水力発電部品の精密鋳造技術【高効率ランナー(羽根車)製造】
## 水力発電の革新:高効率ランナーの秘密
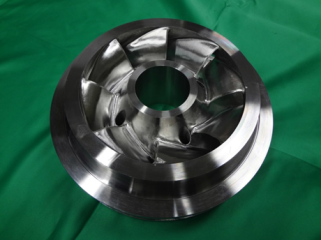
水力発電は、再生可能エネルギーの中でも安定した電力供給が可能な重要な電源です。その心臓部とも言えるのが水車ランナーです。最新の水力発電用ランナーは、高効率化と長寿命化が求められており、その製造には高度な精密鋳造技術が不可欠です。
当社の精密鋳造技術を駆使して製作される水力発電用ランナーは、φ350×200mmのサイズで、SCS5材を使用しています。SCS5はマルテンサイト系のステンレス鋳鋼材で、耐熱、耐食、耐酸性をもっています。圧延や鍛造では難しい複雑な形状の部材に鋳物の特性が適しています。この技術が、持続可能なエネルギー生産に大きく貢献しているのです。
## 革新的な製造プロセス:3Dプリンティングと精密鋳造の融合
当社の強みは、最新の3Dプリンティング技術と伝統的な精密鋳造技術を融合させた独自の製造プロセスにあります。
1. 3Dプリンターによるアクリル系樹脂モデルの作成
2. 独自の迅速セラミック法による金属製品への置換
3. 必要に応じた高精度な機械加工
この革新的なプロセスにより、複雑な形状の水力発電用ランナーを高精度かつ効率的に製造することが可能になりました。
## 100年以上の歴史が育んだ匠の技
1921年の創業以来、当社は鋳造用木型製作を原点に、絶え間ない技術革新を重ねてきました。「匠の技」と「デジタル技術」の融合により、お客様のニーズに合わせた最適な製品を提供しています。
主要製品には、3Dプリンターによる各種モデルや精密鋳造品、各種金型、車体溶接治具、組立用ライン設備などがあります。自動車産業をはじめ、さまざまな分野で当社の技術が活かされています。
## 充実の設備と技術力
当社は、最新の3次元CAD/CAMシステムやNC・マシニングセンター、電気溶解炉、3Dプリンター、検査測定機など、充実した設備を有しています。これらの設備と、熟練技術者の技能を組み合わせることで、高品質な製品を生み出しています。
特に、複雑な3次元形状の加工や仕上げ技術には定評があり、自動車ボディーサイド関連の生産設備では業界トップクラスの技術力を誇ります。
## グローバル展開と新たな挑戦
当社は、国内外の自動車メーカーや重工業メーカーとの取引実績があり、グローバル市場でも高い評価を得ています。今後は、海外を含めたあらゆる産業の新たな成長分野への展開を目指しています。
また、型技術を活かしたノウハウ提供や、独自のデザイン要素を付加した商品開発にも取り組んでいます。下請け従属的な関係から脱却し、提案型企業への転換を図っています。
## 技術革新への飽くなき挑戦
当社は、3次元CADを中心とした型創成技術の更なる高度化や、AM技術(3Dプリンティング)と精密鋳造技術を組み合わせた新たな造形技術の構築に取り組んでいます。
これまでに、部品位置決め保持装置や鋳鉄製金型の製造方法、消失模型を用いた自硬性鋳型造形法など、複数の特許を取得。また、経済産業省の研究開発事業にも多数採択されるなど、技術革新に向けた取り組みが評価されています。
## お問い合わせ
水力発電用ランナーをはじめとする精密鋳造品や、その他の製品・サービスについてのお問い合わせは、下記までお気軽にご連絡ください。当社の技術力が、お客様のビジネスにどのように貢献できるか、詳しくご説明させていただきます。
---
株式会社今西製作所
〒732-0044 広島県広島市東区矢賀新町5丁目7‐17
TEL番号:082-286-0661
FAX番号:082-286-3989
URL:https://www.imanishi.co.jp/
↓お問い合わせ・ご相談はこちらから
https://ja.nc-net.or.jp/company/64007/inquiry/
---
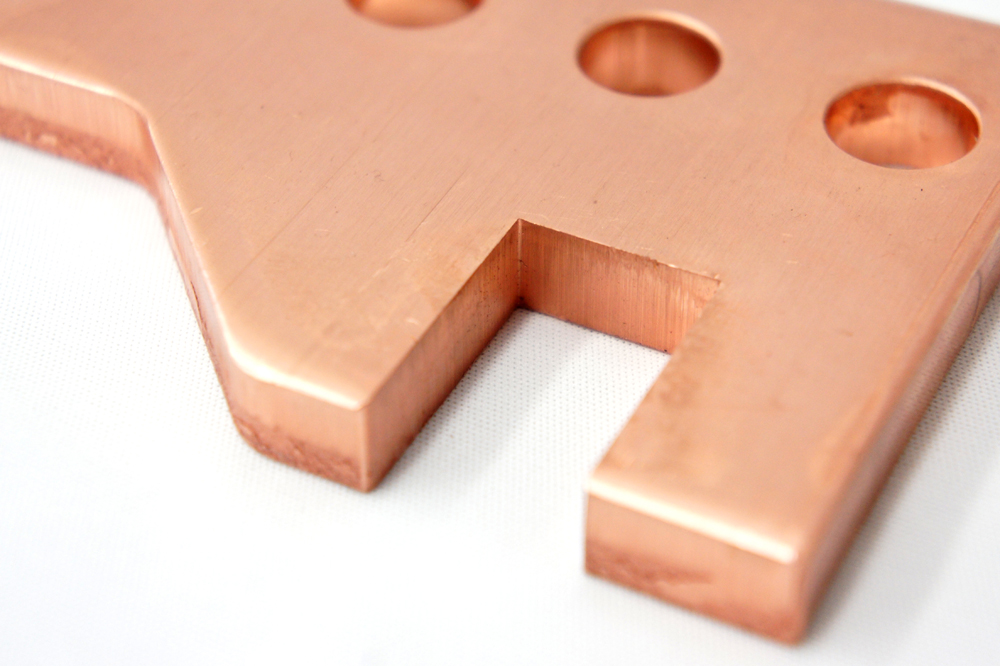
バスバー
材質 C1100 純銅タフピッチ銅
板厚 t7.0mm
用途 導体(コンダクタ)
設備能力 150トンプレス
生産方式 単発プレス
銅のフラットバーを切削加工で生産していたが、プレス加工に工法転換したことで大幅にコストダウンした事例。部分的にせん断面の必要な個所は70%以上で機能を確保
切削レスで厚板の外形穴抜きの量産が可能です。
従来このような厚板の加工は切削加工で行うことが多いですが、当社ではプレスでの加工を可能にしたため、大幅な工期短縮でコストダウンを実現します。
品質面では部分的に精密せん断にすることでクリア。
板厚、品質(公差、平面度、せん断面)などお気軽にお問い合わせください。
また、弊社は銅の実績が非常に多く、材料の取り扱いにも慣れております。
設計から行いますのでご相談ください。
連絡先
株式会社和田製作所
〒720-0017広島県福山市千田町4-17-23
Tel 084-970-0038 Fax084-970-0040
http://www.wadass.co.jp
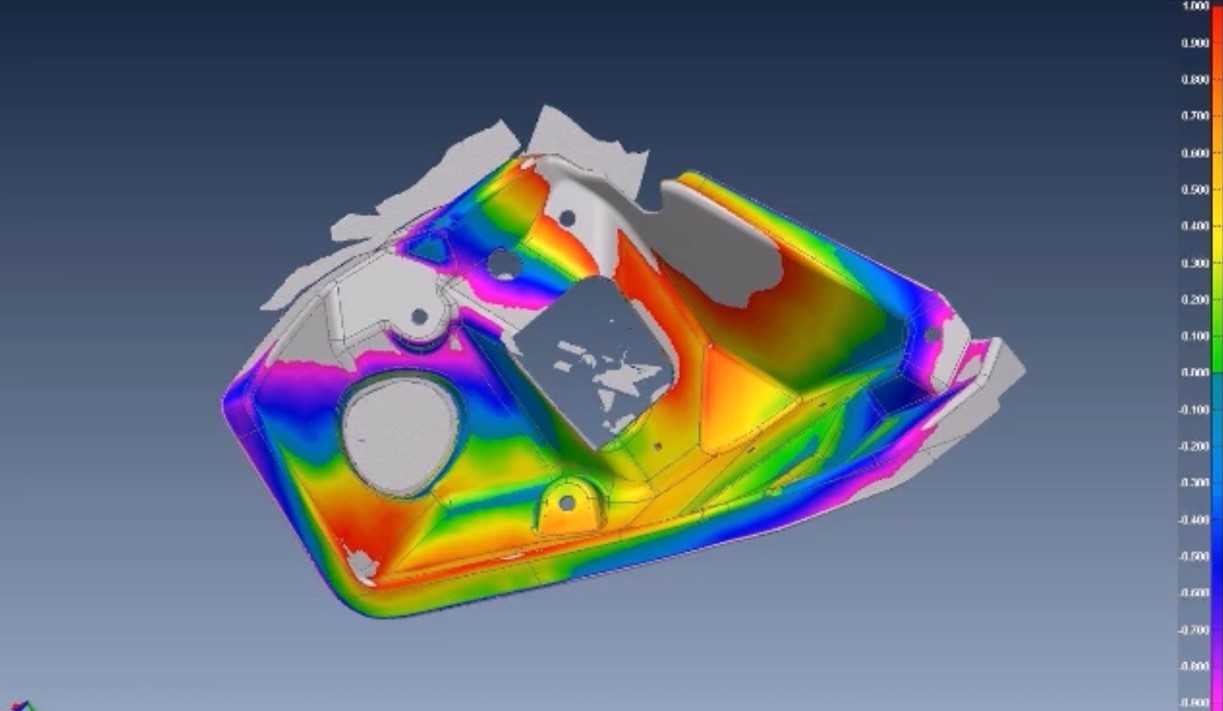
【CTスキャン受託サービス】
225kV出力のCTスキャナーNikon MCT225を利用した
X線CTスキャンサービスを行なっております。
CTスキャンを利用することで、製品の内部欠陥の検査や、内部寸法の測定などが可能になります。
お客様の試料をお預かりしてスキャン、
または当社スタッフが付き添って
お客様がスキャンしていただくことも可能です。
大切な試料でしたら、梱包のまま
スキャンすることも可能です。
スキャンしたデータを
3Dプリンターで抽出、さらには、ロストワックス
製法による鋳造で金属製品にすることも可能です。
お困りの件等ございましたら
お気軽にお電話ください!
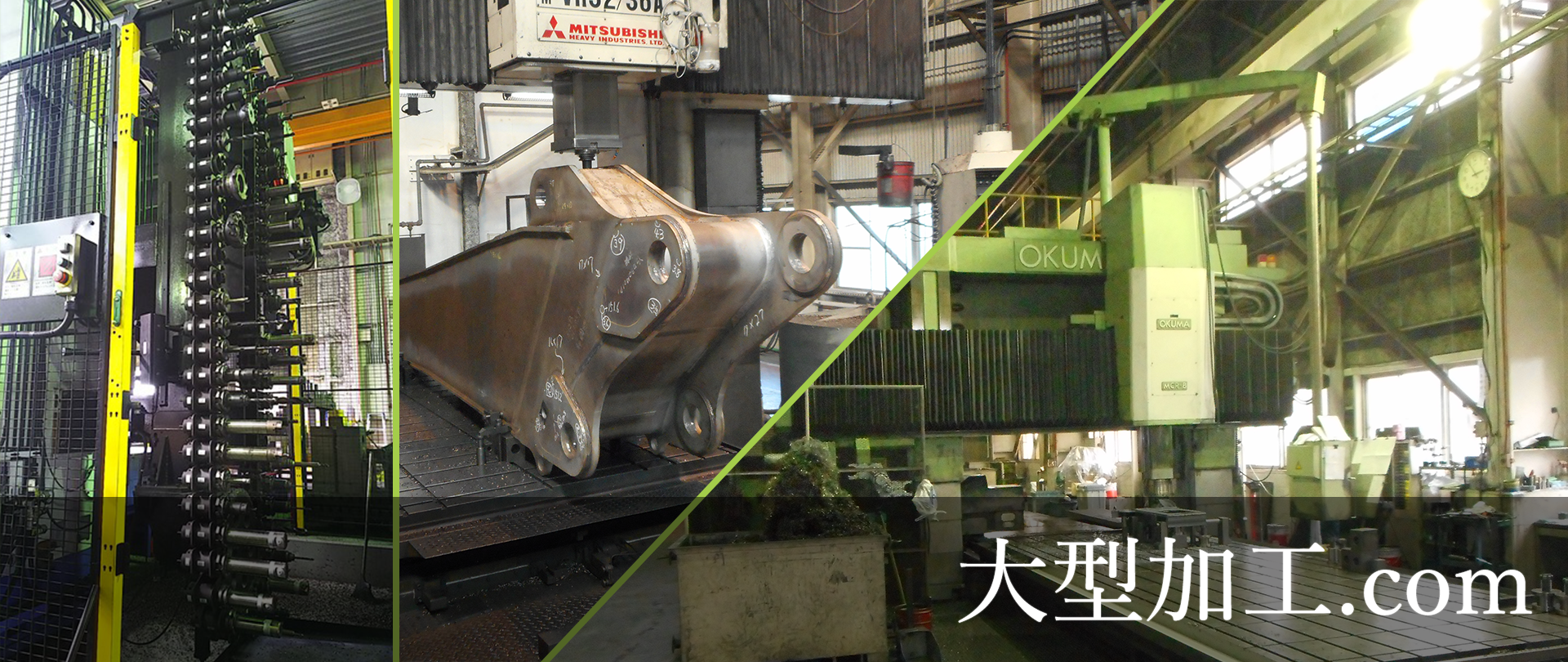
【広島】大型製缶品切削加工|門型五面加工機で高精度実現
► 大型製缶品の切削加工って、実はめちゃくちゃ奥が深いんです
こんにちは!株式会社友鉄マシンで大型製缶品の切削加工を担当している者です。毎日、門型五面加工機と向き合いながら、お客様の大切な部品を削り出している現場の生の声をお届けします。
製缶加工で作られた大型部品を精密に仕上げる切削加工は、まさに「最後の仕上げ」の工程。溶接で組み立てられた製缶品を、求められる寸法精度と表面品質に仕上げる、言わば「職人技とハイテク技術の融合」なんです。
大型加工.comサイトURL:https://oogatakakou.com/
★ 製缶品の切削加工で一番大切なのは「歪みとの戦い」
製缶加工された部品が弊社に届いた時、正直「おお、これは手強そうじゃのう」と思うことがよくあります(笑)。なぜかって?溶接による残留応力で、どうしても歪みが発生してしまうからなんです。
特に大型の建設機械部品なんかは、長さが数メートルにもなる製缶品を削る必要があります。これを普通の加工機で削ろうとすると、段取り替えが何回も必要になって、その度に位置ずれのリスクが高まってしまう。
【製缶品切削加工の主な課題】
● 溶接歪みによる寸法のバラツキ
● 重量物の取り扱いと段取りの困難さ
● 複数面加工時の精度管理
● 残留応力による加工中の変形
● 大型サイズに対応できる設備の必要性
► 友鉄マシンの門型五面加工機が威力を発揮する理由
弊社が保有している門型五面加工機5台は、まさに製缶品の切削加工のために生まれてきたような設備なんです。特に三菱重工製のMVR-32/36A(テーブル長さ5m仕様)なんて、もう頼もしい相棒ですよ。
✔ 一回の段取りで五面加工が可能
→ 段取り替えによる位置ずれを完全に排除できる
✔ 大型テーブルでの確実な固定
→ 加工中の振動や変形を最小限に抑制
✔ ATC100本搭載
→ 工具交換時間を大幅短縮、連続加工が可能
実際の現場では、例えば6m級のロングレンジブームの切削加工でも、一回の段取りで必要な全ての面を加工できちゃうんです。これ、本当にすごいことなんですよ。
► 製缶品特有の「クセ」を読み取る技術
長年この仕事をやっていて分かったのは、製缶品にはそれぞれ「クセ」があるということ。同じ図面で作られた製品でも、溶接の順序や冷却条件によって微妙に歪み方が違うんです。
※ 弊社のベテラン作業者は、製缶品をテーブルに載せた瞬間に「この部品はここが少し浮いてるな」「こっち側に引っ張られてるな」って分かるんです。これってまさに職人の目利きですよね。
【製缶品切削加工のコツ】
● 事前の歪み測定と補正計算
● 適切な固定方法の選択
● 切削条件の細かな調整
● 加工順序の最適化
● 温度管理による変形抑制
► 重量物対応が当たり前の設備環境
製缶品の切削加工で避けて通れないのが「重量」の問題。弊社で扱う製缶品は、軽いものでも数百キロ、重いものになると10トンを超えることもあります。
弊社の15トン天井クレーンと15トン対応大型反転機があるからこそ、安全かつ効率的に重量物の段取りができるんです。特に大型反転機は自社製作なんですが、これがあるおかげで重い製缶品でも確実に裏面加工ができます。
○ 実際の作業風景:クレーンで慎重に製缶品を吊り上げ、門型五面加工機のテーブルに設置。ダイヤルゲージで水平を確認しながら、クランプで確実に固定。この段取り作業だけで1時間以上かかることもありますが、ここが肝心要の工程なんです。
► 精度要求と表面品質への対応
製缶品の切削加工で求められる精度は、用途によって大きく異なります。
【精度レベル別の対応例】
★ 高精度要求品(平行度JIS2級相当)
・精密定盤、工作機械ベッド、測定機器架台など
・面粗度Ra1.6以下の鏡面仕上げ対応
● 中精度要求品(一般公差IT8~IT10)
・建設機械フレーム、産業機械架台
・面粗度Ra6.3程度の実用仕上げ
○ 構造部品(一般公差IT12~IT14)
・溶接部周辺の仕上げ加工
・取付面の平面度確保
特に建設機械部品では、過酷な使用環境に耐える必要があるため、表面品質も重要な要素。単に寸法を合わせるだけでなく、耐久性を考慮した表面仕上げを心がけています。
► 材質別の加工ノウハウ
製缶品で使用される材質は多岐にわたりますが、それぞれに適した加工条件があります。
【SS材(構造用鋼材)】
・溶接部周辺の硬度変化に対応
・熱影響部の加工では慎重な切削条件設定
【ステンレス製品】
・加工硬化しやすく、連続切削が重要
・専用工具と切削油で品質確保
弊社では材質ごとに最適化された加工プログラムを蓄積しており、安定した品質を提供しています。
► お客様との連携で生まれる付加価値
製缶品の切削加工では、お客様との密な連携が不可欠です。図面だけでは分からない使用条件や組み立て時の要求事項を事前にお聞きすることで、最適な加工方法を提案できます。
〈よくあるご相談例〉
「組み立て時に位置決めがしやすいよう、基準面を明確にしたい」
「輸送時の取り扱いを考慮して、角部にR加工を施したい」
「後工程の塗装を考えて、表面粗さを調整してほしい」
こういったご要望に対して、弊社の技術陣が現場の知見を活かした提案をさせていただいています。単なる図面通りの加工ではなく、「使い勝手の良い製品」を目指しているんです。
► 短納期対応の秘訣
製缶品の切削加工は、建設機械の修理や設備の緊急対応など、急ぎの案件が多いのも特徴。弊社では24時間稼働体制とAPC機能を活用して、短納期要求にお応えしています。
【短納期実現のポイント】
✔ 夜間無人運転による稼働時間延長
✔ 複数機並行加工による処理能力向上
✔ 段取り時間短縮のための治具改良
✔ 緊急案件用の材料常備
✔ グループ会社との連携による物流最適化
実際に「明日の朝一番に必要」という案件でも、夜通し加工して間に合わせたことが何度もあります。お客様の困りごとを解決できた時の達成感は、この仕事の醍醐味の一つですね。
► 品質管理と検査体制
製缶品の切削加工では、加工前後の寸法変化を正確に把握することが重要。弊社では高精度測定機器を完備し、トレーサビリティの確保された品質管理を実施しています。
【検査項目例】
● 寸法精度:マイクロメータ、ダイヤルゲージによる実測
● 平面度・平行度:定盤上での測定
● 表面粗さ:表面粗さ計による数値管理
● 内部応力:加工前後の変形量測定
特に大型製缶品では、温度による寸法変化も無視できません。測定時の温度管理も含めて、信頼性の高い検査結果をお客様に提供しています。
► 技術革新への取り組み
製缶品の切削加工技術も日々進歩しています。弊社では最新のCAM-STRUCTUREシステムを導入し、鋳物型構造部の複雑形状加工にも対応。また、工具メーカーとの連携により、製缶品専用の切削工具開発にも取り組んでいます。
〔今後の展望〕
・AI技術を活用した最適加工条件の自動選択
・IoT機器による加工状態の遠隔監視
・3D測定技術による全数検査の効率化
・環境負荷低減に向けた省エネ加工技術
► まとめ ~製缶品切削加工の真価~
大型製缶品の切削加工は、確かに技術的な難しさがあります。でも、だからこそやりがいがあるんです。溶接で形作られた「骨格」に、切削加工で「精度」と「美しさ」を与える。まさに製品に命を吹き込む工程だと思っています。
友鉄マシンでは、門型五面加工機5台の圧倒的な設備力と、長年培った技術ノウハウで、お客様の製缶品を最高の状態に仕上げます。建設機械部品から産業機械フレームまで、どんな製缶品でも安心してお任せください。
設計・生産技術・調達の皆様、製缶品の切削加工でお困りのことがございましたら、ぜひ一度友鉄マシンにご相談ください。現場を知り尽くした技術者が、最適なソリューションをご提案いたします。
───────────────────────────
【お問い合わせ・技術相談】
株式会社友鉄マシン
〒731-0231 広島市安佐北区安佐町飯室森城6861-27
TEL:082-835-2910 FAX:082-835-2930
コーポレートサイトURL:https://www.tomotetsu-mc.jp
大型加工.comサイトURL:https://oogatakakou.com/
資料ダウンロードフォームURL:https://ja.nc-net.or.jp/company/77774/dl/catalog/217610
技術相談・見積依頼フォームURL:https://ja.nc-net.or.jp/company/77774/inquiry/

電気配線用小径丸棒材の曲げ加工品です。 電気配線用なので材料はアルミ、銅を使用。 端末部はコイニングして穴あけするタイプと、圧着端子をカシメるタイプがあります。 銅線では被服されたものも加工実績があります。 材料軽は5mm程度のものが量産実績としてあります。

【加工】真鍮と銅(錫表面処理品)の銀ろう付けです。
【特徴】ろう付けは「はんだ付け」と同じ溶接の一種です。 溶接というと火花が散るイメージがありますが、ろう付けはガスを使って融点が母材より低い「ろう」を溶かし入れ、毛細管現象によって浸透させ接合する方法です。
ろう材を一種の接着剤として用いて接合させるので、母材を傷めずに接合することが可能です。
写真は銀ろう付けですが他にもブロンズろう付け、銅ろう付けも実績がございます。
ろう付け加工でお困りの方がございましたら、ぜひ松田鉄工までお気軽にお問い合わせください。
ロウ付け加工で真鍮・銅パイプの接合課題を解決する専門技術
►【製造業の接合技術に関する深刻な課題】
製造現場で金属パイプや配管部品の接合作業に携わる技術者の皆さん、こんな課題でお困りではありませんか?
真鍮や銅パイプの接合で「溶接では母材が変形してしまう」「はんだ付けでは強度が不足する」「気密性が確保できない」といった問題に直面していませんか?特に自動車部品や建設機械の油圧配管では、確実な接合と高い気密性が求められるため、従来の溶接技術では限界があるのが現実です。
実際に、多くの製造現場では「接合部からの漏れ」「接合強度の不安定さ」「作業効率の悪さ」という3つの課題が深刻化しています。これらの問題は製品品質の低下だけでなく、コスト増加や納期遅延にも直結する重要な課題となっているんです。
►【ロウ付け技術による革新的な解決手法】
そこで注目されているのが《ロウ付け》という接合技術です。ろう付けは「はんだ付け」と同じ溶接の一種ですが、従来の溶接とは全く異なるアプローチで接合を行います。
溶接というと火花が散るイメージがありますが、ろう付けはガスを使って融点が母材より低い「ろう」を溶かし入れ、毛細管現象によって浸透させ接合する方法です。この技術により、母材を溶かすことなく確実な接合が可能になります。
《ロウ付けの技術的特徴》
・母材(真鍮、銅パイプ)を溶かさない接合方法
・毛細管現象を活用した確実な浸透
・ガスバーナーによる精密な温度制御
・高い気密性と接合強度を両立
具体的には、バーナーで母材AとBを適切に加熱し、AとBの間に融点の低いロウ材を流し込みます。この時、毛細管現象により隙間の奥までロウ材が浸透し、冷却後には母材同士が強固に接合されるわけです。
真鍮や銅といった非鉄金属の場合、通常の電気溶接では母材の変形や焼けが発生しやすいですが、ロウ付けなら母材の性質を損なうことなく接合できます。これが製造現場で求められている理想的な解決策なんです。
►【当社のロウ付け技術と70年の実績】
私どもは昭和27年の創業以来、70年以上にわたってロウ付け技術を磨き続けてきました。特に真鍮、銅、ステンレスパイプのロウ付け加工においては、広島県内でも屈指の技術力を誇っています。
《技術設備と専門性》
・ロウ付け装置(大進工業研究所製)9ステーション完備
・ブロンズロウ付け、銀ロウ付け両対応
・気密試験実施による品質保証体制
・ISO9001、ISO14001取得による管理体制
当社の強みは、ただロウ付けができるだけじゃないんです。機械加工、塑性加工、溶接加工が一気通貫で対応できるため、お客様の「パイプ加工はできるけど、その他の加工で困る」という悩みも丸ごと解決できます。
マツダ株式会社からは品質優良認定会社として認定いただいており、自動車業界の厳しい品質基準をクリアした技術力の証明でもあります。
►【導入によって得られる具体的な効果】
当社のロウ付け技術を導入いただいたお客様からは、以下のような成果をご報告いただいています。
「正直言うて、最初はロウ付けなんて知らんかった。でも実際にやってもろうたら、今まで悩んどった問題が全部解決したけぇ、もっと早く相談しとけばよかった」
これは実際にお客様からいただいた声です。多くの製造現場では、ロウ付けという選択肢を知らないまま、従来の溶接技術で無理をしているケースが多いんです。
►【月産数十個から数万個まで対応する生産体制】
当社では独自の《マトリックス生産方式》により、少量生産から大量生産まで柔軟に対応しています。
《生産対応範囲》
・試作段階:月産数十個から対応
・量産段階:月産数万個まで対応
・材料調達から表面処理まで一貫管理
・東は東京から西は久留米まで実績あり
「日送りカード方式」による生産管理により、設備稼働率と人的稼働率を適正レベルに維持しながら、巧みな段取り替え技術で効率的な多品種少量生産を実現しています。
また、機械加工から塑性加工、溶接加工、表面処理、組立、耐圧検査まで社内で完結できるため、お客様の管理工数削減と納期の柔軟性確保に大きく貢献します。
►【技術相談から始まる課題解決プロセス】
製造現場の接合課題は、現場の状況や製品仕様によって千差万別です。だからこそ、まずは技術相談から始めることが重要なんです。
《相談から解決までの流れ》
1. 現状の課題ヒアリング
2. 図面・仕様書確認
3. 最適な加工方法提案
4. 試作品製作・検証
5. 量産体制構築
6. 継続的な品質改善
当社では、パイプの曲げ加工、端末加工、そしてロウ付けによる接合まで、トータルでサポートさせていただきます。「パイプ加工は何とかなるがその他が困る」というお客様には、旋削、マシニング、溶接、表面処理まで一貫対応いたします。
特に真鍮や銅パイプの接合でお困りの方、従来の溶接では変形や焼けが発生して困っている方、より確実で効率的な接合方法をお探しの方は、ぜひ一度ご相談ください。
★会社資料をダウンロードいただいた後は、ぜひ社内のキーマンの方々にも共有していただき、技術的な検討を進めてください。製造現場の課題解決は、技術部門、品質部門、調達部門が連携することで、より効果的な導入が可能になります。
「うちの会社でも導入できるんかいの?」「コストはどのくらいかかるんじゃろう?」「納期はどうなる?」といった具体的な疑問については、技術相談・見積依頼フォームからお気軽にお問い合わせください。
専門の技術スタッフが、お客様の現状をしっかりとヒアリングした上で、最適な解決策をご提案いたします。まずは現在お困りの課題について、お聞かせください。
─────────────────────────────────────
【会社概要】
松田鉄工株式会社
〒739-0264 広島県東広島市志和町七条椛坂1700
TEL:082-433-4544 FAX:082-433-2628
コーポレートサイト:https://mtd-co.jp/
★技術資料ダウンロード:
https://ja.nc-net.or.jp/company/81014/dl/catalog/215849
★技術相談・見積依頼:
https://ja.nc-net.or.jp/company/81014/inquiry/
パイプの斜めカット加工|スチール・ステンレス・アルミパイプ対応の専門技術
─────────────────────────────────────
►【パイプの斜めカット加工、こんな課題でお困りではありませんか?】
製造現場でスチールパイプ、ステンレスパイプ、アルミパイプを使った製品を作る際、最も頭を悩ませるのがパイプの斜めカット加工です。特に旋削加工後や曲げ加工後の各種パイプ材において、精密な角度での切断が必要になるケースが増えています。
「パイプの斜めカットで思うような仕上がりにならない」「切断面にバリが発生して後工程に影響が出る」「複雑な角度のカットに対応できる加工業者が見つからない」こうしたお声を数多くいただいております。
従来の一般的な切断方法では、スチールパイプの硬度やステンレスパイプの粘り、アルミパイプの熱伝導性といった材質特性に対応しきれず、切断面の品質や寸法精度にばらつきが生じがちです。特に自動車部品や建設機械部品では、パイプの斜めカット精度が組み付け性や製品性能に直結するため、妥協できない品質が求められます。
また、旋削加工後、曲げ加工後の各種パイプ材では、既存の加工によって生じた歪みや応力が、斜めカット時に思わぬ変形を引き起こすことも少なくありません。こうした複合的な課題を一度に解決できる技術力を持つ加工業者への需要が高まっているんです。
─────────────────────────────────────
►【革新的パイプ斜めカット技術:4つの加工法による最適解】
★ファインカット、メタルソー、高速カッター、レーザー加工の使い分けで完璧な仕上がりを実現
パイプの斜めカット加工における従来の課題を根本的に解決するため、私たちが提案するのは「材質・形状・精度要求に応じた最適加工法選択システム」です。旋削加工後、曲げ加工後の各種パイプ材の斜めカットを、ファインカット、メタルソー、高速カッター、レーザー(外注)の4つの手法を駆使して行っています。
《ファインカット技術の詳細》
薄い板厚パイプ材で精密な仕上がりが要求されるスチールパイプやステンレスパイプには、ファインカット技術を適用します。
《メタルソーによる効率的加工》
中厚肉のスチールパイプやアルミパイプの斜めカットでは、メタルソーによる高効率加工を選択。
《高速カッターの特殊用途》
ステンレスパイプの難切削材での斜めカットが必要な場合には、高速カッター技術を適用。
《レーザー加工(外注)との連携》
極めて複雑な形状や、超高精度が要求される特殊用途では、信頼できるパートナー企業とのレーザー加工連携を活用。
─────────────────────────────────────
►【材質別最適化:スチール・ステンレス・アルミパイプ完全対応】
◎《スチールパイプの斜めカット革新技術》
STKM材、STK材、各種炭素鋼におけるパイプの斜めカットでは、材質の硬度と靭性のバランスを考慮した加工条件設定が重要です。
また、曲げ加工後のスチールパイプの斜めカットでは、後工程での組み付け不良を削減することに成功しています。
◎《ステンレスパイプの特殊加工技術》
SUS304をはじめとする各種ステンレス鋼は、その粘りと熱伝導の低さから、パイプの斜めカット時に切断面の品質確保が困難とされてきました。私たちの技術では、材質特性に特化した切断条件と冷却システムの組み合わせにより、バリや変色のない美しい仕上がりを実現。
◎《アルミパイプの精密加工ノウハウ》
5000番台アルミ合金をはじめとする各種アルミパイプでは、材料の軟らかさと熱伝導の高さが斜めカット時の課題となります。
旋削加工後、曲げ加工後のアルミパイプにおいても、既存加工部の寸法精度を維持しながら、新たな斜めカット面との幾何公差を実現。自動車部品などでの厳格な品質要求にも対応しています。
─────────────────────────────────────
✔《生産効率の革新的向上》
ファインカット、メタルソー、高速カッター、レーザーの使い分けにより、加工時間の最適化を実現。従来は材質に関係なく同一手法で加工していたものを、最適手法選択により安定した品質を維持できています。
また、一つの工場内で4つの加工法すべてに対応できることで、ロット数や納期要求に応じた柔軟な生産計画が可能に。急な仕様変更や追加注文にも迅速対応でき、お客様の生産性向上に大きく貢献しています。
✔《トータルコストの削減効果》
パイプの斜めカット品質向上により、後工程での不良品発生率が削減。また、材質別最適加工法の選択により、刃物寿命が延長し、ランニングコストも大幅に改善されました。
さらに、旋削加工後、曲げ加工後の各種パイプ材を一貫して社内で処理できることで、工程間の運搬コストや管理工数も削減。トータルでのコストダウン効果が生まれます。
─────────────────────────────────────
►【70年の実績が裏付ける確かな技術力】
★創業昭和27年、パイプ加工専門メーカーとしての圧倒的な技術蓄積
パイプの斜めカット技術において、私たちが誇るのは70年以上にわたって蓄積してきた加工ノウハウです。スチールパイプ、ステンレスパイプ、アルミパイプそれぞれの材質特性を知り尽くしているからこそ、最適な加工法選択と精密な品質管理が可能になります。
《品質保証体制の充実》
ISO9001、ISO14001取得による国際品質規格準拠はもちろん、マツダ株式会社品質優良認定会社としての認定も受けています。キーエンス製三次元測定機による全数検査体制で、ファインカット、メタルソー、高速カッター、レーザー加工すべての手法において、一定の品質レベルを保証します。
─────────────────────────────────────
►【なぜ今、パイプの斜めカット技術革新が必要なのか?】
製造業界では製品の軽量化・高強度化が急速に進み、パイプ部品の重要性がますます高まっています。特に自動車の燃費向上、建設機械の省エネ化、一般産業機械の高効率化を実現するためには、従来以上に精密なパイプの斜めカット技術が不可欠です。
スチールパイプ、ステンレスパイプ、アルミパイプそれぞれの特性を最大限に活かすためには、材質に応じた最適加工法の選択が重要。旋削加工後、曲げ加工後の各種パイプ材においても、各工程での加工履歴を考慮した斜めカット条件設定により、最終製品の性能向上に大きく貢献できます。
また、環境への配慮という観点からも、ファインカット、メタルソー、高速カッター、レーザー加工の適切な使い分けにより、切り粉の発生量削減や加工エネルギーの最適化を実現。持続可能な製造プロセスとしても高く評価されています。
─────────────────────────────────────
現在のパイプ加工でお困りの課題や、新製品開発における技術的な相談について、専門エンジニアが直接対応いたします。
特に「旋削加工後、曲げ加工後の各種パイプ材の斜めカット」のような複合加工については、実際の加工サンプルもご用意できますので、お気軽にお声かけください。スチールパイプ、ステンレスパイプ、アルミパイプすべての材質で豊富な実績がございます。
まずは現状の課題をお聞かせいただければ、最適なパイプ斜めカット手法をご提案いたします。70年以上の経験と最新の加工技術で、お客様の期待を必ず上回る結果をお届けします。
─────────────────────────────────────
【会社概要・お問い合わせ】
松田鉄工株式会社
〒739-0264 広島県東広島市志和町七条椛坂1700
TEL:082-433-4544 / FAX:082-433-2628
コーポレートサイト:https://mtd-co.jp/
資料ダウンロードフォーム:準備中
技術相談・見積依頼フォーム:https://ja.nc-net.or.jp/company/81014/inquiry/

ステンレス鋼の溶接ヒュームや溶接スラグ、ステンレス鋼のレーザー切断粉塵、クロムメッキ廃液、土壌、灰、遺骨や廃水などに含まれる有害な六価クロム(6価Cr)を瞬時に簡単に無害な三価クロムに変換し、無害化します。スプレーするだけの簡単操作。中性で、人体に安全、無害な有機物です。
https://chemical-y.co.jp/product/others
【技術提案】鋳物の高精度化を実現する5軸加工:金型技術の応用
株式会社真末鉄工所です。
鋳物部品の《精度向上》《複雑形状への対応》《コスト効率》といった課題に対し、金型製造で培った技術を応用した《鋳物の5軸加工》による解決策をご提案いたします。
➤ 1. なぜ金型屋が鋳物加工に強いのか?
鋳造は伝統的な技術ですが、現代ではより高い精度と複雑な形状が求められています。私たちは、金型製造を通じて得た以下の知見を鋳物部品加工に活かしています。
・《精密加工技術》:金型で要求されるミクロン単位の精度を部品加工にも適用。
⇨ これら金型屋特有の技術が、高品質な鋳物部品製造の基盤となります。
➤ 2. 5軸加工技術:精密さと効率性の新次元
5軸加工機は、3つの直線軸(X, Y, Z)と2つの回転軸(A, B or C)を同時に制御する先進的な加工技術です。
● 5軸加工の主な利点:
・《複雑形状の一括加工》:一度の段取りで多面からのアプローチが可能。⇒ ★設計自由度が大幅に向上します。
・《高精度加工》:工具を最適な角度で当てられるため、加工精度が向上。⇒ ☆部品の品質向上に直結します。
・《効率化》:段取り替えの時間と手間を削減。⇒ ◎コスト削減と納期短縮に貢献します。
● 金型技術の応用:
・金型製造における「抜き勾配」などの3次元形状処理ノウハウを応用し、5軸加工による複雑な曲面やアンダーカット形状も高精度に仕上げます。
➤ 3. 真末鉄工所の強み:高精度部品加工の実現力
当社は、以下の設備と長年の実績に基づき、お客様の厳しい要求に応える高精度部品を提供します。
〔保有設備と技術力〕
・最新鋭5軸マシニングセンター:DMG MORI DMU85 → 複雑形状への対応力
・高精度三次元測定機:ミツトヨ CRYSTA-Apex S7106 → 《ミクロン単位》での精度保証体制
〔実績と信頼〕
・☆主要取引先であるマツダ株式会社様とは《1951年》から継続取引。
・70年以上にわたり自動車産業で培ってきた技術力と品質管理体制が、私たちの信頼性の証です。
➤ 4. 《鋳物 × 5軸加工》が生み出す相乗効果
鋳造技術と5軸加工技術を組み合わせることで、従来にないメリットが生まれます。
● 超高精度・複雑形状部品の実現プロセス:
鋳造で製品に近い形状(ニアネットシェイプ)を作成 ⇒ 5軸加工機で要求精度に合わせて精密仕上げ
● この組み合わせによる具体的な効果:
・《設計自由度の拡大》:従来の切削加工では困難だった、内部構造や複雑な曲面を持つ部品の製造が可能に。
・《部品精度の飛躍的向上》:金型レベルの精密加工技術を鋳物部品に適用。
・《効率的な生産プロセス》:鋳造による材料削減と5軸加工による工程集約で、生産性とコスト効率を両立。
● 加工事例:〈エンジン用シリンダーヘッド〉
・鋳造で大まかな形状を成形し、5軸加工で複雑な冷却水路や精密な燃焼室形状を高精度に加工。
・結果:エンジンの性能向上と軽量化を同時に実現。〔設計・生産技術者様へ〕
➤ 5. 業界トレンドと将来への対応力
自動車業界におけるEVシフト、軽量化・高強度化のための新素材採用、バッテリー関連部品の需要増など、市場は常に変化しています。
・当社はこれらの変化に対応するため、難削材の効率的な加工技術や環境負荷を低減する技術開発にも積極的に取り組んでいます。
・✔ 将来を見据えた技術開発により、お客様の新たなニーズにも継続的に対応します。
➤ 6. まとめ:金型屋の技術が拓く、部品加工の新たな可能性
鋳物の5軸加工は、単なる加工技術の組み合わせではありません。金型製造で培った《精密加工技術》と《金属特性への深い理解》が融合することで初めて実現する、高付加価値な部品製造ソリューションです。
真末鉄工所は、創業90年近い歴史で培った経験と、最新技術への継続的な投資により、常に最高品質の部品をお届けすることをお約束します。「広島から技術で日本を牽引する」をモットーに、技術革新への挑戦を続けてまいります。
---
皆様の製品開発における課題、部品加工に関するお困りごと(精度、形状、コスト、納期など)はございませんか?
当社の技術力が、解決の一助となるかもしれません。
→ 技術相談・見積もり依頼は、下記フォームまたはお電話にてお気軽にお問い合わせください。
技術相談・見積依頼フォーム:https://ja.nc-net.or.jp/company/93396/inquiry/
真末鉄工所の技術力を、ぜひ貴社の製品開発・製造プロセスにご活用ください。
---
〔会社概要〕
株式会社真末鉄工所
〒731-1142 広島県広島市安佐北区安佐町飯室6861-2
TEL: 082-835-2442
FAX: 082-835-2021
URL: https://masue.co.jp/

