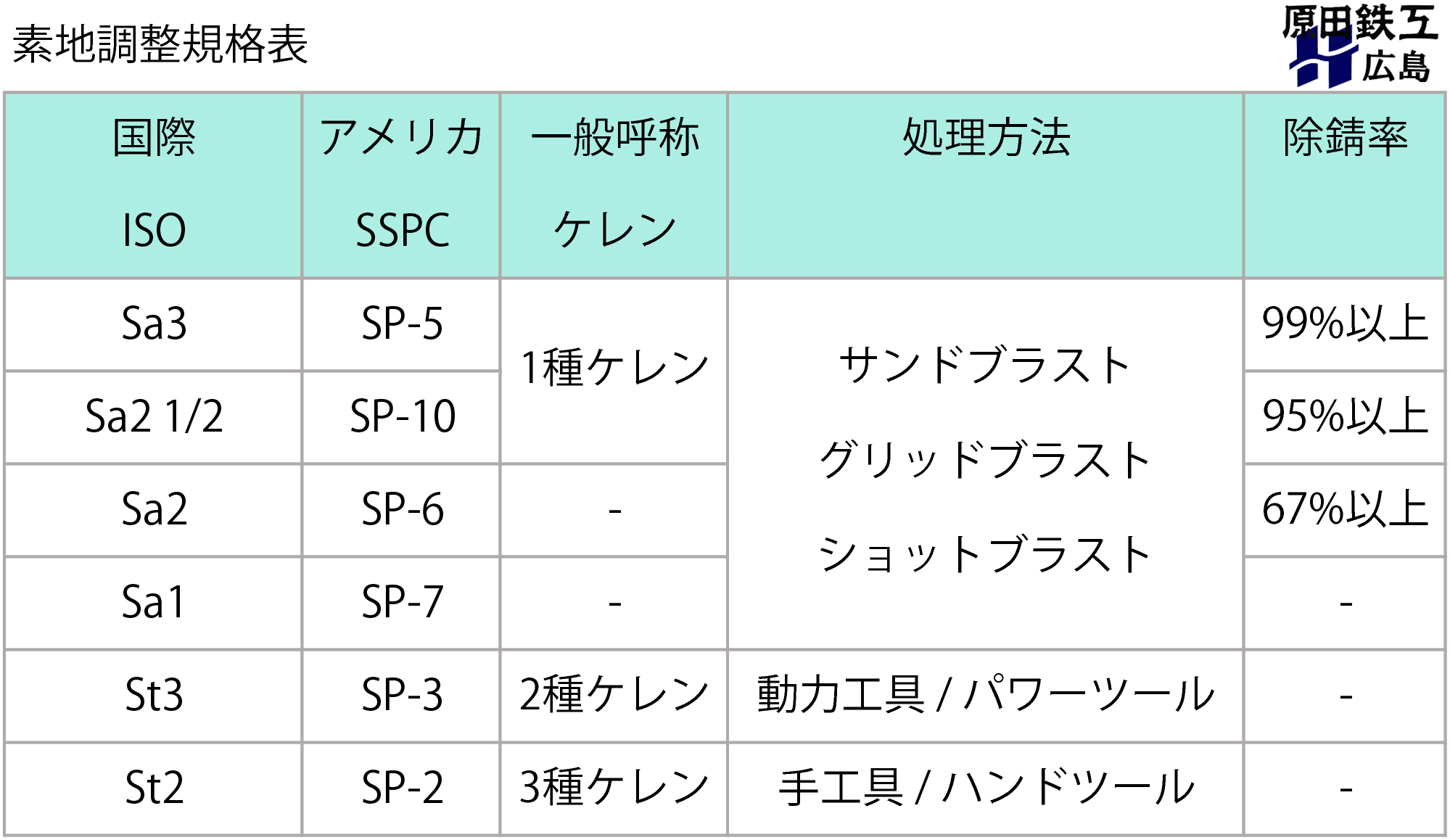
【SSPC SP-7】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-7(スイープブラスト洗浄)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は除去しますが、強固に密着した付着物は残る場合があります。
一般的にISO Sa1と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
『SSPC SP-7とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
しっかりと密着している錆や酸化被膜、旧塗膜は除去しなくても良いとされる規格です。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『SSPC SP-7の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に弱く付着している異物を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-7の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-7で行うメリット』
SSPC SP-7はブラストの規格の中では最も簡易な処理です。
主な目的は簡単な洗浄と塗料の密着性を上げる事です。
ブラッシュオフブラストとも呼ばれ、簡単に表面を掃くように加工を行います。
その他ブラスト規格と比較すると簡易な処理ではありますが、無機ジンクやプライマーの密着性に効果があります。
またステンレスやアルミなどの塗料と密着しにくいとされる材質もSP-7でブラスト加工を行う事で密着性が確保できます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
SSPC SP-7は素地調整の規格であり、簡易なブラスト作業となるためコストの納期に優れます!
施工方法はブラストで表面に弱く付着した異物のみを除去する事です。
しっかりと密着した錆や酸化被膜、旧塗膜はそのままとなってしまします。
使用する材料の状態や周辺の環境によっては塗料の剥離や錆の発生などが早期に起こる可能性もありますので、ご注意ください。
原田鉄工ではSSPC SP-7はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
最上位の規格 表面の清浄度99%となるSSPC SP-5についての説明はこちら
https://www.nc-net.or.jp/company/98405/product/detail/207747/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO Sa2】ブラストで行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
Sa2(コマーシャルブラスト洗浄)は肉眼で見える表面の固着していない汚れ(油、錆、酸化物など)をほとんど除去する必要があります。
一般的にSSPC SP-6と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
『ISO Sa2とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
表面は肉眼で確認できる付着物(油、汚れ、錆、酸化物など)はほとんど除去し、固着した汚れのみ許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO Sa2の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.ブラストによって表面に付着している異物を全て取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
『ISO Sa2の注意点』
環境条件による施工可否
・天候の悪い日や湿度の高い日には作業を中止してください。
作業完了後の塗装工程
・ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・塗装前に再度錆が生じた場合は再びブラスト処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO Sa2で行うメリット』
ISO Sa2は素地調整の中で3番目に洗浄度の高い規格となります。
上位の規格ISO Sa3やISO Sa2.5はほとんどの表面の付着物を除去する必要がありますが、Sa2では許容される範囲が広いためコストと時間を削減する事が可能となります。
許容される固着した汚れとは刃の付いていないパテナイフでは、剥離させない程度の付着となります。
ブラスト後にも残存する汚れが残る仕様とはなりますが、それでも2種ケレンと呼ばれるISO St3と比較すると清浄度が優れており塗料と高い密着が期待されます。
ブラストで異物を除去し凹凸のある表面へ変える事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
屋外で使用される製品などはこのような仕様を選定します。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
ISO Sa2は素地調整の規格であり、表面の固着していない付着物を除去する必要があります。
許容される汚れは刃の付いていないパテナイフで剥離させる事のできない程度の付着とされますので、ご注意ください。
ISO規格はSSPC規格ほど素地調整に特化した規格ではないので、JIS規格と複合させた仕様を使われる場合が多いです。
合否を判断するビジュアルブックが無塗装鋼を素地調整した写真となるので、施工前の状態が異なる場合は判断が難しいと言った問題があるので注意が必要です。
また除去するべき汚れと許容される汚れの判断基準が明確では無いため、適切に作業を行うためには専門的な技術と知識が必要となります。
ISO Sa2 コマーシャルブラスト洗浄はアルミ、ステンレスなどの塗装が密着しにくいとされる材料の密着性向上を目的として加工される事もあります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
原田鉄工ではISO Sa2はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【最上位規格 ISO Sa3についてはこちらで紹介しています】
https://www.nc-net.or.jp/company/98405/product/detail/210083/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-1】溶剤洗浄で行う表面処理について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『SSPC SP-1とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
溶剤を表面へ直接塗付したり、布やブラシに含ませて拭き取るなどの方法で表面に付着した油、汚れ、グリースなどの汚染物質を除去します。
SSPC規格ではSP-5、SP-10のブラスト処理前だけでなく、SP-3のパワーツールクリーニング処理前でも必ずこのSSPC SP-1を行う必要があります。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-1の作業方法』
1.表面に付着している埃をワイヤーブラシ等で取り除く。
2.表面を溶剤で吹き付ける、拭きあげる、浸すなどの方法で汚染物質を除去する。
3.清潔な乾燥空気などを使用し、表面の残留物を全て除去する。
『SSPC SP-1で使用される溶剤』
使用する溶剤は多くの種類があるため、表面の材質と除去すべき汚染物質を見極めて選定する必要があります。
一般的に広く使用されるのは下記の溶剤です。
・アセトン
・キシレン
・トルエン
・家庭用洗剤
『SSPC SP-1の注意点』
溶剤の危険性
・一部の溶剤は危険性が高いものが含まれますので、作業環境や防具などの対策が必要となります。
汚染状態の確認
・作業で使用する溶剤はもちろんの事ブラシやウエス、エアーなどは清潔でなければいけません。
『SSPC SP-1を行うメリット』
SSPC規格で素地調整を行う場合にはSP-1を最初に行う必要があります。
ブラスト処理は油やグリースなどを除去するには効果的ではないとされるからです。
SP-1にて表面を洗浄した後、ブラスト処理を行う事によって塗装などのコーティングに最適な表面へできるのです。
一切の汚染物質が無い表面へ塗装を行う事で長期間製品を保護する塗膜が形成され、耐久性・コスト・安全性など様々な部分の向上が期待できます。
『まとめ』
SSPC SP-1は表面処理の規格であり、溶剤を使用して表面を洗浄する方法です!
油、汚れ、グリースといった汚染物質を溶剤を吹き付ける、拭きあげる、浸すなどの方法で全て除去します。
表面の状態を確認し、除去すべき汚染物質に効果的な溶剤を選ぶ必要があります。
溶剤は危険性が高いものもありますので、使用環境には注意してください。
また油やグリースなどが残留した場合、塗料などのコーティングは弾かれてしまい密着不良となりますので洗浄後の状態をしっかりと確認する必要があります。
SSPC SP-1にて溶剤洗浄後、SSPC SP-5などのブラスト処理された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
塗装剥離の原因はほとんどが素地調整とされています。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC規格以外のISO規格などにも対応できますので、お気軽にご相談ください。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
【よく耳にするもう一つの規格ISOについては下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【アルミへの塗装方法!剥がれない秘訣は?】
アルミはステンレスと同様に「塗装出来ない」「塗装が剥がれる」と言われる事が多い素材です。
以前はアルミに使える塗料が開発されていなかった為そのように言われる事があったようですが、現在は専用の塗料を使用し適切に前処理を行う事で塗装は可能です。
アルミだけでなくステンレスにも活用できる塗装方法を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『アルミとは?』
アルミニウム(アルミ)とはボーキサイトという鉱石を原料とした金属です。
軽い、錆びにくい、加工しやすい特徴を持っており様々な分野で広く使用されています。
純粋なアルミは非常に柔らかいので傷つきやすく強度も低いので、他の金属を添加する事で強化したアルミ合金を使用する事が一般的です。
『アルミの特徴』
1.軽い!
鉄や銅のおよそ1/3程度の比重しかありません。
計量化や性能向上のためアルミを使用する事が多くあります。
2.錆びにくい!
アルミは空気中で「酸化被膜」を形成し表面を覆っているので錆びにくいです。
ステンレスも同様に酸化被膜を形成し錆びにくい特性を持っていますが、耐食性はアルミが少し劣ります。
3.電気をよく通す!
電気を通す銅と比較すると電気伝導率は60%となりますが、比重が1/3なので同じ重さの場合は銅の2倍程度の電気を通します。
4.熱を通す!
鉄の3倍程度の熱伝導率です。
こちらも熱をよく通す銅と比較すると多少劣りますが、価格が安いので銅の代わりによく使用されています。
5.毒性がない!
アルミは人体にとって無害で実は食品の中にも微量に含まれています。
土壌や海水、空気中にも含まれていますので人体のとっても環境にとっても優しいです。
6.リサイクルしやすい!
アルミは他の金属に比べて簡単にリサイクルできます。
またリサイクルしても品質が落ちないので、エコな素材です。
『アルミの塗装が剥がれやすい理由』
1.表面が滑らか
アルミの表面は非常に滑らかなため、塗料がきちんと密着できず剥がれやすいです。
2.下塗り塗料の密着性
アルミの特殊な特性上、専用の下塗塗料を使用しなければ密着できず簡単に剥がれてしまいます。
3.熱膨張率の違い
アルミは鉄の約2倍ほど熱の影響で伸び縮みするため、温度変化が激しい環境では塗料が剥がれる可能性があります。
『アルミへの塗装方法』
1.表面の洗浄
表面に付着した油分や汚れを確実に取り除く必要があります。
有機溶剤や洗剤などを使用して表面を洗浄しなければ、塗料は密着出来ず剥がれてしまうので丁寧に行いましょう。
また洗浄後はしっかりと乾燥させなければなりません。
2.表面の研磨
アルミの滑らかな表面は塗料の付着を妨げてしまうので、研磨を行い塗料が密着しやすい表面へ変化させる必要があります。
研磨を行い表面に細かい傷を付ける事で、塗料が傷へ入り込みアルミとしっかり密着します。
3.専用の下塗り
アルミへの塗装は専用塗料を使用する事が必須となります。
通常の塗料では密着性が低く、早期剥離の可能性が高いからです。
また温度変化が激しい環境などでは断熱、遮熱効果のある塗料を使用すれば熱膨張による塗装剥離を予防・軽減できます。
4.均一な塗装
専用の下塗り完了後は使用環境に適した中塗り、上塗りを塗装します。
塗料メーカーが定めた適切な乾燥時間を守り、塗料が完全硬化した事を確認し塗り重ねましょう。
塗装を行う際は塗膜を均一な厚さにする必要があります。
厚さが不均一な塗膜は剥がれやすい部分の原因となりますので、注意しましょう。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『剥がれない秘訣』
①塗装の前処理を怠らない事!
アルミはステンレス同様に塗料が密着しにくい様々な要素をもつ素材です。
前処理である「洗浄」と「研磨」をしっかりと行う事で塗料が密着しやすい状況をつくる必要があります。
この工程はアルミ以外のどの素材に対しても重要となり、金属塗装が剥がれてしまう原因のほとんどはこの前処理にあると言われています。
②専用の下塗り塗料を使う!
同じような塗料でも木材用、鉄部用、ステンレス用、アルミ用など多くの種類が存在します。
全ての塗料はその素材にあった設計で作られていますので、必ず適切な塗料で塗装する必要があります。
塗料メーカーが作成している塗料説明書では適合する素材、使用方法など詳しく記載してありますので確認し遵守しましょう!
「①前処理をするだけ」「②専用塗料で塗るだけ」では簡単に剥がれてしまう可能性が高いです。
どちらも適切に行う事がアルミ塗装が剥がれない秘訣となります。
『まとめ』
アルミ製品は軽い、錆びにくいなど非常に優秀な素材です。
しかしながら酸化被膜と滑らかな表面によって、塗料が付着しにくく剥がれやすいです。
剥がれない塗装を行うためには
「表面の洗浄と研磨」を十分に行い「専用の下塗り」で塗装をする必要があります。
アルミへ塗装を行う事で防食性を向上させ長持ちさせる事が可能になったり、色や質感を与え鮮やかにする事もできます。
原田鉄工ではパートナー会社様協力のもと「アルマイト処理」「着色アルマイト処理」に対応しております。
また自社設備として素地調整専用の「ブラスト設備」を保有しておりますので、アルミニウムの「塗装」、「着色アルマイト処理」のどちらでも施工できます。
【アルミの塗装?着色アルマイト(カラーアルマイト)とは】
https://ja.nc-net.or.jp/company/98405/product/detail/246690
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
ブラスト処理と着色アルマイト処理を組み合わせる事によって「塗装」、「着色アルマイト処理」のみでは生みだすことのできない様々な質感・発色を表現する事が可能となります!
これまでにない新たな「高付加価値」をプラスして、他社とは一線を画す、独自性あふれる製品を実現しませんか?
原田鉄工ではこれまでに多数のアルミニウム・ステンレス製品の塗装及び着色アルマイト処理を承っております。
アルミニウム・ステンレスの塗装、着色アルマイトについてお困りな場合はお気軽にご連絡下さい!
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎アルミニウム(アルミ 英語:Aluminium)
元素記号Al、元素番号13の金属です。
一般的な金属と比較し密度が低いため、重量は鋼鉄の1/3程度となる。
酸素と結合しやすく、空気に触れる事で表面に酸化被膜を形成するので腐食に耐性がある。
単体では柔らかく強度が低いので、一般的に銅やマンガン、ニッケルなどと合金し使用されている。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【施工事例①】SUS304への塗装
ステンレスであるSUS304製の金網へ塗装を行った施工事例の紹介です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『お客様の要望』
SUS304製の装飾用の金網をブロンズ色に塗装したい。
『塗装仕様』
ステンレス用下塗り塗料
ウレタン樹脂上塗り塗料 [メタリックブロンズ]
クリヤー塗料
建築用インテリアで使用される装飾用の金網との事で複雑な形状でしたが、塗り残しもなく美しく仕上げる事が出来ました。
普段は機械部品をメインに塗装していますが、美観が重視されるような部品でも対応可能です!
無塗装でも美しい見た目のステンレスですが、色を付ける事で更に美しくする事ができます。
塗装が難しいと言われるSUS304といったステンレス材ですが、原田鉄工なら問題ありません。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
SUS304などのステンレスは錆びにくい特徴がありますが、錆びない訳ではありません。
塗装を施す事で更に耐候性を向上させ「より錆びにくく、美しく仕上げる事が可能です!
