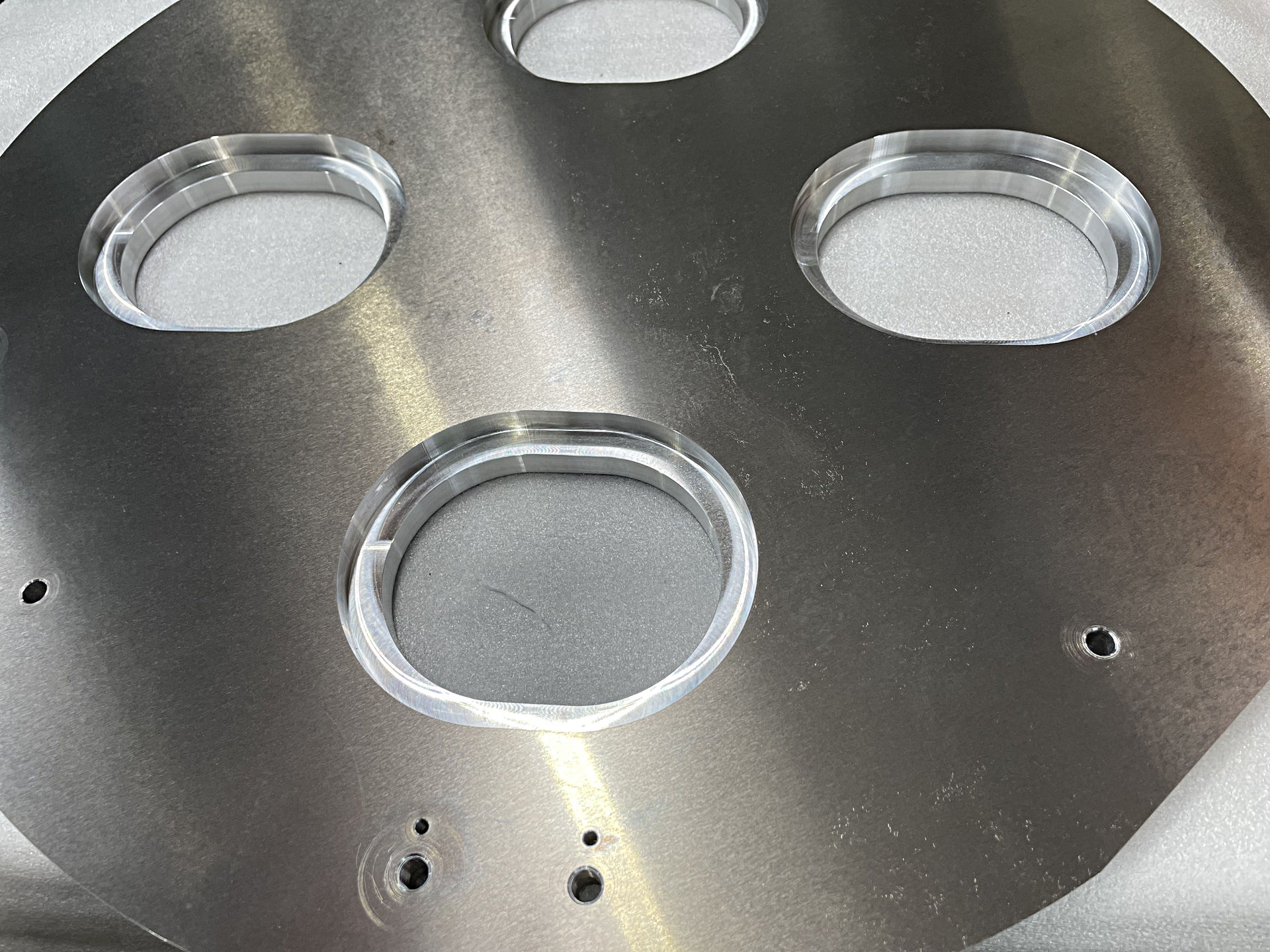
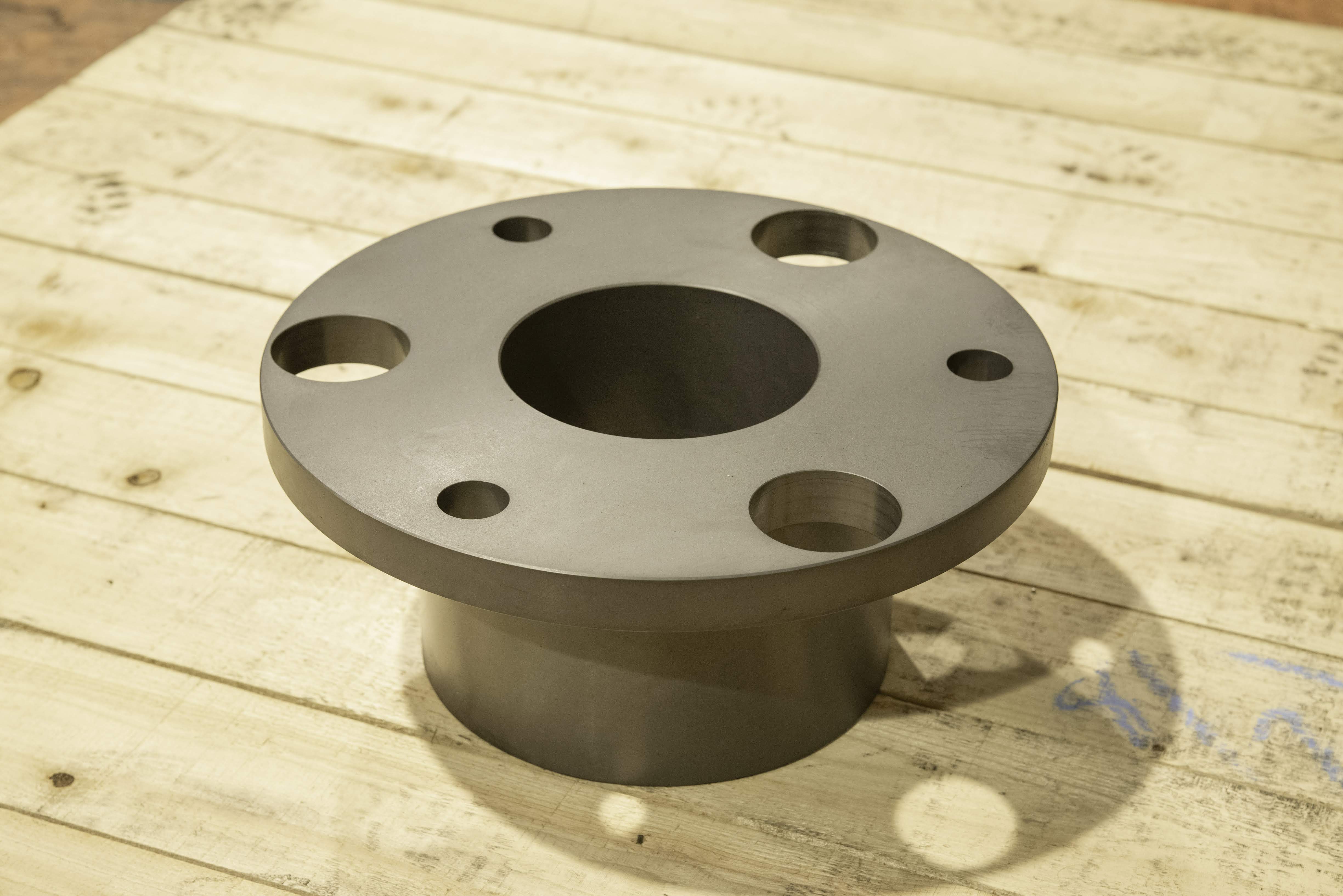
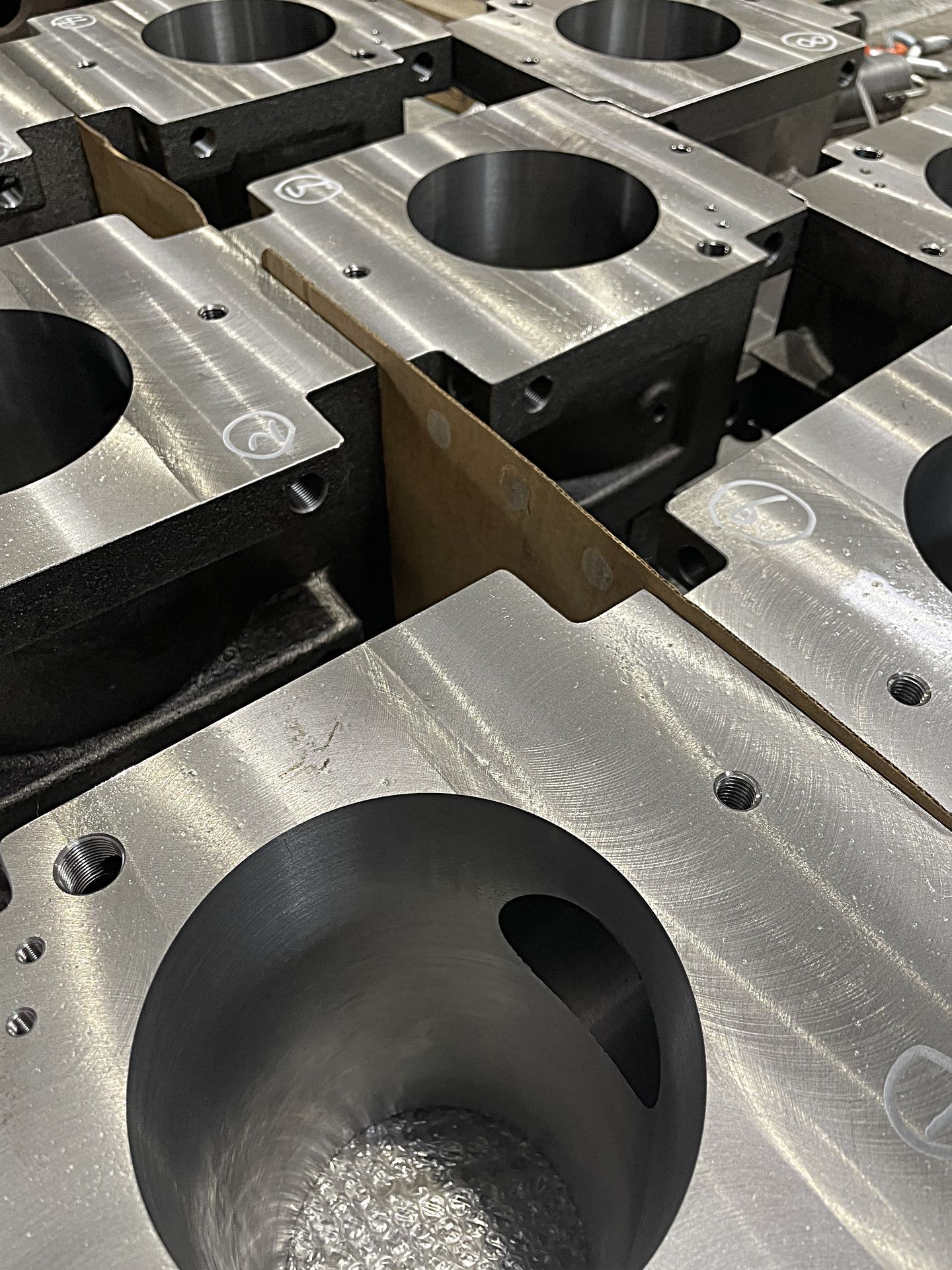
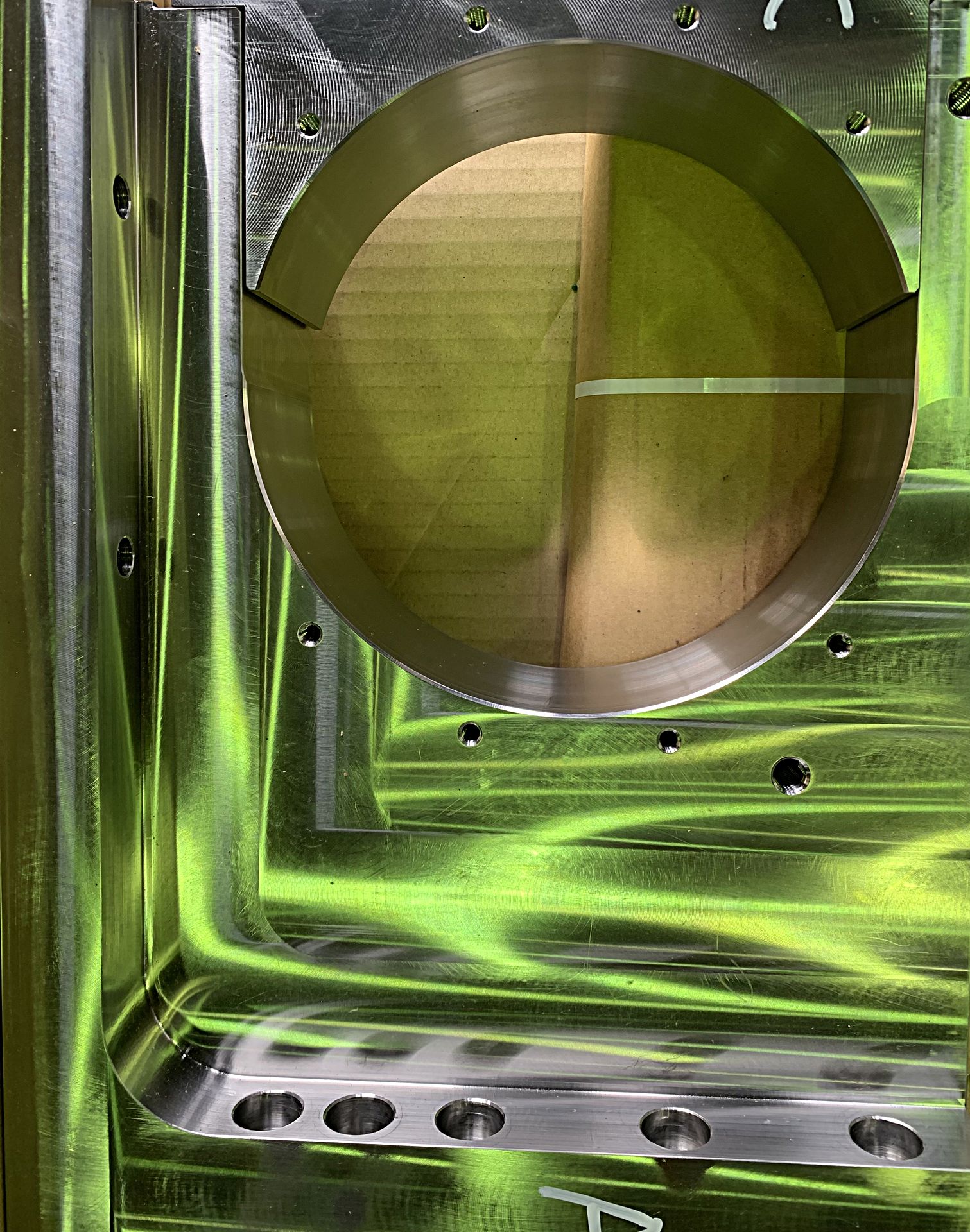
部品名:アルミプレート
業界・用途:ロボット用搬送治具
材質:アルミ
サイズ:Φ600
加工方法:立型マシニングセンタ
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
立型マシニングセンタ、NC横中ぐりフライス盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
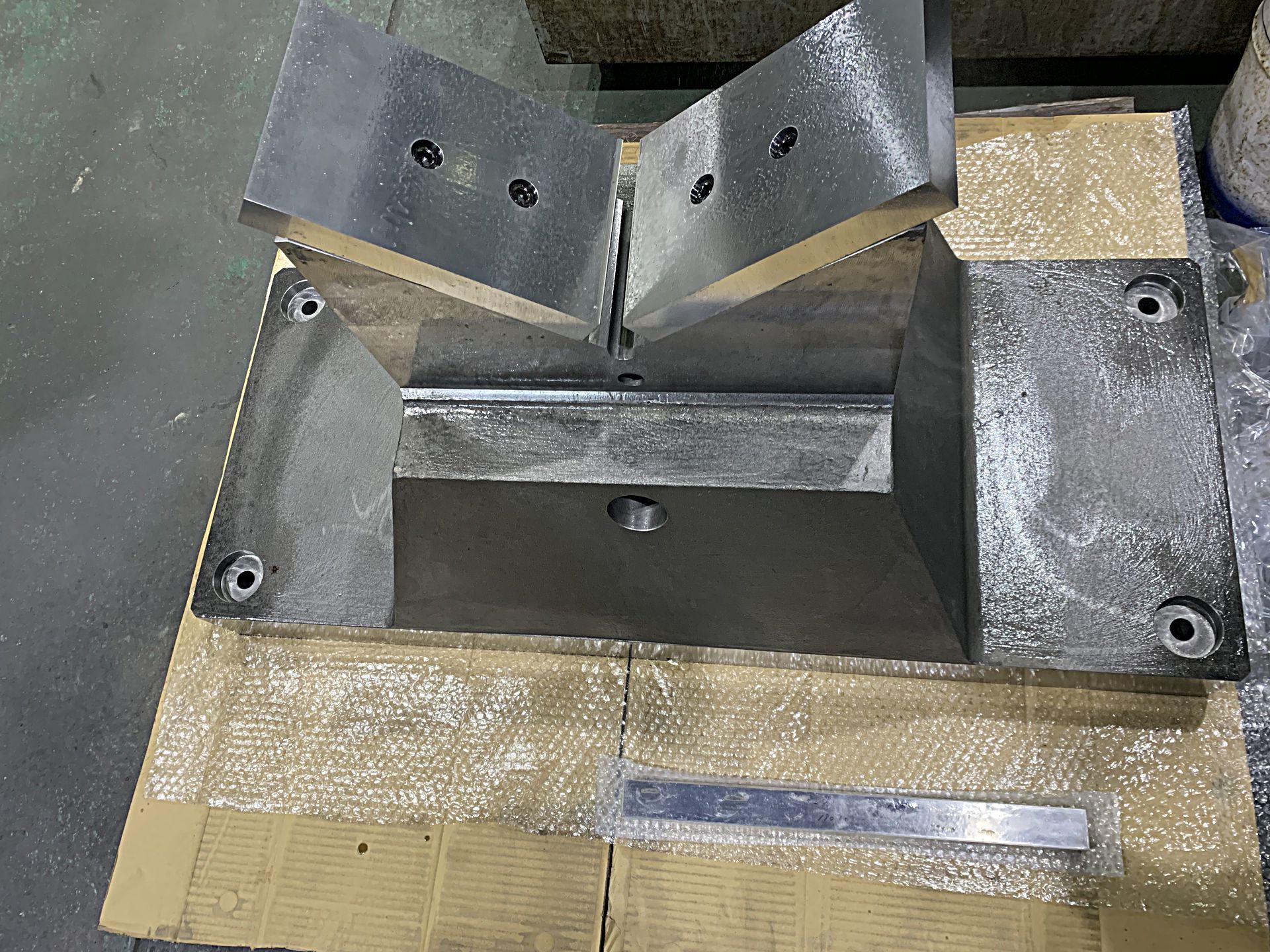
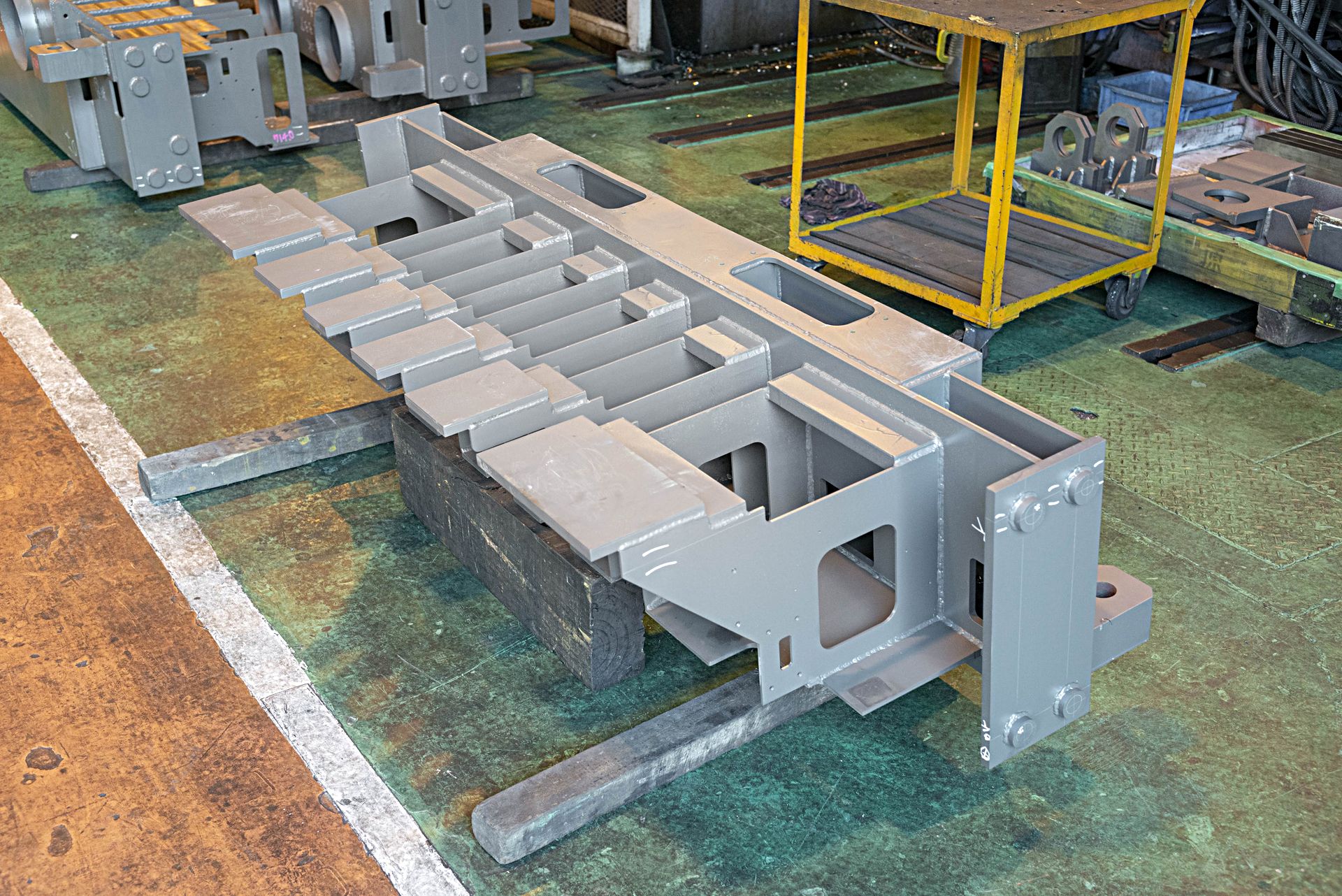
部品名:加工用置台治具
業界・用途:プラント 大型機機械加工用治具
材質:SC材、FCD450
サイズ:900×500
加工方法:NC横中ぐりフライス盤、平面研磨機
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
フレーム 結束バンドロボット SC材 製缶、加工 NC横中ぐりフライス盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