大型・大物・重量部品の精密・高精度 立型・門型加工に天井クレーン30t(20t+10t)完備で対応
大型・重量部品の加工でお困りではありませんか?
産業機械や建設機械、航空宇宙分野では、従来の小型部品とは桁違いの大きさと重量を持つ部品が数多く使用されています。これらの大型・大物・重量部品加工は、設備や技術力が限られた工場では対応が困難で、多くの企業が加工業者探しに苦労されているのが現状です。
特に重量物の取り扱いでは、安全性と精度の両立が最重要課題となります。数トンから数十トンに及ぶ重量部品を、ミリ単位の精度で加工するためには、相応の設備投資と熟練技術が必要不可欠。
►【天井クレーン30t(20t+10t)による重量物対応システム】
当社の最大の強みは、天井クレーン30t(20t+10t)を完備した重量物加工システムです。この設備により、従来では取り扱いが困難だった大型・重量部品も安全かつ確実に加工できます。
►【90年の実績が生み出す確かな技術力】
創業90年の歴史の中で培われた技術力は、まさに当社の宝物です。特に自動車業界で73年間にわたってマツダ様との継続取引により蓄積された超高精度技術は、他業界への展開においても圧倒的な優位性を発揮しています。
自動車部品で要求される精密公差±0.02mmの高精度管理技術を、産業機械部品や建設機械部品の加工に応用することで、お客様の品質要求を確実にクリアしています。また、大量生産で培った品質管理ノウハウを中量生産にも適用し、ゼロディフェクト品質を実現しています。
►【最新設備群による多様な加工ニーズへの対応】
総額数億円を投資した最新設備群により、大型から精密まで幅広いサイズの部品加工に対応しています。
《立型高速加工機9台体制》
・大型対応:OKK VM940R(加工範囲X2060×Y940×Z820mm)
・中型高精度:OKK VM76R2シリーズ3台
・高速加工:マキノV77
《門型加工機2台による大型対応》
・オークマMDB-N3(最大搭載重量5トン対応)
・キタムラBF-8
《5軸加工機による複雑形状対応》
・DMGモリDMU85(同時5軸制御による一体加工)
►【全国対応体制で迅速なサービス提供】
中国地方以外への積極展開により、関東・関西・東海・東北・九州の全エリアに対応しています。出張での技術相談や現地調査も承っており、お客様の元で直接的な課題解決をサポートいたします。
納期面でも、標準4~8週間、急ぎの場合は最短2週間での対応が可能です。また、精密機器対応の専用梱包により、重量物でも安全確実に全国へお届けします。
►【お客様との長期パートナーシップを目指して】
単なる加工業者としてではなく、お客様の技術パートナーとして末永くお付き合いいただきたいと考えています。材料選定から加工条件の最適化、設計改善提案まで、総合的な技術サポートを提供し、お客様の製品競争力向上に貢献いたします。
大型・重量部品加工でお困りの際は、ぜひ一度ご相談ください。90年の実績と最新設備、そして天井クレーン30tシステムにより、お客様の課題を必ず解決いたします。
詳しい技術資料や加工事例については、下記フォームより資料をダウンロードしていただけます。社内のキーマンの方々にもぜひ共有していただき、技術検討の参考にお役立てください。
資料ダウンロードはこちら:https://ja.nc-net.or.jp/company/93396/dl/catalog/213766
─────────────────────────────────────
株式会社真末鉄工所
〒731-1142 広島市安佐北区安佐町飯室6861-2
TEL:082-835-2442 FAX:082-835-2021
コーポレートサイト:https://masue.co.jp/
技術相談・見積依頼:https://ja.nc-net.or.jp/company/93396/inquiry/

【PL サンドブラスト施工 施工動画】
サンプル用のPLをサンドブラスト施工した動画です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装の寿命を決めるのは素地調整です。
その素地調整の中でもブラストは最も優れた施工方法とされています。
どんなに優れた塗料を使用しても素地調整を怠れば、5年10年後に必ず大きな差がでます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となっています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
弊社は1点ものを多く取り扱っておりますので、小ロットや試作品などお気軽にお声がけください。
ブラストのみ、塗装のみ、塗料の支給など様々なご要望にもお応えします。
施工不要部は弊社にてマスキングを行いますので、ご安心を。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
-------------------------------------------------------------------------------------------------
[自社製 自動回収型ブラスト装置]
グリットブラスト・サンドブラスト
幅6m×奥行10m×高さ3m
最大重量10tまで対応可能です。
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

工場1部の写真です。
広島市内の観音でアクセスもしやすく、敷地面積は3,700㎡もあるのでかなり広いです。
広さを活かして大型の製品でも組立まで対応可能です。
2階もあり塗装スペースになっています。

SS400製ベース ブラスト エポキシ・ウレタン塗装
ブラストにて素地調整を行った後にエポキシ樹脂塗料、ウレタン樹脂塗料を塗り重ねます。
HP
http://xs284308.xsrv.jp/index.html
YouTubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
お客様が製作された架台を塗装。
グリットブラストにて表面処理後にエポキシ、ウレタンの順で3層塗り重ねます。
◎ブラスト(ショットブラスト/グリットブラスト/サンドブラスト/1種ケレン 英語:blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎エポキシ樹脂塗料(英語:epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗塗料として使います。
-------------------------------------------------------------------------------------------------
[製品情報]
2500×1750
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
エポキシ樹脂塗装×2回
ウレタン樹脂塗装×1回
合計最低膜厚 65μm
-------------------------------------------------------------------------------------------------
塗りにくい箇所も多々ありましたが、ばっちり膜厚は確保できております。
外観もピカピカで綺麗です!
今回の工期は実働4日です。
この時期気温が低いので自然乾燥は時間がかかりますが、短納期にも対応いたします。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

グリットブラストの施工動画です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
弊社は大型ブラスト設備がサンドブラストとグリットブラストのどちらもあります!
部屋のサイズはどちらも同じになります。
-------------------------------------------------------------------------------------------------
[自社製 自動回収型ブラスト装置]
幅6m×奥行10m×高さ3m
最大重量10tまで対応可能です。
-------------------------------------------------------------------------------------------------
塗膜を長持ちさせる最も重要な工程である『素地調整』
製品を守る塗膜を長持ちさせる事は、製品寿命の長期化に直結します。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
素地調整の加工方法で最高グレードとなるブラスト加工
その効果は塗装回数、塗料の種類より大きいとされています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【サビに強い塗装】
https://www.nc-net.or.jp/company/98405/product/detail/189296/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
その他研削材でも施工は可能ですので、お気軽にご相談下さい。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
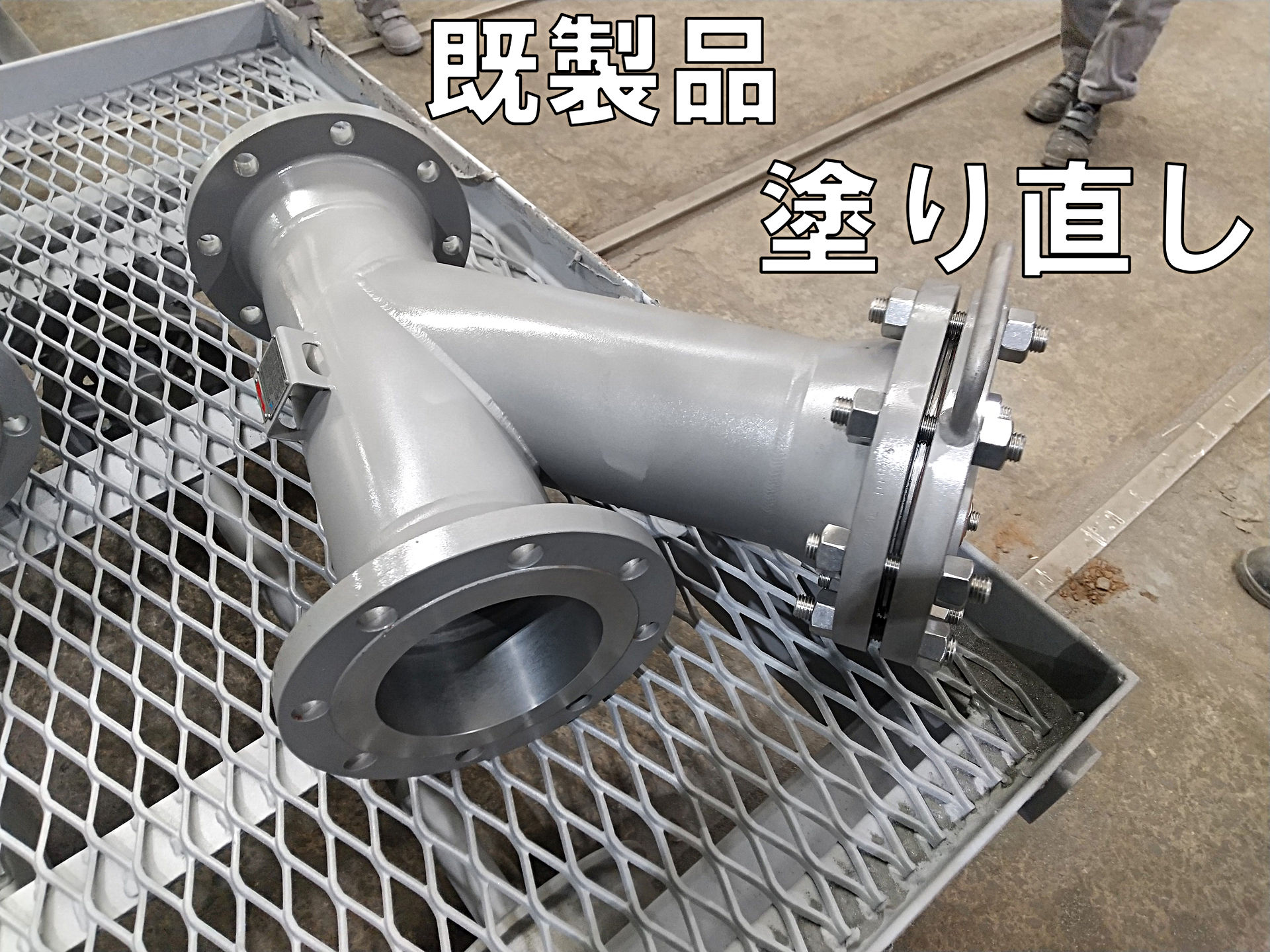
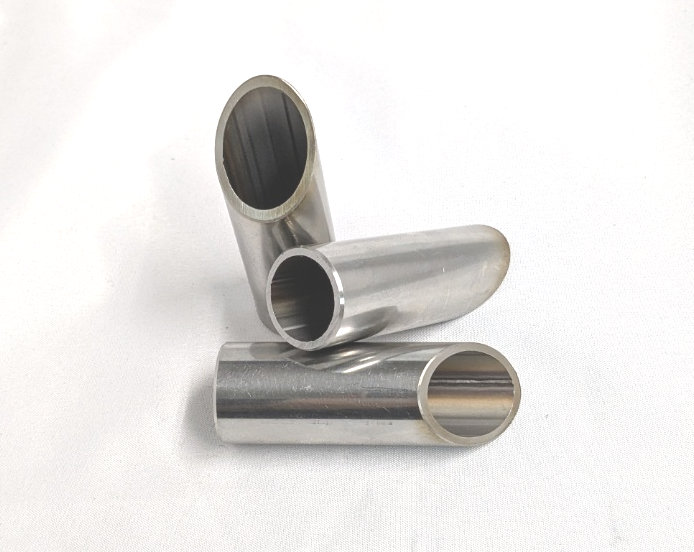
【既製品ストレーナー ブラスト塗装剥離 再塗装】
既製品のため塗装済みの状態で入荷となります。
フランジや銘板に養生を行い、グリットブラストにて塗装剥離及び素地調整後に再塗装を行いました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ストレーナーとは?
配管をつなぐ継手の一種です。
気体・液体が流れている配管に取付ける事で、固形の異物やゴミを取り除く役割を果たします。
このような継手はメーカーでないと製作できない・コストがかかりすぎる場合が多いので、既製品を購入し配管ラインに組み込む事がほとんどです。
しかし既製品なので塗装仕様や塗装色を選ぶことができず、塗装を剥離させ指定の塗装仕様で塗り直してほしいとのご依頼です。
-------------------------------------------------------------------------------------------------
[製品情報]
サイズ 6
長さ 600mm程度
[塗装仕様]
耐熱性 エポキシフェノール塗料×2回
合計膜厚 250μm
-------------------------------------------------------------------------------------------------
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ストレーナー内部は無施工のため、フランジ面を隠し外面のみ施工しております。
原田鉄工では1種ケレンのブラストが可能です。
このような複雑な形状でも、ブラストなら完全に旧塗膜を剥離させる事ができます!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
入荷当時の既製品と比べても遜色無い仕上がりにできたと思います。
その他既製品のバルブなどもお客様の希望の塗装仕様に変更する事も多くやっておりますので、ご相談ください。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎継手(英語:Joint)
配管の接合部に使う部品。
向きを変える、分岐させる、サイズを変えるなど多くの種類があり、その総称となります。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

弊社所有のリフトです。
年末に社内で塗装し直したので、ピカピカです。
-------------------------------------------------------------------------------------------------
[設備情報]
最大荷重 2tonタイプ
[塗装仕様]
SSPC SP-3
エポキシ樹脂塗装×1回
ポリウレタン樹脂塗装×1回
-------------------------------------------------------------------------------------------------
社内設備で仕事としてではないですが、こんな事もできますという紹介でした。
もちろん車の板金屋さんのようにはできませんが...
Youtubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos

【橋 製缶、ブラスト、メッキ、仕上塗装】
材料入手から製缶、、仮組、メッキ、ブラスト、仕上塗装まで行った製品です。
HP
http://xs284308.xsrv.jp/index.html
YouTubeチャンネル
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を作る。
◎溶融亜鉛メッキ(ドブづけ 英語:Hot dip galvanizing)
鋼材の防錆処理の一種で高温で溶かした亜鉛に鋼材を浸すことによって、表面に亜鉛皮膜(メッキ)を形成する。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
[製品情報]
13000×1200×1500
[素地調整]
主桁 手摺
グリッドブラスト SSPC SP-10 サンドブラスト SSPC SP-7
[塗装仕様]
主桁
有機ジンクリッチプライマー 15μm 亜鉛面前処理エポキシ樹脂 40μm
タールフリー変性エポキシ 150μm ポリウレタン樹脂上塗 70μm
タールフリー変性エポキシ 150μm
エポキシ樹脂厚膜型上塗 100μm
-------------------------------------------------------------------------------------------------
主桁と手摺の仕様は異なり、手摺のみ製缶完了後に溶融亜鉛メッキ処理を行ってます。
ブラストにて素地調整を行い、各塗料を塗り重ねていきます。
材料から塗装完了まで工期は約1.5ヶ月です。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
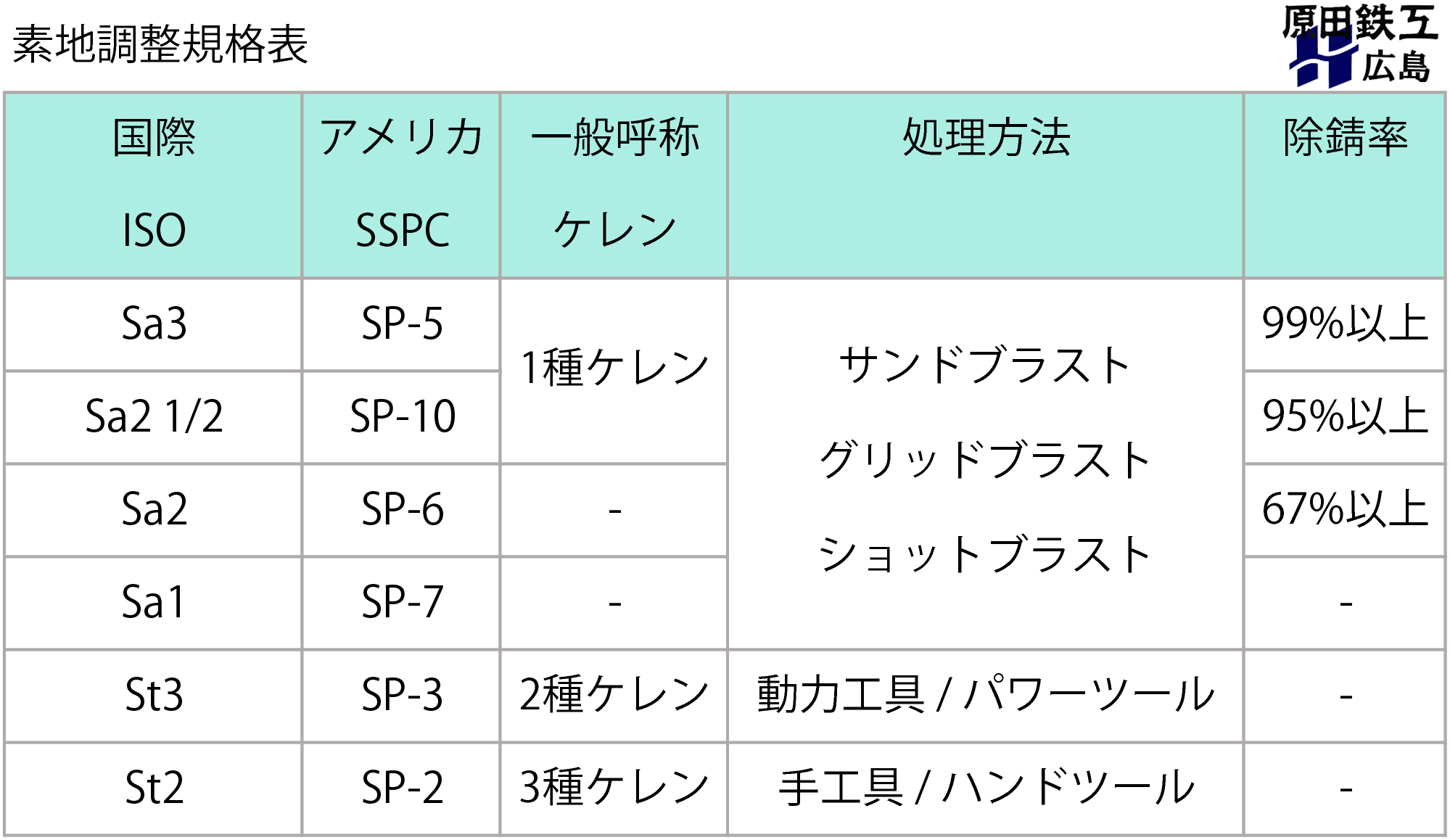
【各種素地調整 ブラスト他 規格表】
1種ケレン~3種ケレンと呼ばれる素地調整の規格表です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラスト施工の1種ケレン、動力工具の2種ケレン、手工具の3種ケレン
また一般呼称のケレン以外ではSSPCとISOといった規格があります。
ブラストについての詳細ページはこちら!
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
素地調整には1種ケレン~3種ケレンまであり、それぞれ除錆率によって規格が定められています。
1種ケレンが最上位となりSSPC SP-5(ISO Sa3)表面の除錆率は99%以上となっております。
また表面の除錆率によって規格が定められていますので、研削材は多くの種類(グリット・サンド・アルミナ・ガラス等)を使用する事ができます。
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
【SSPC SP-10】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207828/
塗装前の表面をどれだけ洗浄しているかが、その後の製品状態を大きく左右させます。
詳細はこちら↓
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
金属塗装において最も重要な工程は素地調整です!
塗装はどれだけ「表面の異物を除去」し「微細なキズを表面に付け」、「表面を均一」にすることで綺麗に長持ちする事が出来るのです。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
専門用語の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【大型製缶品|ブラスト加工~吹き付け塗装できます】
https://www.nc-net.or.jp/company/98405/product/detail/195489/
-------------------------------------------------------------------------------------------------
ブラスト(1種ケレン)の事ならお任せを。各種規格に対応いたします。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【施工中】カバー グリットブラスト(素地調整)
カバー表面の金ニス(防錆材)と黒皮を落とすため、ブラストで素地調整します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
金ニスは防錆材で錆を防いでくれますが、あくまで一時的な防錆なので結局塗装時には剥がしたりします。
ただ剥がすのも中々大変なので、ブラストで黒皮もろとも落とします。
危険なので撮影しにくい施工中の動画を何とか撮影しました。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎金ニス(防錆油/一時防錆材 英語:Gold varnish)
金属の腐食を防ぐために表面に施す防錆処理の一種。
しかし長期的な防錆効果は薄いため、一時的な防錆材として使用される油。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
-------------------------------------------------------------------------------------------------
[製品情報]
φ800×200
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
製缶・ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286

【大型ダクト エアレス塗装 後編】
前回の続きです。
大型のダクトをエアレススプレーを使って下塗、上塗をしていきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
〈動画の尺と容量の関係で前編、後編に分かれております〉
マスキングから上塗までの動画になっております。
外面と内面で塗装仕様が違うため、マスキングをしながらの作業になりました。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
◎エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
◎鉛・クロムフリー錆止め塗料
かつて使用されていた鉛保有の錆止め塗料が環境対応で廃止となり、代替えとして開発された錆止め塗料。
鉛、クロム等の有害な重金属が配合されていない塗料です。
◎長油性フタル酸樹脂塗料
フタル酸樹脂はアルキド樹脂の1種で、油成分が多いため作業性に優れてます。
油の保有量で短油性、中油性、長油性と3種類に分類されています。
ウレタン樹脂塗料上塗と比較すると耐候性等では若干劣るが、同程度の光沢・ツヤを持ち合わせています。
-------------------------------------------------------------------------------------------------
[素地調整]
脱脂処理、サンドペーパー
[塗装仕様]
下塗:鉛・クロムフリーさび止めペイント
上塗:長油性フタル酸樹脂上塗り塗料
標準膜厚 60µm
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装剥離】モーター 1種ケレン(グリットブラスト)
錆だらけになったモーターをブラストで錆と塗装を落とし、綺麗にします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
経年劣化で錆が進行し、塗装も浮いてきたモーターをグリットブラストで素地調整を行います。
研削力の強いグリットブラストでも形状が複雑なので、結構時間がかかりました。
素地調整後はお客様の方で再度塗装されるとの事です。
古くてボロボロになった製品でも綺麗に素地調整を行い、再度塗装をしてあげる事で新品同様に生まれ変わることができます。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
◎モーター(原動機 英語:Motor)
モーターは動力を意味し電気を動力へ変換する電動機等の総称。
電動機は電気を流す事によって磁界と電流による力を回転運動へと出力するものが多くある。
日本で発電されている電力の60%以上はモーターで使用されているそうです。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
-------------------------------------------------------------------------------------------------
[製品情報]
φ600×800
[素地調整]
グリッドブラスト
SSPC SP-10
-------------------------------------------------------------------------------------------------
手動式の設備で職人が1点ずつ施工してますので、複雑な形状でも施工可能です。
塗装の下地処理、熱処理加工品のスケール落としはもちろんの事
メンテナンス時の塗装剝離、ゴム・樹脂・表面処理剤の密着性向上、キズ等を目立たなくさせる梨地加工など用途は様々あります。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SS400 架台 下地処理 下塗~上塗まで】
錆びたベースを下地処理で綺麗にした後、下塗・上塗塗装を行います。
HP:https://harada-tekkou.co.jp/
EMIDAS:https://www.nc-net.or.jp/company/98405/
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
新品の製品ではあるようですが、保管状況が悪かったのかサビてしまっています。
元々の仕様では2種ケレン(SSPC SP-3)となっていますが、錆が発生し製品の形状も電動工具ではとても下地処理ができそうにないのでブラストしています。
ブラスト施工後はエポキシ樹脂下塗×1、ウレタン樹脂上塗×2 合計3層塗装します。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
ブラスト・研削材や塗装の詳細についてはこちらのページで紹介してます!
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
【スプレーガンの種類 エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
◎SS400(旧SS41)
一般構造用圧延鋼材の中で最も流通量が広く、代表的な材料です。
「SS」はSteel Structure(構造用鋼)の略、「400」は引っ張り強さの最小保証値を表しています。
流通量が多いので他の金属材料と比べ安く、種類・サイズともに豊富にあります。
◎架台(ガダイ/ベース 英語:mount)
設備機器などを支えるための構造物。
上部に組み立てられる機器に合わせて設計・製作され、サイズや形状は様々なものがある。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性がある半面、耐水性能が高く水中では変色や劣化には強いです。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:Polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗用塗料として広く流通しています。
◎タッチアップ(刷毛塗り 英語:Touch-up painting)
仕上の塗装前後で補修や修正の為に刷毛で塗装を行う事。
組立で付いてしまった傷を隠す、不足している膜厚を補う、吹付塗装などでは塗装できない複雑な箇所を塗装する為に行います。
紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
-------------------------------------------------------------------------------------------------
[製品情報]
2,500mm × 1,800mm
[素地調整]
SSPC SP-10
⇩⇩ブラストの規格表です⇩⇩
https://www.nc-net.or.jp/company/98405/product/detail/175671/
[塗装仕様]
エポキシ樹脂下塗塗料 25µm
ウレタン樹脂上塗塗料 20µm
ウレタン樹脂上塗塗料 20µm
合計最低膜厚 65µm
-------------------------------------------------------------------------------------------------
今回の工期は実働6日となっております。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗料の種類~下塗り・中塗り・上塗りについて~】
下塗り用塗料、中塗り用塗料、上塗り用塗料と何が違うの?と思ってしまいますが、それぞれ役割が全く異なります。
これらの役割について紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
数えきれない程多くの種類がありますが、大きく分類するとまず下地(塗装対象となる素材)により3種類に分けられます。
建築用、木材用、鉄部用の3種類から原田鉄工で塗装してる鉄部用の塗料の種類について紹介します!
塗装方法の種類と選び方について紹介しています。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
一般的に屋外で水中等のよほど特殊な環境でない場合、多くは下塗り・中塗り・上塗りと塗り重ねていることが多いです。
要求される耐候性や耐久年数などによって中塗りが不要になったり、規定の塗装膜厚※₁が上下したり、塗装回数が4回、5回と増えたりします。
また下塗り、中塗り、上塗りにはそれぞれ異なる役割があります。
鉄部の塗装前には必須!! 綺麗に長持ちさせるための素地調整についての紹介です!
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
《下塗り》
一般的にエポキシ樹脂系、アルキド樹脂系、ジンクリッチ系などの塗料が多く使用されています。
下塗りは①錆を防ぐ ②下地との密着性が優れる この2点が大きな役割となります。
『特徴』
・塗装対象の下地と良く密着し、剥がれる事を防ぐ。
・防食性能※₂が優れている。
・素地調整後の下地を滑らかにする。
塗装の本質である錆びを防ぎ塗装対象物を保護する能力が高く、付着性が高いです。
せっかく塗装しても剥がれてしまったら意味が無いので、下塗りは非常に重要な役割を持ちます!
下塗りあり、下塗りなしを比較しています↓↓
https://www.nc-net.or.jp/company/98405/product/detail/191667/
《中塗り》
エポキシ樹脂系、ウレタン樹脂系、フッ素樹脂系などが多く使用されています。
中塗りの大きな役割は①塗膜※₃の膜厚を増やす ②下塗り・上塗りの両方に対する付着性をもつ この2点です。
『特徴』
・塗膜を厚くする事でより強固に製品を保護する。
・下塗りと上塗りのどちらとも密着する。
・調色可能なものが多く、上塗りに合わせた色相を塗ることでより上塗りを鮮やかにする。
塗装対象物は塗装される事で、塗膜に守られます。
塗膜をより厚くすることで長期間、より過酷な環境にも耐えうるものへ進化させます!
《上塗り》
エポキシ樹脂系、ウレタン樹脂系、フッ素樹脂系などが多く使用されます。
上塗りの大きな役割は①耐候性※₄の向上 ②見た目を美しくする この2つです。
『特徴』
・優れた耐候性を有し、雨や紫外線などから塗膜・塗装対象物から守る。
・耐衝撃性や硬度が高いものが多く、塗膜が傷つく事を防ぐ。
・光沢保持能力が高く、塗装対象物に美しい艶や光沢、色を付与する。
上塗りは最後に塗装を行うので、常に大気に晒される塗膜となります。
よって優れた耐候性と耐衝撃性を持ちながら、美しくもあります!
なぜ塗装不良が発生するのか、その原因と対策一覧です!
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
塗料の系統によっても役割は変わってくるものもありますが、多くは上記のような役割となります。
それぞれ重要な役割を持っている為、下塗り・中塗り・上塗りと塗り重ねる事が非常に重要となります!
補足
※₁膜厚(英語:Film thickness)
乾燥塗膜の厚み。
膜厚が塗料の耐久性や隠ぺい性に影響を及ぼすので、均等で規定の膜厚で塗装する事が重要です。
※₂防食性能(英語:Rust prevention performance/Anti corrosion performance)
簡単に言うと錆を防ぐ性能です。
屋外での酸性雨を含む雨風や塩害、湿度・寒暖変動の繰り返しに耐え錆の発生を防止する性能。
※₃塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
※₄耐候性(英語:Weatherability/Weatherproof)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
専門用語の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
各メーカー様々な種類の塗料に対し取り扱い、施工実績があります。
お気軽にご相談ください。
原田鉄工株式会社 広島
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【上塗り2色 塗り分け 作業用架台】
作業用の架台をブラストから3層塗り重ねます。
上塗りは架台部分と手摺・梯子部分で塗り分けとなっています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストについての詳細ページはこちらのリンクから!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
防錆油と黒皮が残っている作業用架台をまずブラストで表面を洗浄後、下塗り・中塗り・上塗りを塗り重ねていきます。
上塗りは架台本体と手摺・梯子で塗分けとなっています。
架台本体:RAL7035(ライトグレー)
手摺・梯子:RAL1003(シグナルイエロー)
◎有機ジンクリッチプライマー(英語:Zinc rich primer)
高濃度亜鉛末を含有している塗料で、金属亜鉛が塗装物より先に腐食することで鉄部を保護する。
屋外の過酷な環境でも長期間の防錆効果が期待できる。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
◎ポリウレタン樹脂塗料(ウレタン樹脂塗料 英語:Polyurethane resin)
ポリウレタン塗料は主剤としてポリオール樹脂、硬化剤にイソシアネートを混ぜて作る塗料です。
優れた耐候性も持ちながら光沢・美しいツヤを有するので上塗塗料として使います。
◎RALカラーチャート(英語:RAL COLOURS)
ドイツの標準カラーチャートで日本でいう日塗工です。
日本ではあまり聞きなじみがありませんが、ヨーロッパでは広く使われています。
塗料についての詳細ページはこちらから!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
有機ジンクリッチプライマー
エポキシ樹脂下塗り塗料
ポリウレタン樹脂上塗り塗料
~~~ブラスト・塗装の事ならお任せください~~~
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【出荷直前 緊急修正 目荒し~修正塗装】
土曜の朝、出荷予定の製品を確認していたら問題発覚です!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
がっつり傷がついていたので、何とか修正します。
まず傷がついた箇所をサンドペーパーで目荒しを行い、傷と周辺をぼかします。
サンドペーパーの番手を細かくしながら仕上げていき、最後塗装して馴染ませます。
本製品は下塗りで出荷し、お客様で組立後に仕上塗装を行います。
仕上塗装の工程が残っていたので、簡単な手直しで済みましたが…
仕上塗装まで行った製品だと分からない様に修正する事はものすごく難しくなってしまうので、再発防止に努めます。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
◎サンドペーパー(紙やすり 英語:Sandpaper)
紙や布の表面に研磨剤をつけたものです。
目の粗さは「番手」で表され数字が小さいと粗く、数字が大きいほど細かくなります。
もちろん番手と研磨した後の表面は相互関係にあります。
塗装についての詳細ページはこちらから!
【スプレーガンの種類 エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
【スプレーガンの種類 エアスプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177737/
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ステンレス配管の塗装 / 膜厚計の校正説明】
350AのSUS(ステンレス)製の配管を塗装します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ステンレス製の配管をブラスト・塗装していきます。
今回の素地調整はあまり聞きなれない『SSPC SP-16』です。
『SSPC SP-7』と同じ表面洗浄度ですが、鉄以外の場合はSP-16となるみたいです。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
SSPCはISOと同じ素地調整で多く使われている規格となります。
SSPC=Steel Structures Painting Council (米国構造物塗装協会)
ISO (International Organization for Standardization)
ブラストやケレン作業といった工程に含まれていれば、仕様書にSSPC ○○とかISO ○○と書いてあるはずです。
実はSSPCの規格は『SP-1』~『SP-16』まで全部あるみたいです。
正直聞いたことないのばっかりです。
SP-5 / SP-10 / SP-6 / SP-7 / SP-3 / SP-2
この6種類が一般的によく聞く仕様です。
また今回はいつも使用している膜厚計について少し説明しています。
塗装をするうえで膜厚の管理は重要となるので、膜厚検査は欠かせません。
そして膜厚計で計測した数値が間違いないか確認する『校正』
これが出来ていないと、計測した数値を信用する事が出来ないので検査前には必ずやっておかなければならない作業です。
塗装は「ただ塗料を塗る」だけでは不十分と言えます。
均一で適度な膜厚に管理する事で塗料の能力を最大限に発揮させる事が出来るのです。
原田鉄工ではブラストによる「完璧な素地調整」と塗装各層の「膜厚管理」を徹底して行っています。
製品へ他社には無い「美しさ」と「耐久性」を付与する為、努力を続けております。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎膜厚計(英語:Film thickness meter)
乾燥膜厚を計測する為の機械。
磁性体(鉄、鋼等)は磁石の引っ張る強さから膜厚を測定する電磁式、
非磁性体(アルミ、ステンレス)は電流を流しその大きさから膜厚を測定する過電流式が多く使われています。
◎校正(英語:Calibration)
測定器が正確に測定できているか検査・調整を行う事。
校正を行っていなければ測定値を信用する事はできない為、非常に重要です。
【膜厚とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
-------------------------------------------------------------------------------------------------
[素地調整]
サンドブラスト
SSPC SP-16
[塗装仕様]
厚膜型耐熱エポキシ樹脂塗料 120µm
厚膜型耐熱エポキシ樹脂塗料 120µm
-------------------------------------------------------------------------------------------------
【塗装の基本 塗装する時の道具とやり方】
https://www.nc-net.or.jp/company/98405/product/detail/205301/
ブラスト・塗装の事ならお任せください。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【原田鉄工 生産設備一覧】
原田鉄工が所有している生産設備の一覧表です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
材料切断、機械加工、溶接、ブラスト、塗装、組み立てとある程度社内で加工できるように一通りそろっています。
大型の仕上定盤、大型ブラスト設備は他社でも中々ないサイズだと思います。
鉄に関する事なら何でもご相談ください!
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラストの事なら原田鉄工㈱へ!】 『広島 観音』
広島でサンドブラスト・グリットブラストのご要望があれば、お気軽にご相談ください。
創業80年続く、確かな技術で対応させていただきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工にはブラスト専用の大型設備を2部屋用意しています。
サンドブラストとグリットブラストを常用とし2部屋で、用途により使い分けております。
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
ブラストとは様々な種類の粒子(研削材)を素材に衝突させ、表面を削り取ることにより無数の凹凸を形成させる表面処理加工の1種です。
~~~ブラストの効果~~~
・表面を削り取るので、酸化被膜やサビ、汚れを落とし綺麗な表面に変化します。
・形成された無数の凹凸で表面積が増えることで、「アンカー効果」により塗料との密着性が格段に向上します。
『表面を綺麗に洗浄する』 + 『密着性を向上させる』
この2点を塗装前に行う事で塗膜は美しい状態を長く保持する事が可能になります。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
塗装の耐久性には塗装回数や塗料の種類など様々な要因が考えられますが、表面処理のグレードによる影響はなんと50%です!
塗装で最も重要なのは素地調整という事です。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
ブラスト工法で行う1種ケレンと電動工具を使用した2種ケレンでは塗膜の耐久性が大きく変わってきます。
ブラスト完全に異物を除去する事でメンテナンス・補修頻度を低減させ、最終的なLCC(ライフサイクルコスト)を大きく減らす事が出来るのです。
工場施工などで1種ケレンと2種ケレンどちらでも施工可能な場合は、多少コストがかかりますが必ず1種ケレンのブラスト施工で対応する事を強くお勧めします!
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
ブラストについての詳細情報はこちら!
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です
https://www.youtube.com/watch?v=OE5lBRyJSOo
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
原田鉄工は広島で創業80年!
中国地方最大級のブラスト設備を保有しております。
ブラスト後の塗装についてもお気軽にご相談下さい。
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【膜厚とは? ~膜厚の重要性について~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装は塗料を表面に付着させ表面を覆う表面処理方法です。
塗料は時間経過と共に硬化、塗膜となり表面を保護してくれます。
塗膜の厚みの事を膜厚と呼びます。
塗膜の保護能力を左右する重要な膜厚について説明します!
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
塗料についての詳細ページはこちら!
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
《塗膜の保護能力》
塗装を行った製品は5年、10年、15年と塗膜(硬化した塗料)によって守られます。
何年ぐらい錆びから防げるのかは素地調整のグレード※₁、使用する塗料の種類、そして膜厚によって大きく左右されます。
下記ページにてなぜ塗装が剥がれるのか、剥がれを防ぐブラストがもたらす効果について紹介しております。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
《膜厚とは?》
膜厚とは「塗料が完全硬化した塗膜の厚み」の事で、μ/µm(ミクロン/マイクロメートル)の単位で表されます。
1μm=0.001mmとものすごく細かい単位となります。
一般的な機械塗装の場合、原田鉄工では下記の膜厚になる事が多いです。
下塗りのみ 15µm~75µm
上塗りまで 300µm~500µm
塗料の種類や使用されている環境によって減少度合は変わってきますが
膜厚は毎年少しづつ消耗し、少なくなってしまいます。
なので塗装はたった10μm、100μmの膜厚で耐久年数が大きく変わってしまいます。
しかしながら、単純に膜厚は厚ければ良い!という訳ではありません。
全ての塗料1つ1つに保護能力が最大限に発揮される規定膜厚が定められているんです。
(各メーカーの塗料説明書を参照)
厚すぎず、薄すぎず適切な厚みの塗膜を形成する事がベストとなります!
『規定膜厚を大きく上回っている場合・・・』
厚すぎる膜厚は塗料が硬化不良を起こしたり、ひび割れや剥離などの原因となってしまいます。
せっかく塗装しても剥がれたり、硬化しなかったら意味がありません。
『規定膜厚を大きく下回っている場合・・・』
薄すぎる膜厚は当たり前ですが、塗料の保護性能を十分に発揮する事ができません。
本来の想定された耐久年数を大きく下回ってしまう可能性が高いです。
《膜厚の計測方法》
膜厚を計測する機械「膜厚計」を使用します。
乾燥した塗膜の膜厚を計測し、適切な膜厚であるかを検査します。
精密機械なので使用前は校正を行い、計測する事を徹底しましょう。
【塗料とは? ~膜厚計の紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
《膜厚の調整方法》
各塗装工程後、塗料が完全硬化したら膜厚計で塗装膜厚を計測します。
複雑な形状をした製品を均一な膜厚にする事は熟練の塗装工でも容易ではなく、必ず計測点によってバラつきが発生してしまいます。
この膜厚のバラつきを無くすために厚い箇所はサンドペーパー等で膜厚を減らし、薄い箇所はタッチアップ※₂等で膜厚を追加するといった作業が必要になります。
塗装→検査→膜厚調整→塗装‥‥
上記の様に各工程で検査と膜厚調整を行い、塗り重ねていきます。
YouTube動画は何度も上記の工程を繰り返しながら、完成した様子です!
ただ塗装するだけではなく、膜厚をしっかり管理して適切な膜厚値に収める事が非常に重要です!
原田鉄工では厳しい膜厚管理の中で多くの製品を塗装してきました。
塗装でお困りな事がありましたら、是非ご相談ください。
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
補足
※₁素地調整のグレード
素地調整の方法・除錆率で決まります。
一般的に1種ケレン、2種ケレン、3種ケレンなど呼ばれることが多いです。
国際規格ISOやアメリカ規格SSPCなどは更に細かく定められています。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
※₂タッチアップ(英語:Touch-up painting)
補修や修正の為に刷毛で塗装を行う事。
組立で付いてしまった傷を隠す、不足している膜厚を補う、吹付塗装などでは塗装できない複雑な箇所を塗装する為に行います。
膜厚の管理不足以外でも起こりうる塗装不良の発生原因と対策についてまとめました。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
原田鉄工株式会社 広島
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

ホームページが完全公開となりました!
新着情報や製品情報を更新していくつもりですので、是非ご覧ください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【塗料とは? ~膜厚計の紹介~】
塗料を使用する上で重要な膜厚、測定器を紹介します!
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
上記のページで塗料にとって膜厚※₁が大変重要な要素であり、膜厚をキチンと管理する事で耐久年数が変わると紹介させてもらいました。
今回はその膜厚を管理するための測定機器『膜厚計』について簡単に紹介します!
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
膜厚計は大きく分けて2種類あります。
①液体塗料を塗布し、塗膜が硬化する前に計測するウェットフィルム膜厚計
②塗布した塗膜が完全硬化した後に計測する乾燥膜厚計
①ウェットフィルム膜厚計
塗装直後に使用し、硬化前の膜厚を計測することができます。
・μm単位で高さを変えた凸凹のプレートを塗膜に対して垂直に押し当て、塗料がついた凸面の接地面からの高さで計測する『くし形』
・μm単位で偏芯したホイールを回転させ、塗料のついた接地面からの高さで計測する『ロータリー式』
上記の2種類が一般的に多く使用されています。
各メーカーの塗料説明書にはウェットフィルムの値が〇µmの場合、ドライフィルムが〇µmという形で明記されています。
ウェットフィルムを計測しておけば、仕上がり後の膜厚が推定できるという事です。
職人の腕や経験のみに頼って施工を進めるのではなく、ウェットフィルム膜厚計を使用することでエビデンスに基づいて施工を進める事が可能となります。
②乾燥膜厚計
塗膜が完全硬化した後で膜厚を計測する事ができます。
塗膜に傷を付けて計測する破壊型膜厚計、塗膜に傷を付けず計測する非破壊型膜厚計の2種類があります。
一般的に広く使用されている非破壊型膜厚計について、紹介します。
非破壊型膜厚計でも『電磁式膜厚計』と『過電流式膜厚計』の2種類に分かれます。
計測原理が多少複雑なので、ざっくりと説明させてもらいます。
・電磁式膜厚計
磁性金属※₂に対して計測することが可能です。
測定対象となる磁性金属に内蔵した磁石をくっつけた時、引っ張る力が下地まで「近いと強い」「遠いと弱い」これを計算して数値化します。
・過電流式膜厚計
非磁性金属※₃に対して測定することが可能です。
測定対象となる非磁性金属に電気を流し、その電流が下地まで「近いと強い」「遠いと弱い」これを計算して数値化します。
ウェットフィルムを管理していても乾燥膜厚はどうしてもバラつきが発生してしまいます。
乾燥膜厚を計測し、調整を行う事で更に正確に膜厚を管理する事が可能となります。
塗装の最終的な性能と仕上がりに大きな影響を与える膜厚。
塗装を行う上では検査器具は必要不可欠です。
補足
※₁膜厚(英語:Film thickness)
塗料の厚み。
膜厚が塗料の耐久性や隠ぺい性に影響を及ぼすので、均等で規定の膜厚で塗装する事が重要です。
※₂磁性金属(英語:Magnetic metal)
磁性を帯びることが可能な金属。
磁石がくっつくことができる金属です。
思ったより少なく鉄、ニッケル、コバルトなどが当てはまります。
※₃非磁性金属(英語:Non-magnetic metal)
磁界の影響を受けない金属。
数値でいうと透磁率1.02以下のものとなります。
種類は多く金、銀、銅やアルミなど多く存在します。
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
道路、水道、プラント、海外向け製品など様々な塗装経験がありますので、その他検査などもお気軽にご相談ください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/