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
原田鉄工では素地調整専用のブラスト設備を保有しています。
ステンレス塗装を長持ちさせるコツは塗装前の研磨を充分に行う事です。
ブラスト加工なら複雑な形状のステンレス製品でも確実に研磨できます!
塗装が難しいとされるアルミ製品・ステンレス製品ですが、原田鉄工には多くのブラスト加工と塗装実績があります。
アルミ製品やステンレス製品の塗装でお困りな場合は是非ご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【SSPC SP-16】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208416/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎SUS304
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
加工が比較的容易で腐食に強いこともあり、ステンレス鋼の中では最も広く使われています。
一般的に『さすさんまるよん』と呼ばれています。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
錆びにくいはずのステンレスが錆びる原因の多くはもらい錆によるものです。
もらい錆とはステンレスに接触している金属が錆びることで、ステンレスも錆びてしまう現象です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは』
鉄(Fe)とクロム(Cr)を主成分とした合金です。
クロムは酸素と非常に結合しやすい性質があり、鉄より先にクロムが酸化する事で酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より耐食性が高く、錆びにくい性質が特徴です。
ステンレス鋼は主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの錆びる原因』
ステンレスは錆びにくい特徴を持っていますが、錆びないわけではありません!
ステンレスが錆びる原因となるのは大きく4つあります。
①もらい錆
ステンレスに他種金属が接触した状態で錆びる事により、不動態被膜が破壊されステンレスも錆びてしまう現象です。
他種金属によって傷つけられたステンレスは傷の部分から徐々に錆びてくる場合もあります。
②塩分・酸性
ステンレスを錆から守っている不動態被膜は塩分と酸に弱いです。
沿岸部などの地域で使用されている、酸性の薬品と接触している場合などではステンレスは錆びてしまいます。
③汚れ・水分
汚れや水などが付着している部分は不動態被膜が破壊されるため錆びてしまいます。
④溶接・曲げ加工
溶接や曲げなどの部分には加工の際に生じた、残留応力が残っている場合があります。
残留応力を残したままの状態が続くと結晶構造に劣化が生じ、そこから錆びが発生します。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『ステンレスの錆を防ぐ方法』
錆びにくいステンレスですが錆びが発生する原因は意外と多くあり、状況や環境によっては簡単に錆びてしまう事があります。
そんなステンレスを錆から守る方法はステンレスを塗装する事です。
塗装により塩分・酸性や汚れ・水分からも守ることはもちろん、塗料でステンレスの表面を覆うことでもらい錆や傷を防ぐ事もできます。
またステンレス塗装の素地調整で有効なのが、ブラスト処理という研磨材を高速で衝突させる事で表面を削る加工方法です。
ブラスト処理の「ショットピーニング効果」により残留応力を除去する事ができます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『ステンレスの錆を除去する方法』
1.軽度な錆び
お酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.軽~中度の錆び
ステンレス専用の錆除去剤を使用します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.中度の錆び
ペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり深い傷がついてしまうと、錆びの原因となってしまうので注意が必要です。
また研磨する素材はステンレス用で行う必要があります。
4.軽~重度の錆び
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
表面に凹凸を形成する事で、塗装の密着性を向上させる効果もあります。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
『まとめ』
ステンレスはクロムが酸素と結びつき酸化クロムという不動態被膜で表面を覆うので、錆びにくい特徴があります。
不動態被膜は錆、塩分、酸性、汚れ、水分などに弱いため放置しておくと破壊されステンレスは錆びてしまいます。
これらの問題は塗装する事で防ぐことが可能となります。
塗装したステンレスはより厳しい環境下でも長期間錆びる事はありません。
原田鉄工では沿岸・臨海地域のプラント設備、海上・海中の建造物、船舶などで使用されるステンレス製品の塗装を多く手掛けてきました。
容易にメンテナンスができず、安全性が必要となるこのような設備は長期間錆びから守る耐食性、耐候性が求められます。
社内に素地調整専用の大型ブラスト設備、屋内塗装工場を設備しておりますので大型製品でも一括施工可能です。
ステンレスの錆、塗装にお困りでしたらお気軽にご相談ください。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【もらい錆!?ステンレスの錆を落とす方法】
本来錆びにくいはずのステンレスが錆びる原因の多くはもらい錆と言われています。
もらい錆とはステンレスに接触している金属が錆びることで、ステンレスも錆びてしまう現象です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスについて』
ステンレスは鉄(Fe)とクロム(Cr)を主成分とした合金です。
Stainless=錆びにくい・錆びないと言った意味です。
ステンレスが錆びにくい理由はクロムが空気中の酸素と結びつくことで「酸化クロム」となり、表面を覆い保護しているためです。
一般的な金属の酸化物は錆と呼ばれ、深く広く浸食する事で様々な不具合を引き起こします。
しかしこの酸化クロムは内部へ浸食する事はなく表面を覆い、内部の酸化を防ぐ性質があるのです。
この酸化クロムは「不動態被膜」とも呼ばれます。
『もらい錆とは?』
不動態被膜である酸化クロムのおかげで錆びにくいステンレスですが、もらい錆によって簡単に錆びてしまうことがあります。
もらい錆とはステンレスに鉄などの金属が接触し、表面に付着した鉄分が錆びる事から起こります。
時間経過と共に鉄分の錆はステンレスへ移り浸食を始めます。
不動態被膜は錆が付着してしまうと、その働きが阻害されてしまうので防ぐことができません。
『ステンレスの錆を除去する方法』
1.軽度の錆
お酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.軽~中度の錆
ステンレス専用の錆除去剤を使用します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.中度の錆
ペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり深い傷がついてしまうと、錆びの原因となってしまうので注意が必要です。
また研磨する素材はステンレス用で行う必要があります。
4.軽~重度の錆
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
表面に凹凸を形成する事で、塗装の密着性を向上させる効果もあります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『ステンレスの錆を防ぐ方法』
もらい錆はステンレスに鉄などが接触するだけで発生してしまうので、ステンレスが錆びる多くの要因となっています。
しかし、もらい錆は塗装する事で簡単に防ぐことが可能です!
塗装は塗料で表面を覆い硬化させるので、鉄が接触した場合でもステンレスに到達するほどの深い傷じゃない限り問題ありません。
更に塗装する事で耐食性の高いステンレスの能力を更に向上させ、より耐食性・耐候性の高い製品になります。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
【アルミの剥がれない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/207193/
『まとめ』
ステンレスは鉄とクロムが主成分とされ、クロムが酸素と結合し酸化クロムという薄い膜を表面に形成する。
この酸化クロムに覆われているので、ステンレスは錆びにくい。
鉄などが接触する事で表面に鉄分が付着し、錆がステンレスに移る「もらい錆」はステンレスが錆びる多くの原因となっている。
錆の進行や範囲によって適切な錆を落とす方法は変わってくるので、錆の状態をしっかりと確認してから作業を行いましょう。
また塗装を行う事で耐久性や耐候性を向上しつつ、もらい錆などと言った不具合からも保護することが可能となるのでオススメです。
原田鉄工では大型のブラスト設備を完備しております。
ステンレスにも使用可能な研磨材も常備しておりますので、錆が広範囲に渡り深く浸食した場合でも除去する事が可能です。
ブラスト加工後の表面はツヤが無い落ち着いた光沢になるので、反射防止や指紋・キズなど目立ちにくい仕上がりとなります。
ステンレスのブラスト加工、塗装どちらも多くの実績がありますのでお気軽にご相談ください。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【意外と知らない!?錆の7種類について】
錆は7種類もあるのはご存じでしょうか?
金属の種類や環境によっても発生する錆は異なります。
錆には多くの種類があり、発生過程や特性も異なりますので全て紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆について』
金属表面が浸食される現象を「腐食」と呼び、腐食が進行する事で錆が出来ます。。
錆は金属のみに発生する現象で、酸素と結合する事で発生する腐食生成物です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあります。
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの場合は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの場合は表面を保護している酸化被膜を破壊し、腐食が進行する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
青錆(緑青)は表面に安定した保護膜を形成し、内部への腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
発生するのは非常にまれです。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では最も優れた素地調整であるブラスト設備を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出させ、塗装を行っております。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
頻繁にメンテナンスや補修ができない「海上機器」「海中製品」「沿岸部のプラント」などの厳しい環境で使用される製品を創業より多く塗装してきました。
「どんな塗料を使えばいいか分からない」といった場合にも最適な塗料と仕様を選定させていただきます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装で長持ちを実現!下地処理の重要性と原田鉄工の強み】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属塗装の耐久性向上に悩んでいませんか?
せっかく施した塗装が短期間で剥がれてしまったり、錆が発生したりと、このようなトラブルに頭を悩ませている方も多いのではないでしょうか。
実は、塗装の寿命を左右する大きな要因の一つに「下地処理」があります。
本記事では金属塗装における下地処理の重要性と、その効果的な実施方法について解説していきます。
また原田鉄工株式会社が提供する高品質なブラスト・塗装サービスについても詳しくご紹介します。
『なぜ下地処理が重要なのか?』
下地処理とは「表面を塗装に適した状態へ変化させる作業」です。
この工程を適切に行うことで、以下の効果が期待できます。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
塗料の密着性向上: 下地処理により金属表面の平滑化や汚れを除去、塗料との密着性が大幅に向上します。
これにより塗膜の剥がれや浮きを防止し、塗装の寿命を延ばすことができます。
錆の発生防止: 金属表面に付着した錆や汚れなどを完全に除去することで、錆の発生を抑制し金属の腐食を防止します。
塗料の耐久性向上: 下地処理によって、塗料の性能を最大限に引き出すことができます。
これにより塗膜の耐候性や耐薬品性、耐摩耗性が向上し、長期間にわたって美しい外観を維持することができます。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
『下地処理の方法』
下地処理には、以下の方法があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
ブラスト処理: 高圧で研磨材を吹き付けることで、金属表面の汚れや錆を強力に除去する手法です。
電動工具処理: ディスクグラインダーなどの電動工具を使用し、金属表面を均一に研磨する方法です。
手動工具処理: 手作業で研磨紙などを用いて、金属表面を研磨する方法です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
どの方法を選択するかは、金属の種類、汚れの程度、求められる表面状態などによって異なります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社が提供するブラスト・塗装サービス』
原田鉄工株式会社は、広島で一貫してブラスト・塗装工程を行うことを強みとしています。
創業80年となる経験とノウハウを活かし、お客様のご要望に合わせた最適な施工をご提案いたします。
原田鉄工の強み
「高品質な下地処理」
ブラスト処理の規格であるISOやSSPCに準拠した厳格な品質管理のもと、高品質な下地処理を行います。
「幅広い対応力」
鉄骨や形鋼のようなシンプルな形状の製品はもちろんですが、タンク・や機械製品などの複雑な形状にも対応できます。
またステンレスやアルミといった金属にも対応可能です。
「短納期対応」
お客様のご要望に合わせた短納期での施工が可能です。
また塗装のプロフェッショナルとしてより短納期、高品質にするための仕様選定なども協力させて頂きます。
「確実な管理システム」
求められる品質が高ければ高いほど、それに従い検査表や工程写真などの確実な管理が必要となります。
検査器具も多く取り揃え定期的に校正しておりますので、全ての工程にて必要とされる検査を正確に行う事が可能です。
『サービス内容』
「塗装は下地で性能が決まる」という考えのもと、私たちは日々、高品質な下地処理と塗装に努めています。お客様の大切な製品を長寿命化するため、最適なソリューションをご提案いたします。
「下地処理(素地調整)」
金属表面の汚れや錆を完全に除去し、塗料との密着性を高める事で製品寿命を延ばします。
原田鉄工では大型ブラスト設備を完備しておりますので、最高品質の下地処理を提供しています。
詳細はこちら:https://www.nc-net.or.jp/company/98405/product/detail/197750/
「塗装」
高耐久性・高品質な塗料を用いて、美しい仕上がりを実現します。
塗膜厚を厳しく管理する事で適正な塗膜厚に調整致します。
『まとめ』
金属塗装の耐久性を向上させるためには、下地処理が非常に重要です。
原田鉄工株式会社は長年の経験とノウハウを活かし、お客様のご要望に合わせた高品質なブラスト・塗装サービスを提供いたします。
金属塗装でお困りの際は、ぜひ一度ご相談ください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
[関連情報]
原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程
https://www.nc-net.or.jp/company/98405/product/detail/195780/
塗装は下地で性能が決まる!?
https://www.nc-net.or.jp/company/98405/product/detail/229378/
ブラストの規格 ISOとSSPC
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【高温に負けない!耐熱塗装について】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『耐熱塗料とは』
耐熱塗料は主にシリコーン樹脂をベースにして作られています。
シリコーン樹脂とは砂や岩石の主成分であるシリカ(SiO2・酸化ケイ素)と有機物(炭素を主体とする化合物)とを結合させる事で有機ケイ素化合物とし、これを高分子にしたもので天然には存在しない物質です。
このシリコーン樹脂へ顔料・溶剤・添加剤を混ぜ合わせる事で耐熱性の高い塗料を構成しています。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『耐熱塗料の耐熱性』
一般的な塗料の耐熱温度は80℃~130℃程度のものがほとんどとなります。
耐熱温度以上で使用した場合には変色、塗膜剥離、発火などの可能性があるため、高温となる箇所ではこれらの塗料を使用する事はできません。
耐熱塗料の耐熱温度は200℃~600℃まで幅広くあり、最大で1000℃近くの耐熱性を持つ塗料もあります。
『耐熱塗料のメリット』
耐熱塗料を使う事で様々なメリットがあります。
・耐熱性
高温から守る事で塗装箇所の高温による劣化を防ぐことができます。
・耐腐食性
通常では塗装できない高温となる箇所にも塗装する事で保護します。
・耐候性
塗装を行う事で雨や紫外線といった環境から保護します。
・耐寒性
高温にも強い特性がありますが、実は-50℃までの耐寒性もあります。
・美観
色彩を付与する事で塗装対象物の美観を美しくします。
【塗装について|塗装の効果と方法】
https://www.nc-net.or.jp/company/98405/product/detail/201759/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗装の方法』
①塗装物の最高温度を確認する
まずは耐熱温度を確認する必要があります。
平均温度ではなく最高温度+100℃にて耐熱塗料を選定しましょう。
無駄に耐熱温度を高く設定してしまうと、耐熱塗料の価格が大きくなりますので注意が必要です。
②適切な素地調整(下地処理)を行う
通常の一般塗装でも言える事ですが、適切な素地調整を行う必要があります。
「ブラスト処理」にて素地調整を行う事が推奨されます。
ブラスト処理が難しい場合には油分、古い塗膜、錆などは最低限取り除く必要があります。
適切に下地処理を行っていない場合には塗膜の早期剥離が発生しますので注意が必要です。
【ブラスト処理 規格や施工方法について】
https://www.nc-net.or.jp/company/98405/product/detail/217552/
③塗膜厚を管理しながら塗装を行う。
耐熱塗料では一般的に厚塗りは推奨されていません。
これは厚塗りをした場合、加熱・硬化する際に残留溶剤や反応ガスの影響でフクレが発生するからです。
規定された膜厚を遵守しながら塗装を行う必要があります。
『耐熱塗装の注意点』
①素地調整(下地処理)の精度
素地調整が適切に行われていない場合では塗膜の早期剥離が発生します。
また高温になるため金属と塗膜は熱により膨張します。
加熱・冷却を繰り返す事で疲労し剥離する可能性が高まりますが、ブラスト処理で表面の粗面化・表面積の増大させておくことで軽減する事が出来ます。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
②塗膜厚と塗装間隔
耐熱塗料は常温では完全に硬化する事はありません。
高温になる事で塗膜は完全に硬化していきますが膜厚が厚すぎる、塗装間隔が短すぎる場合には塗膜中に残っていた残留溶剤や反応ガスによって「フクレ」が生じてしまいます。
このフクレが発生すると耐腐食性の低下などの問題が生じてしまいます。
耐熱塗料は一般的に溶剤が蒸発しやすいように薄く塗装を行い、塗装間隔を十分にとる必要があります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
③初期加熱
急激に高温にした場合、フクレが発生する可能性があります。
塗装後の最初の運転時には段階的な昇温が推奨されます。
200℃/1時間
④塗装色
高温域に対応しているものは色彩を決める顔料も制限されるため、対応できる色彩に限りがある場合が多くあります。
『まとめ』
耐熱塗料は一般的な塗料と比較した場合、数倍以上の高温化にも対応できる塗料。
塗装を行う事で塗装物を熱による劣化、腐食、雨風から守る事が出来る。
通常の塗料と異なり厚く塗れば耐久性が向上する訳ではないので注意が必要。
耐熱塗料の耐久性を向上させるためにはブラスト処理による「適切な素地調整」と塗膜厚を「規定値内に管理する」事が重要となります。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【高温環境での劣化を防ぐ!耐熱塗料の特性と選び方】
耐熱塗料とは、高温に耐久性のある特殊な塗料です。
この塗料は自動車のマフラーや工業プラントの煙突やダクトなど、特に高温にさらされる環境で使われています。
高温な環境下で、耐熱塗料を使用することで機材や構造の保護が可能になります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【耐熱塗料の種類と成分】
耐熱塗料は主にシリコーン樹脂などの耐熱性の高い樹脂をベースに顔料や溶剤、添加剤を加えて構成されています。
シリコーン樹脂は自然界には存在しない有機ケイ素化合物となります。
特に高温環境下での安定性が高いのが特徴で、この化学的な構造が一般的な塗料と比べて優れた耐熱性を提供しています。
『主成分』
シリカ(酸化ケイ素)、有機物、顔料、溶剤、添加剤
『耐熱温度の範囲』
200℃から600℃、一部には1000℃に耐えるものもあります。
『用途』
自動車部品、工場の配管、煙突、発電所の高温機器など
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【耐熱塗料の特徴とメリット】
耐熱塗料を使用することで、他の塗料には無い多くのメリットが得られます。
『高温からの保護』
耐熱塗料は機材や構造物を高温から守り、劣化を防ぎます。
高温の場所や環境に塗装されることで腐食や劣化を抑え、製品寿命を延ばす効果があります。
『環境耐性』
耐熱塗料は高温に加えて-50℃までの寒性もあり、さらに雨や紫外線からの保護も可能です。
このため厳しい環境での使用に最適です。
『美観の向上』
耐熱塗料は色彩の付与が可能で、塗装対象の外観を美しくすることができます。
高温環境でも変色などが発生せず、長期間美観を維持します。
【耐熱塗料の塗装手順】
耐熱塗料の塗装は通常の塗装以上に慎重な作業が求められます。
適切な下地処理と膜厚・塗装間隔などの管理が必要で、以下の手順に従う事が推奨されます。
①最高温度の確認
稼働した場合での最高温度を確認し、耐熱温度を設定します。
平均温度ではなく最高温度を基準に+100℃の余裕を持つことが一般的です。
②適切な下地処理
塗料の密着性と耐久性を確保するために「ブラスト処理」を行います。
この処理により油分や古い塗膜、錆などを除去し、塗料が密着しやすい表面を作ります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
③塗膜厚の管理
塗膜厚を均一に保ちながら塗装することが重要です。
厚塗りを避け、加熱・硬化時にフクレが発生しないよう丁寧に塗ります。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【塗料とは? ~膜厚計の紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
【耐熱塗装の注意点】
耐熱塗料の使用にはいくつかの注意点があります。
正しい手順で行うことで、耐熱塗料の性能を十分に発揮することができます。
『下地処理不足』
正確な下地処理が実施されていない場合、塗膜の早期剥離が起きる可能性があります。ブラスト処理にて下地処理を行う事で塗膜がしっかりと付着し、長期の耐久性が確保されます。
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
『膜厚過多・乾燥時間不足』
耐熱塗料は常温では完全硬化しないため、膜厚が厚すぎると内部に残留した溶剤や反応ガスが膨張し、フクレが発生することがあります。
膜厚を規定値内に調整する、乾燥時間を十分にとる必要があります。
『段階的な初期加熱』
塗装後に段階的な加熱を行うことでフクレを妨げ、完全硬化させることができます。
例として200℃で1時間加熱するなど、徐々に温度を上げることが推奨されます。
『原田鉄工の耐熱塗装設備と技術』
広島に本社を置いている原田鉄工では高温に対応する耐熱塗装に適した「大型ブラスト設備」と「屋内塗装設備」を完備しており、長年の経験と技術で高温環境下での腐食防止や美観維持に貢献しています。
自社設備にて最適なブラスト処理を行い、塗膜の密着性と耐久性を確保することで製品の耐久性を格段に向上させます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
高温に負けない!耐熱塗装の完全ガイド【技術解説編】
耐熱塗料とは高温に耐性のある塗料となります。
排気などの熱によって高温となる自動車などのマフラー、プラントの煙突やダクトなど様々な場面で使用されています。
今回は200℃以上の高温にも負けない耐熱塗料について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『目次』
耐熱塗料とは:技術的特徴と構造
耐熱塗料の性能と機能性
産業用途と適用事例
耐熱塗装の施工技術
技術的な留意点と品質管理
耐熱塗料の一般的なトラブルと対策
まとめ
お問い合わせ
『耐熱塗料とは:技術的特徴と構造』
耐熱塗料は、シリコーン樹脂を主成分とする高機能塗料システムです。
その分子構造は、無機物であるシリカ(SiO2)と有機物を化学結合させた特殊な構造を持ちます。
◇シリコーン樹脂の特徴
・Si-O-Si結合による高い熱安定性
・無機・有機ハイブリッド構造による優れた密着性
・架橋構造による耐薬品性の向上
・分子間結合による優れた耐候性
◇シリコーン樹脂の種類
・メチルシリコーン樹脂:200℃~400℃対応
・フェニルシリコーン樹脂:400℃~600℃対応
・特殊シリコーン樹脂:600℃以上対応
◇顔料の種類
・無機酸化物系顔料:金属酸化物による耐熱性
・セラミック系顔料:1000℃までの超高温対応
・複合金属酸化物:耐候性と耐熱性の両立
塗料についての詳細ページはこちら!