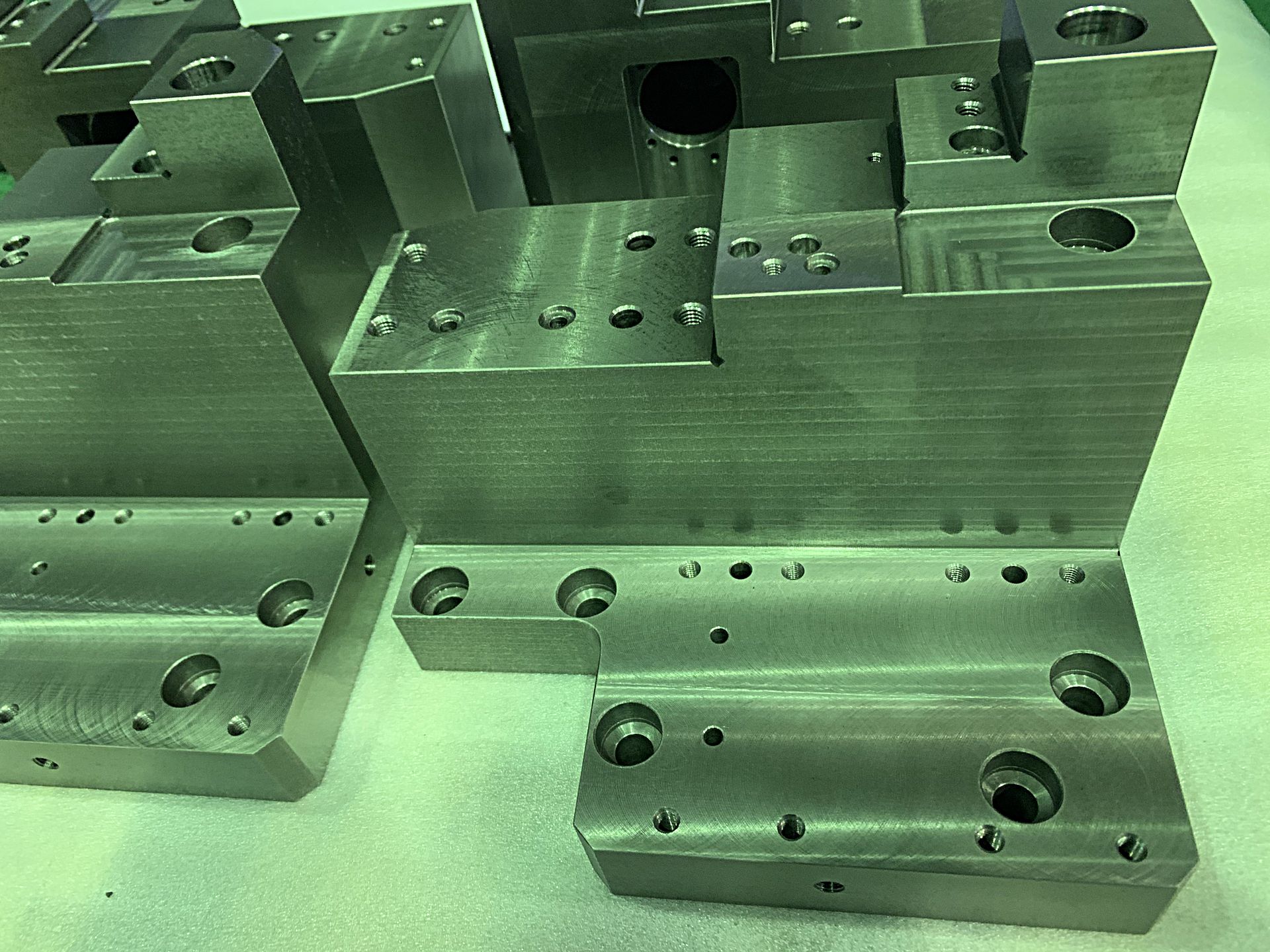
部品名 : ガイド
業界 : ロボット設備部品
材質:SS400
サイズ : 50×990
機能性・形状:ガイドレール、スライドコアのガイド
加工方法:立型マシニング
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ロボット設備部品 ガイド SS400 研削
に関するお問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
「可能性」から「性能」へ
・材料調達、マシニング加工、表面処理から社内独自検査、
梱包出荷までと一貫し た生産対応。
・多品種少量生産を短納期・高品質にて安定供給し中でもVA/VE提案を行いより良いものづくりを実現します。
・品質管理では工場内に検査室を設け室内温度 20°Cの中で一般的測定検査等に加え三次元測定機による検査も行っております。
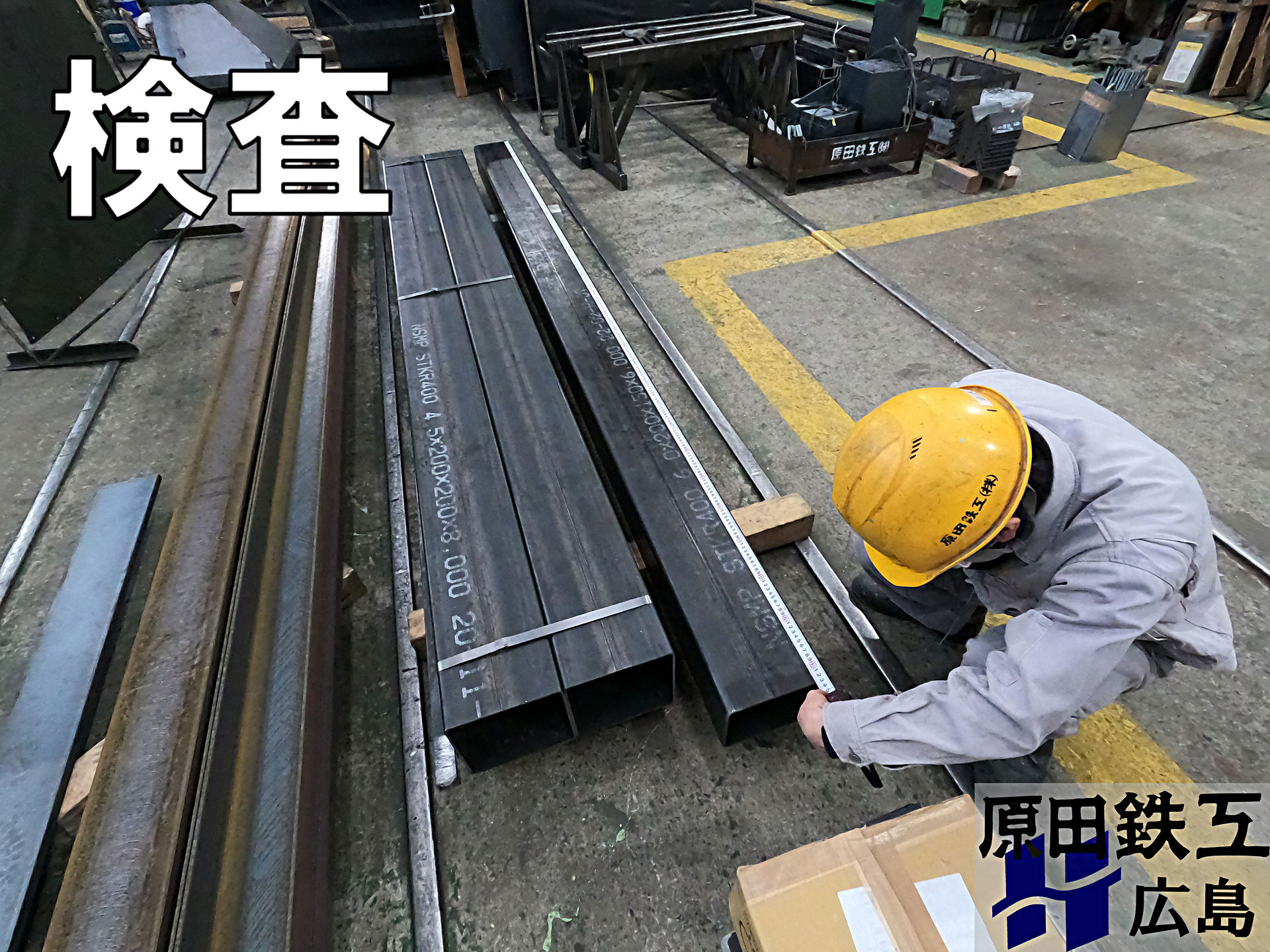
社内で行う簡単な検査内容の紹介です。
不良品を出さない為、実際はもっと多くの検査を行ってます。
検査内容の指定や検査書類・証明書の提出等もお気軽にご連絡ください。

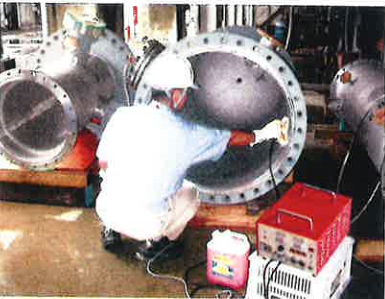
【ショベルバケット コンクリ・塗装剥がし】
コンクリートまみれになったバケットをブラストで剥がしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
レンタル業者様のご依頼で貸し出ししたバケットがコンクリートまみれになったので、ブラストで綺麗にして再塗装したいとのご依頼でした。
電動工具を使えばできない事も無いかも知れませんが、途方もなく大変なようです。
グリットブラストでコンクリートと古くなった塗膜を剥離させて綺麗にしました。
ブラストについての詳細ページはこちら!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎バケット(英語:Bucket)
油圧ショベルカーのアームに装着させるアタッチメントの一種です。
様々な形状やサイズがありますが、基本的に土・砂利を掘ったり移動させたりするためのものです。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
-------------------------------------------------------------------------------------------------
[製品情報]
500×500×700
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【下塗りって必要?塗らないとどうなるの?】
下塗りって必要?塗らなくても良いんじゃない?と思ったことは無いでしょうか。
下塗りがなぜ必要なのか?塗らないとどうなるのか?を説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・下塗りってなに?
・下塗りの役割と必要性
・下塗りを塗らないとどうなる?
・正しい下塗りの方法
・まとめ
『下塗りってなに?』
下塗りは塗装工程において最初(1層目)の塗装の事です。
塗装対象物の表面である「素地」へ下塗り専用の塗料を塗ります。
「プライマー」とも呼ばれたりします。
『下塗りの役割と必要性』
下塗りの役割は大きく2つあります
①錆を防ぐ
下塗り塗料は防食性能に優れており、下塗りする事で製品を錆から守ります。
②素地と密着する
下塗り塗料は素地への密着性に優れており、塗料が剥がれるのを防ぎます。
下塗り塗料は唯一「素地と密着するように設計」された塗料です。
塗装後に剥がれる事が無いよう密着し、素地を錆から守ってくれます。
せっかく塗装しても剥がれたり、錆びてしまったら意味が無いですよね。
なので下塗りは必ず行いましょう。
中塗り塗料・上塗り塗料の役割については下記リンクを参照ください。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
『下塗りを塗らないとどうなる?』
下塗りを塗っていないとどうなるのか?検証をしてみました。
サンプルの金属を2つ用意し、「下塗り+上塗り」と「上塗りのみ」の仕様に分けて塗装を行いました。
〈素地調整〉
洗浄用シンナーで脱脂 + サンドペーパーにて目荒し
〈塗装仕様〉
下塗:エポキシ遠征樹脂塗料
上塗:アクリル変性フタル酸樹脂塗料
十分な乾燥期間を空け、完全硬化した塗膜にマスキングテープを貼り付け検証しました。
「下塗り+上塗り」はもちろん塗膜の剥離や異常はありません。
「上塗りのみ」はテープの粘着力で塗装は簡単に剥がれてしまいます。
上塗り塗料では素地と十分密着できないので、密着性に優れた下塗り塗料が必要不可欠と分かりました。
粘着力の弱いマスキングテープでも剥がれてしまうので、下塗りを塗っていない製品は日常的に使用する事は困難だと思われます。
『正しい下塗りの方法』
検証結果から「下塗りを塗らない」のは厳禁です。
下塗りは正しい方法・手順で塗装する事によりその性能を更に向上する事が出来ます。
①素地調整
金属は製鉄・加工される段階で多くの油分・汚れ・サビなどが表面に付着します。
密着力に優れる下塗り塗料ですが、汚れた状態の素地ではその性能を発揮できません。
「素地を塗装に適した状態」へ変える素地調整が必要となります。
素地調整の方法や種類については下記リンクを参照ください。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
②塗膜厚
下塗り塗料は防食性能に優れた塗料です。
しかしその防食性能は塗料が硬化した厚み(膜厚)によってある程度左右されてしまいます。
膜厚が薄いと防食性能は低く、厚すぎる場合には塗装剥離の可能性が高まります。
均一で適切な膜厚に管理する事が重要となります。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『まとめ』
下塗りは「素地と密着する」「錆から守る」性能が非常に高い。
下塗り以外の塗料を塗装しても密着力が低いので、簡単に剥がれてしまう。
したがって下塗りは絶対に必要となります。
また下塗りの性能を更に向上させるためには「素地調整」と「膜厚管理」が重要となります。
原田鉄工では素地調整の方法で最も優れているブラスト加工を得意としています!
「優れた素地調整」と「完璧な膜厚管理」で製品寿命を大幅に延長させます。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装工程における最重要プロセス「ケレン(素地調整)」の完全ガイド】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. はじめに:なぜ「ケレン」が重要なのか
塗装の目的は、対象物の美観を整えるだけでなく、腐食(サビ)から守り、製品寿命を延ばすことにあります。しかし、どれほど高級で高性能な塗料を使用しても、土台となる表面が汚れていたり、サビが残っていたりすれば、塗料は本来の性能を発揮できません。ここで登場するのが「ケレン」という工程です。
「ケレン」は、塗装業界において「素地調整(下地処理)」と同義で使われる言葉であり、塗装の耐久性を左右する最も重要なプロセスと言っても過言ではありません。統計的には、塗膜の寿命の約50%から80%は、このケレンの品質によって決まるとされています。本稿では、原田鉄工の専門的知見に基づき、ケレンの定義から種類、具体的な工法、そしてその効果について深く掘り下げていきます。
2. ケレンの定義と語源
「ケレン」という言葉は、英語の「Clean(クリーン)」がなまったものと言われています。文字通り、表面を「清浄にする」作業を指します。 通常の金属表面には、目に見えるサビだけでなく、酸化被膜(ミルスケール)、古い塗膜、油脂、水分、塵埃などの「異物」が付着しています。これらを物理的・化学的に除去し、塗料が直接金属原子と密着できる状態を作るのがケレンの役割です。
「素地調整と下地処理の違い」
厳密には、以下のように使い分けられることがあります。
素地調整: まだ塗装されていない真っさらな金属(素地)に対して行う処理。主にブラスト加工などが含まれます。
下地処理: すでに塗装されている面や、補修が必要な面に対して行う処理。古い塗膜の剥離や段差修正などが含まれます。 現在ではこれらを総称して「ケレン」と呼ぶのが一般的です。
3. ケレンの4つの目的
ケレンを行う目的は、大きく分けて以下の4点に集約されます。
① 異物の除去
サビ、ミルスケール(黒皮)、油分、塩分、水分などを徹底的に取り除きます。これらが残っていると、塗料の下でサビが進行したり、塗料が浮き上がったりする原因となります。
② 塗料の密着性向上(アンカー効果)
金属表面を適度に粗くすることで、表面積を増大させます。これにより、塗料が微細な凹凸に入り込み、乾燥後に「くさび」のような役割を果たして強固に固着します。これを「アンカー効果」と呼びます。
③ 表面の平滑化
溶接跡のスラグやスパッタ、金属のバリなどを取り除き、表面を滑らかにします。これにより、仕上がりの美観が向上するだけでなく、塗膜の厚みが均一になり、局所的な劣化を防ぐことができます。
④ 塗膜寿命の最大化
前述の通り、適切なケレンは塗膜の剥離やフクレを劇的に減らします。結果としてメンテナンス周期が長くなり、トータルコストの削減に直結します。
4. ケレンの種類と規格(1種〜4種)
ケレン作業は、その清浄度や作業方法によって1種から4種に分類されます。これは鋼構造物塗装設計指針などに基づいた分類です。
第1種ケレン(超高度な処理)
方法: ブラスト法(研削材を高速で衝突させる方法)。
状態: 金属光沢が出るまで完全にサビや黒皮を除去します。
用途: 船舶、橋梁、海洋構造物などの「重防食塗装」が必要な過酷な環境。最も信頼性が高い工法です。
第2種ケレン(高度な処理)
方法: ディスクサンダーやパワーブラシなどの電動工具を使用。
状態: 完全にサビを除去し、活膜(しっかり密着している古い塗膜)以外の異物を取り除きます。
用途: 屋外の一般構造物や、ブラストが困難な現場での補修塗装。
第3種ケレン(中程度の処理)
方法: 電動工具に加え、ワイヤーブラシやスクレーパーなどの手工具を併用。
状態: 浮いているサビや剥がれかけた塗膜を除去しますが、強固に付着しているサビや塗膜は残る場合があります。
用途: 一般的な建物の鉄部塗り替え、腐食が比較的軽微な場所。
第4種ケレン(軽微な処理)
方法: 手工具による清掃、研磨紙(サンドペーパー)による足付け。
状態: 表面の汚れや粉化した塗膜(チョーキング)を除去する程度の清掃。
用途: 新品の鋼材でサビがない場合や、非常に状態の良い既存塗膜への重ね塗り。
5. ブラスト加工による究極のケレン
原田鉄工が最も得意とするのが、この第1種ケレンに該当する「ブラスト加工」です。ブラストは、圧縮空気や遠心力を用いて、砂や金属の粒(グリット・ショット)を高速で金属表面に叩きつける手法です。
ブラストの優位性
電動工具や手工具では届かない微細な凹部や、強固に焼き付いたミルスケールも、ブラストであれば一瞬で粉砕・除去できます。また、表面全体に均一な粗度(粗面)を形成できるため、他の工法とは比較にならないほどの圧倒的な密着強度を確保できます。
研磨材の選定
サンドブラスト: 砂(珪砂など)を使用。主にクリーニングや梨地仕上げに適します。
グリットブラスト: 鋭角な金属片を使用。非常に高い研削力があり、重防食塗装の下地に最適です。
ショットブラスト: 丸い金属球を使用。表面の強化(ピーニング効果)も期待できます。
6. ケレン作業における注意点と品質管理
ケレンは「やった直後」が最も重要です。
迅速な塗装
ブラスト等で露出した純粋な金属面は、非常に活性が高く、空気中の水分と反応して瞬時に「戻りサビ」が発生し始めます。そのため、ケレン終了後、通常は4時間以内、遅くとも当日中にプライマー(下塗り)を塗装することが鉄則です。
環境条件
湿度が高すぎる(85%以上)場合や、鋼材表面温度が露点より3℃以上高くない場合は、目に見えない結露が発生している可能性があるため、作業を中断する必要があります。
清掃の徹底
ケレンによって発生した粉塵や研磨材の残骸が表面に残っていると、それがそのまま塗膜内部に閉じ込められ、欠陥の原因となります。塗装直前の入念なエアブローや真空掃除が欠かせません。
7. 原田鉄工の強み:一貫施工と大型設備
原田鉄工は、中国地方最大級の大型ブラスト設備を有しています。これにより、以下のような他社にはない強みを提供しています。
大型製缶品への対応
橋梁の部材やプラント設備、船舶の大型パーツなど、他社では入り切らない巨大な製品も、そのままブラスト室に入れて丸ごとケレンすることが可能です。分解の手間を省き、構造物全体の防食性能を均一に保ちます。
徹底した検査体制
ケレン後の表面清浄度は、標準図との比較や表面粗度計を用いた数値管理によって厳格にチェックされます。経験だけに頼らず、データに基づいた品質保証を行っています。
一貫体制によるコスト削減
「設計・製缶」から「ケレン・塗装」、さらには「組立・検査」まで自社工場内で完結するため、物流コストの削減や納期短縮が可能です。また、各工程の責任主体が明確であるため、高度な品質管理が実現します。
8. おわりに:持続可能な社会のために
現代社会において、インフラや産業機械の長寿命化は、資源の有効活用と環境負荷低減の観点から非常に重要な課題です。適切なケレンを行い、強固な防食塗装を施すことは、製品を20年、30年と持たせるための「先行投資」です。
原田鉄工は、昭和24年の創業以来、この「ケレン」という地味ながらも過酷な作業に向き合い続けてきました。目に見えなくなる工程だからこそ、一切の妥協を許さない。そのこだわりが、日本の産業を支える数々の構造物の耐久性を守り続けています。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
【鉄に現れるイヤな錆|原因・予防・確実な落とし方】
製缶・ブラスト・塗装を手がける原田鉄工です。
創業80年以上、海上・沿岸部など過酷な環境で使われる鉄製品の防錆・錆落としに取り組んできた経験をもとに、現場で役立つ錆の知識をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
▼ なぜ鉄は錆びるのか?
鉄が錆びるには「酸素」と「水分」の2つが必要です。これらが接触することで鉄はイオン化し、酸化が始まります。一度発生した赤錆は表面に凹凸を作り、反応面積が広がることで加速度的に進行するため、早期対応が重要です。
▼ 錆を進行させる主な環境要因
高湿度・雨水への暴露
海沿い・沿岸部(塩分による促進)
酸性環境(酸性雨・薬品など)
異種金属との接触(ガルバニック腐食)
▼ 錆の予防策と落とし方のポイント
錆の予防には、酸素・水分と鉄を遮断する「塗装」が基本。ただし、塗装前の素地調整(ケレン)の品質が耐久性を左右します。
すでに錆が発生している場合は、物理的除去(ブラスト処理)と化学的除去(薬品処理)を組み合わせる方法が確実です。
▼ 詳しい解説は記事でご覧ください
錆が発生するメカニズム・予防策・プロの落とし方を、図解を交えてより詳しく解説しています。
製品の長寿命化や防錆対策でお悩みの方はぜひご一読ください。
🔗 記事はこちら → https://harada-tekkou.co.jp/pages/75/
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