【ドローン 原田鉄工 会社所在地】
ドローンで撮影した原田鉄工㈱の周辺映像です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
耐用年数・美観の向上、メンテナンスコストの低減
https://www.nc-net.or.jp/company/98405/product/detail/179263/
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

グリットとサンドの比較 設備の紹介【前編】
グリットブラストとサンドブラストの仕上がりなどを比較するついでに、ブラスト設備の仕組みを紹介します!
前後半に分かれておりますので、是非後編もご覧ください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【ブラスト加工について】
ブラストとは粒状の金属などを対象物にぶつける事で加工する、表面処理方法のひとつです。
ぶつけられた対象物は表面の汚れや錆びが綺麗に落とされ、凸凹になります。
綺麗になり更に凸凹で表面積が増加したところに塗装を行う事で、通常より長持ちさせることを可能にする表面処理です。
またの名を1種ケレンと呼び、塗装前の下地処理としては最も適した方法とされています。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
【どぉやって加工するの? 加工方法について紹介します】
https://www.nc-net.or.jp/company/98405/product/detail/177433/
【グリットとサンドの基本】
グリットブラストとサンドブラストの違いは基本的に射出する研削材の違いのみとなります。
グリットブラスト → 鉄の研削材
サンドブラスト → 非金属性の研削材(弊社ではフェロニッケルスラグ原料のもの)
ちなみにグリットはトゲトゲした鉄、サンドは珪砂という風に研削材が何かで呼称が決まっている感じです。
(ちなみに珪砂は人体に影響を及ぼす可能性があり、現在はあまり使用されていません)
【研削材について 原田鉄工常用のガラス、グリット、サンド】
https://www.nc-net.or.jp/company/98405/product/detail/177276/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎グリットブラスト(ブラスト/1種ケレン 英語:Grit blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工に「スチールグリット」という研削材を使用している為、グリットブラストと呼称される。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
-------------------------------------------------------------------------------------------------
弊社 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【厚膜型耐熱】SGPパイプ 塗装(前編) ~ガスケット座面養生・ブラスト~
大量にあるガス管のガスケット座を養生・ブラスト後、厚膜型耐熱塗装していきます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
大小様々な口径のSGPガス管を施工していきます。
施工するにあたってガスケット座のセレーション加工部はブラストで傷がついてしまうと、密封性が損なわれてしまうので養生を行います。
しっかり布テープで養生が出来たら、ブラストで表面処理を行います。
【仕組み公開】グリットブラストとサンドブラスト 比較 YouTube動画です!
https://www.youtube.com/watch?v=OE5lBRyJSOo
【重量物】SS400 PL 錆落とし [前編]
https://www.nc-net.or.jp/company/98405/product/detail/181113/
ブラスト完了後は耐熱塗装を行っていきますが『前編』はブラスト施工までとなります。
耐熱塗装~膜厚検査までは『後編』にて紹介しますので、是非ご覧ください。
◎SGP(配管用炭素鋼管 英語:Steel gas pipe)
身の回りで最も身近な鋼管です
一般的にSGP管、ガス管、白管、黒管などと呼ばれています。(白管はSGP管に亜鉛メッキ加工を行ったもの)
ビルや家や工場など多くの場所で使用されています。
◎セレーション(鋸歯状/のこぎり状 英語:Serration)
セレーションはフランジガスケット面に渦巻状・同心円状の細い溝をつけた仕上げ面。
フランジ同士を引っ付ける際に凹凸がはめ合い、しっかりと結合させる事ができます。
[製品情報]
20A~200A程度のプレハブ配管
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
厚膜型耐熱塗料 200μm
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【フランジ、ボルト等などでも養生してブラスト可能】
フランジやボルトといった小物でも適切な施工方法とマスキングで、ブラスト施工することが可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストや塗装は必要だけど、機械加工面やネジ部など隠さないといけない箇所もあるフランジやボルト。
弊社ではそのような製品も多数施工しております。
養生をされた状態での持ち込み、養生~施工までのご依頼などお気軽にご相談ください。
ブラストのみ、塗装のみなど部分施工ももちろん可能です!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
グリットブラスト 特徴
・研削材が金属性で研削力が非常に高く、固着した錆や汚れも簡単に除去する。
・製品の表面にあるゴムやメッキ、塗装までも除去する事が可能。
・他の研削材と比べ照射体にぶつかる時の摩耗が少ないので粉塵や産廃の量が少ない。
・原材料が金属性なのでステンレス等の錆びにくい素材に施工すると、表面に研削材の成分が付着し「もらい錆」が発生してしまう。
サンドブラスト 特徴
・以前は研削材に「珪砂」を使用していたが人体や環境に影響を及ぼす恐れがあるので、現在は主に「フェロニッケルスラグ」を原料とした非金属性の研削材を使用している。
・非金属性の研削材なのでステンレス等の錆びにくい素材でも施工が可能。
・グリットと比較し研削力が少ないので、やわらかい金属やマスキングが多い製品等を慎重に施工することが可能。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【巨大】鋼板製パイプ ~ブラストと水中部塗装~
5mある大口径の配管内部をブラスト、水中部塗装、膜厚検査をしていきます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
重量2t、長さ5mの巨大配管をブラスト施工後、水中部塗装を行います。
水中部塗装なので必要な最低膜厚も300μmとぶ厚いうえに、必要以上に膜厚が厚くなりすぎると塗膜が剥離する恐れがあるので、最高膜厚の上限も気をつけながら塗装します。
膜厚の下限は頻繁に設定されていますが、上限の設定値が下限と近いと当たり前にかなり苦戦します。
これらの条件をクリアするために何度も検査~修正塗装(膜厚が厚すぎる箇所は擦って削る)を繰り返しました。
最終的には300μm~600μm内に全て収める事ができ、完璧な仕上がりに出来ました!
【角タンク 耐塩害塗装 5層塗り】 YouTube動画!
https://youtu.be/dHVZMap5Pcs
【スプレーガンの種類 エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
◎水中部塗装
その名前の通り水中や水回りに使用される部品に対して有効な塗装です。
通常の屋外より更に厳しい腐食環境に晒されても、長期間に渡り腐食から守ります。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
-------------------------------------------------------------------------------------------------
製品情報]
φ1500×5000
[素地調整]
グリットブラスト
SSPC SP-10
[塗装仕様]
エポキシ樹脂系特殊膨潤炭塗料 300μm
-------------------------------------------------------------------------------------------------
今回の工期は実働2週間程度です。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「製缶」
製缶とはもちろん「缶」「缶詰」「アルミ缶」「一斗缶」など缶を作る意味でも使われますが、
製造業界では「タンク」「カバー」「架台」「機械装置」だったり鉄板や形鋼を加工して立体的な製品を作ることも意味します!
「製缶」という言葉は一般の方にとって缶を作るイメージはあっても、あまり製品を作り上げるイメージは無いと思います。
でも製造業に携わっていると「製缶」は逆に製品を作り上げる意味で使われる事がほとんどなんですよ。
そんな知っているようで、意外と知らない「製缶」について紹介します!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
《製缶とは》
先ほど簡単に説明したように製缶には2つの意味があります。
①缶詰、缶ジュースといった缶を製作する事。
②金属を切断や溶接加工を施し、製品を製作する事。
今回は原田鉄工も行っている②製品を製作する意味の製缶について説明します。
金属を製品に作り変えていくため材料を金属を切る・曲げるなど形状を加工したのち溶接・組立を行い立体的な製品を作り上げます。
この一連流れを製缶と呼びます。
《製缶加工の流れ》
1.図面作成
まず製缶加工を行う上でお客様のご要望に沿った製品を作り上げるため、要求された機能や強度が満たされるよう設計し図面を作成します。
図面があることで均一な精度で同一の商品を効率よく作り上げる事が可能になります。
また図面はお客様より支給される場合なども多くあります。
2.切断
材料は図面通りの長さ・形へと切断する必要があります。
切断する方法は様々ありますが、ざっくり3種類ほど紹介します。
レーザ・プラズマ・ガスを使い高温で溶かす切断、プレス機・シャーカッターなど機械の力でハサミの様に上下に圧力をかけ行うせん断、グラインダー・バンドソー・マシニングセンターなどで少しずつ切ったり削ったりする切削。
簡単に言うと「溶かす」「切る」「削る」の3種類です。
上記の切断・せん断・切削の方法で主に材料を図面通りの長さ・形へ切断します!
3.曲げ
切断された材料を必要な角度へ曲げます。
基本的には上下に分かれた金型※₁に材料をはさみ込んで、圧力をかけ金型の形状へ潰して曲げるベンダーと呼ばれる加工法が一般的です。
あと3本ロール機・4本ロール機という加工機で材料をロールの間にはさみ、圧力をかけながらロールを回転させ大きな半径で曲げるロール曲げも良く使われます。
様々な角度で曲げることが可能ですが、所有している機械や金型の種類によって精度も大きく異なるので注意が必要です。
4.仮付け溶接、本溶接
すべての材料が揃ったらまず製品の状態へ仮付け溶接、本溶接を行います。
2つ以上の金属の接合部を溶かす、または外部から溶けた金属を加える事によって溶接を行います。
仮付けが製品を形作る上で最も重要となり、材料同士を仮付けする距離や角度、溶接時に熱が加わることで生じる製品の歪みなどを考慮する必要があります。
本溶接時の歪みは溶接後に修正する事が難しい場合が多いので、仮付けで製品精度が大きく決まると言っても過言ではありません。
なので仮付けは熟練の職人が担当する事の多い工程です。
仮付け溶接が完了したら、仮付けした部分を溶接していく本溶接を行います。
溶接の方法はアーク溶接、半自動溶接、TIG溶接の3種類で主に行われています。
溶接方法によって使用環境・溶け込み・作業効率が異なりますので、状況や要求品質によって選定する必要があります。
5.仕上げ、歪取り
溶接された周辺にはスパッタと呼ばれる溶接時の火花が製品にこびり付いたものや、接地面など不要な溶接の肉をサンダー等で除去し仕上げます。
その後、本溶接時による熱で歪みが発生した箇所を修正します。
歪みを取るには叩いたり、プレス機で圧力をかける物理的な方法と、ガスで炙り熱を加える方法があります。
製品が小型だったり、材料が薄ければ物理的な方法で比較的簡単に歪を取ることが可能ですが、多くはその場合ではないので基本的にはガスで炙って歪を取ることになります。
ガスで炙って直すには適切な場所、温度、方法が必須で間違えてしまうと修正が不可能となるので、歪取りはすごく難しく熟練の経験が必要となります。
6.機械加工
各部品の溶接と仕上げが終わったら、切削工具や工作機械で機械加工を行います。
機械加工で求められる精度は0.1mm~0.001mmなど非常に細かい寸法です。
これらの精度を要する箇所は機械で削ったり研磨したり、ドリルで穴を開けるなどして組立に必要な加工を行っていきます。
工作機械は多種多様にありそれぞれの特徴が異なるので、求める加工精度や形状を考慮しながら最適なものを選定することが重要となります。
7.素地調整、塗装
各部品の加工が終わったらしたら素地調整※₂と塗装を行います。
ここまで溶接や機械加工など行われた材料には精錬・圧延時に生成される黒皮を含め、ノロ・油分・錆などが表面へ大量に付着している状態となります。
この表面に付着した不純物を取り除き、素地を塗装に適した状態へ変える作業を素地調整といいます。
素地調整を怠ってしまうと、いくら高級で丈夫な塗料を綺麗に塗ってもすぐに剥がれ落ちる可能性が高いので非常に重要な作業です。
その後製品が使用される環境や耐用年数を考慮、塗料・塗装回数・塗装膜厚を選定し塗装していきます。
塗装は外観を良くするだけではなく、製品を錆などの劣化から保護するという大事な役割を持っています。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
8.組立
最後に完成した部品を組み立てます。
ボルトやナットで部品1点、1点を図面で確認しながら順番に組み上げてきます。
大型の製品だと組み立てながら全体の寸法を調整していくため、組み立て方も重要で経験が必要となります。
また機械装置など可動式の製品は電気配線なども同時に行っていき、最後に動作確認をし完成となります。
《まとめ》
金属を製品に作り変える。
材料である金属を切る・曲げるなど形状を加工し、溶接・組立を行い立体的な製品を作り上げる意味の「製缶」。
実際にはもっと多くの加工方法があり、それらを選定しながらものづくりをするのが醍醐味です。
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
原田鉄工では量産品ではなく一品一様のオーダーメイド品の製作を得意としております。
試作品・社内治具や社内設備といったお客様だけの製品を多く手掛けてきました。
塗装の仕様も使用される環境に合わせて選定させていただきます。
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
補足
※₁金型(英語:Mold)
金属で製作した型枠です。
そこに金属や樹脂、ゴムなどを入れ圧縮することで金型の形状へと成形します。
また曲げ加工において上下の金型の事を圧力を受ける側をダイ、圧力を加える側をパンチと呼びます。
※₂素地調整(英語:Surface preparation)
下地処理の1種で「ケレン」とも呼ばれ塗装工事の前処理として、素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
原田鉄工株式会社 広島
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【製缶 ~溶接・組立について~】
原田鉄工の製造部 溶接・組立など製缶に関する紹介ページ 一覧です。
随時更新していきますので是非ご覧ください。
―――工場紹介についてはこちらからのページをご覧ください―――
【工場見学】 原田鉄工 ブラスト・塗装部門 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立部門 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
【ドローン 原田鉄工 会社所在地】
https://www.nc-net.or.jp/company/98405/product/detail/179843/
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
―――製缶の詳細についてはこちらのページをご覧ください―――
【製缶とは ~製缶ってなに?~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
【製缶 ~鋼材の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183350/
―――製品の詳細についてはこちらのページをご覧ください―――
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
【自社製作品 自動ショットブラストマシン】
https://www.nc-net.or.jp/company/98405/product/detail/176956/
【SUS304/SUS316 ステンレス溶接】
https://www.nc-net.or.jp/company/98405/product/detail/182168/
【広島で半自動・TIG溶接が得意な鉄工所】
https://www.nc-net.or.jp/company/98405/product/detail/180151/
【大型製缶・溶接の事なら原田鉄工 H 広島へ!】
https://www.nc-net.or.jp/company/98405/product/detail/179937/
【省力化装置・搬送装置 一貫生産】
https://www.nc-net.or.jp/company/98405/product/detail/183806/
―――防錆部の詳細についてはこちらのページをご覧ください―――
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
★HP★
https://xs284308.xsrv.jp/index.html
➤随時更新していきますので、是非ご覧下さい。
★You Tube★
https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
➤様々な施工過程や自社製品を紹介しています。よろしければチャンネル登録お願いします!
★Face book★
https://fb.com/haradatekkou.hiroshima
➤製品説明や加工紹介しています。よろしければフォローお願いします!
★インスタ★
https://www.instagram.com/haradatekkou_hiroshima/
➤ショート動画で施工状況を紹介しています。よろしければフォローお願いします!
「大量生産」ではなく「オンリーワン」の創造。
そのお望みを叶えるのが、原田鉄工です。
創業から80年間ひたすら大量受注・大量生産では無く、お客様の望む製品を”オーダーメイド”することに拘り、チャレンジを続けてきました。
確かな技能と様々な製品を造り上げてきたノウハウにより、これからも皆様に満足いただける製品を造り続けていきます!
製缶、ブラスト、塗装についての相談などありましたら、何でもお気軽にご連絡ください。
お待ちしております。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【形鋼・鋼板・鋼管・棒鋼 ~鋼材の種類について~】
鋼材と一口に言っても様々な種類がありますが、その鋼材について詳しく紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「鋼材」とは?
建築、機械、設備などの材料として利用できるよう加工された金属材料となります。
製缶していく上で必要となる「鋼材」
鋼材は製造方法や形状、強度などにより数多くの種類が規格化されています。
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
【製缶 ~金属材料の種類について~】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
まず鋼材は炭素鋼製と合金鋼製の2種類あります。
『炭素鋼』
鉄と炭素の合金。炭素保有量が2.14%以下となります。
鉄と炭素以外ではケイ素・マンガン・不純物リン・硫黄・銅を含みます。
炭素以外の保有元素量は合金鋼に分類される量に満たないものとなります。
『合金鋼』
炭素鋼に合金元素を添加させ、その性質を変化させた鋼となります。
「特殊鋼」と呼ばれる事も多いです。
合金元素にはクロム・ニッケル・モリブデン・タングステンなど様々な元素を組み合わせます。
作る事が難しい分高価で、形状や寸法の種類や流通量は少ないです。
次に一般的に使用されることが多い鋼材の形状について紹介します。
代表的な鋼材
『形鋼』
山形鋼・・・断面がLの形になっている鋼材です。アングルと呼ばれる鋼材です。
Ⅰ形鋼・・・断面がⅠの形になっている鋼材です。Iビームとも呼ばれます。
H形鋼・・・断面がHの形になっている鋼材です。H鋼と呼ばれます。
平鋼・・・・断面が長方形でローラーなどで4面圧延し形成された鋼材です。フラットバー、FBなどと呼ばれます。
『鋼板』
板状に圧延された鋼材の事です。プレート、PLなど呼ばれます。
平鋼と同様に圧延して作られますが、厚さを一定に揃えたのち剪断して板状に加工します。
また厚さによって次の4種類に分類されます。
薄板・・・厚さ3㎜未満
中板・・・厚さ3㎜以上、6㎜未満
厚板・・・厚さ6㎜以上
極厚板・・厚さ150㎜以上
『鋼管』
円筒型に成形された鋼材です。パイプ、配管と呼ばれます。
鋼管は材質や品種が多くあるので、使用箇所によって使い分ける必要があります。
またシームレスパイプとセミシームレスパイプの2種類に分類されます。
シームレスパイプ・・・・・継ぎ目のないパイプで、丸棒の中心を押し広げ中空にしたもの
セミシームレスパイプ・・・継ぎ目のあるパイプで、鋼板を円筒状に加工し溶接したもの
『棒鋼』
棒状に加工された鋼材です。
断面が円形、正方形、多角形など様々な形状があり、断面形状で丸棒や六角棒などと呼ばれます。
コンクリートの補強で良く使われるデコボコしたものは異形棒金です。
この他にも様々な種類がありますが、製缶では上記の鋼材で製品を作り上げる事が多いです。
細かく寸法、厚みで規格化されており、とても多くの種類が流通しています。
金属を錆から守る「塗装」その種類と選び方を紹介します。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を作る。
溶接の事ならお任せください。
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗料の種類 ~樹脂の特徴について~】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/videos
塗装で必ず使われる塗料ですが、非常に多くの種類があります。
塗装を行う事で製品を錆から守るためだけではなく、美観や様々な機能性を付与する事も可能になります。
弊社では鉄部への塗装を行っております。
塗装を行った製品は5年、10年、15年と塗料によって守られます。
何年ぐらい錆びから防げるのかは素地調整のグレード、使用する塗料の種類、そして膜厚によって大きく左右されます。
下記ページにて素地調整のグレード、塗膜寿命の影響について紹介しております。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
一般的に塗料は顔料・樹脂・溶剤・添加剤で構成されています。(無溶剤形塗料※₁、粉体塗料を除く)
上記の成分を簡単に説明すると
顔料:塗料に色を付けるための成分。遮熱、防錆性などを持ったものもある。
添加剤:塗料の性能を引き出すための成分。タレ防止、ツヤ調整など様々な種類の化学物質。
溶剤:樹脂を溶かして塗装しやすくする成分。水性塗料は水、油性塗料はシンナーとなる。
樹脂:塗料の主体となる成分。様々な種類があり、ここで耐久性などが大きく決まる。
塗料の中で重要な役割をもつ『樹脂』
この樹脂の種類によって「エポキシ塗料」「ウレタン塗料」「アクリル塗料」などと一般的に呼ばれます。
樹脂が何かで塗料の呼び方が変わります。
樹脂の特徴が分かれば例外はありますが、塗料の特徴が大まかに把握できます。
今回は原田鉄工で塗装するときに使うエアレススプレー※₂金属塗装(鉄部)用
塗料の種類について簡単に説明します。
塗装についての詳細ページはこちら!
【スプレーガンの種類~エアレススプレー編】
https://www.nc-net.or.jp/company/98405/product/detail/177574/
《ポリエステル樹脂塗料》
アルキド樹脂塗料やフタル酸樹脂塗料などもこの種類に属します。
基本的には安価で使いやく、油の保有量で更に細かく分類されます。
下塗りから上塗りまで幅広く使用できますが、塗料としての耐久性はそれほど高くありません。
《エポキシ樹脂塗料》
エポキシ樹脂塗料と変性エポキシ樹脂塗料の2種類に分けられます。
変性エポキシ樹脂はエポキシ樹脂を変性することで1液※₃の仕様が可能にしたり特徴を付与したものです。
耐薬品性、耐水性、付着性に優れますが、紫外線に弱く変色してしまうため下塗りに多く使用されます。
《ウレタン樹脂塗料》
一般的にウレタンはポリウレタンの事を指します。
耐候性が高く、仕上がりの外観が優れているため、上塗りで多く使用されています。
しかしながら耐水性がエポキシ樹脂塗料と比べると劣ります。
《フッ素樹脂塗料》
耐候性、耐薬品性、耐溶剤性、耐熱性、撥水性などが極めて優れています。
その他樹脂と比較し耐候性がとても高く、中塗りと上塗りで使用されます。
価格が高価ではありますが、耐久年数が長いのでランニングコストが優れています。
《シリコーン樹脂塗料》
耐薬品性、耐熱性に特に優れます。
耐熱塗料として一般的に200℃~600℃までの種類があります。
高温になる箇所に対して、下塗りと上塗りを塗装します。
大まかに上記の5種類を使用する事が多いです。
(この中で更に特徴を付与した商品が多種多様にあります。)
それぞれに特徴があるので、想定される使用環境や耐久年数、予算を考慮し塗料を選定します。
塗料についての詳細ページはこちら!
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
補足
※₁無溶剤形塗料(英語:Solventless coating)
樹脂を溶かすための揮発性溶剤を含まない塗料。
溶剤が揮発しないので環境、人体に影響が少ない。
希釈されていないので粘度が高く、厚塗りが可能です。
※₂エアレススプレー(英語:Airless spray)
空気を使わないスプレーです。
原理的には液体の塗料にポンプで圧力をかけ、微細化させて塗料を霧のように吹き付けます。
エアスプレーと比べより厚い膜厚を付けたり、大きな製品を塗装することに特化しています。
※₃1液(1液型)
塗料には1液型と2液型があります。
1液型は塗料が1種類だけで構成されており、必要に応じて希釈を行う事で塗装が可能です。
2液型は塗料液と硬化剤(助剤)の2種類で構成され、この2種類を所定比率で攪拌し必要に応じて希釈を行う事で塗装可能です。
基本的に1液型より2液型の方が塗料の耐久性は高いですが、1液型は必要な分だけ手軽に塗装出来るので作業性に優れています。
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
経年劣化による補修工事やメンテナンス時の塗装剥離、塗替えの事ならお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工は中国地方でも最大級の大型ブラスト設備と屋内塗装設備を完備しております。
過去にも『修繕工事』 『メンテナンス』 『塗料の塗り間違え』 『塗装での失敗』などの製品を多数塗装剥離及び塗り直しを行ってきました。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
大型製品はもちろんの事、小ロットや小型製品も喜んで対応させていただきます。
1種ケレンのブラストなら旧塗膜を完全に剥がしきる事が可能ですので、素地に激しい腐食さえなければ再び新品同様に美しく生まれ変わらせる事ができます。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
塗装を剥がすのみ、塗装のみも対応可能です。
またメンテナンスのみでは無く、新作の製品でもブラスト施工を施すことにより塗膜の耐久性は格段に向上します。
塗装において素地調整は非常に重要な役割を持っているので、塗装を行う前にはブラスト施工を行っておく事がおすすめです。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【重防食塗装 耐用年数の向上】
原田鉄工は重防食塗装を専門としております。
製品を長期間保護することで、『資源』と『コスト』を削減し社会に貢献します。
重防食塗装は素地調整(ケレン)が必須となります。
【下地処理(素地調整)の重要性】
https://www.nc-net.or.jp/company/98405/product/detail/185459
原田鉄工では最も優れた工法であるブラスト設備を完備しており、研削材(メディア)も多種取り揃えております。
そしてブラスト後すぐにプライマー塗装に取り掛かれるよう、広い屋内塗装スペースも完備しております。
メンテナンスもお任せ下さい。
1種ケレンのブラストなら旧塗膜を完全に剥がしきる事が可能ですので、素地に激しい腐食さえなければ再び新品同様に美しく生まれ変わらせる事ができます。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅6m×奥行10m×高さ3m
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
このケレン作業を怠れば、塗料の密着性が極端に低下し短期間で塗装が剥がれ落ちる事になりかねません。
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
重防食塗装の事はお任せください!
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗装を長持ちさせるためには?】
塗装を長持ちさせるために必要なの事は素地調整となります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装を行う前に行わなければならない作業
「素地調整」または「下地処理」は「ケレン」とも呼ばれます。
ケレンとは『塗装前に対象物の表面に付着した不純物を除去する作業』です。
塗料を塗る前にケレンを行い『表面を塗装に適した状態』にする事が非常に重要です。
【ケレンとは?塗装に重要な素地調整】
https://www.nc-net.or.jp/company/98405/product/detail/186853/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
このケレン作業の有無はもちろんの事、1種ケレンと2種ケレンの差も塗膜(完全に硬化した塗料)の寿命を大きく左右します!
金属塗装における塗膜の寿命は10年~30年とされています。
その寿命を大きく左右する要因がコレです。
①素地調整(1種ケレンと2種ケレン)の差
②塗装回数(1回塗りと2回塗り)の差
③塗料の種類
④塗装技術や気候、周辺環境
これら4項目の寄与率をパーセンテージに変換すると
①素地調整の差はなんと約50%のウェイトを占めています。
塗膜の寿命に関するグラフはこちらで説明しています。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
塗膜の寿命の半分を決めている素地調整。
簡単な2種ケレンではなく1種ケレンで行う事が、塗装(塗膜)を長持ち秘訣となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラストの規格】
ブラストに関する規格で良く使われているSSPCとISOについて説明します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
ブラストは1種ケレンと呼ばれる素地調整の方法です。
ブラストのグレードは様々あり、表面のミルスケール・錆をどれほど除去したか(除錆率)で評価します。
除錆率、グレードの規格表はこちら
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
ブラストで多く使われている規格は以下の2種類です。
SSPC (Steel Structures Painting Council)
ISO (International Organization for Standardization)
ブラストが工程に含まれていれば、仕様書にSSPC SP-5とかISO Sa2.5と書いてあるはずです。
1種ケレンとしか記載されていない場合はSSPC / ISOでいう除錆率99% or 95%の部分になります。
日本語では下記の様になります。
SSPCは米国鋼構造物塗装協会
ISOは国際標準化機構
どちらの規格も除錆率を基準とし、グレードを定めています。
例)
ISO Sa3
SSPC SP-5
上記2つはどちらも除錆度99.9%以上となります。
またあくまで基準となるのは除錆率(清浄度)
ブラスト工法で除錆率をクリアできれば、メディアは多くの種類を使用する事が許可されています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
ISO/SSPCどちらも末尾の数字が除錆率と対応しています。
ちなみによく1種ケレンと呼ばれるものは除錆率95%以上のものとなります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ブラスト後の検査は目視検査によって行われます。
ブラストの規格「SSPC」と「ISO」除錆率をしっかり理解して、施工確認を行いましょう。
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
◎ミルスケール(英語:Mil scale)
黒皮とも呼ばれ、鋼材を製造する際に出来る表面の酸化被膜です。
熱間圧延という製造方法では金属を高温に熱し形成するため、大気中の酸素と結合する事で黒皮になります。
塗装を施す場合でも黒皮は密着性が悪いので、除去することが一般的です。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
弊社はエアー式ブラスト(手動型)を設備しております。
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m 【2部屋】
-------------------------------------------------------------------------------------------------
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
ブラスト・塗装の事ならお任せください。
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【金属塗装 ~金属塗装の条件について~】
塗装では周囲の環境、条件によって「塗装できる場合」と「塗装してはいけない場合」があるのをご存じでしょうか?
この条件について説明します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
塗装が可能な条件って知っていますか?
自然乾燥させる場合では屋内・屋外問わず気象条件の影響を受けながら塗装を行う事になります。
そのため自然乾燥させる塗装では、塗装『出来る』『出来ない』の条件があります!
塗装できない条件にも関わらず塗装した場合、ほぼ塗装不良が発生してしまいます。
塗装不良を無くすためにも、知っておきたい塗装の条件について説明します。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
「塗料と塗装についての説明はこちら」
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
多くの塗料メーカーに共通する下記2つの塗装条件は一般的にも広く知られています。
①湿度85%以下
②気温5℃以上
その他にもいくつか重要な条件もありますので、まとめて説明します。
①湿度85%以下
塗装を行う環境は湿度が85%以下でなければなりません。
塗装時及び乾燥の間湿度85%を超える場合、硬化不良・変色等の可能性があります。
湿度に限った条件ですので、降雨は問題ありません。
また一部塗料(例:無機ジンク)は湿度50%以上が条件など例外もありますので、メーカーの塗料説明書を確認下さい。
②気温5℃以上
塗装を行う環境は気温が5℃以上でなければなりません。
塗装時及び乾燥の間気温5℃未満の場合、硬化不良などの可能性があります。
一部塗料は0℃以上など低温でも塗装可能な塗料もありますので、メーカーの塗料説明書を確認下さい。
③表面温度が露点+3℃以上
塗装を行う対象物の表面温度が露点より3℃以上高くなければなりません。
塗装時及び乾燥の間露点より3℃未満の場合、硬化不良・剥離等の可能性があります。
これは露点により表面に水分が発生してしまう可能性が高いからです。
露点は水蒸気が露として凝固する温度であり、温度と湿度によって測定されます。
④水濡れ不可
塗装の対象物が濡れている場合は塗装できません。
濡れた状態で塗装をした場合、硬化不良・変色・塗料が弾かれる可能性があります。
特に雨の中には様々な不純物も含まれるため、雨に晒される状況は厳禁です。
濡れてしまった製品は十分に素地調整を行ってから塗装する必要があります。
塗装対象物が濡れているや水中にある状態でも塗装可能な特殊塗料もありますので、メーカーの塗料説明書を確認下さい。
⑤付着物の除去
塗装の対象物に錆、油分、ダスト等の異物が付着している状態では塗装できません。
異物が付着した状態で塗装した場合、塗膜の早期剥離・硬化不良・美観を損なう可能性があります。
塗料にとって有害となる異物は完全に除去して塗装してください。
屋外での強風時は様々な異物が飛んでくる可能性があるので、塗装環境を整える必要があります。
⑥塗装間隔
塗り重ねを行う場合に限りますが、塗装間隔以内で塗装を行わなければなりません。
塗装間隔が早すぎる又は遅すぎる場合、塗膜の早期剥離・硬化不良等の可能性があります。
塗装間隔はメーカーの塗料説明書に明記してありますので確認が必要です。
上記の6つは塗装を行う上では最低限守らなければならない決まりです。
状況によっては中々塗装が行えない日が続く事もあります。
納期や早く完成させたいなど焦る気持ちも分かりますが、
条件を無視して塗装を行えば不良が発生する可能性が非常に高く
結果として大きな損害に繋がってしまうので、塗装は条件を守ってキチンと行いましょう。
また気象的な条件とは異なりますが、塗装を行う上で下地処理は必須となります。
清浄化された下地にのみ塗料本来の性能を発揮する事が出来るのです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
原田鉄工では最上級の下地処理/素地調整
大型ブラスト設備を完備しております。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
【重防食塗装特化の塗装工場】
https://www.nc-net.or.jp/company/98405/product/detail/201360/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
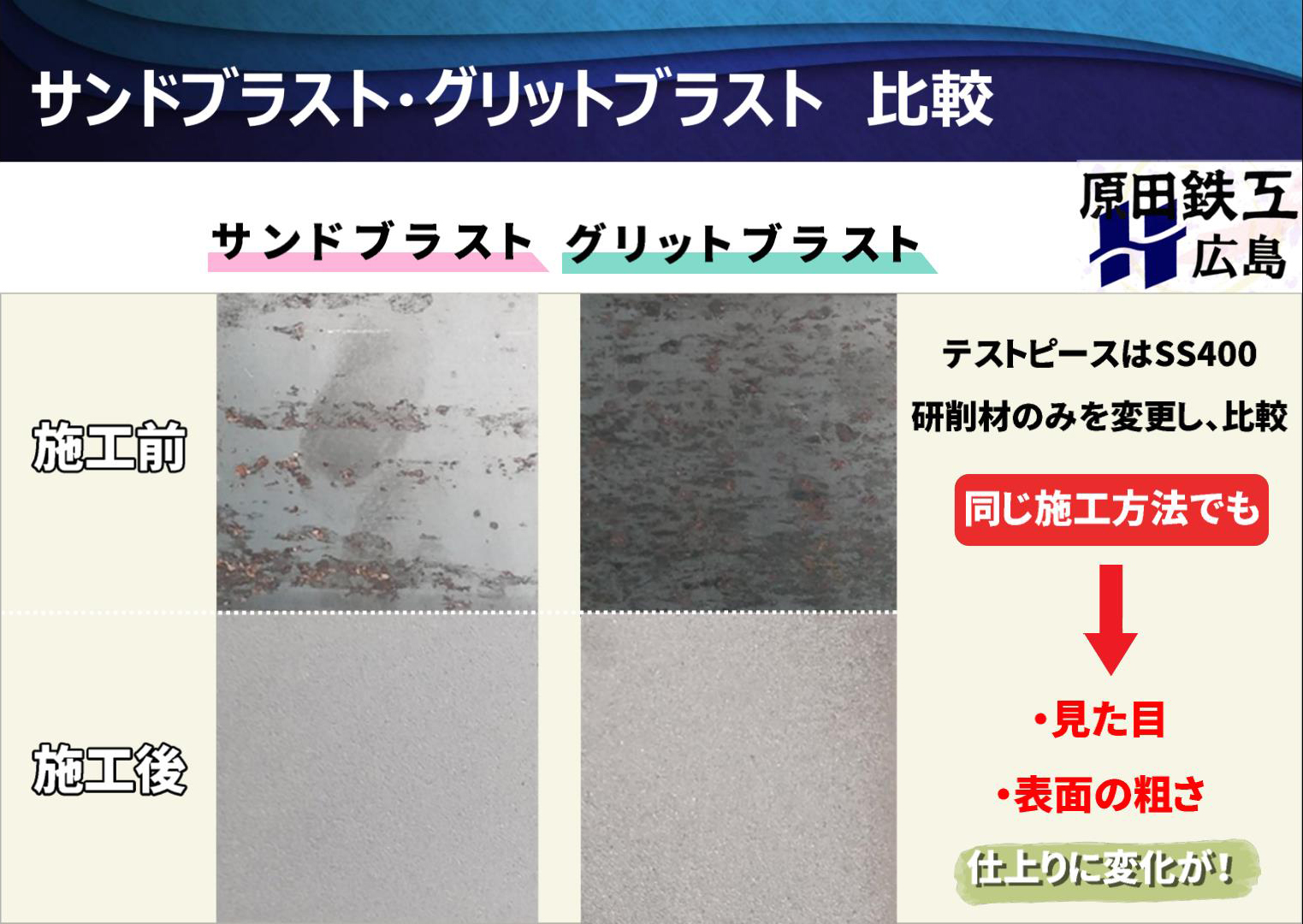
【ブラスト加工のメリット】
塗装前の素地調整、下地処理としてブラスト加工を施すと、塗装(塗膜)が長寿命化するだけではなく様々なメリットがあります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
素地調整や下地処理の事をまとめてケレンと呼ばれたりしますが、ケレン作業においてブラストは最も効果が高いとされる加工方法となっております。
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
対象物にブラスト加工を施すことで5つの効果があります。
①塗装前処理
素材表面のサビや汚れなどの不純物除去し、凹凸を形成する事により表面積が増え密着性が向上。
それにより防錆効果が長持ちするので外観綺麗な状態を維持し、メンテナンス頻度の減少・コストや資源の削減に!
②塗装、付着物の除去
サビのみではなく、劣化した塗膜や酸化被膜、張り付けたゴムやコーティングなども除去する事が可能です。
経年劣化で「美観が悪くなった」「サビが発生し耐久性に不安」などの製品でも、サビや劣化した塗膜を剥離し再塗装する事で新品同様にできます。
③美観の向上
ブラスト施工後の素材表面は「梨地」と呼ばれる無数の凹凸を形成します。
マットな仕上がりで高級感が出ますし、キズが目立ちにくくなるので製品の長期的な美観向上につながります。
④機能付与
ブラストで形成した凹凸は滑り止めや反射防止にも役立ちます。
⑤性質の向上
無数を凹凸で増えた表面積によって放熱性、保油性が向上。
また表面に高硬度の研削材をぶつけることにより表面が加工硬化し、耐摩耗性や疲労強度も向上します。
上記の様にブラストには様々なメリットがあります。
特に塗装前の素地調整でブラスト加工した場合、塗膜寿命への影響は絶大です。
塗膜の寿命への影響は
1-1種ケレン(ブラスト)と2種ケレン(電動工具)の差
2-塗装回数(1回塗りと2回塗り)
3-塗料の種類
4-塗装技術や気候、周辺環境等
上記の4項目に分けた場合、1種ケレンと2種ケレンの差が約50%となります。
ブラストをした・していないの問題だけで塗料の種類や回数、塗装技術などを上回る影響があるという事です。
⇊⇊詳細はこちら⇊⇊
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473/
塗膜を長持ちさせる一番の近道はブラスト加工です。
塗膜の長寿命化はそのまま製品の長寿命化につながるので、ブラストは非常に重要な役割を担っています。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【大型製缶加工 塗装 広島】
広島県で大型製缶品の加工や塗装を続け、創業80年を迎えました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「製缶」
製缶とはもちろん「缶」「缶詰」「アルミ缶」「一斗缶」など缶を作る意味でも使われますが、
製造業界では「タンク」「カバー」「架台」「機械装置」だったり鉄板や形鋼を加工して立体的な製品を作ることも意味します!
【製缶とは 製缶ってなに? ~製缶加工の流れを紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/182555/
重たいもの、長いもの、大きいものでも工場と敷地が広いため問題ありません。
また重防食塗装特化の工場なので、素地調整専用の大型ブラスト設備があります。
【ブラスト加工のメリット】
https://www.nc-net.or.jp/company/98405/product/detail/189245/
設計から始め、材料・溶接・機械加工・ブラスト・塗装・組立・据付と「最初から最後まで」原田鉄工ならできます。
一貫生産だから納期、価格、品質でムダがありません!
◎製缶(英語:Canning)
鉄やステンレスなどの金属に対して切断や穴あけ、溶接加工することでタンク、橋梁、鉄骨、架台等の様々な形状の製品を作る。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
【原田鉄工の強み】
⒈創業80年で培ってきた確かな技術力。
⒉様々なニーズにお応えできるよう材料調達から塗装、据付けまで一貫した生産サービスを提供することで納期短縮とトータルコスト削減のお手伝い。
⒊中国地方最大級の大型ブラスト設備(グリットブラスト、サンドブラスト)
⒋敷地面積が3,700㎡、塗装場面積も650㎡と広大なため、あらゆるご要望に対応可能です。
⒌広島市観音でアクセス条件が良好。
【原田鉄工 生産設備一覧】
https://www.nc-net.or.jp/company/98405/product/detail/178928/
ブラスト・塗装の事ならお任せください。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【ダクトの製作~塗装】
原田鉄工で製作、塗装をしたダクトです。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
建物の中に配管やダクトが血管の様に張り巡らせることで、私たちは常に新鮮な空気で過ごす事が出来ています。
「ダクト」は主に3種類あり、空調・換気・排煙用として設置されます。
《空気調和用ダクト》
空気調和機で調整した温風や冷風を運ぶためのダクト。
《換気用ダクト》
新鮮な空気を送るための『外気ダクト』と汚れた空気を排出するための『排気ダクト』があります。
《排煙用ダクト》
火災発生時に煙を屋外へ排出するためのダクト。
建築物のサイズや用途に合わせて設計されるので、建造物によってダクトは材料の厚みや大きさ、形状など大きく異なります。
また似たような形状ではありますが「ダクト」と「配管」の違いは
ダクトは気体を運ぶ事が目的ですが、配管は気体以外の液体など様々な流体を運ぶ事が目的とされている点です。
原田鉄工は70年以上に渡り、ダクトを作ってきました。
複雑な形状や1.2ミリ以下の薄物、大型ダクトなど多数の実績があります。
【大型タンク ~設計、製作、塗装~】
https://www.nc-net.or.jp/company/98405/product/detail/174740/
また原田鉄工では製作後、社内で素地調整(ブラスト)と塗装専用の工場があります!
広い屋内塗装場なので、大型品や多ロット品でも一度に施工する事が可能です。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
原田鉄工なら製作~塗装の完成品まで一貫生産が可能です!
工程の管理、短縮が可能で外注加工費や外注への運搬費用が不要となります。
トータルコストを安く済ませませんか?
【サビに強い塗装】
https://www.nc-net.or.jp/company/98405/product/detail/189296/
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
◎ダクト(エアダクト/風導管 英語:Duct)
気体を運ぶための管。主に換気や排煙の為に取付けられる。
新鮮な空気を運ぶ、汚れた空気を排出する、火災発生時には煙を排出するなど多くの役割がある。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【ブラストで金属を表面処理】
金属製品の表面処理にはブラスト施工が有効です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
表面処理は金属の表面に対して素材を変えることなく、表面の性質を向上させる処理加工です。
表面処理の方法は多岐に渡り
「メッキ」や「塗装」で表面を覆う事で美観を向上しながら保護する。
「熱処理」は熱を加える事で、耐摩耗性や強度を向上させる。
「研磨」「ショットピーニング」は表面を削る事で、素材の劣化を回復させる。
上記以外にも多くの方法がありますが、身の回りにある製品の多くが何かしらの表面処理が行われています。
ブラストで表面処理を行った場合
『洗浄』
表面についたゴミ、汚れ、塗装、サビ、酸化被膜などの不純物を全て除去する。
『向上』
表面を削る事で塗料や被膜の密着性向上(アンカー効果)、表面を高速度で叩く事で耐久性向上(ショットピーニング)させる。
『機能付与』
表面を梨地と呼ばれるデコボコの表面へ変えるのでツヤ消し、滑り止め、傷を目立たなくするなどの機能を付与する。
ブラストで表面の状態や性質を大きく変化・向上させる事ができます。