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
https://ja.nc-net.or.jp/company/98405/product/detail/235572/
『耐熱塗料の性能と機能性』
耐熱塗料は一般塗料とは大きく異なる性能と機能性を兼ね備えています。
◇耐熱温度について
一般塗料(80℃~130℃)
・有機樹脂の熱分解により劣化
・分子切断による強度低下
耐熱塗料(200℃~1000℃)
・無機化による安定構造の形成
・セラミック化による保護層の形成
◇耐熱塗料の耐環境性について
耐候性:紫外線による劣化を防止
・UV吸収剤の配合
・表面保護層の形成
耐寒性:-50℃~高温域まで対応
・撥水性の付与
・水蒸気透過性の制御
◇耐熱塗料の防食性能
バリア効果
・酸素遮断性
・イオン透過抑制
犠牲防食効果
・金属粉末の配合(必要に応じて)
・電気化学的保護機能
『産業用途と適用事例』
◇化学プラント
・反応槽外装:耐薬品性要求
・配管系統:耐熱・耐食性要求
・制御機器:耐熱・耐候性要求
◇発電設備
・ボイラー設備:600℃以上の耐熱性
・排気システム:耐熱・耐食性
・熱交換器:熱効率維持
◇排気設備
・マフラー外装:600℃までの耐熱性
・触媒コンバーター:800℃以上の耐熱性
・排気管:熱膨張対応
『耐熱塗装の施工技術』
耐熱塗装では通常塗装より厳しい塗装基準と管理が必要となります。
◇ブラスト処理
・処理規格:SSPC SP-10 / ISO Sa 2.5以上
・表面粗度:25~75μm
・アンカーパターン:均一な凹凸形成
◇環境条件
・温度:5~35℃
・湿度:85%以下
・露点+3℃以上
◇塗装仕様
・膜厚:15~25μm/回
・塗装間隔:メーカー規定間隔を厳守
・最終膜厚:40~75μm
◇管理基準
・素地調整の検査
・膜厚の検査
・膜厚過不足の修正
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『技術的な留意点と品質管理』
耐熱塗料の品質を保証するために以下の塗装検査が必要となる場合があります。
また長期的な耐久性を確保するには定期的な点検と補修が必要です。
◇外観検査
・塗膜の均一性
・ピンホールの有無
・色調の均一性
◇物性測定
・膜厚測定:電磁式測定
・付着性試験:碁盤目試験
・耐熱サイクル試験
◇定期点検項目
・外観変化の確認
・膜厚の減少量測定
・付着力の確認
◇補修技術
・部分補修手順
・タッチアップ技術
・全面補修判断基準
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『耐熱塗料の一般的なトラブルと対策』
◇塗膜剥離
原因
・不適切な素地調整
・膜厚管理不足
・環境条件不適合
対策
・ブラスト処理の徹底
・適切な膜厚管理
・環境条件の厳守
◇フクレ発生
原因
・急激な温度上昇
・残留溶剤の蓄積
・過剰膜厚
対策
・段階的な昇温
・適切な乾燥時間確保
・規定膜厚の遵守
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
『まとめ』
耐熱塗料は一般的な塗料の数倍以上の耐熱性を有しています。
しかし耐熱塗料の特性上、一般的な塗装より厳しい検査・管理が必要となります。
耐熱塗装の長期的な耐久性を向上させるためには「ブラスト処理」と「均一な塗膜形成」が必要となります。
『お問い合わせ』
耐熱塗装に関する技術的なご相談は、原田鉄工株式会社の防錆部門までお気軽にご連絡ください。
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎樹脂(英語:Resin)
樹脂には自然由来となる漆、松油などの天然樹脂と石油等の化石資源を原料とした合成樹脂があります。
塗料で使用されるのは合成樹脂となります。
合成樹脂は様々なものに加工されており、プラスチックやポリ袋、衣類にも使用されています。
◎犠牲防食(英語:Sacrifical protection)
犠牲防食とは素地金属よりイオン化傾向の低い金属(卑金属)で覆う事により、素地金属の腐食進行を防ぐ事です。
傷がついて素地金属が露出した場合でも、周囲の卑金属が素地金属より先に溶けだす事ので素地金属の腐食は妨げられます。
【金属の錆びやすさ(イオン化傾向)について】
https://ja.nc-net.or.jp/company/98405/product/detail/228626
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト研磨材(メディア)の種類】
ブラストは研磨材又はメディアや研削材と呼ばれる粒子を高速でぶつける事で表面を洗浄する加工方法です。
研磨材には数えきれないほど種類があり、素材・形状・サイズなどそれぞれ異なります。
今回はそんなブラストの研磨材について、代表的な11種類の素材とその選び方、使い方を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『研磨材・研削材・メディアとは?』
ブラストは粒子を高速で噴射・投射する事で表面を加工する表面処理加工です。
この加工で使用される「粒子」の事を「研磨材」「研削材」「メディア」などと呼ばれます。
これらの名称はメーカーや販売店などでも異なり、正式な名称は無いようです。
本記事では「研磨材」と統一して呼称します。
ブラストにおいての研磨材は噴射か投射が可能なものなら、何でも研磨材となり得ます。
金属製・非金属製・樹脂製・ガラス製・植物の種など、研磨剤には数えきれない程の多くの種類が存在しています。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『研磨材の種類について』
噴射・投射が可能なら研磨材となるので、研磨剤には本当に多くの種類がありますが…
基本的に多く流通、使用されている11種類について紹介します。
「植物」
クルミの種など
特徴:高度が低く素材の損傷を抑えながら加工可能。樹脂製品などの軽いバリ取りに使用。
「樹脂」
ナイロンビーズなど
特徴:柔らかく素材にダメージレスな加工可能。冷凍、軟質金属の軽いバリ取りに使用。
「アルミ」
アルミワイヤーなど
特徴:植物や樹脂に次いで硬度が低いので素材への損傷が少ない。アルミダイカスト製品のバリ取りや洗浄に使用。
「亜鉛」
ジンクショットなど
特徴:アルミと同程度の硬度なので損傷を抑えた加工。アルミダイカスト製品のバリ取りや塗装剥離に使用。
「銅」
銅スラグなど
特徴:硬度が低く素材への損傷は低いが、高比重なので塗装剥離などに使用。
「ガラス」
ガラスビーズなど
特徴:硬度はあるが軽量なので素材への損傷が低い。アルミダイカスト製品や樹脂製品の仕上げやバリ取りに使用。
「砂」
珪砂など
特徴:研削力が高いので表面を粗面化。塗装の下地処理や塗装剥離に多く使用。
「ステンレス」
ステンレスビーズなど
特徴:研削力が高く表面を粗面化。アルミやステンレス製品のバリ取りや清掃に使用。
「鉄(鋼)」
スチールグリットなど
特徴:研削力が非常に高く最も流通が多いのでサイズ・形状が豊富。サイズ・形状を変える事で仕上がりを調整できるので塗装の下地処理、金属製品のバリ取りなど幅広く使用。
「アルミナ」
褐色アルミナなど
特徴:研削力が非常に高く表面を粗面化。塗装の下地処理、塗装剥離などに使用。幅広い素材に対し使用可能。
「セラミック」
炭化ケイ素など
特徴:研磨材の中で最も硬度が高く、硬くて脆い高脆材の加工が可能。サイズが豊富なので塗装の下地処理や損傷を抑えた微細な加工も可能。
≪詳細は下記リンクより「ブラストの研磨材」をダウンロードください≫
https://ja.nc-net.or.jp/company/98405/dl/catalog/207124
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
【素地調整/下地処理 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『研磨材の選び方』
研磨材で重要とされるのは素材・形状・サイズ・硬度・比重・粉砕性です!
項目が多いですが、どれも研磨材を選ぶ上では重要となります。
「素材」
もらい錆などを防ぐため、加工対象に合わせた素材を選定する必要があります。
「形状」
多角形は塗装に適した粗面化、球体はバリ取りやピーニングを目的とします。
「サイズ」
大きければより粗面化が可能で、細かければ微細な加工が可能となります。
「硬度」
硬ければ研削力が高く、柔らかいと損傷を抑えた加工ができます。
「比重」
比重(重量)は加工力に影響し、重ければ加工力が大きく軽ければ小さいです。
「粉砕性」
粉砕性は施工コストに影響し、大きければすぐ粉砕し小さければ長持ちします。
このように研磨材は加工対象となる素材、目的、形状などに合わせて選定する必要があります。
多くの種類が存在しますので、最適な研磨材を見つけましょう!
『原田鉄工で使用している研磨材』
原田鉄工で普段使用している研磨材を紹介します!
①スチールグリット
グリットブラストの研磨材はこのスチールグリットを使用しています。
鋼が原料で研削力が高く、形状は多角形です。
塗装の下地処理に最適なアンカーパターン(表面の凹凸)を形成する事が出来ます。
黒皮はもちろん、分厚い塗装も完璧に除去する事が可能です。
加工効率が良く粉塵の発生が少ないので、多くの鋼製品に使用しています。
②ネオブラスト
サンドブラストの研磨材はこのネオブラストです。
フェロニッケルスラグというステンレスの副産物が原料となります。
珪砂より高硬度で鉱石が原料のアルミナやガーネットと近しい性能となります。
多角形なので塗装の下地処理に適したアンカーパターンを形成する事が可能です。
鋼製のスチールグリットと比較すると粉砕性が高く粉塵が発生しやすいので加工効率は悪いですが、ステンレスやアルミなど幅広い素材に対して加工できます。
③ガラスビーズ
ガラスビーズブラストの研磨材はこのガラスビーズです。
ガラスが原料で軽い、砕けやすい、球状なので素材への損料を抑えて加工できます。
多角形でなく球状の為、塗装の下地処理としてはあまり向いていません。
素材を選ばず加工可能でバリ取り・研掃・仕上げ加工に使用しています。
原田鉄工では上記の3種類を加工対象物の素材、大きさ、形状、加工目的によって使い分けています。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
『まとめ』
ブラストの研磨材は噴射か投射が出来れば、何でも構いません。
素材、形状、サイズなど種類の異なる研磨材が多く流通しています。
研磨材で重要とされるのは「素材」「形状」「サイズ」「硬度」「比重」「粉砕性」の6つの項目。
研磨材を使い分ける事で加工可能な素材・仕上がり・効果が大きく変わってくるため、加工対象物に最適な研磨材を選定する事が重要です。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
塗装寿命に影響する原因は下地処理によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
製品の耐久性と美観を大きく左右する塗装工程。
その成否を決める重要な前処理が「素地調整」(下地処理)です。
今回は高品質な素地調整に不可欠な各種規格について、40年以上の実績を持つ原田鉄工がわかりやすく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『なぜ素地調整が重要なのか?』
塗装の仕上がりと耐久性を決定づけるのが「素地調整」です。
適切な素地調整を行うことで様々な効果があります。
・塗膜の密着性が大幅に向上
・製品の耐久性が向上
・メンテナンス頻度の低減
・トータルコストの削減
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◆主要な素地調整規格の詳細解説
『SSPC規格(米国構造物塗装協会)』
SSPC規格は、産業構造物の防食塗装分野で最も権威のある規格の一つです。
以下の点で重要な基準を提供しています。
[SSPC規格の主要な等級]
・SSPC-SP 5:最も厳格な基準で、目視可能な錆、塗装、異物を100%除去
・SSPC-SP 10:表面の95%以上の清浄度を要求、SP 5に次ぐ高清浄度基準
・SSPC-SP 6:表面の67%以上の清浄度を要求
・SSPC-SP 7:緩やかな基準で、浮き錆などの除去が主目的
[SSPC規格の特徴]
・表面処理の方法と清浄度を明確に規定
・検査方法や合否判定基準が具体的
・各種産業での豊富な採用実績
・国際的な信頼性の高さ
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【SSPC 素地調整規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/219360/
『ISO規格(国際標準化機構)』
ISO規格は世界共通の品質基準として広く認知されています。
素地調整に関する規定も非常に体系的です。
[ISO 8501シリーズの主要規格]
・ISO 8501-1:目視による表面清浄度の評価基準
・ISO 8501-2:既存塗膜の除去後の清浄度評価
・ISO 8501-3:溶接部や鋭角部の処理基準
・ISO 8501-4:高圧水による処理後の評価基準
[ISO規格の重要ポイント]
・写真による標準サンプルの提供
・詳細な表面状態の分類(A~D)
・処理グレードの明確な定義(Sa1~Sa3)
・国際取引での標準的な採用
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格(スウェーデン工業規格)』
SIS規格は特に欧州での防食塗装分野で重要な位置を占めています。
[SIS規格の特徴]
・ISO規格との高い互換性
・北欧発の厳格な品質基準
・防食性能に関する詳細な要求事項
・環境配慮型の処理方法の規定
[SIS規格の等級区分]
・Sa 3:表面の清浄度99%以上 SP5相当
・Sa 2.5:表面の清浄度95%以上 SP10相当
・Sa 2:表面の清浄度67%以上 SP6相当
・Sa 1:浮き錆などの除去が主目的となる簡単な洗浄
『各規格の比較と選択のポイント』
素地調整は使用環境や想定する耐久年数などを考慮し、選定する必要があります。
[使用環境による選択基準]
・海洋環境:SSPC-SP 10またはSa 2.5以上を推奨
・工業地帯:SSPC-SP 6またはSa 2以上を推奨
・一般環境:SSPC-SP 7またはSa 1以上を推奨
[コスト面での考慮事項]
・高グレード(SP 5、Sa 3):初期コスト大、長期的メリット大
・中グレード(SP 10、Sa 2.5):バランスの取れた選択
・軽度処理(SP 7、Sa 1):初期コスト小、長期的デメリット有
『原田鉄工の素地調整サービスの特長』
原田鉄工は素地調整の重要性に気付き、素地調整専用の大型ブラスト設備を導入。
確実な素地調整と完璧な塗装管理による製品の長寿命化を掲げ、50年以上の期間研鑽を積んできました。
原田鉄工の特徴を紹介します。
[充実した設備]
・大型ブラスト室(幅7m×奥行10m×高さ3.5m)
・グリットブラスト・サンドブラスト2種類に常時対応
・一貫した品質管理体制で素地調整後は早急に塗装
[豊富な施工実績]
・50年以上の経験と実績
・国内外の様々な業界での施工実績
・各種規格に完全対応
[ワンストップソリューション]
・ブラスト・塗装一体型工場
・即日塗装対応が可能
・厳密な品質管理による均一な塗膜形成
『長期的なコストメリット』
適切な素地調整は初期投資は大きくなりますが、以下のメリットにより長期的なコスト削減につながります。
1. 塗膜の耐久性向上
2. メンテナンス頻度の低減
3. 製品寿命の延長
4. 補修・再塗装コストの削減
5. 管理・運用コストの削減
6. 長期的な安全性の向上
高品質な塗装を行う事でトータルコストとなるLCC(ライフサイクルコスト)を大きく削減する事が可能となります!