各種歯車製作を基本に減速機・歯車ユニット・専用機等の設計・加工・組立・試験まで行います。歯車はφ1400までの単品製作から、FMSは16パレット1ステーション、ATC270本で、600H/月以上の無人化運転を行っています。
歯車及びウォームは歯面研削をし、高精度化、カミ合試験当り調整にて品質保証しております。
各種歯車(特殊歯車含む)、各種機械ユニットの設計製作
中国(常州)常州広精伝道有限公司
ISO9001:2008、ISO14001:2004認証取得工場
単品・試作対応
広島県働き方改革実践企業、経産省地域未来けん引企業
スペックを頂きましたら、設計、製図、試作から試験・量産までコーディネート致します。

新中央工業グループの各種金属加工
精密機械加工
・各種研磨加工(平面研磨、円筒研磨、超仕上げ)
・プレス加工
・各種スプリング(コイルバネ・板バネ)の製造
表面処理
・アルマイト処理
・SEP処理(微細バリ取り)
・SAC処理
・HVOF溶射
塗装
組立て
⇒まずはお気軽にご相談下さい。
ホームページにもHVOF溶射・アルマイト加工・SEP処理・機械加工・研磨・バネ等について詳しくご説明していますので、ぜひご覧ください。
新中央工業株式会社
〒739-0145 広島県東広島市八本松町宗吉1051番地
TEL 082-427-0217 FAX 082-420-1196
E-mail:eigyo@shinchuo.co.jp
HP:http://www.shinchuo.co.jp/
新中央工業の総合力と対応力
マシニング加工、旋盤加工、プレス加工、平面研磨、円筒研磨、内径研磨、仕上げ研磨、各種表面処理、塗装、組立てと幅広い加工技術で様々なニーズにお応えいたします。
試作・開発支援から量産対応
開発含む試作、単発試作、量産を見据えた試作など試作から量産まで対応可能です。ご要望に応じて様々な提案もさせていただきます。
⇒まずはお気軽にご相談下さい。
ホームページにもHVOF溶射・アルマイト加工・SEP処理・機械加工・研磨・バネ等について詳しくご説明していますので、ぜひご覧ください。
新中央工業株式会社
〒739-0145 広島県東広島市八本松町宗吉1051番地
TEL 082-427-0217 FAX 082-420-1196
E-mail:eigyo@shinchuo.co.jp
HP:http://www.shinchuo.co.jp/
弊社のMIMは通信機器、医療機器などに応用される『2~50mm程度の小さく複雑で精密な製品』を得意としており、金属粉末と混ぜ合せるバインダーは自社で開発を進め、独自にアメリカの特許を取得しました。
事例1、スプライン形状を鋳出ししてコストダウン
Ф5程のスプラインでブローチ刃が出来ないため、従来ワイヤー加工されていました。MIMの±0.1の公差でクリアランスは狙い通りに、きつ過ぎずゆる過ぎずできあがり、コストダウンに貢献しました。
事例2、チタンをニアネットシェイプ
MIM工法なら耐薬品・耐食・強度部品・装飾部品に優れたチタンも、切削加工では困難とされる複雑形状が製造可能になります。
事例3、MIM用バインダーの性能が高いので形状の自由度が広がる
弊社の成形体用樹脂バインダーにはある工夫が成されているため、薄肉形状を容易に成形でき、真空炉で垂直に立てて焼結しても倒れにくいという特徴があります。
事例4、特殊処理して装飾部品に
MIMの製品に特殊処理をすることでピカピカで非常に清潔感のある装飾部品になります。
事例5、二段ギヤをMIM化
二段ギヤの機械加工は時間が掛かり過ぎます・・・それならMimでしょっ!
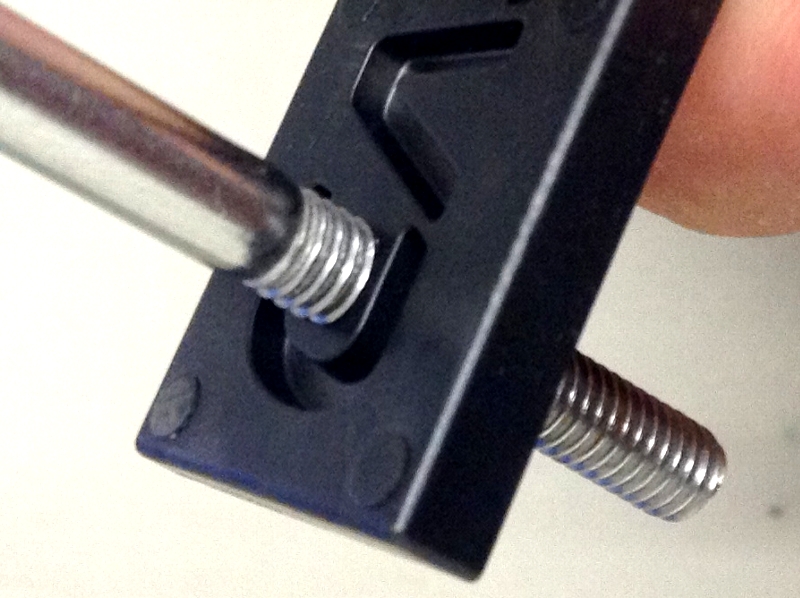
事例6、サイドカットが無いネジ成形で精度を向上
ねじ成形には金型のパーティングライン(型割線)が影響するため、通常はサイドカット(逃がし)を入れるのですが、金型の高精度化によりパーティングラインを抑えてサイドカットを設けない仕様も対応可能です。
事例7、超硬合金に0.3mmの穴を鋳出ししてコストダウン
機械加工で超硬合金に小径穴をあけるには、時間が掛かり費用が高くつきますが、MIMなら0.3mmの穴が開いた素材が出来上がります。
事例8、極小部品の溝と穴
極小部品の機械加工は工具の準備に時間とコストがかかるのみでなく加工後の処理も手間取ります。このような場合にニアネットシェイプのMIM化することで問題は解決いたします。
事例9、極薄スリットをもつ部品のMIM化
極細スリットは通常ワイヤーか特殊刃での加工となりますがいずれにせよコスト高です。MIMでスリットも素材化すればコストダウンにつながります。
事例10、紙飛行機のように薄いMIM製品
ステンレス肉厚0.2mmができたのは、樹脂成型の要領で金属部品ができるメタルインジェクションの成せる技です。
弊社では困難な形状や量産ロットなど様々なご要望にお応えしております。100個以下のロットでも小ロット金型にて対応可能です。
小ロット試作品に「金型を起こしてまでは・・・」という課題に、簡易金型『クイックシステム』(ロストワックス金型4.9万円~)で対応します。
【Quick1(クイック ワン)システム 仕様】
・製法 ロストワックス精密鋳造法
・材質 問いません(弊社取扱い材料であれば適用可)
・金型 4.9万円~
・大きさ 60x90x50
・形状1 丸・三角・四角・棒・L字・T字・カムなど単純2つに型割り可能なもの
(形状は適用可能なよう、ご提案いたします)
・形状2 コーナーRは外角R1.5、内角(隅)R0.5~1
・ロット 10~50個
・納期 1ヶ月~ (ロットにより変わりますのでご相談ください)
【設計・開発にこんな機械パーツ使っていませんか?】
・カム
・フォーク
・ブラケット
・ジョイント
・ツメ
・フランジ
・チャンネル
・ベース
・ヒンジ
・リンクアーム
・テンションロッド
・カバー
・ボックス
・ノブ
・レバー
・ハンドル
金属材質は問いません。ステンレスから鋼、銅、真鍮、アルミなど用途に合った材質を
ご提案いたします。単純2つ割り形状、大きさ約60x90x50で10~50ロットが許容範囲。
試作から量産までのフローが簡潔になります。
(Y.I)

真空雰囲気内で使用される部品や高圧環境で使用される部品は高い機密性が要求されます。
当社では製品の機密性・水密性を確認するためのリーク試験設備を用意し、安心して使用できるロストワックス製品をお客様に提供します。
(T.K.)

ヒートシンクを高い熱伝導率の純銅で作製できます。
高いコストの純銅を削ると材料のロスが大きいですが、
ロストワックスなら複雑な形状のヒートシンクも鋳造で精密に表現できます。
当社は高純度の純銅をはじめ、
20種類以上の銅合金で部品を提供することができます。
加工精度が必要な場合でもニアネットシェイプ設計で加工の取り代を最小限にし、
材料のロス、工数の削減が可能です。
(T.K.)

【極薄】メタルインジェクションはここに技あり!【MIM】
薄肉・細線形状をメタルインジェクション工法でご提案!
メタルインジェクションへの工法転換により、難加工の薄肉形状も金型を用いた射出成形が可能になり、量産時の大幅な工期短縮、コスト削減が期待できます。
金型を使用しますので組立て・溶接部品の一体化など、さまざまなご提案が可能となります!!
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【精密鋳造の得意形状】
例えば機械加工がしにくい隅に小さいコーナーRがあり深い箱形の形状をロストワックスならニアネットシェイプし、お客様のコストダウンをお手伝いいたします!
【複雑形状を精鋳化でコストダウン!】
例えばオール切削加工の複雑な製品をお使いであればロストワックスに工法転換することで除肉による軽量化、デザイン性の向上、リブ追加による強度アップ、安定した量産性でトータル的なコストダウンが見込めます。当社の技術力の高さはその提案力にあります。営業スタッフ、技術スタッフが設計の際からお客様に最適なご提案をいたします。
【ロストワックスを使ったことが無い・・・】
試作をされたい、また小ロット機械の生産・設計開発にはローコスト金型-小ロット製造の「Quick(クイック)システム」が大変便利です!
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
(Y.I)
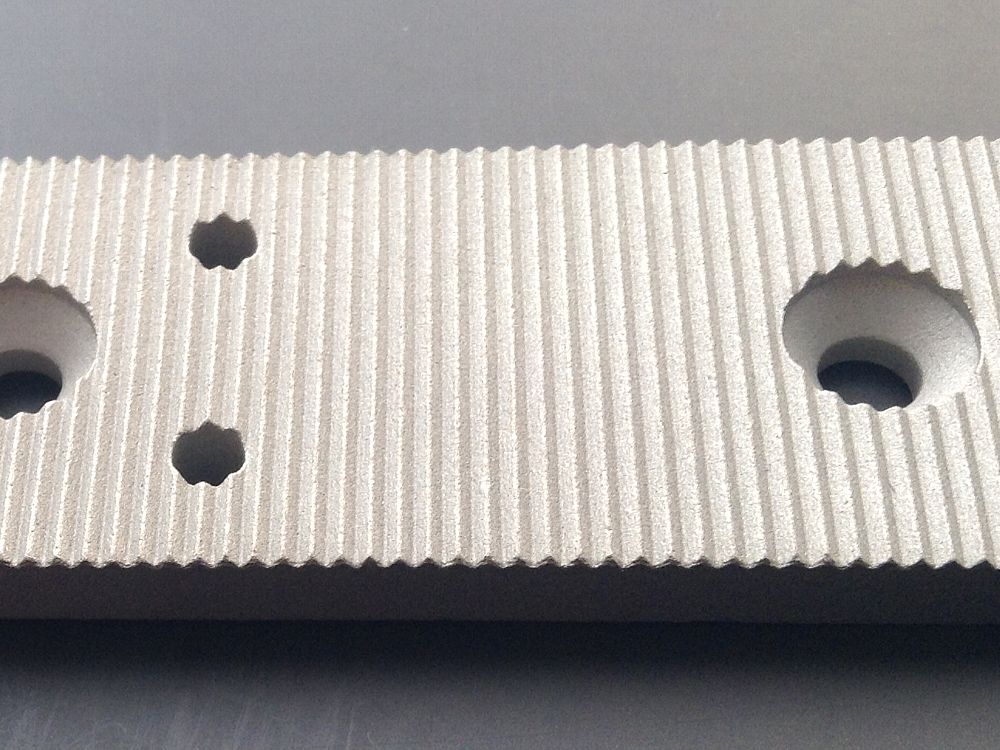
【全長100mmのギザギザの洗濯板状の板】
このようなセレーション形状を持った部品をロストワックス化することでステンレスから銅合金、特殊材などあらゆる金属材料に対応でき、また必要最小限の機械加工でコストを抑えて量産化することが可能です。
【お客様にとってベストな提案をいたします!】
提案力の高さには自信があります!!営業スタッフ、技術スタッフが設計の際からお客様に最適なご提案をいたします。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

MIMをご検討くだされば、切削加工が不要になる可能性があります!
【メタルインジェクションで機能付き製品のコストダウンをご提案】
今までOリング溝は旋盤で、ネジ部分はダイスや旋盤加工が常識でしたが、MIM工法なら金型成形で機能付き部品の一体化が可能!加工レスによる大幅なコストダウンが見込めます。
特に、チタンやタングステンなど難加工材での製品開発はメタルインジェクション工法を活用する事でネジやギア、スプラインなど特殊な異形状であっても金型ができれば製作可能である為、高付加価値製品の実現が狙えます。
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)
【アイデア次第でコストダウン】
意匠・極薄・複雑・微細・細線など、または強度アップの為のブロック状・リブ状のロストワックス部品を製缶時に溶接で縫い付ければ付加価値の高い製品が実現できます。
【お客様にとってベストな提案をいたします!】
提案力の高さには自信があります!!営業スタッフ、技術スタッフが設計の際からお客様に最適なご提案をいたします。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)
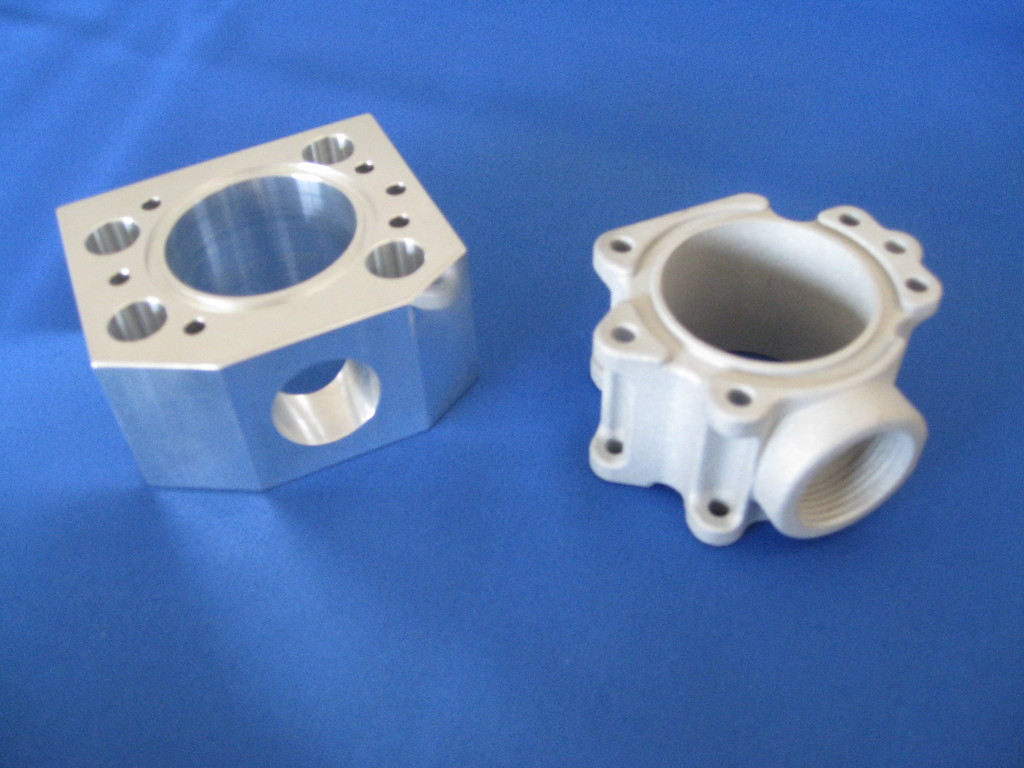
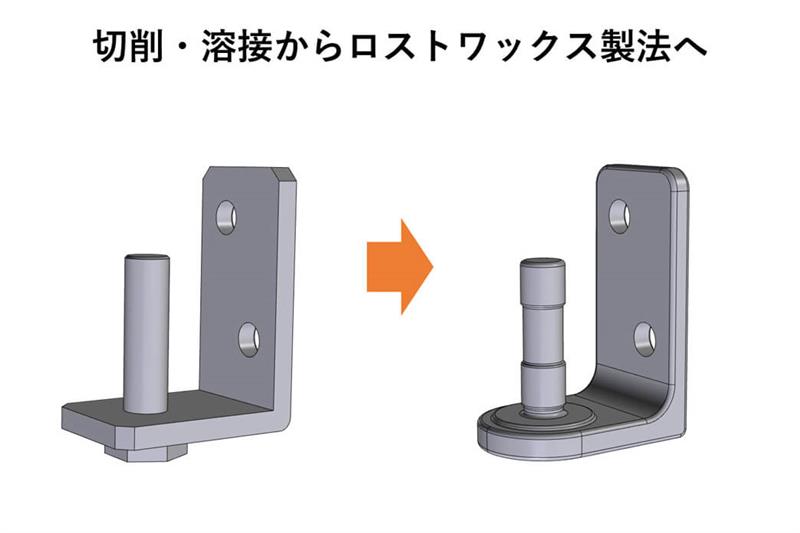
ロストワックスによるVA提案は弊社にお任せ下さい。
切削品でコストダウンをご検討している製品はございませんか?
写真左は切削品、写真右はロストワックス品です。
弊社の強みは、営業マンが御客様から部品の使用用途を細かくお聞きし、形状のご提案までさせていただく事です。
写真の製品ですと、不要な部分はすべて除肉させていただき、製品全体を小さくする事で大幅なコストダウンに成功した事例になります。
お問い合わせをいただければ、すぐにお近くの営業所から担当が伺わせていただきますので、お気軽に御相談下さい。
【主な業界】
・一般産業機械全般
・医療機器
・印刷機
・バルブ
・建築金物
他にも、金属部品が使われる業界であれば何でもお受け致します。
【対応可能材質】
・鉄
・ステンレス
・アルミ
・銅
※詳細はお問い合わせ下さい。
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
k.o