表面処理は数多くの方法がありますので、製品の性質や用途に合ったものを選ぶ必要があります。
効果・目的の詳細はこちらをチェック
【ブラスト処理の目的】
https://www.nc-net.or.jp/company/98405/product/detail/190595/
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
ブラストの施工方法についてはこちらから!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【ブラスト施工とは何? ブラストについて紹介します!】
https://www.nc-net.or.jp/company/98405/product/detail/177190/
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅6m×奥行10m×高さ3m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【下塗りをしないと剥がれます】
①通常通り下塗り+上塗り塗装を行った製品
②下塗りをせず、上塗り塗装のみを行った製品
どの程度密着しているのか、動画でまとめました。
下塗りをしていない製品は、上塗り塗料が簡単に剥がれてしまいました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
「塗装が簡単に剥がれてしまう」と言った場合に考えられる原因は3つあります。
1.下塗りをしていない場合
2.下塗塗料が被塗装製品の材質に対応していない
3.素地調整(下地処理)が不十分
今回は下塗りをしていない場合にどおなるのかを比較・検証します!
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
どちらも素地調整は脱脂とサンドペーパーによる目荒しと簡単なものしか行っていません。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
下塗りのある、なしでは正直見た感じは全く一緒に見えます。
しかし粘着力のすごく弱いマスキングテープを張り付けて剥がすだけで、下塗りをしていない方は簡単に塗膜が剥がれてしまいました。
下塗りを省いてしまうとこのように素地との密着力が無いため、防食性能が皆無となってしまいます。
下塗り塗料には錆を防ぐ(防食)効果と素地や下地と強く密着する効果を兼ね備えています。
【塗料の種類~下塗り・中塗り・上塗りについて~】
https://www.nc-net.or.jp/company/98405/product/detail/177942/
上塗り塗料だけでは錆を防ぐ事も、素地と密着する事が出来ません。
下塗りは見る事ができませんが、このような重要な役割を持っているため絶対に省く事は出来ないのです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆
原田鉄工の紹介まとめページはこちらになります!
【防錆 ~ブラスト・塗装について~】
https://www.nc-net.or.jp/company/98405/product/detail/177912/
【製缶 ~溶接・組立について~】
https://www.nc-net.or.jp/company/98405/product/detail/182581/
◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇
ブラスト・塗装の事ならお任せください。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【LCC(ライフサイクルコスト)を低減させる塗装】
LCC(ライフサイクルコスト)とは
LCCと言えば格安航空会社の事を良く耳にするかとも思いますが、構造物や製造物に対して使用される製作される「初期費用」~「廃棄処分費用」まで処分を含めた全ての費用の事も同じく『LCC』呼ばれています。
Life Cycle costの頭文字をとって『LCC』と呼ばれたり、『生涯費用』とも呼ばれます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
設計~製作までの初期費用を『イニシャルコスト』、使用していくうえで必要な費用を『ランニングコスト』と呼び、これらに解体費用を含めたものが『ライフサイクルコスト』となります。
[ライフサイクルコストの内訳]
建設費・・・企画設計費、材料費、製作費、運搬費、現地工事費
運用費・・・警備費、清掃費、保守・点検費用
光熱費・・・上下水道、ガス、電気などの費用
修繕費・・・定期的なメンテナンス費用、機器、部品の更新費や修理費
管理費・・・運用費、税金や保険費用
処分費・・・解体に係わる処分費用
多くの構造物や製品のイニシャルコストは20~25%とも言われており、莫大な金額となる建設費ですが全体の割合から見ると意外に少ないんです。
初期費用の建設費は1度払えば終わりですが・・・
完成後の運用・改修・修繕費用は何十年もの間逐次必要になるので払った額が試算しにくく、集計してみてこんなにかかっていたのかと驚く場合が多いです。
用途によってランニングコストの構成は大きく変わってきますが、改修・修繕の費用だけでも建設費を大幅に上回るような事も多くあります。
橋梁などの大型建造物は高度経済成長期に数多く建設されており、建設後50年以上となる老朽化した建造物が急速に増加してきます。
しかしながら全ての建造物を建設し直す事は現実的ではない為、適切な改修・修繕工事にて長期に渡り運用していく事が重要です。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
グラフは一般的な塗装仕様と重防食塗装のライフサイクルコストを比較したものです。
一般塗装は10年もすれば塗膜の劣化が顕著となり定期的な塗り替えが必要となりますが、重防食塗装では50~60年と長い期間塗り替え工事が不要になると言われています。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
【電動機の塗り替え、再塗装】
https://www.nc-net.or.jp/company/98405/product/detail/195230/
耐久性の高い重防食塗装系を採用する事で、ライフサイクルコストを大きく低減する事が可能になります。
また塗り替え周期が長期化する事により改修・修繕工事の省工程化、VOC削減により環境への負担も大幅に低減します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
◎VOC(揮発性有機化合物 英語:Volatile organic compounds)
揮発しやすく、常温常圧で気体となる有機化合物の総称。
トルエン、キシレン、ホルムアルデヒドなど200種類以上の様々な種類があり、人体や環境への悪影響が問題となっている。
全世界で多量のVOCが排出されているので自主的なVOCを減らす取り組みが必要。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【代表的な塗装不良一覧 原因と対策】
塗装工程で起こる確率の高い、代表的な塗装不良の原因と対策を一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装不良とは?
・塗装不良の原因は?
・塗装不良を防ぐ方法
・まとめ
『塗装不良とは?』
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない状態の事です。
見た目の仕上がりが悪くなるのはもちろんですが、塗膜の保護機能が低下したり、早期剥離や腐食などの問題を引き起こす場合があります。
『塗装不良の原因は?』
塗装不良は各塗装工程で発生する可能性があります。
塗料単体が原因で起こる不良だけでも
塗料の状態、塗料の希釈率、硬化剤との混合比率、攪拌状態、下塗りと上塗りの塗り合わせなど・・・
塗料の問題のみならず、被塗装物、塗装設備、塗装方法、塗装環境など
これらのどれか一つでも間違えば、塗装不良が起こりえる状態となってします。
『塗装不良を防ぐ方法』
塗装不良を防ぐには
「塗料」「被塗装物」「塗装設備」「塗装方法」「塗装環境」
上記の5点を適正な状態にする必要があります。
【金属塗装 ~塗装の条件について~】
https://www.nc-net.or.jp/company/98405/product/detail/188902/
「塗装不良 一覧表」に記載していない塗装不良も数多くありますが、代表的なものをまとめていますので多くの不良は対策を行えば防げるはずです。
また塗装不良が発生した場合にも「なぜ不良が発生したのか?」原因を突き詰める事で再発防止が可能です。
また塗料にはメーカーが作成する塗料説明書というものがあります。
この説明書には適合する素地調整・下塗・上塗・シンナー、塗料の使用方法のみならず、塗装可能な気象条件や塗付量、エアレスの圧力やチップ、ガン移動速度まで事細かく記載してあります。
多くの塗装不良はこの説明書の仕様を逸脱した事で起こります。
『まとめ』
塗装不良を無くすためには
先ずはこの塗料説明書に記載してある仕様を順守する事!
コストの関係で環境設備を整える事ができない場合は、工程に余裕をもち塗装環境に問題ない日程で塗装を行うようにしましょう。
そうすれば技術的な不良以外はほぼ防げるはずです。
それぞれの塗料にあった適切な方法で塗装を行う事が重要です。
剥がれやすいとされるステンレスへの塗装方法はこちら👇
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎チップ
ノズルの先に取付け、塗料と吐出する為のものです。
吐出量やパターン(吐出される幅)、粒子の細かさなどチップを交換することで変更します。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【綺麗に塗装する】
原田鉄工で塗装した製品です。
近くで見ても鏡の様に輝いています。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1種ケレンのブラストにて素地調整を行ったあと、3層塗り重ねています。
外部は外気に晒され、内部には水が通る製品です。
内面と外面で塗装仕様が違うので、内面に塗装がかからない様に養生して塗装しています。
[製品情報]
外径 約φ3000 重量 約5トン
[素地調整]
SSPC SP-10
[塗装仕様(外面)]
二液性ポリアミドアミン硬化型変性エポキシ樹脂 下塗塗料
二液性ポリアミドアミン硬化型変性エポキシ樹脂 中塗塗料
二液性ポリアミドアミン硬化型変性エポキシ樹脂系エナメル 上塗塗料
合計膜厚 120μm
タレなどの塗装不良、膜厚の不足等は全くない状態にしております。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
複雑な形状や塗装仕様でも綺麗に塗装いたします。
原田鉄工の塗装なら綺麗な状態でより製品を長持ちさせる事が可能です。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎1種ケレン(英語:Surface preparation by blasting)
素地調整(下地処理)の事をケレンと呼び、1種~4種まで工法と除錆率により分類される。
1種ケレンはブラスト法にて素地の調整を行う規格で、表面の除錆率95%以上が求められる最も優れた規格となります。
ブラスト法で上記の除錆率をクリアできれば、研削材(メディア)は特に指定がありません。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【電動機の塗り替え、再塗装】
使用前の電動機(モーター)ですが、塗装の状態が激しく悪かったのでブラストで塗膜を剥離し再塗装しました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
約3tある海外製の電動機ですが、入荷してみると写真の様に塗装が剥がれていたとの事です。
このままでは製品として組み込めないので、塗り替え工事の依頼です。
製品を確認してみると、塗装が浮いて触るだけでパリパリと剥がれていってしまう状態でした。
海外で塗装を行っているので原因は分からず、下塗り・上塗りのどちらが悪いのかも分からない状態でしたのでブラストで全て塗膜を一度剥離させます。
塗装不良の原因が断定できれば、部分補修でも可能だったかもしれませんが・・・
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
ブラストで完全に塗膜を除去する事が出来たら、下塗り・上塗り塗装を行い完成となります。
なるべく早めに電動機を使用したいとの事でしたので、今回の施工は頑張って2日で行いました。
旧塗膜の上から塗り重ねるのではなく、一度完全に剥がして塗り直していますので全く新品の製品と変わりない状態です。
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎モーター(原動機 英語:Motor)
モーターは動力を意味し電気を動力へ変換する電動機等の総称。
電動機は電気を流す事によって磁界と電流による力を回転運動へと出力するものが多くある。
日本で発電されている電力の60%以上はモーターで使用されているそうです。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
-------------------------------------------------------------------------------------------------
[製品情報]
φ1000×2400
[素地調整]
グリッドブラスト
SSPC SP-10
[塗装仕様]
エポキシ変性アルキド樹脂系下塗り塗装×1回
アクリル変性フタル酸樹脂系上塗り塗装×1回
-------------------------------------------------------------------------------------------------
メーカー品の塗装仕様を変えたいなどのご要望にも対応していますので、お気軽にお問い合わせください。
ブラスト・塗装の事ならお任せください。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
原田鉄工ではブラスト・塗装工程を一貫して行う事ができ、中国地方最大級の重防食塗装に特化した鉄工所です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
重防食塗装は素地調整(ケレン)が必須となります。
その素地調整の工法で最も優れているブラスト工法にて原田鉄工は加工しています。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラスト加工のメリット】
https://www.nc-net.or.jp/company/98405/product/detail/189245/
ブラスト完了後は直ちにプライマー塗装が行えるよう、広い屋内塗装設備も完備しております。
一般的にブラスト施工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
完璧な防食塗装を行うためには、このブラスト終了時刻~塗装完了時刻が重要です!
これらの条件を満たすにはブラスト・塗装の一貫施工が必須となります。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
『ブラスト』
製品を綺麗に長く使うためには欠かせない素地調整専用の大型ブラスト設備を2部屋完備。
グリットブラスト・サンドブラストどちらも自社製
幅7m×奥行10m×高さ3.5m
職人が1点1点手作業で施工しますので、複雑な形状でも確実に施工します。
『塗装』
素地調整後は健全な下地を保護するために早急な防錆処理が必須です。
屋内塗装場面積650㎡、エアレス塗装機を多数保有、適切な膜厚を管理しながら施工し製品を美しく生まれ変わらせます。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
ブラスト・塗装の事ならお任せください。
【大型 ブラストルーム】
https://www.nc-net.or.jp/company/98405/product/detail/192397/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【塗装でよく聞くケレンとは?目的や種類】
塗装工程では必ずと言っていいほど耳にする「ケレン」
必要なの?と思っている方もいると思いますが、その目的や種類について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
そもそもケレンってなに?
ケレンは「塗装対象物の表面に付着した異物を除去する作業」の事です。
英語のClean(クリーン)が語源となったと言われており、塗装前に表面を綺麗にする作業です。
ケレンはどおやって作業するの?
ケレンは基本的に表面を削る又は擦る事で付着した異物を取り除きます。
例を挙げると紙やすりやブラシで表面を擦って磨くなどです。
また作業方法によって1種ケレン~4種ケレンと呼ばれる4種類に区分けされます。
ケレンの4種類って?
1種ケレン・・・ブラスト工法。研磨剤を高速で表面に衝突させ研削する方法。
2種ケレン・・・電動工具を使用。グラインダーなどの工具を使い表面を擦る方法。
3種ケレン・・・手工具を使用。ワイヤーブラシなどの工具を使い表面を擦る方法。
4種ケレン・・・手工具を使用。紙やすりなどで簡単に清掃・目荒しする方法。
このように作業方法で種類に分けられ、清掃の度合いは下記の様になります。
清浄度
低い➩➩➩➩➩➩➩➩➩➩➩➩➩➩高い
4種ケレン 3種ケレン 2種ケレン 1種ケレン
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
ケレンの目的は?
ケレンの目的は「表面を綺麗にする事で塗料の付着性を上げ、塗装を長持ちさせる」事です。
ケレンによって塗装が長持ちする2つの理由があります。
①表面に異物が無いので、塗料がしっかり密着する。
表面にゴミや汚れ、錆、油分、酸化被膜など残っていた場合、塗料の付着を妨げます。
汚れている面にテープを貼っても、すぐ剥がれてしまうのと同じです。
②表面が凸凹になり、塗料の密着性が上がる。
ケレン作業は表面を削ったり、擦ったりします。
その表面には微細な凹凸が形成され、そこに塗料が入り込む事で強く密着します。
また塗膜の均一性を上げる効果もあるので、見た目も美しく仕上がります。
この2点のおかげで塗料が剥がれる事も無く、塗装が長持ちします。
まとめ
ケレンは地味な作業で塗装した後では、作業したかどうかも分かりにくい作業です。
しかしその効果は「塗装の回数」や「塗料の種類」より絶大で、やってなければ「どんなにいい塗料」を使おうと「何回も塗り重ね」をしてもあまり意味を成しません。
塗装を行う前にケレン作業を行う事で、初めて塗料の性能を発揮し対象物を保護、見た目を美しくする事ができるのです。
原田鉄工は最上位のケレン『ブラスト』専用の大型設備を保有しております。
1種ケレンと2種ケレンの塗膜寿命はびっくりするほど差が生まれます。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
良い製品は良い素地調整から!確かなケレンで完璧な製品を作りませんか?
【図解】ブラスト処理が塗装にもたらす効果
https://www.nc-net.or.jp/company/98405/product/detail/193095/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎清浄度(英語:Cleanliness)
金属表面や潤滑油、空気などの対象とした物質、物体の清浄さの度合い。
一定の面積や容積に対し含まれる汚染物の数や質量によって表される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
「ブラスト・塗装」メリットとデメリットは?
https://www.nc-net.or.jp/company/98405/product/detail/195960/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【素地調整とは何?その重要性と具体的な方法】
塗装工程において最も重要な素地調整。
その重要性と方法について詳しく紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『そもそも素地調整とは?』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を「溶剤で洗浄」「工具で研磨」などの方法で除去し、表面を綺麗に整えます。
『素地調整の重要性』
素地調整は塗装工程において最も重要な工程と言われます。
それは「素地調整を行っていないと塗装しても意味が無い」からです。
金属の表面には必ずと言っていいほど、錆・汚れ・油分・酸化被膜の異物が付着してます。
これらを除去しないまま塗装しても塗料が弾かれる、硬化不良、早期剥離などの塗装不良に直結してしまいます。
なので素地調整を行っていない表面に塗装しても意味が無いのです。
逆に適切な素地調整を行っていれば、塗装の仕上がりや耐久性を大幅に向上させる事ができます。
素地調整は塗装の仕上がりと耐久性を大きく左右する工程となります。
【塗装前の最適な処理方法とは?】
https://www.nc-net.or.jp/company/98405/product/detail/196866/
『素地調整の方法について』
素地調整は「ISO」や「SSPC」と言った規格で処理方法と内容によって細かく分類されます。
上記の規格はかなり細分化され種類が多すぎるので、一般呼称である「ケレン」にて説明します。
処理方法と内容によって1種ケレンから4種ケレンの4種類に分類されます。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
《1種ケレン》
研磨材を高速でぶつける「ブラスト処理」で表面に付着した異物を完全に除去します。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈エアーブラスト〉圧縮した空気の力で研磨剤を噴射し加工する。
研磨材によって呼び方が変わり「グリットブラスト」「サンドブラスト」などが有名です。
最も多くの材質や仕上がりに対応できますが、騒音と加工時に発生する粉塵対策が必要。
〈バキュームブラスト〉ノズルが特殊で研磨剤の噴射と吸引を同時に行い加工する。
特殊なノズルを表面に密着させ、ノズル内で研磨剤を噴射→加工→吸引(回収)します。
粉塵の発生を抑える事ができますが、ノズルを密着させれる平面しか加工ができないです。
〈ウェットブラスト〉研磨剤と特殊な液体を混ぜたものを噴射し、加工する。
他の方法と比較し、研削量が少ないので対象物をあまり変形させません。
対象物を濡らしてしまうので後処理が必要となります。
《2種ケレン》
動力工具を使用して表面に付着した旧塗膜や錆を可能な限り除去します。
〈ディスクサンダー〉回転物を表面に押し付ける事で加工します。
回転部分は取替可能でサンドペーパーやワイヤーカップなど状況によって使い分けます。
騒音や粉塵対策が簡単で済みますが、構造上加工範囲に制限ができてしまいます。
〈エアーハンマー/ジェットタガネ〉ピストンするたがねやニードル針を押し付け加工します。
先端のピストン部は様々な形状があります。
簡単な錆は落とす事ができますが、錆が酷いものや広範囲の加工には不向きです。
《3種ケレン》
手工具を使用し表面に付着し劣化が激しい旧塗膜や錆のみ除去します。
また2種ケレンで電動工具で落としきれない箇所もこれらの手工具で加工を行います。
〈やすり〉紙やすり(サンドペーパー)で表面を擦る事で加工します。
目の粗さが多くあるので対象物の状態によって粗さを変える必要があります。
〈スクレーパー/ケレン棒〉先端に刃物が付いた棒で削ぎ落すように加工します。
〈ワイヤーブラシ〉金属製のブラシで表面を擦る事で加工します。
ブラシ部の金属は多くの形状・種類があります。
《4種ケレン》
劣化が少ない塗装面に対して行われ、主な目的は塗料の密着性向上を目荒しとなります。
使用する工具や方法は3種ケレンと同様となります。
『素地調整の注意点』
素地調整後は除去した錆や旧塗膜など細かい粒子がゴミとなり表面に付着しています。
エアーなどで綺麗に清掃し、塗装に取り掛からなければなりません。
またブラストの場合は粉塵、その他場合は細かり粒子が飛散するので作業者には防塵マスクなど呼吸保護具、周辺環境に対しては飛散防止対策が必要となります。
騒音についても同様で大きな音が発生する加工方法では騒音の対策も必要となります。
『まとめ』
塗装の仕上がりや耐久性向上の効果としては最も1種ケレンが優れ、2種ケレン、3種ケレンと続きます。
1種ケレンと2種ケレンの差、塗装回数、塗料、周辺環境などの項目で塗装寿命への影響を比較した場合
塗膜(硬化した塗料の膜)の寿命は1種ケレンか2種ケレンの違いだけで約50%も変わってきます!
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
しかしブラスト処理には多くの設備と対策が必要となる為、現地工事などでは不向きな場合もあります。
周囲の環境や対象物の形状・大きさを考慮して適切な素地調整を行う事が重要となります。
◎表面処理(英語:Surface treatment/Surface preparation)
素材表面の性質を向上させる目的に行う処理のことです。
研磨・塗装・メッキ・熱など多くの処理方法があります。
◎塗装不良(塗装不具合 英語:Painting defect)
乾燥前、乾燥後の塗膜に何らかの不具合が生じ、塗料が本来持つべき性能が発揮されない。
塗料は樹脂、顔料、溶剤、添加物で複雑に構成された無機・有機化合物です。
気象条件や塗装条件が想定された条件とそぐわない場合、このような不良が発生する。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【サンドブラストとグリットブラストの比較画像】
https://www.nc-net.or.jp/company/98405/product/detail/183718/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【STPG / SGP 鋼管のブラスト塗装工事】
STPGやSGPなど鋼管の塗装工事は原田鉄工へお任せください。
原田鉄工では材料の仕入れから切断、溶接、ブラスト、塗装、出荷梱包と全ての工程を1社で行う事ができます!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工は大型の製缶工場・ブラスト工場・塗装工場が全て揃っておりますので、鋼管の「塗装工事を全て社内で施工」する事が出来ます。
【原田鉄工株式会社|広島で一貫して行えるブラスト・塗装工程】
https://www.nc-net.or.jp/company/98405/product/detail/195780/
『切断加工』
鋼管は規格・メーカーによって多少異なりますが、多くは5.5mが定尺とされています。
定尺とは法令・規格に基づいてメーカーや商社が定めた、市場へ流通する特定の寸法の事です。
切断した寸法で注文する事も可能ですが、加工に時間が掛かる事もあります。
原田鉄工では鋸切りやガス切断にて幅広いサイズの切断加工が可能です。
『溶接加工』
鋼管は1本ではその役割を果たす事はできません。
フランジで繋げる、継手で向きや大きさを変えて繋げるなど「多くの鋼管と継手を接続する」事でその内部に流れる流体を運ぶ役割を果たすのです。
ネジ込み式もありますが、多くは溶接することでフランジや継手を接続していきます。
原田鉄工では熟練の作業者が多くいますので、多ロットのプレハブ配管製作にも対応できます。
『打刻』
メーカーで製造された鋼管は外周面にステンシルと呼ばれる「その鋼管に関する情報」が印字されています。
ステンシル情報とメーカーが発行するミルシート(鋼材検査証明書)を照らし合わせる事で、鋼管の化学成分や検査規格、検査結果などが分かります。
しかしながら塗装配管ではステンシルの上にも塗装を行うため、塗装完了後にはステンシルが確認できなくなってしまいます。
この状態ではこの「塗装してある鋼管がどんなものだったか?」が分かりません。
原田鉄工では入荷後ステンシル情報を鋼管へ打刻し、刻印を刻むので塗装完了後でもミルシートを照合し鋼材を証明できるようにしております。
『ブラスト加工』
塗装工程の中で最も重要とされる素地調整(ケレン作業)の工程。
いくら塗装回数を増やしても素地調整を適正に行わなければ、その塗膜は機能を発揮する事はできません。
塗料と密着する表面の錆、油分、異物などを取り除く作業が素地調整となります。
綺麗に清浄化された表面に塗料を密着させる事で、初めて塗料の性能を発揮する事が出来るのです。
原田鉄工ではどんなサイズでも対応できる大型ブラスト設備を完備しております。
配管の内部も加工できる特殊なノズルもありますので、お気軽にご相談ください。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
『塗装』
塗装されていない鋼管は外気、雨、湿気、紫外線などに晒され常に劣化してしまいます。
設置される周囲の環境や運ぶ流体によって塗料の種類や塗装回数は様々ですが、塗装していない鋼管は短期間で腐食が進み孔が開くなどの使用に影響を及ぼす状態となってしまします。
また素地調整完了後は遅くとも4時間以内の防錆処理が必要とされています。
原田鉄工ではブラストで素地調整完了後、直ちに塗装作業へ取り掛かる事が可能です。
多くの工事に携わってきましたので、塗膜厚の調整や検査・管理も安心してお任せください。
【塗装とは? ~塗装の流れについて~】
https://www.nc-net.or.jp/company/98405/product/detail/188904/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『結束・出荷梱包』
塗装完了後の鋼管は運搬中や荷卸し・荷積みの段階で傷がついてしまう事があります。
原田鉄工では専用の治具で鋼管を結束し出荷しますので、綺麗な状態でお客様の手元へ届ける事ができます。
鋼管の塗装工事についてお困りな事がございましたら、お気軽にお問い合わせください。
◎継手(英語:Joint)
配管の接合部に使う部品。
向きを変える、分岐させる、サイズを変えるなど多くの種類があり、その総称となります。
◎プレハブ配管(プレファブ配管 英語:Prefabricated piping)
工場で事前に一部またはすべてを加工しておく配管
各配管部材を現地で加工し繋げていくのではなく、工場で加工を行うので安全性や作業性の向上が可能。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
配管 ブラスト・塗装の事ならお任せください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【プラント配管の塗装工事】
プラント配管の塗装工事は原田鉄工へお任せください。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『プラントとは?』
「工場」と似たような意味をもつ「プラント」
なんとなく大規模な工場がプラント、それ以外は工場みたいな認識が一般的かと思います
工場とプラントは良く混用される事がありますが、厳密には違いがあります。
「工場」はそれほど複雑でない一連の設備やシステムをもった、製造・生産を目的とする施設。
「プラント」は複雑な設備やシステムを組み合わせた特定の素材・資源を生産する施設。
いまいちピンとこないと思いますので、具体的なプラントについて紹介します。
「電力プラント」化石燃料・原子力・水力・風力などを原料に電力を作り出すプラント
「化学プラント」原料を化学反応させ、ガス・石油・プラスチック・ゴム・水素などの原料を作り出すプラント
「産業プラント」複数の原料から金属・コンクリート・食品などを作り出すプラント
「処理プラント」水やゴミの処理を行いながら、電力・副産物の資源などを作り出すプラント
プラントは複数の設備を大小様々な配管で繋ぎ合わせます、その姿が植物に見えるのでプラントと呼ばれるようになったと言われます。
『プラント配管とは?』
先ほど紹介したようにプラントは複数の設備やシステムを組み合わせた施設です。
これらは全て「プラント配管」によって構成されています。
プラント配管は液体・ガスといった流体を効果的に制御し、設備間の材料やエネルギーを輸送します。
一般的な配管と異なる点は高度なシステムや特殊な設備が含まれるため、材料・サイズ・耐圧力・耐熱など多くの耐性と安全性を考慮した配管となっています。
またプラント配管の塗装は化学薬品や有害物質が含まれた流体を輸送する場合もあるので、特殊な仕様も多くあります。
『プラント配管の塗装について』
プラント配管は有害な薬品や可燃性の高い燃料などを取り扱う事も多く、少しの漏洩でも大きな事故へ繋がりかねません。
劣化や破損から確実に保護するために、適切な塗装管理が必要となります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『プラント配管の塗装目的』
プラント配管を塗装する目的は大きく3点あります。
「保護」
プラントは沿岸部に作られる事が多くその環境は金属にとって過酷と言えます、更に化学薬品等に晒される可能性もあります。
この環境下において表面を塗装する事で表面を酸化や腐食から防ぐ事で配管寿命を延ばし、メンテナンス頻度を減らす事ができます。
「識別」
プラント内には様々な設備があり、配管が運ぶ流体も多くの種類があります。
何を運ぶ配管か?など種類や役割を色・マーキングといった方法で識別を可能にします。
「コストの削減」
プラント配管は様々な流体を運び、高温・低温にさらされる事になります。
適切に塗装を行う事によって、流体の運搬効率・熱損失を減らしエネルギー効率を向上。運営コストを削減します。
『プラント配管 塗装工事の注意点』
プラント配管の塗装は高い専門性が必要ですが、適切な塗装を行う事で傷や錆といった劣化から始まる稼働率の低下・稼働停止など大きなトラブルを防ぐ事ができます。
またプラント施設は大型なので、定期的なメンテナンス塗装も必要となってきます。
メンテナンス塗装は設備や配管の素材の劣化状況、旧塗膜の状態などを考慮し仕様を選定する事が重要です。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『プラント配管 塗装工事の重要点』
プラント配管の新規、メンテナンス塗装を行う際は以下の事が重要になります。
「防食性」
配管を化学物質や周辺環境から守るため塗装には耐腐食性・耐候性・耐薬品性などが高い塗料で表面を保護する必要があります。
また塗料の性能を長期間発揮させるためには素地調整(下地処理)が最も重要となります。
新規塗装ももちろんですが、稼働し汚れや錆が出たメンテナンス塗装の場合は特に「どの程度素地調整を行ったか」で耐用年数は大きく変わります。
素地調整の方法で最も優れているブラスト加工なら塗装の耐用年数は大幅に向上し、メンテナンス頻度を低減させる事が可能になります。
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
「適切な管理」
多くの種類と数量を必要とするプラント配管は管理が重要です。
配管に対し適切な素地調整・塗付量・塗膜厚・乾燥を管理しなくてはなりません。
全ての配管は繋がっているので、数多くある配管の内1本でも不適切なものがあれば大きなトラブルに繋がりかねません。
「耐熱性」
プラント配管が運ぶ流体は低温~高温まで様々あります。
通常の配管やダクトだと2~3種類の温度に対応できるような仕様ですが、多くの設備を組み合わせているプラントは更に細かく仕様を分けている場合が多いです。
塗料は耐熱温度を超えてしまうと溶けたり、剥離する、最悪の場合発火するなどの事態となります。
流体温度に合わせた適切な耐熱仕様を選定する事が重要となります。
『まとめ』
プラント配管は流体の危険性や周辺環境から通常の配管と異なり、多くの耐性と安全性が重要となる。
塗装工事は高い専門性が必要なるが適切な「素地調整」「塗装仕様」「塗装管理」で配管寿命を延ばしメンテナンス頻度を低減、稼働効率の向上や大きなトラブルのリスクを排除する事が出来る。
プラント配管のブラスト・塗装工事は原田鉄工へお任せください!
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【STPG / SGP 鋼管のブラスト塗装工事】
https://www.nc-net.or.jp/company/98405/product/detail/199865/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【プラントの塗装工事の事なら】
信頼と実績のある原田鉄工へお任せください。
創業から80年間多くの工事に携わり、技術と知識を磨き続けてきました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『プラントってなに?』
プラントとは複雑な設備や高度なシステムを組み合わせる事で特定の資源・素材を生産する大型施設の事です。
工場と同じ意味合いで使われる事もありますが、プラントは目的の資源や原料などを作るため様々な役割を持った工場や設備などが集まった施設となります。
『プラントの種類について』
プラントには食品プラント・電力プラント・水処理プラントなど多くの種類がありますが、大きくは3種類に分類されます。
「産業系プラント」
食品や飲料品、化学薬品、金属、電気やガスなどのエネルギーといった私たちの生活に欠かせない製品を作っているプラントです。
「石油化学系プラント」
原油からガソリン、灯油、LPガスを精製する他プラスチックやナイロンといった石油化学製品を作るプラントです。
「環境系プラント」
汚水、食品やプラスチックなど廃棄物を処理・再資源化させるプラントになります。
『プラントの塗装工事』
どの種類のプラントも様々な設備を大小様々な配管で繋ぎ合わせる事で稼働しています。
プラントでは人体にとって有害物質や化学薬品を取り扱う事も多く、僅かな漏洩でも大惨事となってしまいます。
そのためプラントは安全性を確保する為、定期的にメンテナンスと補修を行っているのです。
【メンテナンス時の塗装剥がし、塗替えは原田鉄工へ】
https://www.nc-net.or.jp/company/98405/product/detail/186256/
プラントの塗装工事は通常の塗装工事と比較し、より高い専門性が必要となります。
設備・流体の種類が多いので、耐薬品性・耐熱性・耐候性・耐食性など多くの耐性が求められるからです。
またメンテナンス塗装では旧塗膜の状態を見極め、適切な下地処理を行い再塗装を行わなければなりません。
原田鉄工では多くのプラント設備を製作・塗装・メンテナンスを行ってきました。
溶接・ブラスト・塗装まで全て一貫施工が可能!
1種ケレンのブラストで旧塗膜を完全剥離する事で、塗膜はより長期間に渡って製品を保護する事が可能になります。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
メンテナンス時のコストでは
1種ケレン+塗装 < 2種ケレン+塗装
このようになりますが、メンテナンス頻度が1種ケレンの方が少なくなるのでトータルコストは
1種ケレン+塗装 > 2種ケレン+塗装
1種ケレン施工時の方が圧倒的に少なく、更に安全性などのリスクも低く済みます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎旧塗膜(英語:Old paint film)
メンテナンス等で塗替えの際、使われる言葉。
そのままの意味でメンテナンスを行う以前に付着している塗膜。
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【重防食塗装特化の塗装工場】
広島の「原田鉄工」は「重防食塗装」に特化した鉄工所とし、素地調整と塗装工事を80年間引き受けてきました。
厳しい環境下でも長期間に渡り製品を保護し、塗り替え周期を長く保つことで「資源」と「コスト」を削減し社会に貢献いたします。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『重防食塗装とは?』
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した防食塗装の事。
特徴としては
・ブラストにて素地調整を行う
・無機/有機ジンクリッチペイントにて防食下地を行う
・合計膜厚は250μm以上
・新設塗装の耐久性は30年以上
これらを満たす塗装が重防食塗装と言われています。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『重防食塗装の仕様』
重防食塗装仕様の一例です。
素地調整:ブラスト処理[SSPC SP-10 / ISO Sa2.5]
防食下地:無機ジンクリッチペイント 75μm
ミストコート:エポキシ樹脂塗装下塗り -μm
下塗り:エポキシ樹脂塗装下塗り 120μm
中塗り:ふっ素樹脂塗装中塗り 30μm
上塗り:ふっ素樹脂塗装上塗り 25μm
最も簡素な仕様で上記の様になり、想定される環境や耐用年数を考慮しここから塗装工程を追加・変更していく形となります。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『重防食塗装の注意点』
・各工程の塗装膜厚が均一である事
厳しい環境下にも耐えうる事を想定した重防食塗装では、通常の塗装と比較しより厳しい膜厚管理が必要となります。
膜厚が均一でない場合は膜厚が薄い(不十分)な箇所から腐食が始まってしまい、想定した耐用年数を待たずしてメンテナンスが必要な状態となってしまいます。
・素地調整完了後は2時間以内に防食下地塗装を行う事
環境が整えられた屋内の場合は4時間以内となりますが、ブラスト施工が完了次第直ちに塗装を開始・完了させなければなりません。
ブラストで被膜を剥がす事で活性化した素地が晒されるので、時間の経過ともに表面の状態は悪化していきます。
『まとめ』
重防食塗装は厳しい環境で長期間耐えられるように設計された防食性・耐久性の高い塗装仕様。
その塗装仕様は想定される環境や耐用年数を考慮し、塗料と仕様を選定する専門知識が必要となります。
重防食塗装では「膜厚を均一に管理する」「素地調整完了後は直ちに塗装する」この2点が非常に重要となります。
適正な塗装仕様を選定し、厳しく管理された塗装を行う事で製品の耐用年数・必要な塗り替え周期を長くする事が可能となるのです。
原田鉄工は重防食塗装に特化した鉄工所です。
大型の素地調整専用のブラスト設備をサンド・グリットと2種類完備
素地調整完了後は迅速に塗装へ取り掛かれるように広大な屋内塗装場も完備しております。
塗装の事ならお気軽にお問合せ下さい。
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
塗装工事の仕様書には「素地調整」とか「下地処理」って項目があるかと思います。
あまり聞きなれない用語かも知れませんが、塗装において非常に重要とされる作業工程となります。
素地調整と下地処理について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/channel/UCDJjC4qln1AfRkIp6_rHvig/featured
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・素地調整と下地処理について
・素地調整と下地処理の作業方法について
・素地調整と下地処理の重要性
・素地調整と下地処理の規格
・まとめ
『素地調整と下地処理について』
「素地調整」と「下地処理」(下地調整)はどちらも似たような意味合いで使われる事が多いですが、正確には異なる作業となります。
素地調整は塗装などの手が加えられていない状態の「素地」を塗装に適した表面へ変化させる作業です。
下地処理は既に塗装などが行われた「下地」を塗装に適した表面へ変化させる作業です。
どちらも塗装対象物の「表面を塗装に適した状態へ変化させる作業」ではありますが、作業を行う前の状態が違うんです。
また素地調整は表面の研磨・脱脂が基本となりますが、下地処理はプライマー塗装やパテといった劣化した表面を補修する作業も含まれています。
上記の様に説明しましたが実際には「素地調整」も「下地処理」どちらも区別されずに仕様書に記載されている事がほとんどです!
あまり考えすぎずどちらも「塗装に適した表面へ変化させる」意味合いで捉えておいた方が良いのかもしれません。
『素地調整と下地処理の作業方法について』
表面を塗装に適した状態に変化させる方法ですが、「表面の状態」や「必要な耐久性」を考慮しながらいくつかの方法を組み合わせて作業を行います。
〈脱脂作業〉
表面に付着している油分や汚れは塗料を弾いてしまいます。
有機溶剤や洗剤を使用し、ふき取る事で除去する必要があります。
洗浄後はしっかりと乾燥させましょう。
〈ケレン作業〉
表面に付着している酸化被膜や錆、劣化した塗装などは塗料の付着を妨げ早期剥離の原因となります。
サンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去しましょう。
ケレン作業は使用する「工具」と「清浄度」によって4つのグレードに分類されます。
表面の状態や必要な耐久性を考慮し、グレードを選定する必要があります。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
「ブラスト処理」の種類と特徴
https://www.nc-net.or.jp/company/98405/product/detail/196425/
〈パテ、プライマー塗付〉
塗装対象物の材質や表面の状態によってはパテ付けが必要だったり、専用のプライマーを塗る必要があります。
パテは劣化している箇所を補修したり、凹んでいる箇所を均一にするなどで仕上がりを美しくします。
特殊な金属や木材、コンクリートなどはそのまま塗装しても塗料が密着しない、吸い込んでしまう、滲んでしまうなどの不具合を防ぐ効果がある専用プライマーが販売されています。
『素地調整と下地処理の重要性』
表面を塗装に適した状態へ変える素地調整と下地処理は塗装工程の中で「もっとも重要」とされています。
これらの処理を行っていない場合ゴミや汚れが表面に浮き見た目も悪く、塗料が密着出来ていないのですぐに剥がれてしまう「不良品」となるからです。
素地調整と下地処理を行わないと「塗装ができない」が塗装業者の共通認識かと思います。
逆に素地調整と下地処理を的確に行えば、見た目の仕上がりも向上するほか塗装の耐久性も大きく向上させる事が出来るのです。
塗装の耐久性はどの規格でケレン作業を行うかが寄与率が大きいです。
その寄与率は「塗料の性能」「塗装技術」「塗装の回数」を遥かに上回るほど、大きなウェイトを占めています。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
したがって素地調整と下地処理は塗装工程で最も重要視されています。
『素地調整と下地処理の規格』
素地調整と下地処理の規格は共通となります。
ISO=International Standarad ISO8501-1 (国際標準化機構)
SSPC=Steel Structures Painting Council (米国構造物塗装協会)
「ISO」と「SSPC」の2種類が一般的に良く用いられる規格となっております。
また日本ではケレンと呼称される事も多く、1種ケレン~4種ケレンと清浄度によって区分けされています。
しかしながらケレンは「ISO」や「SSPC」ほど明確に規格されている訳ではないので、発注者と施工者で見解の相違が発生する事が多いので注意が必要です。
【素地調整 規格表】
https://www.nc-net.or.jp/company/98405/product/detail/175671/
【1種ケレンってなに?ケレンの方法と種類について】
https://www.nc-net.or.jp/company/98405/product/detail/202074/
『まとめ』
塗装工程でもっとも重要となる「素地調整」と「下地処理」
どちらも塗装対象物の表面を塗装に適した状態へ変える作業工程。
「脱脂」「ケレン作業」「パテ、プライマー塗付」といった作業を行い、塗装の仕上がりと耐久性を向上させます。
その中でもケレン作業は特に重要とされ、現在の表面の状態(劣化具合)と耐久年数を考慮してどの規格で行うかを選定する必要があります。
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。