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属の錆だけ除去】
金属の錆や汚れは製品寿命を縮めるだけではなく、品質・安全性・生産効率などに大きな影響を与えます。
原田鉄工では「錆」「油分」「汚れ」といった付着物をブラスト加工による物理的な除去のみではなく、特殊薬品を使用した科学的な除去も可能です。
特殊薬品を使用した場合では金属表面を傷つける事なく、錆や油分、汚れを除去します。
機械精度が必要な製品、強度の低い製品、小型量産品などは特殊薬品を使用した除去方法が効果的です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『金属の錆が引き起こす問題』
金属表面に発生する錆(サビ)は美観が損なわれるだけの問題ではありません。
錆は金属内部まで腐食させ、強度低下や機能不全を引き起こす原因となります。
その結果「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性があります。
錆が発生した早期段階で「錆の除去」と「錆を防ぐ処理」を適切に行う事で、製品寿命の延長・安全性の確保・トータルコストの削減が可能となります。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『金属の油分・汚れが引き起こす問題』
金属に付着した油分や汚れはコーテイングを行う際、大きな妨げとなります。
金属の加工を行う際に付着する油分や汚れは確実に除去しておかなければ、塗装やメッキ・樹脂などがキチンと密着する事が出来ず早期剥離の原因となります。
塗装やメッキといった防錆処理が剥離してしまうと、その部分は空気・雨風や紫外線に直接晒される事となるため簡単に錆が発生してしまいます。
そのため油分・汚れを除去する「素地調整(下地処理)」は塗装工程で最も重要とされています。
『金属の錆・油分・汚れを除去する方法』
金属に付着した錆を落とすには大きく2つの方法があります。
①物理的な加工による錆除去
サンドペーパーや研磨材などを使用し、表面を研磨・切削する事で錆を除去する方法です。
②科学的な加工による錆除去
特殊薬品を使用し錆と化学反応を起こす事で表面を傷つけることなく除去する方法です。
原田鉄工ではブラスト加工による物理的な方法と特殊薬品による科学的な方法
どちらの方法でも錆除去する事が可能です。
『ブラスト加工による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐頑固な錆や分厚い塗装・樹脂などの付着物も除去可能
‐重量物・大型品などでも加工可能
‐金属表面を粗面化させる事で塗装・メッキといったコーテイングの密着性向上、剥離防止
デメリット
‐表面を研削するため、傷付く
‐強度の低い製品は変形・破損の可能性
‐小型量産品はコスト的に割高となる
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『特殊薬品による錆・油分・汚れ除去のメリット・デメリット』
メリット
‐表面を傷つける事がない
‐強度の低い製品でも対応可能
‐小型量産品を低コストで対応可能
デメリット
‐除去しきれない可能性がある
‐大型品は形状によって対応できない場合がある
‐除去するために時間を要する
『まとめ』
金属に発生、付着した錆・油分・汚れなどは強度低下や機能不全を引き起こす原因。
「安全性」「品質」「生産効率」など低下、製品寿命を大きく短縮させ重大な事故につながる可能性がある。
早期段階で適切に除去及び防錆処理を行う事でトータルコストを大きく削減できる。
金属表面の錆・油分・汚れを除去する方法は2種類
・ブラスト加工など表面を研磨する物理的な除去方法
・特殊薬品を使用し表面を傷つけない科学的な除去方法
どちらの方法もメリットとデメリットがありますので、製品・目的に適した除去方法を選定する必要があります。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
脱脂処理は油分や汚れなどの付着物を除去する表面処理の方法です。
塗装や接着を行う場合、表面に油分や汚れが残っている状態だと表面に密着する事ができないため簡単に剥がれ落ちてしまう不良が発生します。
そのため『脱脂処理は塗装や接着前には欠かせない重要な工程』となります!
今回は塗装を続けて80年以上の歴史を持つ原田鉄工が脱脂処理の「方法」と「効果」を紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『表面処理について』
表面処理とは「素材表面の性能を向上・改善させたり、新たな性質や機能を与える」加工方法の事です。
塗装も表面処理の1つですが表面をコーティングする事で錆などを防ぐ防錆能力が付与され、見た目が良くなり美観が向上するといった加工となります。
多くの処理方法がありますが有名なのは「塗装」「メッキ」「熱処理」などがあります。
『脱脂処理について』
脱脂処理とは表面に付着した油分や汚れなとを取り除く処理となります。
表面処理の方法であり、塗装や接着する工程の前作業として必要とされる処理です。
この脱脂処理を怠ると、接着不良や塗装不良の原因に直結しますので重要な工程となります。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装不良が発生する原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/217006/
『脱脂処理の方法』
脱脂処理は大型槽に浸漬させる方法などもありますが最も広く行われているのは
有機溶剤となる「シンナー」「ガソリン」「アセトン」や「中性洗剤」「専用のクリーナー」などを使用し、油分・汚れ残りが無いように清潔な布などで拭き上げつ方法となります。
有機溶剤であるシンナー等は洗浄力が高く、揮発性しやすいで作業性が高いのが特徴となります。
中性洗剤は洗浄力と揮発性は低いですが、簡単に入手でき危険性が無いことが特徴です。
『脱脂処理の注意点』
脱脂処理を行う場合にはいくつかの注意点があります。
《有機溶剤の場合》
・取扱に注意が必要で、ゴーグル・マスク・手袋など着用してから使用しましょう。
・可燃性のため火気厳禁となり、冬場などは静電気にも注意が必要です。
・対象の素材によっては溶解する可能性があります。
《中性洗剤・クリーナーの場合》
・付着している油の種類によっては洗浄力が不足している場合があるので注意しましょう。
・揮発性が低いため脱脂処理後は乾拭きを行い、十分乾燥させる必要があります。
・中性洗剤の場合は洗剤残りが無いように、注意する必要があります。
『脱脂処理の効果』
脱脂処理を含む表面処理は塗装工程の中で最も重要とされています。
脱脂処理を行う事で以下の効果があります。
①不良を防ぐ
油分による弾き、密着不良を防止する事が可能です。
②仕上がりの向上
汚れや油分が塗料と混ざり仕上がりが悪くなることを防ぎ、美しくします。
③耐久性の向上
密着不良による塗装の剥離、塗膜の不均一を防ぎ塗装の耐久性を最大限引き出します。
『脱脂処理の規格』
脱脂処理にはSSPC-SP1という規格が広く使用されています。
米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP1は肉眼で見える表面の付着物(油、汚れ、グリース、有機化合物など)を溶剤によって洗浄する必要があります。
【SSPC-SP1】溶剤洗浄で行う表面処理について
https://ja.nc-net.or.jp/company/98405/product/detail/210619
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『まとめ』
脱脂処理とは「油分や汚れを除去する処理」
塗装工程で最も重要とされる表面処理の一つとなります。
脱脂処理に使用する溶剤や洗剤は数多くありますが、長所と短所がありますので素材や付着している油分・汚れを考慮して選ぶ必要があります。
脱脂処理を行う事で表面の密着性・仕上がりだけではなく耐久性までを向上させることができます。
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎脱脂処理(英語:Degrease)
塗装前に材料表面に付着したゴミや油分を取り除くために有機溶剤(シンナー等)で洗浄を行う事。
油分が残っていると塗料がはじかれたり、付着不良が起こる可能性がある。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト後の表面粗さ「Ra」「Rz」「RzJIS」について】
ブラスト加工は研削材を高速でぶつける事により表面を研削し、不純物を除去しながら表面を粗面化する加工方法です。
「ブラスト加工後の表面の粗さについて」「表面粗さとは?」「表面粗さの測定方法」「代表的な表面粗さのパラメーターであるRa/Rz/RzJIS」について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『そもそも表面粗さって何?』
表面粗さとは物体表面の細かい凹凸の程度を評価する指標です。
表面粗さの大きい表面はザラザラしており、逆に小さい表面はツルツルしています。
見た目や肌触りなどで何となく表面粗さは分かりますが、この表面粗さは見た目や質感だけでなく、機能や特性にも作用する重要な要素です。
そのため検査を行い、数値化する事で品質が一定水準に保たれるようにした製品が多くあります。
表面粗さの数値によって変化する機能や特性は以下のようなものがあります。
[接触部や接合部など]
・表面粗さが大きい場合は摩擦抵抗が大きくなる。
・表面粗さが小さい場合は気密性、密着性などが高くなる。
[塗装]
・塗料のぬれ性や厚み、密着性などに影響を与えます。
上記の理由より年々表面粗さはその重要性を高めており、表面の凹凸を数値管理する必要性が求められています。
またこの表面粗さは面粗度と呼ばれることもあり、JISやISOにて規格化されています。
『表面粗さの測定方法』
表面粗さの測定方法は大きく「接触式」と「非接触式」の2種類になります。
[接触式]
現在最も主流となっている方法です。
ダイヤモンド製の尖った触針で表面をなぞる事で凹凸数値を読み取る仕組みです。
なぞった狭い範囲しか測定できないので、測定範囲によって結果にバラつきが多くあるデメリットがあります。
[非接触式]
レーザーなどの光を用いて表面の凹凸数値を細かく読み取る仕組みです。
凄い機械だと3次元で正確に広い範囲を測定する事ができるそうです。
内径や影になる部分が測定できない事と設備が非常に高価というデメリットがあります。
『代表的な表面粗さのパラメーター』
表面粗さを表すパラメーターには算出方法が異なる多くの種類が存在します。
代表的に広く使用されている3つのパラメーターについて紹介します。
①算術平均粗さ[Ra]
機械加工などの表面粗さを評価する際に多く使用されるパラメーターです。
中心線より上にある凸部分の面積と、下にある凹部分の面積を足して測定した長さで割った数値となります。
簡単に言えば、表面の凹凸の平均値となります。
平均化されているため部分的にできた大きなキズなどの影響を受けにくく、表面粗さを評価する上で安定した結果を得やすいパラメーターです。
②最大高さ粗さ[Rz]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで最も高い凸[Rq]の数値と、最も低い凹[Rv]の数値の合計となります。
こちらは比較的分かりやすいと思いますが、単純に最高点と最低点の距離です。
部分的にできた大きなキズの影響を大きく受けてしまうので、Raと合わせて評価する場合があります。
旧規格の場合では[Ry]や[Rmax]といった表記になっています。
③10点平均粗さ[RzJIS]
ブラスト加工などの表面粗さを評価する際に多く使用されるパラメーターです。
測定したなかで1番高い凸から5番目までの平均値、1番低い凹から5番目までの平均値これらの合計値となります。
[Rz]より1~5番目までを平均化しているので、安定した結果を得やすいパラメーターです。
しかしISO(国際標準化機構)より除外されてしまいましたが、国内では広く普及していたためJIS(日本産業規格)のみで定義されています。
JIS'94の古い規格では[Rz]と定義されていたので、古い図面や仕様書では10点平均粗さが[Rz]の規格として記載されている場合あります。
現在の規格最大高さ粗さ[Rz]と混同しないように注意が必要です。
『ブラスト後の表面粗さについて』
表面粗さの測定は一般的にコンマ数µm~数十µmの表面の微細な凹凸を測定します。
1μm(マイクロメートル)=0.001mmです。
非接触式については測定の実績が無いので詳しくは不明ですが接触式の場合、物凄く細かくデータを取るため基本的に測定する範囲はかなり狭く20mm程度です。
なので測定する位置を数cm変えるだけで結果の数値も大きく変わってしまいます。
原田鉄工で実際ブラスト加工した場合の表面粗さの目安を紹介します。
・グリットブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 8µm ~ 13μm
最大高さ粗さ[Rz] 40μm ~ 65μm
10点平均粗さ[RzJIS] 40μm ~ 55μm
・サンドブラスト 表面粗さの目安 《対象素材 SS400》
算術平均粗さ[Ra] 6µm ~ 14μm
最大高さ粗さ[Rz] 35μm ~ 65μm
10点平均粗さ[RzJIS] 35μm ~ 60μm
※測定箇所が少し変わるだけで測定結果は大きく変化するので、あくまで目安となります。
原田鉄工の場合はグリットブラストもサンドブラストでも同じような表面粗さとなります。
またブラスト加工後の表面粗さは「加工対象物の素材・硬度」「研削材の素材・形状」「エアー圧力」「加工時間」によっても大きく変化します。
試作と測定が必要とはなりますが、おおよそなら調整が可能ですので特定の表面粗さが必要な場合でもお気軽にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
原田鉄工では金属の表面を梨地に変える「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
ブラスト処理、塗装などでお困りでしたらお気軽にご相談ください。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎表面粗さ(英語:Surface roughness)
物体表面の凹凸を評価する指標
表面粗さは面相度と呼ばれることもあり、JISやISOにて規格化されている。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【汚れ・キズから表面を守る養生!現場で使われている道具と方法】
現場作業では作業に取り掛かる前に必ず「養生」を行う必要があります。
現場でよく言われる養生とは表面を汚れ・キズなどから表面を保護するために行う作業の事を指します。
今回は養生についてよく使用されている道具と方法について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『養生とは?』
養生とは一般的に健康状態の維持を心掛ける、病気やケガなどからの回復に努めるなどの意味で使われます。
しかし、工事現場や建設・道路工事、塗装現場などの現場作業における「養生」は少し意味合いが異なります。
マスキングとも呼ばれたりしますが現場作業の養生とは「汚れ、傷、破損から守る」ための作業の事を指します。
『養生が必要となる場面』
養生を怠ってしまうと大切な製品の破損や精度低下、周囲に多大な迷惑が掛かるため
大きなトラブルの元となってしまいます。
様々な職種や場面でも養生は必要となります。
・引っ越し
搬出・搬入する経路の壁や床などが損傷しないように保護シートを貼る。
家財道具が破損・傷付かないようエアキャップなどの緩衝材で包む。
・工事現場
周囲に粉塵や騒音などの被害が無いように足場全体をシートで被う。
車両など工事によって汚れなどの影響がある場合には不繊布性のカバーで覆う。
・塗装現場
塗装不要箇所に塗料の付着が無いようにテープやシートで隠す。
周辺に塗料の飛散を防止するために、作業環境周辺を覆う。
地味で大変な作業ですが、養生を丁寧に行う事によって仕上がり向上やトラブルを回避する事ができますので、作業現場ではまず最初に取り掛かる作業となります。
『養生に使用する道具と使い方』
養生は「目的」や「対象物の形状」、必要となる「強度」や「範囲」によって使用する道具を使い分ける必要があります。
そのため各メーカーより色々な養生資材が販売されていますが、今回は代表的な養生に使用されている道具と使い方について何点か紹介します。
・マスキングテープ
養生のみでなく、近年には様々な模様やキャラクターがプリントされた装飾用テープとしても人気のマスキングテープです。
養生としての使い方はキズや汚れが付かないようにテープを貼って覆い隠す、その他養生資材を固定するために使う事が多いです。
特徴としてはものすごく薄いテープなので強度は低いですが、切ったり貼ったりの加工が容易に可能で、粘着力が弱いため剥がした時の糊残りや製品を損傷する可能性が低いです。
・ガムテープ(養生テープ)
資源ごみ、可燃ごみなどゴミ出しには欠かせないガムテープです。
こちらは養生テープと呼ばれる粘着力を弱くしたものと、ガムテープがあります。
養生テープの使い方は基本的にマスキングテープと同じような形です。
ガムテープの種類にはテープに繊維を含ませた布テープと呼ばれるものもあり、布テープは厚みがあり粘着力・強度が高いので原田鉄工ではブラスト加工時などに加工が不要な部分へ数枚重ねて張り付ける事で強力な養生を行っています。
・マスカー
テープに透明なビニールシートが付いたマスカーです。
テープを1ヵ所貼るだけで広範囲を一度に覆い隠すことができます。
ビニールシートはものすごく薄いので強度は低いですが、接触の可能性が低い部分や
粉塵の飛散・付着の防止などに活用します。
原田鉄工では塗装時、広い範囲で無塗装箇所があった場合などに張り付けたり、周囲で別の塗装を行う、出荷前の汚したくない製品などへ貼り付け養生を行ってます。
・段ボール
梱包もできるし、養生もできる万能な段ボールです。
段ボールにはよく見る紙製とプラスチック製の2パターンあります。
プラスチック製はもちろん、通常の紙製段ボールも実はかなりの強度があります。
また切ったりする加工も容易なので、原田鉄工ではブラスト・塗装加工時に広範囲を養生する場合などは段ボールを使用しています。
・ボルト、ゴム栓
タップ穴と呼ばれるネジが切ってある穴、細かい機械精度で開けてあるリーマ穴など精度が必要となっている穴を塞ぐのに使うのがボルトやゴム栓です。
こちらは穴に色々な規格があり、多くの種類があるのでそれに対応するボルトやゴム栓も多種多様にあります。
ボルトを使用した場合は養生に時間がかかりますが、回す以外で外れる事が無いので確実な養生ができます。
ゴム栓は先端が細い円錐状なので差し込むだけで簡単に養生が可能ですが、簡単に外れる事もあるので注意が必要です。
『養生作業の注意点』
養生を丁寧に行えば、必要な範囲のみをキッチリ加工する事ができます。
ただし手順や養生資材の選定を間違えると…
せっかく頑張ってやった養生が機能せず不必要な範囲まで加工を行ってしまったり、周辺とのトラブルの元などになりかねません。
養生作業における注意点をいくつか紹介します。
「脱脂処理は確実に!」
テープを張り付けて養生を行う場合、強度や粘着力が必要とされる箇所には事前に油分やゴミを除去するための脱脂処理を行いましょう。
雨風のある屋外などの環境下、強度が必要となる部分などは脱脂処理を行う事で剥がれず、しっかりと密着し保護する事が可能となります。
脱脂を行う対象が樹脂や繊維の場合は使用する洗浄剤によって変形・損傷する可能性がありますので、洗浄剤と素材の組み合わせには注意が必要です。
「隙間はNG」
作業する内容にもよりますが、塗装作業などでは養生テープが少し浮いていた、少し隙間が空いていただけでも養生は全く機能しません。
隙間から塗料が飛散し、大きなトラブルの原因となる事も。
隙間なく確実に養生を行う必要があります。
「適正な養生資材を選ぶ」
養生資材には多くの種類がありますが、養生を行う目的や形状によって適切なものを選ぶ必要があります。
広い範囲で高い強度が必要な場合は段ボール、低い強度の場合はマスカー。
狭い範囲で高い強度が必要な場合は布テープ、低い強度の場合はマスキングテープ。
不適切な養生資材を使用した場合は余分に資材や時間が必要となったり、最悪の場合、養生の強度が足りず製品が損傷してしまう事も。
しっかりと必要となる強度に見合った養生資材を選定しましょう。
『まとめ』
現場作業における「養生」とは対象物や周辺を「傷や汚れから守る」もの。
しっかりと養生を行うからこそ、その後の作業が安心して確実に行える。
養生資材は色んな種類がありますが養生作業の目的、対象物の形状や必要となる強度などを考慮して適切な養生資材を選定する必要があります。
製品の仕上がりや損傷の有無を決定する「養生」は実は非常に重要な作業です!