【ロストワックス + 機械加工】
ロストワックス製法なら機械加工法とのあわせ技で不等リードの搬送スクリュも容易に量産が可能です!小ロットであれば先ずはロストワックス精密鋳造法で設計をご検討ください!
一般的に溶接で作成することの多い搬送スクリューですが、ロストワックス(精密鋳造)製法であれば溶接不要で一体鋳造が可能です。
製品サイズは、小指程度のものから、全長400mm程度ののものまで対応可能で、工業用をはじめ、食品業界や医薬品業界など、様々な分野で採用頂いております。
スクリューコンベアの設計には、ぜひロストワックス製法をご検討下さい。
【設計・開発にこんな機械パーツ使っていませんか?】
・ギア
・カム
・スプロケット
・シフトフォーク
・ストッパー
・ブラケット
・ジョイント
・ツメ
・フランジ
・チャンネル
・ヒンジベース
・ヒンジボルト
・リンクアーム
・テンションロッド
・カバー
・ボックス
・ノブ
・レバー
・ハンドル
・ローラー
・スクリュー
・パイプ
・スリーブ
手のひらサイズ(60x90x50)、小ロット(10個~)試作品に最適な、安価な簡易金型『クイックシステム』(ロストワックス金型4.9万円~)をご用意しています。材質は問いません。
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)
【切削加工が困難な硬脆性材料の小物製品をMIM工法またはCIM工法でご提案!】
MIMまたはCIMにはさまざまな技が詰まっています。薄肉・微細・極小・精密形状でニアネットシェイプでき、あらゆる複雑形状が表現可能です!
金型を用いた射出成形でデザイン性のある3次元形状も可能になり、機械加工を最小限に削減でき、量産時の工期短縮、大幅なコスト削減が期待できます。
金型を使用しますので組立て・溶接部品の一体化など、さまざまなご提案が可能となります!!
【 メタルインジェクションのお問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
(Y.I)

【高精度な羽根を量産できます】
ロストワックスはファン形状も得意!特殊なワックスを用いて形状を精度良く保持し、機械加工レスで高精度な羽根を形づくります。
【機能の一体化】
ボス形状など、組立て、溶接無しで機能としてパーツに組み込むことが可能となります。
【肌も自慢】
鋳肌はとても滑らかで材質によりRa算術平均粗さでおよそ3.2a~25aを狙うことが可能です。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。
金型を使用しますので溶接品などはロストワックスでまとめて一体化でき、さまざまなご提案が可能となります!!
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

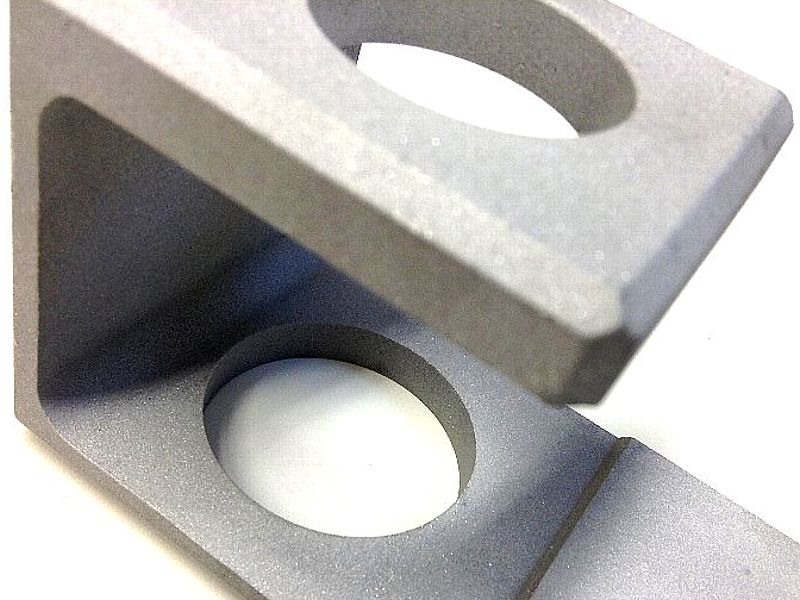
【単純形状に見えて実は・・・】
ロストワックス精密鋳造法なら、ピン角の隅コーナーを持った形状も美しく仕上げることができます。曲げ加工では直角のインコーナーはそもそも無理があり、出来上がったとしても、引っ張り力、圧縮力がコーナーに残留応力として残ってしまう為、スプリングバックが発生し、仕上がりや精度に不安が残ります。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。つねに最先端技術を追い続け、メタルインジェクション、ロストワックス精密鋳造に対するトータル的なサービスのご提供をお手伝いをさせていただきます。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)
【精密鋳造プロセスを採用したコストダウンの事例】
コストダウンや機能強化をご検討している製品はございませんか?
写真左はさまざまな製法の部品の組み立て品で、写真右はロストワックスの品です。
一体化により組立工程を削減しロストワックスデザインすることで軽量化と強度アップを行い、機械加工レス化とリードタイム短縮によりコストダウンできた事例です。
【主な業界】
・一般産業機械全般
・医療機器
・印刷機
・バルブ
・建築金物
他にも、金属部品が使われる業界であれば何でもお受け致します。
キャステムのロストワックスは材質も豊富に取り扱っております。
VA提案は当社技術営業担当が提案させていただきますので、何でもご相談下さい。
弊社の強みは、営業マンが御客様から部品の使用用途を細かくお聞きし、形状のご提案までしっかりと対応させていただく事です。
お問い合わせをいただければ、すぐにお近くの営業所から担当が伺わせていただきますので、お気軽に御相談下さい。
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
【バルブボディを精密鋳造一体構造でご提案!】
特殊なバルブ形状もロストワックスなら低コストに量産化できます。
砂型鋳物では表現の難しい微細な形状や、刻印など精度良くハッキリ製作いたします。
キャステムは図面化から金型製作、熱処理、表面処理、機械加工に至るまで、一貫したサービスをご提供いたします。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。つねに最先端技術を追い続け、メタルインジェクション、ロストワックス精密鋳造に対するトータル的なサービスのご提供をお手伝いをさせていただきます。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
窓口:http://www.castem.co.jp/contact/index.html
製法詳細:http://www.castem.co.jp/technology.html
(Y.I)
【溶接で接合しているパーツを一体化】
隣接部品や付属部品を設計段階で一体化してデザインするため、組立、溶接による脆弱な箇所を事前になくすことができます。可動部分については、全体を軽量化することによって不必要な慣性力をなくすことができ、耐久性が増します。
材質についても特殊鋼、ステン、銅合金、アルミ合金と自由に選択できる。
また、収縮率の近い材質への変更は、同じ金型を使えますので試作段階において同時平行に比較検討が可能です。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【農業機械の部品設計にロストワックスをご検討ください】
農作業用機器・農機具・環境機器部品の除肉によるコスト削減やリブ追加による強度アップなどロストワックス化するにあたっての徹底したVE設計、形状提案から製造、追加工、熱処理、表面処理まで一貫して多品種少量生産、短納期でお引き受け致します。100個以下の小ロットにも対応いたします。
ロストワックスへの工法転換は素材を極限まで完成形状に近づける事が可能である為、公差の許容により加工レスまたは機械加工による削り出しのコスト削減に大きな効果が見込めます。トータル的なコストダウンにつながりますので是非一度ご連絡ください!
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。
金型を使用しますので溶接品などはロストワックスでまとめて一体化でき、さまざまなご提案が可能となります!!
【お問い合わせはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【ロストワックスはフレキシブルな対応を得意とします!】
フィン形状の特殊材を全切削で作っておられましたがロストワックスにて加工を最小限に抑えるようご提案しました。ロストワックス製法は材質も幅広く選択でき、形状も製品設計上の制約を少なくでき、トータル的なコストダウンが可能な付加価値ある製法です。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。つねに最先端技術を追い続け、メタルインジェクション、ロストワックス精密鋳造に対するトータル的なサービスのご提供をお手伝いをさせていただきます。
【 お問い合わせはこちら 】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所 : tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
窓口:http://www.castem.co.jp/contact/index.html
製法詳細:http://www.castem.co.jp/technology.html
(Y.I)

【美しい文字】
当社の精密鋳造法なら、さまざまなサイズやデザインの文字が美しく再現できます。
3mm程度の大きさの文字から表現が可能。金型作製時に難易度が高い凹文字も 高精度MCで小径加工し、打刻では実現できない整然とした鋳出し文字の表現が可能です。
転写性の高いロストワックスなら、美しい凸文字が表現できます。
【当社の精密鋳造は鋳肌が自慢です!】
ロストワックス(LOST WAX) 法は従来の鋳造に比べ、格段に高い寸法精度と美しい鋳肌が得られます。鋳込材質によって多少の違いはありますが、小部品12S 程度、大部品20S 程度です。
【安価な金型システムとあわせ技!】
手のひらサイズ(60x90x50)、小ロット(10個~)試作品に最適な安価な金型『クイックシステム』(ロストワックス金型4.9万円~)をご用意しています。刻印費用を合わせ込み、別途お見積もりいたします。
【設計・開発にこんな機械パーツ使っていませんか?】
・カム
・ウェイト
・ブラケット
・ジョイント
・ツメ
・フランジ
・チャンネル
・ベース
・ヒンジ
・リンク
・アーム
・テンションロッド
・カバー
・ボックス
・ノブ
・レバー
・ハンドル
機械加工・切削品等の小ロット品をお使いでコストダウンを求められているお客様、是非、弊社自慢のQuickシステム(低価格な簡易金型・小ロット製造)への工法転換をご検討ください。
【 お問い合わせはこちら 】
広島支店
tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所
tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所
tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店
tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店
tel: 052-745-2880 / fax: 052-745-2881
http://www.castem.co.jp/
(Y.I)

【スピード対応!】
サービスビューローの強固なバックアップを得て金型を使用せず迅速に鋳造品に仕上げます!
今現在、まだまだ金属の3Dプリントは安価ではありません。材質も限られ寸法精度、面粗さも成績が上がらず2次機械加工が必要ですが、3Dプリント技術とロストワックスを組み合わせることで金型製作期間とコストが削減でき、1個から精密鋳造品のテストが可能となります。
【常に前向きにベストな提案をいたします!】
営業スタッフ、技術スタッフが製品設計の際から品質・コスト・納期に至るまでお客様に最適なご提案をいたします。通常は金型を使用しますので組立て品や溶接品をあらかじめ一体化したうえで軽量化や補強など、ロストワックスはフレキシブルなご提案が可能です!!
【 お問い合わせはこちら 】
http://www.castem.co.jp/
広島支店
tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所
tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所
tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店
tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店
tel: 052-745-2880 / fax: 052-745-2881
【ブログはじめました】
http://ameblo.jp/castem
キャステムのブログ で検索ください!
(Y.I)
【 ワンストップ・サービス 】
社内にブローチ盤を保有しておりますのでキー溝加工への対応も致します!
【 お問い合わせはこちら 】
広島支店
tel: 084-955-7888 / fax: 084-955-7666
東京支店 南関東営業所
tel: 045-323-6202 / fax: 045-323-6203
東京支店 北関東営業所
tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店
tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店
tel: 052-745-2880 / fax: 052-745-2881
【ブログはじめました】
http://ameblo.jp/castem
キャステムのブログ で検索ください!
(Y.I)
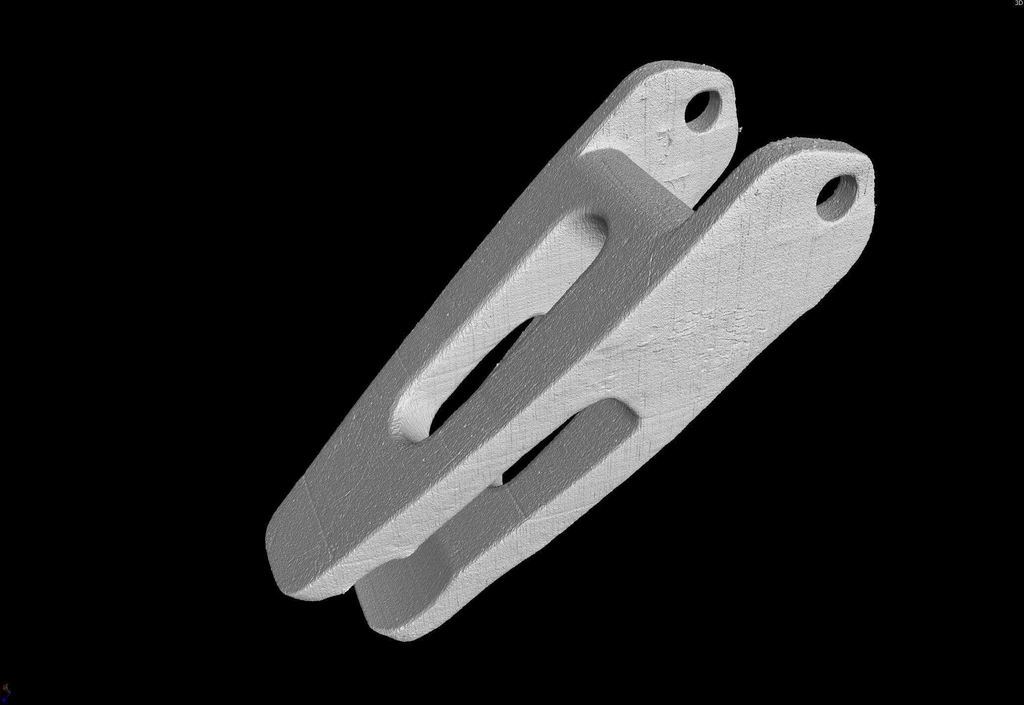
キャステム京都LiQビルでは
【Nikon MCT225】を利用した
X線CTスキャン非破壊検査を行っています。
・被写体の内部構造を見ていただけます。
・内部に欠陥があるかの確認が可能です。
・被写体の断面が観察できます。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
X線透過率の違いを利用して、梱包のまま
スキャンすることも可能です。
当社では今までに、生物や仏像、
フィギュアといった様々な被写体を撮影しており、
ユニークなアイテムの撮影も大歓迎です!
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881

キャステム京都LiQビルでは
【Nikon MCT225】を利用した
X線CTスキャン非破壊検査を行っています。
・被写体の内部構造を見ていただけます。
・内部に欠陥があるかの確認が可能です。
・被写体の断面が観察できます。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
X線透過率の違いを利用して、梱包のまま
スキャンすることも可能です。
当社では今までに、生物や仏像、
フィギュアといった様々な被写体を撮影しており、
ユニークなアイテムの撮影も大歓迎です!
ご興味ございましたら
ぜひ一度キャステム京都に
お問合せください。
【お問合せはこちら】
キャステム京都(LiQ) : tel: 075-325-1811/ fax: 075-325-1911
メールアドレス:kyoto@castem.co.jp
〒615-0022 京都府京都市右京区西院平町22 LiQビル
見学自由ですので、ぜひぜひ遊びに来てください。
【その他のお問合せはこちら】
広島支店 : tel: 084-955-7888 / fax: 084-955-7666
横浜支店 : tel: 045-323-6202 / fax: 045-323-6203
立川支店 : tel: 042-512-5862 / fax:042-512-5863
北関東支店 : tel: 04-7178-6120 / fax: 04-7178-6121
大阪支店 : tel: 06-6396-1517 / fax: 06-6396-1518
名古屋支店 : tel: 052-745-2880 / fax: 052-745-2881
精密部品が必要だけど、切削だとコストがかかる…
切削、溶接など複数工程が必要で手間がかかる…
複数部品を一体化したい…
そんなお悩みを、【ロストワックス精密鋳造】で解決しませんか?
【キャステムのロストワックス製法】
キャステムの主力技術であり、複雑三次元形状を得意とする「ロストワックス精密鋳造」。
美しい鋳肌と鋳造法の中では優れた寸法精度が特長です。
創業時からお客様からの製作ご相談にお応えし続け、
シンプル形状から難物まで35,000型以上の実績があります。
さまざまな材質の要望にお応えする中、ステンレスや銅、アルミなど
70種以上の鋼種を取り扱うようになりました。
特殊鋼ももちろんのこと、超々ジュラルミン系アルミ材(A7075をオリジナル鋳造最適化)にも対応しています。
【コストダウン事例】
サムネイルは、ロストワックスへの製法転換による形状変更・一体化によるコストダウン事例。
従来品では、レーザー・曲げ・切削加工・溶接と複数の工程で製作していましたが、ロストワックス製法による一体化をご提案。
工程間の管理の手間を省き、加工の削減、強度アップなどを実現しました。対物との接触面を確認し、その部分を凸形状にすることで、
寸法管理範囲を減少させ品質管理を容易にしています。

ロストワックス精密鋳造によるコストダウン事例をご紹介します。
従来は切削加工の部品でしたが、ロストワックス製法に切り替える事で量産性が向上しリードタイム改善を行っています。
また、不要箇所の徐肉を行う事で軽量化を図り材料費を削減しています。更に、加工面の削減を行い加工費を抑えたり、品質維持も行っています。
●ロストワックス形状では、角を落として軽量化することでコストダウン。機能カ所部分のみを凸形状にして加工範囲を低減しました。
●ニゲ(徐肉)により加工面積を減らしてコストダウン。設置面積を減らすことで平面度を向上させています。
●スリ割り部分は一部のみを繋いだ状態で成形し、内径加工後に刃物で切断。内径の加工精度を考慮しつつ、加工コストを低減しました。
材質:S45C(精鋳)
サイズ:90×70×31、550g
【キャステムのロストワックス製法】
キャステムの主力技術であり、複雑三次元形状を得意とする「ロストワックス精密鋳造」。
美しい鋳肌と鋳造法の中では優れた寸法精度が特長です。
創業時からお客様からの製作ご相談にお応えし続け、
シンプル形状から難物まで35,000型以上の実績があります。
さまざまな材質の要望にお応えする中、ステンレスや銅、アルミなど
70種以上の鋼種を取り扱うようになりました。
特殊鋼ももちろんのこと、超々ジュラルミン系アルミ材(A7075をオリジナル鋳造最適化)にも対応しています。

【リードタイム改善、コストダウン、品質対策もお任せください!】
画像はロストワックス製法による部品事例です。
従来は切削加工品でしたが、ロストワックス精密鋳造による製造に切り替える事で量産性が向上しリードタイム改善を実現。また、材料重量を100g以上削減する徐肉を行う事で、コストダウンも可能にしました。
肉厚を均一にすることによる巣対策、凹(ニゲ)を作るバリ対策など品質対策も行っています。
■事例詳細
・SS440の切削加工部品からSCS14のロストワックス品への転換
・サイズ:84×36×36
・100g以上の徐肉。材料費削減によるコストダウン
・巣対策、バリ対策
・湯口仕上げ時にペーパーが当たらないようにすることで穴のバリ発生対策とボルトの座り面を崩さない
【キャステムのロストワックス】
・砂型鋳造に比べて精度が高く、美しい鋳肌
・複雑三次元形状を、低コストで量産可能
・金型から完成品まで一貫生産対応。3,5000型以上の実績
・海外工場での生産で、国内工場での生産に比べ安価
・形状、材質の2方面から自由に強度を追求できる
・ステンレスや銅、アルミなど70種類以上の鋼種を取り扱い。特殊鋼はもちろんの事、他社にはない超々ジュラルミン系アルミ材(A7075をオリジナル鋳造最適化)にも対応
コスト面などから、切削加工→ロストワックス精密鋳造への切り替えを検討されるお客様からの相談を多くお受けしています。
ご希望の部品のサイズや用途に応じ、MIM(金属粉末射出成形)、デジタルキャスト(3Ⅾプリントモデルを使った金型レス鋳造)など、他の製法もご提案できます。
金属部品のことなら、キャステムにお気軽にご相談ください。