【塗装の基本 塗装する時の道具とやり方】
塗装をしてみようと思っても「何が必要なのか?」「どうすればいいのか?」分からない事も多いと思います。
塗装で「使用される道具の使い方」や「塗装に必要なもの」、「塗装のやり方」について説明します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装で使う道具
・塗装する時に必要なもの
・塗装のやり方について
・綺麗に塗装するコツ
・まとめ
『塗装で使う道具』
塗装は工業・建築用でもDIY用でも大型の塗装機を除いて、基本的に使う道具は同じです。
・刷毛
木やプラスチック製の持ち手の先に毛を取り付けた道具。
先端の毛は馬や豚といった動物の体毛や化学繊維で作られたものなど、多くの種類がある。
小さいものなら刷毛で塗装できますが、基本的には隙間や角など塗装しにくい箇所を事前に塗装し塗り残しを防ぐといった補助的な使い方をします。
また技術が無いと刷毛目と呼ばれる毛の筋が塗装後にできやすいので、注意が必要です。
・ローラー
持ち手の先に回転する筒状のローラーが付いた道具。
ローラーは化学繊維の毛で覆われたものやスポンジで作られたものがあり、模様を作る事も出来る。
塗料を付けてローラーを回転させだけで効率よく簡単に塗装する事ができる。
隙間や角といった平面以外は塗装が難しいので、他の道具も併用しながら塗装する。
・スプレー缶
スプレー缶に塗料が入っており吹き付け塗装ができる道具。
塗料の種類や色には限りがあるが、簡単に塗装する事ができる。
上手に塗装するには一定の距離を保ちながら、端から端まで一定の速度で吹き付ける事がコツ。
吹き付け量が多いと塗料が流れたり、溜まったりするので薄く均等に塗り重ねる事が重要。
・スプレーガン
コンプレッサーから圧縮した空気を送る事で、塗料を微細化し吹き付ける道具。
塗装するのには技術と設備が必要ですが、仕上がりが美しく広範囲を塗装できます。
スプレー缶と同様で綺麗に塗装するには一定の距離と速度を保ち吹き付ける必要があります。
DIY向けに吹き付け量の少ない小型なスプレーガンもあります。
「エアレス塗装」vs「エアスプレー塗装」!特徴と違い
https://www.nc-net.or.jp/company/98405/product/detail/200283/
『塗装する時に必要なもの』
・養生用マスキングテープ
まず塗装を始める前に周辺の環境を整える必要があります。
塗料は一度付着したら中々落ちないので、塗料で汚れないように養生します。
マスカーと呼ばれるマスキングテープにビニールが一体化した便利な道具もあります。
・手袋
塗料は手に付着すると落ちにくく、肌荒れや痛みを伴う可能性があります。
・ゴーグルやメガネ
多くの塗料は有機溶剤が含まれており、目に入った場合は強烈な痛みが襲います。
最悪の場合、失明の可能性もありますので必ず保護用のゴーグルなどを装着しましょう。
・防毒マスク
多くの塗料には有機溶剤が含まれており、揮発性のガスは人体にとって有害です。
・塗装ブース
吹き付け塗装を屋内で行う場合は特に必要となります。
周辺に塗料が飛び散ったり、有機溶剤の臭いが残る事を防いでくれます。
『塗装のやり方について』
まずは適切な塗料を選ぶことが重要となります。
鉄なら鉄用、木材なら木材用と「素材にあった種類の塗料」を使わなければ密着せず、直ぐに剥がれてしまう可能性があります。
↓
養生を行い周辺の準備に取り掛かります。
周辺をマスカ―などで覆い隠し、万が一塗料が飛び散っても問題が無いようにします。
部分的に塗装を行う場合は、塗装したくない箇所を養生しましょう。
↓
塗装前の素地調整を行います。
塗料の密着性と仕上がりを向上させる為にサンドペーパーなどで表面を研磨します。
油分やゴミなどが付着している場合は洗剤や溶剤を使用し、表面を洗浄したのちしっかりと乾燥させておきましょう。
↓
塗装の準備をしていきます。
手袋、ゴーグル、マスクなどの正しく装着します。
↓
製品の表面が綺麗で乾いた事を確認できたら、いよいよ塗装していきます。
まず塗装が難しい隙間や角などの部分を刷毛で塗装します。
刷毛はなるべく一定方向へまっすぐ塗装する事を意識すれば、綺麗に塗れます。
その後ローラーやスプレー缶、スプレーガンを使用し全体をムラなく塗装していきます。
吹き付け塗装は一定の距離と速度を意識!
↓
塗装が完了したら、塗り残しが無い事を確認し乾燥させて完成です!
また塗り重ねる場合は素地調整からの工程を繰り返します。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『綺麗に塗装するコツ』
綺麗に塗装するためには
1.塗装前の素地調整を十分に行う事。
ゴミや汚れの上から塗装を行っても仕上りは悪いです。
研磨を行う事で清浄かつ滑らかな表面になり、仕上がりと塗料の密着性が良くなります。
2.形状やサイズにあった塗装道具を使用する事。
多くの塗装は何層か塗料を塗り重ねる事で完成します。
形状と塗装道具がミスマッチだとキチンと塗装出来ていない箇所が増え、色ムラ・艶ムラに繋がってしまいます。
3.厚く塗りすぎない
塗料を一度で厚く塗ってしまうと、必ずムラになります。
厚みが均等でない塗装は見た目にもムラがありますし、耐久性にもムラができる事になってしまいます。
塗料に明記させた使用量・塗付量を守り、塗り重ねる事が綺麗に塗る近道です。
『まとめ』
塗装で使用される道具は「刷毛」「ローラー」「スプレー缶」「スプレーガン」の4種類が一般的。
形状やサイズを考慮して、適切な塗装道具を選ぶことが必要です。
また仕上りを綺麗にし、塗料の密着性を向上させる事で長持ちする塗装を行うためには
表面を研磨・清掃する「素地調整」をしっかりと行う事。
適切や使用量・塗付量を守り「厚塗り」をせず、塗り重ねる事。
この2点が重要です。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
またブラストでの素地調整は塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くなった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【塗装品の修理・メンテナンスはお任せください!】
https://www.nc-net.or.jp/company/98405/product/detail/184268/
【ゴムロール 劣化 貼り替え】
https://www.nc-net.or.jp/company/98405/product/detail/184987/
◎マスキング(養生 英語:Masking)
覆い隠す、包み込む事。
ブラストや塗装を行う際に施工しない箇所に対して、マスキング用のテープやキャップ等を使用して隠す事で施工から守る。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-10】ブラストで行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-10(ニアホワイトメタルブラスト洗浄)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物など)を95%以上除去する必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラストについて』
ブラストは1種ケレンと呼ばれる素地調整の方法です。
研磨材と呼ばれる粒子を「圧縮した空気の力」や「回転する羽根車の遠心力」を利用する事で、高速で投射し対象物の表面を加工する方法です。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
『SSPC SP-10とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
施工方法は乾式ブラストのみが認められています。
表面に付着した錆は確実に除去する必要があり、ミルスケールや酸化被膜の軽度な変色や影が表面積の5%まで許容されます。
目視にて検査を行います。
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
『SSPC SP-10の作業方法』
1.表面に付着しているスラグ、溶接スパッタなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.ブラストによって表面に付着している異物を95%以上取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-10の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・研磨材は乾燥し、油分が含まれていない事の確認が必要です。
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業完了後の塗装工程
ブラスト後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-10で行うメリット』
SSPC SP-10は素地調整の中で2番目に高いレベルの規格となります。
最上位の規格SSPC SP-5はほぼ100%の除去が必要とされるため、コストが高いという問題がありました。
SSPC SP-10は軽度の汚れに限りますが5%まで許容する事でコストが削減されており、十分な清浄度を確保する事ができるため広く使用されている規格となります。
95%表面の異物を除去する事によって、塗料の性能を最大限引き出し塗膜の早期剥離を防ぐ事で製品寿命の長期化を可能にします。
腐食性の高い沿岸部といった過酷な環境下に置かれる場合などはこのような仕様を選定します。
『まとめ』
SSPC SP-10は素地調整の規格であり、高い除去率で最も広く使われています!
施工方法はブラストで表面に付着した異物を95%以上除去する必要があります。
許容される5%は酸化被膜などによる軽度の影や変色のみとなりますので、ご注意下さい。
厳しい環境下で使われる製品などに適した仕様となります。
施工するにあたり環境状況や汚染状況、その後の塗装など定められた項目も多いので注意が必要です。
表面積の5%以下となる軽度の影や変色はほとんど塗料との密着性に影響がない十分な洗浄度となります。
SSPC SP-10 ニアホワイトメタルブラスト洗浄された表面は塗料とより強く密着し剥離を防ぐ事が可能です。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
原田鉄工ではSSPC SP-10はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【よく耳にするもう一つの規格ISOについては下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-3】電動工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-3(パワーツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にISO St3と同等の規格とされています。
【ISOの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-3とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
目視にて検査を行います。
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-3の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.電動工具にて表面に弱く付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-3の注意点』
汚染状態の確認
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真・文章で要求基準を明確にしておく事が重要です。
『SSPC SP-3で行うメリット』
SSPC SP-3は電動工具で素地調整を行う場合の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また一部損傷した塗装を修正する場合などにもSP-3にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
『まとめ』
SSPC SP-3は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-3での素地調整も対応しておりますが、
SP-2の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SSPC規格 作業方法と注意点について】
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
作業方法や素地調整後の清浄度によって多くの規格に分けられています。
SSPC規格について作業方法と注意点をまとめました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『SSPCとは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
『SSPCの規格』
SSPCは16種類もの規格に分けられています。
その中でも広く使われているものについて「作業方法」と「注意点」などを下記リンクにまとめました。
【SSPC SP-5 】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207747/
【SSPC SP-10】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/207828/
【SSPC SP-6】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208414/
【SSPC SP-7】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208415/
【SSPC SP-16】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208416/
【SSPC SP-11】電動工具で行う素地調整について
https://ja.nc-net.or.jp/company/98405/product/detail/237374/
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
【SSPC SP-2】手工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/219286/
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
【素地調整でよく耳にするもう一つの規格 ISOについて】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
原田鉄工では上記の規格はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は素地調整に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
素地調整でよく使われる規格
「SSPC」と「ISO」 2種類について説明しています。
【ブラストの規格】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【施工事例①】SUS304への塗装
ステンレスであるSUS304製の金網へ塗装を行った施工事例の紹介です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『お客様の要望』
SUS304製の装飾用の金網をブロンズ色に塗装したい。
『塗装仕様』
ステンレス用下塗り塗料
ウレタン樹脂上塗り塗料 [メタリックブロンズ]
クリヤー塗料
建築用インテリアで使用される装飾用の金網との事で複雑な形状でしたが、塗り残しもなく美しく仕上げる事が出来ました。
普段は機械部品をメインに塗装していますが、美観が重視されるような部品でも対応可能です!
無塗装でも美しい見た目のステンレスですが、色を付ける事で更に美しくする事ができます。
塗装が難しいと言われるSUS304といったステンレス材ですが、原田鉄工なら問題ありません。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
SUS304などのステンレスは錆びにくい特徴がありますが、錆びない訳ではありません。
塗装を施す事で更に耐候性を向上させ「より錆びにくく、美しく仕上げる事が可能です!
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
原田鉄工では素地調整専用のブラスト設備を保有しています。
ステンレス塗装を長持ちさせるコツは塗装前の研磨を充分に行う事です。
ブラスト加工なら複雑な形状のステンレス製品でも確実に研磨できます!
塗装が難しいとされるアルミ製品・ステンレス製品ですが、原田鉄工には多くのブラスト加工と塗装実績があります。
アルミ製品やステンレス製品の塗装でお困りな場合は是非ご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【SSPC SP-16】ブラストで行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208416/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎SUS304
ステンレス鋼の1種でオーステナイト系ステンレスに分類されます。
加工が比較的容易で腐食に強いこともあり、ステンレス鋼の中では最も広く使われています。
一般的に『さすさんまるよん』と呼ばれています。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【SSPC / NACE 規格一覧】
SSPC(Society for Protection Coatings)とNACE International(National Association of Corrosion Engineering)は世界的に広く受け入れられている素地調整・表面処理規格です。
素地調整・表面処理・下地処理といったコーティング専門の規格となります。
作業方法や作業内容によって規格が定められており、多くの種類があるので一覧にしました。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
『SSPC-SP5 / NACE No.1』
White metal blast cleaning(ホワイトメタルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物は完全に除去する必要があります。
影や変⾊が一切なく、表⾯を均⼀な⾦属⾊へ仕上げる。
最も優れた表面処理の規格ですが、均一な金属色へ仕上げるには多くの作業時間がかかってしまいます。
『SSPC-SP10 / NACE No.2』
Near-white metal blast cleaning(ニアホワイトメタルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を95%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ5%まで許容されます。
軽度の汚れを5%まで許容する事でコストが削減されており、十分な清浄度を確保する事ができるため広く使用されている規格となります。
『SSPC-SP14 / NACE No.8』
Industrial blast cleaning(インダストリアルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を90%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ10%まで許容されます。
SP10より軽度の汚れを多く許容することで、コスト面に優れた規格となります。
『SSPC-SP6 / NACE No.3』
Commercial blast cleaning(コマーシャルブラストクリーニング)
ブラスト処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を67%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れのみ33%まで許容されます。
33%軽度の汚れを許容することで、作業効率・コスト面に優れた規格となります。
『SSPC-SP7 / NACE No.4』
Brush-off blast cleaning(ブラッシュオフブラストクリーニング)
ブラスト処理にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
表面を掃くようにブラストを行う簡易な処理ではありますが、無機ジンクやプライマーの密着性に効果があります。
『SSPC-SP16』
Brush-off blast cleaning(ブラッシュオフブラストクリーニング)
作業内容はSP7と同様となりますが、対象となる素材がステンレス、メッキ、非鉄となります。
表面粗さを19.0µm以上にする必要があります。
ステンレス、メッキ、非鉄の塗装に対して密着性を向上させる効果があります。
『SSPC-SP11』
Power tool cleaning to bare metal(パワーツールクリーニングトゥベアメタル)
電動工具処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物は完全に除去する必要があります。
表⾯のくぼみに付着した錆、酸化被膜、塗膜は許容されます。
電動工具処理では最も優れた規格であり、表面粗さを25.4µm以上にする必要があります。
『SSPC-SP15』
Commercial grade power tool cleaning(コマーシャルグレードパワーツールクリーニング)
電動工具処理にて表面に付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を67%以上除去する必要があります。
酸化被膜などによる薄い影、変⾊といった軽度の汚れが33%と表⾯のくぼみに付着した錆、酸化被膜、塗膜は許容されます。
『SSPC-SP3』
Power tool cleaning(パワーツールクリーニング)
電動工具処理にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
電動工具処理の規格の中では最も広く使用されている規格となります。
『SSPC-SP2』
Hand tool cleaning(ハンドツールクリーニング)
手動工具にて表面に弱く付着している⾁眼で⾒える油分、汚れ、酸化被膜、錆、塗膜などの異物を除去する必要があります。
刃の付いていないパテナイフで除去できない程度の強固に付着している錆、酸化被膜、塗膜は許容されます。
『SSPC-SP1』
Solvent cleaning(ソルベントクリーニング)
溶剤を使用して⾁眼で⾒える油分、汚れ、描画⽤や切削⽤の化合物などの可溶性物質を除去する必要があります。
SSPC規格にて素地調整を⾏う場合には最初にSP1を⾏うことになります。
表面の状態を確認し、除去すべき汚染物質に効果的な溶剤を選ぶ事が重要です。
その他にもSSPC規格には細かく作業方法と注意点などがありますので、ぜひご覧ください。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
原田鉄工ではSSPC規格以外のISO規格などにも対応できますので、お気軽にご相談ください。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
素地調整でよく使われる規格
2種類について説明しています。
【ブラストの規格「SSPC」と「ISO」】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
錆びにくいはずのステンレスが錆びる原因の多くはもらい錆によるものです。
もらい錆とはステンレスに接触している金属が錆びることで、ステンレスも錆びてしまう現象です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ステンレスとは』
鉄(Fe)とクロム(Cr)を主成分とした合金です。
クロムは酸素と非常に結合しやすい性質があり、鉄より先にクロムが酸化する事で酸化クロムと言う「不動態被膜」を作り出します。
この不動態被膜に覆われているので、通常の炭素鋼より耐食性が高く、錆びにくい性質が特徴です。
ステンレス鋼は主要金属組織をもとにし、下記の5種類で分別されます。
[オーステナイト系ステンレス鋼]
[フェライト系ステンレス鋼]
[マルテンサイト系ステンレス鋼]
[オーステナイト・フェライト系ステンレス鋼]
[析出硬化系ステンレス鋼]
『ステンレスの錆びる原因』
ステンレスは錆びにくい特徴を持っていますが、錆びないわけではありません!
ステンレスが錆びる原因となるのは大きく4つあります。
①もらい錆
ステンレスに他種金属が接触した状態で錆びる事により、不動態被膜が破壊されステンレスも錆びてしまう現象です。
他種金属によって傷つけられたステンレスは傷の部分から徐々に錆びてくる場合もあります。
②塩分・酸性
ステンレスを錆から守っている不動態被膜は塩分と酸に弱いです。
沿岸部などの地域で使用されている、酸性の薬品と接触している場合などではステンレスは錆びてしまいます。
③汚れ・水分
汚れや水などが付着している部分は不動態被膜が破壊されるため錆びてしまいます。
④溶接・曲げ加工
溶接や曲げなどの部分には加工の際に生じた、残留応力が残っている場合があります。
残留応力を残したままの状態が続くと結晶構造に劣化が生じ、そこから錆びが発生します。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【金属の錆びやすさ(イオン化傾向)について】
https://www.nc-net.or.jp/company/98405/product/detail/228626/
『ステンレスの錆を防ぐ方法』
錆びにくいステンレスですが錆びが発生する原因は意外と多くあり、状況や環境によっては簡単に錆びてしまう事があります。
そんなステンレスを錆から守る方法はステンレスを塗装する事です。
塗装により塩分・酸性や汚れ・水分からも守ることはもちろん、塗料でステンレスの表面を覆うことでもらい錆や傷を防ぐ事もできます。
またステンレス塗装の素地調整で有効なのが、ブラスト処理という研磨材を高速で衝突させる事で表面を削る加工方法です。
ブラスト処理の「ショットピーニング効果」により残留応力を除去する事ができます。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
『ステンレスの錆を除去する方法』
1.軽度な錆び
お酢又は重曹を水で溶き、スポンジでこすり洗いを行う事で錆びが落ちます。
メラニンスポンジを使用すると更に効果的です。
最後はしっかりと洗い流し、乾かすようにしましょう。
2.軽~中度の錆び
ステンレス専用の錆除去剤を使用します。
軽~中度の錆びを溶解、軽減する事が可能です。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
3.中度の錆び
ペーパー・不織布の研磨剤でこする事で除去、軽減できます。
広範囲の場合は電動ツールを使用する事で作業効率を向上できます。
あまり深い傷がついてしまうと、錆びの原因となってしまうので注意が必要です。
また研磨する素材はステンレス用で行う必要があります。
4.軽~重度の錆び
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、研磨材の材質も豊富にあるのでステンレスに対しても有効です。
表面に凹凸を形成する事で、塗装の密着性を向上させる効果もあります。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
『まとめ』
ステンレスはクロムが酸素と結びつき酸化クロムという不動態被膜で表面を覆うので、錆びにくい特徴があります。
不動態被膜は錆、塩分、酸性、汚れ、水分などに弱いため放置しておくと破壊されステンレスは錆びてしまいます。
これらの問題は塗装する事で防ぐことが可能となります。
塗装したステンレスはより厳しい環境下でも長期間錆びる事はありません。
原田鉄工では沿岸・臨海地域のプラント設備、海上・海中の建造物、船舶などで使用されるステンレス製品の塗装を多く手掛けてきました。
容易にメンテナンスができず、安全性が必要となるこのような設備は長期間錆びから守る耐食性、耐候性が求められます。
社内に素地調整専用の大型ブラスト設備、屋内塗装工場を設備しておりますので大型製品でも一括施工可能です。
ステンレスの錆、塗装にお困りでしたらお気軽にご相談ください。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
◎ステンレス(ステンレス鋼 英語:Stainless steel)
Stainlessは『錆びない』『錆びにくい』という意味です。
鉄にクロムを含ませる事で、腐食に耐性を持っています。(あくまで耐性なので錆る事はある)
ステンレスにも様々な種類があり『フェライト系』『オーステナイト系』『マルテンサイト系』の3種が主となる。
◎不動態被膜(不働態被膜 英語:Passive film)
金属表面に出来た酸化被膜の事です。
金属の表面がこの被膜に覆われている為、内部の金属は腐食から守られます。
大気中の酸素と結合する為、キズがついたりしても再度生成されます。
全ての金属に不動態被膜が生成されるわけではなく、アルミニウム・クロム・チタン・亜鉛などやこれらを含む合金に限ります。
◎残留応力(英語:Residual stress)
物体に作用する外力や拘束が内にも関わらず物体内に生じている応力の事。
薄い金属板を折り曲げ、元の形に戻らず変形したままの場合は元の形の戻ろうとする応力が残った状態となります。
残留応力の除去方法は熱処理かブラストによるピーニングが一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【広島でブラストの事なら「原田鉄工」にお任せください!】
「ブラスト処理が可能な業者を探している」「大型製品のブラスト処理をしたい」「ブラスト処理後に錆止め(プライマー)までお願いしたい」などブラストや塗装でお困りでしたら、原田鉄工へお気軽にご相談ください!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
原田鉄工では素地調整専用のブラスト設備を2基所有しております。
「サンドブラスト」「グリットブラスト」それぞれ使用している研削材を変えることにより、材質・形状・希望の仕上がりなど多くのご要望にお応えします!
構内は10t天井クレーンが最大吊上げ重量となりますが、10tを超える製品の場合はラフタークレーンでの対応もできますのでご相談ください。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
また屋内塗装設備も所有しておりますので、素地調整後4時間以内が基本とされるプライマー塗装までの時間間隔も原田鉄工なら迅速に塗装可能です。
創業より80年間海上・海中といった厳しい環境下にも耐える重防食塗装を専門としてきましたので、規定膜厚の下限・上限といった厳しい塗装仕様も多くこなしてきました。
【SS400を長期間錆びさせない塗装方法】
https://www.nc-net.or.jp/company/98405/product/detail/224597/
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【最高品質のブラスト塗装で差をつける - [原田鉄工 広島]のサービス紹介】
原田鉄工 広島は、高水準の技術と豊富な経験を駆使して最高品質のブラスト塗装サービスを提供しています。
製品寿命を延長させる事で、新たな付加価値を製品に与えます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『原田鉄工 広島の会社概要』
原田鉄工は設計・製缶・組立から始まった鉄工所です。
建設、産業機器、造船、プラントなど幅広い分野の製品を製作していく中で、より長く・美しく使うことのできる製品を自社で作りたい!そんな思いからブラスト・塗装を設備しました。
素地調整の中でも最高品質となるブラスト加工を行い、塗装を塗り重ねていくことで海上・海中・臨海部といった過酷な環境にも耐えうる長寿命な製品が作れます。
原田鉄工はそのような高品質な製品を製作する事で、資源・メンテナンスコストを削減するとともにお客様の製品へ新たな付加価値を創造します!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『原田鉄工 広島のサービス』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
また高硬度にも関わらず粘りも強いため、粉砕されにくく粉塵や産廃の量が少ないです。
「サンドブラスト」
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレス等にも使用ができます。
「重防食塗装」
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『原田鉄工 広島の強み』
原田鉄工の強み
・製作+ブラスト×塗装の一貫施工が可能
製作加工、ブラスト、塗装といった各工程に対応できる会社は多く存在しますが、全てに対応できる会社は少ないです。
・どんな要望にも応えられる対応力と技術
原田鉄工は業種・分野を限定することなく幅広く対応し続け、創業80年を迎えました。
その蓄積した経験は現在の確かな対応力と技術力の礎となっています。
・ブラスト×塗装による高付加価値の付与
完璧なブラストと徹底的に管理された塗装は製品の防食性、耐久性は大幅に向上します。
新設塗装の耐久年数は40年~60年とまで言われ、塗り替え周期を長く保つことで資源とランニングコストを大幅削減!美しい外観を保ち続けます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『原田鉄工 広島の施工事例』
原田鉄工でブラスト×塗装施工した事例の一部を紹介します。
・プラント用機械・配管などのブラスト×塗装
プラントは臨海部に建設される事が多いので腐食しやすい環境となります。
また大規模な設備なので一度稼働してしまうと停止する事はもちろん、メンテナンスを行う事も難しい場合が多くあります。
このような条件により耐久年数を伸ばすため、ブラスト×塗装で施工しました。
・経年劣化した製品のメンテナンスでブラスト×塗装
経年劣化により発錆や塗膜が劣化しボロボロになった製品のメンテナンス。
錆びたり、劣化した塗膜の上から塗装するだけでは見た目は多少綺麗になりますが、本質的な問題は解決できません。
原田鉄工のブラストは錆はもちろん、劣化した塗膜も完全に除去する事が可能です。
表面の付着物を全て除去し、再度塗装をする事で新品同様に仕上げる事が出来ます。
・ステンレス製品の塗装でブラスト×塗装
塗料の密着性が悪く、塗装が剥がれやすいと言われるステンレスでもブラスト×塗装でしっかり塗装できます。
耐候性、耐腐食性の高いステンレスを塗装により更に向上させることが可能です。
また塗装する事でステンレスが錆びる原因となるもらい錆を防げます。
一般的にブラスト加工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト×塗装の一貫施工が可能なので、ブラスト加工後は直ちに塗装に取り掛かります。
ブラスト加工した実績だけではなく、ブラスト加工したものを直ちに塗装する事で効果を最大限に発揮させ品質に差をつける事が出来ます!
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ブラスト塗装のエキスパート - 高品質と信頼の原田鉄工 広島】
原田鉄工 広島は業界最高水準の技術と豊富な経験を駆使して最高品質のブラスト塗装を提供しています。
製品寿命を延長させる事で、お客様の製品へ新たな付加価値を与えます。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『原田鉄工 広島の会社概要』
原田鉄工は設計・製缶・組立から始まった鉄工所です。
建設、産業機器、造船、プラントなど幅広い分野の製品を製作していく中で、より長く・美しく使うことのできる製品を自社で作りたい!そんな思いからブラスト・塗装を設備しました。
素地調整の中でも最高品質となるブラスト加工を行い、何層にも塗装を重ねていくことで海上・海中・臨海部といった過酷な環境にも耐えられる長寿命な製品が作れます。
原田鉄工はそのような高品質な製品を製作する事で、資源・メンテナンスコストを削減するとともにお客様の製品へ新たな付加価値を創造します!
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
【工場見学】原田鉄工 溶接・組立 製造部
https://www.nc-net.or.jp/company/98405/product/detail/179294/
『原田鉄工 広島のサービス』
原田鉄工は2種類のブラスト設備と重防食塗装設備を保有しております。
「グリットブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
特殊鋼製の鋭角が多い多角形状粒子を使用したブラスト加工で強力な研掃力があります。
塗装下地処理の黒皮除去以外でも腐食が激しい錆びや塗料、メッキ等でも除去する事が可能です。
「サンドブラスト」
最大加工サイズ:幅7m×奥行10m×高さ3.5m
両開きとなるブラスト設備なので10m以上の長物にも対応可能です。
非金属系の材質でフェロニッケルスラグ※₂を原料とした多角形状粒子を使用したブラスト加工です。
かつて使用されていたサンド(珪砂)と比較すると粉塵の発生と作業者への安全性が格段に優れています。
非金属系の材質なのでステンレスやアルミ、真鍮といった素材にも加工できます。
「重防食塗装」
屋内塗装工場:650㎡
一般的な環境で使用される機械塗装ももちろん可能ですが、
海岸や海上などの腐食性の厳しい環境で建設・設置される鋼構造物の塗り替え周期を長くする目的で防食性、耐久性に特化した重防食塗装を得意としております。
『原田鉄工 広島の強み』
原田鉄工の強み
・製作+ブラスト×塗装の一貫施工が可能
製作加工、ブラスト、塗装といった各工程に対応できる会社は多く存在しますが、全てに対応できる会社は少ないです。
・どんな要望にも応えられる対応力と提案力
原田鉄工は業種・分野を限定することなく幅広く対応し続け、創業80年を迎えました。
蓄積した経験や技術はお客様の希望を実現するための対応力や提案力へつながっております。
図面通り作るだけではなく、図面を作る構想からお手伝いさせていただきます!
・ブラスト×塗装による高付加価値の付与
完璧なブラストと徹底的に管理された塗装は製品の防食性、耐久性は大幅に向上します。
新設塗装の耐久年数は40年~60年とまで言われ、塗り替え周期を長く保つことで資源とランニングコストを大幅削減!美しい外観を保ち続けます。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『原田鉄工 広島の施工事例』
原田鉄工でブラスト×塗装施工した事例の一部を紹介します。
・耐水性を高めるためにブラスト×塗装
金属にとって水分・塩分は腐食を促進させる大敵です。
しかし金属製にも関わらず水中・水上・海中・海上などで使われえる製品は多くあります。
そのような製品は通常の塗装以上の耐水性能が求められるため、ブラスト×塗装が必要となります。
・購入した既製品では耐久性・塗装色に問題があるのでブラスト×塗装
既製品の多くはメーカーで一律に塗装され、市場に出回ります。
そのため購入した既製品は実際に使用する環境では耐久性に不十分、その他製品と塗装色が異なるなどといった問題が起こることも多くあります。
ブラスト×塗装を行う事で既製品の塗膜を完全に除去し、希望の塗装を行う事でメーカー以上の耐久性と仕上がりを提供します。
・ステンレス製品の塗装でブラスト×塗装
塗料の密着性が悪く、塗装が剥がれやすいと言われるステンレスでもブラスト×塗装でしっかり塗装できます。
耐候性、耐腐食性の高いステンレスを塗装により更に向上させることが可能です。
また塗装する事でステンレスが錆びる原因となるもらい錆を防げます。
一般的にブラスト加工後は2時間以内に塗装を行うよう推奨されています。
(環境が整えられた屋内の場合は4時間以内)
ブラストにで表面の被膜等が剥がれ、活性化した素地が晒されるため非常に錆びやい状態となるからです。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
重防食塗装は「どれだけの精度で素地調整を行ったか?」「どれだけ早くプライマー塗装を行ったか?」が大切です。
原田鉄工ではブラスト×塗装の一貫施工なので、ブラスト加工後は直ちに塗装に取り掛かります。
ブラスト加工した実績だけではなく、ブラスト加工したものを直ちに塗装する事で効果を最大限に発揮させ品質に差をつける事が出来ます!
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【サビにも種類がある!?赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆について】
サビとは金属が酸素と結合する事で発生する腐食生成物です。
このサビが「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあるのをご存じですか?
サビ7種の特徴と発生原因を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆とは?』
金属が空気中の酸素や水分と化学反応を起こし酸化する事で作られます。
この酸化還元反応を腐食と呼び、腐食が進行する事で生成される酸化物が錆です。
錆は全部で「赤錆」「黒錆」「白錆」「青錆」「緑錆」「黄錆」「茶錆」と7種類もあり、金属の種類や環境によって発生する錆は異なります。
【金属材料の種類について】
https://www.nc-net.or.jp/company/98405/product/detail/183039/
『赤錆』
化学式:Fe₂O₃
対象金属:鉄、合金、鋳鉄、ステンレス
私たちが普段目にする機会が多いのがこの「赤錆」です。
赤錆が発生するためには空気と水分が必要であり、鉄から電子を奪う「イオン化」によって腐食が始まります。
空気・水分と接触する限り赤錆は内部へと浸食し、最終的には金属をボロボロにします。
銅や銅合金に発生する酸化第一銅(Cu₂O)もその見た目から赤錆と呼ばれる事もありますが、鉄にできる赤錆(Fe₂O₃)とは性質も科学的にも異なるため別物となります。
銅に発生する赤錆は水・海水などからある程度の腐食を防ぐ能力があるので、船底塗料の原料としても使用される事もあります。
『黒錆』
化学式:Fe₃O₄
対象金属:鉄
鉄製フライパン、鋳鉄製スキレットなどによく見られるのがこの「黒錆」です。
対象金属を高温で熱する事により生成され、水と関わらないので「乾食」と呼ばれます。
黒錆は内部への浸食はないため、逆に黒錆で覆うことによって赤錆を抑制できます。
銀に発生する硫化銀(Ag₂S)も黒錆と呼ばれ、金属の腐食生成物ではありますが、酸化物ではなく硫化物で性質や科学的にも異なるため別物です。
銀に発生する黒錆(Ag₂S)も内部への浸食するものではありません。
しかし拭き取るだけで被膜を除去できるほど脆いため、防食効果は低く、電気抵抗の増加や美観の低下などの事からデメリットの方が多いとされています。
『白錆』
化学式:Al₂O₃、2ZnCO₃、3Zn(OH)₂
対象金属:アルミニウム、亜鉛
アルミ製サッシやメッキ加工品などが白っぽく変色しているのは「白錆」です。
水分と接触する事で生成されます。
メッキの白錆(2ZnCO₃、3Zn(OH)₂)は内部へ浸食することは少ないですが、外観を大きく損なうので美観上の問題が発生します。
アルミの白錆(Al₂O₃)は表面を保護している酸化被膜を破壊し、内部へ浸食する可能性があるので要注意です。
『青錆』
化学式:Cu₂(OH)₂CO₃
対象金属:銅
緑青(ろくしょう)とも呼ばれ、10円玉や自由の女神などの銅像などに付着した緑色のものが「青錆」です。
酸素と二酸化酸素と水分などと結合する事で赤錆色→黒褐色→緑青と変化します。
内部への浸食はないので、青錆で覆う事によって腐食を防ぐ事が出来ます。
『緑錆』
化学式:Cu₂(OH)₂CO₃、Ni(OH)₂、Fe(OH)₂
対象金属:ニッケル、鉄、銅
ニッケルや酸素の少ない環境で鉄が錆びた場合に稀に発生するのが「緑錆」です。
緑錆は通称であり明確な定義が無いため、青錆(緑青)も緑錆と呼ばれる事もあります。
元々ニッケルは錆びにくい材質ですし、鉄も酸素が少ないという限定的な環境条件なので
ほぼ緑錆を見かける事はないと思います。
『黄錆』
化学式:γ-FeO(OH)
対象金属:鉄、亜鉛
鉄や亜鉛メッキ処理がされた鋼板などに見られるのが「黄錆」です。
亜鉛メッキ加工の前処理であるリン酸亜鉛処理の工程で発生する事が多くある。
はっきりとしたメカニズムは確立していないようで、赤錆が生成される前の
オキシ水酸化鉄(FeOOH)が出来た時のpHによって赤錆と黄錆に分かれる説もあります。
『茶錆』
化学式:FeO(OH) 、 Fe(OH)₃、Fe₂O₃
対象金属:鉄
鋼材や鉄製品の表面に発生する茶色~黄褐色の錆で、赤錆の初期段階ともされています。
赤錆とは少し異なる色調・粒子構造・進行性となるため、赤錆とは区別し「茶錆」と呼ばれます。
茶錆に金属を保護する効果は無く、進行すると赤錆となってしまうので早期除去が望ましいです。
『まとめ』
錆は赤錆・黒錆・白錆・青錆・緑錆・黄錆・茶錆と7種類もある。
錆によっては内部への浸食がないので、逆に金属を保護しているものもあります。
一部を除いては「酸素」「水分」が原因となり、腐食が進行するので錆を防ぐためには表面い被膜で覆う必要がある。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
防錆に有効とされ広く行われているのが「塗装」と「メッキ」になります。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
原田鉄工では塗装の素地調整に最も適した「大型ブラスト設備」、表面を傷つける事なく付着物を除去する「特殊薬品」
2つの方法で錆・油分・汚れといった異物を除去する事が可能です。
広大な「屋内塗装設備」も完備しておりますので、金属表面を完璧に洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年以上とされています。
製品寿命を大幅に延長させ、「確かな安全性の確保」と「トータルコスト・資源の削減」に貢献します。
【錆落とし】傷つけずに錆だけ落とす
https://ja.nc-net.or.jp/company/98405/product/detail/244271/
【金属のサビ落とし】ブラスト加工の効果と選び方
https://www.nc-net.or.jp/company/98405/product/detail/232591
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎電子(英語:Electron)
原子を構成する素粒子の1つであり、原子核の周りを回転する。
粒子と波動の2面性をもっていて、物質の性質は電子によって左右されるほど重要。
電気を流す、原子の結合や安定などといった多くの役割があります。