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
ご依頼いただく製品の養生作業も、もちろん承っております。
「養生の仕方が分からない」「養生資材が無い」などお困りでしたら是非お気軽にご相談ください。
複雑な形状などでもしっかりと養生を行います!
また可能であれば養生した製品の加工依頼もお待ちしております。
強度的に不十分な場合などは弊社で少し修正を行いますので、ご安心下さい。
【脱脂処理】塗装のプロが脱脂の方法と効果を教えます!
https://ja.nc-net.or.jp/company/98405/product/detail/244449
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト加工とは?エアーブラスト・ショットブラスト・ウェットブラスト・バキュームブラスト】
ブラスト加工(ブラスト処理)とは研磨材・研削材・メディアと呼ばれる粒子を製品表面に衝突させる表面処理加工の1種です。
表面を「削る」「付着物を除去する」「改善する」といった効果があります。
ブラスト加工は「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しています。
ブラスト加工の方法とそれぞれの特徴について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工について』
ブラスト加工とは圧縮した空気の力や高速回転するインペラ(羽根車)の遠心力を利用する事で、「研磨材」と呼ばれる粒子を加工対象の表面へ衝突させ加工を行います。
ブラスト加工は材料の表面に加工を施すことで、表面の性質・機能性を向上させる「表面処理」の一種となります。
「素地調整」や「下地処理」などといった塗装の前工程で多く活用されています。
【素地調整の規格とその施工方法について】
https://harada-tekkou.co.jp/pages/57/
『ブラスト加工の目的と効果』
ブラスト加工には素地調整、バリ取り、クリーニング、意匠性の向上、機能性の付与を目的として加工されています。
大きくブラスト加工には3つの効果があります。
①削る
表面を粗く削る事で「面粗し」「密着性の向上」「梨地加工」「下地処理」「研磨」などの効果
②除去
表面の異物を除去する事で「洗浄」「塗装剥がし」「黒皮除去」「バリ取り」「錆取り」などの効果
③改善
表面に強く衝突する事で「疲労強度向上」「耐摩擦性向上」「表面硬化」などの効果
『ブラスト加工に使われる研磨材』
ブラスト加工に使われる粒子は研磨材・研削材・メディアなどと呼ばれています。
ブラスト加工においての研磨材とは「噴射・投射する事が可能な粒子」です。
そのため使用されている研磨材は多くの素材・形状・サイズのものが流通しています。
加工対象となる製品の素材や加工目的によって、適切な研磨材を選定する必要があります。
【ブラスト研削材の種類と特徴ついて】
https://00m.in/IJVdo
『ブラスト加工4種の加工方法と特徴』
どれも研磨材となる粒子を表面に衝突させ、加工する仕組みは同一です。
①エアーブラストエアーブラスト(別名:乾式ブラスト)
コンプレッサを使用し、圧縮した空気(エア)を利用する事で研磨材を吹きつけます。
作業員が加工を行う「手動式」、ロボットによる「自動式」があります。
使用する研削材によって一般的な呼び方が異なります。
砂 = サンドブラスト、グリット(多角形状の鋼) = グリットブラスト、ドライアイス = ドライアイスブラストなどここから多くの種類に分類されます。
エアー圧力と研削材を変更する事で研削力・仕上がりを調整できる特徴があります。
加工目的は下地処理としての粗面化、錆や汚れなどの除去、塗装剥離、梨地加工など多岐にわたります。
[メリット]
・脆く割れやすいガラス~重量のある鋼など豊富な種類・サイズを使用できる。
・ノズルを変更する事で、配管内部や入り組んだ内面など特殊な部分も加工可能。
・複雑な形状でも加工可能で、対応できる素材の幅が最も多い。
[デメリット]
・圧縮した空気を一緒に研削材を発射するので、研削材・粉塵が広範囲に飛散する。
・圧縮した空気の力で強度の無い製品は変形・歪みなどが発生しやすい。
・作業員の防具の他、集塵装置や研削材の回収装置、コンプレッサなど設備が必要。
②ショットブラスト(別名:機械式ブラスト)
モーターでインペラ(羽根車)を回転させ、遠心力を利用し研削材を投射します。
製品をセットするだけで自動で加工する仕組みとなります。
ショットと呼ばれる金属製球状の研削材を使用する事がほとんどです。
自動で広範囲に研削材が投射できるのが特徴で、大面積・多ロットの加工に適しています。
加工目的はバリ取り、表面研磨、梨地加工、疲労強度向上のピーニング処理など。
[メリット]
・構造的にシンプルかつ自動な為、設備とコストを抑える事が可能。
・広範囲に研削材を投射するので、大面積の加工が容易。
・球状の研削材を使用するため、粉塵の飛散が比較的少ない。
[デメリット]
・一定の方向・距離・角度から投射するので、複雑な形状などは加工が難しい。
・加工する力を調整できないので、精度の高い加工には向かない。
・使用可能な研削材の種類が少なく、対応できる加工に限りがある。
③ウェットブラスト(別名:湿式ブラスト)
エアーブラストと似たような仕組みですが、圧縮した空気の力を利用して水と研削材を混ぜたものを発射します。
作業員が加工を行う「手動式」とロボットによる「自動式」があります。
水と研削材を混ぜる事によって通常では制御できない微粒子を研磨剤として使用し、精密加工ができるのが特徴です。
加工目的は微細な粗面化、表面研磨、表面洗浄、バリ取り、梨地加工など。
[メリット]
・薄物や電子部品、プラスチックなども損傷を最大限に抑えた加工が可能。
・エアーブラストでは扱えない細かい研削材を使用する事ができる。
・水と研削材を混ぜているため、粉塵がほとんど発生しない。
[デメリット]
・水に弱い、錆びやすい、濡れると性質が変化する素材などは加工できない。
・研削力が低いため、対応できる加工に限りがある。
・エアーブラストにプラスで水を循環させる装置、排水などの装置が必要となる。
④バキュームブラスト(別名:吸引式ブラスト)
圧縮した空気の力を利用し、ノズル内で研削材を発射及び回収を行います。
作業員がノズルを押し当てながらブラスト加工を行う仕組みです。
ノズル内で加工を行う為、研削材の飛散・粉塵の発生を防ぐ特徴があります。
加工目的は屋外現場の下地処理としての粗面化、錆や汚れの除去、塗装剥離など。
[メリット]
・屋外作業などでも養生作業不要で加工できる。
・機材設備がコンパクトなので、運搬と設置が容易。
・研削材の飛散が無いので、複数人での作業が可能。
[デメリット]
・研削力が低いので、小面積でも加工に時間と労力がかかる。
・ノズルを密着させる必要があるので、基本的に平滑面の処理となる。
・作業員の防具の他、発電機、コンプレッサなど設備が必要。
『まとめ』
ブラスト加工とは研磨材という粒子を高速で噴射・投射する事で表面の加工を行う。
研磨材には異なる素材・形状・サイズのものが流通している。
「エアーブラスト」「ショットブラスト」「ウェットブラスト」「バキュームブラスト」の4種類の加工方法が広く普及しており、それぞれ使用できる研磨材の種類やメリット・デメリットが異なる。
ブラスト加工を行う「周辺の環境」、加工対象となる製品の「素材」「形状」「強度」、加工を行う「目的」、使用する「研削材の種類」などによってどの方法でブラスト加工を行うのか?選定する必要があります。
原田鉄工では大型エアーブラストを2基設備しております。
研磨材はグリット、サンドを常用しておりますが、その他研磨材にも対応可能ですのでお気軽にご相談ください。
様々な検査、規格に対応し国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
◎ブラスト(1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗装工程における最重要プロセス「ケレン(素地調整)」の完全ガイド】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. はじめに:なぜ「ケレン」が重要なのか
塗装の目的は、対象物の美観を整えるだけでなく、腐食(サビ)から守り、製品寿命を延ばすことにあります。しかし、どれほど高級で高性能な塗料を使用しても、土台となる表面が汚れていたり、サビが残っていたりすれば、塗料は本来の性能を発揮できません。ここで登場するのが「ケレン」という工程です。
「ケレン」は、塗装業界において「素地調整(下地処理)」と同義で使われる言葉であり、塗装の耐久性を左右する最も重要なプロセスと言っても過言ではありません。統計的には、塗膜の寿命の約50%から80%は、このケレンの品質によって決まるとされています。本稿では、原田鉄工の専門的知見に基づき、ケレンの定義から種類、具体的な工法、そしてその効果について深く掘り下げていきます。
2. ケレンの定義と語源
「ケレン」という言葉は、英語の「Clean(クリーン)」がなまったものと言われています。文字通り、表面を「清浄にする」作業を指します。 通常の金属表面には、目に見えるサビだけでなく、酸化被膜(ミルスケール)、古い塗膜、油脂、水分、塵埃などの「異物」が付着しています。これらを物理的・化学的に除去し、塗料が直接金属原子と密着できる状態を作るのがケレンの役割です。
「素地調整と下地処理の違い」
厳密には、以下のように使い分けられることがあります。
素地調整: まだ塗装されていない真っさらな金属(素地)に対して行う処理。主にブラスト加工などが含まれます。
下地処理: すでに塗装されている面や、補修が必要な面に対して行う処理。古い塗膜の剥離や段差修正などが含まれます。 現在ではこれらを総称して「ケレン」と呼ぶのが一般的です。
3. ケレンの4つの目的
ケレンを行う目的は、大きく分けて以下の4点に集約されます。
① 異物の除去
サビ、ミルスケール(黒皮)、油分、塩分、水分などを徹底的に取り除きます。これらが残っていると、塗料の下でサビが進行したり、塗料が浮き上がったりする原因となります。
② 塗料の密着性向上(アンカー効果)
金属表面を適度に粗くすることで、表面積を増大させます。これにより、塗料が微細な凹凸に入り込み、乾燥後に「くさび」のような役割を果たして強固に固着します。これを「アンカー効果」と呼びます。
③ 表面の平滑化
溶接跡のスラグやスパッタ、金属のバリなどを取り除き、表面を滑らかにします。これにより、仕上がりの美観が向上するだけでなく、塗膜の厚みが均一になり、局所的な劣化を防ぐことができます。
④ 塗膜寿命の最大化
前述の通り、適切なケレンは塗膜の剥離やフクレを劇的に減らします。結果としてメンテナンス周期が長くなり、トータルコストの削減に直結します。
4. ケレンの種類と規格(1種〜4種)
ケレン作業は、その清浄度や作業方法によって1種から4種に分類されます。これは鋼構造物塗装設計指針などに基づいた分類です。
第1種ケレン(超高度な処理)
方法: ブラスト法(研削材を高速で衝突させる方法)。
状態: 金属光沢が出るまで完全にサビや黒皮を除去します。
用途: 船舶、橋梁、海洋構造物などの「重防食塗装」が必要な過酷な環境。最も信頼性が高い工法です。
第2種ケレン(高度な処理)
方法: ディスクサンダーやパワーブラシなどの電動工具を使用。
状態: 完全にサビを除去し、活膜(しっかり密着している古い塗膜)以外の異物を取り除きます。
用途: 屋外の一般構造物や、ブラストが困難な現場での補修塗装。
第3種ケレン(中程度の処理)
方法: 電動工具に加え、ワイヤーブラシやスクレーパーなどの手工具を併用。
状態: 浮いているサビや剥がれかけた塗膜を除去しますが、強固に付着しているサビや塗膜は残る場合があります。
用途: 一般的な建物の鉄部塗り替え、腐食が比較的軽微な場所。
第4種ケレン(軽微な処理)
方法: 手工具による清掃、研磨紙(サンドペーパー)による足付け。
状態: 表面の汚れや粉化した塗膜(チョーキング)を除去する程度の清掃。
用途: 新品の鋼材でサビがない場合や、非常に状態の良い既存塗膜への重ね塗り。
5. ブラスト加工による究極のケレン
原田鉄工が最も得意とするのが、この第1種ケレンに該当する「ブラスト加工」です。ブラストは、圧縮空気や遠心力を用いて、砂や金属の粒(グリット・ショット)を高速で金属表面に叩きつける手法です。
ブラストの優位性
電動工具や手工具では届かない微細な凹部や、強固に焼き付いたミルスケールも、ブラストであれば一瞬で粉砕・除去できます。また、表面全体に均一な粗度(粗面)を形成できるため、他の工法とは比較にならないほどの圧倒的な密着強度を確保できます。
研磨材の選定
サンドブラスト: 砂(珪砂など)を使用。主にクリーニングや梨地仕上げに適します。
グリットブラスト: 鋭角な金属片を使用。非常に高い研削力があり、重防食塗装の下地に最適です。
ショットブラスト: 丸い金属球を使用。表面の強化(ピーニング効果)も期待できます。
6. ケレン作業における注意点と品質管理
ケレンは「やった直後」が最も重要です。
迅速な塗装
ブラスト等で露出した純粋な金属面は、非常に活性が高く、空気中の水分と反応して瞬時に「戻りサビ」が発生し始めます。そのため、ケレン終了後、通常は4時間以内、遅くとも当日中にプライマー(下塗り)を塗装することが鉄則です。
環境条件
湿度が高すぎる(85%以上)場合や、鋼材表面温度が露点より3℃以上高くない場合は、目に見えない結露が発生している可能性があるため、作業を中断する必要があります。
清掃の徹底
ケレンによって発生した粉塵や研磨材の残骸が表面に残っていると、それがそのまま塗膜内部に閉じ込められ、欠陥の原因となります。塗装直前の入念なエアブローや真空掃除が欠かせません。
7. 原田鉄工の強み:一貫施工と大型設備
原田鉄工は、中国地方最大級の大型ブラスト設備を有しています。これにより、以下のような他社にはない強みを提供しています。
大型製缶品への対応
橋梁の部材やプラント設備、船舶の大型パーツなど、他社では入り切らない巨大な製品も、そのままブラスト室に入れて丸ごとケレンすることが可能です。分解の手間を省き、構造物全体の防食性能を均一に保ちます。
徹底した検査体制
ケレン後の表面清浄度は、標準図との比較や表面粗度計を用いた数値管理によって厳格にチェックされます。経験だけに頼らず、データに基づいた品質保証を行っています。
一貫体制によるコスト削減
「設計・製缶」から「ケレン・塗装」、さらには「組立・検査」まで自社工場内で完結するため、物流コストの削減や納期短縮が可能です。また、各工程の責任主体が明確であるため、高度な品質管理が実現します。
8. おわりに:持続可能な社会のために
現代社会において、インフラや産業機械の長寿命化は、資源の有効活用と環境負荷低減の観点から非常に重要な課題です。適切なケレンを行い、強固な防食塗装を施すことは、製品を20年、30年と持たせるための「先行投資」です。
原田鉄工は、昭和24年の創業以来、この「ケレン」という地味ながらも過酷な作業に向き合い続けてきました。目に見えなくなる工程だからこそ、一切の妥協を許さない。そのこだわりが、日本の産業を支える数々の構造物の耐久性を守り続けています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
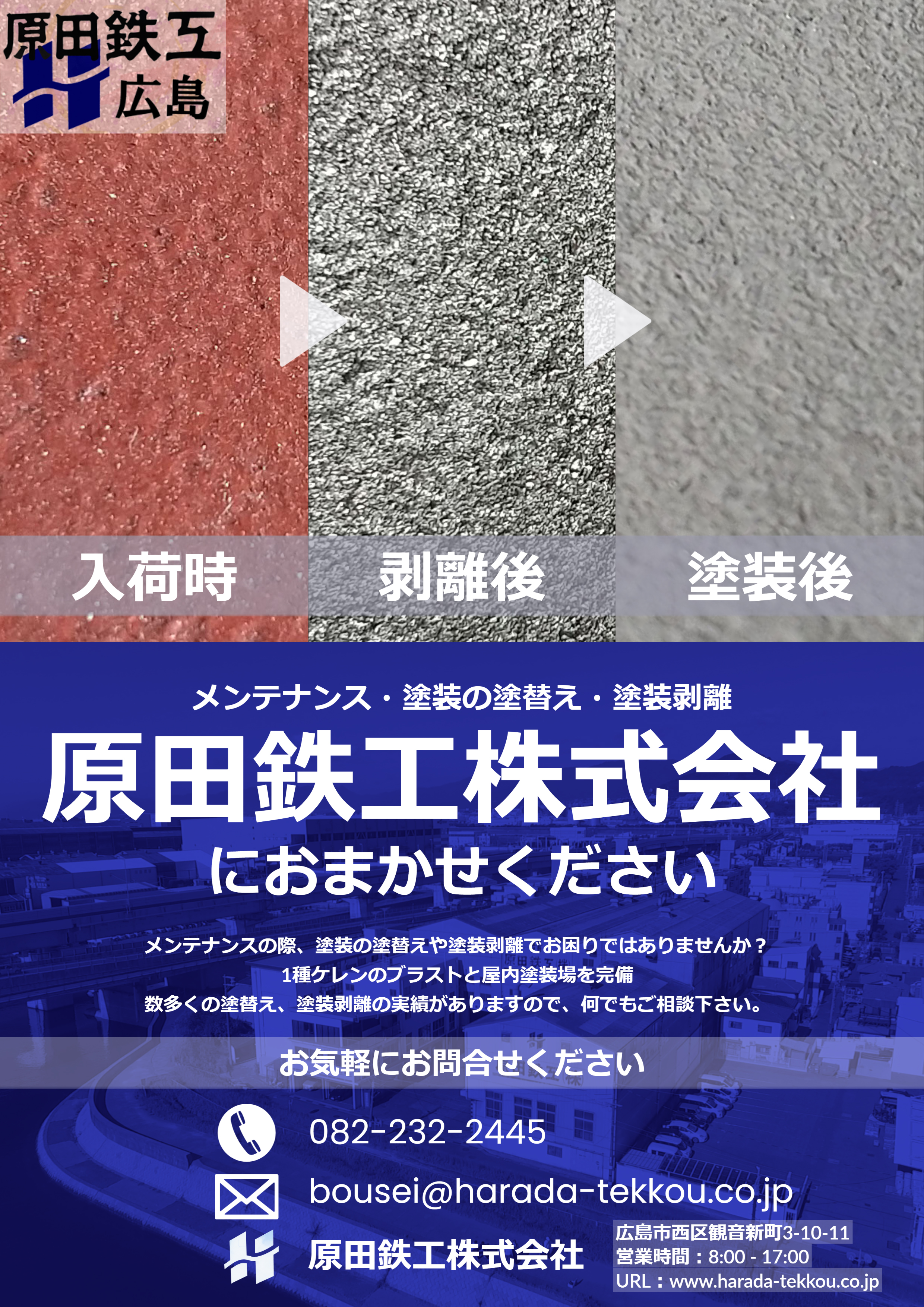
【ブラスト加工業者・メーカーの決定版|原田鉄工が教える素地調整と重防食塗装のすべて】
金属製品の長寿命化や高品質な塗装を実現するために欠かせないのが「ブラスト加工」です。
しかし、ブラスト加工を依頼する際、「どの業者を選べばよいのか」「どのような規格があるのか」と悩まれる方も少なくありません。