精密鋳造により一体化画像は切削加工と溶接で製作していた部品をロストワックスした事例です。
さらに形状を最適化し、そのサンプル品を3Dプリンタで製作。実寸大のサンプル品を実際に見て、対物との状況をご確認いただきました。
材質:SCS13
サイズ:70×40×35
【キャステムのロストワックス製法】
キャステムの主力技術であり、複雑三次元形状を得意とする「ロストワックス精密鋳造」。
創業時からお客様からのシンプル形状~難物形状までの製作ご相談にお応えし続け、
35,000型以上の実績があります。
さまざまな金属材質の要望にもお応えする中、ステンレスや銅、アルミなど
70種類以上の鋼種を取り扱うようになりました。
特殊鋼はもちろんの事、他社にはない超々ジュラルミン系アルミ材(A7075をオリジナル鋳造最適化)も対応し、
新規材質への挑戦も続けております。
コストダウンに加え、湯流れや生産効率も勘案し、用途に応じた形状や製法をご提案します。
精密金属部品のことなら、キャステムにお気軽にご提案ください。
【キャステムのロストワックス】
■複雑な形状のもの、三次元的な曲面を有するものを、低コストで量産可能
■鋳込材質によって多少の違いはある(小部品12S 程度、大部品20S 程度)
■形状、材質の2方面から自由に強度を追求できる
■特殊鋼、ステン、銅合金、アルミ合金と自由に選択可能
■他の鋳造法と比べて精度は高く、加工工程数の低減を図れる

【従来製法】
溶接
【製法】
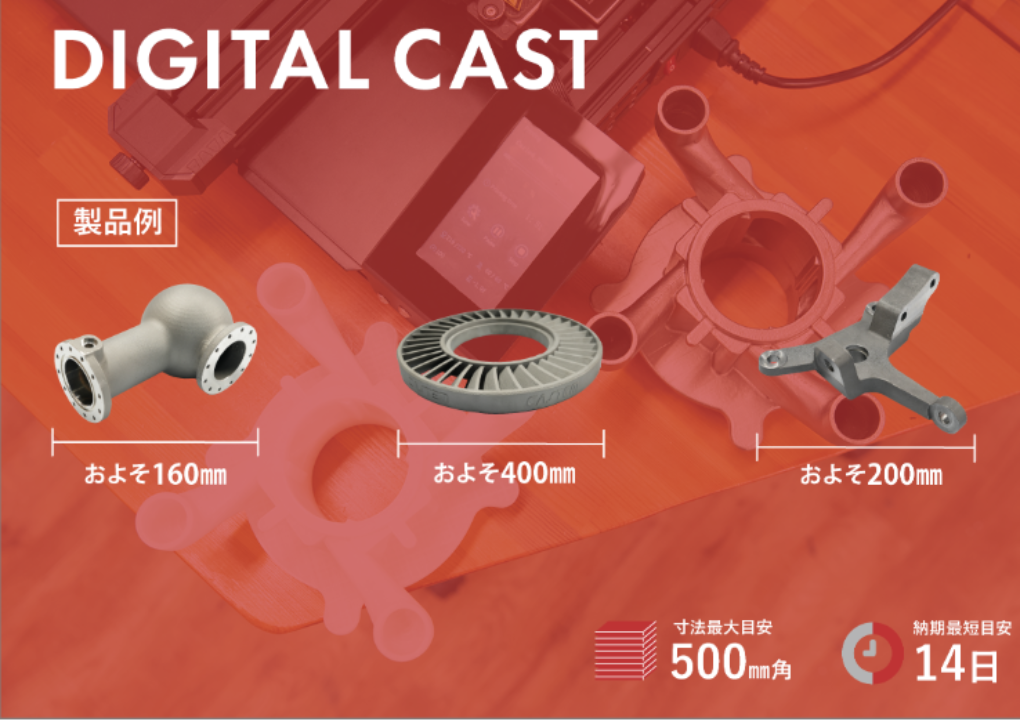
デジタルキャスト®
【内容】
画像は、架線を補強する鉄道部品です。
元々2部品だったものを一体化する際、試作検証時も量産と同じ素材での検証を希望されていました。
そこで、金型なしで部品1つから製造できるデジタルキャストを提案。
要望通り、量産と同じ素材を用いて試作検証を行い、ロストワックスでの量産に繋げました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能

【製法】
デジタルキャスト®
【内容】
調達先を変更するにあたり、量産に向けて試作検証をした事例です。
ロストワックス化に向けた試験を、金型レスのデジタルキャストでご提案しました。
また、元々レーザーマーカーで印字されていた部分を鋳出し文字で再現することになり、その仕上がりも事前にデジタルキャストで確認できました。
【デジタルキャスト® とは】
3Dプリンターで樹脂模型を製作し、それを原型としてロストワックス精密鋳造と同様の流れで金属製品を製作する工法。
鋳物を最短1週間、1個から対応可能です。
開発・試作でもメリットのある提案をいたします。
軽量化・形状変更など検討中の部品がございましたら、お気軽にご相談ください。
【デジタルキャスト® の3つの特徴】
・最短納期1週間
・型費0円
・最少1個から製造可能
「鋳造を試したいけど、金型費が高い…」
「スピーディーに試作したいから、起型に時間がかかる鋳物は不向きでは?」
そんな思い込みから、鋳物での試作に踏み切れていない設計・試作担当者の方へ。
キャステムの金型レス鋳造「デジタルキャスト®」なら、心配ご無用です。
リードタイムはわずか【2週間】。最短納期実績はなんと【5日】。
金型を使わず、3Ⅾプリンターで作った樹脂モデルから鋳型をつくるので、初期コストがぐっと抑えられます。
「ロストワックス精密鋳造」同様、複雑三次元形状や中空形状が得意。最大500㎜角まで対応し、小~中型から大型部品の製造に最適です。
量産で鋳造をお考えの場合、機械的性質の評価のためにも鋳造での試作検証は理にかなっています。
詳しくはホームページなどからお気軽にお問合せください。

切削加工品からロストワックス鋳造に工法転換!
✅リードタイム改善
✅コストダウン
✅万全な品質対策
従来は切削加工品でしたが、ロストワックス精密鋳造に切り替える事で量産性が向上しリードタイム改善を実現。また、材料重量を100g以上削減する徐肉を行う事で、コストダウンも可能にしました。
肉厚を均一にすることによる巣対策、凹(ニゲ)を作るバリ対策など品質対策も万全です。
■事例詳細
・SS440の切削加工部品からSCS14のロストワックス品への転換
・サイズ:84×36×36(㎜)
・重量:422g
・100g以上の徐肉・材料費削減によるコストダウン
・巣対策、バリ対策
・湯口仕上げ時にペーパーが当たらないようにすることで穴のバリ発生対策とボルトの座り面を崩さない
【キャステムのロストワックス精密鋳造】
・砂型鋳造に比べて精度が高く、美しい鋳肌
・低コストで量産可能
・複雑三次元形状も対応可
・一貫生産対応。金型から完成品までの製造で、3,5000型以上の実績アリ
・海外工場での生産で、国内工場での生産に比べ安価
・形状、材質の2方面から自由に強度を追求できる
・ステンレスや銅、アルミなど70種類以上の鋼種を取り扱い
・特殊鋼はもちろんの事、他社にはない超々ジュラルミン系アルミ材(A7075をオリジナル鋳造最適化)にも対応
コスト面などの切削加工→ロストワックス精密鋳造への切り替えを検討されるお客様からの相談を多くお受けしています。
ご希望の部品のサイズや用途に応じ、MIM(金属粉末射出成形)、デジタルキャスト(3Ⅾプリントモデルを使った金型レス鋳造)など、他の製法もご提案できます。
金属部品のことなら、キャステムにお気軽にご相談ください。

【キャステムのロストワックス精密鋳造】
■複雑形状、中空形状を低コストで量産可能
■形状、材質の2方面から自由に強度を追求できる
■特殊鋼、ステンレス、銅合金、超々ジュラルミン系アルミ材(A7075)など70鋼種以上から自由に選択可能
■他の鋳造法と比べて精度が高く、加工工程数の低減を図れる
画像は、従来は切削加工で製造していた部品をロストワックス精密鋳造に切り替えることで【軽量化&コストダウン】につながった事例です。鋳造への転換で量産性が向上。不要箇所を徐肉し、材料費も削減しています。
ロストワックス精密鋳造は中空・複雑三次元形状が得意。
金属部品のお悩みを丁寧にヒアリングし、最適な形状をご提案します。
事例では、設計段階でニゲ(徐肉)し、加工面積を減らしてコストダウン。
機能箇所部分のみ凸形状にすることで加工範囲や管理範囲を削減しています。
品質維持にも効果的な形状を実現しました。
用途や大きさに応じ、薄肉小物が得意なMIM(金属粉末射出成形)や、1個からでき試作にぴったりな金型レス鋳造デジタルキャスト®などの他製法も提案できます。
金属部品のことならお気軽にお問い合わせください。

画像は、ロストワックス精密鋳造への製法転換でコストダウンにつながった事例です。
従来品では、レーザー・曲げ・切削加工・溶接と複数の工程を通して製作していましたが、ロストワックス製法による一体化をご提案させて頂きました。1つの製法で製作できるため、工程間の管理の手間を省き、一体化による加工の削減・強度アップなどができています。
また対物との接触面を確認し、その部分を凸形状にすることで、寸法管理範囲を減少させ品質管理を容易にしています。
■製品詳細
材質:SCS13(精鋳)
サイズ:132×100×87
重量:763g
肉厚:3.5~5㎜
機械加工:青面
【キャステムのロストワックス製法】
中空・複雑三次元形状を得意とする「ロストワックス精密鋳造」。
創業時からお客様からのシンプルな形状から難物形状までの製作ご相談にお応えし続け、あらゆる産業分野の精密金属部品35,000型以上の実績があります。
積み重ねてきた経験やお客様への丁寧なヒアリングで、コストダウン、軽量化などのニーズに応じた最適形状をご提案します。
さまざまな金属材質の要望にもお応えする中、鉄やステンレス、銅、アルミなど70種類以上の鋼種を取り扱うようになりました。特殊鋼はもちろんの事、他社にはない超々ジュラルミン系アルミ材(A7075をオリジナル鋳造最適化)にも対応し、新規材質への挑戦も続けております。
詳しくはホームページなどからお気軽にお問い合わせください。

医療機器や航空宇宙向けなど、小型で精密な金属部品を試作したいとき、こんなことで困った経験はありませんか?
・試作したい数量は少ないのに、金型費が高い
・微細形状なので加工方法が限られる
・チタンなど、使いたい材質に対応できない
小ロット試作には、MIM(金属射出成形)が最適です。
MIM(金属粉末射出成形)は、樹脂成形のように金属を成形できる工法です。
【📍MIMの特長】
✅最小肉厚0.1mmからの微細形状に対応
✅複雑形状やシャープなエッジの再現が可能
✅試作から量産まで、数量に応じた金型コスト提案が可能
複雑な形状や微細な構造を、切削加工では難しいレベルまで一体で成形できるため、
・小型ネジ
・医療機器部品
・航空宇宙関連部品
などで多く採用されています。
「MIMは量産向けで、試作には向かない」
そんなイメージを持たれがちですが、弊社では試作向きの金型プラン「トライやる型」をご用意しています。
【📍トライやる型の特長】
✅金型費:19万円~
✅最大50ショットまで対応
✅小ロット試作に最適
※対応条件がありますので、詳細はお問い合わせください。
キャステムでは、金型製作から成形、後加工(精密加工・熱処理・メッキなど)まですべて自社一貫対応しています。
・小型金属部品を試作したい
・金型費を抑えたい
・MIMが使えるか分からない
そんな段階でも問題ありません。
量産を見据えた試作や、「この形状で作れるのか?」といったご相談も大歓迎です。
まずはお気軽にお問い合わせください。
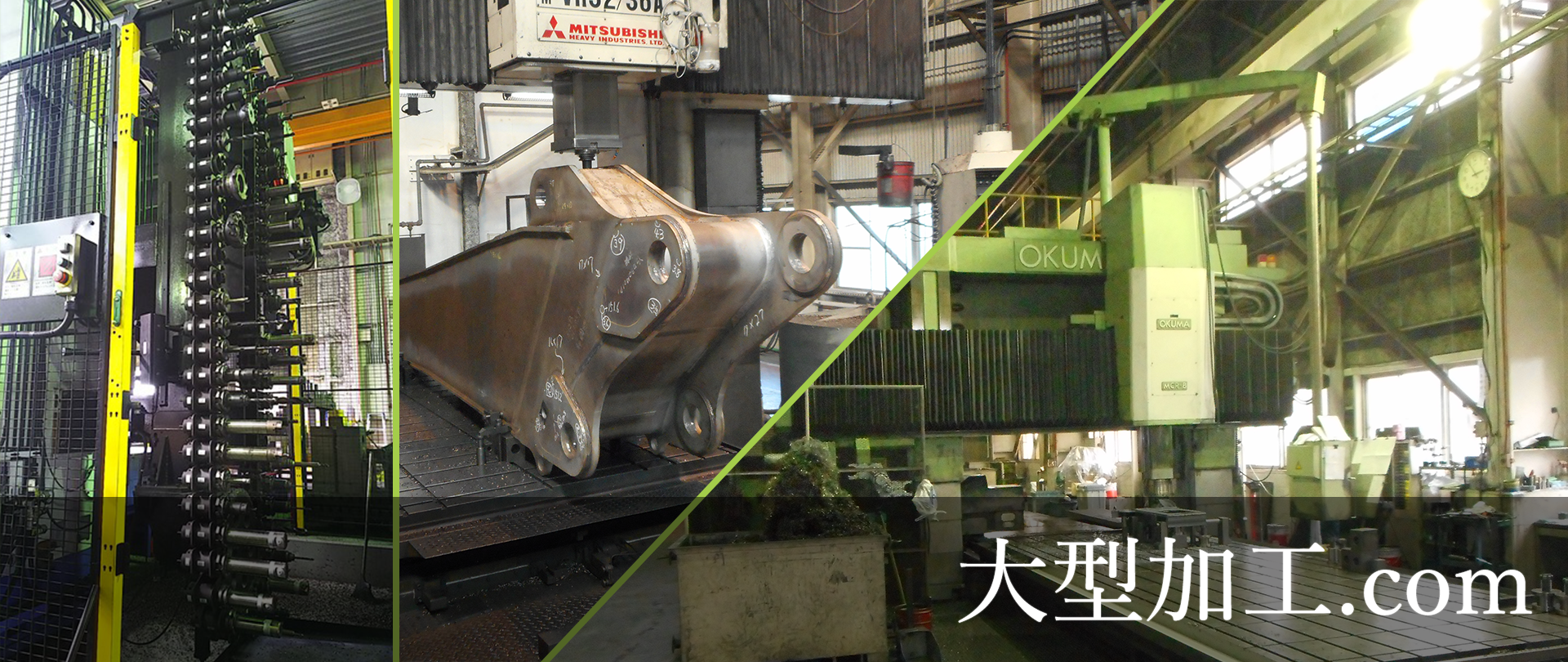
【広島】大型製缶品切削加工|門型五面加工機で高精度実現
► 大型製缶品の切削加工って、実はめちゃくちゃ奥が深いんです
こんにちは!株式会社友鉄マシンで大型製缶品の切削加工を担当している者です。毎日、門型五面加工機と向き合いながら、お客様の大切な部品を削り出している現場の生の声をお届けします。
製缶加工で作られた大型部品を精密に仕上げる切削加工は、まさに「最後の仕上げ」の工程。溶接で組み立てられた製缶品を、求められる寸法精度と表面品質に仕上げる、言わば「職人技とハイテク技術の融合」なんです。
大型加工.comサイトURL:https://oogatakakou.com/
★ 製缶品の切削加工で一番大切なのは「歪みとの戦い」
製缶加工された部品が弊社に届いた時、正直「おお、これは手強そうじゃのう」と思うことがよくあります(笑)。なぜかって?溶接による残留応力で、どうしても歪みが発生してしまうからなんです。
特に大型の建設機械部品なんかは、長さが数メートルにもなる製缶品を削る必要があります。これを普通の加工機で削ろうとすると、段取り替えが何回も必要になって、その度に位置ずれのリスクが高まってしまう。
【製缶品切削加工の主な課題】
● 溶接歪みによる寸法のバラツキ
● 重量物の取り扱いと段取りの困難さ
● 複数面加工時の精度管理
● 残留応力による加工中の変形
● 大型サイズに対応できる設備の必要性
► 友鉄マシンの門型五面加工機が威力を発揮する理由
弊社が保有している門型五面加工機5台は、まさに製缶品の切削加工のために生まれてきたような設備なんです。特に三菱重工製のMVR-32/36A(テーブル長さ5m仕様)なんて、もう頼もしい相棒ですよ。
✔ 一回の段取りで五面加工が可能
→ 段取り替えによる位置ずれを完全に排除できる
✔ 大型テーブルでの確実な固定
→ 加工中の振動や変形を最小限に抑制
✔ ATC100本搭載
→ 工具交換時間を大幅短縮、連続加工が可能
実際の現場では、例えば6m級のロングレンジブームの切削加工でも、一回の段取りで必要な全ての面を加工できちゃうんです。これ、本当にすごいことなんですよ。
► 製缶品特有の「クセ」を読み取る技術
長年この仕事をやっていて分かったのは、製缶品にはそれぞれ「クセ」があるということ。同じ図面で作られた製品でも、溶接の順序や冷却条件によって微妙に歪み方が違うんです。
※ 弊社のベテラン作業者は、製缶品をテーブルに載せた瞬間に「この部品はここが少し浮いてるな」「こっち側に引っ張られてるな」って分かるんです。これってまさに職人の目利きですよね。
【製缶品切削加工のコツ】
● 事前の歪み測定と補正計算
● 適切な固定方法の選択
● 切削条件の細かな調整
● 加工順序の最適化
● 温度管理による変形抑制
► 重量物対応が当たり前の設備環境
製缶品の切削加工で避けて通れないのが「重量」の問題。弊社で扱う製缶品は、軽いものでも数百キロ、重いものになると10トンを超えることもあります。
弊社の15トン天井クレーンと15トン対応大型反転機があるからこそ、安全かつ効率的に重量物の段取りができるんです。特に大型反転機は自社製作なんですが、これがあるおかげで重い製缶品でも確実に裏面加工ができます。
○ 実際の作業風景:クレーンで慎重に製缶品を吊り上げ、門型五面加工機のテーブルに設置。ダイヤルゲージで水平を確認しながら、クランプで確実に固定。この段取り作業だけで1時間以上かかることもありますが、ここが肝心要の工程なんです。
► 精度要求と表面品質への対応
製缶品の切削加工で求められる精度は、用途によって大きく異なります。
【精度レベル別の対応例】
★ 高精度要求品(平行度JIS2級相当)
・精密定盤、工作機械ベッド、測定機器架台など
・面粗度Ra1.6以下の鏡面仕上げ対応
● 中精度要求品(一般公差IT8~IT10)
・建設機械フレーム、産業機械架台
・面粗度Ra6.3程度の実用仕上げ
○ 構造部品(一般公差IT12~IT14)
・溶接部周辺の仕上げ加工
・取付面の平面度確保
特に建設機械部品では、過酷な使用環境に耐える必要があるため、表面品質も重要な要素。単に寸法を合わせるだけでなく、耐久性を考慮した表面仕上げを心がけています。
► 材質別の加工ノウハウ
製缶品で使用される材質は多岐にわたりますが、それぞれに適した加工条件があります。
【SS材(構造用鋼材)】
・溶接部周辺の硬度変化に対応
・熱影響部の加工では慎重な切削条件設定
【ステンレス製品】
・加工硬化しやすく、連続切削が重要
・専用工具と切削油で品質確保
弊社では材質ごとに最適化された加工プログラムを蓄積しており、安定した品質を提供しています。
► お客様との連携で生まれる付加価値
製缶品の切削加工では、お客様との密な連携が不可欠です。図面だけでは分からない使用条件や組み立て時の要求事項を事前にお聞きすることで、最適な加工方法を提案できます。
〈よくあるご相談例〉
「組み立て時に位置決めがしやすいよう、基準面を明確にしたい」
「輸送時の取り扱いを考慮して、角部にR加工を施したい」
「後工程の塗装を考えて、表面粗さを調整してほしい」
こういったご要望に対して、弊社の技術陣が現場の知見を活かした提案をさせていただいています。単なる図面通りの加工ではなく、「使い勝手の良い製品」を目指しているんです。
► 短納期対応の秘訣
製缶品の切削加工は、建設機械の修理や設備の緊急対応など、急ぎの案件が多いのも特徴。弊社では24時間稼働体制とAPC機能を活用して、短納期要求にお応えしています。
【短納期実現のポイント】
✔ 夜間無人運転による稼働時間延長
✔ 複数機並行加工による処理能力向上
✔ 段取り時間短縮のための治具改良
✔ 緊急案件用の材料常備
✔ グループ会社との連携による物流最適化
実際に「明日の朝一番に必要」という案件でも、夜通し加工して間に合わせたことが何度もあります。お客様の困りごとを解決できた時の達成感は、この仕事の醍醐味の一つですね。
► 品質管理と検査体制
製缶品の切削加工では、加工前後の寸法変化を正確に把握することが重要。弊社では高精度測定機器を完備し、トレーサビリティの確保された品質管理を実施しています。
【検査項目例】
● 寸法精度:マイクロメータ、ダイヤルゲージによる実測
● 平面度・平行度:定盤上での測定
● 表面粗さ:表面粗さ計による数値管理
● 内部応力:加工前後の変形量測定
特に大型製缶品では、温度による寸法変化も無視できません。測定時の温度管理も含めて、信頼性の高い検査結果をお客様に提供しています。
► 技術革新への取り組み
製缶品の切削加工技術も日々進歩しています。弊社では最新のCAM-STRUCTUREシステムを導入し、鋳物型構造部の複雑形状加工にも対応。また、工具メーカーとの連携により、製缶品専用の切削工具開発にも取り組んでいます。
〔今後の展望〕
・AI技術を活用した最適加工条件の自動選択
・IoT機器による加工状態の遠隔監視
・3D測定技術による全数検査の効率化
・環境負荷低減に向けた省エネ加工技術
► まとめ ~製缶品切削加工の真価~
大型製缶品の切削加工は、確かに技術的な難しさがあります。でも、だからこそやりがいがあるんです。溶接で形作られた「骨格」に、切削加工で「精度」と「美しさ」を与える。まさに製品に命を吹き込む工程だと思っています。
友鉄マシンでは、門型五面加工機5台の圧倒的な設備力と、長年培った技術ノウハウで、お客様の製缶品を最高の状態に仕上げます。建設機械部品から産業機械フレームまで、どんな製缶品でも安心してお任せください。
設計・生産技術・調達の皆様、製缶品の切削加工でお困りのことがございましたら、ぜひ一度友鉄マシンにご相談ください。現場を知り尽くした技術者が、最適なソリューションをご提案いたします。
───────────────────────────
【お問い合わせ・技術相談】
株式会社友鉄マシン
〒731-0231 広島市安佐北区安佐町飯室森城6861-27
TEL:082-835-2910 FAX:082-835-2930
コーポレートサイトURL:https://www.tomotetsu-mc.jp
大型加工.comサイトURL:https://oogatakakou.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/77774/dl/catalog/217610
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/77774/inquiry/