-------------------------------------------------------------------------------------------------
弊社は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【ISO St3】電動工具で行う素地調整について
ISOとは国際標準化機構(International Organization for Standardization)の事で、あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
St3(パワーツールクリーニング)は肉眼で見える表面の密着性の弱い付着物(油、汚れ、錆、酸化物など)は取り除きますが、強固に密着した付着物は許容されます。
一般的にSSPC SP-3と同等の規格とされています。
【SSPCの規格については下記リンクを参照ください】
https://www.nc-net.or.jp/company/98405/product/detail/208826
【SSPC SP-3】電動工具で行う素地調整について
https://www.nc-net.or.jp/company/98405/product/detail/208822/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
『ISO St3とは』
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に弱く付着した錆、ミルスケール、塗膜などの有害物質は除去しますが、固着した錆・ミルスケール・塗膜は許容されます。
ISO規格では「ブラスト施工前の鋼材の状態」と「ブラスト施工後の鋼材の状態」を写真で比較しており、実際の写真と製品を見比べて加工の合否を判断します。
【その他ISO規格の素地調整についてはこちら】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『ISO St3の作業方法』
1.表面に付着しているスラグなどを除去する。
2.表面に付着している油脂、グリスなどを溶剤などを用いて取り除く。
3.電動工具にて表面に弱く付着している有害物質を取り除く。
4.電動工具の使用できない箇所は手工具を使用し処理を行う。
5.清潔な乾燥空気で埃やゴミを取り除く。
『ISO St3の注意点』
作業上の危険性
・電動工具を使用しますので、適切な保護具の着用と火花が発生するので火災への予防が必要です。
作業完了後の塗装工程
・処理後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
・電動工具で処理できないような隅や複雑な構造部は手工具なども併用して処理を行う必要があります。
・ISOビジュアルブックの写真と比較し、加工の合否を判断します。
『ISO St3で行うメリット』
ISO St3は電動工具と手工具を併用する洗浄度の規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
また作業時間とコストがかかるため大規模・広範囲に対しての作業には向いていませんが、一部損傷した塗装を修正する場合などにもSt3にて素地調整を行う事もあります。
設備が必要でないので便利な方法ではありますが、固着した錆・ミルスケール・塗膜を除去する事ができません。
【素地調整の規格 見本】
https://www.nc-net.or.jp/company/98405/product/detail/189213
『まとめ』
St3は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
付着力の弱い有害物質の剥離は必要とされますが、固着したものに限り許容されます。
加工範囲が広範囲・大規模の場合には膨大なコストと作業時間が必要となるため不向きとなりますが、ブラストでの素地調整が難しい場合に使われる規格となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
明確な要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
塗装工程で最も重要とされるこの「ケレン作業」について詳しく解説しています。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
原田鉄工ではSt3での素地調整も対応しておりますが、
St3の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【錆を落とす方法と防止方法|錆の原因についても紹介】
錆の原因は「酸素」と「水分」です。
鉄をコーティングする事で酸素と水分から遮断する事で錆は防ぐことができます!
錆は浸食すると表面に凹凸ができ反応面積が増大するので、一旦生じた錆は加速度的に進行します。
そのため一度発生した錆は早急に落とす(除去する)必要があります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『錆の原因』
金属が空気中の「酸素」と「水分」に酸化還元反応を起こし生成される酸化物が錆です。
まず鉄が錆びる場合に起こるのが電子の移動となります。
安定状態だった鉄から水分へ電子が移動する事で鉄の電子は不足、水分は電子が多い状態となります。
(この電子が移動し増減する事を「イオン化」と呼びます)
鉄は過不足のない安定状態を目指し、水分と結合する事でオキシ水酸化鉄へと変化します。
オキシ水酸化鉄は錆の元で、分解される事で「赤錆」と水分となります。
酸素と水分に接触している限り、上記の反応が繰り返されるため赤錆は範囲を広げながら内部へ浸食していきます。
赤錆はこのように金属にとって「有害」な錆とされますが、逆に金属を「保護」する種類の錆もあります。
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『錆を防ぐ方法』
錆を防ぐためには鉄の表面をコーティングし、酸素と水分を遮断する必要があります。
広く使われているのは「メッキ」や「塗装」といった方法です。
「メッキ」は素材の表面に金属膜を生成する加工方法となります。
メッキに使用する金属の成分を変える事で様々な種類のメッキが存在し、防錆・装飾・機能付与などの効果があります。
「塗装」は素材の表面に塗料で膜を生成する加工方法となります。
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つより構成され、顔料や樹脂を変える事によりさまざまな色・防錆・装飾・機能付与といった効果があります。
メッキ・塗装どちらも価格や防錆力などそれぞれにメリット・デメリットがあるので、しっかり考慮して選定する必要があります。
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
『金属の錆びやすさ』
金属は酸素と水分と接触し「イオン化」する事で錆が発生します。
イオン化の起こりやすさをイオン化傾向と呼び、金属の種類によって値が決まっています。
なので金属の錆びやすさはイオン化傾向の大きさによって決まっています。
┏━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┓
大←←←←←←←←←←←←イオン化傾向←←←←←←←←←←←←小
Li / K / Ca / Na / Mg / Al / Zn / Fe / Ni / Sn / Pb / H₂ / Cu / Hg / Ag / Pt / Au
┗━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━┛
金、銀、プラチナはイオン化傾向が小さいので酸化が起こりにくく、恒久的に劣化しないのも価値が高い理由です。
【ステンレスでも錆びる!?原因と錆を落とす方法】
https://www.nc-net.or.jp/company/98405/product/detail/207003/
『錆を落とす方法』
錆を落とす方法はいくつかあります。
錆の進行具合や面積を鑑みて、どの方法で錆を落とすかを選ぶ必要があります。
┎┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┒
1.錆除去剤を使用する
軽度の錆びを溶解、軽減する事が可能です。
キズを付ける事なく錆を落とせ、塗った後拭き取るだけなので簡単です。
ただし広範囲な錆や重度の錆はあまり向いていません。
化学薬品となりますので、使用前に使用要領と処理方法をしっかりと確認しましょう。
2.サンドペーパーやワイヤーブラシを使用し研磨する
軽~中度の錆びはペーパー・ブラシで研磨する事で除去、軽減できます。
手間と時間はかかりますが、最も安価に錆を落とす事が出来ます。
広範囲の錆や重度の錆を落とすのはかなりの重労働となるので、オススメできません。
あまり力を入れてこすると表面に大きなキズができる可能性があるので注意です。
3.電動工具を使用し研磨する
軽~中度の錆びは電動工具で研磨する事で除去、軽減できます。
錆除去剤やサンドペーパーなどと比較すると早く簡単に錆を落とす事が出来ます。
しかし広範囲の錆や重度の錆を落とすにはかなりの手間と時間が必要となります。
電動工具の使用は怪我・事故などの危険性が高いので、保護具を適切に着用して行いましょう。
4.ブラスト加工を行う
軽~重度の錆びまでブラスト加工なら除去する事が可能です。
ブラスト加工は研磨材を高速で衝突させ表面を削る加工法で、簡単に錆を落とす事が出来ます。
最も確実な錆を落とす方法ですが、設備が必要となります。
どんな錆でも落とす事が出来ますが、威力が高いので強度のない製品などには注意が必要です。
┖┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┚
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『まとめ』
鉄に発生する赤錆は酸素と水分が原因となり発生する。
赤錆は一度発生したら内部へ浸食を進め、鉄の金属強度や機械的性質を大きく損なう。
早めに錆を取り除き、塗装・メッキなどの方法で酸素と水分を遮断する事が重要。
錆を落とす方法には錆除去剤を使った科学的な方法と、研磨する物理的な方法があり錆の進行具合や対象面積を考慮して選定する必要がある。
原田鉄工では素地調整専用の「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
素地調整の方法で最も優れている「ブラスト加工」で表面を研磨・清掃し、適切な塗付量を管理しながら塗装する事で美しく耐久性の高い塗装を行っています。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
またブラストでの素地調整は錆、塗装、ゴム、樹脂なども完全に剥離し、素地に戻す事が可能です!
古くてボロボロになった製品の表面を綺麗にし、再度加工する事で新品の様に生まれ変わらせます。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装のやり方!失敗する原因とは?】
金属に塗装を行い、完成後ちょっと触るだけで簡単に塗装が剥がれてしまった経験はありませんか?
簡単に剥がれてしまう塗装は「やり方」が間違っている事がほとんどです。
正しい塗装のやり方と失敗してしまう原因について紹介します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
~~~目次~~~
・塗装で使う道具
・塗装する時に必要なもの
・塗装のやり方
・塗装を失敗する原因
・まとめ
『塗装で使う道具』
塗装は工業・建築用でもDIY用でも大型の塗装機を除いて、基本的に使う道具は同じです。
・刷毛
木やプラスチック製の持ち手の先に毛を取り付けた道具。
先端の毛は馬や豚といった動物の体毛や化学繊維で作られたものなど、多くの種類がある。
小さいものなら刷毛のみで塗装できますが、基本的には隙間や角など塗装しにくい箇所を事前に塗装し塗り残しを防ぐといった補助的な使い方をします。
また技術が無いと刷毛目と呼ばれる毛の筋が塗装後にできやすいので、注意が必要です。
・ローラー
持ち手の先に回転する筒状のローラーが付いた道具。
ローラーは化学繊維の毛で覆われたものやスポンジで作られたものがあり、模様を作る事も出来る。
塗料を付けてローラーを回転させだけで効率よく簡単に塗装する事ができる。
隙間や角といった平面以外は塗装が難しいので、他の道具も併用しながら塗装する。
・スプレー缶
スプレー缶に塗料が入っており吹き付け塗装ができる道具。
塗料の種類や色には限りがあるが、簡単に塗装する事ができる。
上手に塗装するには一定の距離を保ちながら、端から端まで一定の速度で吹き付ける事がコツ。
吹き付け量が多いと塗料が流れたり、溜まったりするので薄く均等に塗り重ねる事が重要。
・スプレーガン
コンプレッサーから圧縮した空気を送る事で、塗料を微細化し吹き付ける道具。
塗装するのには技術と設備が必要ですが、仕上がりが美しく広範囲を塗装できます。
スプレー缶と同様で綺麗に塗装するには一定の距離と速度を保ち吹き付ける必要があります。
DIY向けに吹き付け量の少ない小型なスプレーガンもあります。
『塗装する時に必要なもの』
・養生用マスキングテープ
まず塗装を始める前に周辺の環境を整える必要があります。
塗料は一度付着したら中々落ちないので、塗料で汚れないように養生します。
マスカーと呼ばれるマスキングテープにビニールが一体化した便利な道具もあります。
・手袋
塗料は手に付着すると落ちにくく、肌荒れや痛みを伴う可能性があります。
・ゴーグルやメガネ
多くの塗料は有機溶剤が含まれており、目に入った場合は強烈な痛みが襲います。
最悪の場合、失明の可能性もありますので必ず保護用のゴーグルなどを装着しましょう。
・防毒マスク
多くの塗料には有機溶剤が含まれており、揮発性のガスは人体にとって有害です。
・塗装ブース
吹き付け塗装を屋内で行う場合は特に必要となります。
周辺に塗料が飛び散ったり、有機溶剤の臭いが残る事を防いでくれます。
『塗装のやり方』
塗装を行う場合は大きく分けて4つの工程に分けられます。
①塗装準備
まずは塗装を行う金属素材に対して相性の良い塗料を選定します。
一括りに金属と言っても多くの種類がありますので、適切な塗料を選ぶ必要があります。
塗装を行う前に塗料が飛散しても問題ないよう周辺の養生を行う。
製品に塗装したくない箇所がある場合は、マスキングテープなどで養生を行い準備完了です。
【ステンレスへの塗装は可能?不可能?その方法について】
https://www.nc-net.or.jp/company/98405/product/detail/197530/
②下地処理(素地調整)
塗装の性能を大きく左右するのがこの「下地処理」となります。
下地処理とは表面に付着した油、錆、汚れといった不純物を取り除くことで「塗装に適した表面へ変化させる処理」となります。
有機溶剤や洗剤などを使用し、油分を綺麗に拭き取り乾燥させる。
サンドペーパーやディスクサンダー、ブラストなどで表面を研磨する事で錆や汚れ、酸化被膜などの不純物を除去する。
また研磨で表面に微細な傷をつける事で塗料の密着性が向上する効果もあります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
③塗装作業
市販されている多くの塗料はそのまま使用できる1液型、主剤と硬化剤を混ぜる事で使用できる2液型に分けられます。
塗料の説明書に記載されている混合比率や攪拌方法、塗装要領を確認し従いましょう。
塗装対象物の形状にもよりますがまずは刷毛でローラー・スプレーでは塗装できない箇所を事前に塗っておき、ローラー・スプレーで塗装を行い仕上げるのが一般的です。
塗装は均一に行わなければ垂れてしまう、ムラになるなどの不良が発生してしまいます。
吹付け塗装は常に一定の距離とスピードで行う事を心掛け、ムラなく塗装を行う事がコツです。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
④塗装検査
塗装が完了したら、塗り残しが無いか?塗装が薄いところはないか?などチェックをします。
問題なければ乾燥させ、塗料を完全に硬化させます。
乾燥後には出来れば「膜厚計」で塗料の厚みを計測し、分厚い部分は研磨・薄い部分は追加塗装を行い塗料の厚みを均等にする事が望ましいです。
厚すぎる塗装はひび割れや剥離する可能性があり、薄すぎる塗装は基本的な性能を発揮できません。
調整が完了し均一な塗膜厚となった上へ、更に中塗り・上塗りを行いながら塗装検査をする事で完成となります!
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『塗装を失敗する原因』
せっかく頑張った塗装が「仕上がりが悪い」「簡単に剥がれてしまう」など失敗してしまう多くの原因は「下地処理」にあります。
下地処理が不十分だったために表面に不純物が付着しているまま塗装を行い表面がブツブツで仕上がりが悪い、油分が残っているや表面がツルツルしているため密着性が悪くすぐに塗装が剥がれるといった失敗に繋がっています。
もしすぐに不良が無い場合でも耐久性がかなり劣り、長持ちできないので下地処理(素地調整)は塗装工程において最も重要とされます。
しっかりと脱脂作業を行い油分を除去し、研磨で表面に凹凸を形成しつつ付着している酸化被膜・錆・汚れを全て除去!
丁寧に下地処理を行う事で剥がれず、美しい仕上がりの塗装が完成します。
『まとめ』
塗装で使用する道具には様々な種類がありますが、基本的な塗装のやり方は全て同じです。
塗装はまず「下地処理」を十分と行わなければ、失敗する可能性が格段に上がります。
また塗装完了後は綺麗な仕上がりだったとしても、1か月後/1年後など早期の段階で劣化してしまいます。
塗装を綺麗に長持ちさせるためには下地処理を十分に行い、塗装は一度に厚く塗るのではなく均一な塗装を塗り重ねる事が重要です。
原田鉄工では素地調整と下地処理において最も優れた処理方法である「ブラスト加工」を得意としております。
大型のブラスト設備と塗装設備を完備しておりますので、多ロット・大型品等にも対応可能です。
長年船舶や橋梁と言った金属にとって厳しい環境でも長い耐久年数を期待できる「重防食塗装」を研究し、多くの製品の塗装を手掛けてきました。
ブラストと塗装についての事ならお気軽にお問い合わせください。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の課題を解決!長持ちする塗装を実現する、徹底した下地処理】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『はじめに』
金属製品の塗装は、製品の耐久性や美観を保つ上で非常に重要な工程です。
しかし下地処理が不十分なまま塗装を行ってしまうと早期の剥がれや錆が発生し、せっかくの塗装が台無しになってしまうことがあります。
原田鉄工株式会社では金属塗装における下地処理の重要性を深く認識し、お客様の金属製品を長寿命化させるための最適な塗装をご提案いたします。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『なぜ下地処理が重要なのか?』
塗装の寿命を左右する最大の要因は、実は「下地処理」です。
下地処理とは塗装前の金属表面を適切に処理し、塗料との密着性を高めるための工程です。
「錆の発生を防ぐ」
錆は金属の劣化を加速させ、塗装の剥がれにつながります。
下地処理により錆の原因となる酸化物を除去し、防錆効果を高めます。
「塗料の密着性を高める」
下地処理によって金属表面に微細な凹凸を形成させる事で、塗料との密着性を高めます。
これにより塗料の剥がれやひび割れを防止することができます。
「塗装の耐久性を向上させる」
下地処理が適切に行われることで塗装の耐久性は大幅に向上し、長期間にわたって美しい外観を維持することができます。
『原田鉄工株式会社の下地処理』
原田鉄工株式会社ではお客様の金属製品の材質や形状、使用環境に合わせて、最適な下地処理方法をご提案いたします。
主な下地処理方法と特徴
「ブラスト処理」
メリット
・高圧で研磨材を吹き付けることで金属表面の汚れや錆を完全に除去し、金属素地を露出させます。
・処理後の表面は一様に微細な凹凸となり、塗料が隙間に入り込み硬化する事で密着性を高めることができます。
デメリット
・高圧で処理を行うため適切な圧力や研削材を選定しなければ、製品が変形や破損する場合があります。
・作業環境によっては粉塵が発生し、周辺への影響が懸念される場合があります。
「2種ケレン(電動工具処理)」
メリット
・大掛かりな設備を必要としないので、手軽に処理する事が可能です。
・多少の騒音・粉塵はありますが、ブラスト処理よりは影響が少ないです。
デメリット
・錆や汚れを完全に除去し、金属素地を露出させる事が難しいのでブラスト処理より効果が劣ります。
・作業時間と労力がかかるため、大面積の製品には不向きです。
「3種ケレン(手動工具処理)」
メリット
・比較的簡単な作業で、小規模な製品の処理に適しています。
・電動工具では処理できないような、細かい箇所も処理する事が可能です。
デメリット
・手作業で行うため作業時間がかかり、均一な処理が難しい場合があります。
また表面が滑らかになりすぎると、塗料との密着性が低下するので注意が必要です。
・効果としては2種ケレンより大きく劣ります。
それぞれの方法のメリット・デメリットを比較し、お客様の製品に最適な方法を選択いたします。
【徹底比較】1種ケレンと2種ケレンの違いは?
https://www.nc-net.or.jp/company/98405/product/detail/217157/
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『原田鉄工株式会社の強み』
金属塗装に関するお悩みは、ぜひ当社にご相談ください
原田鉄工株式会社は、お客様の金属塗装に関するあらゆるお悩みを解決いたします。
「一貫生産体制」
ブラストから塗装までの一貫生産体制により、コストを削減するとともに高品質な製品を短納期で提供します。
「豊富な経験と実績」
長年の経験と実績に基づいた、お客様にとっての最適な下地処理と塗装をご提案いたします。
「最新の設備」
最新の計測機器や設備を導入しておりますので、高品質な塗装を実現します。
「品質管理の徹底」
ISOやSSPCなどの国際規格に準拠した厳格な品質管理体制にて施工を行っております。。
「お客様との密な連携」
ご要望をしっかりとヒアリングし、要求品質にあった最適な塗装プランをご提案いたします。
・塗装が剥がれてしまう
・錆が発生してしまう
・耐久性の高い塗装を求めている
・短納期で納品してほしい
・どの下地処理方法が最適か分からない
どんなことでもお気軽にご相談ください。
『まとめ』
金属塗装の寿命を左右するのは、下地処理の質です。
原田鉄工株式会社では、お客様の金属製品を長寿命化させるための最適な塗装をご提案いたします。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
【金属塗装が剥がれる原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
金属塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ご相談、御見積りなどご気軽に連絡下さい。
【究極の金属保護:原田鉄工が誇る革新的下地処理と長寿命塗装技術】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
[目次]
はじめに
下地処理の重要性
効果的な下地処理の方法
下地処理が塗装性能に与える影響
長持ちする金属塗装のポイント
原田鉄工の革新的ブラスト・塗装サービス
お客様の声と事例紹介
よくある質問(FAQ)
お問い合わせ
『はじめに』
金属製品の耐久性と美観を長期的に維持することは、多くの企業にとって重要な課題です。
しかし適切な下地処理と高品質な塗装技術がなければ、その実現は困難です。
原田鉄工は80年以上の経験と最新技術を融合させ、この課題に革新的なソリューションを提供しています。
『下地処理の重要性』
下地処理は、塗装の耐久性を決定づける最も重要な工程です。
適切な下地処理を行うことで、以下のような効果が期待できます。
・塗膜の密着性向上
・腐食の防止
・塗装の美観維持
・製品寿命の延長
当社の調査によると適切な下地処理を行った場合、塗装の寿命が最大3倍延びるというデータがあります。
【素地調整とは何?その重要性と具体的な方法】
https://www.nc-net.or.jp/company/98405/product/detail/197750/
『効果的な下地処理の方法』
金属塗装における主な下地処理方法とそのメリット・デメリットを紹介します:
a) ブラスト処理
メリット:高い下地処理能力、均一な表面粗さの形成
デメリット:設備投資が必要、騒音・粉塵の発生
b) 化学的処理
メリット:複雑な形状にも対応可能、低コスト
デメリット:廃液処理が必要、下地処理能力が低い
c) 機械的処理
メリット:簡易的な処理が可能、設備が不要
デメリット:大面積処理に時間とコストがかかる、均一性に欠ける
各方法の詳細と規格については以下リンクにて解説しています。
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【ブラスト処理と電動工具処理 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
『下地処理が塗装性能に与える影響』
適切な下地処理は塗装性能を大きく向上させます。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
塗膜の密着性向上:剥離リスクの低減
耐久性の向上:錆びの発生を抑制
美観の長期維持:仕上がりの向上や塗装剥離を防止
メンテナンス頻度の低減:総合的なコスト(LCC)の削減
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
『長持ちする金属塗装のポイント』
業界別の推奨方法を含む、金属塗装を長持ちさせるポイントをご紹介します。
a) 適切な下地処理の選択
b) 塗装環境の管理
c) 高品質な塗料の使用
d) 定期的なメンテナンス
例:橋梁業界では、厳しい腐食環境に対応するため、SSPC SP-10以上のブラスト処理とジンクリッチプライマーを併用した重防食塗装システムの採用が推奨されています。
『原田鉄工の革新的ブラスト・塗装サービス』
原田鉄工では80年以上の豊富な経験と最新の技術を融合させ、金属塗装業界をリードする革新的なサービスを提供しています。
私たちが選ばれる理由は以下の通りです。
a) ワンストップソリューション
b) 最新の設備と技術
c) カスタマイズされたソリューション
d) 品質保証とアフターフォロー
e) 幅広い対応力
f) 環境への配慮
g) 技術力の証明
h) 緊急対応力
原田鉄工の革新的なブラスト・塗装サービスは、単なる表面処理にとどまりません。
製品の価値向上、長寿命化、そして製品稼働後の保守作業を最小限に抑える事でユーザー、環境への負担削減に貢献します。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『お客様の声と事例紹介』
A社様(重機部品製造)
「原田鉄工さんの下地処理・塗装技術のおかげで製品の品質と耐久性が大幅に向上し、クレームが激減しました。」
B社様(プラントメンテナンス)
「厳しい腐食環境下でも、原田鉄工さんの塗装は10年以上美観を保っています。」
事例:沿岸部に設置するタンク・配管類
課題:塩害による深刻な腐食
解決策:SSPC SP-5 最高品質ブラスト処理と最新の重防食塗装システムの採用
結果:想定耐用年数が40年以上、ライフサイクルコストの大幅削減
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『よくある質問(FAQ)』
Q1: 下地処理にどのくらいの時間がかかりますか?
A1: 製品の大きさや状態により異なりますが、最短で即日施工可能です。
Q2: 塗装について知識がないので、相談に乗ってもらいたい。
A2: 使用される環境や予算などを教えて頂ければ、最適な塗装システムを提案します。
Q3: 施工可能なサイズは?
A3: トレーラーサイズまでなら施工可能です。10tを超える重量の場合はご相談ください。
Q4: ブラストとは何ですか?
A4: 高速で研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去する加工です。研削材には鋼、アルミ、ガラスなど多くの種類があります。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎重防食塗装
橋梁やプラント、鉄塔などの構造物を保護する為の塗装。
塗装を塗り重ねる事で厚い塗膜を作り、厳しい環境下でも長期間耐え製品の寿命を延ばします。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
『お問い合わせ』
金属塗装の課題解決に向けて、専門家が丁寧にご相談に応じます。
お客様の製品に新たな価値を吹き込む、原田鉄工の技術力をぜひ体験してください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
更新日:2024年8月2日
【金属サビ落とし】ブラスト加工の効果と選び方 - 原田鉄工の高品質サービス
金属表面のサビ落としは、製品の耐久性と美観を維持する上で極めて重要な工程です。
サビが進行していくと金属は耐久性を著しく失い、安全上にも大きな問題となってしまいます。
大型の金属製品や複雑な形状を持つ部品では、効率的かつ効果的なサビ除去が求められます。
本記事では金属のサビ落としに特化したブラスト加工について詳しく解説し、その効果と選び方をプロの視点からお伝えします。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
【意外と知らない!?錆の7種類について】
https://www.nc-net.or.jp/company/98405/product/detail/227757/
『金属サビ落としの重要性』
金属製品の表面に発生するサビ(錆)は、単に見た目の問題だけではありません。
サビは金属を腐食させ、強度を低下させる原因となります。
特に以下のような状況では、迅速かつ効果的なサビ落としが不可欠です。
1. 海洋環境に曝される構造物
臨海部などの塩害は腐食を加速させるので、サビを十分に取り除く必要があります。
2. 化学プラントの設備
毒物や危険物などの化学物質を取り扱っているので、わずかな漏洩でも大惨事となります。
3. 屋外に設置される大型機械
屋内設置と比較して腐食しやすい環境であり、機械の破損や事故の可能性があります。
4. 長期保管後の再利用製品
長期保管中に腐食が進行し耐久性などが不足している可能性があります。
【錆を落とす方法と防止方法|錆の原因についても紹介】
https://www.nc-net.or.jp/company/98405/product/detail/228565/
『ブラスト加工とは』
ブラスト加工は高圧の空気など利用して研磨材を高速で発射、金属表面に衝突させる事でサビや塗装を除去する方法です。
塗装前の下地処理(素地調整)として行われる事が多く、簡単に言うと金属のクリーニング作業です。
この加工は大面積や複雑な形状の製品に対して特に効果的で、以下のような利点があります
1. 均一な表面処理が可能
2. 複雑な形状でも加工可能
3. 塗装の耐久性を大きく向上させる
4. 短時間で広範囲の処理が可能
5. 環境に優しい(化学薬品を使用しない)
6. 表面の粗さを調整可能
7. 塗装・サビ以外の付着物でも除去可能
表面の付着物を除去すると共に塗装の密着性を上げる凸凹の表面を形成します。
塗装の耐久性を大きく向上させる事が出来ますので、腐食性の高い環境で使用される製品にブラスト加工は多く行われています。
またサビのみでなく塗装や樹脂、ゴムなどの付着物までも除去可能なので、メンテナンス時にも多く行われます。
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『グリットブラストとサンドブラスト』
ブラスト加工では以下の2種類が多く使用されており、それぞれ特徴が異なります。
a) グリットブラスト
研磨材:スチールグリット(鋼製金属粒子)
特徴:硬質で角ばった形状により、強力な研磨効果
用途:頑固なサビや厚い塗膜の除去
b) サンドブラスト
研磨材:砂、アルミナ、フェロニッケルスラグなど
特徴:比較的柔らかい研磨材による繊細な表面処理
用途:繊細な表面洗浄、ステンレスやアルミといった非鉄系金属の表面洗浄
原田鉄工ではグリットブラスト、サンドブラストのどちらも加工しております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『効果的なサビ落としのポイント』
ブラスト加工によるサビ落としでは、以下のポイントが重要です。
1. 適切な研磨材の選択
加工対象となる素材や強度、形状によって最適となる研磨剤は異なります。
2. 正確な圧力と角度の調整
噴出する圧力と角度を適切に調整する事で均一な表面処理が可能となります。
3. 処理後の表面状態の確認
ブラスト規格・仕様を満たしているか、厳格な検査が必要となります。
4. 二次サビの防止措置
ブラスト加工後は金属素地が露出しているため、非常に錆びやすくなっています。
早急な防錆処理が必要となります。
原田鉄工は創業80年以上となる経験と技術によって、これらのポイントを踏まえた最適なブラスト加工を提供します。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
『ブラスト加工後の塗装処理』
サビ落とし後の防錆対策として、早急な塗装処理が不可欠です。
一般的にはブラスト加工後には4時間以内の防錆処理が必須となっています。
防錆処理が遅れた場合には再度ブラスト加工を行う事が推奨されますのでご注意ください。
素材との密着性、ブラスト加工後の表面粗さ、耐久年数を考慮して最適な塗装システムを構築、塗装を行う必要があります。
原田鉄工はブラスト・塗装一体型の屋内工場ですので、天候を気にする事なくブラスト加工後は即座に塗装を行っております。
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
原田鉄工では空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
『原田鉄工のサービス優位性』
・80年以上の実績と豊富な経験
数々の業種、製品を加工していますのでどんな製品・仕様でも対応可能です。
・最新の大型ブラスト設備
小型な設備は数多くありますが、ここまで大型・高出力のブラスト設備は希少です。
・グリットブラストとサンドブラストの両方に対応
鋼、アルミ、真鍮、ステンレスなどに対応できるように2つのブラスト設備を有します。
その他、研磨剤の指定・希望があった場合には対応可能です。
・一貫した施工・品質管理システム
ブラスト・塗装一体型工場だからこそ、工程ごとの製品の移動が不要。
最短で施工する事でコストと納期を削減、一貫管理で高品質を保証致します。
・設計、製作、修理にも対応可能
原田鉄工には設計、製作、修理を得意とする「製造部」があります。
設計~製作~ブラスト~塗装の工程を一括施工する事で大幅に納期・コストを短縮します。
またメンテナンス時には修理~ブラスト~塗装で欠損が無い状態にして出荷する事も可能です。
『まとめ』
金属製品の長寿命化と品質維持には、適切なサビ落としと再塗装が不可欠です。
一度腐食が始まりサビが発生したら、表面積が増えるので加速度的に腐食は進行してしまいます。
早急な対応と定期的保全を行う事によって、品質維持と長寿命化を達成する事が可能となります。
また製品製作時の素地調整をブラスト加工で行い、耐久性の優れた塗装を行えば一般的な塗装と比較し3倍以上の耐久性を確保する事が出来ます。
修繕・点検や塗替え周期が大幅に伸びる事によって、LCC(生涯費用)を大幅に抑える事も可能です!
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
原田鉄工の高度な技術と充実した設備は、お客様の多様なニーズに応える最適なソリューションを提供します。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎防錆処理(英語:Antirust treatment)
「ぼうせいしょり」又は「ぼうさびしょり」と読みます。
金属を錆させない、錆びにくくする為の処理。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重防食塗装|産業構造物の長寿命化と防食性能の向上】
産業構造物の長寿命化と維持管理コストの削減が求められる現代では、重防食塗装の重要性が高まっています。
本記事では重防食塗装の基本概念から最新の技術動向まで、専門的な観点から詳細に解説します。
また、防食性能の向上とライフサイクルコストの最適化についても触れ、産業界における重防食塗装の意義を多角的に考察します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『重防食塗装とは』
重防食塗装は腐食性の高い環境下で使用される鋼構造物や設備を長期にわたって保護するための高性能な塗装システムです。
一般的な塗装と比較して、耐久性の優れた塗料で厚い塗膜を形成し複数の塗料層を組み合わせることで優れた防食性能を発揮します。
[主な特徴]
1. 高い耐久性
・塩害や化学物質にも耐える強固で分厚い塗膜を有しています。
2. 長期防食
・過酷な腐食環境下において最低10年~30年以上の防食性能を条件とされています。
3. 多層構造
・下塗り、中塗り、上塗りを複数の塗料を使用し、適切に組み合わせます。
【重防食塗装 耐用年数の向上】
https://www.nc-net.or.jp/company/98405/product/detail/186702/
『防食性能の向上』
重防食塗装の核心となる「防食性能」は、産業構造物の寿命を大きく左右する要因です。近年は技術開発により、防食性能は飛躍的に向上しています。
[最新の防食技術]
1. ナノテクノロジーの応用
・ナノ粒子による塗膜の緻密化
・自己修復機能を持つ塗料の開発
2. 環境配慮型塗料
・低VOC(揮発性有機化合物)塗料の普及
・水系塗料の性能向上
3. 複合防食システム
・電気防食との組み合わせによる相乗効果
・犠牲防食顔料の高度化
[防食性能評価方法]
1. 塩水噴霧試験(JIS Z 2371)
2. 複合サイクル腐食試験(JIS K 5600-7-9)
3. 屋外暴露試験
4. 電気化学的インピーダンス測定
これらの評価方法を通じて重防食塗装の性能を客観的に測定し、品質保証を行います。
『ライフサイクルコストの最適化』
重防食塗装を適用することで、構造物のライフサイクルコスト(LCC)を大幅に削減することが可能です。
初期投資は一般的な塗装より高くなりますが、長期的には維持管理コストを大幅に削減する事で通常塗装の場合よりLCCを低減する事が可能です。
[LCC削減のポイント]
1. 塗り替え周期の延長
・従来の10年程度から30~40年以上と延長する事が可能です。
・塗り替えに必要となる塗料や資源を削減し、環境負担を軽減します。
2. 補修頻度の低減
・点検やメンテナンスを削減でき、費用や工数の削減となります。
・作業員の安全性を向上させます。
3. 構造物の長寿命化
・鋼材の腐食進行を抑制する事で腐食に伴う生産性の低下を防ぐ事が可能です。
・大規模修繕や更新時期を大幅に延期する事が可能です。
4. エネルギー効率の向上
・断熱性能を持つ塗料の使用する事で、エネルギー効率を向上させる事が出来ます。
・空調コストを削減する事が可能です。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『重防食塗装の適用事例』
重防食塗装は一般的な塗装と比較し、3倍以上の耐久性を持つと言われています。
構造物が大型になるほど維持管理コストの割合が大きくなる傾向があるので、大型の構造物や一般的な塗装では耐用できない環境下などで頻繁に適用されています。
1. 橋梁
・海洋環境下の長大橋
・都市高速道路の高架橋
2. プラント設備
・化学プラントの貯蔵タンク
・発電所の冷却塔
3. 港湾施設
・岸壁の鋼矢板
・クレーン設備
4. offshore構造物
・石油掘削プラットフォーム
・洋上風力発電設備
これらの構造物では重防食塗装の適用により、厳しい腐食環境下でも長期的な防食性能が維持されています。
『重防食塗装の施工プロセス』
1. 素地調整
最も重要な工程とされ、塗装後の耐久性を大きく左右します。
・ブラスト処理(SSPC SP-10以上 / ISO Sa2.5以上)
・素地調整完了後4時間以内に防錆処理を行う。
2. 下塗り
最大の目的は防食で、要となる層です。
・ジンクリッチペイントにて防食下地を行う。
・厚膜型のエポキシ樹脂塗料で下塗を行う。
3. 中塗り
密着性と塗膜の厚みを確保する事が目的です。
・エポキシ樹脂塗料や厚膜型エポキシ樹脂塗料を塗り重ねる事で塗膜の厚みを確保。
・上塗りと同じ種類の塗料を使用する事で、密着性を確保します。
4. 上塗り
耐候性と美しい外観を得ます。
・ポリウレタン樹脂塗料やふっ素樹脂塗料にて塗装を行う
各工程において、適切な乾燥時間と環境管理が不可欠です。
また品質管理のための各種測定(膜厚、付着力など)も重要なプロセスとなります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
『重防食塗装の課題と今後の展望』
1. 環境負荷の低減
・さらなる低VOC化
・バイオマス由来原料の利用拡大
2. 施工性の向上
・1コート化による工期短縮
・低温硬化型塗料の開発
3. 診断技術の進化
・IoTを活用した遠隔モニタリング
・AI診断による早期劣化検知
4. 新素材との融合
・ナノカーボン材料の活用
・スマートコーティングの実用化
これらの課題に取り組むことで重防食塗装の適用範囲及び耐久性がさらに拡大し、産業インフラの安全性と経済性が向上することが期待されます。
『原田鉄工の重防食塗装』
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工ではお客様のニーズに合わせたカスタマイズされた重防食塗装ソリューションを提案いたします。
構造物の長寿命化とライフサイクルコストの最適化にお悩みの方は、ぜひ当社にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
『まとめ』
重防食塗装は産業構造物の防食技術において中心的な役割を果たしています。
その高い防食性能とライフサイクルコストの最適化効果により、多くの産業分野で採用が進んでいます。
技術の進歩とともに、さらなる性能向上と環境負荷低減が期待される重防食塗装。
原田鉄工はこれからも最先端の技術と確かな品質で、お客様の資産保護と維持管理の効率化に貢献してまいります。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【重防食塗装について|耐用年数を超える長寿命化】
重防食塗装とは臨海部や海上で使用される製品を長寿命化させる塗装仕様です。
海を渡る橋脚、沿岸部で稼働するプラント、港湾のクレーン設備などは一般的な塗装では耐用年数があまりに短いため、頻繁に塗り替え工事や点検が必要となってしまいます。
そんな問題を解決したのが、塗料の開発と塗装技術の発展により考案された「重防食塗装」です。
重防食塗装の耐久性は一般的な塗装の3倍以上となる30年~50年。
重防食塗装と適切にメンテナンスによって安全性を確保する事で、耐用年数を超え長寿命化させる事が可能です。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『重防食塗装について』
重防食塗装とは海岸や海上などの腐食性の高い環境に建設・設置される鋼構造物に対し、塗り替え周期を長くする目的で防食性・耐久性に特化した防食塗装の事です。
重防食塗装が考案される以前は一般仕様で塗装を行っていましたが、腐食性の高い環境下では頻繁に塗り替え工事や点検が必要となるため問題となっていました。
1970年以降より高い耐久性を持つ塗装仕様「重防食塗装」が考案されました。
従来の一般的な塗装と比較し、耐久性は3倍以上となっており塗り替え周期を大幅に延長する事が出来ました。
【なぜ?鉄が錆びるメカニズムと対策】
https://www.nc-net.or.jp/company/98405/product/detail/225748/
『重防食塗装の定義』
重防食塗装は「海岸や海上のような腐食性の厳しい環境に建設される鋼構造物の塗り替え周期を長くするため防食性、耐久性を有する防食塗装の事です。
更に条件としてこれらを満たす塗装とされています。
[重防食塗装の条件]
・ブラストにて素地調整を行う
・無機/有機ジンクリッチペイントにて防食下地を行う
・腐食因子の遮断性に優れた塗料を下塗塗料として使用する。
・耐候性に優れた上塗塗料を使用する。
・合計膜厚は250μm以上
・新設塗装に期待する耐久性は30年以上
当然ですが通常の塗装時と同様に管理と実施が必要となっています。
・ブラスト処理後4時間以内の塗装
・各工程での適切な乾燥時間と環境管理
・品質管理の為の膜厚管理及び測定
【ブラストの規格 ISOとSSPC】
https://www.nc-net.or.jp/company/98405/product/detail/187739/
【金属塗装 ~塗装の流れ(工程)を紹介~】
https://ja.nc-net.or.jp/company/98405/product/detail/188904/
『重防食塗装の耐久性』
重防食塗装の期待耐久年数は新設塗装では50年、塗り替え工事では40年と言われます。
塗膜厚も厚いため経年劣化による膜厚減少の影響を受けにくく、定期的なメンテナンスを行う事によって更に長寿命化します。
また上塗塗料はウレタン樹脂塗料やフッ素樹脂塗料を使用されますが、フッ素樹脂塗料の方が耐候性に優れているのでより耐久性を確保できます。
[ウレタン樹脂塗料]
2年目以降塗膜劣化 2.0μm/年
[フッ素樹脂塗料]
7年目以降塗膜劣化 0.5μm/年
【膜厚(塗装の厚み)の重要性】
https://x.gd/hPHFF
『重防食塗装の仕様』
重防食塗装仕様の一例です。
素地調整:ブラスト処理[SSPC SP-10 / ISO Sa2.5]
防食下地:無機ジンクリッチペイント 75μm
ミストコート:エポキシ樹脂塗装下塗り -μm
下塗り:エポキシ樹脂塗装下塗り 120μm
中塗り:ふっ素樹脂塗装中塗り 30μm
上塗り:ふっ素樹脂塗装上塗り 25μm
最も簡素な仕様で上記の様になり、想定される環境や耐用年数を考慮しここから塗装工程を追加・変更していく形となります。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【塗料の種類 ~樹脂の特徴について~】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『重防食塗装のメリット』
重防食塗装は塗り替え周期を長期化する目的で考案された仕様ですが、様々なメリットがあります。
・ライフサイクルコスト(LCC)を削減
塗り替え工事や点検・保守に必要なコストを大幅に低減する事でLCCを削減します。
・耐用年数を超えた長寿命化
一般的に耐用年数を終えた構造物は安全性などの理由により処分となる場合がありますが、高い耐久性で構造物への腐食を防ぎ長寿命化させる事が出来ます。
・生産性の確保
腐食による流量減少や摩擦拡大などを防ぎ、生産性を一定に保つことができます。
また塗り替え工事や保守工事に伴う設備停止の頻度を減少させます。
・環境負担の軽減
腐食を防ぎ、塗り替え・保守を減らす事により本来必要となっていた大量の資材を削減し環境負担を減らします。
・作業負担の軽減
過酷な現場での塗り替え・点検作業を減少させ負担を軽減、腐食を防ぐことで安全性を向上させます。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