本記事では、広島を拠点に創業80年以上の歴史を持ち、中国地方最大級の設備を誇るブラスト・重防食塗装のスペシャリスト「原田鉄工株式会社」の知見をもとに、ブラスト加工の基礎知識から、業者選びのポイント、最新の施工事例までを徹底解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. ブラスト加工とは?塗装の寿命を左右する「素地調整」の重要性
ブラスト加工とは、研磨材(メディア)と呼ばれる微細な粒子を金属表面に高速で衝突させ、表面を加工する技術です。
塗装業界では、塗装前に行う表面清浄化作業を「ケレン(素地調整)」と呼びますが、ブラストはこのケレン作業の中で最もグレードの高い手法とされています。
『なぜブラスト加工が必要なのか?』
どれほど高性能で高価な塗料を使用しても、土台となる金属表面にサビや酸化被膜(ミル スケール)、汚れが残っていれば塗膜は数年で剥がれ落ちてしまいます。
統計によれば、「塗膜寿命の約50%〜80%は素地調整(ケレン)の品質で決まる」と言われています。
ブラスト加工を行うことで、以下の3つの決定的効果が得られます。
①徹底した異物除去: サビ、黒皮、旧塗膜、目に見えない塩分や油分を完全に除去し、純粋な金属素地を露出させます。
②アンカー効果の付与: 表面に微細な凹凸(粗面)を形成することで、塗料が「くさび」のように食い込み、驚異的な密着力を生みます。
③製品寿命の延長: 腐食の原因を根本から絶ち、強固な塗膜を形成することで、メンテナンス周期を劇的に延ばし、トータルコストを削減します。
2. ブラスト加工の種類と方式
ブラスト加工には、使用する動力や研磨材によっていくつかの方式があります。
製品の形状や目的に応じて最適な方法を選択することが、メーカーとしての技術の見せ所です。
『代表的な4つの方式』
・エアーブラスト(乾式): コンプレッサによる圧縮空気で研磨材を噴射します。ノズルを自在に操れるため、大型構造物や複雑な形状、タンク内部の施工に最適です。原田鉄工ではこの方式を主力としています。
・ショットブラスト(機械式): 羽根車(インペラ)の遠心力で研磨材を投射します。定型品の大量処理に向いていますが、複雑な凹凸への対応には限界があります。
・ウェットブラスト(湿式): 水と研磨材を混合して噴射します。粉塵が少なく精密な加工が可能ですが、施工後のサビ管理が難しく、特殊な精密部品に用いられます。
・バキュームブラスト(吸引式): 噴射と同時に回収を行う方式で、粉塵を嫌う現場工事などで使用されます。
『研磨材(メディア)の使い分け』
・グリットブラスト: 鋭角な鉄の粒子を使用。研削力が極めて高く、重防食塗装の下地に最適です。
・サンドブラスト: 砂やセラミックを使用。クリーニングや梨地仕上げに適しています。
・ガラスビーズブラスト: 表面を傷つけすぎず、美しい光沢やバリ取り、ステンレスの仕上げに用いられます。
3. 国際規格(ISO/SSPC)とケレン区分
ブラスト業者に依頼する際、重要になるのが「清浄度」の規格です。原田鉄工では、国内外の厳しい規格に対応した施工を行っています。
『ケレンの分類』
・第1種ケレン(ブラスト法): 完全に金属光沢を露出させる最高グレード。船舶や橋梁など、過酷な環境下の構造物に必須です。
・第2種ケレン(電動工具): ディスクサンダー等を使用。ブラストが困難な部位などに用いられます。
『国際的なブラスト規格』
・ISO規格(Sa3 / Sa2.5 / Sa2): 世界的に普及している規格。Sa3は完全に不純物がない状態を指します。
・SSPC規格(SP5 / SP10 / SP6): アメリカの鋼構造物塗装協会が定める規格。海洋プラントや重工業分野で広く用いられます。
原田鉄工ではこれらの規格に基づき、熟練の専門検査スタッフによる徹底した品質管理を行っています。
4. ブラスト加工メーカーとしての「原田鉄工」の強み
広島から全国へ、高品質なブラスト・塗装を提供する原田鉄工には、選ばれる理由があります。
『中国地方最大級の大型設備』
幅7m × 奥行10m × 高さ3.5mの大型ブラストルームを2基完備。
10トンまでの大型製缶品や、10mを超える長尺物にも対応可能です。
さらにグリットブラスト用とサンドブラスト用の専用室を分けることで、材質に合わせた最適な処理をスピーディに行います。
『ブラストから塗装までの一貫施工』
ブラスト後の金属表面は非常に活性化しており、放置すると数時間で「戻りサビ」が発生します。
原田鉄工では、ブラスト設備と塗装工場を併設。
「ブラスト後4時間以内のプライマー塗装」を鉄則としており、理想的な防食性能を確保します。
『80年の実績が支える「重防食塗装」』
海上や水中といった過酷な環境で使用される構造物の保護を専門としてきました。
エアレス塗装機を駆使し、規定の膜厚をムラなく管理する技術は多くのインフラ・プラントメーカーから高い信頼を得ています。
ステンレスへの特殊塗装やアルミの剥がれない塗装など、難易度の高い素材にも対応可能です。
5. ブラスト加工の施工事例と対応範囲
原田鉄工では、多種多様な業界の製品を扱っています。
・橋梁、土木:橋桁、鉄骨、重機、設備、防護柵、海上または海中構造物。
・プラント設備:タンク、配管、サポート、圧力容器、フレーム、架台、鋼構造物。
・造船、海洋:船体部品、甲板設備、海中構造物。
・産業機械:建設機械部品、産業機械部品、搬送装置、駆動部品、大型構造物。
・インテリア:装飾品等の特殊梨地仕上げ、美装塗装。
手動式エアーブラストを採用しているため、複雑な溶接構造物や機械では届かない「内径部や隅肉部」まで余すことなく熟練の職人が1点1点丁寧に施工します。
6. ブラスト業者選びで失敗しないためのポイント
信頼できるブラストメーカーを選ぶには、以下の3点を確認することが重要です。
①設備規模と対応重量: 依頼したい製品が無理なく入るか、クレーン容量は十分か。
②塗装までの一括対応: 運送コストの削減だけでなく、ブラスト直後の塗装が可能かどうかが品質の鍵です。
③規格への理解と検査体制: ISOやSSPCといった規格に準じて対応、適切な検査データ(膜厚・環境管理・使用した塗料の詳細情報などを含めた塗装報告書)を提出できるか。
原田鉄工はこれらすべての条件を満たし、お客様の製品に「最高の鎧」をまとわせるお手伝いをいたします。
7. まとめ:広島のブラスト・塗装なら原田鉄工へ
ブラスト加工は完成してしまえば目に見えない工程です。
しかし、その「目に見えないこだわり」こそが、製品の価値を決め社会インフラの安全を守ります。
「サビを完全に落としたい」「塗装を長持ちさせたい」「大型品の処理に困っている」といったお悩みがあれば、ぜひ原田鉄工株式会社へご相談ください。
創業より培った経験と最新の大型設備、そして徹底した品質管理で、お客様の期待を超える仕上がりをお約束します。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
-------------------------------------------------------------------------------------------------
お問い合わせ・お見積りはこちら
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
対応エリア:広島を中心に全国対応(大型品輸送もご相談ください)
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【技術解説】なぜブラストが「最強の防錆」なのか?4つの加工方式と密着のメカニズム
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「塗る」前の工程が、製品寿命を10年変える
鋼構造物のメンテナンスにおいて、最もコストパフォーマンスに影響を与えるのは「塗料のグレード」ではなく、実は「ブラスト加工の質」です。
ブラスト加工は単に表面のサビを落とすだけの工程ではありません。
鋼材の表面を物理的に作り変え、塗料が持つ本来の防食性能を200%引き出すための「科学的な下地作り」なのです。
2. 塗料を「食いつかせる」投錨(とうびょう)効果とは
ブラスト加工の最大のメリットは、表面に微細な凹凸を作る「アンカーパターン(表面粗さ)」の形成にあります。
この凹凸に塗料が入り込むことで、まるで船の「錨(いかり)」を下ろしたかのように塗膜が鋼材と一体化します。
これが「投錨効果」です。
この状態を作ることで過酷な塩害地域や湿潤環境でも、剥がれや膨れを寄せ付けない強固な保護層が完成します。
3. 現場に合わせた「4つのブラスト方式」の使い分け
ブラスト加工には対象物の形状や材質、施工環境に応じて主に4つの方式があります。
エアーブラスト: 複雑な形状や大型構造物に最適。熟練工による精密なコントロールが可能。
ショットブラスト: 大量の鋼板や型鋼を効率よく処理。自動化による安定した品質が特徴。
ウェットブラスト: 粉塵を抑えたい環境や、精密な表面仕上げが求められる場合に有効。
バキュームブラスト: 投射と回収を同時に行う。現場での部分補修などに適したクリーンな工法。
それぞれの方式にはメリットとデメリットがあり、これらを正しく選定することがコスト削減と品質向上の両立(VE提案)に繋がります。
4. 「一貫体制」が生む、ブラスト後の黄金時間
ブラスト加工で露出した純粋な金属面は、非常に酸化しやすく、放置すれば数時間で「戻り錆」が発生します。
原田鉄工では大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」を構築しています。
加工直後の最も清浄な状態を維持したまま、最適なタイミングで塗装工程へ移行。
このスピード感こそが、屋外施工や外注分離では決して真似できない「圧倒的な長寿命化」の根拠です。
💡 ブラスト加工の詳細な仕組み・工法比較はこちら
各ブラスト方式のより詳しいメカニズムや、被加工物ごとの最適な工法選定ガイドについては、弊社公式サイトの技術解説ページにて図解入りで詳しく公開しております。
設計段階での仕様検討や、品質基準の策定にぜひお役立てください。
▼ ブラスト加工の仕組みと種類(詳細解説ページ)
https://harada-tekkou.co.jp/pages/61/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎アンカーパターン
ブラスト処理などで金属やコンクリート表面へ形成される、細やかな凹凸(粗面)のこと。
塗料の密着性を大幅に高め、剥がれにくくする「アンカー効果」をもたらします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【完全ガイド】鋼構造物を守る「塗料選定」の基本。環境に合わせた最適な防食仕様とは
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「高い塗料」が必ずしも「最良」ではない
重防食塗装の世界には安価なものから高機能なものまで無数の塗料が存在します。
しかし、高価なフッ素塗料を塗ればすべて解決するかというと、そうではありません。
大切なのは、その構造物が「どこにあり」「何を目的とし」「あと何年持たせたいか」という条件に塗料の特性を合致させることです。
2. 代表的な塗料とその役割
重防食塗装では、通常「下塗り・中塗り・上塗り」を組み合わせた層状の塗膜を形成します。
下塗り(防錆): ジンクリッチペイントなど。鋼材と直接接し、化学的にサビを抑制します。
中塗り(遮断): エポキシ樹脂塗料など。塗膜の厚みを確保し、水や酸素の浸入を物理的にブロックします。
上塗り(保護): フッ素樹脂やポリウレタン樹脂など。太陽の紫外線や雨風から、下層の塗膜を保護します。
3. 環境条件による「選定の公式」
設置環境によって、腐食のスピードは劇的に変わります。
海岸部(塩害地域): 強力な犠牲防食作用を持つジンクリッチペイントが不可欠です。
工業地帯(腐食性ガス): 耐薬品性に優れた塗料構成が求められます。
一般地域: コストと耐久性のバランスを重視した仕様が経済的です。
これらを無視して過剰なスペックを選べばコストの無駄になり、逆に不足すれば数年でサビが再発し、補修費用が膨らむことになります。
4. VE提案:LCC(ライフサイクルコスト)を最適化する
私たちは、単に指定された塗料を塗るだけでなく、設計段階からのVE提案(バリュー・エンジニアリング)を得意としています。
例えば「初期コストは10%上がるが、メンテナンス周期が2倍に延びる」といったシミュレーションを行い、お客様の資産にとってトータルで最も安くなる仕様を導き出します。
💡 塗料ごとの特性比較・環境別選定チャートはこちら
具体的な塗料(エポキシ、ウレタン、フッ素、シリコン等)の詳しいメリット・デメリットや、環境に合わせた標準的な塗装仕様の組み合わせ表については、弊社公式サイトの技術解説ページにて公開しております。
現場の状況に合わせた「失敗しない塗料選び」の資料として、ぜひご活用ください。
▼ 塗料の種類と選定基準(詳細解説ページ)
https://harada-tekkou.co.jp/pages/72/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
金属塗装の教科書|プロが実践する仕上がりを綺麗にするための鉄則と手順
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

自動車・航空機・建機・産業用機械・半導体製造装置などの精密部品の切削加工・検査
「短納期対応(1週間)!アルミダイカスト用試作加工治具|40年の実績|広島から全国対応」
製造現場の課題を素早く解決する、短納期対応のアルミダイカスト用試作加工治具をご提供いたします。お打ち合わせから最短1週間での納品体制を整え、急なご要望にも柔軟に対応。製造業40年の豊富な経験と、治具設計から部品調達までワンストップで提供できる体制により、高品質な製品を迅速にお届けします。
ソリッドワークスによる3D設計対応で、手書き図面からの最新データ化にも対応。製缶、マシニング、旋盤加工など、多彩な協力工場とのネットワークを活かし、お客様のご要望に合わせた最適なソリューションを提案いたします。自動車T1メーカーへの納入実績も持ち、確かな品質管理体制を確立。さらに、韓国との戦略的な調達提携により、日本品質を保ちながら20%のコストダウンを実現しています。
広島を拠点に、岡山・山口・兵庫・大阪のお客様にもスピーディーに対応可能。お客様の生産性向上と競争力強化に貢献する、信頼性の高い試作加工治具をご提供いたします。
↓ご相談・お見積もり依頼は以下から。お気軽にご連絡ください。↓
https://ja.nc-net.or.jp/company/105369/inquiry/
T.Kクリエーション 児玉鉄矢
〒739-0323 広島県 広島市安芸区中野東6-10-5-13
TEL:082-909-2337(※外出が多い為、ケータイへもご連絡ください。090-4101-8632)
FAX:082-553-0058

順送専用のWクランクの200tサーボプレスを導入しており、現在は高精度の板物を量産加工しております。 NCフォーミングマシンも複数保有しており、複雑な線材加工を一工程(NCフォーミングマシンのみ)で製造することを実現しております。特に大型の両頭NCベンダーを使用することにより、長尺ものの線材加工にも対応可能です。ほか歪みの少ないオーステンバー熱処理、また樹脂のコーティング塗装を内製化しています。
・装飾用樹脂めっき(クロムめっき、プラチナサテンめっき、 3価クロムめっき「ダーク・スーパーダーク色])
・高耐食樹脂めっき(3価クロムめっき [白色])
・2色成形部分めっき
・樹脂射出成形(中空成形・ウェルドレス成形)
・樹脂精密金型の設計・製作
・樹脂部品への塗装・印刷
・金属めっき(環境対応型、亜鉛・クロム)
・新素材・特殊素材(エンジニアリングプラスチック・セラミックス・微粉末など)への表面処理技術

ヨーロピアンテイストあふれる高級感のある表面処理技術!