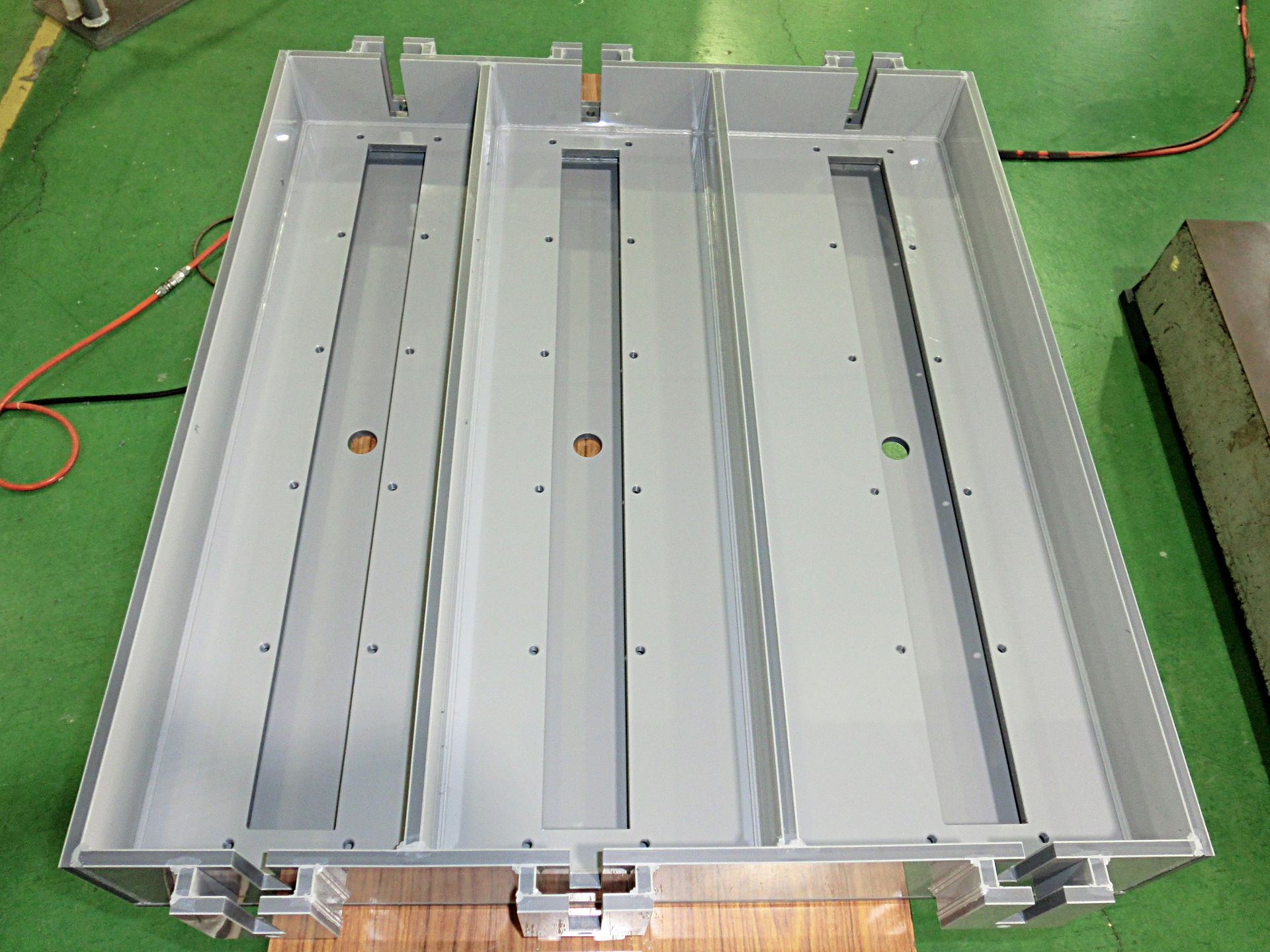
筐体に関しては、外板パネルの止めネジ穴等全ての穴加工を、各部材単体の状態でNC加工し、製缶後の穴制度は±0.5以内に止めております。
そのおかげでお客様への納品後に、部品が取り付かないと言う様なクレームはほとんど皆無です。
又、#400番研磨及びヘアーライン等外観重視の筐体も評判で、現在注文頂いているSUS筐体の8~9割りは、その様な外表面仕上げ品です。
精密板金に関しましては、筐体と同様SUS#400研磨品等が大半を占めますが、酸洗い後の超音波洗浄、蒸気洗浄で他社に無いクリーンな製品をご提供できます。
又、SUS製品は全てベンジンで拭き上げをし、エアキャップで梱包して外観の保護には十分注意して納品しております。
スチールの筐体及び板金も製作しており、社内に塗装設備も備え、焼付け乾燥炉は4000x6500x4000の大きさで、大型の筐体にも対応可能となっております。
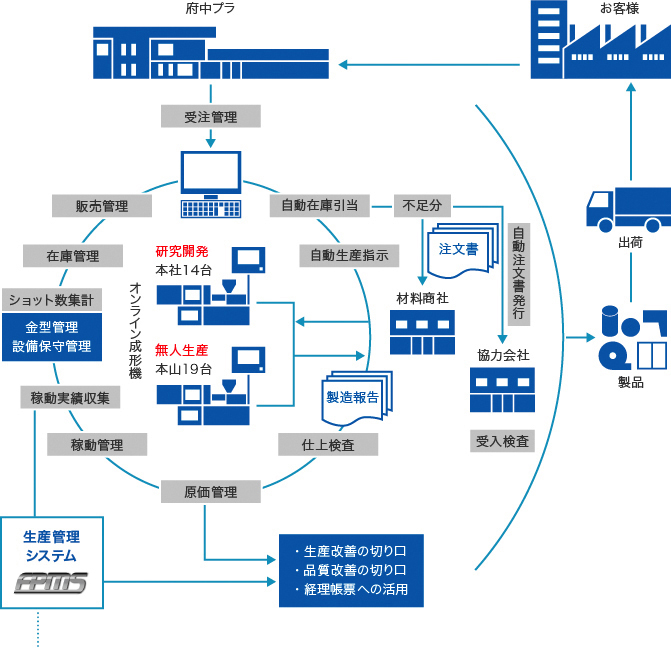
受注から生産・出荷までの生産管理業務を精度を高めて簡素化するため
独自の管理ソフト(FPMS)を開発しました。
「販売」・「在庫」・「原価管理」から「部材発注」まで
あらゆる管理業務を「自動処理化」することで
「研究開発」に全力投入できる体制を整え
我々は「提案開発型」の企業スタイルを構築しています。
<運営サイト>
https://www.fuchu-pla.com/ 【コーポレートサイト】
https://injection-fuchu.com/ 【ソリューションサイト】
府中プラ株式会社
726-0002 広島県府中市鵜飼町800-132
TEL 0847-41-3659 FAX 0847-41-3661

►【小径パイプ加工における製造業の課題】
現在の製造業界では、《塑性加工製品》の精密加工に対する要求が年々高まっています。特に小径パイプを使用した製品では、従来の加工方法では限界があり、多くの企業が以下のような課題を抱えています。
●複雑な形状加工による歩留まり低下と製造コスト増加
●スプール成形とバルジ成形の品質安定化の困難
●多工程にわたる外注管理と品質保証の問題
●曲げ加工における形状精度のバラツキ
特に小径パイプΦ8×1.0tの切断、両端カエリ取り、両端バルジ加工、中央部スプール加工、そして曲げ加工を行った製品です。このような複雑な工程を要する製品については、従来の分業体制では品質と効率の両立が困難な状況です。
→【注目】製造現場の皆様、こんな悩みを抱えていませんか?
►【一貫塑性加工システムによる解決アプローチ】
これらの課題を根本的に解決するのが、《塑性加工・機械加工・溶接加工》の一気通貫対応システムです。
《問題解決の核となる4つの技術要素》
★【高精度端末加工技術】
・端末加工機8台による多様な成形パターン対応
・バルジ成形の高精度実現
・スプール成形(ビード加工)の安定品質
・カエリ取りから最終仕上げまで一貫対応
★【小径パイプ専用加工システム】
・NCベンダー10台によるΦ4~Φ40対応の三次元曲げ加工
・丸鋸切断機8台でのΦ4~Φ70精密切断
・スピニング加工機2台による溝入れ・成形加工
・プレス機による複合変形加工対応
★【塑性加工の環境優位性】
・切り粉が出ない環境に優しい変形加工
・材料ロスの大幅削減による原価低減
・型を使った圧力変形による高い再現性
・熱処理不要な冷間加工による品質安定
★【マトリックス生産システム】
・日送りカード方式による効率的工程管理
・月産数十個~数万個まで対応する柔軟性
・設備稼働率と人的稼働率の最適化
・巧みな段取り替え技術による多品種対応
《具体的な加工フローと技術詳細》
【STEP1:材料準備・切断】
小径パイプΦ8×1.0tを始めとする各種パイプ材を、丸鋸切断機で精密切断。切断面の品質管理により、後工程での加工精度向上を実現。
【STEP2:両端カエリ取り】
切断時に発生するカエリを除去。この工程での精度が、後のバルジ成形品質に直結する。
【STEP3:両端バルジ加工】
端末加工機を使用し、パイプ端部を膨出させるバルジ成形を実施。圧力制御と型精度により、高精度を実現。
【STEP4:中央部スプール加工】
パイプ中央部にスプール成形(ビード)を実施。 均一な表面品質を確保。
【STEP5:三次元曲げ加工】
NCベンダーによる精密曲げ加工で最終形状を実現。三次元形状でも±1度以内の角度精度を維持。
塑性加工の特性を活かし、切り粉ゼロの環境配慮型生産を実現。廃棄物処理費用の削減とともに、SDGs認証企業としての責任を果たしています。
►【70年の技術蓄積による独自ノウハウ】
《塑性加工分野での圧倒的な技術力》
昭和27年創業以来、私たちは金属の塑性変形特性を徹底研究し、独自の加工技術を開発してきました。特に小径パイプの加工では、材料の特性を最大限活かす技術が重要です。
●【端末加工の多様なパターン対応】
・拡管&フレアー(Expanding & Flaring)
・フレアー&ビード(Flaring & Beading/Spool)
・絞り&フレアー(Swaging & Flaring)
・ダブルビード(Bulging & Beading/Double beading)
・スプール&インナービード(Beading & Inner beading)
これらの技術パターンを組み合わせることで、お客様の要求仕様に最適な加工方法をご提案いたします。
●【材料特性に応じた最適加工】
・鉄系材料:STKM材、STK材での高強度確保
・ステンレス:SUS304での耐食性維持加工
・銅系材料:純銅、黄銅での導電性確保
・アルミニウム:5000番台合金での軽量化対応
●【品質保証の徹底】
ISO9001認証取得による国際標準品質管理に加え、キーエンス製三次元測定機、画像寸法測定機による検査体制で、塑性加工製品の寸法精度を厳格に管理しています。
►【マツダ認定の信頼性と実績】
《自動車業界最高水準の品質基準クリア》
マツダ株式会社品質優良認定企業として、自動車部品に要求される厳しい品質基準を満たしています。この認定は、塑性加工製品における当社の技術力と品質管理体制の証明です。
●自動車エンジン部品での耐熱・耐圧性能クリア
●ブレーキ配管部品での気密性・耐久性確保
●燃料系統部品での耐食性・信頼性実現
●冷却系統部品での熱伝導性・形状精度維持
《全国展開の供給体制》
東京から久留米まで、全国の製造業様との取引実績があります。遠方のお客様でも、品質と納期を両立した供給体制を確立しています。
►【今すぐ始められる課題解決への道筋】
塑性加工製品の課題解決は、まず現状の問題点を正確に把握することから始まります。
★【診断対応項目】
・スプール成形の品質安定化方法
・バルジ成形の精度向上対策
・曲げ加工での形状精度管理
・多工程一貫化によるコスト削減効果試算
・材料選定から最適加工方法の提案
《まずはお気軽に相談を》
「こんな複雑な加工、本当にできるんじゃろうか?」そんな疑問をお持ちの方こそ、ぜひ一度ご相談ください。70年の技術蓄積と最新設備で、必ずお役に立てる解決策をご提示いたします。
※技術相談・見積依頼:https://ja.nc-net.or.jp/company/81014/inquiry/
─────────────────────────────────────
【会社概要】
松田鉄工株式会社
〒739-0264 広島県東広島市志和町七条椛坂1700
TEL:082-433-4544
FAX:082-433-2628
コーポレートサイト:https://mtd-co.jp/
技術相談・見積依頼:https://ja.nc-net.or.jp/company/81014/inquiry/
塩ビ製のメッキ槽。酸、アルカリなどの耐薬性に優れている。
塩ビは半導体、液晶などの洗浄機にも使わています。
半導体洗浄機の付帯装置。
鉄のフレームをベースにフレームを全て隠すように塩ビを巻いています。

精密部品加工で こんなお悩み、課題はありませんか?
☑高精度での加工ができるメーカーを探している
☑小ロット小回りの利くメーカーを探している
☑工事一式の部品調達に困っている
☑短納期での対応
☑図面無しで3Dデータのみでの対応
≪主要対応分野≫
金属加工:切削加工、板金加工、製缶加工、プレス加工、特殊加工、鋳造
樹脂加工・ゴム加工:切削加工、射出成形、ゴム成形
表面処理・熱処理:各種鍍金処理、熱処理、防錆処理
機工分野:FA機器、メカトロ機器、自動機、専用機など
治工具:各種加工治具、検査治具、輸送治具
対応分野:自動車部品、電子機器
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
お気軽にご相談下さい。

SS400を使用して作製いたしました。
槓桿(こうかん)とはレバーや、てこの意味です。
溶接して仕上げの加工が難しく技術を要します。
加工方法: 溶接 マシニングセンタ スロッター
サイズ:265*1015*190
☆作製期間は約2ヶ月☆
☆この部品は直接お客様にお渡ししました☆
SS400 槓桿 1000mm以上 溶接 のことなら
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
お気軽にご相談下さい。

A2017の材料を使用して作製しました。
4-M3 深さ6 90度の円周等配。
内側の面取りはヤスリを使い角まで面取りしました。
加工方法:ワイヤーカット
サイズ:Φ63*8
表面粗さ:Ra12.5
表面処理:なし
A2017 カバー取付板 タップ ワイヤー加工 のことなら
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
お気軽にご相談下さい。
NAK55材を使用してピン部品を作製しました。
旋盤加工後、イオン窒化処理(約1週間)をして
お客様に納品しています。
窒化処理の利点としては380℃~590℃の温度範囲で窒化処理ができるので、処理する材質の適応範囲が広がります。
このほかにも本部品と寸法違いの部品を2点ほど受注頂き
計3点すべてにイオン窒化処理を施しました。
作製数量:1
加工方法:旋盤
サイズ:Φ15*145
表面粗さ:Ra25(Ra6.3,Ra3.2)
表面処理:イオン窒化
☆作製期間は2週間☆
☆この部品は直接お客様にお渡ししました☆
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017
お気軽にご相談下さい。

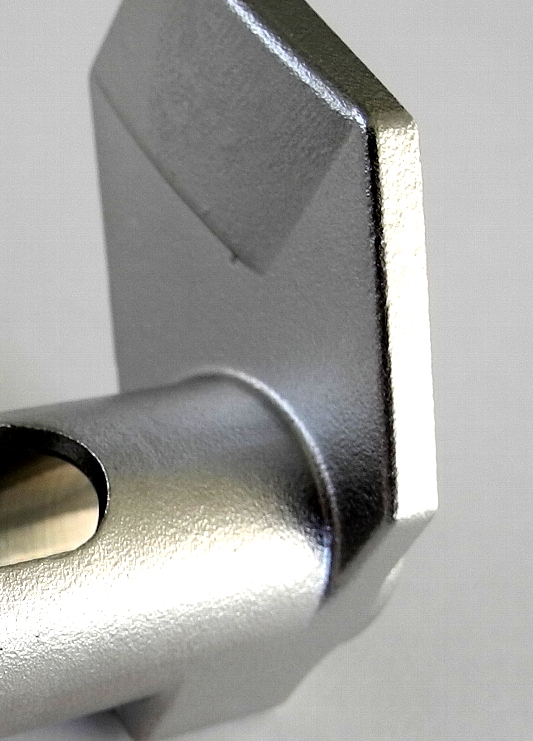
■品名:装置安全カバー(アクリルパネル)
■材質:アクリル
◎製品のミソ◎
本製品は装置安全カバーとして制作されたものですが、飛沫防止対策にも使える丈夫なアクリルパネルです。
足部分は正確な直角曲げ加工を施しております。
精密部品加工に関わらず、ご相談頂けば出来る限り製作実現を目指す会社です。
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017