『まとめ』
重防食塗装は産業構造物の防食技術において中心的な役割を果たしています。
その高い防食性能とライフサイクルコストの最適化効果により、多くの産業分野で採用が進んでいます。
技術の進歩とともに、さらなる性能向上と環境負荷低減が期待される重防食塗装。
これからも重防食塗装の需要は増加していくと見込まれ、産業インフラの安全性と経済性を確保する大きな役割を担っていく。
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
原田鉄工ではお客様のニーズに合わせたカスタマイズされた重防食塗装ソリューションを提案いたします。
構造物の長寿命化とライフサイクルコストの最適化にお悩みの方は、ぜひ当社にご相談ください。
【工場見学】 原田鉄工 ブラスト・塗装 防錆部
https://www.nc-net.or.jp/company/98405/product/detail/177785
◎耐用年数(英語:Useful life)
固定資産を通常の用途用法に沿って使用した場合、本来期待する役割を果たすとみなされる期間。
耐用年数は減価償却資産の使用可能な期間を指します。
◎防食(Anticorrosion)
金属材料の腐食を止める又は腐食速度を遅らせるために行う処理。
耐食・防食・防錆と似たような言葉がありますが、耐食は金属の素材自体が腐食に耐える性能。防食・防錆は金属の腐食を防ぐ事。
上記のような意味合いで使われることが多いです。
◎無機ジンクリッチペイント
亜鉛末を大量に含んでいる下塗り専用の塗料。
亜鉛は鉄よりもイオン化傾向が大きく錆やすい性質があるので、塗料が代わりに錆びる事で鉄を腐食から守ります。
腐食に強いので、大型で環境条件の厳しい船舶や橋梁、プラントなどで多く使用されます。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【優れた耐久性と密着性|エポキシ樹脂塗料の特徴と使い方!】
エポキシ樹脂塗料はその名前の通りエポキシ樹脂を使った塗料になります。
エポキシ樹脂塗料は様々な優れた特性と高い耐久性によって一般塗装から重防食塗装と言った特殊な塗装まで幅広く使用されている塗料となります。
今回は塗装に無くてはならないエポキシ樹脂塗料について「エポキシ樹脂について」「特徴」「使い方」を紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗料について』
塗料を構成している要素として「顔料」「樹脂」「溶剤」「添加剤」の4つがありますが、主成分であり最も重要な役割を持つものが樹脂となります。
簡単にそれぞれの役割を説明すると
顔料:塗料に色を付けるための成分。
樹脂:特性や耐久性など塗料の主体となる成分。
溶剤:樹脂を溶かして塗装しやすくする成分。
添加剤:塗料の性能を引き出すための成分。
塗料は○○樹脂塗料と言うように最も特徴が変化する樹脂によって種類分けされています。
【塗料の種類と樹脂の特徴について】
https://www.nc-net.or.jp/company/98405/product/detail/185093/
『エポキシ樹脂ってなに?』
エポキシ樹脂とは簡単に言うと「プラスチック素材」です。
身近なところだと洋服に使われている「ポリエステル」、ポリ袋に使われている「ポリエチレン」も同じくプラスチック素材なのでエポキシ樹脂の仲間となります。
エポキシ樹脂は分子量を調整する事で液体・個体と様々な形態に変化するため使い勝手が良く、用途に合わせて幅広い分野で使用されています。
『エポキシ樹脂塗料の特徴』
エポキシ樹脂塗料はエポキシ樹脂を用いている事で、エポキシ樹脂の持つ多くの優れた特性を受け継いでいます。
[エポキシ樹脂塗料のメリット]
①耐腐食性
酸素と水分を通さないため、腐食に対して強い耐性があります。
②耐水性・耐薬品性
耐溶剤性とも呼ばれ、溶剤に浸かっている状態でも変化しにくいです。
強力な薬品でもある硫酸や塩酸などにも強い耐性があります。
③耐熱性
耐熱性能も高く、高温にも耐性があります。
④接着性
接着性が高く金属、ガラス、木材など様々な素材と接着が可能です。
⑤電気絶縁性
電気絶縁性が高く電気を通さない性質があります。
[エポキシ樹脂塗料のデメリット]
①紫外線耐性
紫外線に弱いので、直接太陽光などを照射されていると短期間で劣化します。
②硬化性
低温化では硬化が遅く、使用できない場合があります。
『エポキシ樹脂塗料の使い方』
エポキシ樹脂塗料はその高い耐久性、密着性、耐水性などから多くの製品で使用されています。
エポキシ樹脂塗料を使った一例を紹介します。
[屋外]
エポキシ樹脂塗料はその高い密着性と耐腐食性、耐水性により屋外の下塗塗装として使用されます。
屋外では雨・風・湿気などに常に晒されるため、金属にとっては腐食しやすい環境ですが…
エポキシ樹脂塗装を行う事で屋外でも長期間腐食を防ぐ事が可能になります。
また高い密着性によりキズ・衝撃による塗装剥がれを軽減します。
エポキシ樹脂塗料は紫外線に弱いという欠点があるため、上塗は耐候性の高いウレタン樹脂塗料やフッ素樹脂塗料などを使用します。
[水中]
エポキシ樹脂塗料は耐腐食性、耐水性が高いので水中部の下塗~上塗塗料として使用されます。
水中部は紫外線の透過率が少ないので、上塗にもエポキシ樹脂塗料が使用されることが多くあります。
またエポキシ樹脂を石油・石炭系樹脂によって変性させた「変性エポキシ樹脂塗料」は更に強い耐水性、耐腐食性を有しています。
[タンク内]
エポキシ樹脂塗料は耐薬品性が高いので、薬品を保管するタンク内の塗料として使用されます。
塩酸・硫酸はもちろん濃硫酸といった危険性の高い薬品にも耐える事が出来ます。
身近なところでは飲料水の缶の内面もエポキシ樹脂塗料で塗装されています。
『まとめ』
エポキシ樹脂とはプラスチック素材であり、様々な優れた特性を持っている。
エポキシ樹脂塗料はそのエポキシ樹脂の特性を持つ優れた塗料。
密着性が良いので様々な素材に付着する事が可能で、塗装を行えば耐腐食性・耐水性・耐薬品性・耐熱性などの効果を付与する事が出来る。
その高い性能ゆえ通常の塗料と比較して塗料費・塗装費が高価な場合がありますが、費用対効果は高いです。
エポキシ樹脂塗料を使用し塗装を行う事で、大幅に耐久年数を延長しLCC(ライフサイクルコスト)を削減する事が可能になります。
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
原田鉄工では最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される鉄製品の錆を防ぐため、様々な設備・技術を身に付けてきました。
原田鉄工でブラスト処理・塗装を行った製品の耐久性は50年程度とされています。
【ブラスト加工の構造と効果】
https://www.nc-net.or.jp/company/98405/product/detail/199004/
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
◎エポキシ樹脂塗料(英語:Epoxy resin)
エポキシ樹脂を用いた合成樹脂塗料の総称。
優れた防錆能力と付着性があるので、下塗塗料の主流となってます。
また紫外線には弱く変色等を起こす可能性があるので、上塗塗料を塗り重ねる事が一般的です。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://ja.nc-net.or.jp/company/98405/product/detail/232278
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【高温環境での劣化を防ぐ!耐熱塗料の特性と選び方】
耐熱塗料とは、高温に耐久性のある特殊な塗料です。
この塗料は自動車のマフラーや工業プラントの煙突やダクトなど、特に高温にさらされる環境で使われています。
高温な環境下で、耐熱塗料を使用することで機材や構造の保護が可能になります。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
【耐熱塗料の種類と成分】
耐熱塗料は主にシリコーン樹脂などの耐熱性の高い樹脂をベースに顔料や溶剤、添加剤を加えて構成されています。
シリコーン樹脂は自然界には存在しない有機ケイ素化合物となります。
特に高温環境下での安定性が高いのが特徴で、この化学的な構造が一般的な塗料と比べて優れた耐熱性を提供しています。
『主成分』
シリカ(酸化ケイ素)、有機物、顔料、溶剤、添加剤
『耐熱温度の範囲』
200℃から600℃、一部には1000℃に耐えるものもあります。
『用途』
自動車部品、工場の配管、煙突、発電所の高温機器など
【鋳物 鋳造品の耐熱塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192745/
【金属塗装の種類と選び方】
https://www.nc-net.or.jp/company/98405/product/detail/196154/
【耐熱塗料の特徴とメリット】
耐熱塗料を使用することで、他の塗料には無い多くのメリットが得られます。
『高温からの保護』
耐熱塗料は機材や構造物を高温から守り、劣化を防ぎます。
高温の場所や環境に塗装されることで腐食や劣化を抑え、製品寿命を延ばす効果があります。
『環境耐性』
耐熱塗料は高温に加えて-50℃までの寒性もあり、さらに雨や紫外線からの保護も可能です。
このため厳しい環境での使用に最適です。
『美観の向上』
耐熱塗料は色彩の付与が可能で、塗装対象の外観を美しくすることができます。
高温環境でも変色などが発生せず、長期間美観を維持します。
【耐熱塗料の塗装手順】
耐熱塗料の塗装は通常の塗装以上に慎重な作業が求められます。
適切な下地処理と膜厚・塗装間隔などの管理が必要で、以下の手順に従う事が推奨されます。
①最高温度の確認
稼働した場合での最高温度を確認し、耐熱温度を設定します。
平均温度ではなく最高温度を基準に+100℃の余裕を持つことが一般的です。
②適切な下地処理
塗料の密着性と耐久性を確保するために「ブラスト処理」を行います。
この処理により油分や古い塗膜、錆などを除去し、塗料が密着しやすい表面を作ります。
【素地調整 ISO規格とSSPC規格一覧表】
https://www.nc-net.or.jp/company/98405/product/detail/217155/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
③塗膜厚の管理
塗膜厚を均一に保ちながら塗装することが重要です。
厚塗りを避け、加熱・硬化時にフクレが発生しないよう丁寧に塗ります。
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
【塗料とは? ~膜厚計の紹介~】
https://www.nc-net.or.jp/company/98405/product/detail/179652/
【耐熱塗装の注意点】
耐熱塗料の使用にはいくつかの注意点があります。
正しい手順で行うことで、耐熱塗料の性能を十分に発揮することができます。
『下地処理不足』
正確な下地処理が実施されていない場合、塗膜の早期剥離が起きる可能性があります。ブラスト処理にて下地処理を行う事で塗膜がしっかりと付着し、長期の耐久性が確保されます。
【塗装が剥がれる原因と対策|剥離トラブル解決策】
https://www.nc-net.or.jp/company/98405/product/detail/232278
『膜厚過多・乾燥時間不足』
耐熱塗料は常温では完全硬化しないため、膜厚が厚すぎると内部に残留した溶剤や反応ガスが膨張し、フクレが発生することがあります。
膜厚を規定値内に調整する、乾燥時間を十分にとる必要があります。
『段階的な初期加熱』
塗装後に段階的な加熱を行うことでフクレを妨げ、完全硬化させることができます。
例として200℃で1時間加熱するなど、徐々に温度を上げることが推奨されます。
『原田鉄工の耐熱塗装設備と技術』
広島に本社を置いている原田鉄工では高温に対応する耐熱塗装に適した「大型ブラスト設備」と「屋内塗装設備」を完備しており、長年の経験と技術で高温環境下での腐食防止や美観維持に貢献しています。
自社設備にて最適なブラスト処理を行い、塗膜の密着性と耐久性を確保することで製品の耐久性を格段に向上させます。
【塗装は下地で性能が決まる!?】
https://www.nc-net.or.jp/company/98405/product/detail/229378/
【長寿命化のためのLCC 低減】
https://www.nc-net.or.jp/company/98405/product/detail/192445/
創業から80年間、海上・海中・沿岸部などのとても「錆びやすい環境」で使用される大型鋼構造物、プラント・発電所などで使用される高温製品などの錆を防ぐため、様々な設備・技術を身に付けてきました。
大型鋼構造物では「重防食塗装」、高温製品では「耐熱塗装」などどんな塗装でもお任せください。
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/contact/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【SSPC SP-11】電動工具で行う素地調整について
SSPCは米国構造物塗装協会(Steel Structures Painting Council USA)によって定められた規格です。
SP-11(パワーツールクリーニングトゥベアメタル)は肉眼で見える表面の付着物(油、汚れ、錆、酸化物、塗膜など)を全て取り除く必要がありますが、表面のくぼみに付着したものは許容されます。
ISOでは同等の規格とされるものがなく、SSPC特有の規格となります。
【ブラストの規格 ISO / SSPC】
https://ja.nc-net.or.jp/company/98405/product/detail/187739
【ISOの規格について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整について』
素地調整とは「表面を塗装に適した状態へ変化させる」作業の事です。
一般的にケレン作業とも呼ばれサンドペーパーやディスクサンダーと言った電動工具、ブラスト加工などで表面に付着している異物を除去します。
【仕様書に書いてある「素地調整」や「下地処理」ってなに?】
https://www.nc-net.or.jp/company/98405/product/detail/205186
『SSPC SP-11とは』
SSPCはアメリカの非営利組織で産業・海上構造物を保護するコーティングを専門としています。
そこで定められた素地調整の規格の1つとなります。
電動工具であるサンダー・ワイヤーブラシ・チッピングハンマー・ニードルガンなどを使用し表面処理を行います、
表面に付着した錆、ミルスケール、塗膜などの有害物質は完全に除去する必要があり、電動工具処理の中で最も洗浄度の高いものとなります。
表面粗さが25.4μm以上にする必要があり、表面のくぼみに付着した有害物質のみ許容されます。
目視にて検査を行います。
【SSPC / NACE 規格一覧】
https://ja.nc-net.or.jp/company/98405/product/detail/219398
【SSPCの規格をまとめて紹介】
https://www.nc-net.or.jp/company/98405/product/detail/208826
『SSPC SP-11の作業方法』
1.表面に付着しているスラグなどを除去する。
2.SSPC SP-1(溶剤洗浄)にて表面の汚れ、油、グリスなどを取り除く。
3.電動工具にて表面に付着している有害物質を取り除く。
4.清潔な乾燥空気で埃やゴミを取り除く。
【SSPC SP-1】溶剤洗浄で行う表面処理について
https://www.nc-net.or.jp/company/98405/product/detail/210619/
『SSPC SP-11の注意点』
環境条件による施工可否
・相対湿度は85%を超える場合は作業できません。
・表面温度は露点より+5℃または+3℃未満の場合は作業できません。
汚染状態の確認
・使用するエアは水分、油分が含まれていない事の確認が必要です。
作業要領について
・表面を過度に粗くする又は滑らかにすると塗膜の早期剥離の可能性があります。
・素地調整前の鋼材状態によって必要となる仕上がり状態が異なるため、写真で確認する必要があります。。
作業完了後の塗装工程
・処理後の表面は活性となり短時間のうちに錆が発生しますので、早急に塗装を行う必要があります。
『SSPC SP-11で行うメリット』
SSPC SP-11は電動工具で素地調整を行う規格となります。
ブラストは設備が必要となる上に粉塵や騒音が発生しますので、周辺環境を考慮し難しい場合などで選定される規格となります。
同様にSP-3も電動工具を使用した規格ではありますが、SP-11は素地金属を完全に露出させ表面粗さも求められるため大きく異なります。
コスト・加工時間はかかりますが、ブラスト処理が行えない環境においては最も優れた素地調整方法です。
『まとめ』
SSPC SP-11は素地調整の規格であり、ブラストではなく電動工具を使用する方法です!
くぼみに付着し除去できないものを除いて、表面に付着した有害物質を全て剥離する必要があります。
また表面粗さは25.4μm以上にしなければなりません。
通常の電動工具では表面粗さの確保が難しいため、下記のような工具をオススメします。
【G-TOOL】ブラスト面形成動力工具 Blastriker(ブラストライカー)
https://g-tool.jp/
電動工具処理ですが完全に金属素地を露出させますので、処理時の環境を整える必要や処理完了後の早急な塗装が必要となります。
どの程度素地調整が必要となるか?は鋼材の状態によって変わってくるため、要求基準を明確にしておかなければ早期の塗装不良へと繋がる恐れがあります。
要求基準の判断が難しいので要求・施工には注意が必要です。
一般的にブラストで行う素地調整を「1種ケレン」、電動工具で行う素地調整を「2種ケレン」と呼びます。
施工後にはどれだけ表面が異なるのか、比較しています。
【1種ケレンと2種ケレン 剥離の違い】
https://www.nc-net.or.jp/company/98405/product/detail/186195/
原田鉄工ではSSPC SP-11での素地調整も対応しておりますが、
SP-11の素地調整では洗浄度・密着性が不十分の可能性があるので、基本的にはブラストでの素地調整を推奨しております。
国内・国外向けの多くの製品へブラストと塗装を施した実績があり、製品の長寿命化とメンテナンス頻度を削減する事によるコスト削減へ貢献してきました。
数少ないブラスト・塗装の一体型工場ですので、ブラスト後は社内で直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
塗膜寿命は素地調整に大きく左右されます。
【金属塗装 剥がれ 原因】
https://www.nc-net.or.jp/company/98405/product/detail/185104/
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
塗装寿命に影響する原因は素地調整によるものが50%を占める程、重要な処理となります。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【徹底解説】ブラスト加工で使用する研磨材(メディア)の選び方・特徴
製造業において重要な表面処理技術である「ブラスト加工」
この加工方法の成否を決める重要な要素が「研磨材(メディア)」の選択です。
本記事ではブラスト加工の専門企業として50年以上の実績を持つ原田鉄工が、研磨材の種類や特徴・選定方法について詳しく解説します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『ブラスト加工における研磨材とは』
ブラスト加工とは、様々な粒子(研磨材)を高速で対象物に噴射・投射することで表面を加工する表面処理技術です。
この加工に使用される粒子のことを「研磨材」「研削材」「メディア」などと呼びます。
研磨材の選択は加工品質を左右する重要な要素であり、対象物の材質や目的に応じて最適な研磨材を選定する必要があります。
【ブラスト加工とは?使われる場面と技術のポイント】
https://www.nc-net.or.jp/company/98405/product/detail/195572/
【ブラストの仕組み ~エアーブラスト装置について~】
https://www.nc-net.or.jp/company/98405/product/detail/199332/
『代表的な研磨材の11種類と特徴』
1. 鉄鋼系研磨材(スチールグリット等)
特徴
・最も一般的で研削力が高い
用途
・鋼材の塗装前処理
・厚い塗膜の除去
・大型構造物の表面処理
メリット
・耐久性が高く、コストパフォーマンスに優れる
・サイズ・形状が豊富で仕上がりの調整が容易
・粉塵の発生が少なく作業効率が良い
2. セラミック系研磨材(炭化ケイ素等)
特徴
・最高レベルの硬度を持つ
用途
・高精度な表面処理
・精密部品の加工
・硬質材料の加工
メリット
・サイズが豊富で繊細な加工が可能
・高脆材の加工に適する
・微細な表面処理が実現可能
3. アルミナ系研磨材(褐色アルミナ等)
特徴
・高い研削力と安定した品質
用途
・多様な素材の表面処理
・塗装剥離
・表面の粗面化
メリット
・幅広い素材に対応可能
・安定した加工品質が得られる
・耐久性が高い
4. ガラス系研磨材(ガラスビーズ等)
特徴
・軽量で素材への損傷が少ない
用途
・アルミ製品の仕上げ
・精密部品のバリ取り
・樹脂製品の表面処理
メリット
・クリーンな作業環境を維持できる
・均一な表面仕上げが可能
・幅広い素材に使用可能
5. 砂系研磨材(珪砂等)
特徴
・高い研削力と経済性
用途
・塗装の下地処理
・塗装剥離
・表面の粗面化
メリット
・コストパフォーマンスが良い
・安定した供給が可能
・取り扱いが容易
6. ステンレス系研磨材(ステンレスビーズ等)
特徴
・高い研削力と耐食性
用途
・アルミ製品の加工
・ステンレス製品のバリ取り
・金属製品の洗浄
メリット
・もらい錆の心配が少ない
・表面粗さの調整が容易
・リサイクル使用が可能
7. アルミ系研磨材(アルミワイヤー等)
特徴
・低硬度で素材損傷を抑制
用途
・アルミダイカスト製品の加工
・軽金属製品のバリ取り
・表面洗浄
メリット
・素材への負担が少ない
・クリーンな仕上がり
・アルミ製品に最適
8. 亜鉛系研磨材(ジンクショット等)
特徴
・アルミに近い硬度特性
用途
・アルミダイカスト製品の加工
・塗装剥離
・軽金属の表面処理
メリット
・損傷を抑えた加工が可能
・均一な表面処理
・リサイクル性が高い
9. 銅系研磨材(銅スラグ等)
特徴
・低硬度だが高比重
用途
・塗装剥離
・表面洗浄
・軽度な研削加工
メリット
・素材への損傷が少ない
・効率的な塗装剥離が可能
・安定した加工品質
10. 樹脂系研磨材(ナイロンビーズ等)
特徴
・最も柔らかい研磨材の一つ
用途
・樹脂製品のバリ取り
・軟質金属の表面処理
・デリケートな部品の加工
メリット
・素材へのダメージが極めて少ない
・クリーンな作業環境
・精密部品に適する
11. 植物系研磨材(クルミの殻等)
特徴
・自然由来の低硬度材
用途
・軽度なバリ取り
・樹脂製品の表面処理
・環境配慮が必要な加工
メリット
・環境負荷が少ない
・素材への損傷を最小限に抑制
・廃棄が容易
『研磨材選定の重要ポイント』
1. 素材との適合性
加工対象物の材質に応じた研磨材の選定が不可欠です。
例)
・鋼材→スチールグリット
・アルミニウム→ガラスビーズ
・ステンレス→セラミック系
加工対象物の材質と適合していない研磨材で施工をした場合には「もらい錆」などの不良が発生する可能性があります。
【もらい錆とは? ステンレスを錆びさせる原因と防止方法】
https://www.nc-net.or.jp/company/98405/product/detail/223489/
2. 加工目的との整合性
目的に応じた最適な研磨材を選択することで、理想的な仕上がりを実現できます。
・塗装下地処理→多角形状の研磨材
・表面仕上げ→球状の研磨材
・バリ取り→硬度の低い研磨材
加工目的にそぐわない研磨材を使用した場合、必要以上に表面を研削する可能性や研削力が低すぎるため長時間の加工が必要となる可能性があります。
【ショットとグリット|研磨材の形状について】
https://ja.nc-net.or.jp/company/98405/product/detail/241118
3. コストパフォーマンス
研磨材の寿命や作業効率を考慮した総合的な判断が重要です。
・初期コスト
・耐久性
・作業効率
・メンテナンス頻度
『原田鉄工のブラスト加工設備』
当社では最新鋭の大型ブラスト設備(幅7m×奥行10m×高さ3.5m)を完備し、以下の研磨材を使用した高品質な加工を提供しています。
1. スチールグリット
・塗装下地処理に最適なアンカーパターンを形成
・大型製品にも対応可能な優れた作業効率
・塗膜や錆を残さず除去する強力な研削性能
・優れた粉塵抑制効果
2. ネオブラスト(フェロニッケルスラグ)
・塗装下地処理に最適なアンカーパターンを形成
・ステンレスやアルミなどほぼ全ての素材に対応可能
・安定した加工品質
・環境負荷の低減
3. ガラスビーズ
・ステンレスやアルミなどほぼ全ての素材に対応可能
・素材へのダメージを最小限に抑制できるので精密な加工が可能
・梨地と呼ばれる光沢を抑えた高級感のある仕上がり
・クリーンな作業環境
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
◎研磨剤(研削材/研掃材/メディア)
ブラストで使用される加工対象物に直接ぶつけるための粒子です。
球体、多角形状などの形状や粒径、材質が多くの種類が存在するため、対象物の材質や処理効果に合わせて研磨剤を選定する。
◎梨地加工(シボ加工/マット仕上げ)
表面処理において意図的に微小な凹凸をつくる加工。
滑り止め、反射防止などの効果だけでなく、指紋や汚れなどを目立ちにくくする効果もあります。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
『お問い合わせ・ご相談』
ブラスト加工でお困りの方は、ぜひ原田鉄工にご相談ください。50年以上の実績を持つ専門家が、最適な加工方法をご提案いたします。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
製品サンプル、テスト加工も承っております
まずは小ロットからのご相談も可能です。お気軽にお問い合わせください。
【素地調整(下地処理)規格】SSPC / ISO / SIS
塗装の前工程である「素地調整」又は「下地処理」ではSSPC規格、ISO規格、SIS規格が広く使用されています。
それぞれの規格について紹介します。
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『素地調整や下地処理について』
塗装の前処理として行う作業で、素地をより塗装に適した状態にする事です。
「素地調整」は表面処理という方法の1種で、「ケレン作業」や「下地処理」とも一般的に呼ばれたりします。
塗装前の表面に付着している錆・汚れ・油分・酸化被膜といった異物を除去することで、表面を塗装に適した状態に整える作業となります。
方法や精度を「「SSPC規格」ISO規格」「SIS規格」などの規格で定められます。
『SSPC規格について』
米国構造物塗装協会(Steel Structures Painting Council USA)
産業・海上構造物を保護するコーティングを専門とした規格を定めています。
SSPCはアメリカに本部がある非営利組織です。
塗装や素地調整といった分野に特化しており、素地調整の規格などを数多く制定しています。
【SSPC規格 作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/208826/
『ISO規格について』
国際標準化機構(International Organization for Standardization)
あらゆる分野で国際規格を作成しており各国の代表的標準化機関から構成されています。
ISOはスイスのジュネーブに本部がある非政府機関であり、国際的に共通する規格を制定する事を目的としてます。
【ISO規格 表面処理の作業方法と注意点について】
https://www.nc-net.or.jp/company/98405/product/detail/210553/
『SIS規格について』
スウェーデン規格協会(Swedish Institute for Standards)
又はスウェーデン工業規格と呼ばれる団体です。
素地調整に関わる規格はISOと内容が同一です。
『ケレンについて』
ケレンは英語の「Clean(クリーン)」が語源とされる一般呼称です。
1種ケレン~4種ケレンに分類されていますが、規格ではないので明確な定義がされておりません。
【塗装でよく聞くケレンとは?目的や種類】
https://www.nc-net.or.jp/company/98405/product/detail/196279/
『まとめ』
塗装において最も重要とされる工程が「素地調整」です。
素地調整は製品の仕上がり、耐久性の大きな影響を与えるためです。
仕様書で定められた規格で確実に施工する必要があります。
規格によって検査方法や手順など定められている事が違いますので施工前によく確認しましょう。
原田鉄工では上記の規格はもちろんの事、その他規格にも対応いたします。
国内・国外向けの多くの製品へブラストと塗装を施してきました。
ブラスト・塗装の一体型工場ですので、ブラスト後は直ちに塗装する事が可能です。
また適切な管理が必要となる塗膜厚についても厳しく検査・管理を行いますので、ムラの無い均一な塗膜を形成させる事ができます。
塗膜の寿命は素地調整に大きく左右されます!
グレードの高い素地調整を行えばそれだけコストが必要にはなりますが、その分塗膜は長持ちしメンテナンス頻度を減少させます。
結果長期的なトータルコストは素地調整を確実に行えば、低く抑える事が可能となるのです。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎素地調整(英語:Surface preparation)
素地をより塗装に適した状態にする処理の事です。
素地調整で素地のサビ・汚れ・劣化した塗膜など除去し、更に形成した凹凸によって塗料の付着性を大きく向上させます。
◎ケレン
ケレンは元々英語のクリーン(Clean)から来ているようで、塗装前の下地を綺麗にするという意味になります。
1種ケレン~4種ケレンまで工法と除錆率により分類される。
塗装物に対して塗料の密着性を向上させるために表面に凸凹のキズをつけたり、中古品なら古い塗料や錆を剥がすなど行います。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【ブラスト加工の全て:高度な表面処理技術と最適な発注先の選び方】
序論:ブラスト加工とは?
ブラスト加工は、現代産業における基幹的な表面処理技術の一つです。
これは圧縮空気や高速回転するインペラ(羽根車)の運動エネルギーを活用し、微細な研磨材(メディア)を対象物の表面に高速で衝突させることで、多様な表面改質を実現する工法です。
このプロセスにより、金属部品の洗浄、粗面化、バリ取り、表面硬化(ショットピーニング)、あるいは装飾的な意匠付与まで幅広い目的を達成することが可能です。
ブラスト加工は単に表面を清浄化するだけでなく、素材の機能性や耐久性を飛躍的に向上させる潜在能力を秘めています。
例えば、塗装やコーティングの密着性を高めるための「アンカーパターン」形成、製品の疲労寿命を延ばすための残留応力改善、さらには特定の外観テクスチャを付与する「梨地加工」などその応用範囲は広範です。
原田鉄工は、長年にわたりブラスト加工の専門知識と実績を積み重ねてきました。
ブラスト加工に関する詳細は、弊社公式ウェブサイトをご覧ください。
HP:https://harada-tekkou.co.jp/
『ブラスト加工のメカニズムと効果』
ブラスト加工は研磨材の種類、投射速度、角度、距離といったパラメータを精密に制御することで、対象物の表面に物理的な変化をもたらします。
化学処理とは異なり、対象物の材質や組成に化学的な変化を与えることなく加工が可能です。
[主な加工効果]
1. 削る・粗面化
梨地加工・意匠性向上: 特定の光沢度や触感を付与し、デザイン性を高めます。
下地処理・接着性向上: 塗料や接着剤の密着面積を増やし、強力なアンカー効果により剥離耐性を向上させます。
放熱性・保油性向上: 微細な凹凸により表面積が増加し、放熱効率や潤滑油の保持能力を改善します。
防汚効果・滑り止め・艶消し: 特定の機能性や視覚効果を付与します。
2. 除去・洗浄
塗装剥離・樹脂除去: 旧塗膜や不要な樹脂層を効率的に除去します。
錆落とし・酸化スケール除去: 強固に付着した錆やミルスケールを除去し、清浄な金属表面を露出させます。
バリ取り・洗浄・クリーニング: 加工時に発生する微細な突起(バリ)を除去し、製品の精度と安全性を確保します。
3. 改善・強化
ショットピーニング: 研磨材の衝突エネルギーにより表面層に圧縮残留応力を導入し、金属材料の疲労強度、耐摩耗性、耐応力腐食割れ性を劇的に向上させます。
使用される研磨材は、鋼、ステンレス、アルミといった金属系から、ガラス、砂、セラミック、樹脂、さらには植物の種子まで多岐にわたり、加工目的に応じて最適なメディアが選定されます。
ブラスト研磨材の具体的な種類については、こちらをご参照ください。
【ブラスト研磨材(メディア)の種類】
https://ja.nc-net.or.jp/company/98405/product/detail/240798/
『ブラスト加工の4大工法:特性と応用』
1. エアーブラスト(乾式ブラスト)
コンプレッサによって生成された圧縮空気(エア)を動力源とし、ノズルから研磨材を高速噴射する方式です。
手動操作による柔軟な加工と、ロボットによる自動化された高精度加工の両方が可能です。
使用する研磨材によって「サンドブラスト(砂)」「グリットブラスト(多角形状の鋼)」「ドライアイスブラスト(ドライアイス)」など、多種多様な呼称が存在します。
エア圧力と研磨材の選定により、研削力と仕上がりの微調整が可能です。
下地処理、錆・汚れ除去、塗装剥離、梨地加工など、その応用範囲は極めて広範です。
[メリット]
・複雑形状への対応: 特殊なノズルを用いることで、配管内部や入り組んだ内面など、複雑な形状の部品も効率的に加工できます。
・汎用性の高さ: 最も多様な素材と形状に対応可能な汎用性の高い工法です。
[デメリット]
・粉塵・飛散:圧縮空気と研磨材が広範囲に飛散するため、適切な集塵・回収設備が必要です。
・製品の変形・歪み: 強度の低い製品では、強力な噴射力により変形や歪みが発生するリスクがあります。
2. ショットブラスト(機械式ブラスト)
モーターで駆動するインペラ(羽根車)の遠心力を利用して、研磨材を広範囲に投射する方式です。
主に「ショット」と呼ばれる球状の金属製研磨材が使用されます。
製品をセットするだけで自動的に加工が進むため、大面積の処理や多ロット生産に適しています。
バリ取り、表面研磨、梨地加工、そして特に疲労強度向上のためのショットピーニング処理に広く用いられます。
[メリット]
・低コスト・自動化: 構造がシンプルで自動化が容易なため、設備コストと運用コストを抑えることが可能です。
・広範囲・効率的: 大面積の加工を効率的に行え、生産性が高いです。
[デメリット]
・形状制限: 一定方向からの投射となるため、複雑な形状の部品や入り組んだ部分は加工が難しい場合があります。
・研磨材の種類制限: 使用可能な研磨材の種類が限られており、対応できる加工内容に制約があります。
3. ウェットブラスト(湿式ブラスト)
エアーブラストと同様に圧縮空気を動力源としますが、水と研磨材を混合したスラリー状のものを噴射する方式です。
手動および自動の両方に対応します。
水を使用することで、通常では制御が難しい微細な研磨材も均一に投射可能となり、精密な加工を実現します。
微細な粗面化、精密研磨、表面洗浄、バリ取り、梨地加工などに適しています。
[メリット]
・精密加工: 薄物、電子部品、プラスチックなど、デリケートな素材への損傷を最小限に抑えつつ精密な加工が可能です。
・粉塵抑制: 水と研磨材を混合しているため、加工時の粉塵発生がほとんどありません。
[デメリット]
・素材の制約: 水に弱い素材や錆びやすい素材、あるいは水に触れると性質が変化する素材には適用できません。
・研削力の限界: 乾式ブラストと比較して研削力が低いため、対応できる加工内容に限りがあります。
4. バキュームブラスト(吸引式ブラスト)
圧縮空気を利用し、ノズル内部で研磨材の噴射と回収を同時に行う方式です。
作業員がノズルを加工面に密着させながらブラストを行います。研磨材の飛散や粉塵の発生をノズル内で完結させるため、周囲への影響を最小限に抑えられます。
屋外現場での下地処理、錆・汚れ除去、塗装剥離などに特に有効です。
[メリット]
・現場作業の簡素化: 研磨材の飛散がほとんどないため、屋外作業における養生作業が不要となり、作業環境を選びません。
・複数作業: 研磨材の飛散がないため、同一空間で複数の作業員が同時に作業可能です。
[デメリット]
・加工効率: 研削力が比較的低いため、小面積でも加工に時間と労力を要します。
・加工面への制約: ノズルを加工面に密着させる必要があるため、基本的に平滑な面の処理に限定されます。
『まとめ:最適なブラスト加工の選択と発注の重要性』
ブラスト加工は、その加工方法、研磨材の種類、動力源によって多種多様な特性を持ち、それぞれが独自のメリットとデメリットを有しています。
発注先の選定においては、加工目的、対象物の形状や強度、素材、さらには周辺環境やコスト、納期など、多角的な要素を総合的に考慮し、最適な工法を選択することが極めて重要です。
原田鉄工では、大型エアーブラスト設備を2基保有し、グリットやサンドを常用研磨材として使用しております。
加工対象物の素材、加工目的によって最適な研削材を提案・使用する事も可能です。
長年の経験と実績に基づき、様々な検査基準や国内外の規格に準拠したブラスト処理と塗装を一貫して提供しております。
当社の強みは、ブラストと塗装の一体型工場である点です。
ブラスト処理後、直ちに塗装工程へ移行することで、製品の品質劣化リスクを最小限に抑え、最適な仕上がりを実現します。
また、塗膜の寿命は塗装前の素地調整の品質に大きく左右されます。
当社では厳格な検査体制と管理のもと、均一でムラのない塗膜形成を徹底し、高い品質を保証します。
適切な素地調整は、初期コストこそ必要とするものの、長期的な視点で見れば塗膜の耐久性を向上させ、メンテナンス頻度を削減することで、トータルコスト(LCC:ライフサイクルコスト)の低減に大きく貢献します。
【LCC(ライフサイクルコスト)を低減させる塗装】
https://www.nc-net.or.jp/company/98405/product/detail/192117/
ブラスト加工や塗装に関するご相談、お見積もり依頼は、ぜひ原田鉄工株式会社 広島までお気軽にお問い合わせください。
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
ブラスト設備概要
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
【塗装に大事な気象条件とは!?天候?湿度?気温?】
塗装を行う時に気を付ける点と言えば脱脂など下地処理の精度、塗料の混合比及び攪拌状態、塗料の付着量などが有名ですよね。
これらも重要ではありますが、まず塗装に取り掛かる前に注意しなければならない事があります!
それが「塗装時の気象条件」です。
塗装環境によっては「天候」、または「気温や湿度」によってそもそも「塗装ができない」とされる条件があるのをご存じでしょうか?
今回は「塗装ができない気象条件」について原田鉄工が詳しく説明します!
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗装と気象条件の関係』
広く使用されている常温乾燥型の塗料は、塗装時には液体で時間が経過する事で硬化し、強固な塗膜を形成します。
液体だった塗料が硬化するためには、主に2種類の方法があります。
①揮発乾燥
塗料に含まれているシンナーといった溶媒が揮発する事で硬化する方法。
②重合乾燥
溶剤の揮発および熱・酸素・硬化剤などが重合反応(化学反応)を起こす事で硬化する方法。
多くの塗料はこの「揮発」と「重合反応」によって硬化します。
気温が低ければ揮発性は低下し、湿度が極端に低いや高い場合には重合反応の妨げとなる可能性があります。
そのため塗装時には気温や湿度といった気象条件が重要となります。
『屋外塗装時の雨』
塗料が乾くまでの間は基本水濡れ厳禁です。
そのため屋外塗装をする際には塗料が乾燥するまでの間に「雨が降らない」または「雨に濡れない」事を確認しなければなりません。
乾燥中の塗料が雨に濡れてしまった場合、密着不良による剥離、塗料の膨れや変色・艶引け、塗料の性能低下、異物の混入による仕上がり低下など様々な不具合に繋がる可能性が高くなります。
そのため多くの塗装業者は雨天が予測される場合には塗装を中止します。
『塗装の基本!3つの気象条件』
屋内塗装の場合には「塗装をしてはならない」とされる3つの気象条件があります。
①湿度
塗装を行う周辺環境は湿度が85%未満である必要があります。
②気温
塗装を行う周辺環境は5℃以上である必要があります。
③露点温度と表面温度
塗装対象物の表面温度は露点温度より3℃以上高い必要があります。
この3つの条件ですが、最大の目的は「結露を防ぐ」ことにあります!
『結露とは?』
結露とは暑い季節に冷たい水を入れたグラス外にできる水滴、寒い季節に暖かい部屋のガラス内に水滴ができる現象の事です。
一度は体験した事があるのではないでしょうか。
結露は温度差と湿度によって発生します。
まず空気中に含むことのできる水蒸気(水分)の絶対量である、「飽和水蒸気量」は気温によって決まっています。
例)気温:30℃ 飽和水蒸気量:30.3g/㎥
その飽和水蒸気量中の水蒸気の割合が「湿度(相対湿度)」となります。
例)飽和水蒸気量:30.3g/㎥ 水蒸気量:15.15g/㎥ 湿度:50%
キンキンに冷やした0℃のビールをテーブルに置いたとき、ビール周辺の気温は0℃近くまで低下する事となります。
0℃の飽和水蒸気量は4.8g/㎥なので、気温:30℃・湿度:50%の空間にある15.15g/㎥もの水蒸気を保持できません。
その結果、ビールの周りに保持できなくなった水蒸気が水滴となって表れる現象が結露となります。
『塗装時に結露が起こると、どうなる?』
結露は物質の表面に空気中の水蒸気が水滴となって表れる現象です。
状況によって表面に大きな水滴となって表れる場合などは目視でも分かりやすいですが、目視では分からないほどの細かい水滴となっている事もあります。
どちらにせよ塗装物の表面と塗料の間、下塗りと中塗りの間などに水分があることになるので、塗料の性能や仕上がりを大きく損なう結果に繋がります。
塗装前や塗装時に結露が発生した場合、以下のような不良が発生する恐れがあります。
[白化(かぶり)]
塗料が乾燥過程に水分と接触する事で発生する不良です。
水濡れ、結露だけではなく、高湿度の環境下でも発生します。
塗装色が白く変色する、本来あるはずの艶が無くなるといった現象。
[剥離(密着不良、剥がれ)]
硬化した塗膜が剥がれ落ちてしまう不良です。
結露などで表面に水分が付着していた場合、塗料が密着できず発生します。
また水分に塗料がはじかれてしまうなどの不良も起こり得ます。
【代表的な塗装不良一覧 原因と対策】
https://www.nc-net.or.jp/company/98405/product/detail/192232/
『塗装時の結露対策』
結露が発生する温度の事を露点温度と言います。
露点温度より気体を低い温度にした時に結露は発生しますので、露点温度より高い状態なら結露は発生しないという事になります。
なので塗装時は露点温度より表面温度が+3℃以上高い必要があるという訳になります。
この露点温度は気温と相対湿度から近似値を割り出すことが可能となります。
塗装前には気温・湿度・塗装対象物の表面温度を計測し、結露が発生しない事を確認する必要があります。
また塗装後、乾燥期間中の結露も不良原因となりますので、塗料の乾燥期間も気象予測などを確認してから塗装に取り掛かりましょう。
専用の測定器などで表面温度や露点温度を計測する事が確実ではありますが…
高価な機械ですので「たまにしか塗装しないしもったいない」という方は、簡単な目安になる方法もあります。
それは「塗装面にセロハンテープを張り付けてみる」方法です。
結露が発生していた場合は油分やゴミなどが付着していない綺麗な表面でも、セロハンテープは密着せず簡単に剥がれてしまいます。
あくまで目安ではありますが、測定器が用意できない場合は塗装前に一度お試し下さい。
『まとめ』
降雨や降雪などの「天候」は、塗装対象物が濡れてしまう環境下だと基本的に塗装はできません。
天候に左右されない屋内塗装では「気温」「湿度」「露点温度と表面温度」この3つが重要です。
これらは全て乾燥中の塗料が水分と接触する事を防ぐためです。
屋外塗装時の降雨や降雪、屋内塗装時の結露。
乾燥中の塗料が水分と接触した場合、塗料は本来の性能を発揮する事ができないので、「塗装ができない」とされます。
梅雨時期などの降雨予測が続く時期は塗装ができない日が続き、大幅に予定工期が延びる可能性もあります。
気象状況を確認しながら、余裕を持った塗装計画を作るようにしましょう。
原田鉄工は80年以上に渡り、塗装についてを研究・施工を続けてきました。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
【中国地方最大級 素地調整(ケレン)と重防食塗装】
https://www.nc-net.or.jp/company/98405/product/detail/185499/
ブラスト~塗装工場まで全て屋内工場ですので、雨が降っても製品が濡れる心配はありません。
製品の運搬可否はあるかと思いますが、現地で天気を気にしながら塗装を行うより工場で塗装を行った方が早く完了する場合もあります。
もしお困りの際にはお気軽にご相談ください。
膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
【重防食塗装について|耐用年数を超える長寿命化】
https://ja.nc-net.or.jp/company/98405/product/detail/234548
【完全ガイド】製品の寿命を左右する重要工程!素地調整(下地処理)規格
https://ja.nc-net.or.jp/company/98405/product/detail/242966/
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
◎塗膜(英語:Coating film)
塗装した塗料が完全硬化した塗料の被膜。
塗膜により塗装対象物を覆い隠す事でサビや劣化から保護します。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【金属塗装の耐久性を左右する下地処理と塗料】
多くの金属製品は腐食による劣化防止や美観向上、安全性を確保するため塗装されています。
しかし金属はもちろん、金属を保護している塗膜(塗料の膜)も常に劣化しています。
金属は「酸素」「水分」と接触、化学反応を起こす事で劣化が始まります。
この化学反応によって表面から浸食される現象を「腐食」と呼び、腐食によって生成された酸化物を「錆」と呼びます。
この腐食が進行する事によって金属製品は美観を損なわれ、強度不足による安全性低下、動作不良など様々な問題を引き起こす事になります。