『プラチナサテンめっき』は、一般的なABS樹脂の他に自動ドアハンドル
などに使用されるPC/ABS樹脂にも対応する表面処理技術です。
ニッケルめっき工程の一部が当技術に置き換わるのみなので、
めっき性能(密着強度・耐食性など)は通常のめっき部品と同等です。
【適応素材】
■般的なABS樹脂
■PC/ABS樹脂 他
樹脂めっき品の新加飾を実現!サテンめっきと3価クロムのコラボ技術
『プラチナサテン チタニウム』は、当社のサテンめっき
「プラチナサテンシリーズ」に高級感と深みのある「3価クロム」を
仕上げることで、よりエレガントな色調とデザイン性の向上を実現する
表面処理技術です。
塩対応3価クロムとコラボすることで極寒地域へのサテンめっき部品として
適応対応が可能になりました。
【特長】
■エレガントな色調
■デザイン性が向上
■極寒地域へのサテンめっき部品として適応対応
■高級ブランドの自動車めっき部品で採用実績あり

樹脂めっき業界トップクラスの黒味を帯びたダーク調3価クロムなどの表面処理が可能!
『ダーク調3価クロムめっき』は、高級感と深みのある
ダーク調の仕上がりを実現する表面処理技術です。
自動車部品で数1年の採用実績をもつ「3価クロム ダーク」などを
ご用意しております。
また、当社のサテンめっき「プラチナサテンシリーズ」との組合せで、
「プラチナサテン チタニウム」に仕上げることも可能です。
【ラインアップ】
■3価クロム ダーク
■ダーク チタニウム
■スーパー ダーク

極寒地で使われる融雪塩への優れた耐食性を実現します!
『超耐久性シルバー調3価クロムめっき』は、耐食性に評価の高い
3価クロムめっきに高級感と深みのあるダーク調(黒色)と、ニーズの高い
シルバー調(白色)を可能にした表面処理技術です。
従来での6価クロムめっきでは劣っていた極寒地の融雪塩への
優れた耐食性を実現します。
【特長】
■塩化カルシウム耐食性試験:1,000時間超異常なし
■キャス試験80時間をクリア
■シルバー調に加え高級感あるダーク調もラインアップ

「プラスチックの機能性」と「めっきの意匠性」を有しためっき技術!
『2色成形部分めっき』は、異なる樹脂2種類を同一成形機で
一体成形する成形方法です。
当社では、2色成形に関する技術(2色成形用の金型作成及び成形技術)を
保有しております。
【特長】
■嵌合時の異音防止
■マスク塗装不要
■軽量化
■コスト削減
■工程削減

耐食性などの性能はそのままに、高級感や色の幅を追求した高い装飾性
当社の樹脂部門では、世界に通用する環境性の向上に取り組み
高い評価を得ている『表面処理技術』をご提供しております。
耐食性にも優れためっきプロセス「白色・黒色3価クロムめっき」や
ホルマリンフリー・リンフリーを実現した「ダイレクトめっき」などの
表面処理を行っております。
ご要望の際はお気軽にご相談ください。
【ラインアップ】
■白色・黒色3価クロムめっき
■ダイレクトめっき
■プラチナサテンめっき
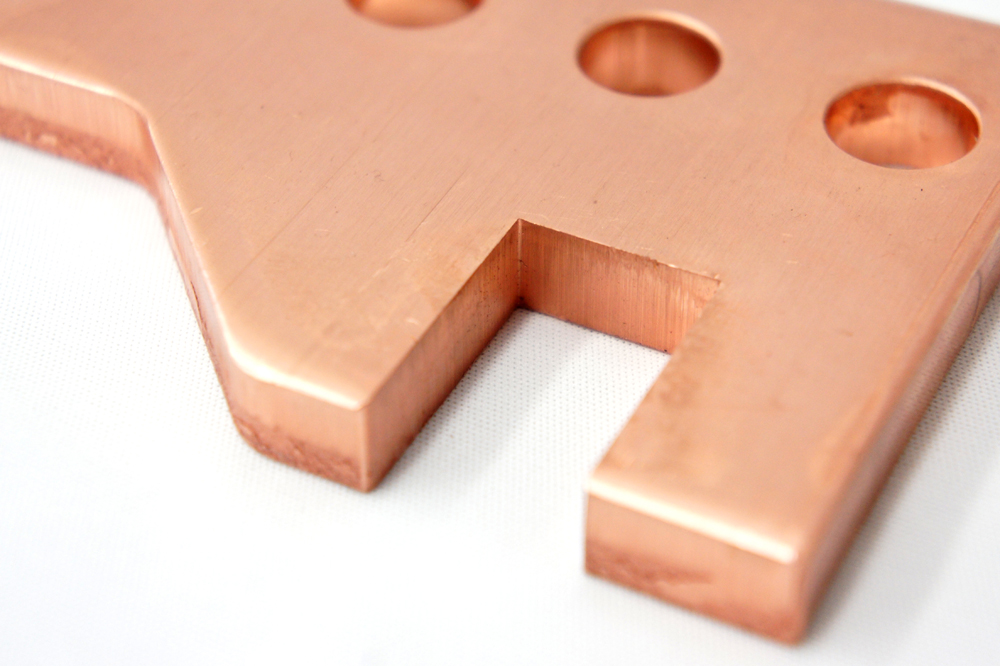
バスバー
材質 C1100 純銅タフピッチ銅
板厚 t7.0mm
用途 導体(コンダクタ)
設備能力 150トンプレス
生産方式 単発プレス
銅のフラットバーを切削加工で生産していたが、プレス加工に工法転換したことで大幅にコストダウンした事例。部分的にせん断面の必要な個所は70%以上で機能を確保
切削レスで厚板の外形穴抜きの量産が可能です。
従来このような厚板の加工は切削加工で行うことが多いですが、当社ではプレスでの加工を可能にしたため、大幅な工期短縮でコストダウンを実現します。
品質面では部分的に精密せん断にすることでクリア。
板厚、品質(公差、平面度、せん断面)などお気軽にお問い合わせください。
また、弊社は銅の実績が非常に多く、材料の取り扱いにも慣れております。
設計から行いますのでご相談ください。
連絡先
株式会社和田製作所
〒720-0017広島県福山市千田町4-17-23
Tel 084-970-0038 Fax084-970-0040
http://www.wadass.co.jp

●バスバー(ブスバー)製造のよくある問題点
接続穴ピッチの位置関係が安定しない。
(材料が銅の場合、材料が柔らかいため、曲げが複数工程に及ぶ複雑な形状になるほど、両端の接続穴のピッチを安定させることは難しくなります。)
接触部分の面積・体積が安定しない。
迅速・大量に生産する方法がない。
高価な銅を材料とするため、歩留まりが悪いと困る。
量産で穴にカエリが発生
●バスバーの形状種類
丸棒の複雑な曲げ加工のバスバー(ブスバー)
フラットバーの板厚7.0mm、幅32mmの銅のバスバー(大型配電盤用ブスバー)
銅の板厚2.3mm、プレス5工程でのバスバー(ブスバー)
順送プレスで加工するバスバー(ブスバー)
など製品の実績が多くあります。
バスバー(ブスバー)製作も和田製作所におまかせください。
■その他得意な加工としては、
・銅(C1100・C1020)材からのバスバー試作から量産まで。
・課題解決に向けてチャレンジする意欲
その他、
・精密プレス加工
・絞り加工(角筒・異形・深絞り)
・インタッププレス
・厚板打ち抜き
・切り曲げ
・複雑な曲げ形状
・順送プレス加工
・プレス後、スポット溶接ASSY、メッキ、塗装
等、順送型・単発型でそれぞれ合ったスタイルで生産を行います。
■用途としては、
・配電盤分電盤等の導体棒
・電気機器類のカバーやケース
・電気機器類の内部部品
・廃水処理フィルタ部品
・土木資材(止水・防水) 等
■海外量産前の試作から量産立ち上げも可能です。
企業母体が日本にある場合は、試作の立ち合いを海外までわざわざ行く必要がない。スピーディーな立ち合いで現物確認や打ち合わせが可能。
日本語でコミュニケーションが取れる為、エンジニア同士の打ち合わせが大変スムーズに行われ、試作や立ち上げまでの一番重要な初期の部分でしっかり作りこみができる。(英語対応も可能)等たくさんのメリットがあります。
■問い合わせ先 Tel 084-970-0038 (管理部宛)
NCネットワークを見たとお問い合わせください。

このプレス型は、デジタル一眼レフカメラの
内臓部品トリミング型です。
Mg射出成形された製品の
「ゲート」「オーバーフロー」「外周のバリ」
これらをトリミング加工を行い、
更に内側、側面の色々な形の穴をピアスするプレス型です。
製品形状も複雑で、
多数の「バリ」や「穴」を抜く為に、
色々な部品を組み合わせた、プレス型も複雑になっています。
更に、各部品の取付け、取り外しが簡素化されており、
トリミングする刃も微調整できる様に可動式にし、
顧客のニーズに合った金型を設計製作しています。
最終的に成形品に合わせる為、各部品を微調整し、
全てのクリアランスを±0.05以内にしています。
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
マグネシウムの射出成型品のゲートをカットするトリミング型です。
製品をセットして、手前に見えている刃で、ゲートをカットします。
金型の完成後、成形品と各部品の微調整を行い、
全てのクリアランスを±0.05以内にしております。
この他にも”バリ”や”穴を抜く工程も1つの金型に、
落とし込むことも可能です。
平和機械では、お客様の要望に合わせた形で、
金型の設計・製作を行っておりますので、
お気軽にご相談下さい。
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2020年11月06日(金)
担当者:寺島

【🔩👨🔧 スプリングシャフト加工 👨🔧🔩】
■概 要
材質:クロムモリブデン鋼(SCM435)
全長:315mm
処理:高周波焼入れ他
使用機械:CNC旋盤(複合旋盤)
作成期間:200本程度で1カ月ほど
■形 状
左ネジ・台形ネジの加工です。
ネジ部がビビらないよう気を付けながら
加工を行っています。
センターに4/3程度の穴が開いており、
芯ブレしないように注意しています。
■組付け
この後、関連部品を作成後、
組付けから、検査まで行い納品します。
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆

【材 質】 KD11S 鉄
S50C
【全 長】 300mm程度
【 ロット 】 1~(要相談)
【業 界】 自動車業界 機械加工治具
【工 法】 設計製作
機械加工
焼き入れ
エアー配管
組付け など・・・。
【特 徴】 設計・製作・組付けまで当社で行います。
マグネシウムの射出成型品に、
追加工を行う為の治具です。
お見積をご希望の方は、下の方にあります
【▶️資料請求・お問合せ】からでも、
見積対応可能ですので、お気軽にご相談下さい♬
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2021年04月21日(水)
今日は民放の日
担当者:寺 島 🐱

【 トリム型に使用する1部品 】
KD11S 鉄 Mg射出成型品 トリム型 穴バリカット
(焼き入れ前ver)
【材 質】 KD11S 鉄
【板 厚】 t=34.00
【全 長】 70mm程度
【 ロット 】 1~(要相談)
【業 界】 自動車業界 トリム型(穴バリカット)
【工 法】 設計製作
機械加工
写真は熱処理前です。
焼入れ後、研磨やワイヤーカットで仕上げます。
【特 徴】 設計・製作・組付けまで当社で行います。
マグネシウムの射出成型品のトリム型に使用される一部品です。
写真のような部品がたくさん集まって、1つの治具になります。
最終的に、現品(射出成型品)と合わせて調整まで行います。
お見積をご希望の方は、下の方にあります
【▶️資料請求・お問合せ】からでも、
見積対応可能ですので、お気軽にご相談下さい♬
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2021年04月22日(木)
今日はアースデー🌎✨
担当者:寺 島 🤞🏼
\ 金型・治具の 設計 製作 組付け すべて当社で可能です /
【 トリム型に使用する1部品 】
KD11S 鉄 Mg射出成型品 トリム型 穴バリカット
(焼き入れ後ver)
【材 質】 KD11S 鉄
【板 厚】 t=35程度
【全 長】 40mm程度
【 ロット 】 1~(要相談)
【業 界】 自動車業界 トリム型(穴バリカット)
【工 法】 設計製作
CAD/CAM
マシニング加工
複雑形状加工
切削加工
焼入れ
研磨
ワイヤーカット
【設 備】Master Cam VERSION X
Mycenter-1xif
Mycenter-2xif
MC-800VG-Ⅱ型
ROBOCUTα-1id
ROBOCUTα-0id
三次元測定機
Mitutoyo
ワイヤカット放電加工機
【特 徴】マグネシウムの射出成型品のトリム型に使用される一部品です。
焼入れ後は、硬くなっている為ワイヤーカットで仕上げます。
最終的に、現品(射出成型品)と合わせて調整まで行います。
お見積をご希望の方は、下の方にあります
【▶️資料請求・お問合せ】からでも、
見積対応可能ですので、お気軽にご相談下さい♬
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2021年05月13日(木)
今日は愛犬の日🐾
担当者:寺 島 🐗
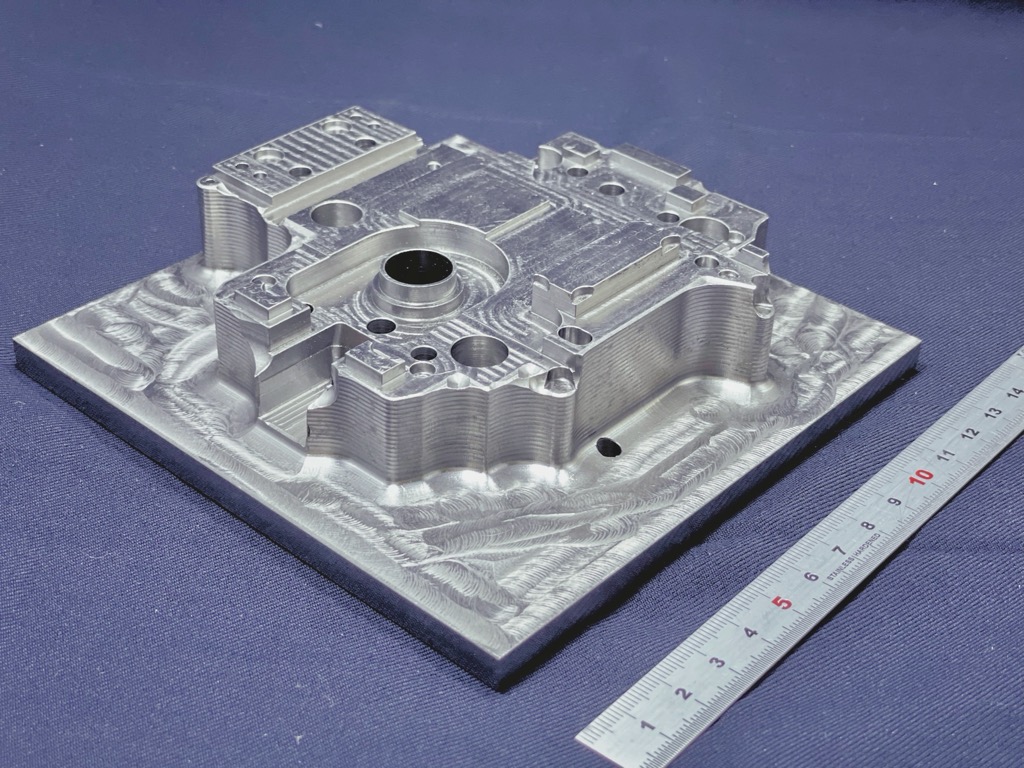
\ 金型・治具の 設計 製作 組付け すべて当社で可能です /
【 トリム型に使用する1部品 】
KD11S 鉄 Mg射出成型品 トリム型 受け台
(焼き入れ前ver)
【材 質】 KD11S 鉄
【板 厚】 t=21.8
【全 長】 90mm程度
【 ロット 】 1~(要相談)
【業 界】 自動車業界 トリム型(穴バリカット)
【工 法】 設計製作
CAD/CAM
マシニング加工
複雑形状加工
切削加工
( 写真は熱処理前です。)
焼入れ後、研磨やワイヤーカットで仕上げます。
【設 備】Master Cam VERSION X
Mycenter-1xif
Mycenter-2xif
MC-800VG-Ⅱ型
ROBOCUTα-1id
三次元測定機
Mitutoyo
【特 徴】マグネシウムの射出成型品のトリム型に使用される一部品です。
写真のような部品がたくさん集まって、1つの治具になります。
最終的に、現品(射出成型品)と合わせて調整まで行います。
お見積をご希望の方は、下の方にあります
【▶️資料請求・お問合せ】からでも、
見積対応可能ですので、お気軽にご相談下さい♬
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
💙 Twitter
https://twitter.com/heiwakikai?s=11
🌐 Fecebook
https://www.facebook.com/heiwakikai
🏠 HP
http://www.heiwakikai.co.jp/
2021年06月03日(木)
今日は測定の日・・・📏👓
担当者:寺 島 ⛅
【エアリーク装置仕様】 一貫生産 自動車アルミ鋳物 生産ライン用
【 ロット 】 1~(要相談)
【業 界】 自動車アルミ鋳物生産ライン
【納 期】約3か月
【納品までの流れ】
仕様打ち合わせ→承認図作成・部品図作成→部品調達(一部支給)
→部品製作→装置表面処理(協力企業)→組立→電気工事→試運転
→立合→納品(完成図書)
【測定仕様】
自動車アルミ鋳物ワーク脱着、測定開始ボタン、測定結果OK、NGランプ
【テスト仕様】
要件:空圧テスト(20kPaにて30秒間漏れ無きこと)、トレーサビリティ(良品に2文字をスタンプ)
【機械仕様】
操作盤(ボタン仕様)、マスター(OK,NG判定のみで設定)
装置仕様ご相談・お見積をご希望の方は、下の方にあります
【▶️資料請求・お問合せ】からでも、
見積対応可能ですので、お気軽にご相談下さい♬
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
「省力化設備」「自動機」「専用機」「FA設備」などの
自動化設備事業を開始いたしました。
http://www.heiwakikai.co.jp/kanagata.html
当社はオーダーメイド自動設備の製作の
設計から加工・組付けまで全て自社で行っております!