【自動機・産業装置の一貫受託製造サービス】 「やまだ屋 宮島本店」の新商品「COLOCOLO MOMIJI」の金型と自動機の製作を手掛けました。
やまだ屋では、1937年に創業時に製造した「こしあんのもみじ饅頭」、1983年に発売した「大もみじ」以来となる
新たなもみじ饅頭を開発するうえで、焼き型を一から製作する必要がありました。
そこで、自動車用金型や精密加工の実績があり、マツダスタジアムに飾られている精巧なカープ歴代選手フォトレリーフの細かな作り込みをご評価いただき、今回のお引合をいただくにいたりました。
詳しくは過去に広島経済レポートに掲載されておりますのでご覧ください。
https://www.hiraokaind.co.jp/img/news/20201013/20201008keizai.pdf
このように弊社では精巧な三次元加工を得意としておりますが、
自社製品として切断折曲機の製作を手掛けたノウハウから自動機の設計・製作にも対応可能です。
「CADに起こしたい」「部品だけ欲しい」「組立まで依頼したい」といった様々なご要望にも対応可能です。
尚、本件は食品機械ですが弊社では自動車・電気機器・医療・製薬・産業機械・FA装置など、あらゆる業界での自動機・省力機械の対応事例がございます。
◆このような時には弊社にお任せください
・開発段階から相談できるメーカーを探している
⇒開発段階からサポート可能。設計、3DCADのデータ作成、試作、改善提案など対応します。
・部品加工から装置組立まで幅広く相談できるメーカーを探している
⇒図面作製から組立まで対応可能。様々な素材やサイズ、複数工程にまたがる案件も、自社工場だけでなく、
専門分野の協力工場と連携をとり幅広く対応し、打合せ・生産管理・品質管理と丁寧かつ迅速に対応します。
・既存装置の改良をお願いしたい
⇒既存装置の課題をヒアリングさせていただき、改良ポイントを検討。
試作トライアルの中で、動作確認・機能確認を行いながら製造します。
・構想はあるが図面がない
⇒ポンチ絵、構想図等を元に、製造図面の製図、試作、製造等を実施。
加工工程を考慮したものづくり図面で最適な納期・コストをご提案します。
【ものづくりコンシェルジュ 平岡工業株式会社】
https://hiraoka-sales.com/
【資料PDFダウンロード】はこちら ↓
https://www.nc-net.or.jp/company/91713/dl/catalog/192200
■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■■
【西日本エリア全域】100社以上の協力工場で多種多様な案件に一貫対応
寸法精度要求へ、幾何公差・表面粗さまで加工・測定・品質対応
門型五面加工機で2000×3000×1000までの大物製品を高精度に加工可能
精密・微細・複雑形状まで金型技術を応用し、設計・調達・加工・品質保証
◆最短当日出荷◆100社以上のネットワークで、多種多様な案件に即対応
■運営サイト
https://www.hiraokaind.co.jp/ 【コーポレートサイト】
https://xn--yfr72cv5nni7c.com/ 【精密部品加工・調達代行センター(SCC)】
https://hira-x.com/ 【自社ブランド『HIRAX』】
https://www.h-jf.jp/ 【H-Junk Factoryのものづくりラジオ】
https://www.asobient.jp/ 【アウトドアグッズブランド『asobient』】
https://www.goodsclub.jp/ 【オリジナルグッズ制作『GOODS CLUB』】
https://www.photorelief.jp/ 【写真をそのまま立体に『フォトレリーフ』】
https://x.com/hiraokakogyo 【公式X】
https://www.youtube.com/channel/UC1T105o-lVjwxfD5YFOyYrg/featured
【公式YouTube】
https://www.youtube.com/channel/UCvuNyduHWGIs5w7NAermvfQ
【H-Junk Factory のものづくりラジオ YouTube】
85年以上の金型/機械/部品設計ノウハウ、製造経験を活かした最適な提案、
100社以上の協力工場・タイ拠点とも連携し、各種産業装置の設計・製作、
特急対応や微細から大物まで部品加工も承ります!
平岡工業株式会社
https://hiraoka-sales.com/
〒731-3168 広島市安佐南区伴南2丁目5番19-31号
TEL:082-849-6007 FAX:082-849-6017

複合旋盤やマシニングセンタ・インデックスを用いてスクリュー形状を3D加工します。
写真は、樹脂成型品のチップコンベア用スクリューです。
φ350前後、1000L程まで対応致します。
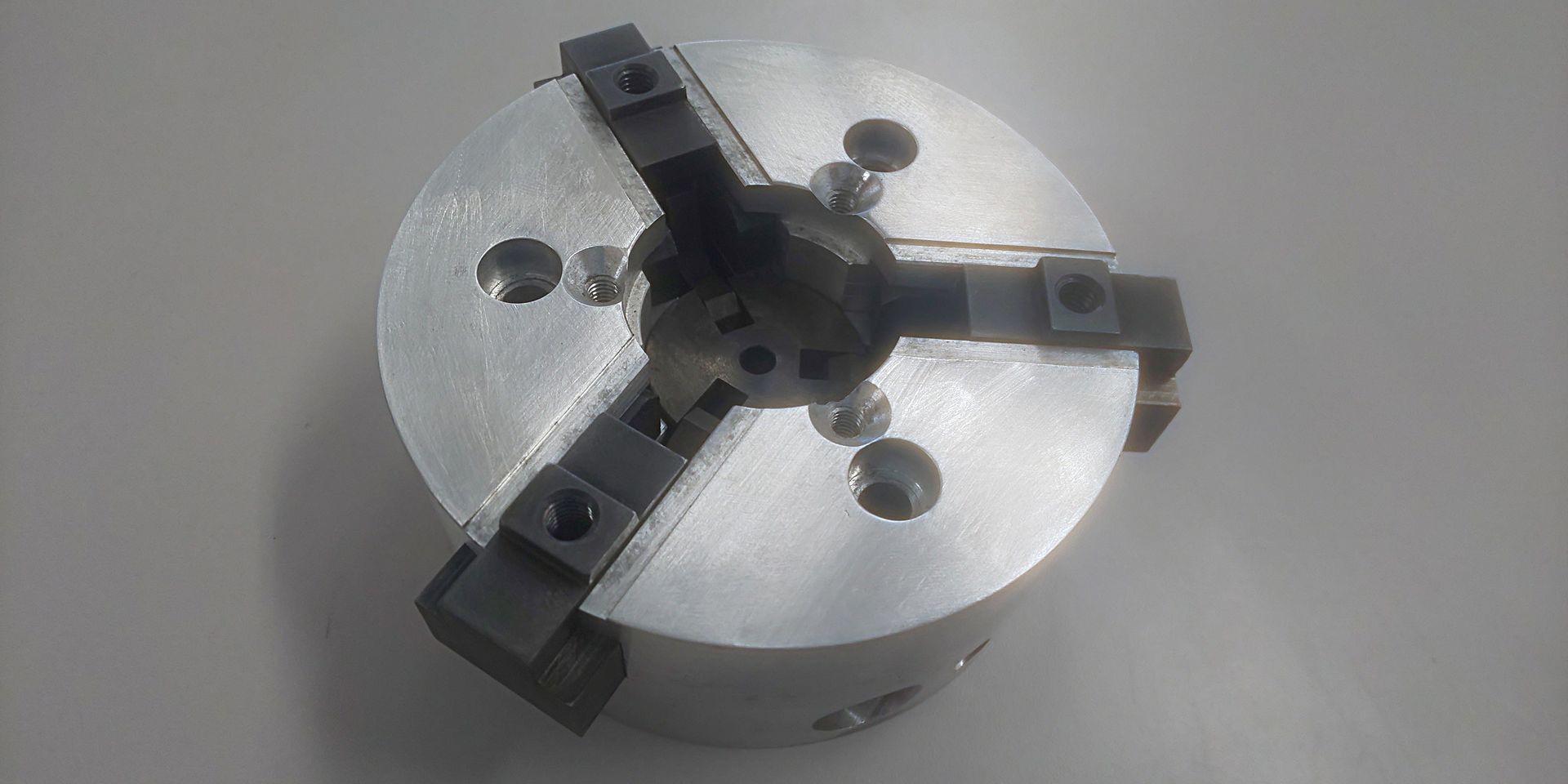
自動車部品生産ラインに組み込まれる搬送用ローダーチャックです。
ボディはアルミ、爪は鉄製で、設計から製作まで行っています。
CAD専属の社員がおり、仕様がほぼ明確であれば設計から製作、組立までさせて頂きます。

パイプ曲げ加工に使用する金型を長年製作させて頂いております。
(写真は曲げ金型をイメージしたPR用サンプル品です。)
SKD11にパイプ形状を3Dマシニング加工やNC複合旋盤のミーリング加工で彫り込んでいき、真空焼入れで硬度を上げます。
パイプを確実にクランプする為にはパイプ形状の径を1/100mm単位の精度で加工する技術が必要になります。
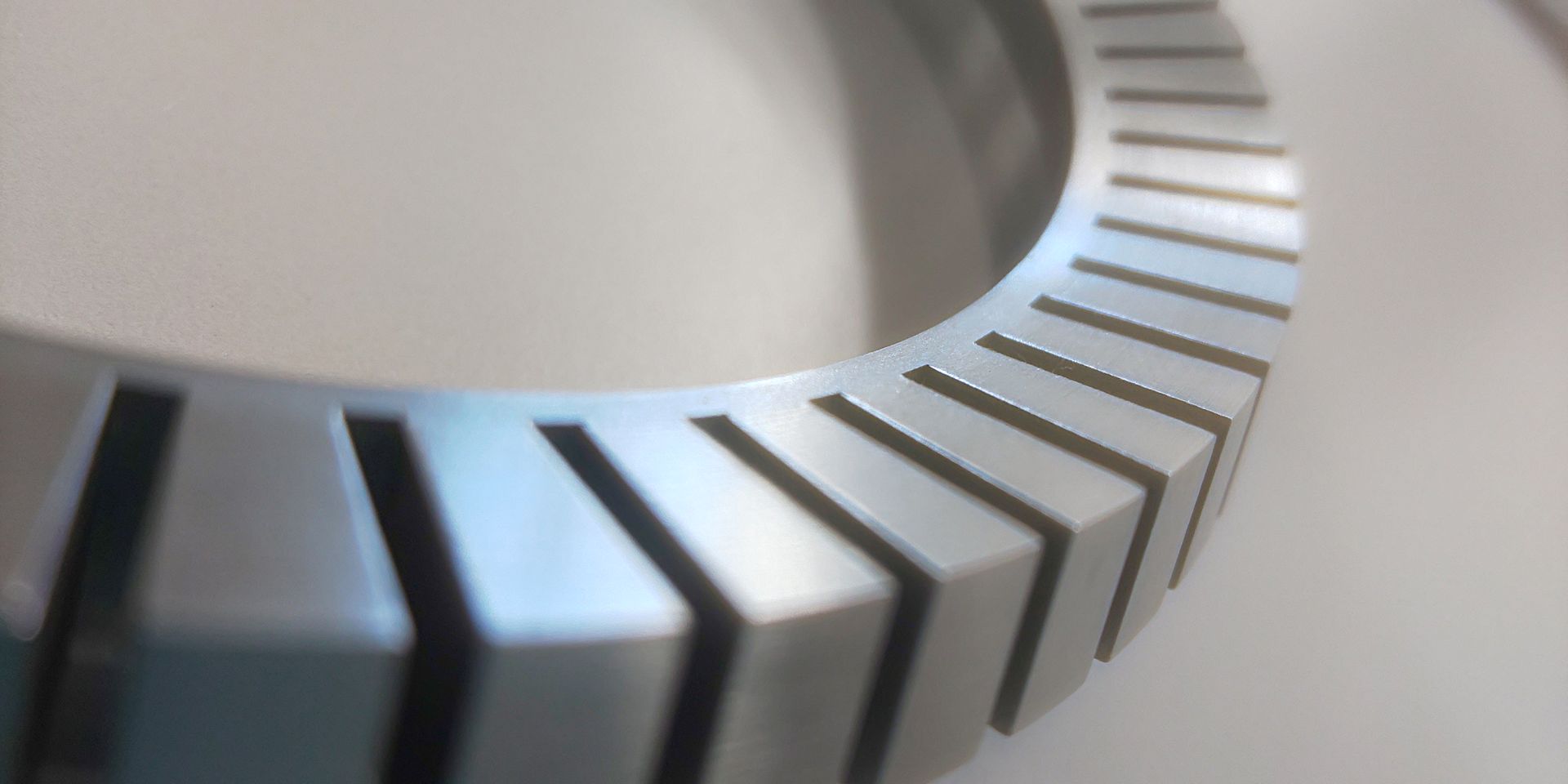
SUS310をNC旋盤で厚み1.7へ薄肉加工し、外径のスジ割りはマシニングにメタルソーとインデックスを取り付けて行う。

M36のボルトのネジ切り加工です。
NC旋盤を使用して各種ボルトの製作、1本から対応しております!
各種材質も対応しております!

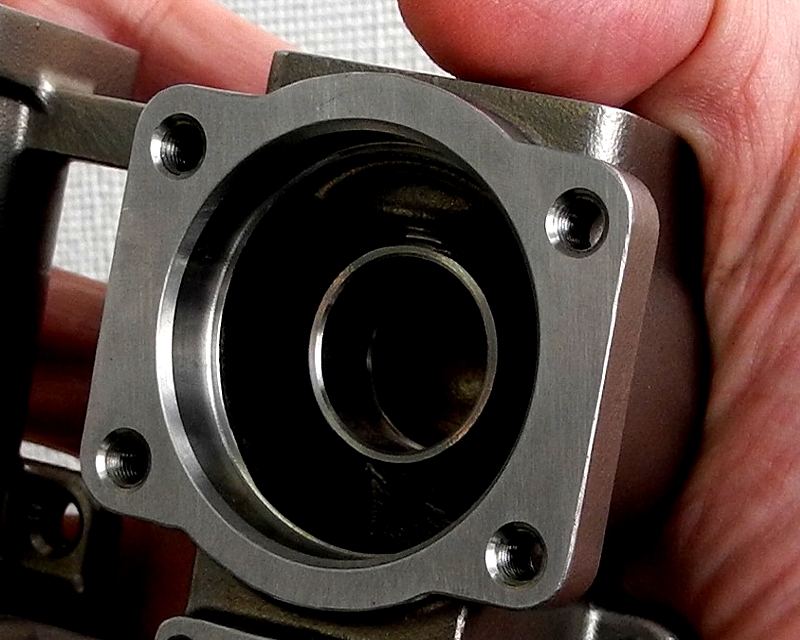
【業界・用途】コンベアローラーのベアリングを受ける箇所の削りだし加工品です。
【加工方法】マシニングセンターによる三軸同時加工
【特徴】素材は鋳物ブロックで、全面総削り出し。
ベアリング受け部の形状は取り代のみ残して鋳型でほぼ形になっているので、全面削り残しがないよう取り合いを計算するノウハウが必要です。
また、ベアリング受け部は製品外形に対して水平ではなくおおよそ0.5°程傾いています。
この僅かな傾きを実現するために、弊社の3D加工の技術が活かされています。
【サイズ】およそ255角
【表面粗さ】ベアリング受け部粗さ▽▽
【数量・ロット】過去実績、通常10ケ未満/ロット、単品や量産対応も可
【業界・用途】偏心カムシャフト部品
【加工方法】NC複合旋盤にて外径、ネジ切り、キー溝加工。
その後偏心させてチャッキングし、内径加工。
【特徴】外径キー溝との位相が必要なので、その位相の出し方が肝です!
【サイズ】およそφ70×200
【表面粗さ】▽▽▽
【数量・ロット】1ケから対応

当社では造船事業で行っている厚物の溶接や曲げなどの板金加工からマシニングを中心とした機械加工。
そして、各種産業装置で培った組立まで幅広い生産体制を整え、ワンストップでの社内一
貫生産が可能です。
社内一貫生産することで、分散発注による煩雑な生産管理・品質管理・納期管理をなくし、最適化・短納期化に貢献しています。
もちろん、板金のみ、機械加工のみ、組立のみといった部分的な生産対応も行っており、お客様のご要望に応じて柔軟に対応が可能です。
食品包装機械装置 部品加工 組立 のお問い合わせ
因島鉄工株式会社
本社工場
〒722-2322 広島県尾道市因島三庄町1573番地
TEL:0845-22-3116
FAX:0845-22-7389
E-Mail:info@intetsu.co.jp
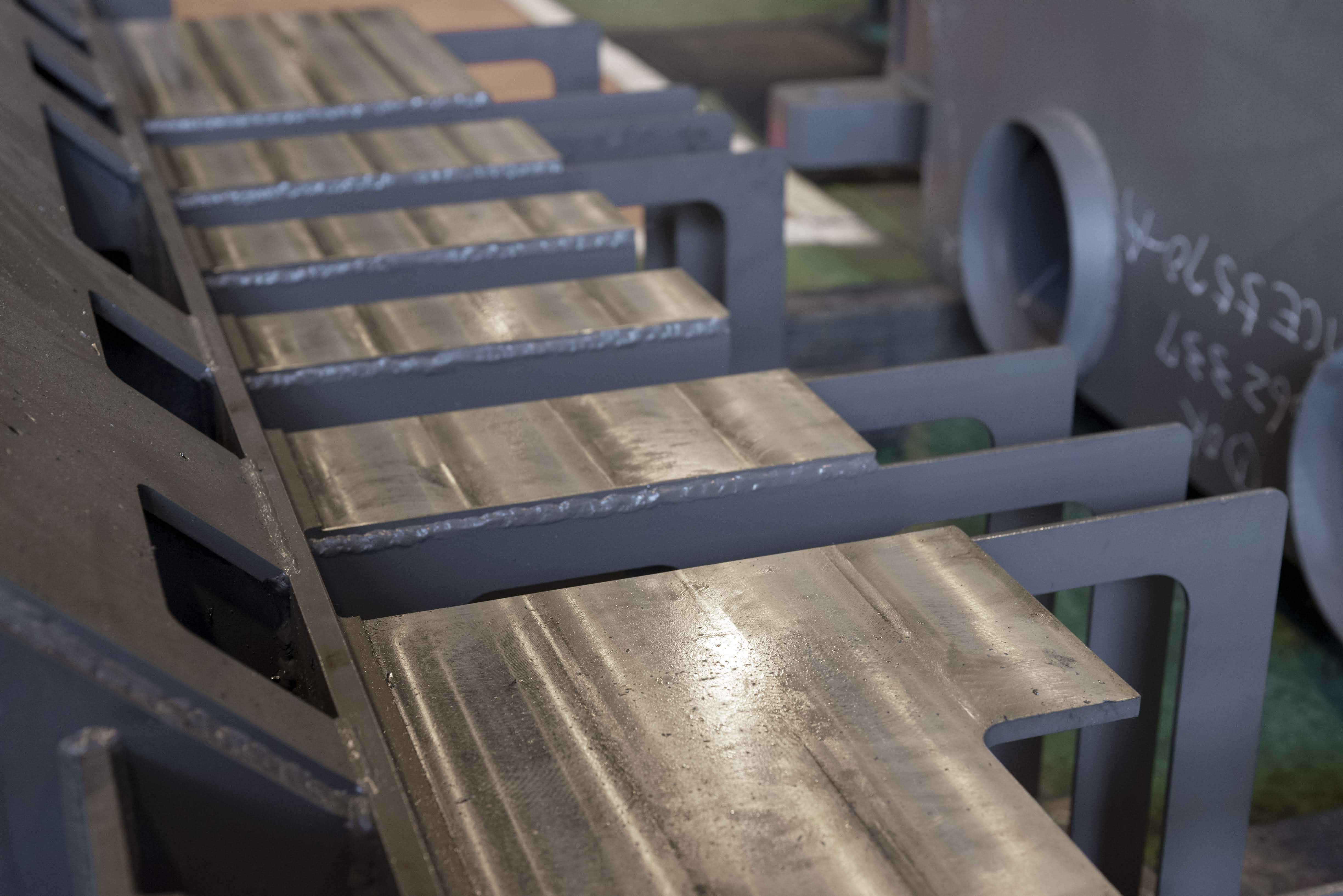
段ボール製函機部品
製缶部品の機械加工
材質:鉄
寸法:幅500×高さ1000×長さ1800
重量:100kg
ロット:1台(受注生産)
工程:溶接→機械加工→マスキング→塗装
補足:TIG溶接後、防錆塗装、6枚の面を5面加工機にて加工、加工部マスキング、仕上げ塗装。
段ボール製函機部品のお問い合わせ
因島鉄工株式会社
本社工場
〒722-2322 広島県尾道市因島三庄町1573番地
TEL:0845-22-3116
FAX:0845-22-7389
E-Mail:info@intetsu.co.jp

対応機種:横型マシニングセンター HCN6000マザック テーブル□500 ATC80
材質:SS400 焼鈍による応力除去
サイズ:□300 製缶構造
業界用途:段ボール製函機
部品名:ブラケット
注意点:加工時の応力による歪みが課題の為、焼鈍による応力除去を実施。
段ボール製函機 SS400 焼鈍による応力除去ブラケット部品のお問い合わせ
因島鉄工株式会社
本社工場
〒722-2322 広島県尾道市因島三庄町1573番地
TEL:0845-22-3116
FAX:0845-22-7389
E-Mail:info@intetsu.co.jp
【材質】SS400、SUS 両パターン対応
【業界】ポンプメーカー向け
【材寸】Φ100~Φ800
【特徴】OEM受注

【材質】SS400
【業界】段ボール製造機械の周辺装置
【特徴】寸法精度:±0.05
【製造プロセス】材料~製缶~機械加工
※カウンターは弊社にて組立まで施工しております。

【材質】SS400
【業界】段ボールメーカー向け
【特徴】寸法精度:±0.05、生産個数:月産5個
【製造プロセス】材料~製缶~機械加工
※カウンターは弊社にて組立まで施工しております。
【材質】SS400
【業界】段ボール製函機・段ボール印刷機
【特徴】寸法精度:±0.05
【製造プロセス】材料~製缶~機械加工
【その他】応力による歪を留意し加工実施
※カウンターは弊社にて組立まで施工しております。

【材質】SS400
【業界】段ボールメーカー向け
【特徴】寸法精度:±0.05
【製造プロセス】材料~製缶~焼鈍~機械加工~塗装
【その他】加工対象機種:5面加工機
ワークサイズ:□700×L2000
【材質】SS400
【業界】段ボールメーカー向け
【特徴】寸法精度:±0.05
【製造プロセス】材料~製缶~焼鈍~機械加工~塗装
【その他】加工対象機種:5面加工機
ワークサイズ:□700×L2000
【材質】SS400
【業界】段ボール製函機・段ボール印刷機
【特徴】寸法精度:±0.05
【製造プロセス】材料~製缶~焼鈍~機械加工~塗装
【その他】加工対象機種:5面加工機
ワークサイズ:□700×L2000