また金属製品を保護している塗膜は雨風、紫外線、熱。酸素などの影響を受ける事で劣化が進みます。
塗膜の劣化は変色やつや引けから始まり、進行していくことでひび割れ、最終的に剥離してしまいます。
正常な機能を失った塗膜では金属製品を保護する事が出来ませんので、腐食がどんどん進行していくことになります。
これらの劣化を長期間防ぐためには耐久性の高い塗装が必要不可欠です。
耐久性の高い塗装とはなにか?について詳しく紹介します。
【原田鉄工株式会社】
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『金属塗装とは?』
金属塗装とは鋼(一般的な鉄)、ステンレス、アルミなどの金属へ行う塗装です。
金属塗装は「表面を覆い保護する」「色や光沢を付与し美しくする」「耐熱や断熱など機能性を付与する」これらの3つを目的とし行われます。
金属の素材によって錆びやすさは異なりますが、金属を腐食(サビ)などから保護すると同時に色や模様、質感など美観を向上。
更には耐熱性や耐薬品性、耐油性など様々な機能性まで付与する事が出来るので、多くの多くの金属製品に塗装が施されています。
金属製品を長持ちさせるためには欠かせない技術です。
『金属塗装の耐久性』
金属塗装の耐久性とは大きく分けて2つの要素に分かれます。
①塗膜の耐久性
塗膜(塗料が硬化した膜)は紫外線、雨風、熱、酸素に晒されるため、少しずつですが確実に劣化を始めます。
劣化の進行度合いは周辺の環境、塗料に使用されている樹脂の種類などによっても異なりますが、
一般的な上塗り塗料の場合
エポキシ樹脂塗料・・・初年度より塗膜劣化 10.0μm / 年
ウレタン樹脂塗料・・・2年目以降塗膜劣化 2.0μm / 年
フッ素樹脂塗料・・・7年目以降塗膜劣化 0.5μm / 年
上記のように塗膜は摩耗すると言われています。
「使用する塗料の種類」、「塗装回数(塗膜厚)」によって耐久性は大きく左右されます。
【塗料の基本!塗料の種類や耐久性について】
https://harada-tekkou.co.jp/pages/72/
【塗料とは? ~膜厚の重要性について~】
https://www.nc-net.or.jp/company/98405/product/detail/179121/
②塗膜の密着性
塗膜は素地(下地)となる金属と十分な密着性が必要となります。
密着性が不足している場合は塗膜の劣化を待つことなく、早期に塗膜は金属から剥がれてしまうからです。
塗膜の寿命となる剥離に大きな影響を与えるのが「下地処理(素地調整)」となります。
この下地処理は塗装工程でも最も重要な作業とも言われ、適切な下地処理を行う事で塗膜の密着性を確保する事が可能となります。
「下地処理の方法」、「下地処置の作業精度」によって密着性は大きく左右されます。
【素地調整・下地処理の作業方法と規格】
https://harada-tekkou.co.jp/pages/57/
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『約30年以上の耐久性を持つ金属塗装とは?』
高い耐久性を有する金属塗装に必要なものは2つ
使用環境に耐えうる「適切な塗料」と「適切な下地処理」が必要不可欠となります。
高い耐久性をもつ金属塗装と言えば海上や臨海部など過酷な環境下に対して採用される「重防食塗装」です。
重防食塗装とは海上などの厳しい腐食環境下において新設塗装で30年以上の耐久性を想定された塗装仕様となります。
重防食塗装はその高い耐久性を評価され「東京スカイツリー」、「明石海峡大橋」などの大型構造物に採用されている塗装仕様です。
【重防食塗装|産業構造物の長寿命化と防食性能の向上】
https://ja.nc-net.or.jp/company/98405/product/detail/234533
『重防食塗装の塗装仕様』
高い耐久性を誇る重防食塗装は「最高レベルの下地処理」と「最高レベルの塗料」によって成立します。
①下地処理(素地調整)
・ブラスト処理(SSPC-SP10以上 / ISO Sa2.5以上)
・ブラスト処理後4時間以内の防錆処理
②下塗
・無機あるいは有機ジンクリッチペイントにて防食下地を行う
・厚膜型エポキシ樹脂塗料など腐食因子遮断に優れた下塗り塗料を使用
③中塗
・厚膜型エポキシ樹脂塗料を塗り重ねる事で塗膜の厚みを確保
・上塗り塗料と同種の中塗り塗料を使用し、密着性を確保
④上塗
・ウレタン樹脂塗料やフッ素樹脂塗料など耐候性に優れた上塗り塗料を使用
各工程にて適切な乾燥時間や環境状況の管理が必要となります。
また塗膜厚のムラ、過不足などあると耐久性にも偏りが出来るため、調整と検査を行いながら塗装する必要があります。
『原田鉄工の重防食塗装』
原田鉄工では長年重防食塗装について研究・施工を続けてきました。
最新の設備と積み重ねた技術、経験によって高品質な塗装を提供しております。
社内にて最も優れた素地調整である「大型ブラスト設備」と広大な「屋内塗装設備」を完備しております。
ブラスト処理によって完全に金属表面を洗浄・露出、表面に微細な凹凸を形成する事で、塗料の密着性を大幅に向上させ高い耐久性を確保します。
その後の塗装では膜厚や塗装環境を徹底的に管理する事で「長期間」「綺麗」で「錆びない」塗装を提供します。
『まとめ』
金属は酸素・水分と接触、反応する事によって腐食という劣化を起こします。
金属塗装を行う事で劣化から金属を「保護」し、「美観向上」や「機能性」を付与する事が出来る。
そのため多くの金属は塗装されていますが、金属同様に塗装(塗膜)も劣化からは逃れられません。
長期間劣化しない(耐久性の高い)塗装には使用環境に合わせた「適切な塗料」選定、「適切な下地処理」が必要です。
塗料の種類・塗装回数、下地処理の方法・精度によって金属塗装の耐久性は大きく左右されます。
求められる耐久性に応じて下地処理方法や塗料種類などを選定しましょう。
下地処理、塗料、塗装仕様など分からない事がありましたら、原田鉄工へお気軽にご相談ください!
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
塗装寿命に影響する原因は下地処理によるものが50%を占める程、重要な処理となります。
【塗膜の寿命に及ぼす影響/原因】
https://www.nc-net.or.jp/company/98405/product/detail/179473
◎腐食(腐蝕 英語:Corrosion)
科学的または電気的に使用環境の中で表面から変化することで、外観や機能が損なわれる。
腐食が進行していくことで厚さが減少する、孔が開くなどの現象が発生します。
◎膜厚(英語:Film thickness)
塗料を塗り、乾燥後に得られる塗膜の厚み。
単位はµmで表される。1µm=0.001mm
乾燥膜厚によって下地の寿命、機能性、美観が大きく左右されてしまいます。
◎耐候性(英語:Weatherability)
屋外の環境で変色や変質に耐えうる性質です。
防食性能と同様に屋外の環境に耐え、変形や変色・劣化などの不良を起こさない性能。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【グリットブラストとサンドブラストの違い】
https://www.nc-net.or.jp/company/98405/product/detail/175611/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【塗料の種類|1液型と2液型、油性と水性どれがいいの?耐久性について】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
『塗料とは』
塗料は物質の表面に塗装し、強固な塗膜を形成することで「保護」「美装」「機能の付与」という3つの効果をもたらす材料です。
『塗料の歴史』
日本では古くから漆の樹液を精製したものを使用していました。明治初期の黒船来航(1854年)で油性塗料が持ち込まれ、鉄の需要増加と工業化に伴い国内での塗料開発・生産が活発化しました。現在では自動車・船舶・建造物・生活用品など、あらゆるものに塗装が行われています。
『塗料の3大機能』
1. 保護
塗料で表面を覆うことで対象物を守ります。紫外線、雨、湿気、塩分などから劣化を防ぎ、長持ちさせます。
2. 美装
対象物に色や模様、光沢、質感などを追加し、美しく見せる機能です。
3. 機能の付与
耐火性、耐熱性、耐薬品性、耐油性、防音性、防水性など様々な機能を付与できます。
『塗料の構成』
塗料は「顔料」「樹脂」「溶剤」「添加剤」の4つの成分で構成されています。
顔料:塗料に色彩を与える役割。着色顔料(色付け)、体質顔料(粘度・比重の調整)、さび止め顔料(防錆)、骨材(厚みや質感の調整)があります。
樹脂:塗料の主成分で性質を左右します。エポキシ、ウレタン、アクリルなど多様な樹脂が使用され、耐候性や耐熱性といった塗料の能力が決まります。
溶剤:顔料・樹脂などを溶かす、薄める役割。水性塗料では「水」、油性塗料では「有機溶剤」を使用します。
添加剤:塗料の性能を向上・補助します。消泡剤、分散剤、たれ防止剤、硬化促進剤などがあります。
『水性塗料と油性塗料』
油性塗料
メリット:耐久性に優れる、仕上がりが美しい、乾燥時間が短い、密着性が高い、塗膜が硬い
デメリット:強いにおい、VOC(揮発性有機化合物)発生のため換気や防毒マスクが必要、引火性が高く保管・管理に注意が必要
水性塗料
メリット:においがほとんどしない、環境と人体に影響が少ない、引火の危険性が低い、水で希釈可能、道具の洗浄が容易
デメリット:油性塗料と比較すると光沢感・耐久性が低い、乾燥に時間が必要で気象条件に左右される、金属には密着しにくい
『塗料の種類(樹脂別)』
ポリエステル樹脂塗料:安価で作業性に優れ、光沢のある仕上がり。耐水性や耐薬品性が低く、耐久年数は短め。
エポキシ樹脂塗料:防食性、耐水・耐薬品性、耐熱性が高く密着性も優れる。紫外線に弱いため屋外では上塗が必要。
アクリル樹脂塗料:最も一般的で多くの種類が存在。金属、コンクリート、樹脂、木材など様々な素材に対応。安価で光沢、耐候性、耐水性に優れるが耐久年数は短め。
ウレタン樹脂塗料:光沢、耐候性、耐水性に非常に優れ、高い耐久性を持つ。木材から自動車や橋梁まで幅広く使用。
フッ素樹脂塗料:最高レベルの耐候性、耐薬品性、耐熱性、撥水性を持つ。六本木ヒルズや東京スカイツリーなど大型建造物に使用。
シリコン樹脂塗料:耐熱性に非常に優れる。100℃を超える高温になる製品に使用。
『1液型塗料と2液型塗料』
1液型塗料
主剤のみの1缶に溶剤を入れて使用。
メリット:安価、計量不要で手軽、余っても再利用可能
デメリット:耐久性が低い、塗料の種類に限りがある
2液型塗料
主剤と硬化剤の2缶を混ぜ合わせ、溶剤を入れて使用。
メリット:耐久性が高い、豊富な種類の塗料がある
デメリット:正確な計量・混合が必要で手間、混合後は使用可能時間がある、再利用不可
『塗料使用時の注意点』
塗料選び
・素材と塗料の相性確認が必要
・塗料の種類によっては調色ができないものがある
・下地の状態によって使用可否が変化
・塗り重ねを行う場合は塗料同士の相性に注意
使用時
・防毒マスク、手袋、ゴーグル等の保護具を着用
・可燃物のため火気厳禁
・常に換気できる環境で使用
・2液型は正確な混合比と十分な攪拌が必要
・適切な素地調整で塗料本来の性能を発揮
使用後
・密閉し、直射日光を避け40℃以下で保管
・残った油性塗料は産業廃棄物として処分
・使用した道具は硬化前に清掃
・塗膜の寿命を決める最重要要素「素地調整」
塗膜の寿命は「素地調整」「塗装回数」「塗料の種類」「塗装技術」など多くの要因で決まりますが、最も大きな影響を与えるのが「素地調整」です。素地調整の方法の違いだけで塗膜寿命に約50%もの影響があるとされています。
「1種ケレン(ブラスト処理)」を行うことが塗膜の長寿命化への最も確実な手法です。素地調整では、表面のサビ・汚れ・劣化した塗膜などを除去し、粗面化によって塗料の付着性を大幅に向上させます。
『まとめ』
塗料は「保護」「美装」「機能の付与」という3つの機能を対象物へ与えます。塗料は1液型と2液型、樹脂、水性と油性などの違いによって性能・特性が大きく変わります。
使用方法、使用環境、求める耐久年数、予算、対象物の素材などによって適切な塗料を選定する必要があります。そして最も重要なのは塗装前の素地調整です。適切な素地調整を行うことで、塗料の性能を最大限に引き出し、製品の長寿命化とトータルコストの削減に貢献できます。
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】
https://harada-tekkou.co.jp/pages/72/
【鋼構造物の長寿命化を実現する「ブラスト×重防食塗装」の専門メーカー|原田鉄工株式会社】
「過酷な環境下でも錆びない塗装を依頼したい」
「大型製缶品の素地調整から塗装まで一括で任せられる業者を探している」
「ライフサイクルコストを低減したい」。
このような課題を抱える設計・開発・製造担当者様にとって、塗装の品質は製品の信頼性を左右する生命線です。
広島県広島市に拠点を置く原田鉄工株式会社は、中国地方最大級のブラスト設備と広大な塗装工場を完備し、設計から加工、表面処理、組立までの一貫体制を誇る「金属防錆のスペシャリスト」です。
本記事では、原田鉄工が提供する最高品質のブラスト・塗装サービスの全貌と、他社には真似できない独自の強みを詳しく解説します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
■ 塗装の寿命を決定づける「素地調整(ブラスト)」の重要性
塗装の寿命を決定づける要因は、塗料の性能だけではありません。
実は「塗装前の下地処理(素地調整)」が品質の8割を決定すると言われています。
どれほど高級な塗料を塗布しても、下地に錆やミルスケール(黒皮)、汚れが残っていれば数年で剥離や発錆が発生してしまいます。
原田鉄工ではこの素地調整において国内最高レベルの「ブラスト加工」を採用しています。
ブラスト加工とは、研磨材を高速で金属表面に衝突させる技術です。
これにより、目に見えない微細な凹凸(粗面)を形成します。
この凹凸に塗料が食い込むことで「アンカー効果」が生まれ、塗膜の密着性が飛躍的に向上します。
原田鉄工では用途や材質に合わせて最適なブラスト手法を選択可能です。
・グリットブラスト
特殊鋼製の鋭角な粒子を使用。
強力な研掃力で頑固な錆や旧塗膜、メッキ層までも完全に除去し、強固な下地を作ります。
・サンドブラスト
非金属系の研磨材(フェロニッケルスラグ等)を使用。
ステンレスやアルミなど、鉄分を嫌う素材の加工に最適です。
■ 過酷な環境に耐える「重防食塗装」の技術力
原田鉄工の強みはブラストによって「完璧な下地」を作った直後に、専用の屋内塗装工場で防錆処理を行える点にあります。
金属はブラスト直後から酸化が始まるため、このスピード感が品質を左右します。
重防食塗装とは海岸付近や海上、化学プラントなど、腐食リスクが極めて高い環境で使用される鋼構造物のための特殊な塗装仕様です。
重防食塗装によって長期間のメンテナンスフリー、メンテナンス周期の延長、製品の長寿命化、トータルコスト削減など様々なメリットが見込まれ、世界中で広く使用されています。
原田鉄工は長年にわたり、橋梁、船舶部品、大型プラント設備などの重防食塗装を手掛けてきた豊富な実績があります。
塗装の品質は施工時の湿度や温度に大きく左右されますが、原田鉄工では650平方メートルを超える広大な屋内塗装スペースを複数確保しており、天候に左右されず安定した施工が可能です。
最新の電子膜厚計や環境測定器を用い、指定された膜厚が均一に確保されているかを厳密に検査。
工程ごとに詳細な写真管理を行い、信頼性の高いエビデンスを提供します。
■ 国内最大級の設備が実現する「大型製缶・一貫生産」
多くの塗装業者が抱える課題が「サイズ制限」です。
しかし、原田鉄工は違います。
当社は中国地方最大級のブラスト室を保有しており、10メートルを超える大型クレーンガーダーや搬送装置、複雑な形状の大型タンクなども、分解することなくそのままブラスト・塗装が可能です。
また、原田鉄工は単なる塗装業者ではありません。
「製造部」と「防錆部」を併せ持つ「メーカー」としての顔を持っています。
これにより、以下の「ワンストップサービス」を実現しています。
設計・図面作成:3D CADを駆使した最適な設計提案。
材料調達・製缶加工:高度な溶接技術による大型構造物の製作。
ブラスト・塗装:社内設備による最高水準の表面処理及び塗装。
組立・試運転:塗装後の部品を組み上げ、最終動作確認まで実施。
この一貫体制により、業者間を往復する運搬コストの削減、中間マージンのカット、そして納期短縮が可能となります。
また、全工程を一社で完結させることで責任の所在が明確になり、お客様の管理工数を大幅に削減します。
■ ライフサイクルコスト(LCC)を低減する原田鉄工の付加価値
初期費用(イニシャルコスト)の安さだけで業者を選んでいませんか?
粗悪な下地処理による塗装は、数年後の修繕費用(メンテナンスコスト)を増大させます。
「ブラスト×重防食塗装」を施した製品の耐久年数は、環境によっては40年以上と言われています。
塗り替え周期を長く保つことは単なるコスト削減だけでなく、資源の節約や廃棄物の低減など、SDGs(持続可能な開発目標)の観点からも極めて重要です。
またブラスト技術は防錆目的だけでなく、意匠性を高める手段としても活用されます。
金属本来の質感を引き出す「梨地仕上げ」は、建築金物やモニュメントにおいて、高級感のある外観と指紋が目立ちにくい機能性を同時に実現します。
■ あらゆる業界のニーズに応える対応範囲
原田鉄工の技術は、多種多様な分野で活用されています。
「産業機械・搬送設備」
工場内の大型ラインやクレーン、産業機械部品、架台。
「プラント・インフラ」
薬品タンク、配管、橋梁部材。
「建築・建材」
鋼製階段、手すり、外装パネル(ステンレス・アルミ対応)。
「リサイクル・修繕」
錆びた旧製品の塗装剥離と再塗装による新品同様に再生。
■ よくあるご質問
Q.1点ものや小ロットでも対応可能ですか?
A.はい、もちろんです。試作品や個人様からのご依頼、または多量生産品のスポット対応まで柔軟に承ります。
Q.ステンレスやアルミの塗装剥離はできますか?
A.可能です。サンドブラストを使用することでもらい錆などの心配なく旧塗膜のみを除去し、再塗装の下地を作ることができます。
Q.遠方からの依頼でも大丈夫ですか?
A.広島県内はもちろん、全国のお客様からご相談をいただいております。大型車両の出入りが容易な立地ですので、物流面でのご相談もお気軽にどうぞ。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
■ まとめ
塗装・ブラストの業者選びで迷ったら、原田鉄工へ
原田鉄工株式会社は、創業以来培ってきた製缶・溶接のノウハウと、最高水準の表面処理設備を融合させ、お客様の「形にしたい」という想いに応えてきました。
「塗装が剥がれて困っている」「大型品の処理ができる業者が見つからない」「一括発注で管理の手間を減らしたい」とお考えの担当者様。
ぜひ一度、原田鉄工の技術力をお確かめください。
専門の技術スタッフが、最適な仕様提案と見積もりを迅速に回答いたします。
【会社情報】
原田鉄工株式会社
所在地:広島県広島市西区観音新町3丁目10-11
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
対応業務:ブラスト加工(グリット・サンド)、重防食塗装、製缶加工、機械設計・組立
【金属塗装の専門業者が教える|長持ちする塗装を実現する重防食塗装メーカー原田鉄工】
金属製品や鋼構造物の寿命を左右する最も重要な要素、それが「塗装」です。
しかしどんなに高性能な塗料を使用しても、塗装前の下地処理が不十分であれば本来の性能を発揮できません。
広島県で創業80年、塗装業者として橋梁・プラント・船舶など過酷な環境下で使用される構造物の重防食塗装を専門に手がけてきた原田鉄工株式会社が、長寿命化を実現する塗装技術と業者選びのポイントをご紹介します。
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
『塗装業者とメーカーの違い|一貫生産体制の強み』
塗装業界には大きく分けて「塗装のみを行う業者」と「製缶から塗装まで一貫対応できるメーカー」の2種類が存在します。
原田鉄工は後者に属し、設計・製缶加工・機械加工・ブラスト・塗装・据付けまで自社で完結できる一貫生産体制を持つメーカーです。
一貫生産体制のメリットは外注コストの削減、工程管理の効率化、品質の均一化にあります。
特に塗装において重要なのが、ブラスト処理後4時間以内にプライマー塗装を行うという鉄則です。
外注業者に依頼する場合、運搬時間や工程調整の問題でこの時間を守ることが困難ですが自社で一貫対応できるメーカーであれば迅速な処理が可能となり、塗装の密着性と耐久性が飛躍的に向上します。
『塗装の寿命を49.5%も左右する素地調整の重要性』
塗装業者やメーカーを選ぶ際、最も注目すべきポイントは「素地調整(下地処理)の品質」です。
実は塗料の種類は塗装寿命にわずか4.9%、塗り回数は19.1%の影響しかありませんが、素地調整の違いは49.5%もの影響を与えることが実証されています。
つまりいくら高性能な塗料を何度も塗り重ねても、下地処理が不十分であれば数年で剥離してしまう可能性があるということです。
逆に、適切な素地調整を行えば、塗装の耐用年数を2倍以上に延長することも可能です。
『1種ケレンと2種ケレンの決定的な違い』
塗装業者が行う素地調整には、1種から4種までのケレン方法があります。
原田鉄工が専門とする1種ケレン(ブラスト処理)は最高グレードの処理方法で、表面に付着した錆や塗膜などの異物を95%以上除去し、清浄化された鋼材の素地を露出させます。
一方、多くの塗装業者が採用する2種ケレン(電動工具処理)では、工具の入らない狭い場所や平滑面で全ての付着物を除去できず、密着の悪い付着物だけを除去する処理にとどまります。
業者によって加工精度が大きく異なり、本来除去すべき付着物の上に塗装を行ってしまうと早期剥離などの不良が発生します。
重要構造物や長期使用を前提とした製品には、1種ケレンを実施できる専門業者・メーカーを選ぶことが不可欠です。
【塗装工程で最重要となるケレンとは?作業方法と効果】
https://harada-tekkou.co.jp/pages/64/
『ブラスト処理で実現する塗装の長寿命化』
原田鉄工は中国地方最大級の大型エアー式ブラスト装置を2基完備し、敷地面積3,700㎡、塗装場面積650㎡という広大なスペースで、あらゆるサイズの製品に対応可能な塗装専門メーカーです。
グリットブラストとサンドブラストを常用研磨材として使用し、加工対象物の素材・形状・目的に応じて最適な研削材を選定します。
ブラスト処理の最大の効果は、研削材の衝突によって形成される微細な凹凸(アンカーパターン)が、塗料の機械的結合力を高め、剥離や浮きを防止することです。
国土交通省の基準においても重防食塗装にはブラスト処理が推奨されており、橋梁・プラント・船舶など過酷な環境下で使用される構造物には不可欠な工程となっています。
『重防食塗装の専門メーカーとしての技術力』
原田鉄工の防錆部では、長年にわたりブラスト処理と重防食塗装の研究開発に取り組んできました。
重防食塗装とは、海上・海中・化学プラントなど特に厳しい腐食環境下で使用される構造物に施される高耐久性塗装のことです。
塗装メーカーとして重要なのは、単に塗料を塗るだけでなく、環境条件・素材特性・使用目的に応じた最適な塗装仕様・耐久力を実現できる経験と技術力です。
原田鉄工では多様な塗料を取り扱い、創業80年の経験と知識で最適な塗料選定、仕様選定を行い、徹底的な環境管理のもと塗装を進めています。
『塗装業者が守るべき環境管理基準』
プロの塗装業者・メーカーは、塗装環境の管理を徹底しています。
広く使用されている常温乾燥型の塗料には、一般的に3つの環境条件があります。
①気温5℃以上である。
低温環境では塗料の硬化に通常以上の時間がかかり、ゴミやホコリの付着リスクが高まります。
逆に35℃を超える高温では乾燥が早すぎて仕上がりが悪くなるため、夏用シンナーなどで調整が必要です。
②湿度(相対湿度)85%未満である。
高湿度では塗料中の水分や溶剤が気化しにくくなり、乾燥が遅れるだけでなく、塗膜が白く濁る「白化」、光沢がなくなる「艶引け」など仕上がりや塗膜性能に大きな悪影響を及ぼします。
最も重要なのが結露対策です。
③表面温度が露点温度より3℃以上高い状態を保つ。
結露した表面へ塗装すると「白化」「フクレ」「密着不良」「剥離」など致命的な不良が発生します。
『ISO規格・SSPC規格に準拠した品質管理』
信頼できる塗装業者・メーカーを見極める重要な指標が、国際規格への準拠です。
原田鉄工では、ブラスト処理で広く使用されている「ISO規格」と「SSPC規格」に準拠した施工を行い、作業方法や検査方法を細かく管理しています。
素地調整に関してはISOでは6種類、SSPCでは16種類もの規格に分類されており、お客様の要求仕様に応じて最適な規格での施工を実施します。
施工後は表面粗度計での測定、目視検査による除錆度確認を行い、品質を保証します。
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
【ブラスト規格と素地調整・下地処理の解説|ISO・SSPC・ケレン比較】
https://harada-tekkou.co.jp/pages/57/
『塗装業者・メーカー選びの5つのポイント』
信頼できる塗装業者やメーカーを選定する際は、以下の5つのポイントを確認しましょう。
第一に、ブラスト設備を保有し1種ケレンに対応できるかです。
これが塗装品質の基盤となります。
第二に、一貫生産体制を持っているかです。
ブラスト後の迅速な塗装が可能な体制は品質向上に直結します。
第三に、ISO規格やSSPC規格など国際規格に準拠した品質管理体制があるかです。
客観的な品質保証の証となります。
第四に、豊富な施工実績と専門資格を持つ技術者が在籍しているかです。
防錆管理士・塗装技能士などの有資格者がいる業者なら安心です。
第五に、塗料選定から施工、アフターフォローまで総合的にサポートできる経験と技術力があるかです。
長期的なパートナーとして信頼できる業者を選びましょう。
『広島の塗装専門メーカー原田鉄工の強み』
原田鉄工は昭和24年の創業以来、工業用機械装置の設計・製作、各種製缶加工、サンド・グリットブラスト施工、重防食塗装施工を手がけ、既製品にない1品ものを作り続けてきました。
80年の長い経験の中で磨き上げた技能とノウハウにより、お客様のニーズに最適な製品を創出し、より良い社会の実現に貢献しています。
大型仕上定盤2基(3.6×6.4m、2.4×9.0m)と天井クレーン17基(最大10t)を備えた製缶スペース、中国地方最大級のブラスト設備、そして650㎡の塗装場により、小型部品から大型構造物まで幅広く対応可能です。
広島市西区観音新町に位置し、アクセス条件が良好なため、中国地方全域からのご依頼に迅速に対応できます。
現地調査から図面作成、製缶、ブラスト、塗装、据付けまで一貫してサポートし、お客様の困ったを良かったに変えるソリューションを提供します。
『まとめ|長持ちする塗装は業者選びから』
塗装の品質と耐久性を決定づける最も重要な要素は素地調整です。
高性能な塗料を使用するよりも、1種ケレン(ブラスト処理)による適切な下地処理を行うことが、塗装寿命を大幅に延長する鍵となります。
塗装業者やメーカーを選ぶ際は、価格だけでなく、ブラスト設備の有無、一貫生産体制、品質管理体制、施工実績、技術力を総合的に評価することが重要です。
原田鉄工株式会社は、創業80年の確かな技術力と中国地方最大級の設備を持つ塗装専門メーカーとして、お客様の製品を長期間保護し、美しく仕上げることをお約束します。
【金属塗装|塗装方法や仕上がりを綺麗にするコツ】
https://harada-tekkou.co.jp/pages/73/
【塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】】
https://harada-tekkou.co.jp/pages/72/
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【重防食の常識】塗装寿命を左右する「国際規格(ISO/SSPC)」に基づいたブラスト品質管理の重要性
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 塗装の寿命は「下地」で50%決まる
鋼構造物のメンテナンスにおいて、高性能な塗料を選ぶことは重要です。
しかしどんなに高価な塗料も、その性能を100%発揮できるかどうかは「素地調整(下地処理)」にかかっています。
統計的には塗膜寿命の約50%は下地処理の精度に依存すると言われており、不適切な下地処理は、早期の剥離や腐食を招く最大の原因となります。
2. 「経験と勘」から「国際規格による数値管理」へ
日本の多くの現場では、未だに「見た目」や「職人の経験」に頼った下地処理が行われているケースが散見されます。
しかし公共インフラやプラント設備、海外案件においては、客観的な品質証明が不可欠です。
そこで基準となるのが、国際規格(ISO 8501-1 / SSPC)です。
除錆度(清浄度): ブラスト処理によって、黒皮やサビ、汚れをどこまで除去できたか。
アンカーパターン(表面粗さ): 塗料が食いつくための凹凸を、ミクロン単位でどう制御するか。
原田鉄工ではこれらの規格を厳格に適用し、感覚ではなく「数値」による品質管理を徹底しています。
3. 除錆度 Sa 2.5(準鏡面仕上げ)の壁
ブラスト処理において、最も一般的かつ重要な指標が「Sa 2.5(ISO)」や「SP10(SSPC)」と呼ばれる準鏡面仕上げです。
これは金属光沢を確実に露出させ、腐食の原因となる汚れを分子レベルまで除去する工程です。
この基準をクリアすることで、塗料と鋼材の界面で強固な密着が生まれ、過酷な環境下でも耐えうる防食性能の「土台」が完成します。
4. 塗料を「食いつかせる」アンカーパターン制御
もう一つの鍵は「表面の粗さ」です。投射材(グリットやショット)の選定や圧力調整により、塗料の特性に合わせた最適な凹凸(アンカーパターン)を作り出します。
粗すぎれば塗料が凹部に行き渡らず、平滑すぎれば密着力が不足します。
この絶妙なコントロールこそが、創業80年の歴史を持つ弊社の熟練工による「数値化された職人技」です。
5. 「戻り錆」を許さない屋内一貫体制
ブラスト直後の鋼材は非常にデリケートで、湿気があれば数時間で「戻り錆(再発錆)」が発生します。
弊社は大型ブラスト設備と塗装工場が隣接した「屋内一貫体制」。
清浄な状態を維持したまま、最適な環境下ですぐさま塗装工程へ移行できるため、現場施工では成し得ない高次元の品質を担保しています。
💡 より詳細な技術データ・規格対照表について
本記事で触れた「ISOとSSPCの具体的な規格対照表」や、施工管理記録として提出する「写真帳のサンプル」、およびブラスト清浄度の判定基準(Sa 2.5の詳細など)については、弊社公式サイトの技術解説ページにて詳しく公開しております。
社内での仕様検討や、発注者様への説明資料としてぜひご活用ください。
▼ 国際規格に基づいたブラスト品質管理(詳細ページ)
https://harada-tekkou.co.jp/pages/84/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎下地処理(英語:Surface treatment/Surface preparation)
下地をより塗装に適した状態にする処理の事です。
下地は既に防錆処理を施された面の事を言い、塗り重ねなどを行う前に行う処理となります。
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎サンドブラスト(ブラスト/1種ケレン 英語:Sand blast)
表面処理(ケレン)方法のひとつ。ケレンには第1種~第4種まであり、ブラストは最上位グレードの第1種ケレンの下地処理となります。
施工で「珪砂」という砂を研削材としていた為、サンドブラストを呼称される。
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp

【保全担当者必見】鋼構造物の寿命を原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 塗装は「色を塗る」ことではない
多くの現場で、塗装は「古くなったから綺麗にするもの」と思われがちです。
しかし産業設備や公共インフラにおける塗装の本質は、見た目以上に「構造物そのものの寿命(資産価値)を維持すること」にあります。
適切な塗装メンテナンスを怠れば、鋼材は酸素と水によってまたたく間に腐食し、最終的には「造り替え」という莫大なコストを招くことになります。
2. 塗装が果たす「3つの決定的な役割」
塗装には、大きく分けて以下の3つの目的があります。
① 保護:腐食という「病」から鋼材を守る
これが最も重要な役割です。
鋼材を外気から遮断し、サビの発生を物理的に封じ込めます。
重防食塗装の世界ではこの「保護膜」をいかに強固に、かつ長く維持させるかが技術の核心となります。
② 美観:企業の信頼と地域の景観を形作る
工場の外観や橋梁の色彩は、企業のブランドイメージや周辺環境との調和に直結します。適切な光沢や色相を維持することは、資産を大切に管理しているという「信頼の証」でもあります。
③ 機能:目的に応じた「付加価値」を与える
遮熱、防汚、耐薬品性など、塗料には特定の課題を解決する機能を持たせることができます。
環境に合わせた最適な機能を選定することで、運用コストの削減も可能になります。
3. 「延命化」がもたらす圧倒的なコストメリット
「サビが出てから塗る」のではなく、「サビる前に守る」という予防保全の考え方が、ライフサイクルコスト(LCC)を劇的に下げます。
高品質な下地処理(ブラスト)と最適な塗料選定を組み合わせることで、塗り替え周期を5年、10年と延ばすことができれば、数十年単位でのメンテナンス費用は数千万円単位で変わることも珍しくありません。
💡 塗装の役割と「失敗しない仕様選定」の詳細はこちら
なぜ塗装が剥がれるのか、環境ごとにどのような塗料を選ぶべきか、といったより深い専門知識については、弊社公式サイトの技術解説ページにて詳しく公開しております。
「とりあえず塗る」から「資産を守るための投資」へ。
仕様検討の際の判断基準としてぜひご活用ください。
▼ 塗装の役割と目的(詳細解説ページ)
https://harada-tekkou.co.jp/pages/73/
▼ 原田鉄工の技術紹介ページ
https://harada-tekkou.co.jp/pages/32/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
塗料の種類と選び方|耐久性・特徴を徹底比較【2026年最新版】
https://harada-tekkou.co.jp/pages/72/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【完全ガイド】鋼構造物を守る「塗料選定」の基本。環境に合わせた最適な防食仕様とは
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
Instagram:https://www.instagram.com/haradatekkou_hiroshima/
1. 「高い塗料」が必ずしも「最良」ではない
重防食塗装の世界には安価なものから高機能なものまで無数の塗料が存在します。
しかし、高価なフッ素塗料を塗ればすべて解決するかというと、そうではありません。
大切なのは、その構造物が「どこにあり」「何を目的とし」「あと何年持たせたいか」という条件に塗料の特性を合致させることです。
2. 代表的な塗料とその役割
重防食塗装では、通常「下塗り・中塗り・上塗り」を組み合わせた層状の塗膜を形成します。
下塗り(防錆): ジンクリッチペイントなど。鋼材と直接接し、化学的にサビを抑制します。
中塗り(遮断): エポキシ樹脂塗料など。塗膜の厚みを確保し、水や酸素の浸入を物理的にブロックします。
上塗り(保護): フッ素樹脂やポリウレタン樹脂など。太陽の紫外線や雨風から、下層の塗膜を保護します。
3. 環境条件による「選定の公式」
設置環境によって、腐食のスピードは劇的に変わります。
海岸部(塩害地域): 強力な犠牲防食作用を持つジンクリッチペイントが不可欠です。
工業地帯(腐食性ガス): 耐薬品性に優れた塗料構成が求められます。
一般地域: コストと耐久性のバランスを重視した仕様が経済的です。
これらを無視して過剰なスペックを選べばコストの無駄になり、逆に不足すれば数年でサビが再発し、補修費用が膨らむことになります。
4. VE提案:LCC(ライフサイクルコスト)を最適化する
私たちは、単に指定された塗料を塗るだけでなく、設計段階からのVE提案(バリュー・エンジニアリング)を得意としています。
例えば「初期コストは10%上がるが、メンテナンス周期が2倍に延びる」といったシミュレーションを行い、お客様の資産にとってトータルで最も安くなる仕様を導き出します。
💡 塗料ごとの特性比較・環境別選定チャートはこちら
具体的な塗料(エポキシ、ウレタン、フッ素、シリコン等)の詳しいメリット・デメリットや、環境に合わせた標準的な塗装仕様の組み合わせ表については、弊社公式サイトの技術解説ページにて公開しております。
現場の状況に合わせた「失敗しない塗料選び」の資料として、ぜひご活用ください。
▼ 塗料の種類と選定基準(詳細解説ページ)
https://harada-tekkou.co.jp/pages/72/
◎ブラスト(ショットブラスト/グリッドブラスト/サンドブラスト/1種ケレン 英語:Blast)
高圧で圧縮した空気を研削材と呼ばれる粒と一緒に噴射し、製品に衝突させることで表面のゴミ、汚れ、塗装などを除去します。
またブラストによって表面は微細な凹凸が形成されるため、塗料などコーティングの密着性が向上。
塗装前の素地調整や梨地加工などに使用されている。
◎錆(さび/腐食生成物 英語:Rust)
金属表面の金属原子が環境中の「酸素」「水分」などと酸化還元反応を起こして生成される腐食物。
酸素や水があるところに鉄を放置すると、錆を生じる。
表面に凹凸が出来て反応面積が増大するため、一旦生じた錆は加速度的に進行する。
◎塗装(英語:Painting)
金属の表面処理の一種で塗料を塗ることで表面に塗膜を形成させる。
防錆、美観、機能の付与など様々な用途がある。
-------------------------------------------------------------------------------------------------
原田鉄工は空圧式ブランジャポンプ エアレス塗装機を4台保有しております。
広大な屋内塗装場を完備していますので、大型製品でも高品質な塗装を提供します。
第一塗装場 15m×13m
第二塗装場 31m×15m
金属塗装の教科書|プロが実践する仕上がりを綺麗にするための鉄則と手順
https://harada-tekkou.co.jp/pages/73/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
【塗装寿命の50%は「下地」で決まる。再発を許さない究極の防錆戦略:大型サンドブラストの重要性】
原田鉄工株式会社
HP:https://harada-tekkou.co.jp/
YouTube:https://www.youtube.com/@hara-tetu
Facebook:https://fb.com/haradatekkou.hiroshima
1. はじめに:貴社の設備、その「塗り替え」で本当に大丈夫ですか?
プラント設備、大型機械、橋梁、海洋構造物。
過酷な環境下で稼働する鉄鋼製品にとって、最大の天敵は「サビ(腐食)」です。
多くの現場担当者様、施設管理担当者様が、サビが発生するたびに補修塗装を検討されます。しかし、ここで一つの大きな問いがあります。
「なぜ、多額の費用をかけて塗り替えたばかりの塗装が、わずか1〜2年で再び剥がれ、サビが発生してしまうのか?」
高級な塗料を使わなかったからでしょうか? 職人の塗り方が悪かったのでしょうか?
実は、その原因のほとんどは「塗料」そのものではなく、塗装前の「表面の状態」にあります。
本稿では、創業80年以上の歴史を持つ防錆塗装のプロフェッショナル、原田鉄工株式会社が、科学的データに基づいた「サビの再発を防ぐ唯一の回答」を詳しく解説します。
2. 衝撃のデータ:塗装寿命を決める「寄与率」の真実
「どんな塗料を塗るか」に心血を注ぐ方は多いですが、防錆の専門家の世界では、塗装の寿命を決定づける要因は既に明らかになっています。
素地調整(下地作り):49.5%
塗回数・膜厚管理:19.1%
塗料の種類:4.9%
(その他、環境要因や施工条件など)
この数字が示す通り、塗装の寿命の約半分は「下地作り(素地調整)」の質で決まります。 驚くべきことに、塗料の種類が寿命に与える影響はわずか5%程度に過ぎません。
どんなに高機能で高価な塗料を選んだとしても、下地作りが不十分であれば、その性能は10%も発揮されず、コストの大部分が「無駄」になってしまうのです。
3. なぜ手工具のケレンでは「再発」を止められないのか
現場で一般的に行われるディスクグラインダーやワイヤーブラシを用いたケレン(素地調整)は、目に見える範囲のサビを落とすには有効に見えます。しかし、顕微鏡レベルで鉄の表面を見ると、そこには深い凹凸が存在します。
手工具によるケレンでは、
凹部の奥に残ったサビ(塩分・水分)を掻き出せない
鉄の表面を鏡面のように滑らかにしてしまい、塗料の「食いつき」が悪くなる
という致命的な欠点があります。
残った不純物は塗膜の下で密かに増殖し、数年後に塗膜を内側から押し上げて剥離させます。これが「膜下腐食(まくかふしょく)」の正体です。
4. 解決策としての「サンドブラスト」:鉄を完全に初期化する
この問題を根本から解決するのが、弊社の主力技術である**「サンドブラスト(エアーブラスト)」**です。
ブラストとは、研削材(グリットやショット)を圧縮空気で高速噴射し、金属表面に衝突させる工法です。この工法には、手工具には真似できない2つの絶対的な優位性があります。
① 不純物の完全粉砕と除去
高速で衝突する研削材は、微細な凹部の底まで到達し、目に見えないサビの芽、塩分、古い塗膜を物理的に叩き出します。これにより、鉄の表面を「完全な初期状態」へと戻すことができます。
② 「アンカーパターン(投錨効果)」の形成
ブラスト後の表面には、均一で微細な凹凸が形成されます。ここに塗料が流れ込むことで、まるで「楔(くさび)」を打ち込んだかのように塗膜が強固に密着します。これを「投錨(とうびょう)効果」と呼び、剥離リスクを劇的に低減させます。
5. 原田鉄工の強み:中国地方最大級の「大型」対応力
エミダスをご覧の皆様の中には、「ブラストをしたいが、製品が大きすぎて断られた」という経験をお持ちの方もいらっしゃるのではないでしょうか。
原田鉄工は、他社にはない圧倒的な設備キャパシティを誇ります。
大型ブラストルーム完備: 長さ10m、幅5mを超えるような大型製缶品、プラント設備、フレーム等もそのまま収容可能です。
全天候型屋内工場: ブラスト直後の鉄は非常にデリケートで、湿気ですぐに再発錆が始まります。弊社は完全屋内型のため、天候に左右されず、最適な湿度管理下でブラストから塗装までを一貫して行います。
多種多様な研削材: フェロニッケルスラグ、スチールグリット、アルミナなど、母材の材質(ステンレス、アルミ、鋳物)や求められる除錆度に合わせて最適な素材を選定します。
6. まとめ:防錆は「未来への投資」である
サビは一度発生すると、毎日、毎秒、貴社の貴重な設備資産を削り続けます。「まだ大丈夫だろう」という放置は、最終的に「全損」という莫大な損失、あるいは設備の破断という重大な事故を招きかねません。
確かに、ブラストを伴う重防食塗装は、簡易的な塗装に比べて初期費用は高くなります。しかし、その後のメンテナンスサイクルが2倍、3倍と延びることを考えれば、ライフサイクルコスト(LCC)は圧倒的に安くなります。
私たちは、サビ対策を「経費」ではなく、資産を守るための「投資」であると考えています。
7. さらに詳しい技術解説と、実際の施工事例について
「自社のこの製品にブラストはかけられるか?」
「サビの種類によって、どの程度の施工が必要か?」
「具体的なコストメリットを知りたい」
そんな疑問をお持ちの皆様へ向けて、弊社ウェブサイトでは、本稿では書ききれなかった**「7種類のサビの危険度診断」や「膜下腐食のメカニズム」をさらに詳しく、図解入りで解説した特設ページ**を公開しています。
【鉄に現れるイヤな錆|発生の原因と予防策、プロが教える確実な錆の落とし方】
https://harada-tekkou.co.jp/pages/75/
【大型サンドブラスト処理の技術と品質基準|SSPC・ISO規格に準拠した重防食下地処理】
https://harada-tekkou.co.jp/pages/84/
-------------------------------------------------------------------------------------------------
原田鉄工 ブラスト設備
グリットブラスト・サンドブラスト どちらも自社製
幅7m×奥行10m×高さ3.5m
【ブラスト加工とは?代表的な加工方法の原理とメリット・デメリット】
https://harada-tekkou.co.jp/pages/61/
-------------------------------------------------------------------------------------------------
ブラスト・塗装の事ならお任せください。
ご相談、御見積りはこちらから
https://harada-tekkou.co.jp/pages/38/
原田鉄工株式会社 広島
TEL:082-232-2445
FAX:082-293-0286
担当:垰(タオ)
携帯:090-3742-9768
メール:bousei@harada-tekkou.co.jp
■材質 SPCC-SD
■板厚 t2.3
■ロット 1000~5000個
完成までの流れ
順送プレス、スポット溶接、メッキ(3価クロム)、プレスでのカシメです。
特徴
従来ならカシメ機で行うカシメ工程ですが、当社ではプレス(単発)で行います。
またスポット溶接した時のソリや隙間を考慮し、車輪が中央にくるよう微妙な調整もカシメ工程で行っております。
連絡先
株式会社和田製作所
〒720-0017広島県福山市千田町4-17-23
Tel 084-970-0038 Fax084-970-0040
http://www.wadass.co.jp

【⭐🚉モノレールに使用されています🚉⭐】
★使用機械
BRIDGEcenter-8F
★材 質
ステンレス
★板 厚
t5.00
★全長
1,419mm
★塗装込み
(👇この製品の強み)
剥がれにくい塗装が特徴です。
足元で使用される製品の為、
”ピンヒールで踏んでも剥げない👠✨”
と言うのが売りになっております。
当たり前ですが、外観品の為、
ピカピカにして出荷致します。
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
【当社は設計から加工・組付けまで全て自社で行っております!】
詳しい内容を知りたい方は、右下の
▶詳細はこちら をクリックお願いします👆
※お問い合わせの際「エミダスを見た」と
伝えて頂けますと、お話がスムーズに進められます♪
・‥…━━━☆・‥…━━━☆・‥…━━━☆・‥…━━━☆
2020年7月27日(月)
担当者:寺島

一般的に切削等で作成することの多いスクリュー形状ですが、ロストワックス(精密鋳造)製法で作ることも可能です。
特徴としましては、切削工法では困難な、羽根と羽根が重なり合ったような形状を簡単に作り出すことができる点です。
製品サイズは、手のひらに乗るようなものから、数十キログラムのものまで対応可能で、工業用をはじめ、食品業界や医薬品業界など、様々な分野で採用頂いております。
スクリュー形状を設計される際は、ぜひロストワックス製法もご検討下さい。