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2021年10月22日(金)
担当者:R&D システム開発室 有田
Facebook:https://www.facebook.com/heiwakikai
Twitter:https://twitter.com/Heiwakikai
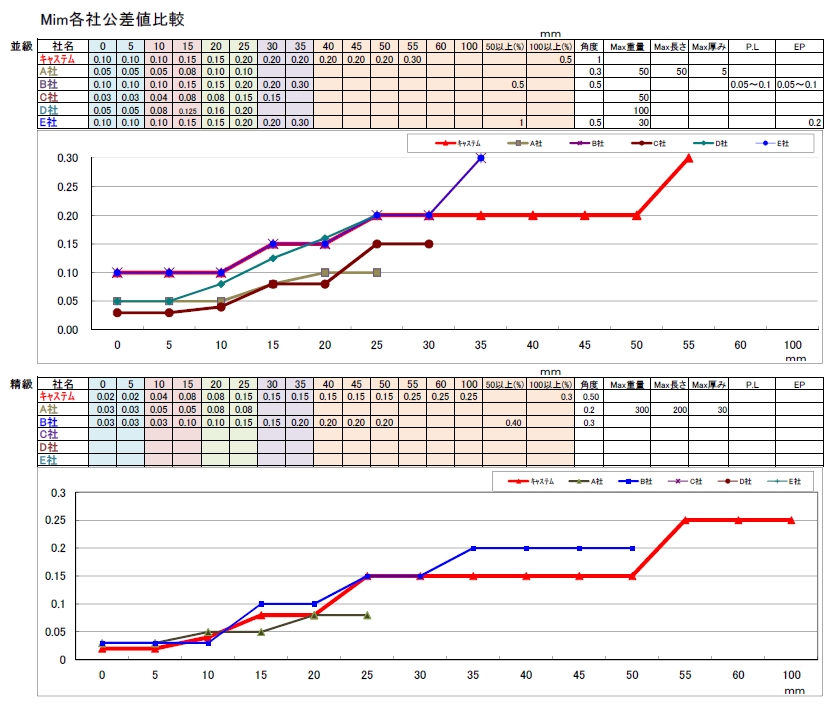
こちらは各Mimメーカーが提示している寸法公差をグラフ化したものです。上が並級で下が精級となっています。赤のラインが弊社ですが、並級の最小値では機械加工一般公差の範囲で設定し、精級では他社よりも精度を極める設定にしているのが特徴です。(FF)
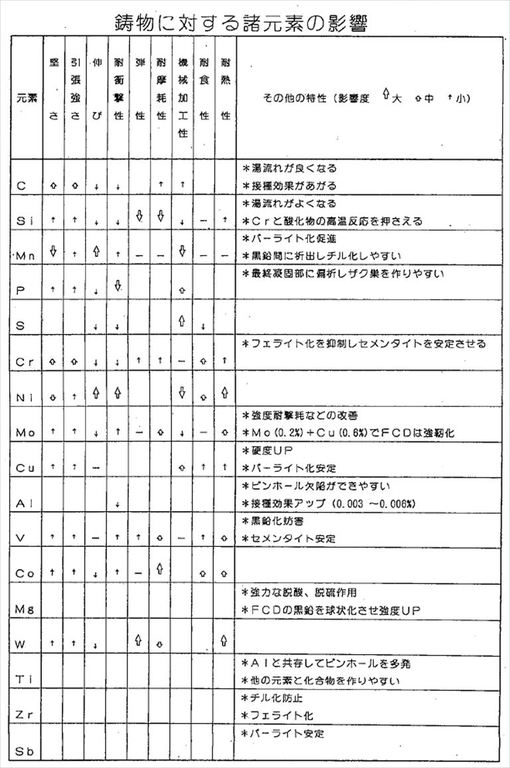
諸元素により金属特性が表のように変化します。材質ごとの成分値をご覧になられて各成分値が高いか低いかによって特性に影響が出ます。鋼材を選択される時の一つの資料としてご活用下さい。
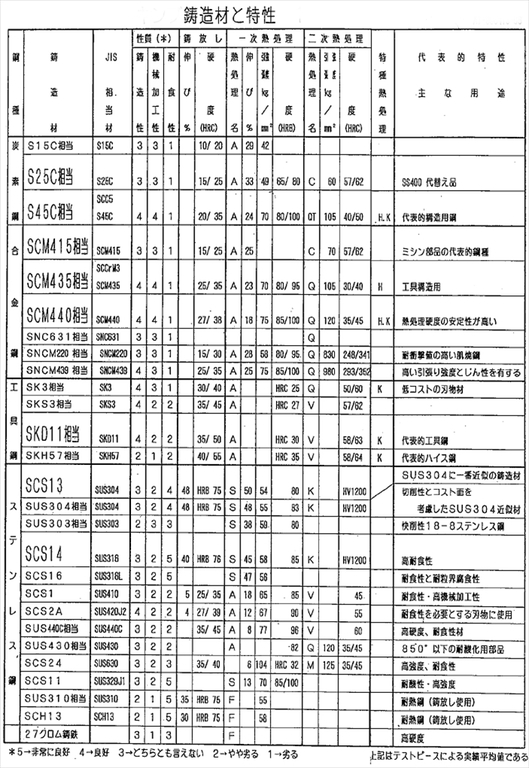
各材質の性質などを5段階評価で表示しています。材質選択時にご活用下さい。
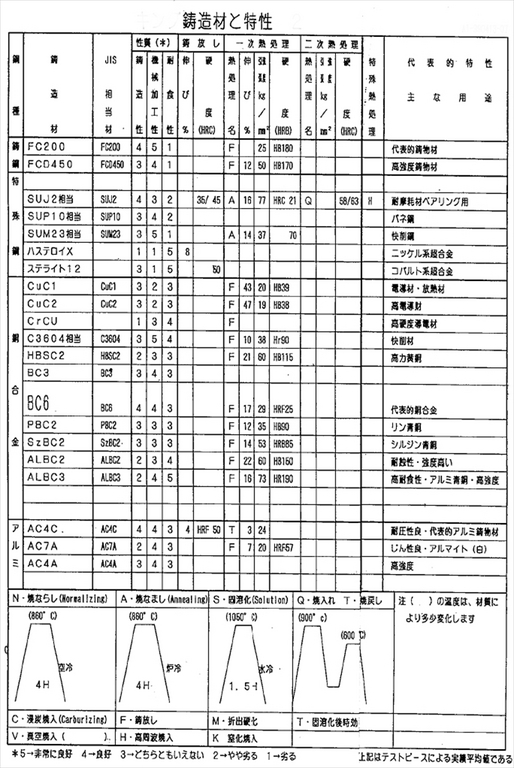
各材質の性質などを5段階評価で表示しています。材質選択時にご活用下さい。
小さくて流線形状をしている物は、機械加工で削りだすのは至難の業、更に面粗度を求められますとお手上げ状態ですが、Mimで金型化すれば近道かもしれません。

産業用X線CTスキャナを利用して製品を破壊することなく
内部の状態が容易に観察できます。
この特徴を使い工業製品の試作品や文化財といった貴重品等も
非破壊で内部の調査や観察が可能です。
内部の詳細なデータを3D化することにより、
立体的な画像を画面上で確認していただけます。
CADデータも作成できますので、
設計図がなく複製が難しい有機物や自由曲線をもつ
対象物も観察していただけます。
また、CTスキャンにより取得した3Dデータから
設計図や製品との比較ができ、
内部構造を含めた形状の比較が可能です。
製品の出来栄えが3Dデジタル画像、画面上で検証可能です。
キャステム京都では今までに様々なご依頼を
承ってまいりました。
また、ユニークな案件も積極的に
お受けさせて頂いております。
ご質問、ご相談等お気軽に
お問い合わせくださいませ。
ご依頼お待ちしております。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
施設内の見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
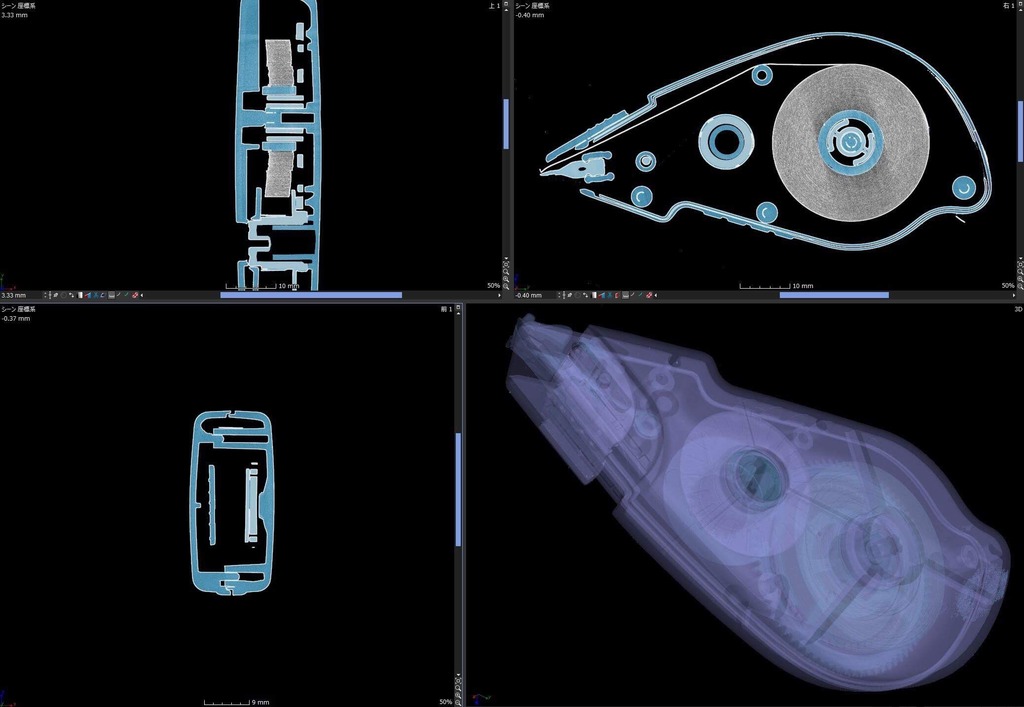
CTスキャン受託サービス
キャステム京都では工業部品から玩具まで、あらゆる物をCTスキャンいたします。
【サービスご利用にあたってのメリット】
・量産化する前に内部欠陥の有無を調査できます。
・問題が起こってから検査するのではなく起こる前に事前に検査をすることで
事故や損害を防ぐことができます。
・安全で確実な製品作りに役立ちます。
【様々な対象物がスキャン可能です】
CTスキャンでは、対象物を非破壊で検査することができます。また、X線透過率の違いを利用し梱包状態のままでのスキャンも可能です。
生体や歴史的に価値のあるものの観察もキャステム京都では行っています。
ご興味、ご質問等ございましたらぜひ一度キャステム京都にお問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
メールアドレス:kyoto@castem.co.jp
施設内 見学自由ですので、ぜひ遊びに来てください。

CTスキャンが適用できる素材の例…
木材、鋳造物、石物、セラミックス、半導体、
生物、植物、金属製品、文房具など
非破壊にて、内部構造の検査・評価ができます。
内部の欠陥、鋳巣の検証ができるのも
CTスキャンの大きな特徴となっています。
お客様の任意の断面にての検査も可能です。
撮影データをもとに、CADデータに
変換することも可能となっています。
お問い合わせ、お待ちしております。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castem.co.jp
見学自由ですので、ぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
【CTスキャン受託サービス】
キャステムLiQビルでは
Nikon MCT225を利用した
CTスキャンサービスを行なっております。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
大切な試料でしたら、梱包のまま
スキャンすることも可能です。
京都LiQビルではさらに、スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
難削材といわれるSKD、SKH、ステライトの鋳造品も
可能となっております。
チタンやマグネシウム、アルミニウムの溶接の内部欠陥も非破壊検査が可能です。
ニコン MCT225
【主な特長】
・測定精度9+L/50μm(校正済み、VDI/VDE 2630準拠)
・フルスクリーン画像用と制御ソフトウェア用のデュアルモニタ
・開放管反射型225kVマイクロフォーカスX線源
・メンテナンスが容易な開放型X線管
・高精度マニピュレータ搭載
・防護キャビネット(特別な予防策は不要、放射線被曝を抑制)
・直径250mm、高さ450mmまで対応
【用途】
「計測/3Ⅾ化/検証」
・鋳造製品の内部欠陥
・鋳物の鬆の確認
・鋳造製品の寸法誤差の検証
・射出成形品のフィラ配向解析
・異物の確認
・弾力/粘性/柔らかいものの肉厚測定
・組み立て後の寸法測定
【CTスキャン活用法】
・非破壊検査
・内部欠陥の発見
・鋳造条件・法案の確認
・内部欠陥のコントロール
・スキャンデータの3Dデータ化
見学自由ですので、是非お気軽に遊びに来てください。
お困りの件等ございましたら
お気軽にお電話ください!
【お問合せはこちら】
キャステム京都(LiQ) :
tel: 075-325-1811/ fax: 075-325-1911
kyoto@castem.co.jp
【X線CTスキャンの主な特徴】
・様々な角度から製品の検証が可能
・X線の透過率の違いを利用し、
未開封のまま異物の有無の確認が容易にできる
・従来の非破壊検査と比較してより安全
・かかる時間が少なく、スムーズ
①当社では、スタッフ付き添いの上、
お客様にお立会いいただき製品の撮影を
行っていただけます。
②CTスキャンしたデータをもとに
3DCADデータに変換することも可能です。
また、有機的で自由曲線を含む
植物などのCADデータが必要な場合、
CTスキャン作業を取り入れることで
容易にデータの取得が可能です。
③非破壊検査ですので、重要な文化財の
内部調査や検証も可能となっております。
CTスキャンによって得たデータは
資料として保存することができます。
ご質問、ご要望等ございましたら
お気軽にご連絡くださいませ。
また当社は見学自由ですので、ぜひ遊びに
来てください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
〒615-0022 京都府京都市右京区西院平町22 LiQビル
kyoto@castm.co.jp
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881