共同開発特許を取得し、中国新聞に掲載されました。
2017年9月
~以下中国新聞記事より一部抜粋~
フィルム回路銅粒子で製造 戸田工業と装置開発
樹脂製フィルムに銅粒子で回路をつくる装置を開発したと発表した。一般にフィルム上の回路には銀などが使われるが、銅の方が価格が安いためコストを抑えられる。
銅粒子は表面が酸化して電気を通しにくくなるため、使われにくかった。開発した装置はフィルムに300度以上の高温の水蒸気を当てることで、銅を酸化しにくくする。
回路に銅箔を使うタイプも普及しているが、製造に真空装置などがいる。開発した装置は、工程が単純で処理時間も短く優位性があるという。今春までにサンプルのフィルム出荷を目指す。
フィルムの回路は、携帯電話やデジタルカメラなど多くの分野で高い需要がある。銅の価格は銀の100分の1以下で、コストを大幅に・・・

・シャフト類のL加工からセンターレス研削加工、及び熱処理(外注)、メッキ等表面処理(外注)
・その他、NC旋盤によるブランク加工

独自開発「ゆるみ止めナット」製造 U-ナット ファインU-ナット
「ボルト・ナットはゆるむもの」という定説をくつがえしたU-ナット。
NASA(アメリカ航空宇宙局)のスペースシャトルにも採用され、
今や世界でゆるみ止めナットの代名詞となっているこの製品も
独自開発したものです。さらに、ベアリング用ゆるみ止めのファインU-ナットなど、
究めて高い技術と特殊加工ノウハウを世界のナットづくりをリードしています。
コストや納期、個数、サイズなど詳しいお見積りはお気軽にご連絡ください!
広島和田金属工業株式会社
〒727-0004 広島県庄原市新庄町88番地の36(庄原工業団地)
TEL 0824-72-7811番(代表) FAX 0824-72-7815番
(ナット部門)
TEL 0824-72-7811番(代表) FAX 0824-72-7815番
HP:http://hiroshimawada-metal.skr.jp/
【材質】SS
【板厚】
【形状・サイズ】製缶品
【ロット】
【工法】横中フライス盤
【業界・用途】
【特徴】横中フライス盤でのネジ切り加工
お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
FC材削り出しです。
FC材の加工はこの他にも多数実績あります。

ロボット架台
フランジ部品

自動車製造設備部品
材質 FC
サイズ 1,300×1,000
ハウジング

部品名:ホイール
業界・用途:印刷機械
材質:ねずみ鋳鉄FC材
サイズ : Φ350
機能性・形状:中ロット、角度ネジ
加工方法:立型マシニングセンタ、治具
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ホイール 印刷機械 ねずみ鋳鉄FC材 中ロット、角度ネジ 立型マシニングセンタ、治具
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

部品名:油圧シリンダーフレーム
業界・用途:製鉄設備
材質:FC材
サイズ:400×400
加工方法:NC横中ぐりフライス盤、立型マシニングセンタ
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ねずみ鋳鉄FC材 研磨、治具 NC横中ぐりフライス盤、立型マシニングセンタ
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

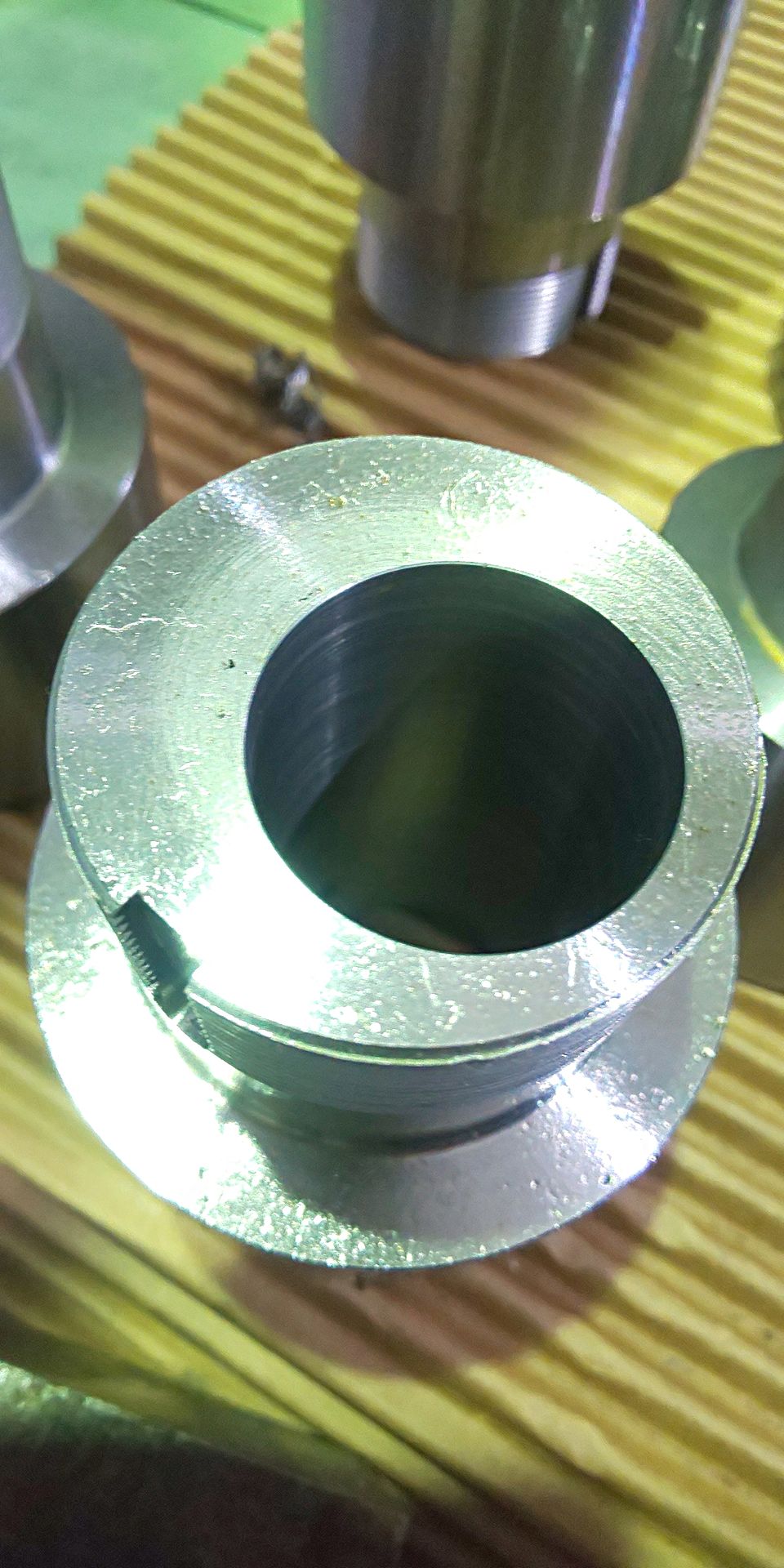
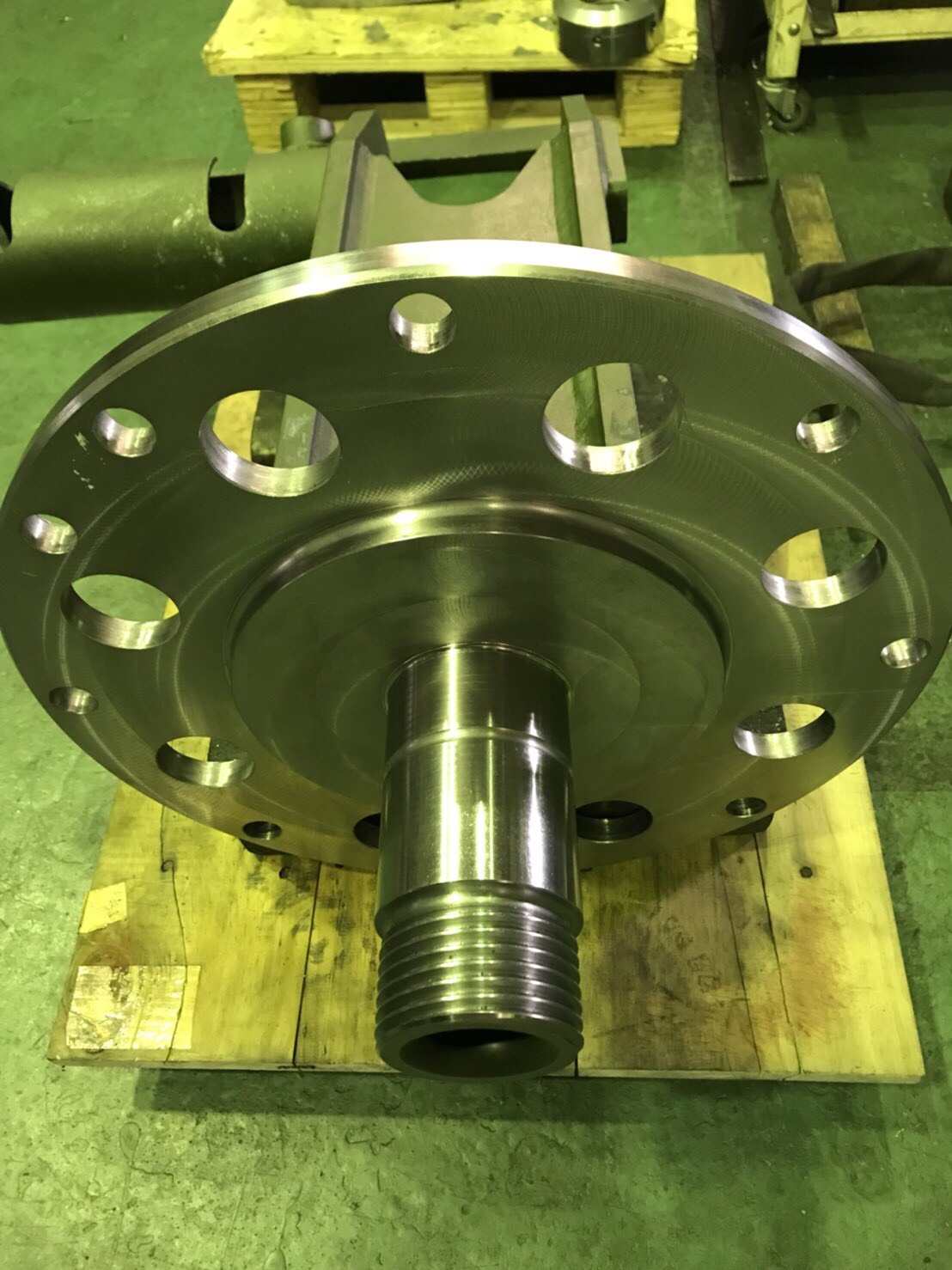
部品名:パイプフランジ
業界・用途:自動車生産用設備
材質:SS 製缶品
サイズ : Φ400×700L
加工方法:横中ぐり盤 旋盤
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
ネジ長尺 プラント設備 SC材 ネジ台形 旋盤
に関する お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
部品名:ブラケット
業界 : 用途:印刷機械部品
材質:SUS304
サイズ : 300×250
個数:2個
機能性・形状:削り出し
加工方法:横MC,立MC
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/

部品名:フレームブラケット
業界・用途:大型印刷機械
材質:FC
サイズ : 700 × 350
機能性・形状:半割れ組立品
加工方法:NC横中ぐりフライス盤
- - - - - - - - - - - - - - - - - - - - - - - - - -
伸光工業では、
NC横中ぐり盤を主に、大型立型マシニング等で単品から中ロット物までの機械加工や正面盤による大物丸の旋盤加工を行っています。
中でも、ボーリング、箱物の加工を得意としており、お客様の要望に柔軟に対応しております。
全国各地どこからでもお問い合わせお待ちしております!
お問い合わせはこちら↓↓↓
- - - - - - - - - - - - - - - - - - - - - - - - - -
有限会社伸光工業
〒739-2611 広島県東広島市黒瀬町大多田65-24
TEL:0823-70-4338 / FAX:0823-70-4339
HP:http://sinkoukougyou.co.jp/
インスタ:https://www.instagram.com/sk___sinkou___/
ステンレス鋼の溶接焼け取り作業で使用されていた 毒劇物「硝フッ酸」に代わる安全な手法として開発した中性塩電解方式の溶接焼け取り技術。 中性の電解液を使用し、ステンレス鋼表面にウルトラ不動態化皮膜を形成させる電解式表面改質技術。ウルトラ不動態化処理やさび・汚れ落としに関する難工事については、お客様からお送り頂いた小物部品を当社で処理したり、現地で出張工事を行う受託処理事業も始めております。
https://chemical-y.co.jp/

ステンレスなどの金属を溶接した際に、溶接した場所で黒い着色が残る現象です。(鉄が高温で酸素と反応した黒さび)ケミ山の「中性塩電解焼け取り法」は、この溶接焼けを、安全に簡単に取り除ける画期的な技術です。①中性電解液をモップに浸します。②焼け取りする場所に、電気を流しながらモップをこすります。③溶接焼けがキレイに除かれてから水で洗い流し作業は完了です。ケミカル山本では、お客様の様々な場面に応じて、最適な電解液・電源器・モップを取り揃えております。
https://chemical-y.co.jp/youto/yousetu.php

もらい錆び(腐食)につよいステンレス(SUS)ですが、もらい錆びを防ぐ(軽減や予防)など、ステンレス(SUS)鋼表層に、『酸素系不動態皮膜』を再生補修形成する技術です。
https://chemical-y.co.jp/youto/hudoutai.php
ステンレス製品に電解法で、ステンレスの表面に文字や図柄を書くシート、綿棒、マーキングプレート、電源器、電源器接続コードを ご用意しています。(電解用の電源器で利用可能です。)
https://chemical-y.co.jp/youto/marking.php

ステンレス製設備のメンテナンスを受託・出張電解処理にご協力いただける、パートナー企業様・協力企業様を募集しております。
詳しい内容につきましては、お問い合わせページからお問い合わせいただくか、お電話でお問い合わせ下さい。
https://chemical-y.co.jp/looking_for_partner_companies/

キックバネ 試作・単品・小ロット・少量1個~ SWP:ピアノ線 当日出荷 超短納期

船舶の顔となるブリッジに設置されるからこそ、
使用機器やニーズに応じて
色からデザイン、省スペースなど
使用する部品一つ一つから拘ってお客様の要求にお答え致します。

・寸法
高さ:400~1500mmまで各100mmごとに製作可能
幅:420mm
奥行:145mm
・特徴
表面型
高さ:400~1500mmまで各100mmごとで製作可能ですので
ニーズに合わせ分電盤を製作できます。
船舶用に振動対策を施し製作しております。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/

・寸法
高さ:500~1500mmまで各100mmごとに製作可能
幅:420mm
奥行:210mm
・特徴
表面型
奥行が大きいため照明分電盤では装備できない
付属品や大きなブレーカーを装備できます。
高さ:500~1500mmまで各100mmごとで製作可能ですので
ニーズに合わせた分電盤を製作できます。
船舶用で製作しておりますので振動対策しております。
=====他にも下記分電盤があります==============
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~動力用分電盤(並列)~
https://www.nc-net.or.jp/company/93391/product/detail/126417/
~照明用分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/125804/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

・寸法
高さ:700~1500mmまで各100mmごとに製作可能
幅:620mm
奥行:210mm
・特徴
表面型
動力用分電盤(単列)より幅が大きいためブレーカーを二列で配置でき
多くのブレーカーを装備できます。
高さ:700~1500mmまで各100mmごとで製作可能ですので
ニーズに合わせた分電盤を製作できます。
船舶用で製作しておりますので振動対策しております。
=====他にも下記分電盤があります==============
~動力用分電盤(単列)~
https://www.nc-net.or.jp/company/93391/product/detail/126033/
~防水型分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/137284/
~照明用分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/125804/
~REFCON分電盤~
https://www.nc-net.or.jp/company/93391/product/detail/138003/
------------------------------------------------------------------------------------------
SANKOの強み
・一貫生産 - 設計▶板金▶塗装▶組立▶検査▶納品▶メンテナンス
・短納期 - 提案力を生かし、短納期対応 業界No.1に挑戦中!
・コスト削減 - 標準化や筐体工法による削減を実現します。
・高品質 - 創業以来、60年以上培った高品質を生み出します。
・技術開発 - 制御装置に関する技術開発に積極的に取り組み、各メーカーと連携をとりながら地球温暖化防止等の貢献。
・アフターサービス - メンテナンスの他、故障した際の修復・復旧・改造・交換も承ります。
・オーダーメイド ‐ 他社に無い独創的商品を提供する「オンリーワン企業」を目指しています。
詳しくは下記にお問い合わせ下さい。
三工電機株式会社
〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505 FAX:0823-33-3501
HP:http://www.sankodenki.com/
Instagram:https://www.instagram.com/sanko_denki/
Twitter:https://twitter.com/sankodenki35

振動対策 ~高耐久な #分電盤 の振動対策!舶用技術で課題を解決~
(以下、広島弁もお楽しみください)
私たちの身の回りには、実は「振動」があふれとります。
✔ 振動で盤内部のネジが緩んで、接触不良を…
✔ 扉がガタガタ鳴って、お客様からクレームが入った…
✔ 微細な振動が積み重なって、精密機器が誤作動を…
「たかが振動」、放置しとくと製品の寿命を縮め、大きな事故に繋がりかねんのです。
じゃけど、ご安心ください。そのお悩み、わしら「振動のプロ」が、ええ感じに解決しますけぇ!
──────────────────────────
【 私たちが「振動」に強い、たった一つの理由 】
──────────────────────────
なぜ、わしらが振動対策に自信があるんか?
それは、わしらが創業から60年以上、ずっと「海の上」という、地球上で最も過酷な振動環境の一つで戦ってきた舶用電気機器メーカーじゃけぇです。
船というのは、24時間365日、エンジンの振動と波の揺れにさらされとります。
そんな場所で「ネジが緩みました」「扉がガタつきます」なんて話は、まったく通用せんのです。
そんな厳しい世界で培ったノウハウが、私たちの作るすべての製品に、標準で組み込まれとるんよ。
例えば、今回のテーマでもある、こんな細やかな対策。
☆ 扉のガタつきを防ぐ《クッションゴム》
盤の扉が本体と接触して「カタカタ」鳴ったり、塗装が剥げたりするの、気になりますよね。
私たちは、筐体の設計に合わせて最適な硬度と形状のクッションゴムを選定・配置することで、こうした微細な振動や衝撃を吸収し、不快な異音や傷の発生を未然に防ぎます。
「そんなん、当たり前じゃん」と思われるかもしれません。
じゃけど、この「当たり前」を、どんな環境でも確実に機能させるための知見が、私たちの財産なんですわ。
──────────────────────────
【 クッションゴムだけじゃない!三工電機流、総合振動対策 】
───────────────────
クッションゴムは、数ある対策のほんの入口に過ぎません。
私たちは、盤全体を一つのシステムとして捉え、総合的な振動対策を施します。
● 対策1:そもそも揺れに強い《筐体の構造設計》
⇒ まず、箱自体が頑丈じゃなきゃ話にならんのです。私たちは、NCターレットパンプレスやプレスブレーキといった自社設備を駆使し、フレーム構造や補強リブの追加など、設置環境に応じた最適な剛性設計を行います。設計から板金加工まで一貫してやるけぇ、ミリ単位でこだわった、びくともせん箱が作れるんよ。
● 対策2:緩ませない・断線させない《部品の選定と固定》
⇒ 筐体の中も、もちろん徹底的に対策します。耐振性の高い機器を選定するのはもちろん、ネジには緩み止めを施し、配線一本一本も結束バンドや配線ダクトで確実に固定。輸送中や使用中の振動で、部品が外れたり線が切れたりするような、情けない仕事は絶対にしとうないんです。
これらの対策は、すべて《設計から製造までの一貫生産体制》があるからこそ実現できる、私たちの強みです。
──────────────────────────
【 その実力を、あなたの目で確かめてください! 】
──────────────────────────
ここまで読んでいただき、ありがとうございます!
「うちの製品も、もっと耐久性を上げたい…」
「三工電機のことを、もっと知りたい!」
そう思っていただけたら、ぜひ、私たちのノウハウが詰まった資料をダウンロードしてみてください。
下記URLから、簡単な入力ですぐにご覧いただけます。
⇒ https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
皆様の製品が、どんな環境でも安心して長く使われるために。
わしらの技術、ぜひ使ってみんさい!ご連絡、心からお待ちしております。
─ 会社概要 ─
社名: 三工電機株式会社
住所: 〒737-0921 広島県呉市苗代町126番地の30
TEL:0823-30-3505
FAX:0-823-33-3501
コーポレートサイトURL: http://www.sankodenki.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/93391/dl/catalog/187618
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/93391/inquiry/input/


